1. Область техники, к которой относится изобретение
Представляемый лист сотового поликарбоната, преимущественно, предназначен для использования в области остекления малогабаритных конструкций, таких как теплицы, парники, навесы и другие легковозводимые конструкции. Область использования данного листа СПК обусловлена его удельным весом, высокой светопроницаемостью, ударопрочностью, стойкостью к различным погодным условиям и ультрафиолетовому облучению, энергосберегающими свойствами.
Лист сотового поликарбоната представляет собой полый (ячеистый) листовой материал, состоящий из двух параллельных стенок, соединенных между собой выполненными параллельно друг другу внутренними продольными перегородками в составе листа (далее по тексту «ребро жесткости»). В связи с нанесением на верхнюю стенку листа защитного слоя от ультрафиолетового излучения (далее по тексту слой UV защиты). Область применения обусловлена повышенной гибкостью и хорошей несущей способностью при малом удельном весе, а также высокой светопроницаемостью. Изготавливается путем экструзии поликарбонатного сырья и может выполняться с разными характеристиками высоты между стенками листа (4 мм, 6 мм, 8 мм, 10 мм).
Лист сотового поликарбоната, заявленный в качестве изобретения, характеризуется наличием частичных утолщений верхней стенки листа за счет наличия симметричных утолщений каждого ребра жесткости в местах узлов примыкания к верхней стенке листа и увеличением количества ребер жесткости за счет выполнения ячеек в форме арки в поперечном сечении (Рисунок 1).
Изобретение обладает дополнительным удобством при монтаже листов в бытовых условиях за счет возможности визуального определения верхней стенки листа с нанесенным слоем UV защиты.
2. Уровень техники
Известными заявителю аналогами изобретения являются листы сотового (ячеистого) пластика, преимущественно поликарбоната.
Поликарбонат является полимерным пластиком, получаемым в результате многостадийного синтеза гранулированного сырья. Из существующего уровня техники известно, что изготовление листового материала из поликарбонатного сырья производится путем экструзии расплава с помощью плоскощелевой головки (см. «Поликарбонаты», О.В. Смирнова, С.Б. Ерофеева, изд. «Химия», Москва, 1975 г.).
Сотовый поликарбонат представляет собой листовой пластик, который, по сравнению с монолитным, облегчен за счет полой ячеистой структуры внутри листа, напоминающей соты. Из общеизвестных до даты приоритета образцов двухстеночного листа сотового поликарбоната следует, что производители придают ячейкам в составе готового изделия прямоугольные формы в поперечном сечении листа. При этом каждое ребро жесткости образует с верхней, поперечной или нижней стенками листа прямой угол.
Для производства полых и камерных изделий из поликарбоната оформление внутренних полостей изделия осуществляется с помощью прохода расплава через специальные насадки - дорны, прикрепленные к дорнодержателям или составляющие с ним одно целое. Иногда применяют комбинированные дорнодержатели, состоящие из крестовины со спицами и перфорированной решетки; такие конструкции позволяют уменьшить следы разделения потока спицами дорнодержателя и разнотолщинность готового изделия. Головки для производства комбинированных соэкструзионных частей крепятся одновременно к двум или более экструдерам, подающим материалы в общую для экструдера деталь головки. Равномерное выдавливание расплава по сечению формующего канала в значительной мере зависит от расположения формующей щели относительно оси экструзии, что и придает конечную форму готовому изделию. Формующая часть головки именуется фильерой. При выборе положения щели на фасаде фильеры для целей придания особой формы конечному изделию необходимо учитывать способы калибрования, охлаждения и отвода на выходе расплава тянущим устройством, габариты изделия, способы резки и дополнительной обработки («Экструзия профильных изделий из термопластов» ред. В.П. Володин, изд. Профессия, Спб., 2005).
Фильеры подразделяют на неразъемные и разъемные. Неразъемные фильеры для производства изделий из термопластиков не позволяют регулировать толщину стенок готового изделия и, преимущественно, содержат в своем составе пластины с калибровочными отверстиями различной формы, повторяющими сечение конечного изделия (см. «Расчет и конструирование формующего инструмента для изготовления изделий из полимерных материалов», Н.И. Басов, В.А. Брагинский, Ю.В. Казаков, изд. «Химия», Москва, 1991 г., «Экструзия профильных изделий из термопластов» ред. В.П. Володин, изд. Профессия, Спб., 2005).
