Изобретение относится к области машиностроения, а именно к методам нанесения жаростойких покрытий или теплозащитных покрытий на лопатки энергетических и транспортных турбин, и, в особенности, газовых турбин авиадвигателей.
Газотурбинные установки и двигатели находят все более широкое применение в современной технике: двигатели самолетов и вертолетов, судовые газотурбинные двигатели, энергетические ГТУ и газоперекачивающие агрегаты. К основным деталям, определяющим надежность, экономичность и ресурс их работы, относятся рабочие лопатки турбины. Длительная эксплуатация лопаточного аппарата турбины возможна лишь при условии изготовления рабочих лопаток из жаропрочных сплавов на никелевой или кобальтовой основе. В процессе эксплуатации, лопатки подвергаются воздействию повышенных механических нагрузок, высоких температур и агрессивных сред. Результатом такого комплексного воздействия на деталь является ее быстрый выход из строя, что не обеспечивает требуемого ресурса изделия в целом. Для решения проблемы повышения работоспособности лопаток турбины используются различные эффективные защитные покрытия [1. Химико-термическая обработка жаропрочных сталей и сплавов. / Н.В.Абраимов, Ю.С.Елисеев. - М.: Интермет Инжиниринг, 2001. - 622 с.]. Применяемые для защиты лопаток жаростойкие покрытия, при их достаточной стабильности в условиях эксплуатации, могут ощутимо снизить процессы разрушения основного материала детали и обеспечить ее работоспособность в условиях высоких температур.
Наиболее перспективными материалами, используемыми для формирования жаростойких покрытий, являются сплавы систем: Me-Cr-Al-Y, где Me - Ni, Co или их сочетание, а также сплавы, сочетающие Ni, Cr, Al, Si, Y, B. [2. Мубаяджан С.А., Лесников В.П., Кузнецов В.П. Комплексные защитные покрытия турбинных лопаток авиационных ГТД. Екатеринбург: Изд-во «Квист», 2008. - 208 с.] Применяются как однослойные [3.Патент США №4475503], так и двухслойные покрытия, например, с внешним слоем на основе алюминидов никеля [4. Патент США №4080486].
Известен способ подготовки поверхности детали под нанесение многослойного покрытия на металлические изделия методом катодного распыления, включающий ионную очистку и/или модификацию поверхности изделия [5. Патент РФ №2228387, МПК С23С 14/06. Способ нанесения многослойного покрытия на металлические изделия. Опубл. 2004 г.]. Однако функциональным назначением ионно-имплантационной обработки поверхности в известном случае не является повышение жаростойкости покрытия.
Известен способ нанесения покрытия, при котором в вакууме наносят покрытие состава NiCrAlY, после чего проводят алитирование нанесенного покрытия [6. П.Т.Коломыцев. Высокотемпературные защитные покрытия для никелевых сплавов. - М.: Машиностроение, 1991, с.146; Лахтин Ю.М., Арзамасов Б.Н. Химико-термическая обработка металлов. - М.: Металлургия, 1985, с.253-254].
Известен способ нанесения покрытия в вакууме, при котором в качестве материала покрытия используют состав NiCrAlY [7. Мубояджян С.А., Каблов Е.Н., Будиновский С.А. Вакуумно-плазменная технология получения защитных покрытий из сложнолегированных сплавов. МиТОМ. 1995, №2 с.15-18].
Известны также способы защиты лопаток газовых турбин алитированием поверхности пера с предварительным нанесением слоя из никелевых сплавов или металлов платиновой группы [например, 8. Высокотемпературные материалы и покрытия для газовых турбин. / Абраимов Н.В. - М.: Машиностроение, 1993, - с.336]. Полученные композиции на основе алюминидов никеля или никеля и платины обладают необходимым комплексом физико-химических свойств в контакте с жаропрочными сплавами для обеспечения работоспособности рабочих лопаток турбин в области высоких температур.
