1. Машина для производства полых стеклянных изделий, например бутылок, банок, высоких стаканов и других стеклянных изделий, посредством процесса формования выдуванием, процесса прессовыдувного формования широкой горловины или узкого горлышка, процесса прессовыдувного формования в форме с углеродным покрытием или процесса прямого прессования в машине для формования стеклянных изделий, включающей в себя одну секцию или множество секций, причем каждая секция имеет одну полость или множество полостей, содержащая
а) пост формования заготовки, включающий в себя устройство с черновыми формами, переворачивающее устройство, включающее в себя, по меньшей мере, один раскрываемый горизонтальный удерживающий рычаг и, по меньшей мере, одну перемещаемую и раскрываемую горловую форму на полость, с возможностью удаления удерживаемую горизонтальным удерживающим рычагом переворачивающего устройства для первоначального расположения под устройством с черновыми формами для формования заготовки, которую удерживает перемещаемая и раскрываемая горловая форма, как только она отформована, и ее перемещение переворачивающим устройством от поста формования заготовки к промежуточному посту с обеспечением вертикальной ориентации;
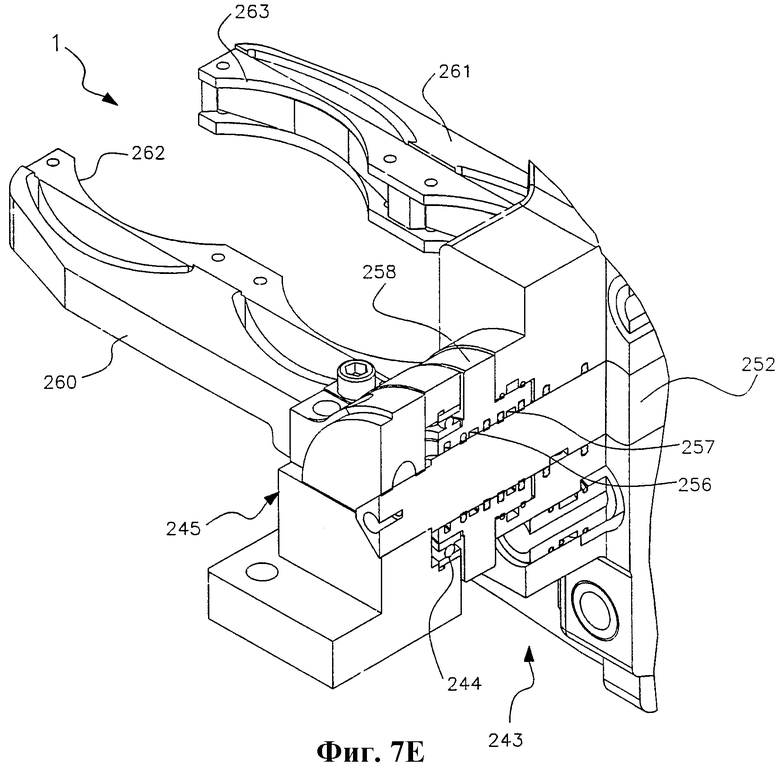
b) промежуточный пост, включающий в себя перемещающее устройство для перемещения заготовки, удерживаемой перемещаемой и раскрываемой горловой формой, от переворачивающего устройства на промежуточном посту к посту формования выдуванием, при этом перемещающее устройство содержит удерживающие рычаги в нормально сомкнутом состоянии, захватывающие пальцы, подсоединенные к удерживающим рычагам для внутреннего захвата перемещаемой и раскрываемой горловой формы на промежуточном посту, и двухпозиционный раскрывающий механизм, который в первом положении частично раскрывает захватывающие пальцы для захвата перемещаемой и раскрываемой горловой формы, захватывающей заготовку, при этом одновременно переворачивающее устройство освобождает их для удерживания захватывающими пальцами перемещающего устройства на промежуточном посту, а на посту формования выдуванием захватывающие пальцы дополнительно раскрываются, раскрывая горловую форму и освобождая заготовку на посту формования выдуванием, но с сохранением удерживания горловой формы захватывающими пальцами перемещающего устройства; на пути переворота захватывающие пальцы перемещающего устройства поворачивают пустую горловую форму в сомкнутом состоянии от поста формования выдуванием назад к промежуточному посту и далее смыкаются, освобождая пустую горловую форму у раскрываемого горизонтального удерживающего рычага переворачивающего устройства, чтобы удерживать ее посредством него для выполнения следующего цикла формования; и
пост формования выдуванием, содержащий устройство с формами для выдувания для захождения заготовки из перемещающего устройства и формования готового изделия, и выгружающее устройство для переноса готового изделия от устройства с формами для выдувания к неподвижной плите или к несущему транспортеру.