Разъемные фильеры корпусной экструзионной головки применяются для изготовления сплошных листовых или профильных изделий и содержат в своем составе мундштук и дорнодержатель, которые формируют поток расплава («Экструзия профильных изделий из термопластов» ред. В.П. Володин, изд. Профессия, Спб., 2005).
Разъемные фильеры позволяют регулировать высоту готового листового материала, толщину стенок в составе готового изделия за счет отладки высоты мундштука по отношению к дорнодержателю и дорнам (см. «Расчет и конструирование формующего инструмента для изготовления изделий из полимерных материалов», Н.И. Басов. В.А. Брагинский, Ю.В. Казаков, изд. «Химия», Москва, 1991 г.).
Из уровня техники считается, что при производстве листовых ячеистых пластиков основным технологическим требованием является обеспечение минимально возможной толщины стенки готового изделия. Производительность агрегатов при производстве толстостенных изделий очень низка из-за малой скорости охлаждения, велика материалоемкость этих изделий, на поверхности готового изделия неизбежно возникновение усадочных вмятин и утяжек. Второе технологическое требование - это равнотолщинность стенок в составе готового изделия. Для равнотолщинных стенок в составе конечного изделия намного проще выбор геометрии каналов, обеспечивающей равенство скоростей экструзии в различных точках выходного сечения формующего канала. Скорость охлаждения материала в калибрующем устройстве и охлаждающей ванне также одинакова в различных местах сечения, вследствие чего в материале конечного изделия практически отсутствуют внутренние напряжения, изделие поэтому не коробится (см. «Расчет и конструирование формующего инструмента для изготовления изделий из полимерных материалов», Н.И. Басов, В.А. Брагинский, Ю.В. Казаков, изд. «Химия», Москва, 1991 г.).
Лист сотового поликарбоната является конструкционным материалом, так как способен выдерживать значительные нагрузки благодаря наличию ребер жесткости. В составе аналогов изобретения ребра жесткости представляют собой внутренние вертикальные перегородки между стенками листа, образующие в сечении вид прямоугольника, расположенного длинными сторонами параллельно стенкам листа. Структура листа представляет собой простую пространственную конструкцию.
Лист сотового поликарбоната обладает высокой жесткостью, при этом способен гнуться в холодном состоянии, что делает его пригодными для использования в геометрически сложных строительных проектах, в том числе и для создания куполов, арок.
Аналоги изобретения широко применяются в строительстве и сельском хозяйстве, в том числе для возведения теплиц, сооружения рекламных конструкций, возведения межкомнатных перегородок, устройства прозрачных кровель и т.д. Использование листа сотового поликарбоната при обустройстве светопрозрачных кровель позволяет сократить нагрузки на несущие конструкции, что в свою очередь позволяет сократить объемы несущих конструкций (увеличение шага колонн, расширение пролетов и т.д.). Аналоги изобретения выпускаются в виде прозрачных (бесцветных) или цветных листов (белый, бронзовый, синий, зеленый, красный, желтый и т.д.). Для аналогов изобретения характерно выполнение листов с несколькими основными толщинами (высотой ячеек): от 4 мм до 10 мм, в зависимости от области применения листа:
- 4 мм - парники и небольшие козырьки, рекламные конструкции;
- 6-8 мм - козырьки, навесы, парники, теплицы, перегородки и т.д.;
- 10 мм - сплошное остекление вертикальных и частично горизонтальных поверхностей.
Двустенные листы, отнесенные к аналогам изобретения, обычно не применяются для сооружения светопрозрачных крыш с учетом их сравнительно малой несущей способности по сравнению с трех- и четырехстенными листами сотового поликарбоната, которые выполняются обычно в толщинах от 16 мм до 25 мм.