Недостатком известных способов нанесения жаростойких покрытий является интенсивный диффузионный обмен между жаростойким слоем и основным материалом детали, приводящий к снижению эксплуатационных свойств лопаток турбин ГТД и ГТУ.
Наиболее близким по технической сущности является способ получения жаростойкого покрытия на лопатке газовой турбины авиадвигателей из никелевых или кобальтовых сплавов, включающий ионно-имплантационную обработку поверхности лопатки, вакуумно-плазменное нанесение жаростойкого слоя [9. Патент РФ №1658652, МПК С23С 14/00. Способ получения комбинированного жаростойкого покрытия. Опубл. 2000 г.]. Известный способ получения комбинированного жаростойкого покрытия предусматривает осаждение в вакууме внутреннего слоя покрытия из сплава на основе никеля, содержащего кобальт, хром, алюминий и редкоземельный элемент, последующее осаждение внешнего слоя покрытия из сплава на основе алюминия, содержащего в качестве легирующей добавки никель, при содержании в каждом из слоев алюминия в количестве 20-80 г/м2 и толщине внутреннего слоя покрытия 30-100 мкм и последующий вакуумный отжиг.
Основным недостатком прототипа является низкая жаростойкость и недостаточные выносливость и циклическая прочность, т.е. параметры, которые необходимо обеспечивать при эксплуатации лопаток газотурбинных двигателей и установок.
Техническим результатом заявляемого способа является повышение жаростойкости покрытия при одновременном повышении выносливости и циклической прочности деталей с защитными покрытиями.
Технический результат достигается тем, что в способе получения жаростойкого покрытия на лопатке газовой турбины авиадвигателей из никелевых или кобальтовых сплавов, включающем ионно-имплантационную обработку поверхности лопатки, вакуумно-плазменное нанесение жаростойкого слоя, в отличие от прототипа ионно-имплантационную обработку поверхности лопатки проводят ионами одного или нескольких элементов из N, С, В, Pd, Ag, а также их сочетанием с ионами Nb, Pt, Yb, Y, La, Hf, Cr, Si, при этом в среде азота и/или углерода, в вакууме не ниже 10-3 мм рт.ст. наносят, по крайней мере, один из следующих жаростойких слоев, имеющих следующий состав, вес.%: Со 12- 20, Cr 18-30, Al 5-13, Y 0,2-0,65, Ni - остальное; Cr 18-30, Al 5-13, Y 0,2-0,65, Ni - остальное; Si 4,0-12,0; Y 1,0-2,0; Al - остальное, затем проводят термообработку покрытия.
Технический результат достигается также тем, что в способе получения жаростойкого покрытия нанесение жаростойкого слоя чередуют с имплантацией ионами одного или нескольких элементов из Nb, Pt, Yb, Y, La, Hf, Cr, Si, Pd, Ag, N, C, B, W, V, Ti, Zr, которую каждый раз проводят до образования микро- или нанослоя, обеспечивая разделение всего жаростойкого слоя на микро- или нанослои, образованные как в результате имплантации ионов, так и в результате нанесения материала жаростойкого слоя без имплантации ионов, перед нанесением жаростойкого слоя на поверхность лопатки дополнительно наносят слой на основе одного или нескольких элементов из Nb, Pt, Pd, Ag, Cr толщиной от 0,1 мкм до 2,0 мкм.
Технический результат достигается также тем, что в способе получения жаростойкого покрытия толщина жаростойкого слоя составляет от 10 мкм до 70 мкм, а количество микро- или нанослоев в жаростойком слое составляет от 3 до 1500.
Технический результат достигается также тем, что в способе получения жаростойкого покрытия нанесение дополнительного слоя покрытия осуществляют вакуумными ионно-плазменным методом или магнетронным методом, или электронно-лучевым испарением, или конденсацией, а ионную имплантацию проводят при энергии ионов от 0,2 кэВ до 30 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2.