2. Машина для производства полых стеклянных изделий, например бутылок, банок, высоких стаканов и других стеклянных изделий, посредством процесса формования выдуванием, процесса прессовыдувного формования широкой горловины или узкого горлышка, процесса прессовыдувного формования в форме с углеродным покрытием и процесса прямого прессования в машине для формования стеклянных изделий, включающей в себя одну секцию или множество секций, причем каждая секция имеет одну полость или множество полостей, содержащаяа) пост формования заготовки, включающий в себя устройство с черновыми формами, по одной черновой форме на полость, для формования заготовки, переворачивающее устройство, включающее в себя первый раскрываемый горизонтальный удерживающий рычаг и второй раскрываемый горизонтальный удерживающий рычаг, расположенный ступенчато, перевернутым и диаметрально противоположно по отношению к первому раскрываемому горизонтальному удерживающему рычагу, первую перемещаемую и раскрываемую горловую форму на полость, с возможностью высвобождения удерживаемую первым раскрываемым горизонтальным удерживающим рычагом, и вторую, противоположную перемещаемую и раскрываемую горловую форму, удерживаемую вторым раскрываемым горизонтальным удерживающим рычагом, для одновременного поворота на определенный угол в одном направлении первого раскрываемого горизонтального удерживающего рычага, который удерживает первую горловую форму, в свою очередь, удерживающую только что образованную заготовку, на 180° по часовой стрелке, перемещая заготовку вверх и сжимая ее, либо против часовой стрелки, перемещая заготовку вниз и вытягивая ее, вокруг горизонтальной оси, чтобы перевернуть заготовку, удерживаемую первой перемещаемой и раскрываемой горловой формой, от поста формования заготовки к промежуточному посту в вертикальную ориентацию, с одновременным расположением второго раскрываемого горизонтального удерживающего рычага, который удерживает вторую перемещаемую и раскрываемую горловую форму, под черновой формой для выполнения другого цикла формования заготовки;
b) промежуточный пост, содержащий перемещающее устройство для перемещения заготовки, удерживаемой первой перемещаемой и раскрываемой горловой формой, от переворачивающего устройства на промежуточном посту к посту формования выдуванием, при этом перемещающее устройство содержит нормально сомкнутые удерживающие рычаги, захватывающие пальцы, подсоединенные к удерживающим рычагам для внутреннего захвата первой перемещаемой и раскрываемой горловой формы на промежуточном посту, и двухпозиционный раскрывающий механизм, который в первом положении частично раскрывает захватывающие пальцы для захвата первой горловой формы, удерживающей заготовку, при этом переворачивающее устройство одновременно освобождает их для их удерживания захватывающими пальцами перемещающего устройства на промежуточном посту, а на посту формования выдуванием захватывающие пальцы дополнительно раскрываются, раскрывая первую горловую форму с освобождением при этом заготовки на посту формования выдуванием, но все еще сохраняя удерживание горловой формы захватывающими пальцами перемещающего устройства; на пути переворачивания захватывающие пальцы перемещающего устройства поворачивают пустую перемещаемую и раскрываемую горловую форму в сомкнутом состоянии от поста формования выдуванием назад к промежуточному посту и смыкаются далее, высвобождая пустую горловую форму у раскрываемого горизонтального удерживающего рычага переворачивающего устройства для ее удерживания им, который дополнительно поворачивается на 180°, завершая поворот на 360°, для расположения под устройством с черновыми формами для выполнения следующего цикла формования; и
c) пост формования выдуванием, содержащий устройство с формами для выдувания, предназначенное для захождения заготовки из перемещающего устройства и формования готового изделия, и выгружающее устройство для переноса готового изделия от устройства с формами для выдувания к неподвижной плите или к несущему транспортеру.
