Изобретение относится к ячейке для емкости в соответствии с ограничительной частью пункта 1 формулы изобретения, корзине для емкостей в соответствии с ограничительной частью пункта 14 и к способу изготовления ячеек в соответствии с ограничительной частью пункта 15 формулы изобретения.
Ячейки для емкостей или бутылок в качестве составной части корзин для емкостей или бутылок в машинах для очистки емкостей или бутылок известны и предназначены для размещения в нем емкостей во время транспортировки с помощью образованной множеством корзин транспортной системы через различные зоны очистки и обработки соответствующей машины (DE 19542773 А1). При этом, в частности, известно также выполнение таких ячеек для емкостей или бутылок или их стенки или обечайки из цилиндрического или многоугольного отрезка и примыкающего к нему сужающегося отрезка (зона устья), причем обечайка, по меньшей мере, на большей части длины ячейки состоит из металлического листа.
Недостатком известных ячеек является, в том числе, то, что они или их обечайки имеют относительно большую массу и, тем самым, также относительно высокую теплоемкость. При работе машины для очистки емкостей это приводит к значительным энергопотерям, что обусловлено разностью температур между различными зонами обработки и вызванными этим постоянными нагревом и охлаждением ячеек при транспортировке через зоны обработки.
Задачей изобретения является создание ячейки для емкости, которая при достаточно высокой механической и термической стабильности, а также при возможности простого изготовления обечайки обладала бы меньшей теплоемкостью. Кроме того, в рамках изобретения желательно уменьшить массу ячейки, чтобы еще больше снизить энергопотери.
Для решения этой задачи ячейка для емкости выполнена в соответствии с пунктом 1 формулы изобретения. Корзина для емкостей, состоящая из ячейкодержателя и нескольких ячеек, является объектом пункта 14. Способ изготовления ячеек является объектом пункта 15.
Предложенная ячейка для емкости, изготавливаемая из металлического листа путем вырубки и гибки, за счет своего особого выполнения объединяет в себе неожиданным образом преимущества упрощенного изготовления, оптимально выбираемой для очистки или обработки формы и высокой механической и термической стабильности, в частности также преимущество уменьшенных массы и теплоемкости, а также, тем самым, существенной экономии энергии при работе оснащенной ячейками машины, а именно за счет использования высокопрочного металлического листа, например стального листа с профилированием на заданных участках.
Профилирование металлического листа может быть реализовано самым разным образом, например посредством желобчатой формовки, выполнения ребер, рельефной формовки и т.д. В одном предпочтительном варианте осуществления изобретения профилирование соответствует форме данной ячейки или обечайки не только по своим направлению, форме и т.п., но и частично или локально выполнено по-разному на разных участках обечайки, а именно таким образом, что за счет усиливающего профилирования можно оптимальным образом учесть частично или локально очень разные нагрузки, которым ячейка подвержена во время работы машины.
Для изготовления ячеек в этом варианте осуществления изобретения в качестве исходного материала используется металлический лист, который снабжен профилированием «по мерке» для соответствующей ячейки, т.е. профилирование уже выполнено в исходном материале в отношении своих вида, формы, величины, расположения и/или направления (также частично или локально по-разному), что оно после вырубки и гибки или формования исходного материала имеет на ячейке или ее усиливаемых за счет профилирования участках соответствующее, необходимое для каждого участка выполнение в отношении вида, формы, величины, расположения и/или направления, а именно, например, на разных участках обечайки по-разному.
Помимо уже описанных способов профилирования металлического листа, согласно изобретению, предусмотрено также использование выкроенных «по мерке» листов, известных под названием «Tailored Blanks». При этом такие выкроенные «по мерке» листы состоят, по меньшей мере, из двух частей, обладающих разными свойствами, например разным качеством, и/или толщиной материала, и/или геометрическими размерами, и посредством какого-либо способа соединения, например сварки, соединены между собой. За счет взаимодействия, по меньшей мере, двух частей они образуют профилированный лист, который, однако, может быть снабжен еще, например, описанными выше способами дополнительно гофрами или ребрами.
Модификации, преимущества и возможности применения изобретения приведены в нижеследующем описании примеров его осуществления и на чертежах. При этом все описанные и/или изображенные признаки сами по себе или в любой комбинации являются, в принципе, объектом изобретения независимо от их объединения в пунктах формулы и их подчиненности. Также содержание формулы изобретения является составной частью описания.