Технический результат достигается также тем, что в способе получения жаростойкого покрытия после нанесения покрытия термообработку покрытия проводят путем диффузионного отжига в вакууме не ниже 10-3 мм рт.ст. в течение от 2 до 5 часов, при температуре от 950°С до 1050°С.
Технический результат достигается также тем, что в способе получения жаростойкого покрытия, после нанесения жаростойкого слоя, наносят газотермическим, или ионно-плазменным, или магнетронным, или электронно-лучевым методами керамический слой толщиной от 20 до 300 мкм состава Y2O3 - 5…9% вес., ZrO2 - остальное, а термообработку покрытия проводят путем отжига при температуре 1000 - 1050°С в течение от 2 до 5 часов в вакууме от 10-3 до 10' 4 мм рт.ст., а перед нанесением керамического слоя может быть нанесен вначале слой на основе одного или нескольких элементов из Nb, Pt, Pd, Ag, Cr толщиной от 0,1 мкм до 2,0 мкм, а затем слой высокотемпературного припоя толщиной от 8 мкм до 40 мкм, причем в качестве высокотемпературного припоя используют припои на основе одного или нескольких элементов из Ni, Co, Fе, Nb с одним или несколькими элементами В, Pt, Ti, Cr, Ag, Au, Si, W, V, Y, Yb, La, Hf, Ta, In.
Для оценки стойкости лопаток газовых турбин, с жаростойкими
покрытиями, полученными по известному и предлагаемому способам были проведены следующие испытания. Режимы и условия нанесения покрытий на образцы из кобальтовых и никелевых сплавов (ЦНК-7, ЦНК-21, FSX-414. ЖС-6, ЖС-6У, ЭИ-893, U-5000) приведены в таблице 1.
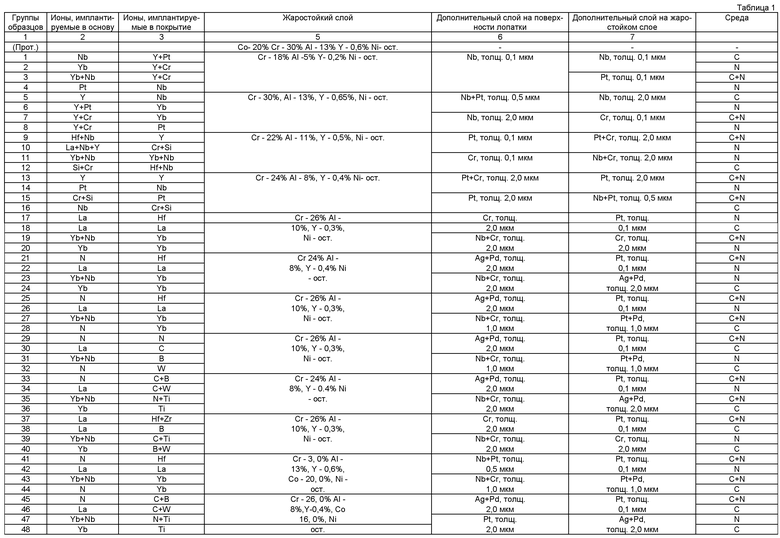
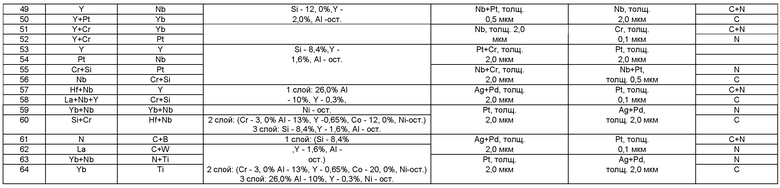
Режимы обработки образцов и нанесения покрытия: ионная имплантация (N, С, В, Pd, Ag или их его сочетанием, а также их сочетанием с ионами Nb, Pt, Yb, Y, La, Hf, Cr, Si; нанесение жаростойкого слоя при чередовании с имплантацией ионами Nb, Pt, Yb, Y, La, Hf, Cr, Si, Pd, Ag, N, С, В, W, V, Ti, Zr или их сочетанием) при энергии ионов от 0,2 кэВ до 30 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2. (Нанесение жаростойкого подслоя чередовали с периодической имплантацией ионами Nb, Pt, Yb, Y, La, Hf, Cr, Si или их сочетанием (Nb+Cr, Nb+Pt+Cr, Nb+Yb+Y, Pt+Cr, Yb+Pt+Cr, Yb+Y, La+Yb+Y, Hf+Cr, Cr+Si, Nb+Cr, Yb+Pt+Cr), которую проводили до образования микро- или нано-слоя, разделяющего жаростойкий слой на микрослои, формируя от 3 до 1500 микрослоев). Материал дополнительных слоев и схема их чередования - согласно таблицы 1. Толщины слоев составляли: по способу-прототипу жаростойкий слой - толщиной от 10 мкм до 70 мкм. При формировании по предлагаемому способу толщина жаростойкого слоя составляла от 10 мкм до 70 мкм, а количество микро- или нанослоев в жаростойком слое составляло от 3 до 1500 (3; 12; 250; 1000; 1500). Нанесение слоев покрытия осуществляли: вакуумными ионно-плазменными методами; магнетронными методами; электронно-лучевым испарением и конденсацией в вакууме; газотермическими методами (в том числе высокоскоростными). Диффузионный отжиг проводили в вакууме не ниже 10-3 мм рт.