Настоящее изобретение относится к формам для формования глазной линзы. Более конкретно, настоящее изобретение относится к устройству и способам формования глазной линзы с помощью разности потенциалов, созданной в поперечном направлении двух или более частей формы, приводя к меньшим дефектам кольца из избыточного полимера во время изготовления.
Хорошо известно, что контактные линзы могут использоваться для улучшения зрения. Различные контактные линзы в больших количествах производятся в течение многих лет. Ранние конструкции контактных линз формовали из твердых материалов. Хотя эти линзы все еще используются в настоящее время в некоторых случаях, они не подходят для всех пациентов из-за их недостаточного удобства и относительно низкой проницаемости для кислорода. Более поздние разработки в данной области техники дали начало мягким контактным линзам, основанным на гидрогелях.
Гидрогелевые контактные линзы пользуются сегодня большим спросом. Эти линзы часто являются более удобными для носки, чем контактные линзы, выполненные из твердых материалов. Мягкие контактные линзы могут быть изготовлены посредством формования линз в форме, состоящей из множества частей, где соединенные части образуют топографию в соответствии с заданными готовыми линзами.
Глазные линзы часто изготавливают посредством литья без давления, в котором мономерный материал размещают в полости, образованной между оптическими поверхностями противоположных частей формы. Формы, состоящие из множества частей, используемые для формования гидрогелей в полезный предмет, такой как глазная линза, могут включать в себя, например, первую часть формы с выпуклым участком, который соответствует заднему изгибу глазной линзы, и вторую часть формы с вогнутым участком, который соответствует переднему изгибу глазной линзы. Следует понимать, что если конкретно не указано иное, первая часть формы может также включать в себя часть формы с передним изгибом, при этом вторая часть формы, следовательно, будет содержать часть формы с задним изгибом.
Для изготовления линзы с использованием частей формы, состав для линзы из неотвержденного гидрогеля помещается между вогнутой и выпуклой поверхностями частей формы и затем отверждается. Состав для линзы из гидрогеля может отверждаться, например, под воздействием или тепла, или света или под действием тепла и света. Отвержденный гидрогель образует линзу в соответствии с размерами частей формы.
После отверждения обычная практика показывает, что части формы разделяют, и линза остается приклеенной к одной из частей формы. Во время процесса расцепления линзу отделяют от остальной части формы.
Кроме того, новые разработки в данной области техники привели к контактным линзам, выполненным из гидрогелей и силиконовых гидрогелей, которые покрывают полимерами для повышения удобства линз. Часто линзы покрывают посредством обработки отвержденных линз полимером. В последнее время линзы, покрытые полимером, изготавливались посредством покрытия поверхностей формы из двух частей полимером, добавления неотвержденного состава в покрытую форму для линзы, отверждения линзы и затем отделения отвержденной линзы от формы, в которой поверхность указанной отвержденной линзы покрывается полимером, который сначала был приклеен к поверхности формы.
Однако конкретная проблема заключается в том, что мономерная или реакционная смесь подается в избытке в вогнутую часть формы. После соединения форм, таким образом, определяя линзу, избыточный мономер или мономерная смесь вытесняется из полости формы и остаются на фланце или между фланцами одной или обеих частей формы, образуя круглое кольцо или заусенец вокруг формованной линзы.
После разъединения двух частей формы периферийный заусенец полимеризированного избыточного материала обычно остается на вогнутой части формы, той части, которая вмещает линзу. Для дополнительной обработки линзы посредством гидратации, осмотра, упаковывания, стерилизации и т.д. необходимо удалить заусенец из полимеризированного материала с вогнутой части формы. Когда заусенец остается на вогнутой части формы с линзой, его вручную сдирают пальцем.
Следовательно, было бы полезно усовершенствовать способы и устройство для удаления глазной линзы из формы, в которой она содержится, и, кроме того, удалить любой окружающий заусенец с линзы.
Задачей настоящего изобретения является создание способа и устройства для отделения глазной линзы от заусенца при разделении частей формы.
В соответствии с настоящим изобретением множество узлов форм может быть выполнено, причем каждый узел формы включает в себя парный комплект из первой части формы и второй части формы. Разность потенциалов создается между каждым комплектом из первых частей формы и вторых частей формы, и реакционная смесь дозируется в первую часть формы. Каждая вторая часть формы каждого комплекта соединяется с каждой первой частью формы для образования полости между ними. Реакционная смесь, таким образом, формуется в форму полости. Реакционная смесь подвергается воздействию актиничного излучения, таким образом, формуя множество глазных линз. Множество формованных линз осматриваются на наличие дефектов кольца из избыточного полимера для определения того, что меньшее ли их количество присутствует во множестве формованных линз по сравнению с пороговым количеством дефектов кольца из избыточного полимера.
Устройство, которое может быть использовано для осуществления различных аспектов настоящего изобретения, может включать в себя, например, узел формы с поверхностной энергией, которая может указывать на то, что будут ли приклеиваться материалы к поверхности формы. Узел формы может включать в себя первую часть формы и вторую часть формы, где каждая часть формы содержит поверхность для формования линзы. Линза может формоваться между частями формы посредством размещения материала для формования линзы между поверхностью для формования линзы первой части формы и поверхностью для формования линзы второй части формы и отверждения материала для формования линзы. Устройство для наведения статического заряда приводится в действие для создания разности потенциалов между поверхностью фланца первой части формы и поверхностью для формования линзы второй части формы. Разность потенциалов между первой частью формы и второй частью формы может находиться в диапазоне около 30 кВ.
Настоящее изобретение усовершенствует эту часть процесса изготовления линзы посредством уменьшения стоимости, увеличения производительности и автоматизации процесса.
