Изобретение относится к технологии машиностроения, к изготовлению оснастки для производства деталей из труднообрабатываемых металлов и может быть использовано при отделочной обработке отверстий.
Известно устройство для вибрационного хонингования, содержащее вибратор, устанавливаемый с возможностью взаимодействия с корпусом инструмента и выполненный в виде упорного подшипника с сепаратором, рабочая поверхность одной из разъемных частей которого изготовлена кулачковой, при этом упомянутая разъемная часть выполнена в виде втулки и неподвижно установлена на корпусе инструмента, а сепаратор размещен на корпусе с возможностью вращения [1].
Недостатком известного устройства является возможность отказа и ненадежность конструкции, выраженные в том, что при определенных сочетаниях размеров профиля волнистого торца втулки вибратора, жесткости пружины, поджимающей эту втулку, значительных сил резания и др. находящиеся во впадине шарики не преодолеют выступы и будут проскальзывать по гладкому кольцу подшипника вибратора вместе с упомянутой втулкой, не подвергая вибрациям инструмент. Кроме того, устройство не позволяет плавно регулировать амплитуду колебания, что чрезвычайно важно при выборе оптимальной величины последней для данных конкретных условий обработки.
Наиболее близкое по технической сущности и достигаемому результату к изобретению является устройство для вибрационного хонингования, содержащее вибратор, устанавливаемый с возможностью взаимодействия с хонинговальными брусками и выполненный в виде упорного подшипника, при этом упорный подшипник взят двойным, установлен под углом α к плоскости вращения с помощью шайб с непараллельными торцами, выполненными под углом α /2, в количестве двух штук с каждой стороны подшипника, позволяющие плавно регулировать угол наклона от нуля до α , кроме того, в среднем кольце упомянутого подшипника запрессована втулка с наружным диаметром D, соединенная тягами в виде пластинчатых пружин с брускодержателями, в результате чего последние получают вибрационные перемещения с амплитудой Аг, определяемой из соотношения Аг=D cos α [2].
Недостатком известного устройства является возможность отказа и ненадежность конструкции, выраженные в том, что хон в большинстве случаев закрепляется на шпинделе с помощью двух шарниров (при несоосности шпинделя и обрабатываемого отверстия более 0,05... 0,08 мм; при несоосности менее 0,05 мм до 0,03 мм - рекомендуется одношарнирное крепление [3]), которые требуют для своего размещения значительное пространство и удлиняют корпус головки на значительную величину (до 1000... 1500 мм). Поэтому тяги, выполненные в виде пластинчатых пружин, передающие возвратно-поступательные движение от шпиндельной головки брускам, на такой длине будут прогибаться в продольном направлении, не передавая осциллирующих движений режущим брускам.
Кроме того, устройство не позволяет плавно на ходу без остановки процесса регулировать амплитуду колебания, что снижает производительность и качество обработки.
Задача изобретения - повышение точности, качества и производительности алмазно-абразивной обработки хонингованием путем обеспечения осевого возвратно-поступательного перемещения брусков с плавным регулированием частоты и амплитуды осцилляции на ходу без остановки процесса, расширение технологических возможностей, позволяющих вести обработку внутренних поверхностей вращения как с постоянным, так и с переменным диаметром по длине отверстия, упрощение и удешевление конструкции инструмента, его изготовление и эксплуатацию, повышение надежности работы и снижение расхода алмазно-абразивного материала.
Поставленная задача решается с помощью предлагаемого пневматического устройства для вибрационного хонингования, содержащего вибратор, установленный с возможностью взаимодействия с брускодержателем, несущим хонинговальные алмазно-абразивные бруски, при этом брускодержатель представляет собой торообразную упругую оболочку, на образующей которой на металлических пластинах закреплены алмазно-абразивные бруски, причем оболочка одета на корпус свободно и ограничивается по высоте с одного торца диском, с другого - закреплена гайкой, а приведение устройства в рабочее состояние осуществляется путем подачи сжатого воздуха в упругую оболочку через осевое и поперечное отверстия в корпусе.