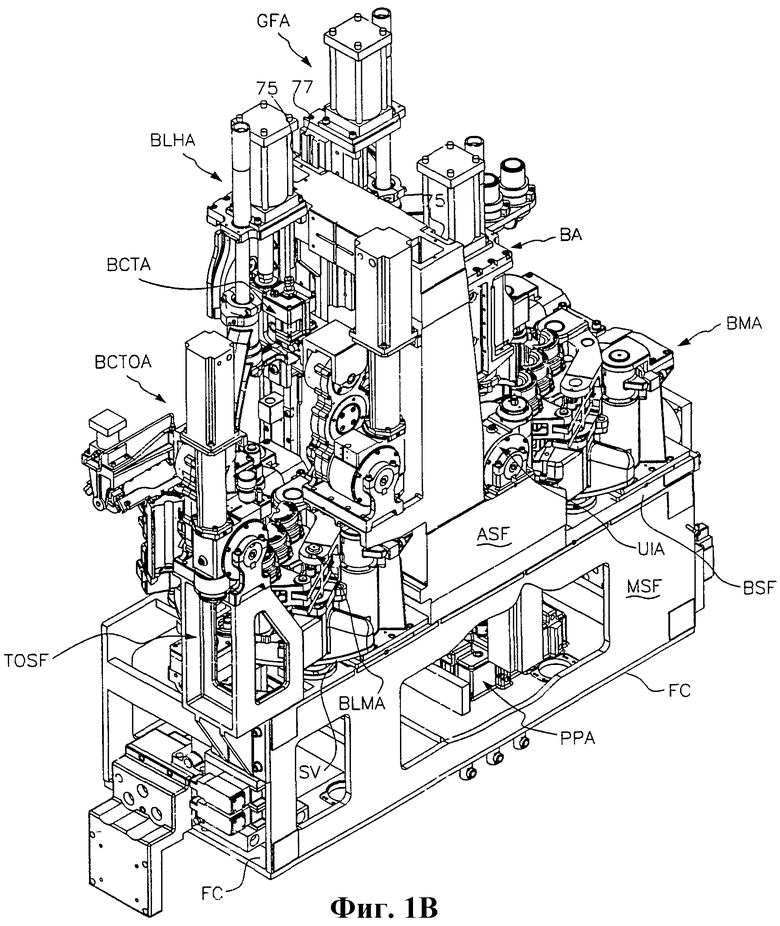
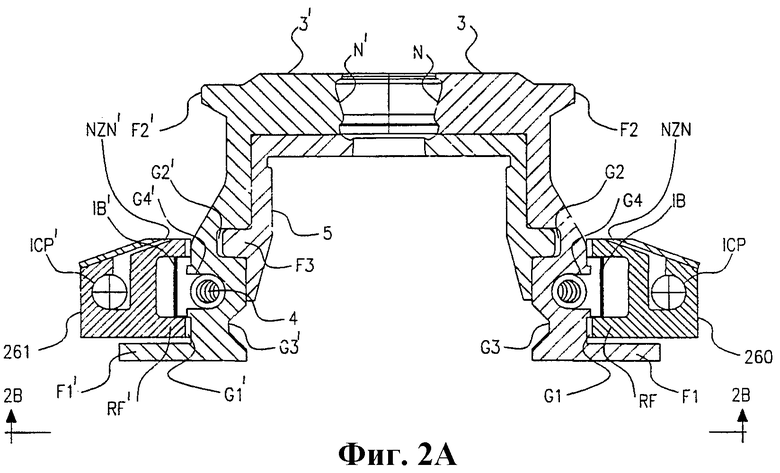
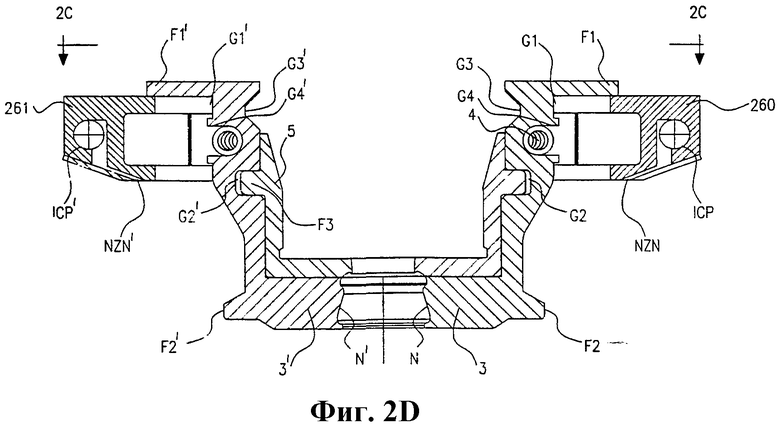
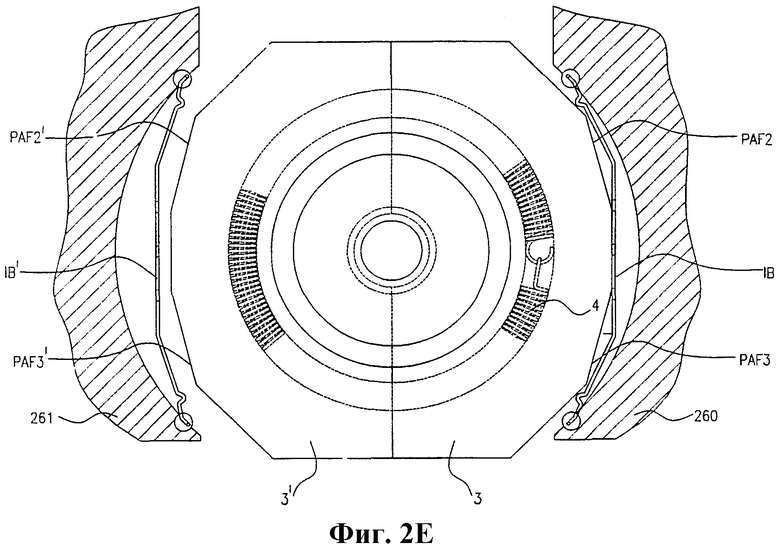
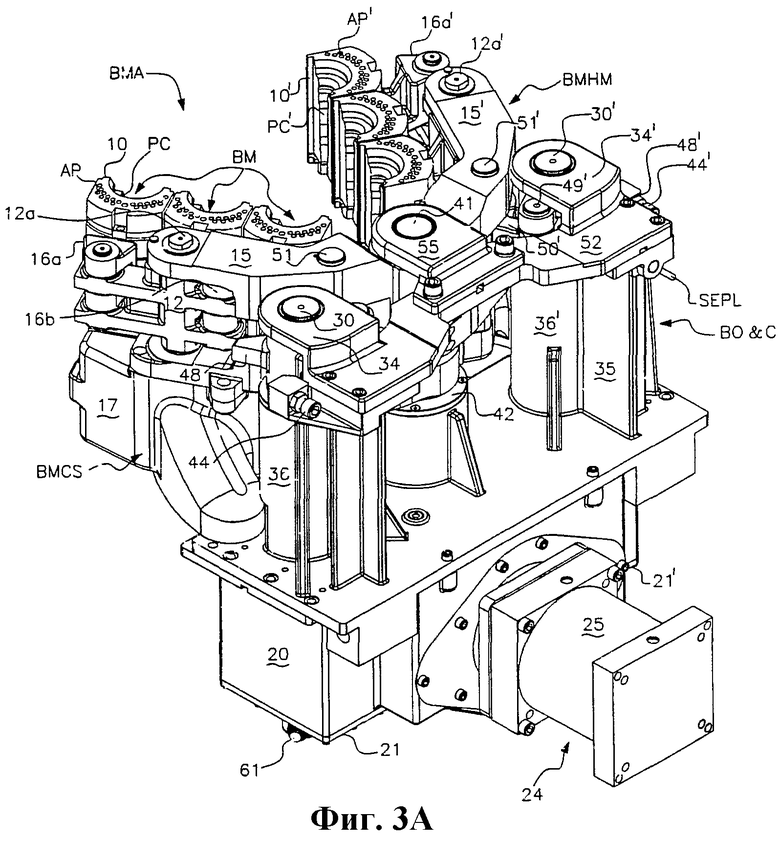
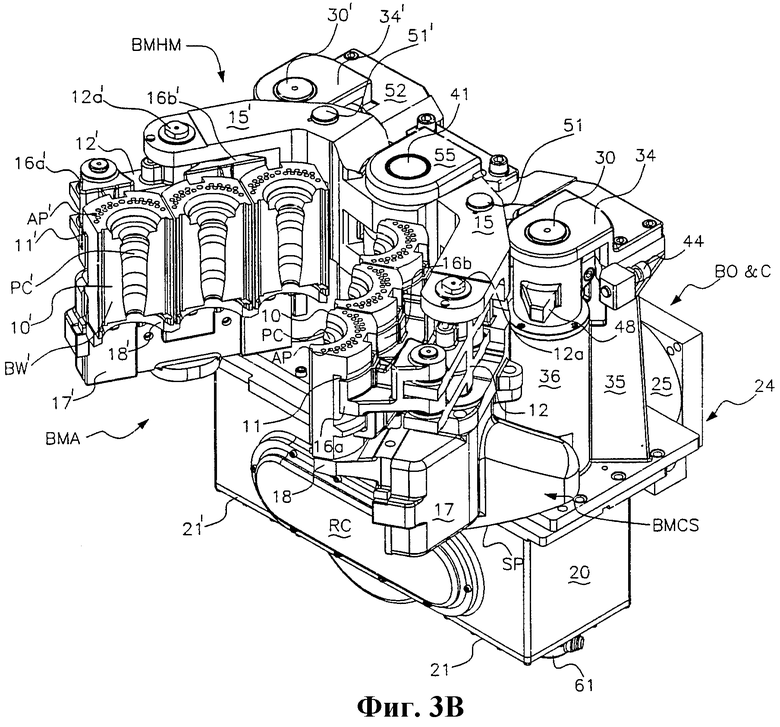
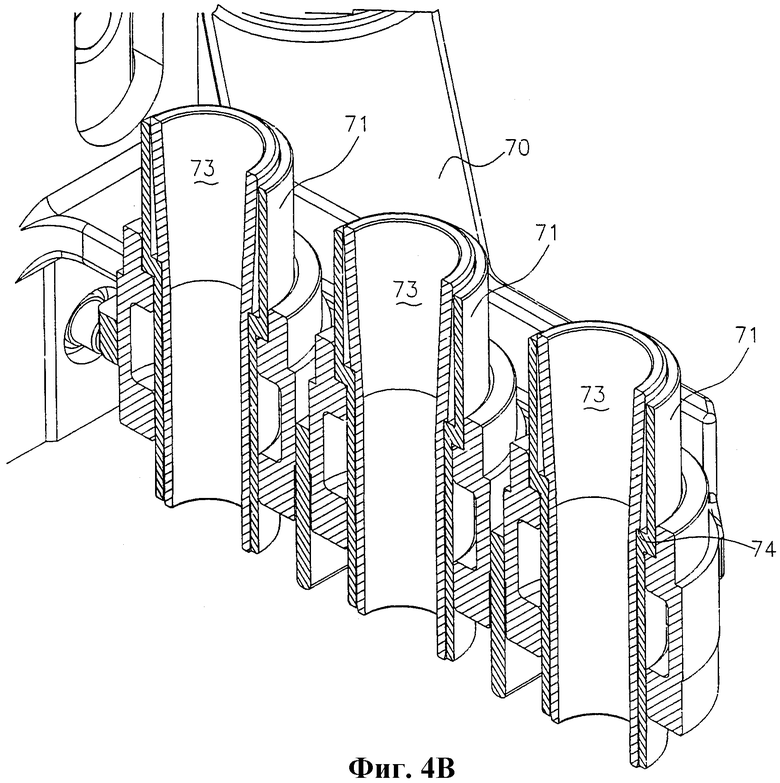
3. Машина для производства полых стеклянных изделий, например бутылок, банок, высоких стаканов или других стеклянных изделий, посредством процесса формования выдуванием, процесса прессовыдувного формования широкой горловины или узкого горлышка, процесса прессовыдувного формования в форме с углеродным покрытием или процесса прямого формования в машине для формования стеклянных изделий, включающей в себя одну секцию или множество секций, причем каждая секция имеет одну полость или множество полостей, содержащаяa) раму секции машины;
b) опорную раму устройства, установленную на раму секции машины;
c) средства подачи энергии и текучей среды как в раме секции машины, так и в опорной раме устройства, для обеспечения секции машины электрической энергией, смазкой, а также охлаждающей и рабочей текучей средой;
d) пост PFS формования заготовки, содержащий
i) первую и вторую перемещаемые и раскрываемые горловые формы на полость, каждую из которых поочередно, с возможностью удаления устанавливают под черновой формой;
ii) устройство с черновыми формами, расположенное на опорной раме, в свою очередь, расположенной на опорной раме механизма, включающее в себя черновую форму на полость для формования заготовки;
iii) устройство с направляющими воронками, монтируемое на опорной раме и содержащее направляющую воронку на полость для направления порции стекла в черновую форму;
iv) устройство с поддонами, расположенное на опорной раме, содержащее головку с поддоном на полость для формования донной части заготовки;
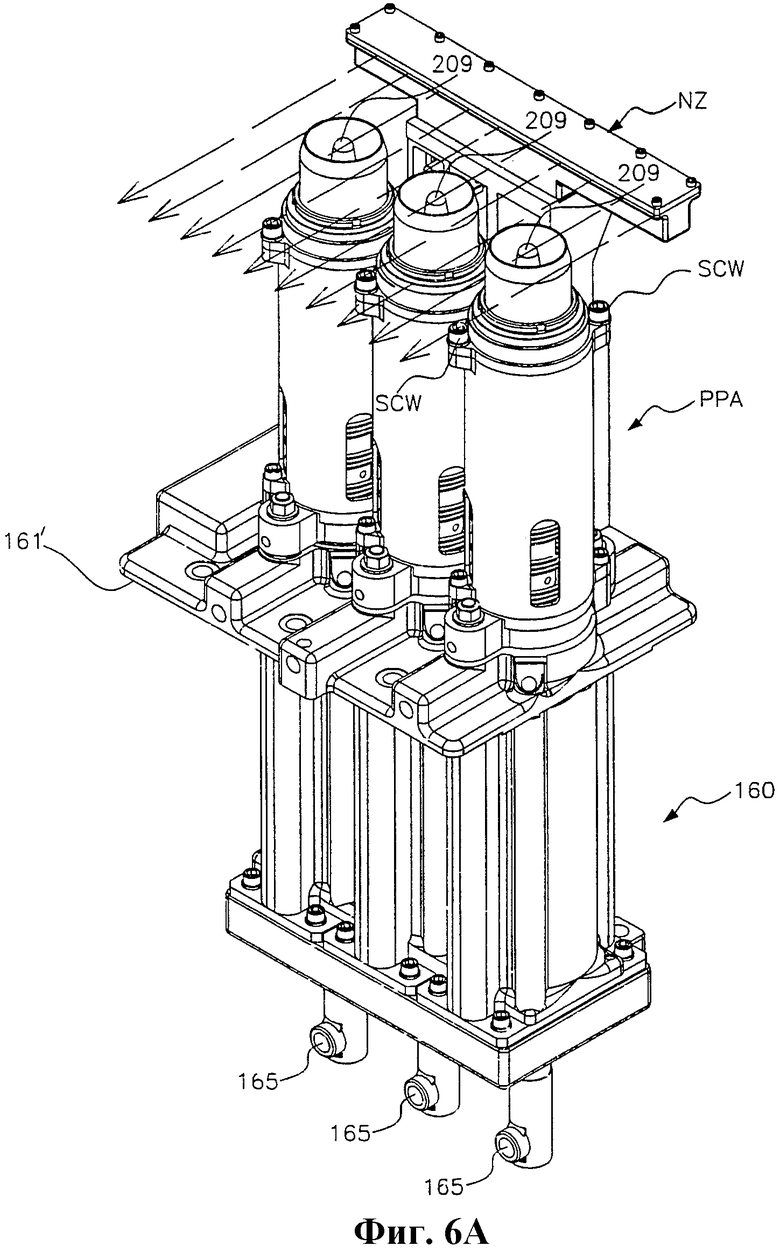
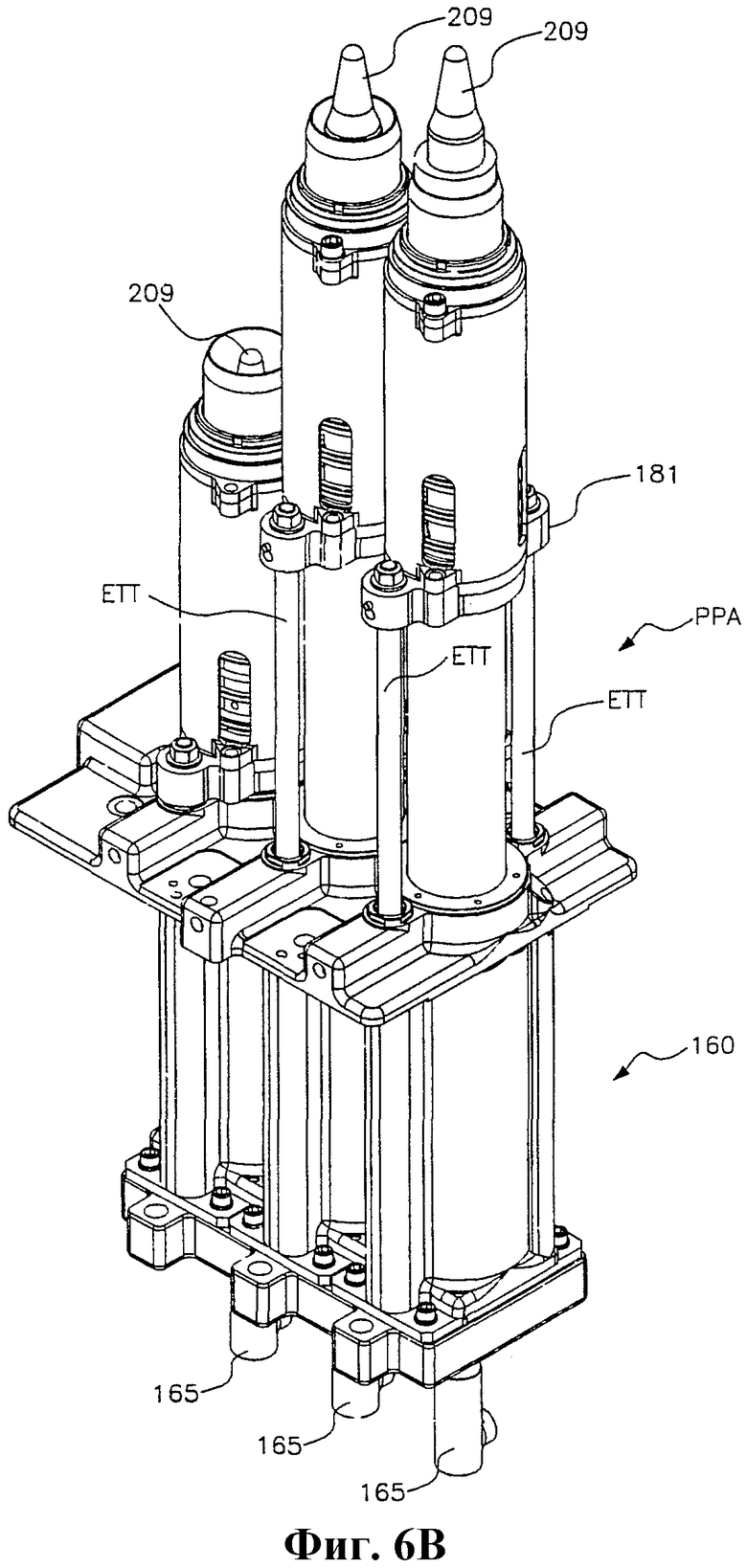
v) устройство с прессовочными плунжерами, расположенное на настиле рамы секции машины, для формования заготовки, содержащее устройство из множества узлов, состоящих из телескопического цилиндра и поршня, на полость;
е) переворачивающее устройство для поворота в одном направлении на заданный угол, содержащее поворотный опорный приводной механизм, установленный на опорной раме устройства; приводной механизм для поворота на заданный угол в одном направлении, вначале на 180° по часовой стрелке, перемещая заготовку вверх для ее сжатия, или против часовой стрелки, перемещая заготовку вниз для ее вытягивания, а затем дополнительно на 180°, завершая поворот на 360°; первый раскрываемый горизонтальный удерживающий рычаг для удерживания первой перемещаемой и раскрываемой горловой формы, вначале устанавливаемой под черновой формой, когда она сомкнута для формования заготовки, и второй раскрываемый горизонтальный удерживающий рычаг, расположенный ступенчато, перевернутым и диаметрально противоположно по отношению к первому раскрываемому горизонтальному удерживаемому рычагу, который удерживает вторую перемещаемую и раскрываемую горловую форму, при этом первый и второй рычаги установлены на поворотном опорном приводном механизме для одновременного поворота на заданный угол в одном направлении, вначале на 180° по часовой стрелке, перемещая заготовку вверх для ее сжатия, или против часовой стрелки, перемещая заготовку вниз для ее вытягивания, вокруг горизонтальной оси, чтобы перевернуть первоначально отформованную заготовку, удерживаемую первой черновой формой, и подать ее к промежуточному посту в вертикальной ориентации, одновременно устанавливая вторую горловую форму под черновую форму для другого цикла формования заготовки и для последующего дополнительного поворота на 180°, завершая поворот на 360°, чтобы вновь установить первый раскрываемый горизонтальный удерживающий рычаг с пустой первой горловой формой под черновой формой; механизм удерживания и высвобождения горлышка для однообразного и одновременного раскрывания и смыкания рычагов, удерживающих горлышко, установленных на поворотном опорном приводном механизме, расположенном снаружи горизонтальной оси поворота для высвобождения перемещаемых и раскрываемых горловых форм, остающихся поддерживаемыми на промежуточном посту для удерживания перемещающим устройством;