Сущность изобретения поясняется на чертежах, где:
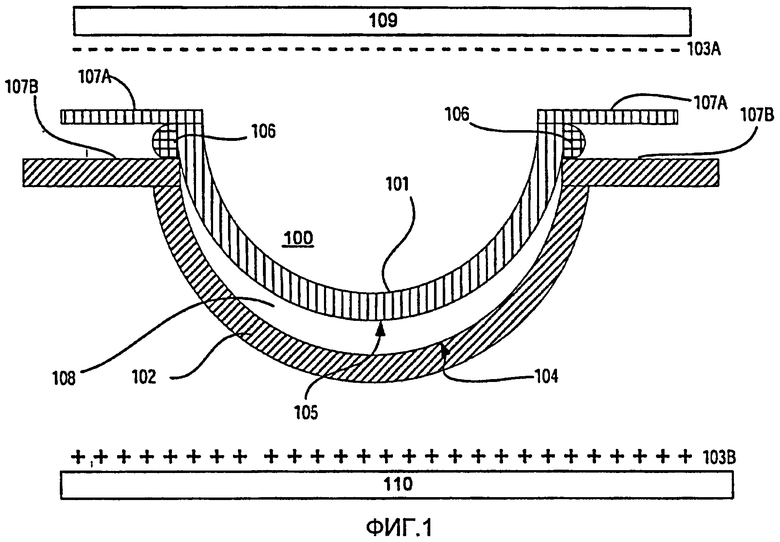
на Фиг.1 изображен вид частей формы для глазной линзы и линзы со статически заряженными стержнями рядом с частями формы.
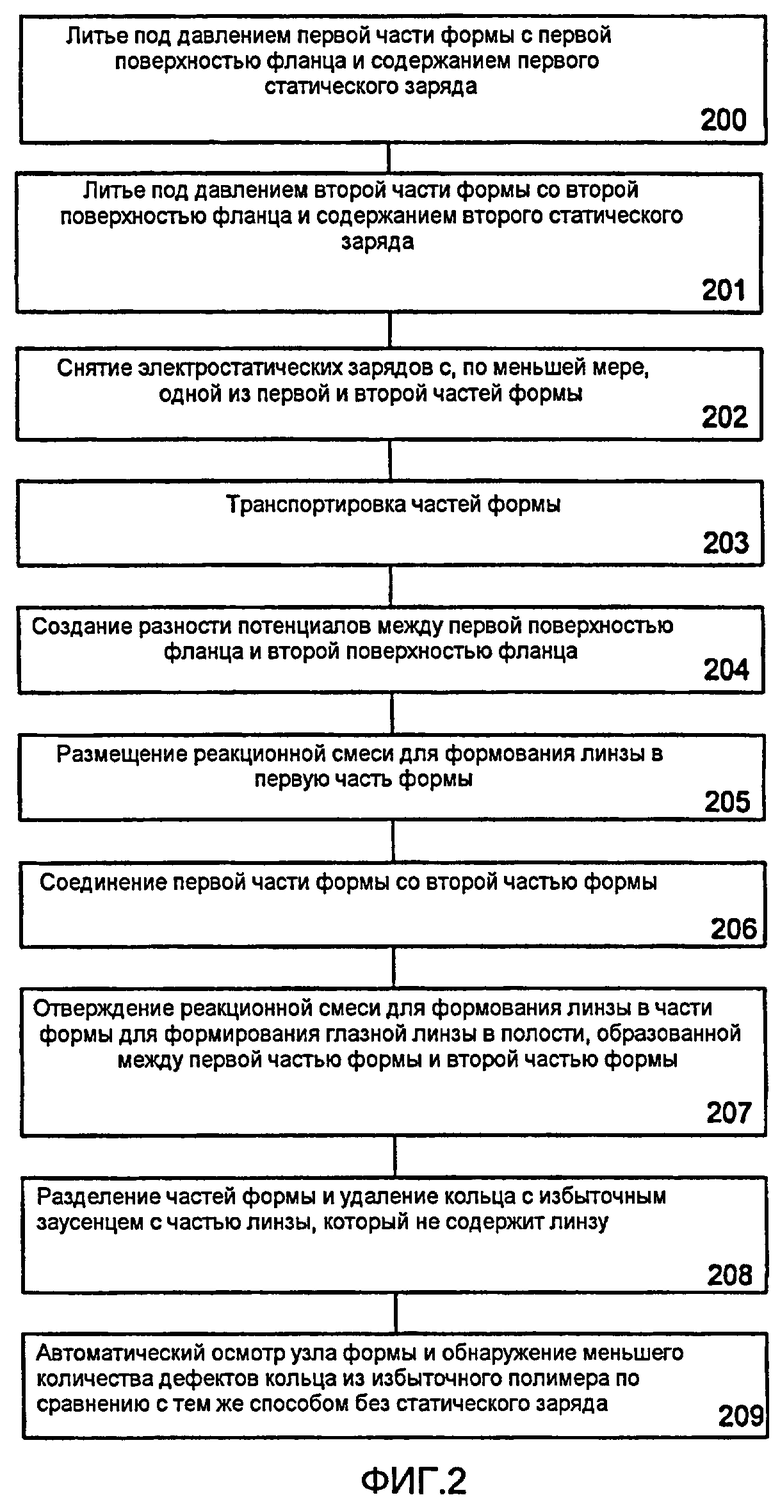
На Фиг.2 изображена блок-схема этапов способа.
