Изобретение относится к охлаждению форм стеклодувной станции стеклоформующей секционной машины.
Уровень техники
В производстве стеклянной тары в секционной машине формируют стекло, каплю стекломассы вводят в черновую форму, содержащую два элемента формы, установленные на механизме смыкания и размыкания формы (черновая станция машины). Стекло в полости формы можно сформировать в черновую форму плунжером, перемещающимся внутрь полости формы (нижняя часть стекла принудительно вводится в кольцо горловины формы, при этом формируя венчик готовой бутылки). Плунжер затем отводят, и черновая форма, удерживаемая за венчик бутылки, транспортируется из черновой станции в станцию для выдувания, где ее выдувают в требуемую форму в полости формы для выдувания.
Черновую форму и форму для выдувания необходимо охлаждать, и это обычно выполняют за счет того, что элементы формы обеспечивают охлаждающими каналами, проходящими вертикально по ним от нижнего торца к верхнему торцу элемента формы - согласно документу ЕР 102820, и подают охлаждающий воздух (либо сверху, либо снизу) в эти каналы из сборного ресивера, когда формы закрыты. Этот способ охлаждения формы имеет несколько преимуществ, одно из которых заключается в возможности вычисления охлаждающего действия при данном давлении воздуха и при данных размерах охлаждающих каналов.
Вместо подачи охлаждающего воздуха вверх или вниз этих охлаждающих отверстий описание патента ЕР 0576745 предусматривает систему подачи охлаждающего воздуха в эти охлаждающие отверстия между верхом и низом отверстий, чтобы охлаждающий воздух шел вверх и вниз по этим отверстиям из этого впускного отверстия.
Сущность изобретения
Цель изобретения заключается в обеспечении усовершенствованного охлаждения формы для выдувания в стеклоформующей машине.
Согласно изобретению предложена секционная машина для изготовления стеклянных бутылок, содержащая станцию для выдувания, включающую в себя форму для выдувания, имеющую пару противоположных половин формы, каждая из которых имеет поверхность зацепления, наружную поверхность, верхнюю и нижнюю поверхности; при этом упомянутые половины формы выполнены с возможностью их перемещения в течение цикла работы машины между сомкнутым положением, в котором поверхности зацепления осуществляют зацепление для обеспечения полости формы, в которой черновую форму можно выдуть в виде бутылки, и разомкнутым положением; вертикальную совокупность охлаждающих каналов в каждой из упомянутых половин формы; при этом упомянутые охлаждающие каналы имеют верхний конец на верхней поверхности формы и нижний конец на нижней поверхности форм; углубление или канал, сформированный на наружной поверхности каждой из упомянутых половин формы; при этом упомянутое углубление или канал сообщается с упомянутой вертикальной совокупностью охлаждающих каналов, образованных посередине между упомянутыми верхним концом и нижним концом охлаждающих каналов; средство для направления охлаждающего воздуха в заданный конец упомянутой совокупности охлаждающих каналов, когда половины формы находятся в сомкнутом положении; и средство для направления охлаждающего воздуха в упомянутое углубление или канал, когда форма расположена в местоположении между положением сомкнутой формы и положением разомкнутой формы.
Предпочтительно упомянутое промежуточное местоположение находится приблизительно посередине между верхней и нижней поверхностями.
Предпочтительно средство направления охлаждающего воздуха в упомянутое углубление или канал половины формы содержит рычаг формы, на котором установлена одна из половин формы; причем рычаг формы выполнен с возможностью перемещения между разомкнутым и сомкнутым положениями формы; рычаг формы включает в себя воздушную камеру, имеющую выпускное средство, сообщающееся с упомянутым углублением или каналом на установленной на нем половине формы; средство подачи воздуха, включающее в себя регулируемый клапан, для направления воздуха в упомянутую воздушную камеру; и управляющее средство, под управлением которого работает упомянутый регулируемый клапан.
Предпочтительно упомянутое углубление является сплошным горизонтально расположенным углублением в круговой поверхности половины формы, включающим в себя около половины ширины каждого канала в вертикальной совокупности каналов.
Предпочтительно упомянутое углубление или канал содержит отверстие, сообщающееся с каждым каналом из числа упомянутой группы каналов охлаждения.
Также предложена система для охлаждения формы для выдувания в секционной машине для изготовления стеклянных бутылок, при этом форма для выдувания содержит две половины формы, а машина для изготовления бутылок содержит механизм манипулирования формой для выдувания, при этом система содержит вертикальную совокупность охлаждающих каналов в каждой из упомянутых половин формы; при этом упомянутые охлаждающие каналы имеют верхний конец на верхней поверхности каждой половины формы и нижний конец на нижней поверхности каждой половины формы, при этом каждая половина формы определяет углубление или канал, сообщающийся по текучей среде с по меньшей одним из вертикальных охлаждающих каналов в местоположении между верхним концом и нижним концом охлаждающих каналов; воздушную камеру, соединенную с упомянутым углублением или каналом с возможностью выборочной подачи воздуха в охлаждающие каналы, средство для направления воздуха в заданный конец упомянутой совокупности охлаждающих каналов, и источник подачи воздуха, соединенный с воздушной камерой.
Предпочтительно в системе упомянутое углубление проходит горизонтально в круговой поверхности половины формы и глубина которой доходит до около половины ширины по меньшей мере пятидесяти процентов совокупности охлаждающих каналов.