Общеизвестные формы ячеек в продольном сечении листов сотового поликарбоната, являющихся аналогами заявленного изобретения, приведены на рисунке 2 (2.1.), среди них выделен ближайший аналог (прототип изобретения) (п.2.2.). Формы ячеек в продольном срезе листов и взяты из общедоступной информации на дату приоритета (см. Информационный еженедельник «Строительный путеводитель «СТРОЙПУТЬ», Москва, апрель 2000, №5(96)). Наиболее близким аналогом изобретения (прототипом) является лист ячеистого (сотового) поликарбоната с прямоугольной ячейкой (рисунок 2.2. на рисунке 2).
Размер листов, представляющих собой ближайший аналог изобретения, обычно составляет 2100×6000 мм или 2100×12000 мм. Ячейки имеют прямоугольный контур в сечении и направлены вдоль листа аналога изобретения (рисунок 2, п.2.2.). Для ближайшего аналога изобретения (лист сотового поликарбоната с прямоугольным сечением внутренних ячеек) при высоте ячеек, равной 4 мм, характерно наличие 152 ребер жесткости (вертикальных перегородок) на 1 метр по ширине листа.
Основными характеристиками ближайшего аналога изобретения являются: высокая степень термоизоляции, светопропускание (прозрачный сотовый поликарбонат пропускает до 92% солнечного света), прочность (противоударные качества в широком диапазоне температур от -40 до +120°C), устойчивость к высоким нагрузкам, гибкость листа без ущерба для потребительских свойств, малый удельный вес (от 0.5 до 3.5 кг/м2).
Таким образом, у прототипа изобретения можно выделить следующие существенные признаки, характерные для заявленного изобретения:
1) выполняется методом экструзии поликарбоната;
2) формование листа осуществляется путем продавливания расплава через фильеру (составную деталь корпусной конструкции разъемной экструзионной головки);
3) наличие вертикальных ребер жесткости между стенками листа;
4) высокая светопропускная способность;
5) устойчивость к высоким нагрузкам, гибкость.
В то же время использование прототипа изобретения не позволяет достичь технического результата, обеспечиваемого изобретением, по причине равномерной толщины верхней стенки в составе готового изделия ближайшего аналога и меньшего количества ребер жесткости.
3. Раскрытие изобретения
(1) Сведения, раскрывающие сущность изобретения
(1.1) Сущность изобретения как технического решения выражается в совокупности следующих существенных признаков устройства изделия, заявленного в качестве изобретения и достаточного для достижения обеспечиваемого изобретением технического результата:
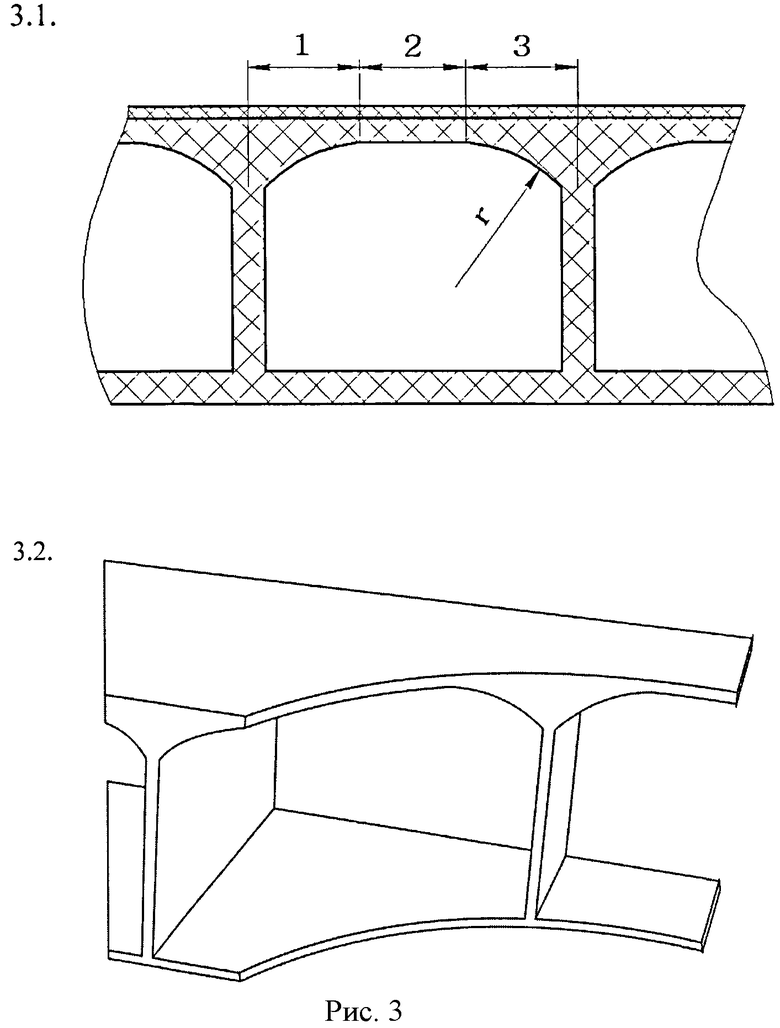
1) усиление узла примыкания каждого из вертикальных ребер жесткости к верхней стенке листа за счет округленности места примыкания (рис.3);
2) увеличение количества вертикальных ребер жесткости на 40% по сравнению с ближайшим аналогом.
