Изобретение относится к способу изготовления детали с поверхностью в виде натуральной древесины, наносимой печатанием струйным способом таким образом, чтобы ее внешний вид соответствовал внешнему виду оригинала со свилеватостью и пористостью, соответствующими заданной целевой древесной породе, и с заданной окраской. Также изобретение относится к детали, изготовленной способом согласно изобретению.
Поверхности в виде натуральной древесины приобретают все большую популярность, будь то мебель, кухни, отделочные эффекты из древесины в автомобиле и пр. При этом особенно популярны поверхности из древесины ценных пород, в частности, тропических. Потребление таких, как правило, медленно растущих древесных пород ведет к серьезным, экологически неблагоприятным последствиям. Поэтому, как известно, например, из DE 10323412 А1, детали выполняют с поверхностью из натуральной древесины менее ценных и, например, быстро воспроизводимых на плантациях пород, которую наносят печатанием струйным способом таким образом, чтобы она приобретала внешний вид, соответствующий поверхности из древесины ценных пород.
Из DE 10323412 А1 известен способ изготовления плоскостной детали с заданным внешним видом поверхности, при котором на плоскостной детали с деревянной поверхностью проводится печатание с помощью программируемого, создающего соответствующий внешний вид способа для получения заданного образца, внешний вид которого соответствует заданной древесной породе с заданной окраской.
В DE 60009141 Т2 раскрыт способ нанесения узора на элементы поверхности, при котором создается сегментированный образец, сегментация которого выражается, по меньшей мере, в двух сегментах узора на каждом элементе поверхности. Затем для каждого сегмента подбирается сегментный узор из группы, включающей преобразованное в цифровую форму и модулированное изображение разных видов древесины, минералов, камня и пр. Каждый выбор проводится с помощью оконечного устройства, в котором выбор происходит в базе данных, визуализируемой на этом устройстве.
Из DE 102004051828 А1 известен способ получения декоративного древесного материала, при котором изображение поверхности древесного материала вводится в память, поверхность древесного материала отбеливают и введенное в память изображение после электронной обработки, при которой, например, удаляют пятна с поверхности, печатают при одинаковой оптической плотности на отбеленной поверхности.
В основу изобретения положена задача создания способа изготовления детали с поверхностью из натуральной древесины, в частности, из дешевой деловой древесины, на которой выполняется печатание струйным способом таким образом, чтобы ее внешний вид соответствовал по возможности существенно внешнему виду поверхности из заданной древесины, в частности, древесины ценных пород, при необходимости, окрашенной в соответствующий желанию заказчика цвет.
Эта задача решена с помощью способа, охарактеризованного признаками п.1 формулы изобретения.
В зависимых пунктах 2-14 формулы изобретения охарактеризованы предпочтительные варианты выполнения способа согласно изобретению.
Пункт 15 формулы характеризует деталь, изготовленную способом согласно изобретению.
Изобретение поясняется чертежами, на которых показано следующее:
фиг.1 - принципиальная схема системы изготовления деталей согласно изобретению для пояснения отдельных этапов осуществления способа согласно изобретению;
фиг.2 - поперечные сечения детали согласно изобретению для пояснения отдельных этапов обработки;
фиг.3 - схематичное изображение, поясняющее создание записи данных для печатания на большой поверхности на основе основной записи данных.
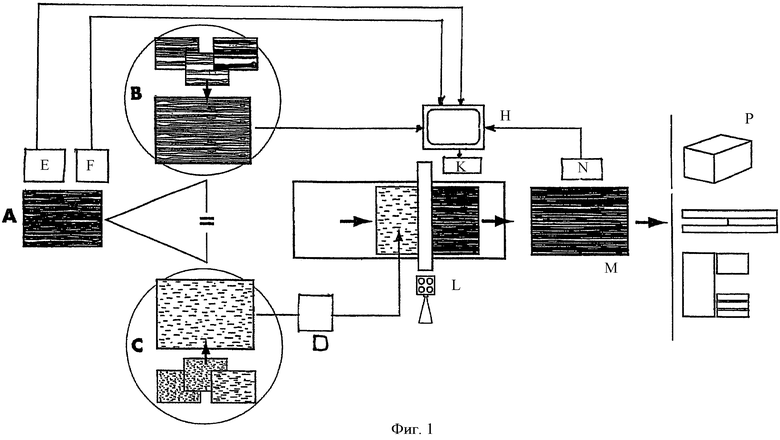
На фиг.1 схематически показана система изготовления детали способом согласно изобретению путем печатания.