Предпочтительно в системе углубление проходит от внешней поверхности половины формы к по меньшей мере одному из охлаждающих каналов в горизонтальной плоскости по отношению к охлаждающим каналам.
Предпочтительно в системе углубление проходит от внешней поверхности половины формы к по меньшей мере одному из охлаждающих каналов в наклонной плоскости по отношению к охлаждающим каналам.
Предпочтительно система также содержит еще одну совокупность охлаждающих каналов, образованных в половине формы между углублением формы и другой совокупностью вертикальных охлаждающих каналов.
Предпочтительно система также содержит управляющий цилиндр, соединенный с источником подачи воздуха и воздушной камерой каждой из половин формы.
Предпочтительно система также содержит пластину основания, соединенную с каждой из половин формы, при этом в пластине основания образовано множество выпускных отверстий, сообщающихся по текучей среде с вертикальной совокупностью охлаждающих каналов в каждой из половин формы, причем пластина основания соединена с третьим управляющим цилиндром и источником подачи воздуха.
Предпочтительно в системе два управляющих цилиндра соединены с двумя половинами формы, и третий управляющий цилиндр соединен со средством управления синхронизацией секционной машины, которое включает и выключает каждый из этих цилиндров.
Прочие цели и преимущества изобретения станут очевидными из приводимого ниже описания и прилагаемых чертежей, которые иллюстрируют предпочтительное в настоящее время осуществление, включающее в себя принципы изобретения.
Краткое описание чертежей
На прилагаемых чертежах:
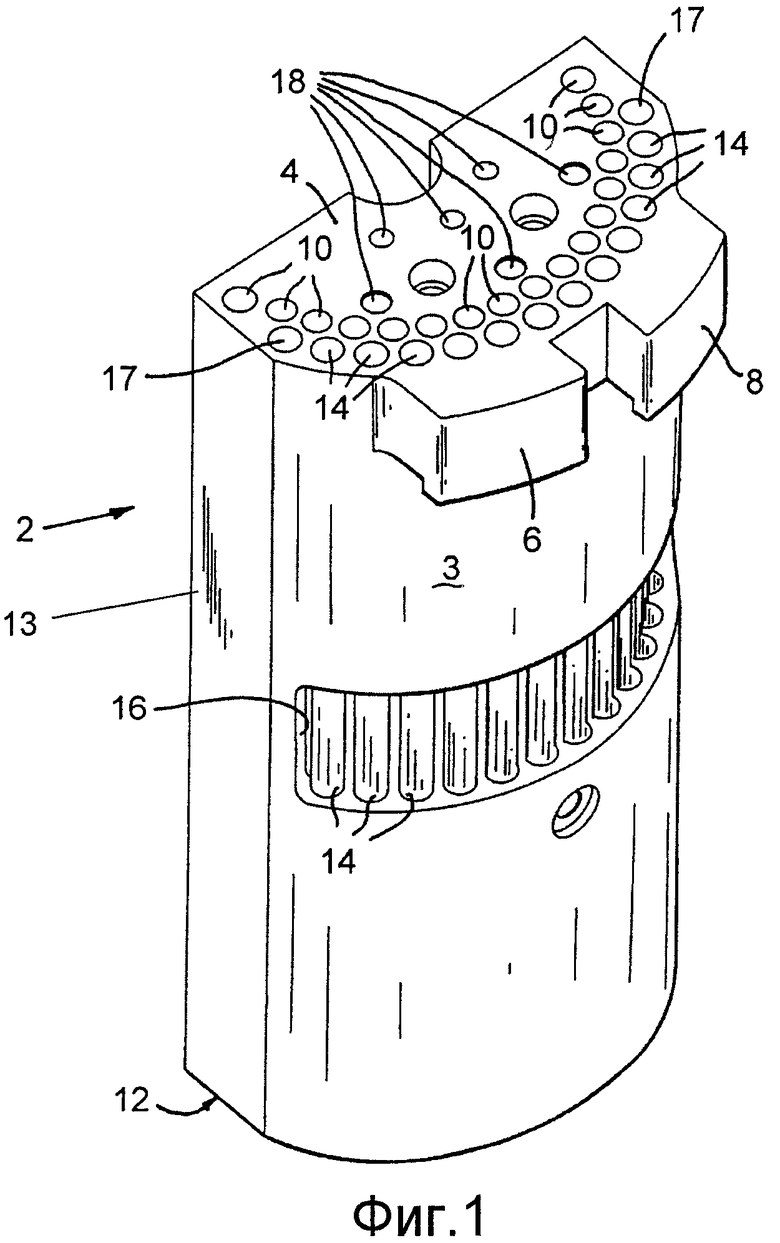
Фиг.1 - элемент формы для выдувания, используемой в секционной машине, осуществляющей изобретение;
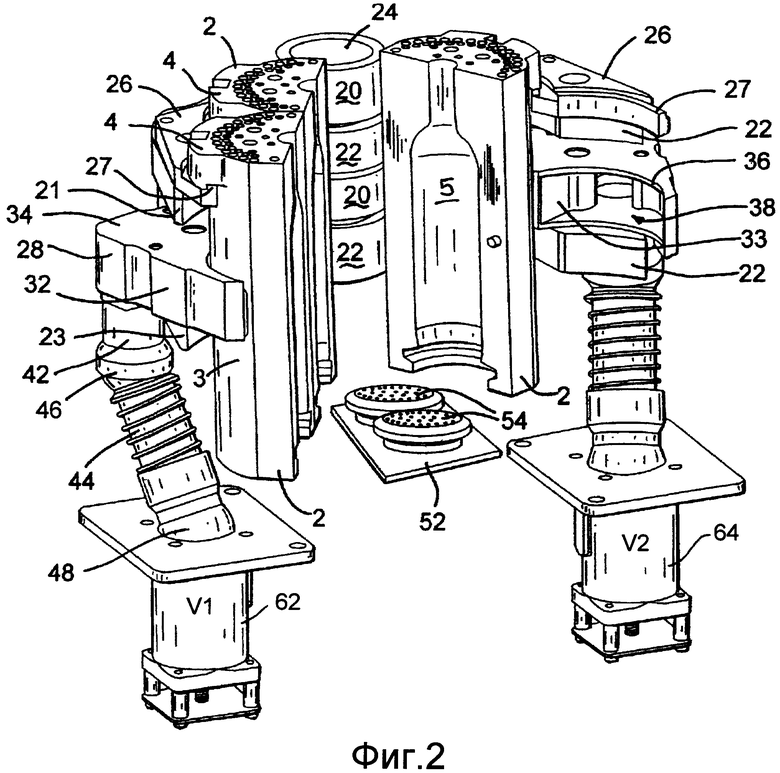
Фиг.2 - схематическое изображение, в перспективе, механизма формы;
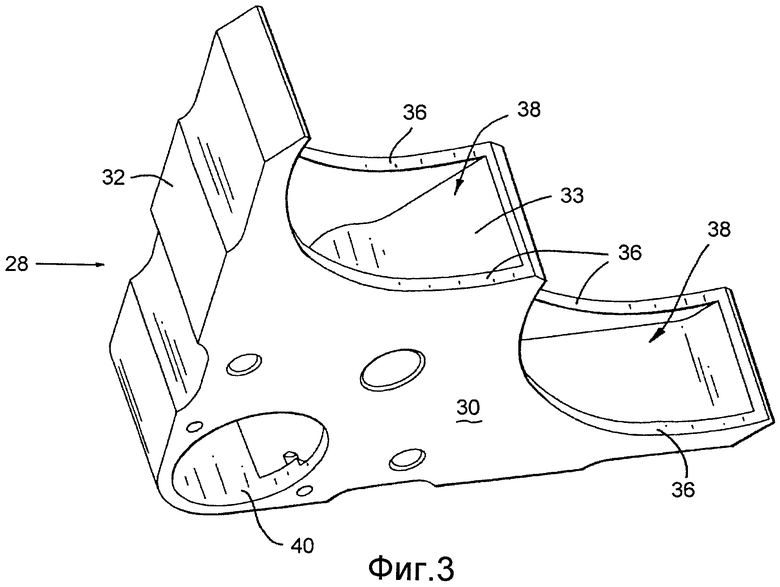
Фиг.3 - вид снизу камеры охлаждающего воздуха;
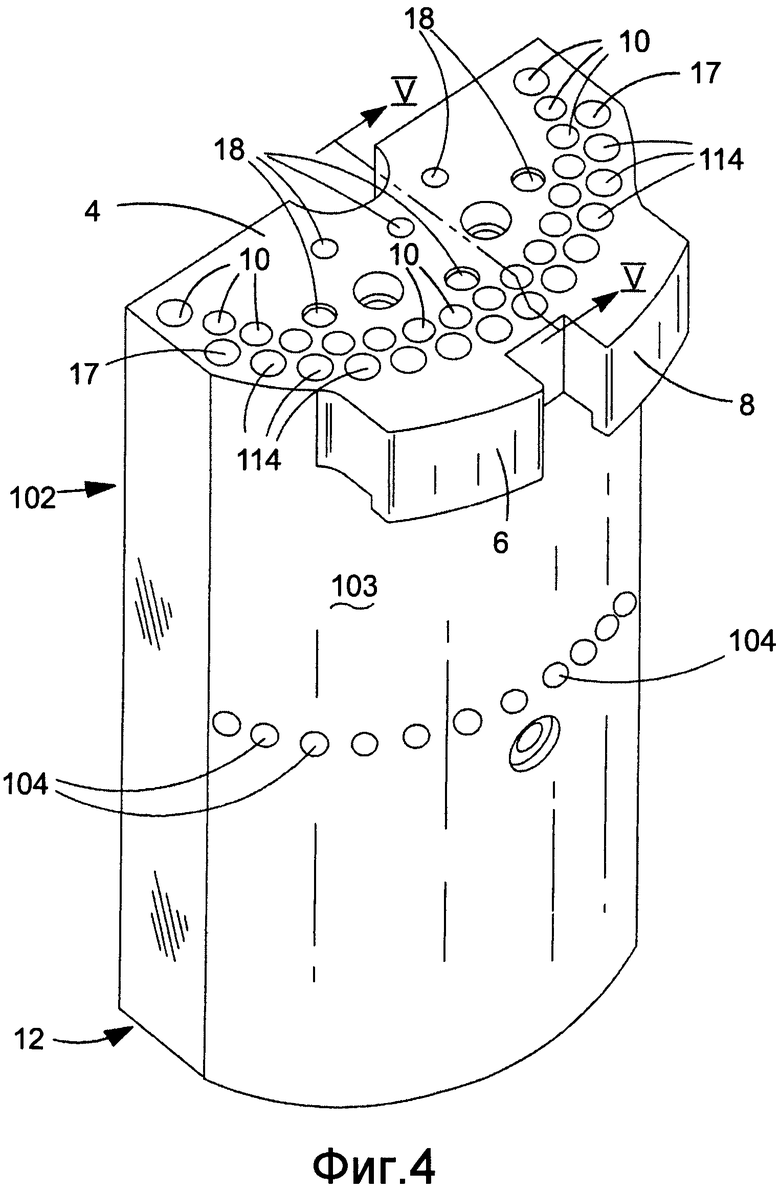
Фиг.4 - вид, соответствующий Фиг.1, альтернативного элемента формы, осуществляющего изобретение;
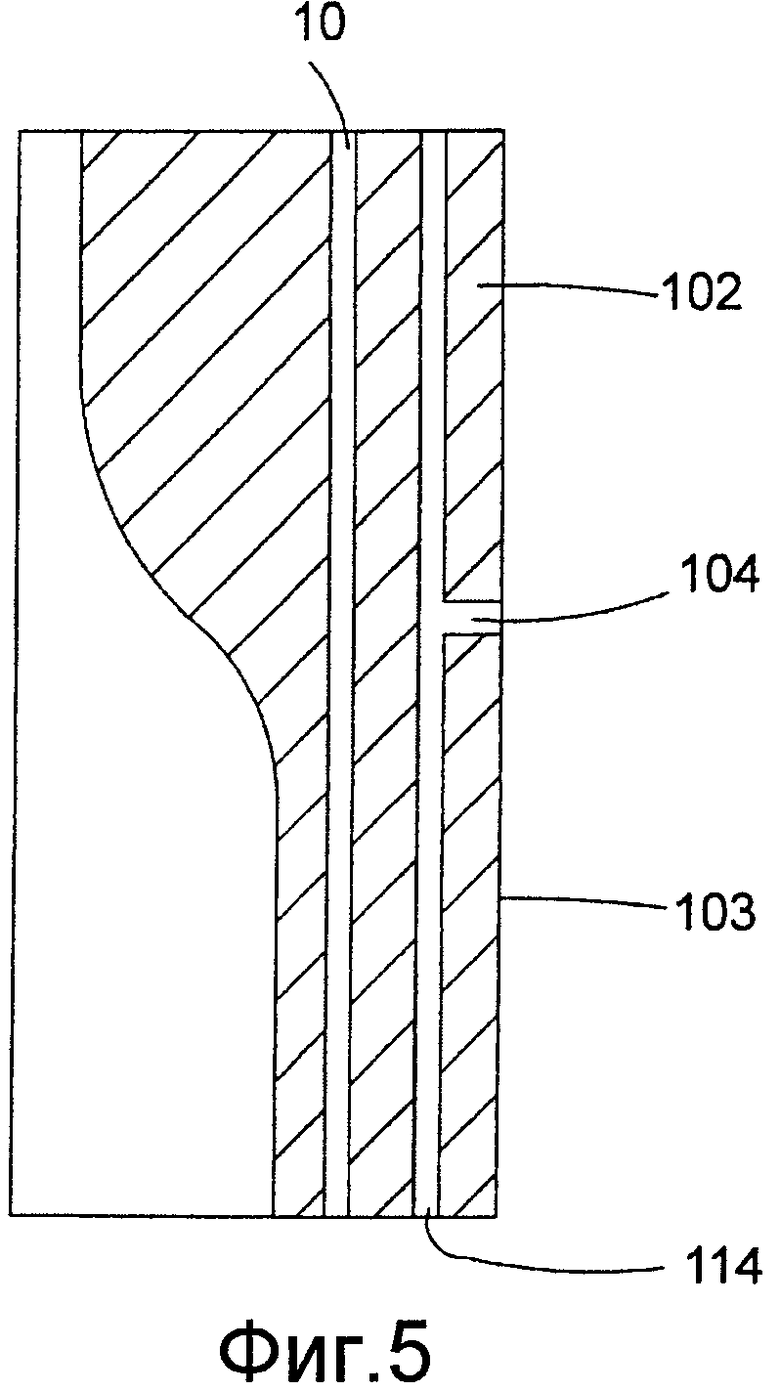