Изобретение более подробно поясняется ниже с помощью чертежей, на которых изображают:
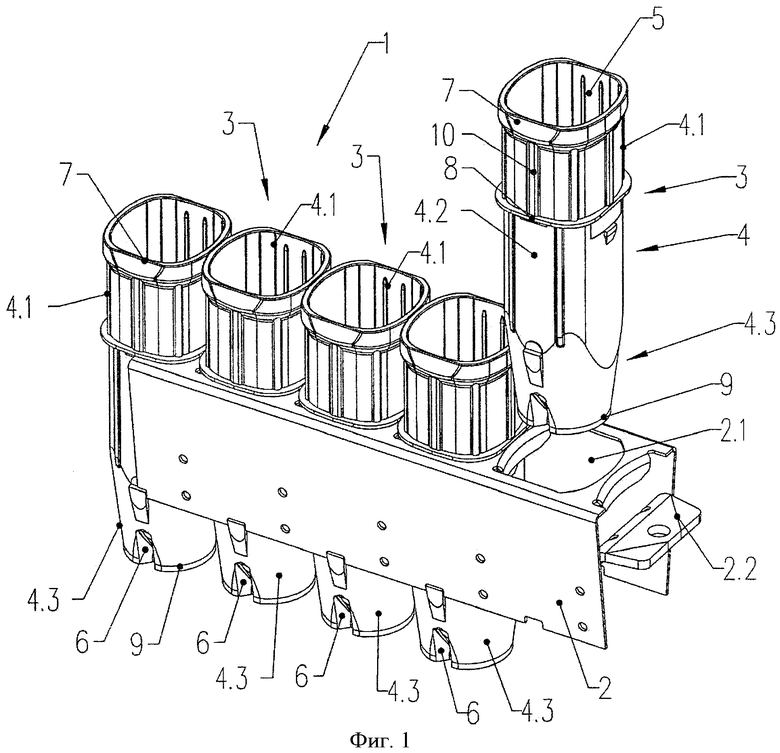
фиг.1: упрощенный перспективный частичный вид корзины для емкостей, состоящей из ячейкодержателя и нескольких расположенных в нем ячеек для бутылок или емкостей;