Буквой А обозначен целевой оригинал заказчика, внешний вид которого соответствует желанию заказчика. Внешний вид поверхности целевого оригинала А заказчика характеризуется в отношении заданной древесной породы свилеватостью, определяемой по существу линейным рисунком древесины, пористостью, указывающей на размер пор, их плотностью и пр., и окраской поверхности, выражаемой по существу цветом и контрастом наиболее светлых, средних и наиболее темных участков.
Буквой В обозначен запас записей данных об образцах целевой древесины, содержащих в основном изображения свилеватости разных древесных пород, прежде всего древесины ценных пород.
Буквой С обозначен склад для деловой древесины, на котором хранятся дешевые древесные породы, например, в виде ножевой или лущеной фанеры толщиной от 0,25 до 8 мм или же детали с поверхностью из деловой древесины, на которой должно проводиться печатание.
Буквой D обозначена технологическая позиция для предварительной обработки поверхностей из деловой древесины, на которых затем будет проводиться печатание.
Буквой Е обозначена технологическая позиция для сканирования свилеватости оригинала А заказчика.
Буквой F обозначена технологическая позиция для регистрации окраски оригинала заказчика.
Буквой Н обозначена система электронной обработки данных, в которой могут обрабатываться в соответствии с общеизвестными программами обработки данных введенные в нее данные в отношении окраски, контрастности, формата и пр.
Буквой K обозначено устройство управления струйным печатным устройством, управляемое системой электронной обработки данных.
Буквой N обозначена технологическая позиция для регистрации внешнего вида поверхности пробного образца М, на котором печатание выполнено на технологической позиции L.
Буквой Р обозначена технологическая позиция для изготовления деталей.
Ниже поясняются аспекты перечисленных технологических позиций и их взаимодействия. Изобретение применимо практически для всех деталей с поверхностью из натуральной древесины, таких, как легкие строительные плиты, мебель, полы, фасадные или несущие плиты, при этом такие детали могут быть полностью деревянными или содержать поверхности из натуральной древесины в виде фанеры, расположенной на основном элементе из самых разных материалов.
При этом предполагается, что целевой оригинал А заказчика соответствует по своему внешнему виду натуральной или соответствующим образом окрашенной древесине ценной породы (целевая древесина).
На основе целевой древесной породы, которая может быть определена на основе полученной сканированием (на технологической позиции Е сканирования) свилеватости оригинала и путем сравнения с массивом данных о свилеватости древесины, выбирается из массива данных дешевая порода деловой древесины с учетом следующих факторов.
Пористость деловой древесины должна быть по возможности аналогична пористости целевой древесины. Кроме того, деловая древесина должна быть по возможности однородной по цвету и содержать лишь слабо выраженную текстуру. Естественная окраска деловой древесины не должна быть темнее, чем окраска целевой древесины. Благодаря своей слабоконтрастной окраске предпочтительной является заболонь в качестве деловой древесины.
С учетом этих факторов на складе С деловой древесины отбирают дешевую деловую древесину, которая при низкой стоимости целевой древесины аналогична ей.
Лиственными деревьями со светлой окраской древесины, пригодной в качестве деловой, которые произрастают в Северной Америке, Европе и Азии, являются, например, ясень (ровная, неконтрастная светлая окраска с отчетливыми поровыми бороздками, хорошая твердость, быстрый рост), береза (очень светлая окраска, слабая контрастность, быстрый рост, благодаря блестящим полосам особенно пригодна для зеркальных эффектов), липа и клен. Лиственными деревьями со светлым основным цветовым оттенком, произрастающими в Африке, Южной Америке, Азии и Австралии, являются, например, лимба, кото и эвкалипт. Благодаря своему непрерывному росту и слабоконтрастной окраске эти лиственные деревья дают качественную деловую древесину.