f) перемещающее устройство, расположенное на опорной раме для переноса заготовки, удерживаемой перемещаемой и раскрываемой горловой формой, от переворачивающего устройства, выполняющего поворот на заданный угол в одном направлении, на промежуточном посту к посту формования выдуванием, содержащее монтажное средство, расположенное на опорной раме; приводной механизм, расположенный на монтажном средстве; качательный полый рычаг, расположенный на приводном механизме для выполнения качательного движения; механизм перемещения заготовки, расположенный на качательном полом рычаге, содержащий скользящие держатели, расположенные на качательном полом рычаге, содержащие удерживающие рычаги в нормально сомкнутом состоянии и захватывающие пальцы, подсоединенные к удерживающим рычагам для внутреннего захвата перемещаемой и раскрываемой горловой формы; двухпозиционный раскрывающий механизм, подсоединенный к держателям, так что в первом положении двухпозиционного раскрывающего механизма захватывающие пальцы частично раскрыты для захвата горловой формы, удерживающей заготовку, при этом одновременно раскрываемые горизонтальные рычаги удерживания горлышка, расположенные на переворачивающем устройстве, выполняющем поворот в одном направлении на заданный угол, раскрываются, высвобождая горловую форму, и удерживаются захватывающими пальцами перемещающего устройства на промежуточном посту, а во втором положении удерживающие рычаги дополнительно раскрываются, чтобы дополнительно раскрыть захватывающие пальцы, раскрывая горловую форму с высвобождением заготовки для ее падения плашмя по вертикали в устройство с формами для выдувания, но с сохранением удерживания горловой формы захватывающими пальцами; на пути переворота захватывающие пальцы перемещающего устройства возвращают пустую горловую форму в сомкнутом состоянии на промежуточный пост и смыкаются далее, освобождая пустую горловую форму у раскрываемых горизонтальных удерживающих рычагов переворачивающего устройства, выполняющего поворот в одном направлении на определенный угол, чтобы удерживать ее таким образом для выполнения следующего цикла формования;
g) пост формования выдуванием, содержащий
i) устройство с формами для выдувания, установленное на опорной раме машины;
ii) механизм донных формовочных плит для формования донной части изделия, когда оно охвачено половинами формы для выдувания на посту формования выдуванием;
iii) устройство с дутьевыми головками, обеспечивающее дутье для завершения выполнения стеклянного изделия;
h) выгружающее устройство, установленное на опорной раме, для переноса готового изделия от поста с формами для выдувания к охлаждающей неподвижной плите или к несущему транспортеру;
i) программируемое средство управления для управления перемещениями, временем цикла и последовательностью стадий всех механизмов машины, а также технологическим оборудованием и электрической энергией, текучей средой и смазкой всех механизмов машины в соответствии с типом изготавливаемых изделий из стекла, а также с количеством изделий и производительностью машины.
4. Машина по п.3, в которой рама секции машины и опорная рама устройств содержат средства подачи энергии и текучей среды, включающие в себя каналы для электрического кабеля и каналы для смазки, охлаждающей и рабочей текучей среды; две пары Т-образных золотниковых клапанов - первую пару для подачи охлаждающей текучей среды к устройству с черновыми формами, а вторую пару для подачи охлаждающей текучей среды к устройству с формами для выдувания; каждый клапан содержит площадку скольжения, включающую в себя пружину, удерживаемую винтом с буртиком для сохранения уплотнения на площадке скольжения, и трубчатую