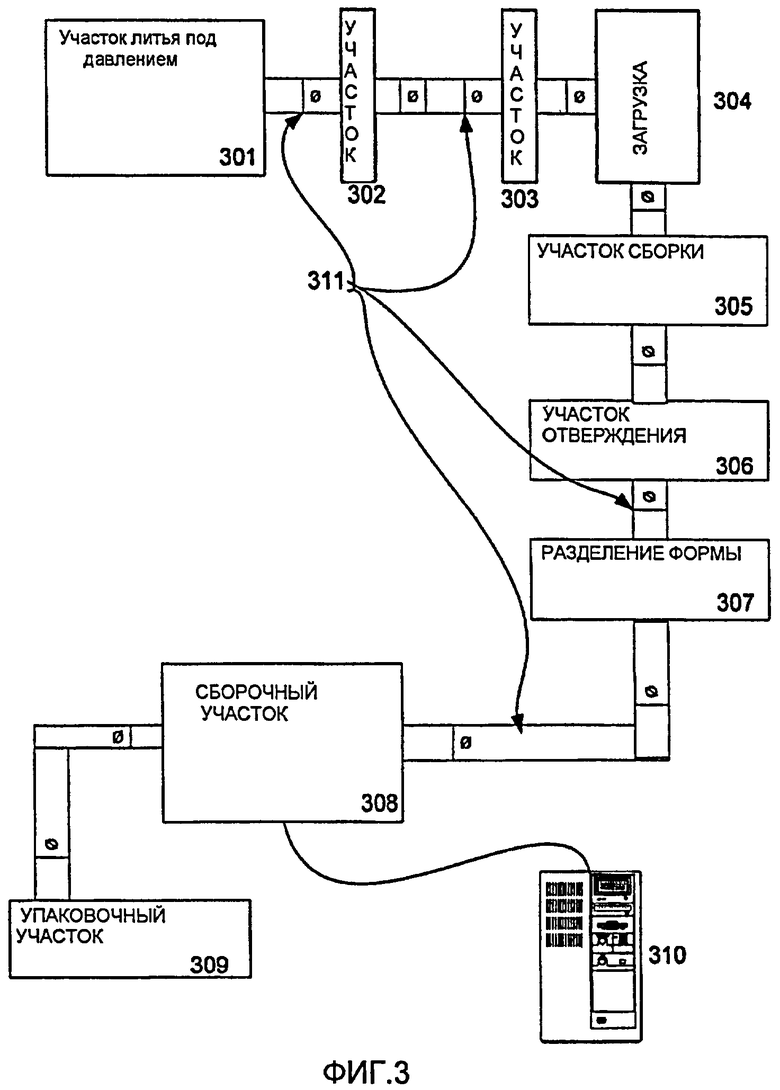
На Фиг.3 изображена блок-схема устройства, которая может быть использована для осуществления настоящего изобретения.
Отдельно было описано, как использовать разность потенциалов между частями формы для формования глазной линзы, чтобы уменьшить появление дефектов, связанных с образованием дырок. Однако в соответствии с настоящим изобретением использование положительного статического заряда в части формы с передним сгибом может иметь положительный эффект, связанный с уменьшением появления дефектов, связанных с образованием дырок, но также может вызывать нежелательное увеличение появления дефектов, связанных с образованием кольца из избыточного полимера, связанного с частью формы с передним сгибом. Следовательно, в соответствии с настоящим изобретением соответствующий положительный статический заряд прикладывается к части заднего сгиба узла формы (относительно переднего сгиба), что обеспечивает положительный эффект минимизации как дефектов, связанных с дырками, так и дефектов в избыточном кольце.
Известно, что прилипание полимеризованного мономерного материала к форме, в которой он формуется и полимеризуется, связано с поверхностной энергией материала формы. Поверхностной энергией здесь называется свойство материала, аналогичное поверхностному натяжению жидкости, она определяет смачиваемость материала и может измеряться в динах на сантиметр. Поверхностная энергия материала может определяться посредством измерения угла смачивания. Посредством измерения угла смачивания капли жидкости на твердой поверхности с помощью гониометра можно определить поверхностную энергию. Обычно при других подобных условиях, чем меньше угол смачивания, тем больше смачиваемость поверхности. Эта зависимость дополнительно описана в патенте США 5326505.
В основном, настоящее изобретение относится к устройству и способам формования глазных линз с помощью двух или более частей формы, в которых разность потенциалов в поперечном направлении частей формы используется для генерации разной поверхностной энергии на каждой части формы. В частности, в некоторых вариантах осуществления настоящее изобретение ссылается на использование двух частей формы, таких как часть формы с основным изгибом и часть формы с передним изгибом, где электростатический заряд на поверхности фланца основного изгиба, который является отрицательным относительно переднего изгиба, приводит к гораздо более эффективному удалению избыточного полимера, получающегося в результате процесса изготовления линзы.
В соответствии с настоящим изобретением, по меньшей мере, участки фланцев частей, полученных литьем под давлением, обрабатываются электростатическим зарядом перед сборкой, таким образом, изменяя поверхностные свойства сырьевых материалов, используемых в процессе формования части пластмассовой формы. В различных вариантах осуществления обработка электростатическим зарядом может применяться или через полную зарядку, которая может быть положительной или отрицательной полной зарядкой, или через создание разности потенциалов между двумя частями формы.
В некоторых вариантах осуществления электростатические заряды с плюсом или минусом 30 кВ могут прикладываться для достижения уменьшения дефектов кольца из избыточного полимера. Некоторые предпочтительные варианты осуществления, например, при использовании полипропилена в качестве части 101 формы с задним изгибом включают в себя предпочтительный диапазон от -1кВ до -10кВ. Наиболее предпочтительный диапазон, например, при использовании частей формы из полипропилена составляет электростатический потенциал от около + или - 0,2кВ до -6 кВ между частями формы, содержащимися в узле формы.
Использование электростатических потенциалов в поперечном направлении частей формы уменьшило появление кольца из избыточного полимера в диапазоне от более 30% линз с дефектами кольца из избыточного полимера до менее 10% линз с дефектами кольца из избыточного полимера. В некоторых вариантах осуществления создание разности потенциалов привело к тому, что дефектов кольца из избыточного полимера стало менее 1%.
В другом аспекте создание разности потенциалов в поперечном направлении части формы с передним изгибом и части формы с задним изгибом обеспечивает скорости смачивания во время загрузки мономера в часть формы.
Различные варианты осуществления могут включать в себя электростатический заряд, который наводится во время литья под давлением через окончательную сборку, причем предпочтительный этап в последовательности обработки для наведения электростатического заряда расположен перед сборкой формы (как описано более подробно ниже).
Определение терминов
Как использовано в данном документе, «дефектом избыточного полимера» является дефект в глазной линзе, содержащей включение излишнего полимеризированного мономера, прилипшего к линзе.
Как использовано в данном документе, «дырочным дефектом» является дефект в глазной линзе, содержащей полость в материале линзы на поверхности линзы.
Как использовано в данном документе, «линза» или «глазная линза» относится к любому глазному устройству, которое находится в или на глазе. Эти устройства могут обеспечивать оптическую коррекцию или могут использоваться в косметических целях. Например, термин линза может относиться к контактной линзе, искусственному хрусталику, поверхностной линзе, глазному вкладышу или другому подобному устройству, с помощью которого зрение корректируется или изменяется, или с помощью которого физиология глаз косметически улучшается (например, цвет радужной оболочки), не оказывая влияния на глаз.