(1.2) Заявляемое изобретение направлено на обеспечение технического результата, выраженного в повышении технических свойств готового изделия.
В том числе технический результат выражается в следующих улучшенных технических характеристиках готового изделия:
1) повышение общей несущей способности конечного изделия;
2) увеличение односторонней гибкости верхней стенки готового изделия (изгиб со стороны арки);
3) увеличение площади пропускания видимого спектра света за счет увеличения общей площади верхней стенки каждой ячейки.
(2) Признаки, характеризующие устройство, заявленное в качестве изобретения
Заявленный в качестве изобретения лист сотового поликарбоната относится к устройству (изделие) и характеризуется следующими признаками:
1) на собственную толщину верхней стенки листа в каждой из отдельно взятых ячеек в составе структуры листа приходится ровно по 1/3 от расстояния между двумя вертикальными перегородками;
2) усиление узла примыкания каждого внутреннего ребра жесткости к верхней стенке листа достигается за счет частичного утолщения верхней части каждого ребра жесткости (1/4 от общей высоты ребра жесткости) и частичного утолщения верхней стенки (1/3 общей длины верхней стенки от места примыкания ребра жесткости в составе каждой ячейки);
3) частичное утолщение в месте усиления узла примыкания выполнено с плавным сужением утолщения по направлению к середине каждой стороны ребра жесткости и к середине верхней стенки в составе каждой ячейки;
4) арочная форма поперечного сечения каждой ячейки с выраженными скругленными верхними углами, образованными за счет усиления узлов примыкания каждого ребра жесткости к верхней стенке листа;
5) увеличение общего количества ребер жесткости на 1 метр по ширине листа на 40%, за счет выполнения ячеек с квадратной формой поперечного сечения.
4. Краткое описание чертежей
Перечень фигур, прилагаемых к описанию, с краткими пояснениями того, что изображено на каждой из них:
1. Рисунок 1. Лист сотового поликарбоната с арочной ячейкой, заявленный в качестве изобретения. Чертеж показывает структуру поперечного среза (выноска I). Приведенные в составе выноски I размеры ячейки позволяют рассчитать количество вертикальных перегородок (ребер жесткости), приходящихся на один метр листа в составе изобретения (219 перегородок). Увеличенное количество ребер жесткости позволяет увеличить предел прочности листа. Кроме того, на чертеже показано оформление (запайка) продольного края листа (выноска II).
2. Рисунок 2. На рисунке схематично приводятся типы внутренней структуры листов сотового поликарбоната (виды поперечного среза листа), общеизвестные до даты приоритета (п.2.1.), а также ближайший аналог изобретения - поперечный срез листа с прямоугольными ячейками высотой 4 мм (п.2.2.).
3. Рисунок 3. На рисунке приведено схематичное изображение относительного соотношения размеров усиления верхней части каждого ребра жесткости в составе верхней части листа сотового поликарбоната (3.1.), где отрезки 1, 2, 3 равны друг другу, в том числе показана геометрия поперечного среза листа, где r указывает на место арочного усиления в поперечном срезе. Дополнительно на рисунке приведено схематичное пространственное изображение листа сотового поликарбоната в поперечно-вертикальном срезе (3.2.).