Лиственными деревьями с мягким основным цветовым оттенком, произрастающими в Северной Америке, Европе и Азии, являются бук (слабоконтрастный, средний темп роста, хорошая твердость, постоянные регулярные поровые бороздки, особо пригоден для темных украшений), дуб, вяз, ольха, тополь. Лиственным деревом с мягким основным цветовым оттенком, произрастающим в Африке, Южной Америке, Азии и Австралии, является габун, отличающийся равномерным распределением поровых бороздок и мягкой однородной окраской.
Хвойными деревьями со светлым основным цветовым оттенком являются сосна, ель, пихта и ель Дугласа.
Поверхности из деловой древесины, на которых проводится печатание, не должны быть обязательно ровными, они могут быть выпуклыми, как это, например, принято для отделочных эффектов в автомобиле. Деловая древесина может образовывать углы, закругления и плоские участки с переходом на кромки.
На своем наиболее светлом участке целевая древесина должна быть темнее базовой древесины. Например, по деловой древесине из ясеня может быть выполнено печатание под палисандр или зебрано в качестве целевой древесины, или по деловой древесине из габуна может быть выполнено печатание под красное дерево.
Также возможно напечатать на светлой древесине темный рисунок одинаковой древесной породы, например, на деловой древесине из бука - целевую древесину из лесного бука или на древесине из дуба - целевую древесину из мореного дуба. Кроме того, возможно напечатать на деловой древесине другой древесный узор одинакового цвета в качестве целевой древесины, например, на древесине из березы - окрашенный в голубой цвет кедр европейский или на древесину из ясеня - белую древесину сосны в качестве целевой древесины.
Деловая древесина должна быть дешевой, ее применение не должно вызывать сомнений относительно стойкости. В качестве деловой древесины пригодна также фанера из древесного материала, изготовленная склеиванием или соединением древесных остатков, которые прессуются при одинаковом расположении волокон в блок, разрезаемый затем на ножевую или лущеную фанеру. Такой древесный материал обладает постоянной окраской и специфической пористостью в зависимости от использованных древесных пород.
Выбор деловой древесины может производиться автоматически, для чего сканируют важные данные о целевом оригинале заказчика, такие, как свилеватость и/или пористость, посредством которых определяют породу целевой древесины, на основе породы целевой древесины определяют из массива данных породу деловой древесины, наиболее подходящей к породе целевой древесины с учетом приведенных выше факторов или же определяют непосредственно на основе пористости целевого оригинала заказчика породу деловой древесины с подходящей пористостью.
Если выбрана порода дерева для деловой древесины, отвечающая требованию заказчика, то на складе С деловой древесины отбирается соответствующая, подлежащая обработке деталь и подвергается предварительной обработке на технологической позиции D для подготовки ее к печатанию струйным способом. Такая предварительная обработка является физической и химической обработкой поверхности из деловой древесины с учетом последующего назначения. В зависимости от назначения нанесением жидкостей на поверхность из деловой древесины, на которой затем проводится печатание, могут достигаться, например, следующие свойства:
- повышение способности выдерживать сжимающие нагрузки включением твердеющих веществ или добавкой веществ с содержанием минералов, например, подобных корунду веществ, в основную жидкость,
- предохранение от биотических воздействий добавкой соответствующих веществ в основную жидкость,
- стойкость к воздействию окружающей среды, в частности, регулировкой показателя pH,
- ультрафиолетовая стабилизация сердцевины и поверхности дерева, в частности, для предупреждения изменения окраски или выделения лигнина,
- подавление гигроскопичных свойств путем заполнения мельчайших капилляров волокнистого материала, при необходимости, твердеющими заполнителями,
- прекращение усадки древесины,
- повышенная способность к изгибу, достигаемая введением полимеров, сохраняющих упругость после своей полимеризации.
Предварительная обработка проводится, например, следующим образом.
Деловую древесину сначала сушат для того, чтобы она хорошо воспринимала рабочую жидкость, придающую ей необходимые свойства.
После сушки поверхность может быть подвергнута пескоструйной или щеточной обработке в направлении волокон для повышения объемности структуры древесины.
Затем наносится соответствующая рабочая жидкость, причем в зависимости от необходимых свойств основную древесину пропитывают полностью или только обрабатывают ее поверхность рабочей жидкостью.