Как использовано в данном документе, термин «смесь для формования линзы» (также иногда называемая «реакционной смесью») относится к мономерному или форполимерному материалу, который может отверждаться для формирования глазной линзы. Различные варианты осуществления могут включать смеси с одной или более добавками, такими как УФ-блокаторы, окрашивающие средства, фотоинициаторы или катализаторы, и другими добавками, которые можно желать в глазных линзах, таких как контактные линзы или искусственные хрусталики. Смеси для формования линзы наиболее подробно описаны ниже.
Как использовано в данном документе, термин «часть формы» относится к пластмассовому жесткому или полужесткому предмету, который может использоваться для формования линз из неотвержденных составов.
Как использовано в данном документе, термин «неотвержденный» относится к физическому состоянию реакционной смеси (иногда называемой «смесью линзы») перед окончательным отверждением для формования линзы. Некоторые реакционные смеси содержат смеси мономеров, которые отверждаются только один раз. Другие реакционные смеси содержат мономеры, частично отвержденные мономеры, макромеры и другие компоненты.
Как использовано в данном документе, термин «поверхность для формования линзы» означает поверхность 103-104, которая используется для формования линзы. В некоторых вариантах осуществления любая такая поверхность 103-104 может иметь конечную обработку поверхности, обеспечивающую оптическое качество, что указывает на то, что оно является достаточно гладким и образованным таким образом, что поверхность линзы, формованная посредством полимеризации материала для формования линзы в контакте с формующей поверхностью, является оптически допустимой. Кроме того, в некоторых вариантах осуществления поверхность 103-104 для формования линзы может иметь геометрию, которая необходима для обеспечения поверхности линзы заданными оптическими характеристиками, включающими без ограничения, сферический, несферический и цилиндрический показатель, коррекцию искажения волнового фронта, коррекцию топографии роговицы и тому подобное, а также любые их сочетания.
Электростатически заряженные формы
В формировании пластмассовых форм, которые могут использоваться для формования линз из неотвержденных составов, предпочтительные формы включают в себя две части, где или часть с передним изгибом или часть с задним изгибом сформована в формовочной оснастке, которая охлаждалась до температуры окружающей среды в формовочной оснастке или ниже перед впрыскиванием расплавленного материала, используемого для формования части пластмассовой формы.
Как показано на фиг.1, проиллюстрирован вид примерных частей 101-102 формы и устройств 109-110 для наведения электростатического заряда для использования в изготовлении глазной линзы. Узел формы может включать в себя форму 100, содержащую полость 105, в которую может дозироваться смесь для формования линзы, так что после реакции или отверждения смеси для формования линзы получают глазную линзу 108 заданной формы. Формы и узлы формы 100 настоящего изобретения выполнены из двух или более «частей формы» или «элементов формы» 101-102.
По меньшей мере, одна часть 101-102 формы выполнена с возможностью контакта, по меньшей мере, части ее поверхности 104-105 со смесью для формования линзы, так что после реакции или отверждения смеси для формования линзы поверхность 104-105 обеспечивает заданную форму и вид для части линзы, с которой она находится в контакте («поверхность для формования линзы»). То же самое относится к, по меньшей мере, другой части 101-102 формы. Часть вогнутой поверхности 104, которая контактирует с реакционной смесью, имеет кривизну переднего изгиба глазной линзы, получаемой в узле 100 формы, и является достаточно гладкой и образована таким образом, что поверхность глазной линзы, формованной посредством полимеризации реакционной смеси, которая находится в контакте с вогнутой поверхностью 104, является оптически допустимой.
Подобным образом, часть 101 формы с задним изгибом имеет выпуклую поверхность 105 в контакте, которая контактирует со смесью для формования линзы, и имеет кривизну заднего изгиба глазной линзы, получаемой в узле 100 формы. Выпуклая поверхность 105 является, по существу, гладкой и сформирована таким образом, что поверхность глазной линзы, формованной вследствие реакции или отверждения смеси для формования линзы в контакте с задней поверхностью 105, является оптически пригодной. Следовательно, внутренняя вогнутая поверхность 104 части 102 формы с передним изгибом определяет наружную поверхность глазной линзы, в то время как наружная выпуклая поверхность 105 задней части 101 формы определяет внутреннюю поверхность глазной линзы.
Части 101-102 формы могут совмещаться вместе или «соединяться», так что полость образуется посредством соединения частей 101-102 формы, и линза 108 может формоваться в полости 105. Это соединение частей 101-102 формы является предпочтительно временным. После формования линзы части 101-102 формы снова можно разделить для удаления формованной линзы. Фиг.1 иллюстрирует часть 101 формы с задним изгибом, отделенную от части 102 формы с передним изгибом.
В соответствии с настоящим изобретением электростатический заряд 103A-103B наводится в одной или обеих из части 102 формы с передним изгибом и части 101 формы с задним изгибом и, в частности, на участки 107A-107B фланцев, которые находятся около избыточного полимера 106. Статический заряд может наводиться, например, с помощью одного или более электростатически заряженных стержней 109-110, расположенных рядом с одной или более частями 101-102 формы. В некоторых предпочтительных вариантах осуществления электростатически заряженные стержни расположены рядом с одной или обеими из выпуклой поверхности 105 для формования линзы и вогнутой поверхности 104 для формования линзы. Хотя электростатические заряды обозначены как 103A «-» или 103B «+», специалистам в данной области техники будет понятно, что эти обозначения являются только примерными, и что варианты осуществления могут включать в себя разность потенциалов между задним изгибом с положительным зарядом и передним изгибом, которое имеет разность по напряжению и не зависит от положительного или отрицательного заряда.