4. Рисунок 4. На рисунке приведено схематичное изображение распределения нагрузки при давлении на верхнюю стенку готового изделия. Рисунок показывает, каким образом распределяется нагрузка на верхнюю стенку в составе изделия, увеличивая общую несущую способность готового изделия.
5. Рисунок 5. На рисунке приведено схематичное изображение изгиба со стороны утолщенной стенки листа сотового поликарбоната, показана форма изгиба готового изделия со стороны арки.
6. Рисунок 6. На рисунке приведено схематичное изображение длины мест светопропускания в ячейке листа сотового поликарбоната. Рисунок показывает длину места светопропускания в составе листа сотового поликарбоната, заявленного в качестве изобретения (длина дуги Lд, приведенной на рисунке 6.1.), а также длину места светопропускания в составе листа, указанного в качестве прототипа изобретения (длина Lо, приведена на рисунке 6.2.).
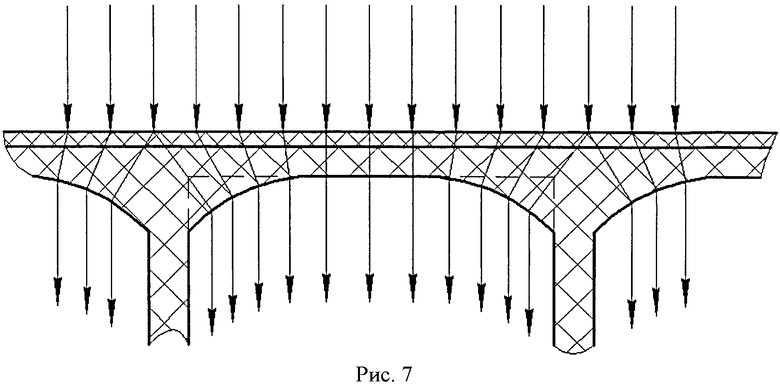
7. Рисунок 7. На рисунке приведено схематичное изображение проходимости световых лучей под прямым и наклонным углом в арочной ячейке листа сотового поликарбоната, заявленного в качестве изобретения. На рисунке показано прохождение лучей света сквозь готовое изделие и увеличение количества световых лучей за счет их преломления в местах утолщения верхней стенки в составе листа.
5. Осуществление изобретения
Выполнение изобретения обеспечивается за счет частичного утолщения каждой стороны ребра жесткости и верхней стенки листа ближайшего аналога (прототипа) изобретения. Утолщение выполняется в момент прохождения расплава по формующему каналу и в ходе выдавливания расплава по сечению формующего канала путем видоизменения формообразующей части каждого дорна в составе дорнодержателя.
Для достижения наилучшего технического результата необходимо соблюдение определенных пропорций:
1) утолщение верхней стенки в составе каждой ячейки должно занимать не более 2/3 от общей длины верхней стенки с равномерным распределением мест утолщения в местах узла примыкания каждого ребра жесткости в составе ячейки;
2) высота утолщенной части каждого ребра жесткости соотносится с общей высотой ребра жесткости в поперечном сечении как 1:4.
Повышение несущей способности готового изделия достигается за счет усиления узла примыкания верхней стенки и ребер жесткости в составе готового изделия. Усиление достигается за счет округленности места примыкания каждой вертикальной перегородки (ребра жесткости) к верхней горизонтальной стенке листа. За счет указанного способа примыкания при рассмотрении вертикального среза листа, выполненного по ширине готового изделия, визуально создается образ близкой к квадрату ячейки с арочными закруглениями углов в верхней части конструкции (рис.3). При этом соблюдение пропорций при усилении мест примыкания каждого ребра жесткости к верхней стенке изделия позволяет достичь в готовом изделии следующих пропорций утолщения верхней стенки: на собственную толщину верхней стенки листа в каждой из отдельно взятых ячеек приходится центральная часть верхней стенки в составе ячейки, равная 1/3 от расстояния между двумя вертикальными перегородками. Остальное расстояние между двумя вертикальными перегородками по верхней стенке листа приходится на утолщения узлов пересечения верхней стенки и вертикальных перегородок готового изделия. Таким образом, за счет округлости мест примыкания каждой вертикальной перегородки к верхней горизонтальной стенке листа общая толщина верхней стенки в каждой ячейке увеличена на 2/3 от расстояния между двумя вертикальными перегородками (ребрами жесткости). Усиление узла примыкания верхней стенки и ребер жесткости в составе готового изделия позволяет увеличить общую несущую способность готового изделия за счет перераспределения нагрузки на утолщения узлов примыкания в области вертикальных перегородок, так как площадь опоры на вертикальную перегородку увеличивается (рис.4).