ст. в течение от 2 до 5 часов, при температуре от 950°С до 1050°С. Толщины керамического слоя наносились от 20 мкм до 300 мкм (18 мкм - неудовлетворительный результат (Н.Р.); 20 мкм; 80 мкм; 200 мкм; 300 мкм; 320 мкм - (Н.Р.)); состав керамического слоя Y2О3 - 5..9 вес.% (4% - (Н.Р.); 5%; 6%; 8%; 9%; 10% - (Н.Р.)), ZrO2 - остальное. Как вариант, перед нанесением керамического слоя на поверхность вначале наносили слой на основе одного или нескольких элементов из Nb, Pt, Pd, Ag, Cr толщиной от 0,1 мкм до 2,0 мкм (менее 0,1 мкм - (Н.Р.); 0,1 мкм; 0,8 мкм; 1,4 мкм; 2,0 мкм; более 2,0 мкм - (Н.Р.)), а затем слой высокотемпературного припоя толщиной от 8 мкм до 40 мкм (менее 8 мкм - (Н.Р.); 8 мкм; 26 мкм; 34 мкм; 40 мкм; более 40 мкм- (Н.Р.)); в качестве высокотемпературного припоя применяли припой на основе Ni, Co, Fe, Nb, и их сочетаний, с добавками, выбранными из следующих элементов или их сочетаний, В, Pt, Ti, Cr, Ag, Au, Si, W, V, Y, Yb, La, Hf, Та, In (составы и сочетания элементов, входящих в припои являются ноу-хау).
Были также проведены испытания на выносливость и циклическую прочность образцов из никелевых и кобальтовых сплавов ЦНК -7, ЦНК-21, FSX-414, ЖС-6, ЖС-6У, ЭИ-893, U-5000 в условиях высоких температур (при 870-950°С) на воздухе. В результате проведенных испытаний было установлено следующее: условный предел выносливости (σ-1) лопаток составляет:
1) по известному способу - никелевые сплавы в среднем 230-250 МПа, кобальтовые - 220-235 МПа;
2) по предлагаемому способу никелевые сплавы в среднем 275-295 МПа, кобальтовые - 265-275 МПа (таблица 2);
Изотермическая жаростойкость покрытий оценивалась на образцах диаметром d=10 мм и длиной l=30 мм. Образцы покрытиями помещались в тигли и выдерживались на воздухе при температуре Т=1200°С. Жаростойкость покрытий оценивалась по характерному времени (τ) до появления первых очагов газовой коррозии или других дефектов, которые определялись путем визуального осмотра через каждые 50 часов испытаний при температуре 1200°С. Взвешивание образцов вместе с окалиной производилось через 500 и 1000 ч испытаний, при этом определялась величина удельного прироста массы образца на единицу его поверхности по сравнению с исходным весом ΔР, г/м2. Полученные результаты представлены в таблице 3.