В любом случае необходимо следить за тем, чтобы рабочая жидкость была настолько текучей и обладала таким свойствами, чтобы после своего высыхания расположенные открыто на поверхности поры деловой древесины или ее внутренние канальцы или поры не были полностью заполнены. Рабочая жидкость может быть приготовлена на основе искусственной смолы, воды или какого-либо другого (нитро)растворителя и содержать компоненты, обеспечивающие требуемое назначение деловой древесины и присутствующие в растворенном виде или в виде достаточно дисперсных частиц, например, наночастиц.
После высыхания рабочей жидкости деревянную поверхность тонко шлифуют в несколько приемов, при этом перед последним тонким шлифованием она может увлажняться, в результате чего набухшие под действием влаги волокна удаляются шлифованием. Это приводит к тому, что при последующем струйном печатании волокна не выступают и сохраняется качественная поверхность. Еще между этапами шлифования, но обязательно после последнего шлифования, поверхность тщательно очищают от остатков шлифования, в результате чего достигается объемность поверхности и на ней отсутствуют загрязнения.
После предварительной обработки деталь с предварительно обработанной поверхностью из деловой древесины или, по меньшей мере, образец с поверхностью из деловой древесины подается на технологическую позицию L струйного печатания.
Ниже поясняется создание записей В данных об образцах целевой древесины, хранящихся в соответствующем банке В данных. Типичными образцами целевой древесины являются красное дерево, тиковое дерево, палисандр, макассар, Gapelli, Iroko Kambalá, Framiere, Sapele, амарант, триплохитон твердосмолый, Makoré, Wenge, Bongossi, Afzelia, Baukirai, лещина, кедр европейский, мореный дуб, эвкалипт, маслина и др. Образцы целевой древесины получают сканированием поверхности целевой древесины, при этом поверхность целевой древесины может присутствовать в виде фанеры. Аналогично поверхности деловой древесины, на которой должно проводиться печатание, поверхность перед сканированием тонко шлифуют в несколько приемов, причем перед последним тонким шлифованием может проводиться увлажнение, после которого происходит шлифование «сырое по сырому». Снова отшлифованную поверхность тщательно очищают от остатков шлифования таким образом, чтобы на поверхности целевой древесины обеспечивались пористость и объемность. Затем сканируют поверхность целевой древесины, причем полученные сканированием данные касаются, прежде всего, свилеватости поверхности в виде свилеватых линий и их контрастности. При сканировании учитываются преимущественно только полутоны и средние тоны поверхности. При этом может применяться, например, известная сама по себе программа сканирования "SilverFast".
Соответствующая запись данных об образцах целевой древесины может автоматически выбираться из запаса В записей данных путем сравнения со сканированной на стадии Е свилеватостью оригинала А, при этом из запаса В выбирается запись данных об образцах, которая наиболее соответствует данным о свилеватости оригинала А.
Таким образом, в системе Н электронной обработки данных применяется предпочтительно запись данных об образцах целевой древесины, которая создается описанным выше способом на основе поверхности из натуральной целевой древесины после ее сканирования. Эту запись данных об образцах целевой древесины обрабатывают с использованием данных о цвете, полученных регистрацией показателей эталонного оттенка поверхности целевого оригинала А заказчика путем измерения цветным денситометром. Эталонные оттенки могут быть, например, сине-зелеными, пурпурными, желтыми и черными, их доля замеряется, и эти показатели вводятся в выбранную запись данных об образцах целевой древесины для образования записи данных для управляющего устройства K струйного печатного устройства L в соответствии с широко известными программами, применяемыми в графической отрасли промышленности. Например, может применяться программа обработки, известная под названием "Photoshop®.
В качестве альтернативы для управления работой струйного печатного устройства может также применяться непосредственно запись данных, полученная полным сканированием целевого оригинала заказчика.
После того как в системе электронной обработки данных будет присутствовать запись данных о печатании, полученная на основе записи данных об образцах целевой древесины и на основе данных о цвете или же непосредственно сканированием целевого оригинала А заказчика, проводится печатание пробного образца М струйным способом. В этом случае количество расходуемой жидкости регулируется таким образом, чтобы сохранялась объемность поверхности пробного образца.