Кроме того, вибратор снабжен малой упругой торообразной оболочкой, одетой на корпус таким образом, что один торец является неподвижным, а противоположный торец, к которому закреплена шайба, - подвижен за счет подачи в оболочку вибратора сжатого воздуха через осевое и поперечное отверстия в корпусе, при этом наружная поверхность образующей тора вибратора закрыта кожухом, причем на ней расположен перепускной виброклапан.
Взаимодействие вибратора с брускодержателем осуществляется посредством винтовой конической пружины сжатия, которая опирается на диск, закрепленный на брускодержателе, и шайбу, закрепленную на оболочке вибратора.
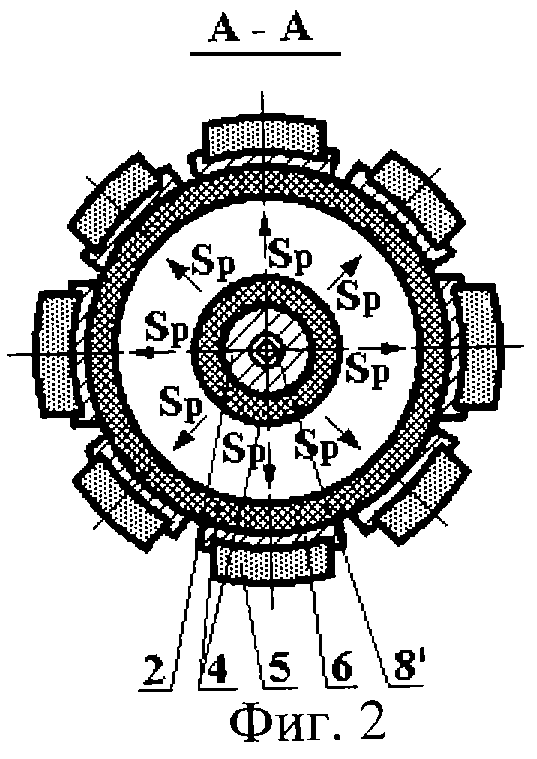
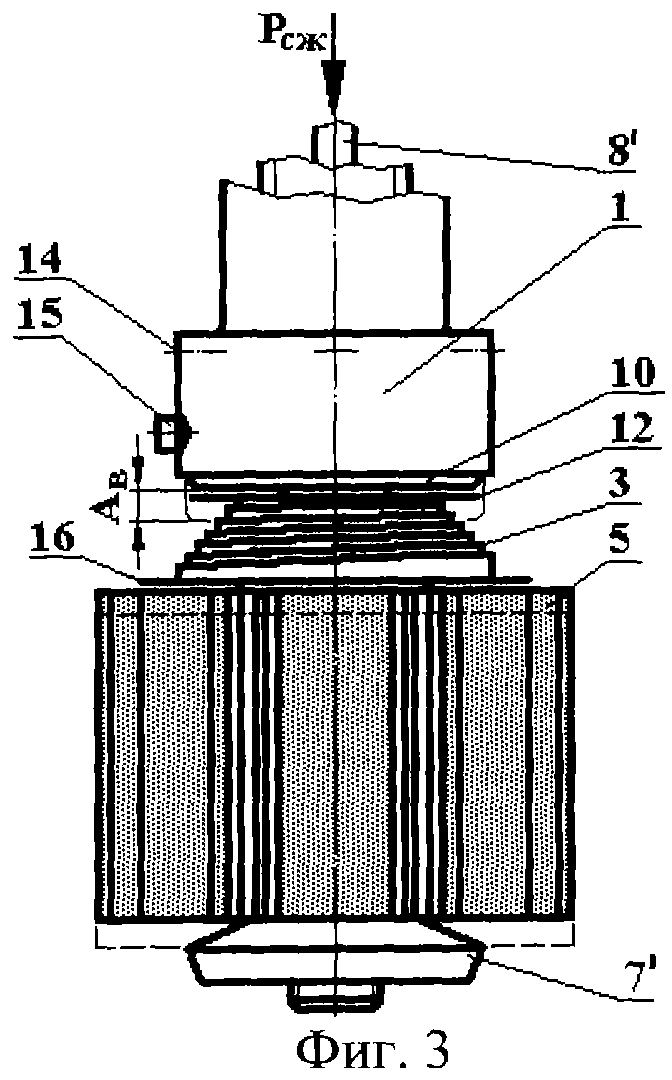
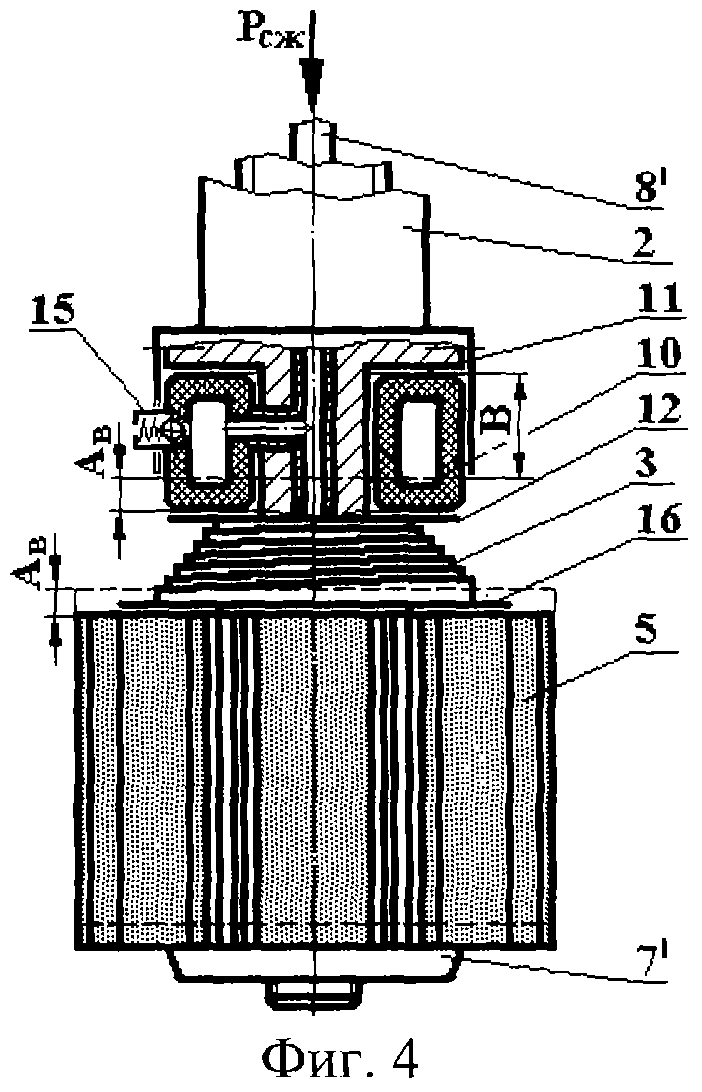
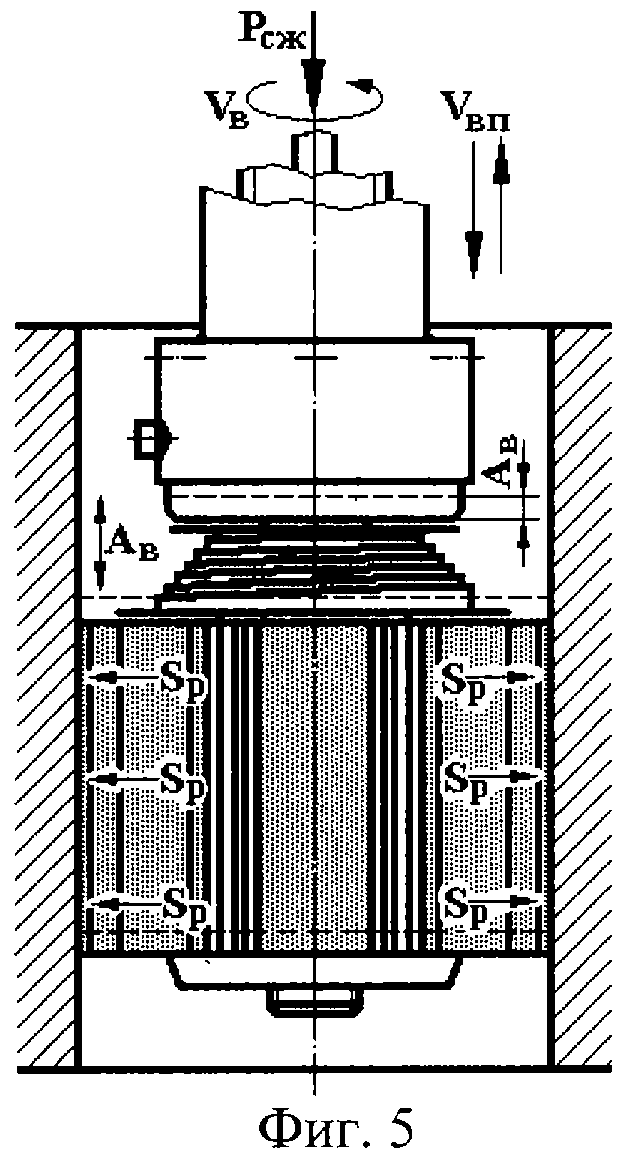