Повышение жаростойкости покрытий и предела выносливости лопаток из никелевых и кобальтовых сплавов с покрытиями (таблицы 2 и 3), указывает на то, что при применении следующих вариантов получения жаростойкого покрытия на лопатке газовой турбины авиадвигателей из никелевых или кобальтовых сплавов: ионно-имплантационная обработка поверхности лопатки ионами одного или нескольких элементов из N, С, В, Pd, Ag, a также их сочетанием с ионами Nb, Pt, Yb, Y, La, Hf, Cr, Si; вакуумно-плазменное нанесение в среде азота и/или углерода, по крайней мере, одного из следующих жаростойких слоев, имеющих следующий состав, вес.%: Со 12-20, Cr 18-30, Al 5-13, Y 0,2-0,65, Ni - остальное; Cr 18-30, Al 5-13, Y 0,2-0,65, Ni - остальное; Si 4,0-12,0; Y 1,0-2,0; Al - остальное; проведение термообработки покрытия в вакууме не ниже 10-3 мм рт.ст.; чередование нанесения жаростойкого слоя с имплантацией ионами одного или нескольких элементов из Nb, Pt, Yb, Y, La, Hf, Cr, Si, Pd, Ag, N, C, B, W, V, Ti, Zr, которую каждый раз проводят до образования микро- или нанослоя, обеспечивая разделение всего жаростойкого слоя на микро- или нанослои, образованные как в результате имплантации ионов, так и в результате нанесения материала жаростойкого слоя без импланатции ионов; нанесение перед нанесением жаростойкого слоя на поверхность лопатки дополнительно слоя на основе одного или нескольких элементов из Nb, Pt, Pd, Ag, Cr толщиной от 0,1 мкм до 2,0 мкм; использование толщины жаростойкого слоя от 10 мкм до 70 мкм, а количества микро- или нанослоев в жаростойком слое от 3 до 1500; нанесение дополнительного слоя покрытия осуществляют вакуумными ионно-плазменным методом или магнетронным методом, или электронно-лучевым испарением, или конденсацией; проведение ионной имплантации при энергии ионов от 0,2 кэВ до 30 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2; проведение после нанесения покрытия термообработки покрытия путем диффузионного отжига в вакууме не ниже 10-3 мм рт.ст. в течение от 2 до 5 часов, при температуре от 950°С до 1050°С; нанесение после нанесения жаростойкого слоя газотермическим, или ионно-плазменным, или магнетронным, или электронно-лучевым методами керамического слоя толщиной от 20 до 300 мкм составом Y2O3 - 5…9% вес., ZrO2 - остальное, а термообработку покрытия проводят путем отжига при температуре 1000-1050°С в течение от 2 до 5 часов в вакууме от 10-3 до 10-4 мм рт.ст.; нанесение, перед нанесением керамического слоя, вначале, слоя на основе одного или нескольких элементов из Nb, Pt, Pd, Ag, Cr толщиной от 0,1 мкм до 2,0 мкм, а затем слой высокотемпературного припоя толщиной от 8 мкм до 40 мкм, причем в качестве высокотемпературного припоя используют припои на основе одного или нескольких элементов из Ni, Co, Fe, Nb с одним или несколькими элементами В, Pt, Ti, Cr, Ag, Au, Si, W, V, Y, Yb, La, Hf, Та, In - позволяют достичь технического результата заявляемого изобретения - повышения жаростойкости покрытия при одновременном повышении выносливости и циклической прочности деталей с защитными покрытиями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОСТОЙКОГО ПОКРЫТИЯ НА ЛОПАТКАХ ТУРБОМАШИН | 2010 |
|
RU2441102C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОСТОЙКОГО ПОКРЫТИЯ НА ЛОПАТКАХ ГАЗОВЫХ ТУРБИН | 2010 |
|