часть, удерживаемую опорной рамой устройства и подсоединенную к каналу для охлаждающей текучей среды механизма удерживания черновых форм, чтобы обеспечить непрерывную подачу охлаждающей текучей среды на протяжении всего хода выполнения операции раскрывания и смыкания, выполняемой устройством с черновыми формами и устройством с формами для выдувания.5. Машина по п.3, в которой первая и вторая перемещаемые и раскрываемые горловые формы выполнены с возможностью их поочередного размещения с последующим удалением под черновой формой на "нулевой линии" черновой формы, которая представляет собой постоянное местоположение для любого размера заготовки и изготавливаемого изделия.6. Машина по п.3, в которой первая и вторая перемещаемые и раскрываемые горловые формы соответствующим образом ступенчато и противоположно друг другу установлены на первом и втором раскрываемых горизонтальных удерживающих рычагах переворачивающего устройства, выполняющего поворот в одном направлении на заданный угол.7. Машина по п.3, в которой каждая из первой и второй перемещаемых и раскрываемых горловых форм содержит, по меньшей мере, две половины, собранных так, что они противоположны друг другу, при этом каждая из половин формы включает в себя формовочную полость; удерживающее средство, удерживаемое другими деталями машины; монтажное средство для охвата собранных половин горловой формы, обычно удерживающее их сомкнутыми, когда они перемещают заготовку и обеспечивают ее установку в заданном положении в других местах; направляющее средство для сохранения центрирования половин горловой формы относительно друг друга.8. Машина по п.3, в которой каждая из первой и второй перемещаемых и раскрываемых черновых форм содержит две половины, каждая из которых имеет удерживающее средство, средство монтажа и направляющее средство, при этом удерживающее средство включает в себя первую, наружную канавку для удерживания одним раскрываемым горизонтальным удерживающим рычагом переворачивающего устройства, выполняющего поворот в одном направлении на заданный угол, на "нулевой линии" черновой формы; первый, охватывающий фланец, удерживаемый раскрываемым горизонтальным удерживающим рычагом переворачивающего устройства, когда он расположен на промежуточном посту, удерживая заготовку в вертикальной ориентации и поддерживая ее даже тогда, когда горизонтальный удерживающий рычаг находится в раскрытом положении, во избежание того, что горловая форма упадет, когда удерживающий рычаг высвобождает горловую форму; второй, сужающийся центрирующий фланец для сохранения центрирования половин горловой формы с центром черновой формы и их плотного примыкания друг к другу; вторую, внутреннюю направляющую канавку для захождения направляющего средства для сохранения половин горловой формы сцентрированными друг с другом; третью, внутреннюю манипуляционную канавку для удерживания посредством перемещающего устройства.9. Машина по п.3, в которой каждая из первой и второй перемещаемых и раскрываемых горловых форм содержит две половины, каждая из которых имеет удерживающее средство, средство монтажа и направляющее средство, при этом средство монтажа включает в себя четвертую, наружную удерживающую канавку, кольцевую работающую на растяжение пружину, размещенную в четвертой, наружной удерживающей канавке, окружающую половины горловой формы, обычно сохраняя их сомкнутыми в нормальном состоянии, когда они перемещают заготовку и обеспечивают ее установку в заданном положении в других местах, и которые могут быть раскрыты, преодолевая силу растяжения пружины, перемещающим устройством для высвобождения заготовки, когда ее перемещают к форме для выдувания.10. Машина по п.3, в которой каждая из первой и второй перемещаемых и раскрываемых горловых форм содержит две половины, каждая из которых имеет удерживающее средство, средство монтажа и направляющее средство, при этом направляющее средство включает в себя внутреннюю направляющую канавку и внутреннюю выполненную в виде одной детали