В соответствии с настоящим изобретением приложенный электростатический заряд будет создавать разность статических зарядов между поверхностями 107A-107B фланцев, достаточную для приклеивания кольца 106 из избыточного полимера к заданной части 101-102 формы. В некоторых предпочтительных вариантах осуществления положительный заряд прикладывается к части 102 формы с передним изгибом, и отрицательный заряд прикладывается к части 101 формы с задним изгибом, который является достаточным для того, чтобы после разборки формы кольцо 106 из избыточного полимера осталось с частью 101 формы с задним изгибом. Следовательно, некоторые предпочтительные варианты осуществления могут содержать отрицательный заряд в диапазоне от около -1кВ до около -30кВ, наведенный на задний изгиб, и положительный заряд в диапазоне от около +0кВ до около +10кВ, наведенный на соответствующий передний изгиб.
В некоторых предпочтительных вариантах осуществления материалы формы могут включать в себя ExxonMobil PP9544MED® Polypropylene (9544) в качестве основного изгиба и NOVA Chemicals Polystyrene VEREX 1300®, смешанный с добавкой стеарата цинка в качестве переднего изгиба.
Альтернативные материалы, такие как Zeonor и Zeonex (Zeon Chemical Corporation) и смеси полипропилена, смешиваемые при разных соотношениях, также могут использоваться, как могут использоваться полиолефины, циклические олефины и сополимеры циклического олефина, в том числе в некоторых вариантах осуществления полиолефины и COCs, смешанные с добавками. В некоторых конкретных вариантах осуществления примеры могут включать в себя, но не ограничиваются этим, PP9544 и полистирол, 55% Zeonor и 45% полипропилена или полистирола, 75% Zeonor и 25% полипропилена или полистирола, 25% Zeonor и 75% полипропилена или полистирола, 10% Zeonor и 90% полипропилена или полистирола, 90% Zeonor и 10% полипропилена или полистирола, 50% Zeonor и 50% полипропилена или полистирола и ExxonMobil PP 1654 E с теми же указанными выше соотношениями.
Эти смешанные полимеры могут быть получены с помощью разных способов смешивания, включая ручное смешивание, одношнековое смешивание, двухшнековое и/или многошнековое смешивание.
Предпочтительные варианты осуществления могут также включать в себя один или более из COCs, алициклических сополимеров и полипропилена в качестве основного материала для части формы. Кроме того, в некоторых вариантах осуществления формы настоящего изобретения могут содержать добавки, которые облегчают отделение поверхностей для формования линзы, уменьшают прилипание отвержденной линзы к поверхности для формования или то и другое. Например, добавки, такие как соли металла или аммония стеариновой кислоты, амидный воск, полиэтиленовый или полипропиленовый воск, эфиры органической фосфорной кислоты, сложные эфиры глицерина или сложные эфиры спирта могут быть добавлены в алициклические сополимеры перед отверждением указанных полимеров для формирования формы. Примеры таких добавок могут включать в себя, но не ограничиваются этим, Dow Siloxane MB50-001 или 321 (дисперсия силикона), Nurcrel 535 & 932 (сополимеры этилена и метакриловой кислоты, рег. № 25053-53-6), Erucamide (амид жирной кислоты, рег. № 112-84-5), Oleamide (амид жирной кислоты, рег. № 301-02-0), Mica (рег. № 12001-26-2), Atmer 163 ((жирный алкил) диэтаноламин, рег. № 107043-84-5), Pluronic (блок-сополимер полиоксипропилена-полиоксиэтилена, рег. № 106392-12-5), Tetronic (алкилоксилированный амин 110617-70-4), Flura (рег. № 7681-49-4), стеарат кальция, стеарат цинка, Super-Floss anti-block (агент, понижающий трение/агент, препятствующий слипанию, рег. № 61790-53-2), Zeospheres anti-block (агент, понижающий трение/агент, препятствующий слипанию), Ampacet 40604 (амид жирной кислоты), Kemamide (амид жирной кислоты), амид жирной кислоты Licowax, Hypermer B246SF, XNAP, эпоксидированное соевое масло полиэтиленглюкольмонолаурата (для предупреждения образования складок), тальк (гидратированный силикат магния), карбонат кальция, бегеновая кислота, тетра-стеарат пентаэритрита, янтарная кислота, epolene E43-Wax, метилцеллюлоза, кокамид (агент, препятствующий слипанию, рег. № 61789-19-3), поливинилпирролидон (360,000 MW) и добавки, раскрытые в патенте США № 5690865, которые включены в полном объеме согласно ссылке. Предпочтительными добавками являются поливинилпирролидон, стеарат цинка и моностеарат глицерина, где массовый процент добавок, основанный на общей массе полимеров, составляет от около 0,05 до около 10,0 мас.%, предпочтительно от около 0,05 до около 3,0 мас.%, наиболее предпочтительно от около 2,0 мас.%.
В некоторых вариантах осуществления кроме добавок отделение линзы от поверхностей для формирования линзы может быть облегчено посредством нанесения поверхностно-активных веществ на поверхности для формирования линзы. Примеры пригодных поверхностно-активных веществ включают в себя поверхностно-активные вещества Tween, в частности Tween 80, как описано в патенте США № 5837314, который включен здесь согласно ссылке в его полном объеме, и Span 80. Другие примеры поверхностно-активных веществ раскрыты в патенте США № 5264161, который включен здесь согласно ссылке в его полном объеме.
Кроме того, в некоторых вариантах осуществления формы настоящего изобретения могут содержать другие полимеры, такие как полипропилен, полиэтилен, полистирол, полиметилметакрилат, модифицированные олефины, содержащие алициклическую составляющую в основной цепи, и циклические полиолефины, такие как, например, Zeonor и EOD 00-11 (Atofina Corporation). Например, может использоваться смесь алициклических сополимеров и полипропилена (процесс металлоценового катализатора с образованием активных центров, например ATOFINA EOD 00-11®), где отношение массового процента алициклического сополимера к полипропилену колеблется от около 99:1 до около 20:80 соответственно. Эта смесь может использоваться на одной или обеих половинах формы, однако в некоторых вариантах осуществления предпочтительно, чтобы эта смесь использовалась на заднем изгибе, а передний изгиб состоял из алициклических полимеров.