RU2441101C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОСТОЙКОГО ПОКРЫТИЯ НА ЛОПАТКАХ ТУРБИН ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ И ЭНЕРГЕТИЧЕСКИХ УСТАНОВОК | 2010 |
|
RU2435872C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2010 |
|
RU2479669C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОСТОЙКОГО ПОКРЫТИЯ | 2009 |
|
RU2441104C2 |
| ТЕПЛОЗАЩИТНОЕ ПОКРЫТИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2426819C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2009 |
|
RU2441103C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКОГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2010 |
|
RU2441099C2 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННОГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2009 |
|
RU2447195C2 |
| СПОСОБ ФОРМИРОВАНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ НА ЛОПАТКЕ ТУРБИНЫ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2426817C2 |
Изобретение относится к области машиностроения, а именно к методам нанесения жаростойких покрытий или теплозащитных покрытий на лопатки энергетических и транспортных турбин, и, в особенности, газовых турбин авиадвигателей. Заявлен способ получения жаростойкого покрытия на лопатках газовых турбин из никелевых или кобальтовых сплавов. Способ включает ионно-плазменную подготовку и ионно-имплантационную обработку поверхности лопатки, вакуумно-плазменное нанесение жаростойкого слоя. Ионно-имплантационную обработку поверхности лопатки проводят ионами одного или нескольких элементов из N, С, В, Pd, Ag, а также их сочетанием с ионами Nb, Pt, Yb, Y, La, Hf, Cr, Si, при этом в среде азота и/или углерода, в вакууме не ниже 10-3 мм рт.ст. наносят, по крайней мере, один из следующих жаростойких слоев, имеющих состав, вес.%: Со 12-20, Сr 18-30, Аl 5-13, Y 0,2-0,65, Ni - остальное; Сr 18-30, Аl 5-13, Y 0,2-0,65, Ni - остальное; Si 4,0-12,0, Y 1,0-2,0%, Аl - остальное, затем проводят термообработку покрытия. Технический результат - повышение жаростойкости покрытия при одновременном повышении выносливости и циклической прочности деталей с защитными покрытиями. 21 з.п. ф-лы, 3 табл.
1. Способ получения жаростойкого покрытия на лопатках газовых турбин из никелевых или кобальтовых сплавов, включающий ионно-плазменную подготовку и ионно-имплантационную обработку поверхности лопатки, вакуумно-плазменное нанесение жаростойкого слоя, отличающийся тем, что ионно-имплантационную обработку поверхности лопатки проводят ионами одного или нескольких элементов из N, С, В, Pd, Ag, а также их сочетанием с ионами Nb, Pt, Yb, Y, La, Hf, Cr, Si, при этом в среде азота и/или углерода в вакууме не ниже 10-3 мм рт.ст. наносят, по крайней мере, один из следующих жаростойких слоев, имеющих состав, вес.%: Со 12-20, Сr 18-30, Аl 5-13, Y 0,2-0,65, Ni - остальное; Сr 18-30, Аl 5-13, Y 0,2-0,65, Ni - остальное; Si 4,0-12,0, Y 1,0-2,0, Аl - остальное, затем проводят термообработку покрытия.
2. Способ по п.1, отличающийся тем, что нанесение жаростойкого слоя чередуют с периодической имплантацией ионами одного или нескольких элементов из Nb, Pt, Yb, Y, La, Hf, Cr, Si, Pd, Ag, N, С, B, W, V, Ti, Zr, которую каждый раз проводят до образования микро- или нанослоя с обеспечением разделения всего жаростойкого слоя на микро- или нанослои, образованные как в результате имплантации ионов, так и в результате нанесения материала жаростойкого слоя без имплантации ионов.