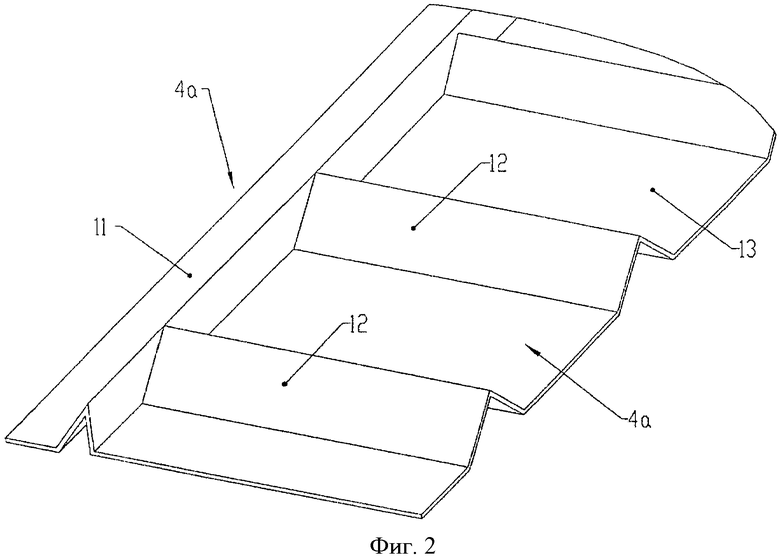
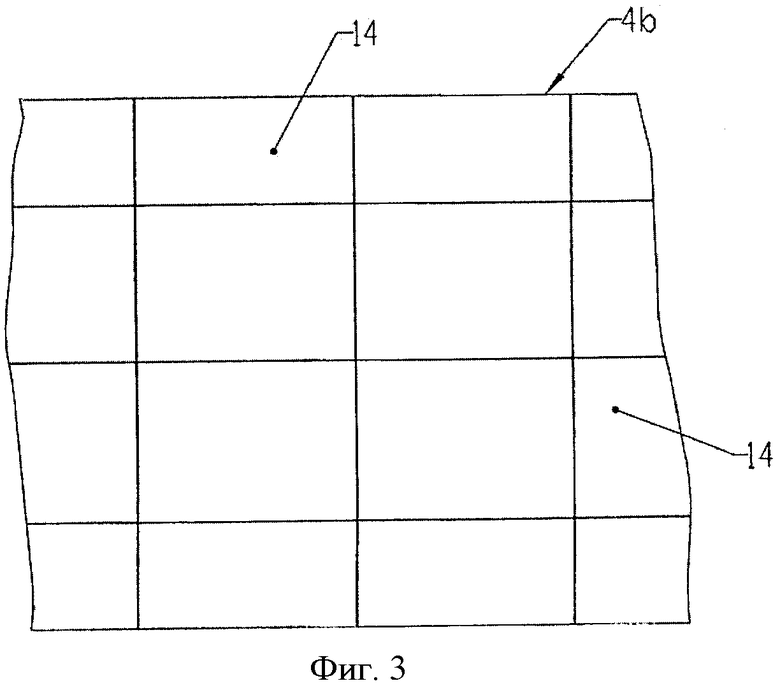
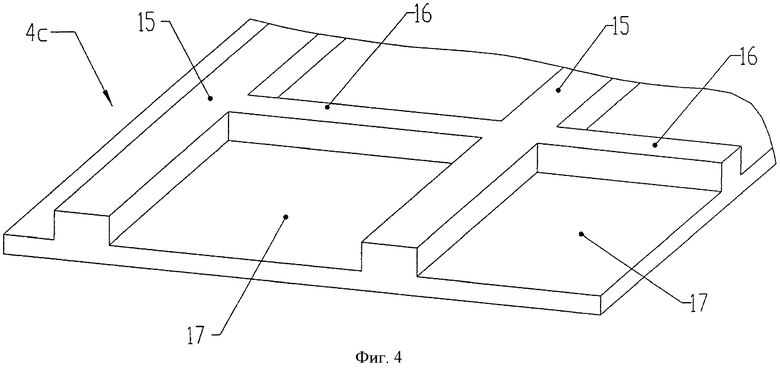
фиг.2-4: упрощенный схематичный частичный вид профилированной стенки (обечайки) у различных вариантов ячейки из фиг.1;
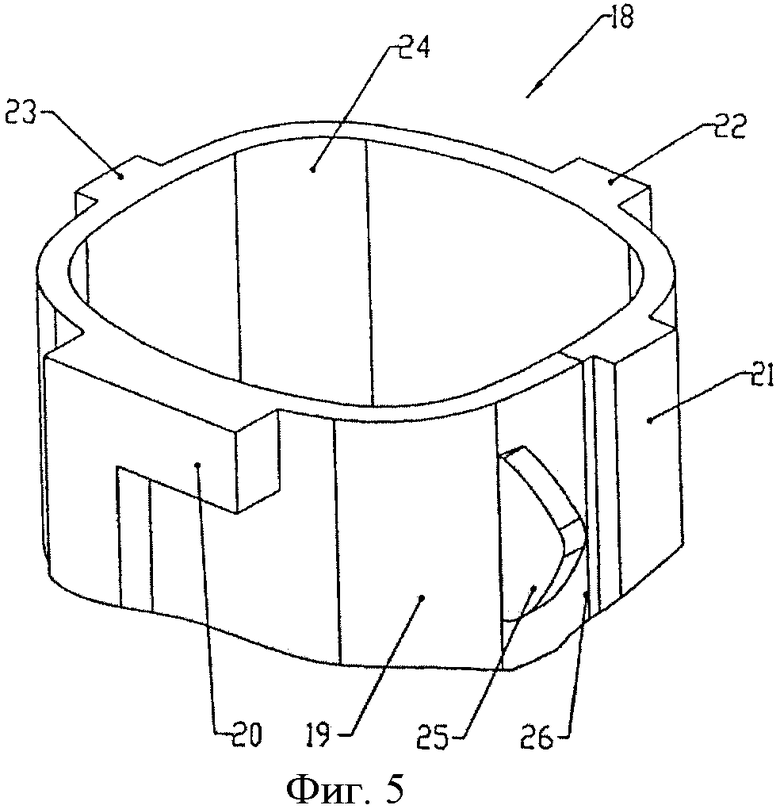