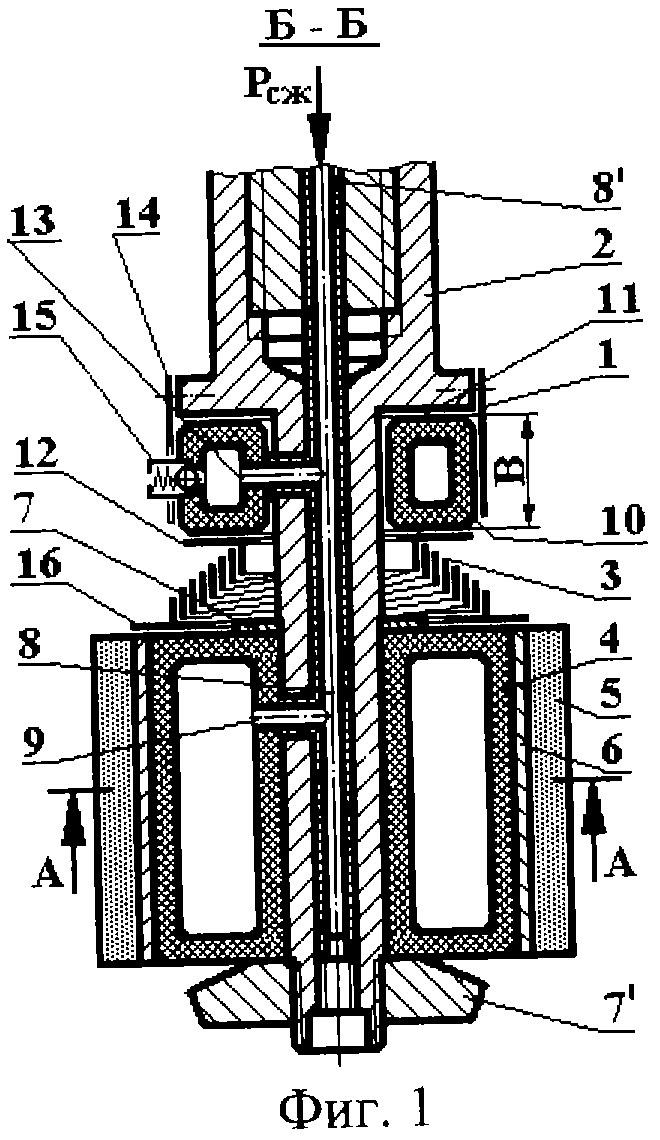
На фиг.1 показано предлагаемое устройство, продольный разрез; на фиг.2 - сечение А-А на фиг.1; на фиг.3 - общий вид устройства в положении нулевой амплитуды; на фиг.4 - общий вид устройства с частичным продольным разрезом вибратора в положении максимальной амплитуды; на фиг.5 - схема вибрационного хонингования отверстия предлагаемым устройством.