кольцевую направляющую, имеющую фланец, который размещен во второй, внутренней направляющей канавке для сохранения центрирования половин горловой формы по отношению друг к другу.11. Машина по п.3, в которой каждая из первой и второй перемещаемых и раскрываемых горловых форм содержит две половины, каждая из которых имеет удерживающее средство, средство монтажа и направляющее средство, при этом направляющее средство включает в себя внутреннюю направляющую канавку и внутреннюю выполненную в виде одной детали кольцевую направляющую, имеющую фланец, который размещен во второй, внутренней направляющей канавке, и верхнее дополнение для готового горлышка стеклянного изделия при выполнении конкретных требований, касающихся готового горлышка.12. Машина по п.3, в которой каждая из первой и второй перемещаемых и раскрываемых горловых форм содержит две половины, каждая из которых имеет удерживающее средство, средство монтажа и направляющее средство, при этом направляющее средство дополнительно включает в себя плоскую поверхность, образующую четыре центрирующих угла для центрирования посредством пружинной железной полосы, имеющей центральную плоскую поверхность и две наклонные конечные поверхности, каждая из которых заканчивается в конечном упругом V-образном ограничителе положения, удерживаемом раскрываемыми горизонтальными удерживающими рычагами переворачивающего устройства для предотвращения несовпадения, касающегося разделительной линии черновой формы и разделительной линии формы для выдувания, а также для предотвращения поворотного смещения в течение манипулирования ими.13. Машина по п.3, в которой каждая из первой и второй перемещаемых и раскрываемых горловых форм содержит две половины, каждая из которых имеет удерживающее средство, средство монтажа и направляющее средство, при этом направляющее средство дополнительно включает в себя две пары плоских угловых поверхностей, удерживаемых пружинной железной полосой, имеющей центральную плоскую поверхность и две наклонные конечные поверхности, каждая из которых заканчивается в конечном упругом V-образном ограничителе положения, удерживаемом раскрываемыми горизонтальными удерживающими рычагами переворачивающего устройства для предотвращения несовпадения, касающегося разделительной линии черновой формы, а также для предотвращения поворотного смещения в течение манипулирования ими.14. Машина по п.3, в которой устройство с черновыми формами включает в себя черновую форму на полость, причем каждая черновая форма составлена из двух половин, собранных так, что они противоположны друг другу, при этом обе они образуют полость для формования заготовки, а каждая черновая форма имеет монтажное средство и средство охлаждения для непосредственного охлаждения половин черновой формы; механизм удерживания черновой формы, расположенный на опорной раме, в свою очередь, размещенной на опорной раме устройства, на "нулевой линии" черновой формы, удерживающий половины черновой формы монтажным средством; механизм раскрывания и смыкания, в котором установлен механизм удерживания черновой формы и который предназначен для смыкания половин черновой формы для приема порции расплавленного стекла и для их раскрывания, как только отформована заготовка.15. Машина по п.3, в которой устройство с черновыми формами содержит черновую форму на полость, механизм удерживания черновых форм, а также механизм раскрывания и смыкания; черновая форма составлена из двух половин, каждая из которых имеет монтажное средство и средство охлаждения, при этом монтажное средство включает в себя удерживающий фланец, предназначенный для установки на механизм удерживания черновой формы, в свою очередь, расположенный на опорной раме устройства, на "нулевой линии" черновой формы, который приводят в действие посредством механизма раскрывания и смыкания черновых форм.16. Машина по п.3, в которой устройство с черновыми формами содержит черновую форму на полость, механизм удерживания черновых форм и механизм раскрывания