Настоящее изобретение относится к секционным стеклоформовочным машинам для изготовления стеклянных бутылок из капель стекломассы.
ОБЛАСТЬ ТЕХНИКИ
В секционной стеклоформовочной машине каплю стекломассы подают в черновую форму, где образуется заготовка. Отформованная заготовка содержит «венчик», т.е. часть горлышка изготавливаемой бутылки, снабженную резьбой и т.п., который располагается внизу вертикально стоящей заготовки. Заготовка также имеет продолговатое вертикальное отверстие, идущее от венчика вверх. Формы для горловины, установленные в паре сомкнутых горловых колец, охватывают венчик. При открывании черновой формы горловое кольцо поворачивается на 180°, подавая заготовку в установку для выдувания, где противолежащие половины формы для выдувания перемещаются в закрытое положение и сжимаются, охватывая заготовку. Закрытая форма для выдувания обеспечивает опору для венчика, а следовательно - и для заготовки. Затем происходит повторный нагрев, т.е. наружный слой заготовки, охлажденный с целью сохранения формы заготовки, нагревается внутренним теплом заготовки. Заготовка при этом проседает, т.е. вытягивается вниз, благодаря подвешенному состоянию в форме. Когда заготовка вытягивается до нужной длины, в форму для выдувания либо подают сжатый воздух через дутьевую головку, установленную поверх формы, либо осуществляют воздействие вакуумом через стенки формы, чтобы сместить заготовку, заставляя ее принять форму формы для выдувания (RU 2198143).