Перераспределение материала в область усиленного узла примыкания увеличивает одностороннюю гибкость верхней стенки готового изделия. Прочность на изгиб со стороны арки (рис.5) подтверждена протоколом испытаний образцов листа сотового поликарбоната с арочной структурой ячеек и с прямоугольной структурой ячеек. Испытания проведены на разрывной машине Р-05 м. Результаты испытаний показали, что прочность на изгиб со стороны арки увеличена по сравнению с изделиями, указанными в качестве ближайшего аналога изобретения, в соотношении 1:1,8. Данное улучшение технических характеристик готового изделия позволяет более широко применять готовое изделие, заявленное в качестве изобретения, в строительстве, в том числе при устройстве арочных конструкций. Кроме того, возможность визуального определения верхней стенки в составе готового изделия, за счет своеобразных утолщений мест примыкания, позволяет избежать ошибок при монтаже готовой продукции, так как на верхнюю стенку листов сотового поликарбоната обычно нанесен UV слой, защищающий готовое изделие от разрушительного воздействия UV лучей.
С учетом округлости мест примыкания верхней стенки и внутренних вертикальных перегородок в составе готового изделия площадь пропускания видимого спектра света увеличивается за счет увеличения общей площади верхней стенки каждой ячейки (рис.6, обозначение арочной дуги Lд, 6.1., в отличии от готовых изделий листов сотового поликарбоната, изготовленных с прямоугольной ячейкой имеющих длину поверхности пропускания света Lо, 6.2.). Увеличение длины верхней стенки внутри арочной ячейки готового изделия позволяет увеличить общую светопропускную способность готового изделия. Эффект достигается за счет того, что к возможности прямого потока света добавлен сфокусированный поток преломленного света, на участках арочного закругления по краям ячейки, в более широком диапазоне угла падения солнечных лучей (рис.7). Увеличение светопропускной способности готового изделия является важным составляющим достигаемого технического результата, так как наиболее широко готовая продукция в виде листов ячеистого поликарбоната используется для устройства легковозводимых конструкций в виде теплиц, уличных навесов, кровельных фонарей естественного освещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУЗИОННАЯ НАСАДКА, ПРЕИМУЩЕСТВЕННО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВ СОТОВОГО ПОЛИКАРБОНАТА | 2013 |
|
RU2558116C2 |
| АРМИРУЮЩАЯ ГЕОРЕШЕТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2022 |
|
RU2796953C1 |
| ПОЛИМЕРНАЯ ПАНЕЛЬ ДЛЯ ШТАКЕТНОГО ОГРАЖДЕНИЯ, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И ШТАКЕТНОЕ ОГРАЖДЕНИЕ С ПОЛИМЕРНОЙ ПАНЕЛЬЮ | 2018 |
|