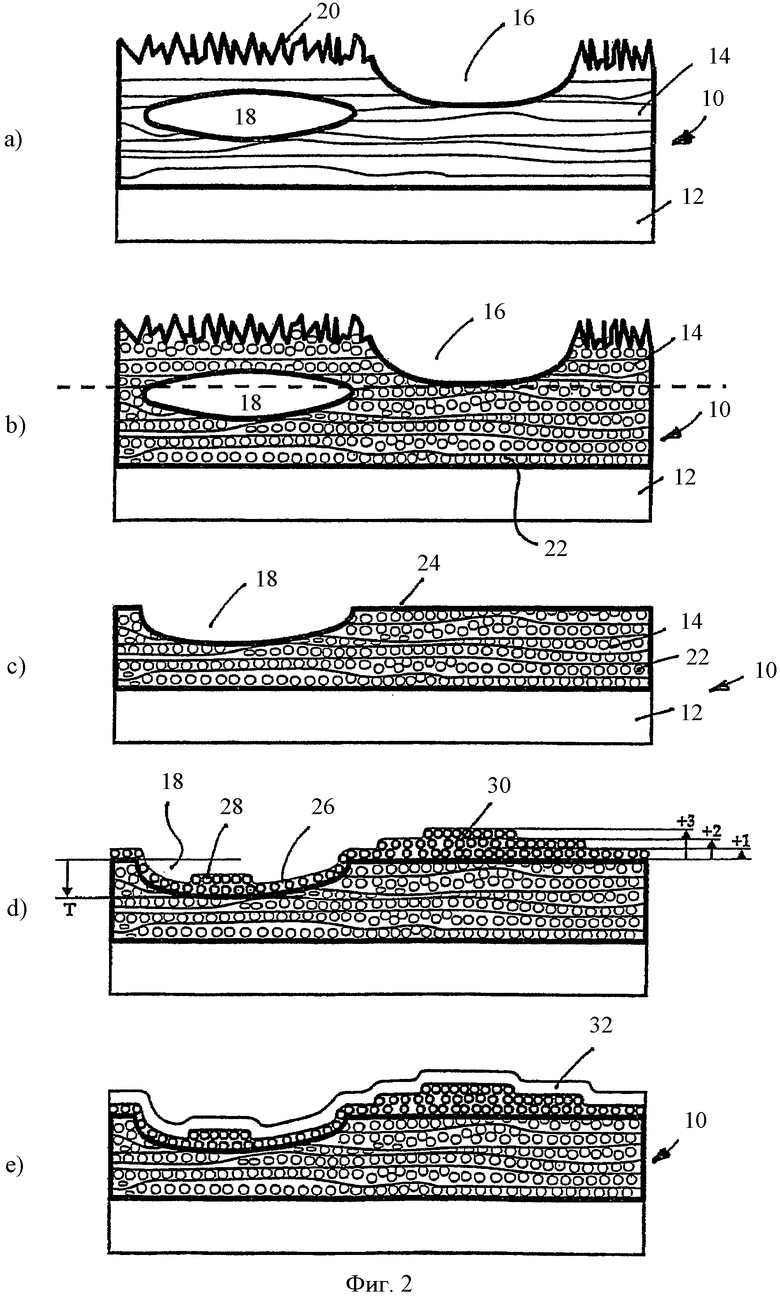
На фиг.2 схематично показана деталь в поперечном сечении на разных описанных выше этапах обработки.
Обозначенная позицией 10 деталь содержит основную часть 12, на которой располагается фанера 14 из деловой древесины.
На фиг.2а показана основная часть 12 в необработанном виде. Фанера 14 или деловая древесина разрезана в направлении, параллельном направлению волокон или свилеватости, при этом в деловой древесине канальцы располагаются как параллельно свилеватости, так и перпендикулярно ей. Перпендикулярные свилеватости канальцы проходят в радиальном направлении, например, ствола и служат для питания в радиальном направлении, например, ветвей. На фиг.2 можно видеть открытую пору 16, а также расположенную внутри фанеры 14 пору 18 или проходящий внутри нее канал, при этом обе поры располагаются собственно перпендикулярно свилеватости. Расположенные параллельно свилеватости поры или канальцы, естественно, невидимы в направлении реза.