фиг.5: перспективный частичный вид ячейки в другом варианте в зоне ее открытого конца;
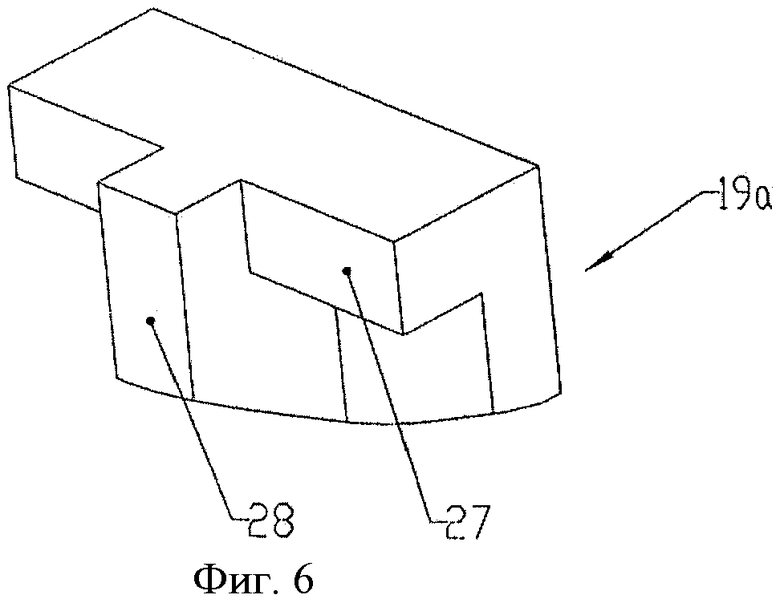
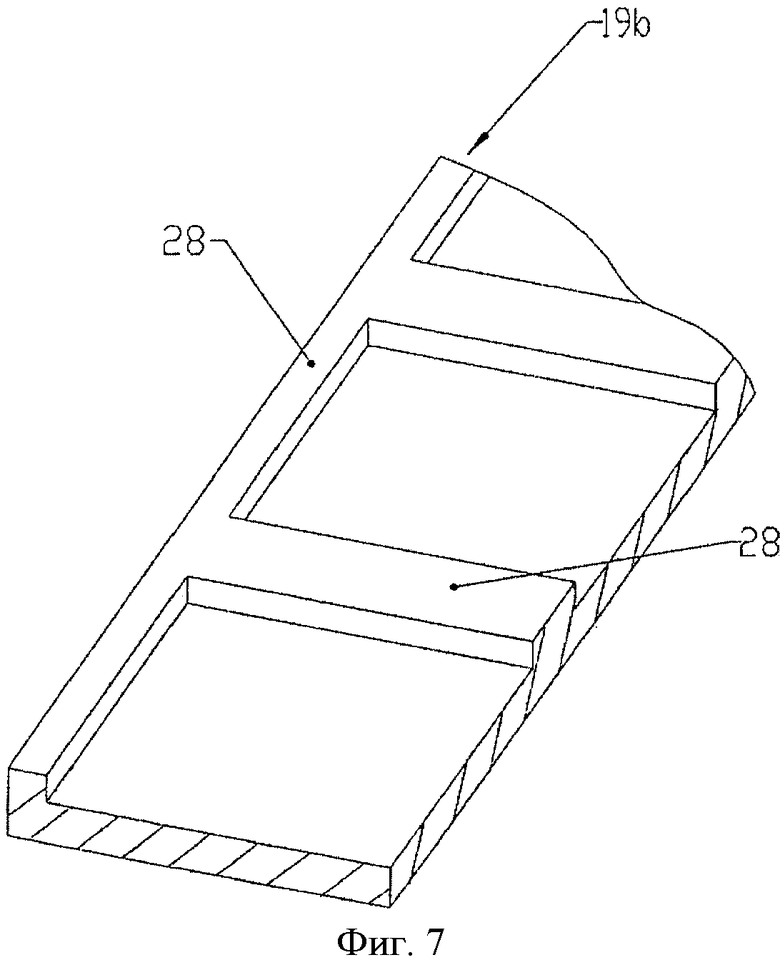
фиг.6 и 7: упрощенный схематичный частичный вид профилированной стенки (обечайки) у различных вариантов ячейки из фиг.5.