RU2699290C1 |
| Способ изготовления композиции на основе поликарбоната и эпоксидной смолы | 2018 |
|
RU2715833C2 |
| СПОСОБ ПОЛУЧЕНИЯ И КОНСТРУКЦИЯ ЗАМКОВЫХ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ ИЗ ПОЛИКАРБОНАТА | 2019 |
|
RU2728440C1 |
| СТРУКТУРНЫЙ ЛИСТ ИЗ КОМПОЗИЦИИ НА ОСНОВЕ ПОЛИКАРБОНАТА И ПОЛИЭФИРА | 2013 |
|
RU2545334C2 |
| Фортификационное сооружение | 2024 |
|
RU2835925C1 |
| КАРКАС КОНСТРУКЦИИ АНТЕННОГО РЕФЛЕКТОРА ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2556424C2 |
| Способ непрерывной горячей формовки сотового наполнителя из препрега | 2018 |
|
RU2673049C1 |
| ФОРТОЧНЫЙ БЛОК ТЕПЛИЦЫ | 2013 |
|
RU2548280C1 |




Изобретение относится к конструктивным материалам для использования в области остекления малогабаритныъх конструкций и касается листа сотового поликарбоната. Лист имеет частичное утолщение верхней стенки и ребер жесткости. Изготавливают из поликарбоната методом экструзии и представляет собой слоистый листовой материал. Ячейки в составе листа выполнены с поперечным сечением в форме квадрата, имеющего арочные закругления за счет усиления узла примыкания каждого ребра жесткости к верхней стенке листа. Усиление узлов примыкания ребер жесткости выполнено путем устройства симметричных утолщений в местах примыкания ребер жесткости к верхней стенке листа в составе каждой ячейки. Изобретение обеспечивает повышение технических свойств готового изделия: повышение общей несущей способности конечного изделия, увеличение односторонней гибкости верхней стенки готового изделия, увеличение площади пропускания видимого спектра света за счет увеличения общей площади верхней стенки каждой ячейки. 7 ил.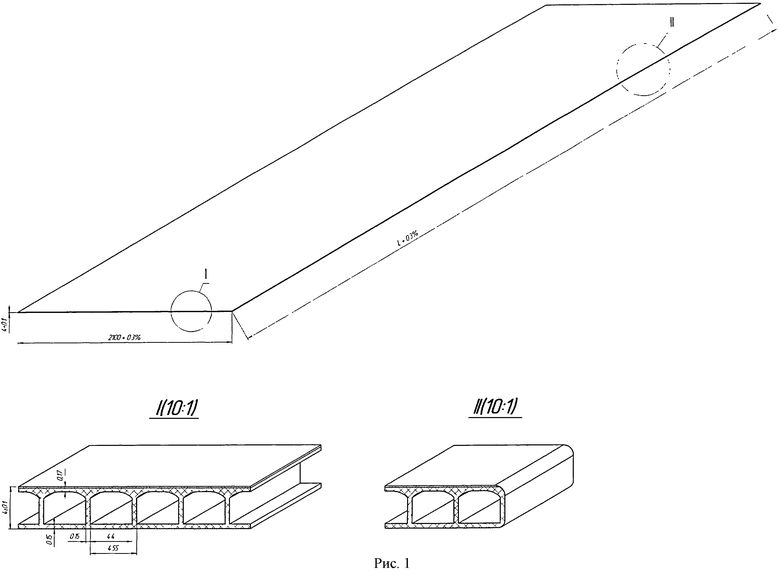
Лист сотового поликарбоната с прямоугольной ячейкой, отличающийся тем, что каждое вертикальное ребро жесткости в месте узла примыкания к верхней стенке листа имеет симметричное утолщение, высота утолщенной части каждого ребра жесткости соотносится с общей высотой ребра жесткости как 1:4; собственная толщина верхней стенки листа в составе ячейки приходится на центральную часть длины верхней стенки и соотносится с общей длиной верхней стенки ячейки как 1:3; внутренний контур поперечного сечения каждой ячейки имеет форму квадратной арки.
| RU 2010136982 A1, 20.03.2012 | |||
| WO 2012055429 A1, 03.05.2012; | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ И ПРОСТРАНСТВЕННЫХ СОТОВЫХ СТРУКТУР И КОНСТРУКЦИЙ НА ИХ ОСНОВЕ | 1996 |
|
RU2126875C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСКАРКАСНОЙ ТЕПЛИЦЫ ИЗ СОТОВОГО ПОЛИКАРБОНАТА | 2011 |
|
RU2470505C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТРУКТУРНОГО ПОЛИКАРБОНАТНОГО ЛИСТА | 2009 |
|
RU2422275C1 |