Фиг.5 - поперечное сечение по линии V-V, показываемой на Фиг.4;
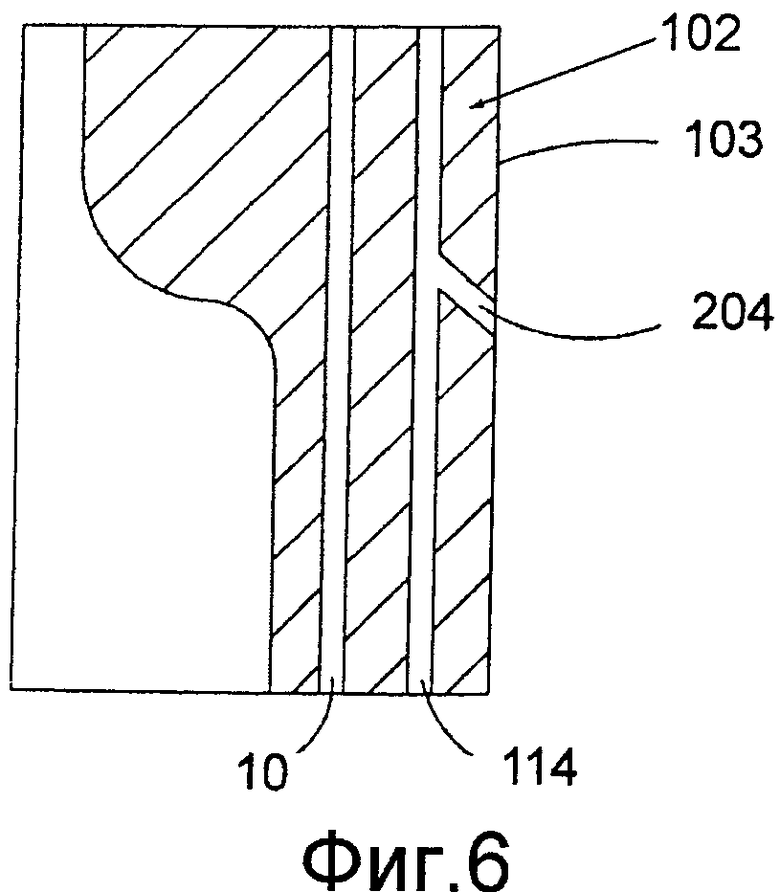
Фиг.6 - поперечное сечение, соответствующее Фиг.5, модифицированного альтернативного элемента формы; и
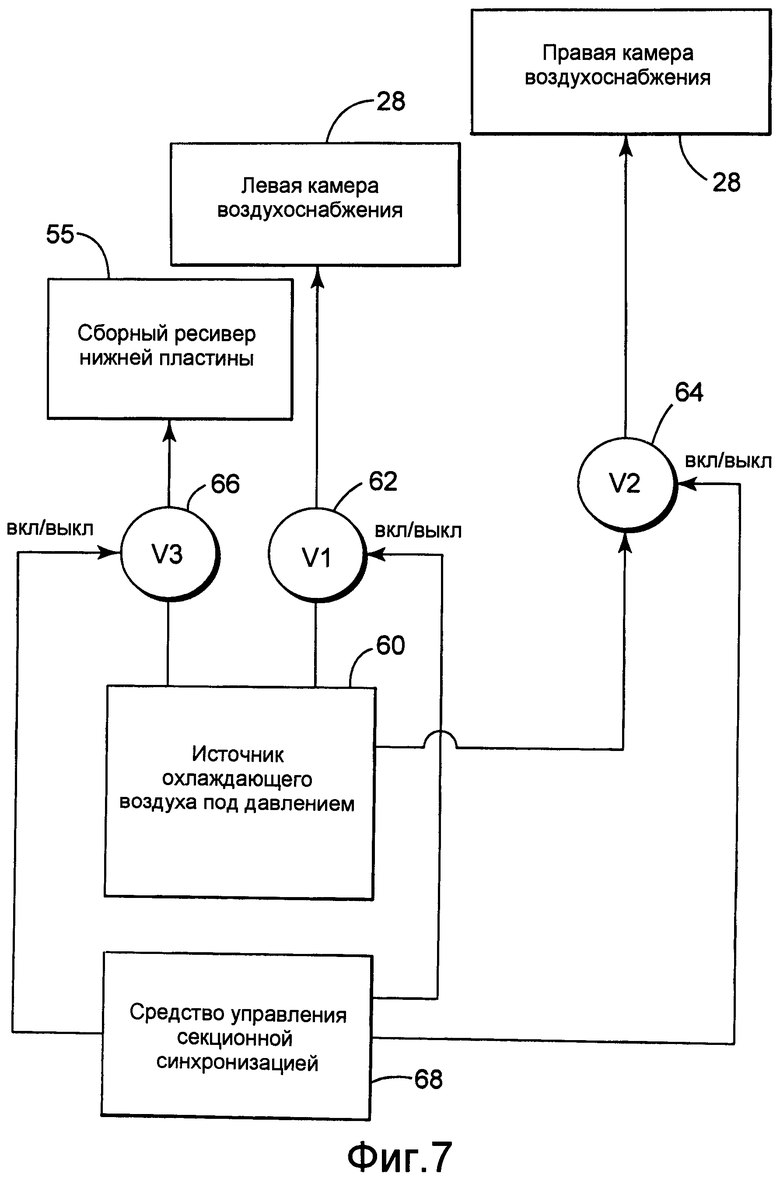
Фиг.7 - система управления системы охлаждения.
Подробное описание предпочтительного осуществления
Секционная машина формирует каплю расплавленного стекла в виде черновой формы в черновой станции и вводит сформированную черновую форму в станцию для выдувания, в которой она будет заключена (с венчика бутылки вниз) двумя противоположными половинами 2 (Фиг.2) формы для выдувания; и низ 54 формы (Фиг.2) захватывается сомкнутыми половинами формы. Каждый элемент 2 формы по существу полуцилиндрический и имеет по существу цилиндрическую наружную поверхность 3, углубление 5 (Фиг.2) формы и верхнюю поверхность 4, в прилегании к которой выполнены два выступающих прилива 6, 8, на них может опираться элемент формы в механизме формы. Элемент 2 формы имеет первую, внутреннюю, по существу круговую совокупность прямых охлаждающих каналов 10, которые проходят вертикально через элемент формы от ее верхней поверхности 4 к ее плоской нижней поверхности 12. Элемент формы также имеет вторую, внешнюю, круговую совокупность прямых охлаждающих каналов 14, проходящих вертикально через элемент формы, вблизи наружной цилиндрической поверхности формы, от ее верхнего торца 4 к ее нижнему торцу 12. Элемент формы также содержит, если это желательно для необходимого охлаждения, дополнительные охлаждающие каналы, например каналы 17, которые могут представлять собой продолжения второй совокупности, расположенные вблизи конца круговой наружной поверхности в области плоских сторон 13 формы. Каналы 18, находящиеся внутри первой совокупности, создают разрежение для формы, при необходимости. В наружной поверхности 3, приблизительно посередине представляющей собой цилиндрическую поверхность части, выполнено углубление 16, которое проходит горизонтально вокруг цилиндрической части элемента 2 формы, и глубина которого доходит до половины ширины каждого канала 14 второй совокупности и поэтому выходит непосредственно в каналы 14.