В некоторых вариантах осуществления одна или обе из первой части 102 формы и второй части 101 формы могут также включать в себя множество слоев, и каждый слой может иметь разные химические структуры. Например, часть 102 формы с передним изгибом может включать в себя поверхностный слой и внутренний слой (не проиллюстрирован), так что внутренний слой включает в себя первый материал и второй материал и, по существу, закрыт первым слоем. При любом заданном сечении концентрация первого материала, присутствующего в поверхностном слое, выше концентрации первого материала, присутствующего во внутреннем слое. Для продолжения данного примера в соответствии с настоящим изобретением поверхностный слой и, кроме того, внутренний слой охлаждают в устройстве формы, поддерживаемой при температуре ниже температуры окружающей среды.
Этапы способа
Как показано на фиг.2, схема последовательности операций иллюстрирует примерные этапы, которые могут быть выполнены в некоторых вариантах осуществления настоящего изобретения. Следует понимать, что некоторые или все последующие этапы могут выполняться в различных вариантах осуществления настоящего изобретения.
На этапе 200 получают литьем под давлением первую часть формы с поверхностью фланца и содержащую первый электростатический заряд.
На этапе 201 получают литьем под давлением вторую часть формы с поверхностью фланца и содержащую второй электростатический заряд.
На этапе 202, который может быть выполнен в некоторых вариантах осуществления, может включать в себя снятие электростатического заряда с одной или обеих из первой части формы и второй части формы.
На этапе 203 одна или обе части формы могут перемещаться и дополнительно обрабатываться. Дополнительная обработка может включать в себя, например, нанесение окрашивающего вещества на одну или обе части формы для линзы, или другую модификацию одной или обеих форм для линзы.
На этапе 204 в одной или обеих из первой и второй частей формы может наводиться электростатический заряд для создания перепада статического заряда между первой частью формы для линзы и второй частью формы для линзы. Заряд может наводиться, например, с помощью электростатически заряженного стержня, расположенного рядом с частью формы, например, в пределах 5 мм от поверхности для формования линзы с задним изгибом или поверхности для формования линзы с передним изгибом. Некоторые предпочтительные варианты осуществления могут включать в себя электростатически заряженный стержень в пределах 2 мм от поверхности для формования линзы с задним изгибом или поверхности для формования линзы с передним изгибом. В других вариантах осуществления электростатически заряженный стержень или другое устройство для наведения электростатического заряда могут быть расположены на любом расстоянии в соответствии с конструкцией устройства и заряда, который должен быть наведен.
На этапе 205 смесь для формования линзы размещают в полость формы с использованием хорошо известных способов.
На этапе 206 первую часть формы соединяют со второй частью формы. Размещение смеси для формования линзы и сборка первой части формы со второй частью формы будут вызывать образование кольца из избыточной смеси для формования линзы, которое контактирует с частью фланца одной или обеих частей формы. На этапе 207 смесь для формования линзы отверждается и образует глазную линзу и также образует кольцо из избыточного полимера. На этапе 208 первая часть формы и вторая часть формы могут быть разделены с использованием хорошо известных способов в технике. Во время разделения кольцо из избыточного полимера будет прилипать к части формы с отрицательным электростатическим зарядом относительно соответствующей части формы.
На этапе 209 может быть использовано оборудование для автоматического осмотра линзы (иногда называемое “ALI”) для осмотра линзы и определения, является ли линза дефектной. В соответствии с настоящим изобретением оборудование для автоматического осмотра линзы будет определять, имеется ли дефект кольца из автоматического полимера. Таким образом, можно определить появление дефектов кольца из избыточного полимера и можно дополнительно установить, достигло ли заданное появление, например, меньше 1%, или меньше 5%, или меньше 20%.
Оборудование для автоматического осмотра линзы может включать в себя, например, камеру, которая передает изображения линз и частей формы на компьютер. Компьютером можно управлять с помощью исполняемого программного обеспечения для анализа изображений линз 108 и частей 101-102 формы для определения того, что присутствует ли дефект кольца из избыточного полимера в линзе. Компьютером также можно управлять с помощью исполняемого программного обеспечения для определения уровня появления дефекта кольца из избыточного полимера в комплекте из множества формованных линз. В некоторых вариантах осуществления компьютером можно дополнительно управлять для определения того, что достигает или превышает уровень количества дефектов кольца из избыточного полимера в комплекте из множества формованных линз заданное пороговое количество. Пороговое количество может включать в себя, например, процент обработанных линз, например, 1%, 10% или 20%.
Устройство
Как показано на фиг.3, блок-схема иллюстрирует устройство, включенное в состав рабочих участков 301-309, которые могут использоваться в осуществлениях настоящего изобретения. В некоторых предпочтительных вариантах осуществления рабочие участки 301-309 могут быть доступны для глазных линз 100 с помощью транспортного механизма 311. Транспортный механизм 311 может включать в себя, например, одно или более из робота, конвейера и рельсового устройства в совокупности со средством перемещения, которое может включать в себя конвейерную ленту, цепь, кабель или гидравлический механизм, приводимым в действие электродвигателем переменной скорости или другим известным приводным механизмом (не показан).
Некоторые варианты осуществления могут включать в себя части 101 формы с задним изгибом, расположенные на поддонах (не показаны). Поддоны могут перемещаться транспортным механизмом 311 между двумя или более рабочими участками 301-309. Компьютер или другое устройство 310 управления может функционально соединяться с рабочими участками 301-309 для контроля и управления процессами на каждом участке 301-309, а также для контроля и управления транспортным механизмом 311 с целью координации перемещения линз между рабочими участками 301-309.
Рабочие участки 301-309 могут включать в себя, например, участок 301 литья под давлением, используемый для формования части 101-102 пластмассовой формы, в которой можно формовать глазную линзу. При формовании в некоторых вариантах осуществления с одной или более из частей 101-102 формы, используемых для формования глазной линзы 108, может быть снят электростатический заряд. Часть пластмассовой формы может перемещаться с помощью транспортного механизма 311. Устройство 303 для наведения электростатического заряда, такое как, например, электростатически заряженный стержень, может использоваться для наведения электростатического заряда на одну или более частей формы, используемых для формования линзы и создания разности потенциалов между частями формы с положительным зарядом на части формы, на которой кольцо из избыточного полимера должно оставаться приклеенным.