Предлагаемое устройство с пневматическим приводом вибратора и пневматическим держателем брусков служит для вибрационного хонингования отверстий.
Устройство содержит вибратор 1, который установлен на корпусе 2, с возможностью взаимодействия с помощью пружины 3 с брускодержателем 4, несущим хонинговальные алмазно-абразивные бруски 5.
Брускодержатель 4 представляет собой торообразную упругую оболочку, на образующей которой на металлических пластинах 6 закреплены известными способами алмазно-абразивные бруски 5. Например, если оболочка 4 резиновая, то пластины 6 закреплены путем вулканизации, а бруски 5 - приклеены клеем.
Торообразная оболочка 4 свободно одета на корпус 2, который представляет собой полый вал, и ограничивается по высоте с одного торца диском 7, с другого - закреплена гайкой 71, которая имеет торец, контактирующий с оболочкой, в виде конуса.
Приведение устройства в рабочее состояние осуществляется путем подачи под давлением Рсж сжатого воздуха в упругую оболочку 4 через осевое 8 и поперечное 9 отверстия в корпусе 2.
Вибратор 1 снабжен малой упругой торообразной оболочкой 10, одетой на корпус 2 таким образом, что торец 11 оболочки упирается в торец корпуса и является неподвижным, а противоположный торец, к которому закреплена шайба 12, подвижен за счет подачи в оболочку 10 под давлением Рсж сжатого воздуха через осевое 8 и поперечное 13 отверстия в корпусе 2. Подача сжатого воздуха через отверстия 8, 9 и 13 производится через резиновый шланг 81.
Наружная поверхность образующей тора 10 вибратора 1 закрыта кожухом 14 для того, чтобы упругая оболочка не увеличивалась по наружному диаметру и все усилие сжатого воздуха приходилось на подвижный (нижний торец, согласно фиг.1) торец, к которому закреплена шайба 12.
На наружной поверхности образующей тора 10 расположен перепускной виброклапан 15, открывающийся при определенном давлении в упругой оболочке 10 (например, 0,4 МПа) и позволяющий спускать сжатый воздух в атмосферу в узком диапазоне давления (например, до 0,35 МПа), а затем закрываться для очередного повышения давления. При повышении и понижении давления в упругом торе 10 его высота В будет изменяться на величину амплитуды Ав (см. фиг.5). Величина диапазона перепада давлений влияет на величину амплитуды Ав вибратора и хонинговальных брусков 5. Следовательно, регулированием диапазона перепада давления в виброклапане 15 регулируют величину амплитуды Ав и частоту вибраций, накладываемых на хонинговальные бруски.
Взаимодействие вибратора 1 с брускодержателем 4 осуществляется посредством винтовой конической пружины сжатия 3, которая опирается на диск 16, закрепленный на торце брускодержателя 4, и шайбу 12, закрепленную на подвижном торце оболочки 10 вибратора 1.
Устройство работает следующим образом.
В нерабочем состоянии без сжатого воздуха в упругой оболочке наружный диаметр по алмазно-абразивным брускам меньше внутреннего диаметра обрабатываемого отверстия, поэтому устройство свободно вводится в отверстие заготовки. Устройство соединяется жестко со шпинделем станка, обрабатываемая деталь также жестко крепится в станочном приспособлении. Точное самоцентрирование брусков хона обеспечивается за счет упругой оболочки брускодержателя.
Устройство не требует шарнирного соединения со шпинделем станка и плавающего станочного приспособления, как при традиционном хонинговании, что удешевляет и упрощает конструкцию и обслуживание.
Головка совершает вращательное и возвратно-поступательное движения со скоростями VВ, VВП и имеет радиальную подачу Sp алмазно-абразивных брусков, осуществляемую с помощью подачи сжатого воздуха в упругую оболочку, разжимающую бруски.
Сочетание трех движений и регулирование величины давления воздуха в упругой оболочке в процессе обработки обеспечивает эффективное срезание микростружек и самозатачивание инструмента.