Фиг.2 показывает механизм формы в станции выдувания двойной стеклоформующей машины для изготовления стеклянных бутылок из капли стекломассы. Механизм формы содержит пару рычагов 20, 22, установленных на вертикальном вале 24, прикрепленном на столе машины (не показано). Эти рычаги выполнены с возможностью перемещения между разомкнутым положением согласно Фиг.2 и замкнутым положением при помощи хорошо известного механизма (не показан). Рычаг 20 формы описывается ниже подробно, и конструкция рычага 22 по существу аналогична конструкции рычага 20. Рычаг 20 формы имеет верхнее продолжение 21 и нижнее продолжение 23. На верхнем продолжении 21 установлен подвесной элемент 26 с двумя опорными гребнями 27 формы, на которые опираются два элемента 2 формы за счет зацепления выступающих приливов 6, 8 над гребнями 27. Под подвесным элементом 26 на нижнем продолжении 23 рычага 20 находится камера 28 воздухоснабжения. Эта камера 28 (Фиг.3) сформирована основной стенкой 30, v-образной боковой стенкой 32, упрочняющей внутренней стенкой 33 и верхней стенкой 34. Та часть камеры 28, которая обращена к элементам 2 формы, имеет искривленные поверхности 36, ограничиваемые отверстиями 38 и вкруговую зацепляющие наружные поверхности 3 двух элементов формы вокруг границ углублений 16. В основной стенке 30 сформировано отверстие 40, соединяемое трубками 42 и 44 и вертлюжными соединениями 46 и 48 с регулирующим цилиндром V1, V2, подающим охлаждающий воздух под давлением. Цилиндры V1, V2 прикреплены к столу машины (не показано). Цилиндры V1, V2 направляют охлаждающий воздух в камеры 28 на обеих сторонах машины.
Нижняя пластина 52 прикреплена к столу машины и содержит упорядоченно расположенные обращенные вверх выпускные отверстия 54, которые соответствуют таким же упорядоченно расположенным нижним концам охлаждающих каналов 10, 14, 17 и 18 элементов формы, когда элементы формы находятся в своем сомкнутом положении. Воздух поступает в выпускные отверстия 54 с одинаковым давлением из сборного ресивера 55 (Фиг.7) нижней пластины, расположенного под пластиной 52.
Согласно Фиг.7 источник 60 охлаждающего воздуха под давлением можно обеспечивать для нижней пластины(ам) 54 по третьему регулирующему клапану V3/66 в левую камеру/28 воздухоснабжения по первому регулирующему клапану V1/62, и в правую камеру/28 воздухоснабжения по второму регулирующему клапану V2/64. Средство 68 управления секционной синхронизацией включает и выключает каждый из этих клапанов в течение каждого цикла.
Когда машина согласно изобретению работает, то началом цикла можно считать разомкнутое положение элементов формы согласно Фиг.2. На этом этапе регулирующие цилиндры V1, V2 предпочтительно будут направлять охлаждающий воздух в камеры 28, и оттуда - в углубления 16 четырех элементов формы. Когда охлаждающий воздух входит в углубление 16 элемента формы, он может проходить либо вверх по верхним частям охлаждающих каналов 14, либо вниз по нижним частям охлаждающих каналов 14. Когда элементы 2 формы сомкнуты вокруг черновой формы, то подачу воздуха в камеры 28 можно прекратить, и можно включить третий регулирующий клапан V3, чтобы направить охлаждающий воздух в апертуры 54 в пластине 52 для его прохождения по охлаждающим каналам 10, 14 и 17 элементов формы. Когда элементы формы находятся в разомкнутом положении, то эта подача воздуха ко всем охлаждающим каналам будет выключена, и воздух снова можно будет направить в камеры 28, и оттуда - в углубления 16 и в охлаждающие каналы 14.
Обнаружено, что наличие углубления 16, прерывающего охлаждающие каналы 14, не нарушает обычное расчетное охлаждение системы, охлаждаемой в осевом направлении. Дополнительное охлаждение, обеспечиваемое камерами 28, предусматривается до значения около 300 градусов в цикле. Влияние дополнительного охлаждения на вертикальный профиль температур в элементах формы можно при необходимости регулировать точным местоположением по высоте углубления 16 в элементе формы.
Поясняемое техническое решение обеспечивает возможность очень гибкого регулирования охлаждения элементов 2 формы для выдувания. Когда осевое охлаждение из выпускных отверстий 54 осуществляют при замкнутой форме, то воздух при необходимости можно направлять в углубления 16 элементов 2 формы непрерывно в течение всего цикла работы данной секции.