Изображенная на фиг.1 корзина 1 состоит, в основном, из изготовленного преимущественно из коррозионно-стойкого стального листа, коробчатого ячейкодержателя 2 и нескольких ячеек 3, которые плотно вставлены в его гнезда 2.1 и прочно позиционированы в нем без проворачивания, например за счет фиксации.
Корзина 1 является составной частью машины для очистки бутылок или подобных бутылкообразных емкостей (не показана) и при этом составной частью ее транспортной системы, содержащей множество однородных корзин 1, которые своими ячейкодержателями 2 закреплены на обоих концах с помощью крепежных лапок 2.2 на вращающихся транспортных элементах, например цепях, и посредством которых очищаемые емкости движутся через зоны очистки и обработки машины.
Общая форма ячеек 3 максимально оптимально соответствует форме очищаемых емкостей или бутылок, т.е. стенка 4 (обечайка) каждой ячейки состоит из двух трубчатых, примыкающих друг к другу участков 4.1, 4.2 и сужающегося в форме усеченного конуса, примыкающего к участку 4.2 участка 4.3. В зоне участков 4.1, 4.2 ячейка 3 имеет, в основном, многоугольное или квадратное наружное или внутреннее сечение со скругленными углами. На участке 4.1 ячейки 3 в варианте на фиг.1 открыты на верхней стороне корзины, т.е. ячейка 3 образует так открытый конец 5 для размещения и извлечения бутылки. К участку 4.3 зоной своего горлышка прилегает размещенная в ячейке емкость.
После установки ячейки 3 на ячейке держателе 2 она выдается участком 4.1 за верхнюю сторону ячейкодержателя 2 и участком 4.2 размещена в нем. Участок 4.3 выдается за нижнюю сторону ячейкодержателя 2. Чтобы обеспечить обработку размещенной в ячейке 3 емкости, в стенке 4 выполнены отверстия 6, в частности также множество таких отверстий на дне участка 4.3.
Особенность ячеек 3 заключается в том, что они могут изготавливаться из очень тонкого высокопрочного металлического листа, например стального листа (например, листа высококачественной стали), а именно в данном варианте во всей зоне обечайки или стенки 4 из металлического листа, толщина которого составляет максимум 0,7 мм, однако предпочтительно заметно менее 0,7 мм, например около 0,5 мм, чтобы общая масса и, тем самым, также теплоемкость ячеек 3 были как можно меньше.
Чтобы, тем не менее, обеспечить достаточную, в частности также механическую, стабильность ячеек 3, их стенка 4, по меньшей мере, в критических зонах, т.е. в таких зонах, которые при работе машины подвержены повышенной нагрузке под действием силы, усилены за счет подходящего структурирования металлического листа.
На фиг.1 изображены также усиления в виде гофров 7-10, выполненных в металлическом листе за счет выдавливания или накатки, а именно гофров 7, 8, 9, которые выполнены в краевой зоне отверстия 5 (ребро 7), между верхним и нижним концами ячейки 3 или в нижней зоне выдающегося за ячейкодержатель 2 участка 4.1 (ребро 8), а также на нижнем конце участка 4.3 (ребро 9). Кроме того, в металлическом листе стенки 4 также выполнены проходящие вдоль ячейки 3 гофры 10.
На фиг.2 и 3 изображены другие возможности усиления ячейки 3 за счет профилирования. В варианте на фиг.2 стенка 4а усилена ребрами или гофрами 11, 12, выполненными в металлическом листе посредством выдавливания или накатки, а именно таким образом, что эти ребра выдаются за общую поверхность недеформированных участков 13 металлического листа. Ребра или гофры 11, 12 выполнены далее так, что продольная протяженность ребер или гофров 11 составляет с продольной протяженностью ребер или гофров 12 угол, например ребра или гофры 11 проходят перпендикулярно или поперек ребер или гофров 12, например между каждыми двумя ребрами или гофрами 11 предусмотрены несколько ребер или гофров 12, и что все ребра или гофры 11, а также все ребра или гофры 12 ориентированы по своей продольной протяженности в одном или, в основном, в одном направлении, например ребра или гофры 11 в направлении продольной протяженности ячейки 3, а ребра или гофры 12 - в направлении ее периферии.