Воздух для охлаждения часто направляют вверх, через боковые стенки половин формы, для отвода тепла из них. Предполагается, что этот воздух может просачиваться в форму для выдувания и, нагреваясь теплом заготовки, создавать большое давление, стремящееся разрушить заготовку, так что вместо непрерывного отверстия получается отверстие, перекрытое где-то посередине участком, соединяющим одну сторону заготовки с другой. В этом случае может образоваться так называемая «стеклянная нить» - дефект, приводящий к отбраковке готовой бутылки.
Чтобы избежать образования стеклянных нитей, операторы обычно не начинают подачу охлаждающего воздушного потока, пока не закончится процесс выдувания заготовки, но это нежелательно, так как увеличивает время производственного цикла.
ЦЕЛЬ ИЗОБРЕТЕНИЯ
Технической задачей настоящего изобретения является создание более подходящего решения описанной проблемы.
Другие цели и задачи настоящего изобретения станут ясными из последующей части описания и из прилагаемых чертежей, иллюстрирующих предпочтительный на настоящий момент вариант осуществления, включающий в себя принципы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
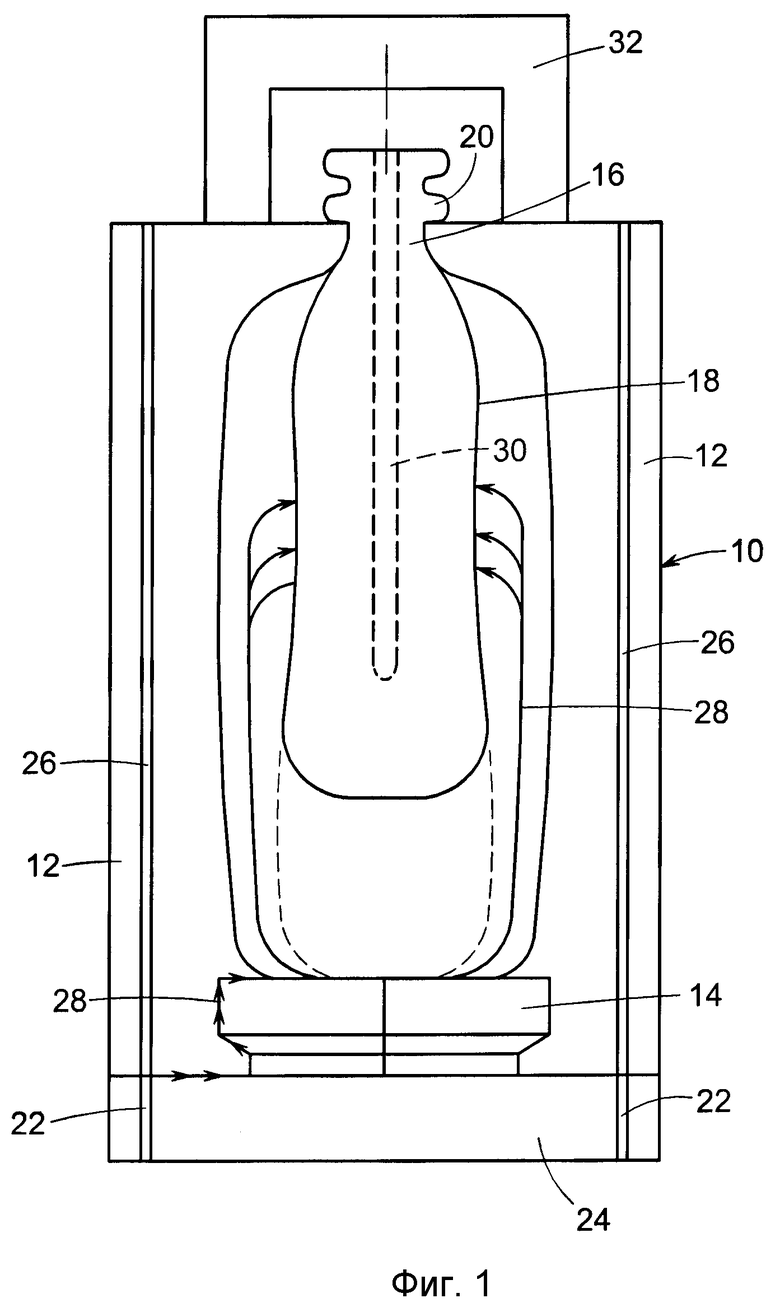
Фиг.1 - вид сбоку обычной формы для выдувания секционной стеклоформовочной машины в сомкнутом состоянии, с заготовкой внутри;
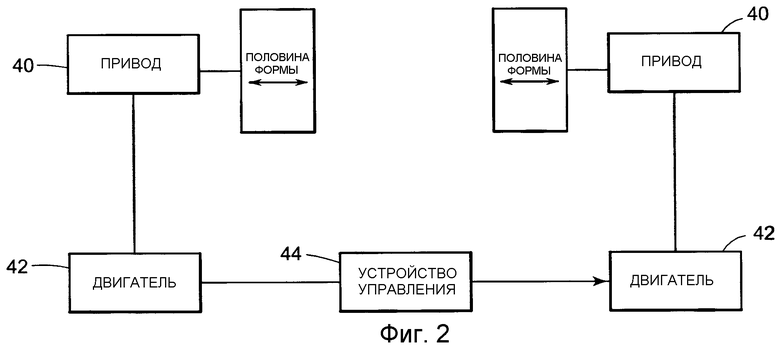
фиг.2 - схема механизма открывания и закрывания обычной формы для выдувания;
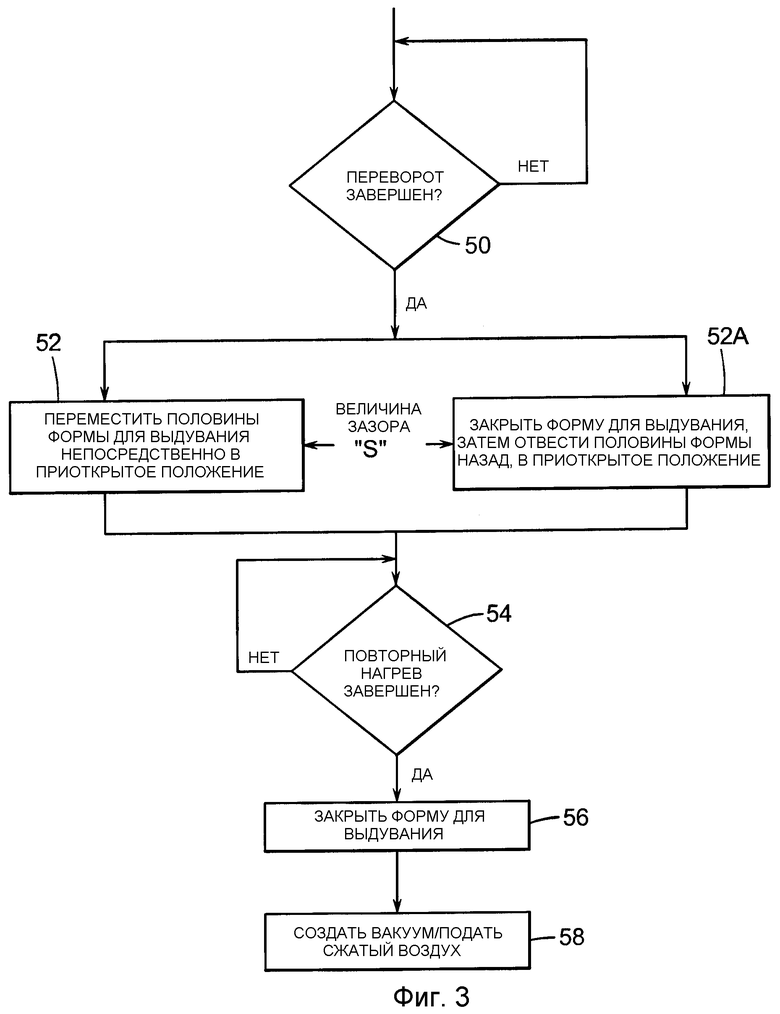
фиг.3 - блок-схема, иллюстрирующая работу устройства управления механизмом открывания и закрывания формы для выдувания;
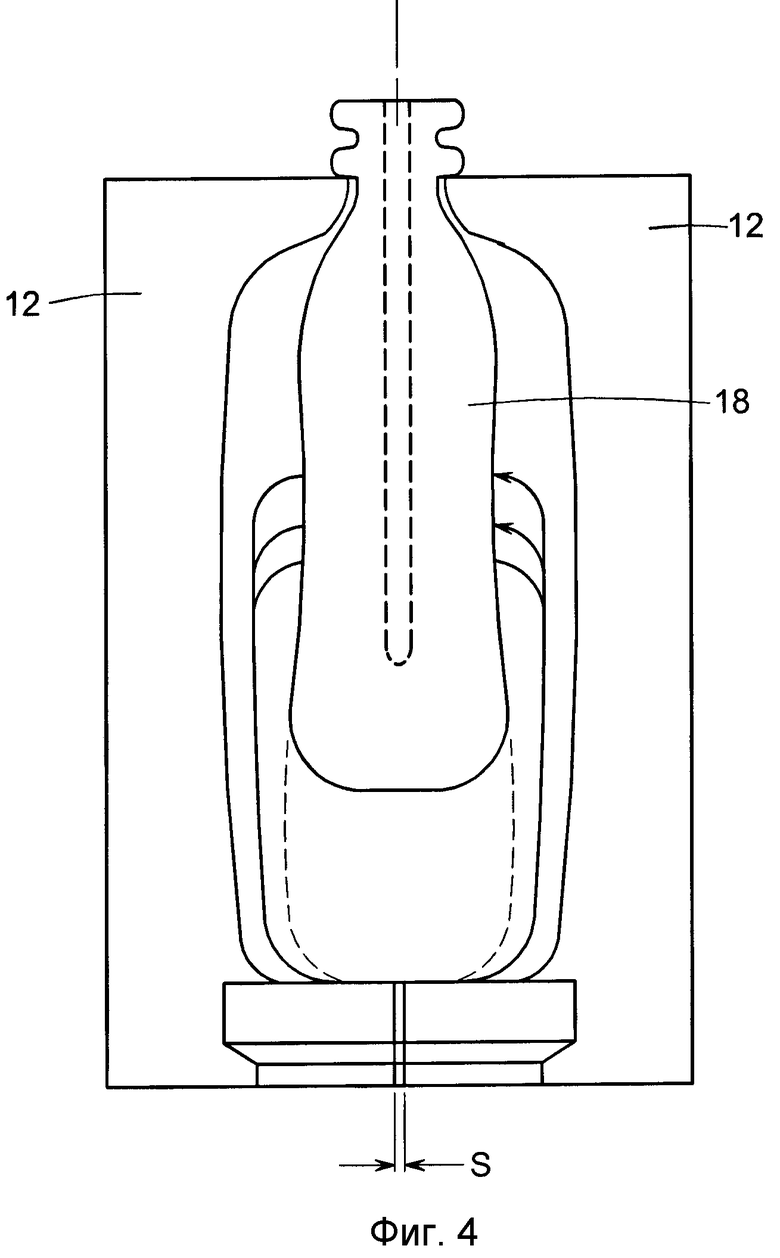