При подаче сжатого воздуха в пневматический вибратор, его упругая оболочка увеличивается по высоте и оказывает давление через пружину на брускодержатель, который благодаря упругости деформируется и перемещает бруски вдоль оси обрабатываемого отверстия. При этом нижний торец (согласно фиг.1, 3-5) брускодержателя ложится на конический торец гайки. При падении давления в вибраторе, он уменьшается по высоте и благодаря упругости брускодержателя, последний возвращается в исходное (верхнее, согласно фиг.1, 3-5) положение. Величина амплитуды осцилляции может быть 1... 4 мм, а частота до 20 двойных ходов в секунду.
Таким образом, происходит хонингование с осцилляцией хонинговальных брусков, которая существенно улучшает качество обработанной поверхности и повышает в несколько раз производительность.
Вибрации брусков в сочетании с вращательным и возвратно-поступательными движениями хонинговального устройства создают перекрестное движение абразивных зерен и периодически изменяют направление резания, заставляя абразивные зерна брусков резать не одной гранью, как при традиционном хонинговании без вибраций, а несколькими гранями, и силу трения.
Благодаря этому облегчается съем материала и стружкообразование, улучшается самозатачивание зерен, а переменные силы активно перераспределяются в плоскости резания и сила трения уменьшается в несколько раз. Перекрестное вибрационное движение увеличивает число активно работающих абразивных зерен и интенсифицирует срезание выступов неровностей поверхности. При этом на обработанной поверхности формируется износостойкий регулярный микрорельеф с перекрестным направлением рисок и неровностями малой и однородной высоты.
Преимущества предлагаемого устройства для алмазно-абразивного хонингования: более плавная обработка; большая жесткость технологической системы; повышается качество и точность обработки, расширяются технологические возможности и появляется возможность обрабатывать как цилиндрические, так и конические отверстия; возможность снятие больших неравномерных припусков; в 2-3 раза повышается производительность обработки благодаря большой площади контакта инструмента с заготовкой и сокращению количества проходов при переходе на режим вибрационного хонингования.
Благодаря применению упругой оболочки и равномерному распределению давления сжатого воздуха на все бруски, независимо от случайной разной толщины алмазно-абразивного слоя на брусках и других погрешностей изготовления и сборки устройства, бруски равномерно распределяют между собой снимаемый припуск.
В качестве примера проводилась обработка отверстия гильзы цилиндра 130-1002021 на вертикально-хонинговальном станке мод. 3М83С, оснащенным хонинговальным устройством с пневматическим вибратором и алмазными брусками АС6 80/63 50М1 (ГОСТ 25594-83) - 6 шт, закрепленных на упругой резиновой оболочке; панелью с электроконтактным датчиком - СП-231; автокалибром 8М-17729-02. Материал обрабатываемой заготовки-отливки гильзы цилиндра - специальный чугун, имеющий химический состав (в %): С - 3,2... 3,4; Si - 2,0... 2,3; Mn - 0,5... 0,8; Cr - 0,25... 0,40; Ni - 0,10... 0,25; Р≤ 0,20; S≤ 0,15; Fe - остальное. Механические свойства чугуна: 170... 241 НВ; σ В≤206 н/мм2; σ из=432 н/мм2. Диаметр обрабатываемого отверстия ⊘ 100,56... ⊘ 100,50 мм; шероховатость - Ra=0,32 мкм. После сборки хонинговального устройства для точного расположения бруски прирабатывались притирочной пастой на хонинговальном станке по отверстию хонингуемой (бракованной) гильзы при равенстве окружной скорости ν вр и скорости продольного хода ν в-п. Притирочной пастой являлся абразивный порошок из зеленого карбида кремния зернистостью 5, смешанный с тавотом в пропорции 1:2. Пасту наносили кисточкой на алмазные бруски. Приработка алмазных брусков производилась до тех пор, пока площадь контакта не достигла 90%. Продолжительность притирки брусков составила 14,5 мин. Режимы хонингования: Vв=19 м/мин; Vвп=37,7 м/мин. Обработка проводилась при постоянном давлении подаваемого сжатого воздуха - 0,4 МПа. Величина амплитуды осцилляции составляла - 3... 4 мм, а частота - 10 дв. х./с.