Позицией 20 обозначены волокна, расположенные открыто на поверхности деловой древесины, образующие шероховатость этой поверхности.
На фиг.2b показана пропитанная рабочей жидкостью фанера 14, причем эта жидкость 22 отмечена в виде небольших кружков. Рабочую жидкость приготавливают такой, чтобы поры 16, 18, капилляры которых меньше мельчайших капилляров волокон самой древесины, оставались открытыми или свободными от рабочей жидкости.
Еще во влажном состоянии, предпочтительно после сушки, поверхность фанеры 14 тонко шлифуют и полностью очищают от остатков шлифования, глубина шлифования показана штриховой линией на фиг.2b. Согласно фиг.2с после чистового шлифования и очистки деталь 10 имеет ровную поверхность 24 за исключением открытой поры 18, при этом фанера 14 заполнена высохшими остатками рабочей жидкости, вследствие чего в ее поверхность не проникает или же проникает лишь в минимальных количествах другая жидкость.
Описанный выше этап увлажнения, проводимый между этапами тонкого шлифования, не является обязательным как во время предварительной обработки поверхности деловой древесины для печатания, так и во время предварительной обработки поверхности оригинала для сканирования в том случае, когда применяются современные шлифовальные автоматы.
Печатание на поверхности в показанном на фиг.2с состоянии проводится с применением струйного способа, причем, как показано на фиг.2d, создаются рабочие слои разной толщины, а именно один тонкий рабочий слой 26 со слабым окрашиванием, средний рабочий слой 28 со средним окрашиванием и толстый рабочий слой 30 с интенсивным окрашиванием или же тонкий рабочий слой 26 в том случае, когда требуется только одна из базовых красок при струйном способе печатания, средний рабочий слой 28 при использовании двух базовых красок, наносимых на одинаковые элементы поверхности, и толстый рабочий слой 30 при использовании трех базовых красок. Если применить четыре базовых краски, то образуется соответственно еще более толстый рабочий слой.
Предпочтительно, чтобы печатание на поверхности проводилось таким образом, чтобы максимальная толщина рабочего слоя была меньше максимальной глубины открытых пор, обозначенного на фиг.2d буквой Т. Благодаря этому на поверхности детали 10 при струйном печатании сохраняется объемность.
На фиг.2е показана деталь 10 согласно фиг.2d с дополнительным покровным слоем 32 после печатания на ней, который может также наноситься как струйным, так и другим способом и образует, например, твердое покрытие, защищающее дополнительно от воздействий ультрафиолетового света или химических факторов. Покровный слой 32, как показано на фиг.2е, может быть тонким, из-за этого он не влияет на объемность поверхности. Он может быть также настолько толстым, что перекроет объемность и будет ровным, что требуется для зеркальности поверхностей. Также такие поверхности создают при соответствующем рассмотрении объемный эффект.
После печатания на пробном образце М его поверхность регистрируют на технологической позиции регистрации N, например, подобно тому, как регистрируются данные о цветах целевого оригинала А заказчика на технологической позиции F регистрации, и сопоставляются в системе электронной обработки данных с данными о цветах целевого оригинала А заказчика. В случае расхождения запись данных для управления работой струйного печатного устройства L может быть соответственно преобразована и проведено печатание на новом образце. Если совпадение между внешним видом поверхности пробного образца, на котором выполнено печатание, и внешним видом целевого оригинала А заказчика является удовлетворительным, то для управления работой струйного печатного устройства L служит запись данных управления.