фиг.4 - вид, аналогичный фиг.1, где форма для выдувания в процессе повторного нагрева приоткрыта.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Каждый модуль секционной стеклоформовочной машины образует бутылку из одной или более капель стекломассы. Для каждой капли стекломассы имеется черновая форма, в которой из капли образуется заготовка, и форма для выдувания, в которой из заготовки образуется бутылка. На фиг.1 показана форма 10 для выдувания, состоящая из пары противолежащих боковых половин 12 формы и поддона 14, сопряженного с боковыми половинами, когда они полностью сомкнуты, как показано на чертеже. Полностью сомкнутые половины формы для выдувания охватывают горлышко 16 заготовки 18. Венчик 20 заготовки удерживается горловыми кольцами механизма переворота, пока опорой заготовки не станет форма для выдувания. Затем горловые кольца размыкают и перемещают назад, к черновым формам.
Заготовка, имеющая длинное отверстие 30, проходящее сверху вниз, повторно нагревается, т.е. охлажденный наружный слой нагревается внутренним теплом заготовки; а затем нагретая заготовка начинается вытягиваться вниз. Когда заготовка вытягивается до поддона, как показано пунктиром, ее превращают в бутылку либо посредством вакуумного воздействия на внутреннюю поверхность формы, либо приложением давления через дутьевую головку 32, расположенную наверху формы для выдувания.
К вертикальным отверстиям 22 в основании 24 подают воздух для охлаждения поддона 14, причем эти отверстия сообщаются с охладительными отверстиями 26, проходящими вертикально через половины 12 формы для выдувания. При включении источника сжатого воздуха через эти охладительные отверстия проталкивается охлаждающий воздушный поток, осуществляющий отвод тепла от боковых сторон формы для выдувания. Считается, что этот