При необходимости охлаждение формы можно модифицировать путем блокировки определенных воздушных каналов. Например, если вертикальный профиль температур формы таков, что низ формы горячее верха, то охлаждение можно усилить путем блокирования некоторых каналов 14, проходящих вверх из углубления 16, при этом не затрагивая часть каналов, проходящих вниз из углубления 16. Таким образом, из углубления 16 вверх будет поступать большее количество воздуха.
Фиг.4 и 5 показывают альтернативный элемент 102 формы, который можно применить в показываемом на Фиг.2 механизме формы вместо элементов 2 формы. Разумеется, некоторые части элемента 102 формы указаны теми же ссылочными обозначениями, что и элемент 2 формы согласно Фиг.1 с идентичными деталями. Элемент 102 формы отличается от элемента 2 формы тем, что вместо углубления 16 элемент 102 формы имеет по существу радиальные каналы 104, которые проходят от наружной поверхности 103 элемента формы к продольно проходящим охлаждающим каналам 114, соответствующим каналам 14 согласно Фиг.1. Эти каналы служат дополнительным средством введения воздуха в заданные охлаждающие каналы 114 во внешней совокупности охлаждающих каналов между концами этих охлаждающих каналов. Фиг.5 показывает поперечное сечение элемента 102 формы: каналы 104 находятся в плоскости и все они расположены под прямыми углами к охлаждающим каналам 114.
Фиг.6 показывает еще одну модификацию альтернативного элемента формы, представленного на Фиг.4 и 5. В этой модификации охлаждающие каналы 204 проходят от наружной поверхности 103 элемента 103 формы к продольно проходящим охлаждающим каналам 114, но каналы 204 расположены не в плоскости, как каналы 104, а под наклоном к осям охлаждающих каналов.
Конструкция элементов 102 формы обеспечивает возможность гибкого регулирования охлаждения элементов формы выдувания. Согласно описанию со ссылкой на Фиг.1-3 обеспечены не только возможности изменения времени цикла работы машины, для которого обеспечивается дополнительный охлаждающий воздух, но также и изменение угла расположения и позиционирование каналов 104 или 204 позволяют локализировать охлаждение элемента формы, в результате чего, например, во время работы уменьшается число участков местного перегрева в элементе формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЕКЦИОННАЯ СТЕКЛОФОРМОВОЧНАЯ МАШИНА | 2007 |
|
RU2434816C2 |
| СПОСОБ И МАШИНА ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2307077C2 |
| СЕКЦИОННАЯ СТЕКЛОФОРМОВОЧНАЯ МАШИНА | 2002 |
|
RU2294900C2 |
| ИЗВЛЕКАЮЩИЙ МЕХАНИЗМ ДЛЯ ЗАХВАТА ОТФОРМОВАННОЙ БУТЫЛКИ | 2002 |
|
RU2293714C2 |
| ИЗВЛЕКАЮЩИЙ КОНВЕЙЕРНЫЙ УЗЕЛ ДЛЯ УДАЛЕНИЯ ОТФОРМОВАННЫХ БУТЫЛОК ИЗ СТЕКЛОФОРМОВОЧНОЙ МАШИНЫ | 2002 |
|
RU2291120C2 |
| СЕКЦИОННАЯ СТЕКЛОФОРМОВОЧНАЯ МАШИНА | 2002 |
|
RU2291119C2 |
| УЗЕЛ ДУТЬЕВОГО ФОРМОВАНИЯ | 2002 |
|
RU2295504C2 |
| УЗЕЛ ДУТЬЕВОГО ФОРМОВАНИЯ И СПОСОБ ВЫДУВАНИЯ БУТЫЛКИ ИЗ СТЕКЛЯННОЙ ЗАГОТОВКИ | 2002 |
|
RU2295505C2 |
| ИЗВЛЕКАЮЩИЙ МЕХАНИЗМ ДЛЯ ЗАХВАТА ОТФОРМОВАННОЙ БУТЫЛКИ | 2002 |
|
RU2291121C2 |
| ПЕРЕДАЮЩИЙ УЗЕЛ СЕКЦИОННОЙ СТЕКЛОФОРМОВОЧНОЙ МАШИНЫ | 2002 |
|
RU2291843C2 |
Изобретение относится к охлаждению форм стеклоформующей секционной машины. Техническим результатом изобретения является усовершенствование охлаждения формы для выдувания. Секционная машина для изготовления стеклянных бутылок содержит дополнительно углубление или канал, сформированный на наружной поверхности каждой из половин формы. Упомянутое углубление или канал сообщается с вертикальной совокупностью охлаждающих каналов, образованных посередине между верхним концом и нижним концом охлаждающих каналов. Секционная машина содержит также средство для направления охлаждающего воздуха в заданный конец совокупности охлаждающих каналов, когда половины формы находятся в сомкнутом положении; и средство для направления охлаждающего воздуха в упомянутое углубление или канал, когда форма расположена в местоположении между положением сомкнутой формы и положением разомкнутой формы. Изобретение обеспечивает возможность гибкого регулирования охлаждения элементов формы для выдувания. 2 н. и 11 з.п. ф-лы, 7 ил.