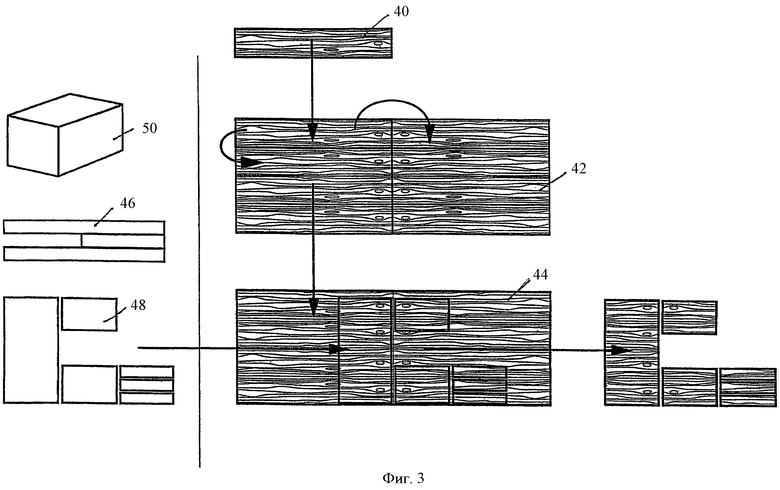
Записи данных В об образцах целевой древесины или же запись данных, применяемая для приготовления пробного образца М, часто оказываются пригодными для печатания только на заданной ограниченной поверхности. При печатании на больших поверхностях необходимо, чтобы на основе указанной записи данных создавалась такая запись данных, с помощью которой можно выполнить печатание на достаточно большой поверхности струйным способом. Ниже это поясняется с помощью фиг.3, на которой позицией 40 обозначена основная запись данных, которая пригодна для печатания на предусмотренной ею поверхности, в изображенном примере - на прямоугольнике. Основная запись данных представляет собой предпочтительно запись данных, содержащую по существу только данные о свилеватости целевой древесины. Для того чтобы с помощью основной записи 40 данных, которая относится к заданной ограниченной поверхности, можно было создать запись 42 данных для поверхности любой величины, образуют зеркальное отображение основной записи данных 40 и объединяют ее с зеркально отображенными основными записями данных таким образом, чтобы по краям обеспечивались непрерывные переходы свилеватости, в результате чего создается впечатление, что вся свилеватость согласно записи данных 42 образована одной единственной деревянной поверхностью.
В том случае, когда печатание должно проводиться на поверхностях, размер которых превышает поверхность печатания согласно записи 40 данных, то обработка цветов по основной записи данных проводится только после образования записи 42 данных для большой поверхности, так как в противном случае зеркально отображенными основными записями данных не будет гарантирована сплошность переходов по краям.
С помощью записи 42 данных для больших поверхностей и окончательной цветовой обработки печатание может проводиться на большой поверхности плиты 44, которая предварительно была обработана на технологической позиции D предварительной обработки. Из платы 44 с большой поверхностью могут быть изготовлены на технологической позиции N (фиг.1) отдельные детали, например, элементы 46 для паркетного пола, элементы 48 для передней стенки кухни и пр. Изготовление может проводиться непосредственно с учетом пожеланий заказчика. Готовые детали могут создать впечатление, что все они изготовлены из одного куска древесины, придающим им эстетически своеобразный, благородный и привлекательный внешний вид. Запись 42 данных для больших поверхностей пригодна также для печатания на поверхностях прямоугольного параллелепипеда 50 или прочих объемных деталей, при этом поверхности на разных сторонах непрерывно переходят одна в другую.
Способ изготовления детали с поверхностью в виде натуральной древесины, которую наносят печатанием струйным способом таким образом, чтобы ее внешний вид соответствовал внешнему виду оригинала со свилеватостью и пористостью, соответствующими заданной целевой древесной породе, а также с заданной окраской, включает в себя следующие этапы: изготовление оригинала, введение данных оригинала, относящихся к внешнему виду его поверхности, в систему электронной обработки данных. Кроме того, способ включает в себя изготовление детали с поверхностью из деловой древесины, пористость которой аналогична пористости заданной целевой древесной породы, и печатание на поверхности из деловой древесины струйным способом в соответствии с данными оригинала таким образом, чтобы, по меньшей мере, частично сохранялась создаваемая пористостью объемная структура поверхности из деловой древесины. Технический результат - повышение сходства полученной поверхности из деловой древесины с поверхностью древесины ценных пород. 2 н. и 13 з.п. ф-лы, 3 ил.