Та сторона металлического листа, за которую выступают ребра или гофры 11, образует тогда, например, наружную поверхность ячейки 3, так что открытая сторона ребер или гофров 11, 12 образует внутри ячеек 3 дополнительные пути течения, по которым при мойке может протекать и стекать очищающая среда.
На фиг.3 изображена стенка 4b, у которой образующий ее металлический лист имеет волнистую структуру с множеством выступов 14, например в виде подушечек или куполов, которые выдаются за общую сторону металлического листа, первоначально плоского перед выдавливанием. В принципе, стенка 4b может быть также структурирована так, что она имеет выступы 14, выдающиеся как за наружную, так и за внутреннюю сторону ячейки.
На фиг.4 в качестве другого варианта изображена стенка 4с, изготовленная из металлического листа, подвергнутого выдавливанию посредством вальцевания, а именно таким образом, что образующий стенку 4 с металлический лист, по меньшей мере, на одной стороне снабжен перекрещивающимися ребристыми участками или ребрами 15, 16, которые образуют, в основном, определяющую механическую прочность ячеек 3, решетчатую структуру, чьи участки 17 между ребрами 15, 16 выполнены особенно малой толщины, например даже менее 0,5 мм. Группа ребер, например ребра 15, проходят, например, в продольном направлении ячеек 3, тогда как ребра 16 другой группы проходят в направлении периферии ячеек 3.
Особенно в этом варианте существует также возможность оптимального выполнения образующего стенку 4с металлического листа «по мерке» для ячеек 3, т.е. в отношении ее профилирования (например, расположения, формы, также формы сечения, направления, величины ребер 15, 16), соответственно форме ячеек 3, например таким образом, что проходящие в продольном направлении ячеек 3 ребра 15 по своей форме и/или направлению соответствуют форме ячеек 3, а именно, разумеется, при соответствующем согласовании с ребрами 16 и с учетом также возможной разной нагрузки ячеек 3.
На фиг.5 изображен частичный вид ячейки 18 в зоне ее верхнего открытого конца, которая отличается от ячеек 3 тем, что она на своих трубчатых, соответствующих участкам 4.1, 4.2 участках изготовлена из выкроенного «по мерке» для ячеек 18 металлического листа посредством вырубки и гибки. Образующий соответствующую стенку 19 металлический лист пластически, т.е. с течением исходного материала, структурирован из него с применением подходящей техники деформации, например гидроформования, вальцевания, выдавливания и т.д., т.е. снабжен выступами, например 20-23, разной формы в зоне соответствующего отверстию 5 отверстия 24, а также посредством выдавливания - гофрами 25, а именно также для достижения достаточно высокой прочности ячеек 18 при предельно малой в остальном толщине листа, т.е. при толщине листа преимущественно менее 0,7 мм.
Ячейки 18 изготавливаются из снабженного выступами 20-23, гофрами 25 и т.д. исходного материала (металлического листа) посредством вырубки, по меньшей мере, одной, имеющей эти выступы, гофры и т.д. заготовки и посредством ее последующей гибки в трехмерную ячейку 18, причем соседние друг другу после гибки краевые зоны 26 соединяются между собой подходящим образом.
Изготовление ячеек из снабженных «по мерке» профилированием листов имеет, в том числе, то преимущество, что профилирование в отношении своей формы и/или расположения на ячейках 18 может быть предусмотрено оптимальным образом, а именно, в частности, также частично по-разному и не для придания жесткости, а и для других функций, например для оптимального соединения ячеек 18 с ячейкодержателями и т.д.
На фиг.6 и 7 изображен частичный вид других примеров стенок 19а и 19b ячеек 18, которые (стенки) изготовлены за счет профилирования «по мерке» используемого в качестве исходного материала металлического листа, а именно в случае стенки 19а на фиг.6 таким образом, что она усилена в окружающей отверстие 24 краевой зоне за счет огибающего, выдающегося за наружную сторону ячеек 18 ребра 27 и входящих в него своим верхним концом дополнительных, проходящих в продольном направлении ячеек 18 ребер 28, причем ребра 28 выдаются за ребра 27.