В некоторых вариантах осуществления наведенный заряд может создавать разность около 60 кВ, которая может быть получена где угодно в диапазоне от + до -30 кВ. Электростатический заряд может быть наведен где угодно, начиная от формования формы вплоть до окончательной сборки, причем предпочтительное местоположение находится непосредственно перед участком 304 загрузки. На участке 304 загрузки доза реакционной смеси будет помещена в часть формы, и на сборочном участке 305 будут собраны две или более частей формы, в поперечном направлении которых была создана разность потенциалов.
В некоторых вариантах осуществления полимеризация реакционной смеси может выполняться в окружающей среде при контролируемом воздействии кислорода, в том числе в некоторых вариантах осуществления в бескислородной среде, так как кислород может вступать в побочные реакции, которые могут влиять на заданное оптическое качество, а также прозрачность полимеризованной линзы.
Участок 306 отверждения может включать в себя устройство для полимеризации реакционной смеси. Предпочтительно полимеризация выполняется посредством воздействия на реакционную смесь источником возбуждения, который может включать в себя, например, один или более из источника актиничного излучения и источника тепла. Следовательно, участок 302 отверждения включает в себя устройство, которое содержит источник возбуждения реакционной смеси, расположенной в части формы. В некоторых вариантах осуществления источником актиничного излучения могут быть лампы, под которыми перемещаются узлы формы. Лампы могут обеспечивать интенсивность актиничного излучения в заданной плоскости, параллельной оси лампы, которая является достаточной для инициации полимеризации.
В некоторых вариантах осуществления источник тепла на участке 302 отверждения может быть эффективным для повышения температуры реакционной смеси до температуры, достаточной для содействия распространению полимеризации и противодействия тенденции реакционной смеси давать усадку в течение периода времени, когда она подвергается воздействию актиничного излучения и, таким образом, обеспечения улучшенной полимеризации. Следовательно, некоторые варианты осуществления могут включать в себя источник тепла, который может поддерживать температуру реакционной смеси (при которой подразумевается, что она начнет полимеризоваться, и когда она полимеризуется) выше температуры стеклования или выше ее температуры размягчения, когда она полимеризуется. Такая температура может изменяться в зависимости от идентичности и количества компонентов в реакционной смеси. В основном, некоторые варианты осуществления включают в себя устройство, способное устанавливать и поддерживать температуры порядка 40-75°C.
В некоторых вариантах осуществления источник тепла может включать в себя канал, через который выдувается теплый газ, такой как, например, N2, в поперечном направлении и вокруг узла формы, когда он проходит под лампами актиничного излучения. Конец канала может быть выполнен с множеством отверстий, через которые проходит теплый газ. Распределение газа, таким образом, помогает достичь равномерной температуры на всей поверхности под корпусом. Равномерная температура на всех участках вокруг узлов форм может обеспечить более равномерную полимеризацию.
Участок 307 разделения формы может включать в себя устройство для отделения части 101 формы с задним изгибом от части 102 формы с передним изгибом. Разделение может выполняться, например, с помощью механических пальцев и высокоскоростного роботизированного перемещения, которые разводят отдельно части формы.
Участок 308 автоматического осмотра линзы может быть использован для определения того, что имеет ли линза дефект кольца из избыточного полимера. Участок автоматического осмотра линзы может включать в себя, например, камеру, которая передает изображения линз и соответствующих частей формы на компьютер 306 для анализа. На упаковочном участке 309 линзу можно упаковать для реализации.
Материалы линзы
В некоторых вариантах осуществления в качестве неограничивающего примера предпочтительными линзами настоящего изобретения являются мягкие контактные линзы, которые могут быть выполнены из силиконовых эластомеров или гидрогелей, которые включают в себя, но не ограничиваются этим, силиконовые гидрогели и фторгидрогели. Составы для мягкой контактной линзы раскрыты в патенте США № 5710302, EP 406161, JP 2000016905, патенте США № 5998498, патенте США № 6087415, патенте США № 5760100, патенте США № 5776999, патенте США № 5789461, патенте США № 5849811 и патенте США № 5965631. Другие полимеры, которые могут быть использованы для формования мягких контактных линз, раскрыты в следующих патентах США № 6419858; 6308314 и 6416690.
Другие предпочтительные варианты осуществления настоящего изобретения могут включать в себя линзы из этафилкона A, генфилкона A, ленефилкона A, полимакона, окуфилкона A, балафилкона A, лотрафилкона A, галифилкона A, сенофилкона A, силиконовых гидрогелей, включая, например, линзы, описанные в патенте США № 6087415, патенте США № 5760100, патенте США № 5776999, патенте США № 5789461, патенте США № 5849811 и патенте США № 5965631. Другие варианты осуществления могут включать в себя глазные линзы, выполненные из форполимеров. Эти патенты, а также все остальные патенты, раскрытые в настоящей заявке, включены здесь в полном их объеме согласно ссылке.
Хотя настоящее изобретение было описано особенно относительно чертежей, специалистам в данной области техники будет понятно, что вышеупомянутые и другие изменения по форме и деталям могут быть сделаны без отхода от сущности и объема настоящего изобретения, которые должны ограничиваться только объемом прилагаемой формулы изобретения.
Изобретение относится к формам для формирования глазной линзы. Устройство для обработки узла формы для глазной линзы, в котором узел формы содержит первую часть формы и вторую часть формы, причем каждая часть формы содержит поверхность для формирования линзы и поверхность фланца, содержит устройство для наведения статического заряда, выполненное с возможностью создания разности потенциалов между поверхностью фланца первой части формы и поверхностью фланца второй части формы. Способ формования глазной линзы включает в себя следующие этапы: формование множества узлов форм, создание разности потенциалов между комплектами из первой части формы и второй части формы, дозирование реакционной смеси в первую часть формы, соединение второй части формы с первой частью формы, воздействие на реакционную смесь актиничным излучением, формируя глазную линзу, отсоединение второй части формы от первой части формы, автоматический осмотр множества формованных линз и первых частей форм для обнаружения дефектов кольца из избыточного полимера и определение меньшего количества, чем пороговое количество дефектов кольца из избыточного полимера во множестве формованных линз. Изобретение позволяет уменьшить дефекты кольца из избыточного полимера, а также уменьшить стоимость, увеличить производительность и автоматизацию процесса. 3 н. и 17 з.п. ф-лы, 3 ил.