и смыкания; черновая форма выполнена из двух половин, каждая из которых имеет монтажное средство и средство охлаждения, при этом средство охлаждения включает в себя множество осевых каналов, проходящих через черновую форму для ее внутреннего охлаждения.17. Машина по п.3, в которой устройство с черновыми формами содержит черновую форму на полость, механизм удерживания черновых форм и механизм раскрывания и смыкания, при этом механизм удерживания черновых форм включает в себя монтажное средство для установки на механизм раскрывания и смыкания, первый и второй рычаги, с возможностью поворота размещенные на монтажном средстве в шарнирном устройстве, держатели черновой формы, удерживаемые первым и вторым рычагами, в которых половины черновой формы удерживаются своими удерживающими средствами, и средство охлаждения, с возможностью прохождения текучей среды подсоединенное к средствам охлаждения половин черновых форм для охлаждения механизма удерживания черновых форм.18. Машина по п.3, в которой устройство с черновыми формами содержит черновую форму на полость, механизм удерживания черновых форм и механизм раскрывания и смыкания, при этом механизм удерживания черновых форм имеет монтажное средство, включающее в себя монтажный кронштейн.19. Машина по п.3, в которой в случае трех полостей устройство с черновыми формами содержит черновую форму на полость, механизм удерживания черновых форм, механизм раскрывания и смыкания, при этом механизм удерживания черновых форм в случае множества полостей включает в себя держатели черновых форм, содержащие выравнивающее средство, в котором половины черновой формы установлены таким образом, что эти половины могут однообразно смыкаться под действием подобных сил смыкания.20. Машина по п.3, в которой устройство с черновыми формами содержит черновую форму на полость, механизм удерживания черновых форм и механизм раскрывания и смыкания, при этом механизм удерживания черновых форм в случае трех полостей включает в себя держатели черновых форм, имеющие выравнивающее средство, содержащее первую выравнивающую балку, расположенную на первом рычаге механизма удерживания черновых форм, первый держатель одной черновой формы, установленный на первой выравнивающей балке, в который соответствующим образом установлена половина черновой формы, и держатель сдвоенной формы, также установленный на первой выравнивающей балке, в который установлены две половины черновой формы; первый соответствующий противоположный держатель одной черновой формы, установленный на второй выравнивающей балке, установленной на втором рычаге механизма удерживания черновых форм, в который соответственно установлена половина черновой формы, и держатель сдвоенной черновой формы, также установленный на второй выравнивающей балке, в который установлены две половины черновой формы, так что половины черновой формы могут быть однообразно сомкнуты под действием подобных сил смыкания.21. Машина по п.3, в которой устройство с черновыми формами содержит черновую форму на полость, механизм удерживания черновых форм и механизм раскрывания и смыкания, при этом механизм удерживания черновых форм в случае трех полостей включает в себя держатели черновых форм, имеющие выравнивающее средство, содержащее первую выравнивающую балку, расположенную на первом рычаге механизма удерживания черновых форм, имеющем первый держатель одной черновой формы, расположенный на первой выравнивающей балке, в котором соответствующим образом размещена половина черновой формы, и первый держатель сдвоенной черновой формы, включающий в себя первый держатель и второй держатель, который также расположен на первой выравнивающей балке и в котором размещены две половины черновой формы; вторую выравнивающую балку, расположенную на втором рычаге механизма удерживания черновых форм, имеющем второй держатель одной черновой формы, расположенный на второй выравнивающей балке, в котором соответствующим образом размещена половина черновой формы, обращенная к первому