3. Способ по п.1, отличающийся тем, что перед нанесением жаростойкого слоя на поверхность лопатки дополнительно наносят слой на основе одного или нескольких элементов из Nb, Pt, Pd, Ag, Cr толщиной от 0,1 мкм до 2,0 мкм.
4. Способ по п.2, отличающийся тем, что перед нанесением жаростойкого слоя на поверхность лопатки дополнительно наносят слой на основе одного или нескольких элементов из Nb, Pt, Pd, Ag, Cr толщиной от 0,1 мкм до 2,0 мкм.
5. Способ по любому из пп.2-4, отличающийся тем, что толщина жаростойкого слоя составляет от 10 мкм до 70 мкм, а количество микро- или нанослоев в жаростойком слое составляет от 3 до 1500.
6. Способ по п.3, отличающийся тем, что нанесение дополнительного слоя покрытия осуществляют вакуумными ионно-плазменными методами или магнетронными методами, или электронно-лучевым испарением, или конденсацией.
7. Способ по п.4, отличающийся тем, что нанесение дополнительного слоя покрытия осуществляют вакуумными ионно-плазменными методами или магнетронными методами, или электронно-лучевым испарением, или конденсацией.
8. Способ по п.5, отличающийся тем, что нанесение дополнительного слоя покрытия осуществляют вакуумными ионно-плазменными методами или магнетронными методами, или электронно-лучевым испарением, или конденсацией.
9. Способ по любому из пп.1-4, 6-8, отличающийся тем, что ионную имплантацию проводят при энергии ионов от 0,2 кэВ до 30 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2.
10. Способ по п.5, отличающийся тем, что ионную имплантацию проводят при энергии ионов от 0,2 кэВ до 30 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2.
11. Способ по любому из пп.1-4, 6-8, 10, отличающийся тем, что после нанесения покрытия термообработку покрытия проводят путем диффузионного отжига в вакууме не ниже 10-3 мм рт.ст. в течение от 2 ч до 5 ч при температуре от 950°С до 1050°С.
12. Способ по п.5, отличающийся тем, что после нанесения покрытия термообработку покрытия проводят путем диффузионного отжига в вакууме не ниже 10-3 мм рт.ст. в течение от 2 ч до 5 ч при температуре от 950°С до 1050°С.
13. Способ по п.9, отличающийся тем, что после нанесения покрытия термообработку покрытия проводят путем диффузионного отжига в вакууме не ниже 10-3 мм рт.ст. в течение от 2 ч до 5 ч при температуре от 950°С до 1050°С.
14. Способ по любому из пп.1-4, 6-8, 10, отличающийся тем, что после нанесения жаростойкого слоя наносят газотермическим, или ионно-плазменным, или магнетронным, или электронно-лучевым методом керамический слой толщиной от 20 мкм до 300 мкм состава Y2O3 - 5-9 вес.%, ZrO2 - остальное, а термообработку покрытия проводят путем отжига при температуре 1000-1050°С в течение от 2 ч до 5 ч в вакууме от 10-3 до 10-4 мм рт.ст.
15. Способ по п.5, отличающийся тем, что после нанесения жаростойкого слоя наносят газотермическим, или ионно-плазменным, или магнетронным, или электронно-лучевым методом керамический слой толщиной от 20 мкм до 300 мкм состава Y2O3 - 5-9 вес.%, ZrO2 - остальное, а термообработку покрытия проводят путем отжига при температуре 1000-1050°С в течение от 2 ч до 5 ч в вакууме от 10-3 до 10-4 мм рт.ст.
16. Способ по п.9, отличающийся тем, что после нанесения жаростойкого слоя наносят газотермическим или ионно-плазменным, или магнетронным, или электронно-лучевым методом керамический слой толщиной от 20 мкм до 300 мкм состава Y2O3 - 5-9 вес.%, ZrO2 - остальное, а термообработку покрытия проводят путем отжига при температуре 1000-1050°С в течение от 2 ч до 5 ч в вакууме от 10-3 до 10-4 мм рт.ст.