1. Устройство для обработки узла формы для глазной линзы, в котором узел формы содержит первую часть формы и вторую часть формы, причем каждая часть формы содержит поверхность для формирования линзы и поверхность фланца, при этом линза может формироваться между частями формы посредством размещения материала для формирования линзы между поверхностью для формирования линзы первой части линзы и поверхностью для формирования линзы второй части формы, а также между поверхностью фланца каждой части линзы, и отверждения материала для формирования линзы, причем устройство для обработки узла формы для глазной линзы содержит устройство для наведения статического заряда, выполненное с возможностью создания разности потенциалов между поверхностью фланца для линзы первой части формы и поверхностью фланца второй части формы.
2. Устройство для обработки формы для глазной линзы по п.1, в котором разность потенциалов между первой частью формы и второй частью формы находится в диапазоне около 30 кВ.
3. Устройство для обработки формы для глазной линзы по п.1, в котором разность потенциалов между первой частью формы и второй частью формы находится в диапазоне от около 0,5 до 5,0 кВ.
4. Устройство для обработки формы для глазной линзы по п.1, в котором разность потенциалов между первой частью формы и второй частью формы находится в диапазоне от около 0,05 до 0,5 кВ.
5. Устройство по п.1 для обработки формы для глазной линзы, дополнительно содержащее устройство для наведения электростатического заряда, выполненное с возможностью снятия электростатического заряда, присутствующего в, по меньшей мере, одной из первой части формы и второй части формы.
6. Устройство по п.1 для обработки формы для глазной линзы, дополнительно содержащее устройство для автоматического осмотра линзы, выполненного с возможностью определения содержания формованной линзой дефекта кольца из избыточного полимера.
7. Устройство по п.1 для обработки формы для глазной линзы, дополнительно содержащее устройство для автоматического осмотра линзы, выполненное с возможностью определения того, что а) сколько линз из комплекта множества формованных линз содержит дефекты кольца из избыточного полимера, и b) является ли достаточной разность потенциалов, созданная в каждой из множества частей соответствующих первых частей формы и вторых частей формы, для ограничения дефектов кольца из избыточного полимера в комплекте множества формованных линз до менее чем 5% от линз.
8. Устройство по п.1 для обработки формы для глазной линзы, в котором, по меньшей мере, одна из первой части формы и второй части формы содержит полипропилен.
9. Устройство по п.1 для обработки формы для глазной линзы, в котором, по меньшей мере, одна из первой части формы и второй части формы содержит полистирол.
10. Устройство по п.1 для обработки формы для глазной линзы, в котором, по меньшей мере, одна из первой части формы и второй части формы содержит сополимер циклического олефина.
11. Способ формования глазной линзы, причем способ включает в себя следующие этапы, на которых осуществляют:
формование множества узлов форм, причем каждый узел формы содержит комплект, состоящий из первой части формы и второй части формы;
создание разности потенциалов между каждым комплектом из первой части формы и второй части формы, причем разность потенциалов содержит отрицательный заряд, наведенный во второй части формы относительно первой части формы;
дозирование реакционной смеси в первую часть формы;
соединение каждой второй части формы с каждой первой частью формы, составляющие каждый комплект, таким образом, образуя полость между ними, причем реакционная смесь формируется в форме полости, и реакционная смесь также формируется в кольцо в контакте с поверхностью фланца каждой части формы;
воздействие на реакционную смесь актиничным излучением, таким образом, формируя глазную линзу в каждой из множества узлов форм, а также формируя кольцо из избыточного полимера в, по меньшей мере, некоторых из множества узлов форм;
отсоединение второй части формы от первой части формы;
автоматический осмотр множества формованных линз и соответствующих первых частей форм для обнаружения дефектов кольца из избыточного полимера; и
определение меньшего количества, чем пороговое количество дефектов кольца из избыточного полимера во множестве формованных линз.
12. Способ по п.11, в котором разность потенциалов, созданная между первой частью формы и второй частью формы, находится в диапазоне около 30 кВ.
13. Способ по п.11, в котором разность потенциалов, созданная между первой частью формы и второй частью формы, находится в диапазоне от около 0,5 до 5,0 кВ.
14. Способ по п.11, в котором разность потенциалов, созданная между первой частью формы и второй частью формы, находится в диапазоне от около 0,5 до 0,05 кВ.
15. Способ по п.11, дополнительно включающий в себя следующие этапы, на которых осуществляют:
снятие электростатического заряда с, по меньшей мере, одной из первой части формы и второй части формы; и
перемещение, по меньшей мере, одной из первой части формы и второй части формы, с которой был снят электростатический заряд, на транспортном устройстве.
16. Способ по п.11, в котором, по меньшей мере, одна из первой части формы и второй части формы содержит поливиниловый спирт.
17. Способ по п.11, в котором, по меньшей мере, одна из первой части формы и второй части формы содержит полипропилен.
18. Способ по п.12, в котором автоматический осмотр линзы для определения отслаивания показывает менее 1% появления дефекта кольца из избыточного полимера.
19. Способ по п.12, в котором автоматический осмотр линзы для определения отслаивания показывает менее 20% появления дефекта кольца из избыточного полимера.
20. Узел формы для формования глазной линзы, содержащий:
первую поверхность фланца, содержащую первую величину электростатического заряда; и
вторую поверхность фланца, содержащую вторую величину электростатического заряда, где разность между первой величиной электростатического заряда и второй величиной электростатического заряда больше, чем около 1,0 кВ.
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| US 5894002 А, 13.04.1999 | |||
| US 6951894 В1, 04.10.2005 | |||
| ЛИНЗА ДЛЯ ОЧКОВ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА, ПОЛУЧАЕМАЯ ПУТЕМ ПРЕССОВАНИЯ, ВЫТАЛКИВАНИЯ И ПОКРЫТИЯ ПОГРУЖЕНИЕМ | 1996 |
|
RU2147005C1 |