1. Секционная машина для изготовления стеклянных бутылок, содержащая станцию для выдувания, включающую в себя форму для выдувания, имеющую пару противоположных половин формы, каждая из которых имеет поверхность зацепления, наружную поверхность и верхнюю и нижнюю поверхности;
при этом упомянутые половины формы выполнены с возможностью их перемещения в течение цикла работы машины между сомкнутым положением, в котором поверхности зацепления осуществляют зацепление для обеспечения полости формы, в которой черновую форму можно выдуть в виде бутылки, и разомкнутым положением;
вертикальную совокупность охлаждающих каналов в каждой из упомянутых половин формы; при этом упомянутые охлаждающие каналы имеют верхний конец на верхней поверхности формы и нижний конец на нижней поверхности форм;
углубление или канал, сформированный на наружной поверхности каждой из упомянутых половин формы; при этом упомянутое углубление или канал сообщается с упомянутой вертикальной совокупностью охлаждающих каналов, образованных посередине между упомянутыми верхним концом и нижним концом охлаждающих каналов,
средство для направления охлаждающего воздуха в заданный конец упомянутой совокупности охлаждающих каналов, когда упомянутые половины формы находятся в сомкнутом положении; и
средство для направления охлаждающего воздуха в упомянутое углубление или канал, когда форма расположена в местоположении между положением сомкнутой формы и положением разомкнутой формы.
2. Секционная машина по п.1, в которой упомянутое промежуточное местоположение находится приблизительно посередине между верхней и нижней поверхностями.
3. Секционная машина по п.1, в которой средство направления охлаждающего воздуха в упомянутое углубление или канал половины формы содержит:
рычаг формы, на котором установлена одна из половин формы;
причем рычаг формы выполнен с возможностью перемещения между разомкнутым и сомкнутым положениями формы;
рычаг формы включает в себя воздушную камеру, имеющую выпускное средство, сообщающееся с упомянутым углублением или каналом на установленной на нем половине формы;
средство подачи воздуха, включающее в себя регулируемый клапан для направления воздуха в упомянутую воздушную камеру; и
управляющее средство, под управлением которого работает упомянутый регулируемый клапан.
4. Секционная машина по п.1, в которой упомянутое углубление является сплошным горизонтально расположенным углублением в круговой поверхности половины формы, включающим в себя около половины ширины каждого канала в вертикальной совокупности каналов.
5. Секционная машина по п.1, в которой упомянутое углубление или канал содержит отверстие, сообщающееся с каждым каналом из числа упомянутой группы каналов охлаждения.
6. Система для охлаждения формы для выдувания в секционной машине для изготовления стеклянных бутылок, при этом форма для выдувания содержит две половины формы, а машина для изготовления бутылок содержит механизм манипулирования формой для выдувания, при этом система содержит вертикальную совокупность охлаждающих каналов в каждой из упомянутых половин формы; при этом упомянутые охлаждающие каналы имеют верхний конец на верхней поверхности каждой половины формы и нижний конец на нижней поверхности каждой половины формы, при этом каждая половина формы определяет углубление или канал, сообщающийся по текучей среде с по меньшей одним из вертикальных охлаждающих каналов в местоположении между верхним концом и нижним концом охлаждающих каналов; воздушную камеру, соединенную с упомянутым углублением или каналом с возможностью выборочной подачи воздуха в охлаждающие каналы, средство для направления воздуха в заданный конец упомянутой совокупности охлаждающих каналов и источник подачи воздуха, соединенный с воздушной камерой.
7. Система по п.6, в которой упомянутое углубление проходит горизонтально в круговой поверхности половины формы, и глубина которой доходит до около половины ширины по меньшей мере пятидесяти процентов совокупности охлаждающих каналов.
8. Система по п.6, в которой углубление или канал проходит от внешней поверхности половины формы к по меньшей мере одному из охлаждающих каналов в горизонтальной плоскости по отношению к охлаждающим каналам.
9. Система по п.6, в которой углубление или канал проходит от внешней поверхности половины формы к по меньшей мере одному из охлаждающих каналов в наклонной плоскости по отношению к охлаждающим каналам.
10. Система по п.6, содержащая еще одну совокупность охлаждающих каналов, образованных в половине формы между углублением формы и другой совокупностью вертикальных охлаждающих каналов.
11. Система по п.6, содержащая управляющий цилиндр, соединенный с источником подачи воздуха и воздушной камерой каждой из половин формы.
12. Система по п.6, содержащая пластину основания, соединенную с каждой из половин формы, при этом в пластине основания образовано множество выпускных отверстий, сообщающихся по текучей среде с вертикальной совокупностью охлаждающих каналов в каждой из половин формы, при этом пластина основания соединена с третьим управляющим цилиндром и источником подачи воздуха.
13. Система по п.12, в которой два управляющих цилиндра, соединенных с двумя половинами формы, и третий управляющий цилиндр соединены со средством управления синхронизацией секционной машины, которое включает и выключает каждый из этих цилиндров.
| WO 9739989 A1, 30.10.1997 | |||
| EP 0576745 A1, 05.01.1994 | |||
| Веретено двойного кручения | 1947 |
|
SU102820A1 |
| Устройство для охлаждения форм стеклоформующих машин | 1988 |
|
SU1546440A1 |
| ЖИДКОСТНОЕ ОХЛАЖДЕНИЕ ФОРМ ДЛЯ СТЕКЛЯННОЙ ТАРЫ | 2001 |
|
RU2266873C2 |