На фиг.7 изображено аналогичное выполнение «по мерке» структурирования стенки 19b, однако таким образом, что ребра 27, 28 имеют одинаковую высоту или выдаются на одинаковый размер за наружную сторону ячеек 18.
Изобретение было описано выше на примерах его осуществления. Понятно, что возможны многочисленные изменения и модификации, не выходящие за рамки лежащей в его основе идеи.
Всем вариантам присуще то, что стенка ячеек 3, 18 состоит из тонкого высокопрочного металлического листа, например стального листа, и, по меньшей мере, на отдельных участках усилена за счет соответствующего профилирования, и что тонкостенное выполнение ячеек 3, 18 позволяет уменьшить их массу и, тем самым, их теплоемкость.
Перечень ссылочных позиций
1 - корзина для емкостей
2 - ячейкодержатель
2.1 - гнезда в ячейкодержателе
2.2 - крепежные лапки
3 - ячейки для емкостей
4, 4а, 4b, 4с - стенка ячеек
4.1-4.3 - участок стенки
5 - отверстие
6 - отверстие
7-10 - ребро или гофр
11, 12 - гофр
13 - недеформируемый участок листа
14 - выступ
15, 16-ребро
17 - участок между ребрами 15, 16
18 - ячейка для емкости
19, 19а, 19b - стенка ячейки
20-23 - выступ или гофр
24 - отверстие
25 - гофр
26 - краевая зона
27, 28-ребро
Изобретение относится к ячейке для емкости, корзине для емкостей и к способу изготовления ячеек. Ячейка для емкости машины для очистки емкостей, в частности машины для очистки бутылок, имеет окруженное стенкой или обечайкой внутреннее пространство для размещения очищаемой емкости. Обечайка, по меньшей мере, на большей части длины ячейки изготовлена из металлического листа. Металлический лист представляет собой высокопрочный, по меньшей мере, на отдельных участках обечайки структурированный металлический лист, который, по меньшей мере, за пределами структурирования имеет толщину максимум 0,7 мм. Техническим результатом изобретения является повышение механической и термической стабильности, уменьшение теплоемкости и массы ячейки. 3 н. и 15 з.п. ф-лы, 7 ил.
1. Ячейка для емкости машины для очистки емкостей, в частности машины для очистки бутылок, имеющая окруженное стенкой или обечайкой (4, 4а, 4b, 4с; 19, 19а, 19b) внутреннее пространство для размещения очищаемой емкости, причем обечайка (4, 4а, 4b, 4с; 19, 19а, 19b), по меньшей мере, на большей части длины ячейки изготовлена из металлического листа, отличающаяся тем, что металлический лист представляет собой высокопрочный, по меньшей мере, на отдельных участках обечайки (4, 4а, 4b, 4с; 19, 19а, 19b) структурированный металлический лист, который, по меньшей мере, за пределами структурирования имеет толщину максимум 0,7 мм.
2. Ячейка по п.1, отличающаяся тем, что толщина листа, по меньшей мере, за пределами структурирования (7-10, 11, 12, 14, 20-23, 25, 27, 28) составляет менее 0,7 мм, например около 0,5 мм.
3. Ячейка по п.1 или 2, отличающаяся тем, что металлический лист представляет собой стальной лист, например лист высококачественной стали.
4. Ячейка по п.3, отличающаяся тем, что профилирование отформованных в металлическом листе ребер или гофров (7-10, 11, 12) образовано, например, гофрами (7-10, 11, 12), выполненными в металлическом листе посредством выдавливания и/или накатки.
5. Ячейка по п.4, отличающаяся тем, что для профилирования металлический лист гофрирован.
6. Ячейка по п.4, отличающаяся тем, что для профилирования металлический лист выполнен преимущественно посредством выдавливания с множеством частичных выпуклостей и/или выступов, и/или углублений.
7. Ячейка по п.4, отличающаяся тем, что для профилирования металлический лист снабжен ребрами (15, 16, 27, 28) и/или выступами (20-23), на которых толщина листа больше толщины участков (17), граничащих с этими ребрами (15, 16, 27, 28) и/или выступами (20-23).
8. Ячейка по п.7, отличающаяся тем, что ребра (15, 16, 27, 28) и/или выступы (20-23) выполнены посредством пластической деформации исходного материала, например посредством вальцевания или выдавливания или посредством соединения, по меньшей мере, двух листов с разными свойствами и разных размеров.