охлаждающий воздушный поток просачивается между дном формы для выдувания и верхом основания и проходит между поддоном и боковыми половинами формы внутрь формы для выдувания, и что эта утечка расширяется из-за тепла, идущего от заготовки, способствуя разрушению заготовки и вызывая появление «стеклянных нитей» в готовой бутылке. Эти давления проиллюстрированы стрелками 28.
Установленная в обычном механизме открывания и закрывания формы для выдувания (фиг.2) пара противолежащих половин 12 формы перемещается друг к другу и друг от друга. Перемещение осуществляется посредством привода 40, приводимого в действие двигателем 42. Движение управляется соответствующим устройством 44 управления.
Согласно изобретению, если переворот завершен (50) (фиг.3) (в это время оператор, устанавливающий время наступления события на круговом реле времени с разметкой в 360°, увидит, что заготовка находится в установке для выдувания, и можно закрывать форму для выдувания), то устройство управления 44 перемещает формы для выдувания непосредственно в приоткрытое положение 52. На фиг.3 показано это приоткрытое положение, где размер «S» обозначает щель или зазор между половинами формы для выдувания. Этот зазор, который может быть задан оператором, ограничивается условием, что верхние части половин формы должны продолжать поддерживать венчик бутылки. Это одношаговый перевод формы в приоткрытое положение; другой вариант - устройство управления может закрыть формы и выполнить отвод в «приоткрытое» положение 52А. Ширина щели должна быть достаточной, чтобы препятствовать повышению давления между заготовкой и внутренней поверхностью формы, но не больше.