17. Способ по п.14, отличающийся тем, что перед нанесением керамического слоя вначале наносят слой на основе одного или нескольких элементов из Nb, Pt, Pd, Ag, Cr толщиной от 0,1 мкм до 2,0 мкм, а затем слой высокотемпературного припоя толщиной от 8 мкм до 40 мкм, причем в качестве высокотемпературного припоя используют припои на основе одного или нескольких элементов из Ni, Со, Fe, Nb с одним или несколькими элементами из В, Pt, Ti, Cr, Ag, Au, Si, W, V, Y, Yb, La, Hf, Та, In.
18. Способ по п.15, отличающийся тем, что перед нанесением керамического слоя вначале наносят слой на основе одного или нескольких элементов из Nb, Pt, Pd, Ag, Cr толщиной от 0,1 мкм до 2,0 мкм, а затем слой высокотемпературного припоя толщиной от 8 мкм до 40 мкм, причем в качестве высокотемпературного припоя используют припои на основе одного или нескольких элементов из Ni, Со, Fe, Nb с одним или несколькими элементами из В, Pt, Ti, Cr, Ag, Au, Si, W, V, Y, Yb, La, Hf, Та, In.
19. Способ по любому из пп.16 и 17, отличающийся тем, что перед нанесением керамического слоя вначале наносят слой на основе одного или нескольких элементов из Nb, Pt, Pd, Ag, Cr толщиной от 0,1 мкм до 2,0 мкм, а затем слой высокотемпературного припоя толщиной от 8 мкм до 40 мкм, причем в качестве высокотемпературного припоя используют припои на основе одного или нескольких элементов из Ni, Со, Fe, Nb с одним или несколькими элементами из В, Pt, Ti, Cr, Ag, Au, Si, W, V, Y, Yb, La, Hf, Та, In.
20. Способ по п.14, отличающийся тем, что перед нанесением керамического слоя вначале наносят слой на основе одного или нескольких элементов из Nb, Pt, Pd, Ag, Cr толщиной от 0,1 мкм до 2,0 мкм, а затем слой высокотемпературного припоя толщиной от 8 мкм до 40 мкм, причем в качестве высокотемпературного припоя используют припои на основе одного или нескольких элементов из Ni, Со, Fe, Nb с одним или несколькими элементами из В, Pt, Ti, Cr, Ag, Au, Si, W, V, Y, Yb, La, Hf, Та, In.
21. Способ по п.15, отличающийся тем, что перед нанесением керамического слоя наносят слой высокотемпературного припоя толщиной от 8 мкм до 40 мкм, причем в качестве высокотемпературного припоя используют припои на основе одного или нескольких элементов из Ni, Со, Fe, Nb с одним или несколькими элементами из В, Pt, Ti, Cr, Ag, Au, Si, W, V, Y, Yb, La, Hf, Та, In.
22. Способ по любому из пп.16 и 17, отличающийся тем, что перед нанесением керамического слоя наносят слой высокотемпературного припоя толщиной от 8 мкм до 40 мкм, причем в качестве высокотемпературного припоя используют припои на основе одного или нескольких элементов из Ni, Со, Fe, Nb с одним или несколькими элементами из В, Pt, Ti, Cr, Ag, Au, Si, W, V, Y, Yb, La, Hf, Та, In.
| RU 1658652 C1, 20.12.2000 | |||
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ЛОПАТКУ ТУРБИНЫ | 1993 |
|
RU2078148C1 |
| КООРДИНАТНИК ДЛЯ ПЕРЕМЕЩЕНИЯ ДАТЧИКОВ В ИССЛЕДУЕМОМ ПРОСТРАНСТВЕ | 1967 |
|
SU222837A1 |
| US 5683825 A, 04.11.1997 | |||
| US 4321311 A, 23.03.1982. | |||