1. Способ изготовления детали с поверхностью в виде натуральной древесины, которую наносят печатанием с помощью струйного печатного устройства таким образом, чтобы ее внешний вид соответствовал внешнему виду оригинала со свилеватостью и пористостью, соответствующим заданной целевой древесной породе, а также с заданной окраской, в котором:
- устанавливают оригинал,
- вводят данные оригинала о внешнем виде его поверхности в систему электронной обработки данных,
- устанавливают детали с поверхностью из деловой древесины, пористость которой идентична пористости заданной целевой древесной породы,
- выполняют печать на поверхности из деловой древесины струйным способом в соответствии с данными оригинала таким образом, чтобы, по меньшей мере, частично сохранялась создаваемая пористостью объемная структура поверхности из деловой древесины.
2. Способ по п.1, в котором поверхность оригинала при первичной регистрации ее полутонов и средних тонов сканируют и вводят в систему электронной обработки данных, регистрируют показатели эталонного цветового тона поверхности оригинала и обрабатывают в системе электронной обработки данных вместе со сканированными данными для получения данных для управления струйным печатанием.
3. Способ по п.1, в котором устанавливают образец с поверхностью из заданной целевой древесной породы, сканируют поверхность образца из целевой древесины при первичной регистрации ее полутонов и средних тонов и вводят в систему электронной обработки данных для создания записи данных об образцах целевой древесины, регистрируют показатели эталонного цветового тона поверхности оригинала и обрабатывают вместе со сканированными данными в системе электронной обработки данных для получения данных для управления струйным печатанием.
4. Способ по п.3, в котором поверхность образца из целевой древесины тонко шлифуют перед сканированием и после тонкой шлифовки удаляют остатки от шлифования таким образом, чтобы сохранялась открытой объемная структура поверхности целевой древесины.
5. Способ по любому из пп.1-4, в котором с помощью основной записи данных для печатания на поверхности заданной величины выполняют запись данных для печатания на еще большей поверхности за счет поворота и/или зеркального отображения основной записи данных и последовательного расположения повернутых и/или зеркально отображенных основных записей данных.
6. Способ по любому из пп.1-4, в котором регистрируют показатели эталонного цветового тона образца с напечатанной на нем поверхностью из деловой древесины, сравнивают их с показателями эталонного цветового тона поверхности оригинала и корректируют используемые для управления печатанием данные в случае отклонения показателей эталонного цветового тона.
7. Способ по любому из пп.1-4, в котором поверхностью из деловой древесины является поверхность ножевой или лущеной фанеры.
8. Способ по любому из пп.1-4, в котором поверхность из деловой древесины имеет основной цветовой оттенок, который не темнее основного цветового оттенка заданной древесины ценной породы.
9. Способ по любому из пп.1-4, в котором на поверхность из деловой древесины рабочую жидкость наносят перед печатанием таким образом, чтобы сохранялась ее объемная структура поверхности.
10. Способ по п.9, в котором рабочая жидкость придает деловой древесине, по меньшей мере, одно из следующих свойств: повышенную способность выдерживать сжимающие нагрузки, стойкость против биотических факторов, стойкость против химических факторов, стойкость к ультрафиолетовому облучению, пониженную гигроскопичность, уменьшение усадки, повышение упругости, светлость поверхности.
11. Способ по п.10, в котором поверхность из деловой древесины сушат перед и после нанесение на нее рабочей жидкости.
12. Способ по п.10 или 11, в котором поверхность из деловой древесины подвергают щеточной или пескоструйной обработке перед нанесением на нее рабочей жидкости.
13. Способ по любому из пп.1-4, в котором поверхность из деловой древесины тонко шлифуют перед печатанием на ней и удаляют остатки шлифования, в результате чего сохраняется открытой объемная структура поверхности.
14. Способ по п.4, в котором тонкое шлифование выполняют в несколько приемов, при этом между приемами шлифования производят увлажнение поверхности.
15. Деталь с поверхностью в виде натуральной древесины, которую наносят печатанием струйным способом таким образом, чтобы ее свилеватость соответствовала заданной древесной породе, а ее окраска соответствовала заданной окраске, получаемой способом по любому из пп.1-14.
| DE 102004051828 А1, 30.06.2005 | |||
| DE 10031030 А1, 17.01.2002 | |||
| СПОСОБ ПРОИЗВОДСТВА ПОВЕРХНОСТНЫХ ЭЛЕМЕНТОВ | 2000 |
|
RU2255189C2 |