9. Ячейка по одному из пп.1, 2, 4-8, отличающаяся тем, что образующий обечайку (4, 4а, 4b, 4с; 19, 19а, 19b) металлический лист также в зоне профилирования (7-10, 11, 12, 14, 15, 16, 20-23, 25, 27, 28) имеет толщину максимум 0,7 мм, преимущественно менее 0,7 мм, предпочтительно около 0,5 мм.
10. Ячейка по одному из пп.1, 2, 4-8, отличающаяся тем, что толщина образующего обечайку (19, 19а, 19b) листа в зоне ребер (15, 16, 27, 28) и/или выступов (20-23) на коэффициент 1,5-2 больше, чем на граничащих участках (17).
11. Ячейка по одному из пп.1, 2, 4-8, отличающаяся тем, что обечайка (19, 19а, 19b) изготовлена из металлического листа, предварительно изготовленного с профилированием (7-10, 11, 12, 14, 15, 16, 20-23, 25, 27, 28), а именно преимущественно посредством вырубки и гибки.
12. Ячейка по п.11, отличающаяся тем, что профилирование (7-10, 11, 12, 14, 15, 16, 20-23, 25, 27, 28) выполнено в образующем стальной лист исходном материале таким образом, что оно после формования обечайки (4, 4a, 4b, 4c; 19, 19a, 19b) имеет требуемое положение и/или ориентацию, и/или форму.
13. Ячейка по п.11, отличающаяся тем, что профилирование (7-10, 11, 12, 14, 15, 16, (20-23, 25, 27, 28) выполнено частично по-разному, в частности в отношении вида и/или величины.
14. Корзина для емкостей машины для очистки емкостей, состоящая из ячейкодержателя (2) и нескольких расположенных на нем ячеек (3, 18) для емкостей, отличающаяся тем, что ячейки (3, 18) выполнены по одному из предыдущих пунктов.
15. Способ изготовления ячеек (3, 18) для емкостей машины для очистки емкостей, в частности машины для очистки бутылок, содержащих обечайку (4, 4a, 4b, 4c; 19, 19a, 19b), которая окружает внутреннее пространство для размещения очищаемой емкости и, по меньшей мере, на большей части длины ячейки изготовлена из металлического листа посредством вырубки и гибки, отличающийся тем, что включает в себя следующие этапы:
а) подготовку снабженного, по меньшей мере, на отдельных участках профилированием (7-10, 11, 12, 14, 20-23, 25, 27, 28) металлического листа, который, по меньшей мере, за пределами профилирования имеет толщину максимум 0,7 мм, однако предпочтительно менее 0,7 мм, преимущественно 0,5 мм;
б) вырубку, по меньшей мере, одной заготовки в отношении профилирования таким образом, что после формования, по меньшей мере, одной заготовки в обечайку (4, 4a, 4b, 4c; 19, 19a, 19b) профилирование имеет там требуемое положение и/или ориентацию, и/или форму.
16. Способ по п.15, отличающийся тем, что профилирование выполняют за счет выполнения в исходном материале гофров и/или ребер (7-10, 11, 12), и/или выступов (14), преимущественно посредством выдавливания.
17. Способ по п.15 или 16, отличающийся тем, что профилирование (15, 16, 20-23, 27, 28) выполняют за счет пластической деформации исходного материала, например посредством вальцевания, выдавливания и т.п.
18. Способ по п.17, отличающийся тем, что профилирование (15, 16, 20-23, 27, 28) выполняют частично по-разному, в частности в отношении вида, формы, величины, расположения и/или направления.
| DE 8633675 U1, 23.04.1987 | |||
| Сцепное устройство скреперного поезда | 1985 |
|
SU1281447A1 |
| Устройство для ввода пород в капиллярную колонку | 1982 |
|
SU1024831A1 |
| DE 29816861 U1, 17.12.1998 | |||
| МАШИНА ДЛЯ МОЙКИ СТЕКЛЯННЫХ БАНОК | 0 |
|
SU180492A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ДЛИННОМЕРНЫХ ИНСТРУМЕНТОВ С КОЛЬЦЕВЫМИ ЭЛЕМЕНТАМИ | 1992 |
|
RU2026765C1 |