Если на запрос «Повторный нагрев выполнен?» 54 получен ответ «Да» (данная функция может быть автоматической или заданной оператором), это означает, что пора делать из заготовки бутылку, и устройство управления 44 закрывает форму 56, а затем осуществляет вакуумное воздействие или подает сжатый воздух 58, чтобы заготовка в форме трансформировалась в бутылку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формования стеклотары | 2022 |
|
RU2790913C1 |
| СИСТЕМА ОХЛАЖДЕНИЯ ФОРМЫ ДЛЯ СЕКЦИОННОЙ МАШИНЫ | 2007 |
|
RU2443639C2 |
| МЕХАНИЗМ ОТКРЫВАНИЯ И ЗАКРЫВАНИЯ ФОРМ СЕКЦИОННОЙ СТЕКЛОФОРМОВОЧНОЙ МАШИНЫ | 2002 |
|
RU2301779C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ ЕМКОСТЕЙ ИНДИВИДУАЛЬНОГО ПРОФИЛЯ | 2002 |
|
RU2301780C2 |
| ПОВОРОТНАЯ ГОЛОВКА | 2008 |
|
RU2384411C1 |
| ФОРМОНЕСУЩИЙ МЕХАНИЗМ СЕКЦИОННОЙ СТЕКЛОФОРМОВОЧНОЙ МАШИНЫ | 2002 |
|
RU2301778C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИЙ | 2015 |
|
RU2592317C1 |
| СПОСОБЫ И КОМПОНЕНТЫ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ КОНТЕЙНЕРОВ С ЗАЩИТОЙ ОТ ОТКРЫТИЯ ДЕТЬМИ | 2020 |
|
RU2832009C2 |
| Способ формирования черновой заготовки горлом вверх при изготовлении узкогорлой стеклотары и комплект форм для его реализации | 2020 |
|
RU2756502C1 |
| УЗЕЛ ДУТЬЕВОГО ФОРМОВАНИЯ | 2002 |
|
RU2293712C2 |
Изобретение относится к секционным стеклоформовочным машинам для изготовления стеклянных бутылок из капель стекломассы. Секционная стеклоформовочная машина содержит форму для выдувания, состоящую из пары боковых половин формы, механизм открывания и закрывания формы, средство управления механизмом открывания и закрывания. Половины формы закрывают с небольшим зазором. По завершении повторного нагрева форму для выдувания закрывают полностью, и заготовка трансформируется в бутылку благодаря подаче сжатого воздуха и/или воздействию вакуума. Технический результат изобретения - повышение качества бутылок за счет того, что подаваемый для охлаждения воздух не сможет просочиться в форму для выдувания и повысить в ней давление, повреждая заготовку во время повторного нагрева. 1 з.п. ф-лы, 4 ил.
1. Секционная стеклоформовочная машина, содержащая установку для выдувания, где заготовка с отформованным венчиком трансформируется в бутылку внутри формы для выдувания, содержащей пару противолежащих половин формы, перемещаемых друг к другу и друг от друга, содержащая механизм открывания и закрывания для перемещения боковых половин формы для выдувания из разнесенного положения в закрытое положение, средство управления механизмом открывания и закрывания, когда заготовка находится в установке для выдувания, для перемещения боковых половин формы для выдувания из разнесенного положения в приоткрытое положение, где между ними существует зазор выбранной величины, и поддерживания боковых половин формы в приоткрытом положении определенное время,
причем указанный зазор контролируется средством управления таким образом, чтобы заготовка, расположенная в форме для выдувания с полуформами, находящимися в приоткрытом положении, поддерживалась ими за венчик во время повторного нагрева заготовки, при этом средство управления выполнено с возможностью управления механизмом открывания и закрывания для перемещения боковых половин формы для выдувания в закрытое положение по завершении повторного нагрева заготовки.
2. Машина по п.1, отличающаяся тем, что половины формы для выдувания перемещаются в приоткрытое положение в два этапа: сначала их перемещают в закрытое положение, а затем отводят, смещая в приоткрытое положение.
| СЕКЦИОННАЯ МАШИНА (ВАРИАНТЫ) | 1998 |
|
RU2198143C2 |
| Система автоматического управления многосекционной машиной для формования стеклянных изделий | 1979 |
|
SU1145922A3 |
| US 5486995 A, 23.01.1996 | |||
| US 5345389 A, 06.09.1994 | |||
| ИЗМЕРИТЕЛЬ ЧАСТОТЫ ЭЛЕКТРИЧЕСКИХ КОЛЕБАНИЯ | 0 |
|
SU330397A1 |