Предлагаемое устройство позволило повысить производительность в 1,5... 2 раза, исключить операцию получистового хонингования благодаря улучшению шероховатости поверхности на 1... 2 класса. При этом расход абразивного инструмента снизился на 20%.
Предлагаемое устройство с брускодержателем в виде упругой оболочки, которая является демпфером, улучшает качество и повышает производительность, позволяет интенсифицировать обработку, варьируя давлением подаваемого сжатого воздуха, сглаживает удары и позволяет вести безвибрационную обработку, гася автоколебания, автоматически ориентирует бруски и самоцентрирует их.
Предлагаемое устройство для вибрационного хонингования позволяет повысить режимы и производительность обработки в несколько раз без ухудшения качества обработанной поверхности. Кроме того, в таких условиях стойкость инструмента возрастает в два и более раз по сравнению со стойкостью при традиционной абразивной обработке без наложения колебаний, облегчаются съем материала и стружкообразование, уменьшается расход энергии на резание и трение.
Устройство целесообразно и эффективно использовать при обработке заготовок малой жесткости из труднообрабатываемых материалов и сплавов.
Предлагаемое устройство является простым по конструкции и легко встраивается в станки – автоматы.
Источники информации
1 А.с. СССР 1530418, МКИ В 24 В 33/00. Устройство для вибрационного хонингования. Удовенко А.А. и др. Заявка № 4207253/31-08, заяв. 10.03.87, опуб. 23.12.89. Бюл. № 47.
2 Патент РФ 2146593, МКИ В 24 В 33/00. Устройство для вибрационного хонингования. Степанов Ю.С., Афанасьев Б.И. и др. Заявка № 98115880 //02, заяв. 17.08.1998, опуб. 20.03.2000. Бюл. № 8 - прототип.
3 Отделочно-абразивные методы обработки. Справочное пособие / Кожуро Л.М. и др.; Под общ. ред. Чистосердова П.С. - Мн.: Выш. шк., 1983. - С.42.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2004 |
|
RU2252856C1 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2428297C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2426633C1 |
| ГЕНЕРАТОР ПНЕВМАТИЧЕСКИЙ ДЛЯ ВОЗБУЖДЕНИЯ ВИБРАЦИЙ ПРИ ХОНИНГОВАНИИ | 2010 |
|
RU2437749C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2440884C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2440883C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2290292C1 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2291043C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2452606C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2452605C1 |
Изобретение относится к области машиностроения и может быть использовано при отделочной обработке отверстий деталей из труднообрабатываемых металлов. Устройство содержит вибратор, установленный с возможностью взаимодействия с брускодержателем, несущим хонинговальные алмазно-абразивные бруски. Брускодержатель выполнен в виде торообразной упругой оболочки, на образующей которой на металлических пластинах закреплены алмазно-абразивные бруски. Оболочка одета на корпус свободно и ограничена по высоте с одного торца диском, с другого - закреплена гайкой. Устройство приводится в рабочее состояние путем подачи сжатого воздуха в упругую оболочку через осевое и поперечное отверстия в корпусе. Такая конструкция повышает точность, качество и производительность обработки за счет обеспечения осевого возвратно-поступательного перемещения брусков с плавным регулированием частоты и амплитуды их осцилляции на ходу без остановки процесса. 2 з.п. ф-лы, 5 ил.
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 1998 |
|
RU2146593C1 |
| ХОНИНПОВАЛЬНАЯ ГОЛОВКА | 0 |
|
SU302228A1 |
| Хонинговальная головка | 1978 |
|
SU779044A1 |
| СПОСОБ ВОЗДЕЙСТВИЯ НА БИОЛОГИЧЕСКУЮ ТКАНЬ ПОТОКОМ ПЛАЗМЫ | 1997 |
|
RU2183480C2 |