держателю первого держателя сдвоенной черновой формы, и второй держатель сдвоенной черновой формы, включающий в себя первый держатель и второй держатель, который также установлен на второй выравнивающей балке и в котором размещены две половины черновой формы, при этом первый держатель вторых держателей черновой формы обращен к первому держателю одной черновой формы первой выравнивающей балки, а вторые держатели первого и второго держателей сдвоенной черновой формы обращены друг к другу, так что половины черновой формы могут быть однообразно сомкнуты под действием подобных сил смыкания.22. Машина по п.3, в которой устройство с черновыми формами содержит черновую форму на полость, механизм удерживания черновых форм и механизм раскрывания и смыкания, при этом механизм удерживания черновых форм в случае тройной полости включает в себя держатели черновых форм, имеющие выравнивающее средство, содержащее первую выравнивающую балку, установленную на первом рычаге механизма удерживания черновых форм, имеющем держатель одной черновой формы, установленный на первой выравнивающей балке, в котором соответственно установлена половина черновой формы, и держатель сдвоенной черновой формы, также установленный на первой выравнивающей балке, в котором установлены две половины черновой формы; вторую выравнивающую балку, установленную на втором рычаге механизма удерживания черновых форм, имеющем держатель трех черновых форм, обращенный к держателям одной и сдвоенных черновых форм первой выравнивающей балки, так что эффект, заключающийся в однообразном смыкании половин черновой формы под действием подобных сил, достигается посредством держателей одной и сдвоенных черновых форм.23. Машина по п.3, в которой устройство с черновыми формами содержит черновую форму на полость, механизм удерживания черновых форм и механизм раскрывания и смыкания, при этом механизм удерживания черновых форм включает в себя средство охлаждения, содержащее охлаждающую коробку, состоящую из двух половин, расположенную на постоянной высоте, для направления охлаждающей текучей среды в осевые каналы половин черновой формы, при этом охлаждающая коробка присоединена с возможностью скольжения к площадке скольжения Т-образного золотникового клапана системы подачи энергии и текучей среды, установленного на опорной раме черновых форм, и находится в предусматривающем уплотнение контакте посредством пружины Т-образного скользящего клапана, обеспечивая прохождение охлаждающей текучей среды в течение всего хода выполнения операции раскрывания и смыкания черновой формы.24. Машина по п.3, в которой устройство с черновыми формами содержит черновую форму на полость, механизм удерживания черновых форм и механизм раскрывания и смыкания, включающий в себя опорную раму, расположенную на опорной раме черновых форм, для опирания и удерживания внутренних элементов;приводное средство для обеспечения перемещения назад и вперед;
первое передаточное средство, подсоединенное к приводному средству для передачи движения назад и вперед;
второе передаточное средство, подсоединенное к первому передаточному средству для преобразования движения назад и вперед в ограниченное поворотное движение;
опорное шарнирное средство на опорной раме, на котором установлены первый и второй рычаги механизма удерживания черновых форм;
шарнирный рычаг, установленный на верхнем конце вращательных операционных валов, в котором установлены первый и второй рычаги механизма удерживания черновых форм для их раскрытия и смыкания;
средство, препятствующее отклонению, установленное на опорной раме для уменьшения изгиба валов и шарнирного средства;
средство центрирования, установленное на опорной раме, для центрирования первого передаточного средства при его движении назад и вперед;
указатель положения, подсоединенный к передаточному средству для обеспечения обратной связи в отношении положения первого передаточного средства для измерения скорости, времени и смещения механизма раскрывания и смыкания.
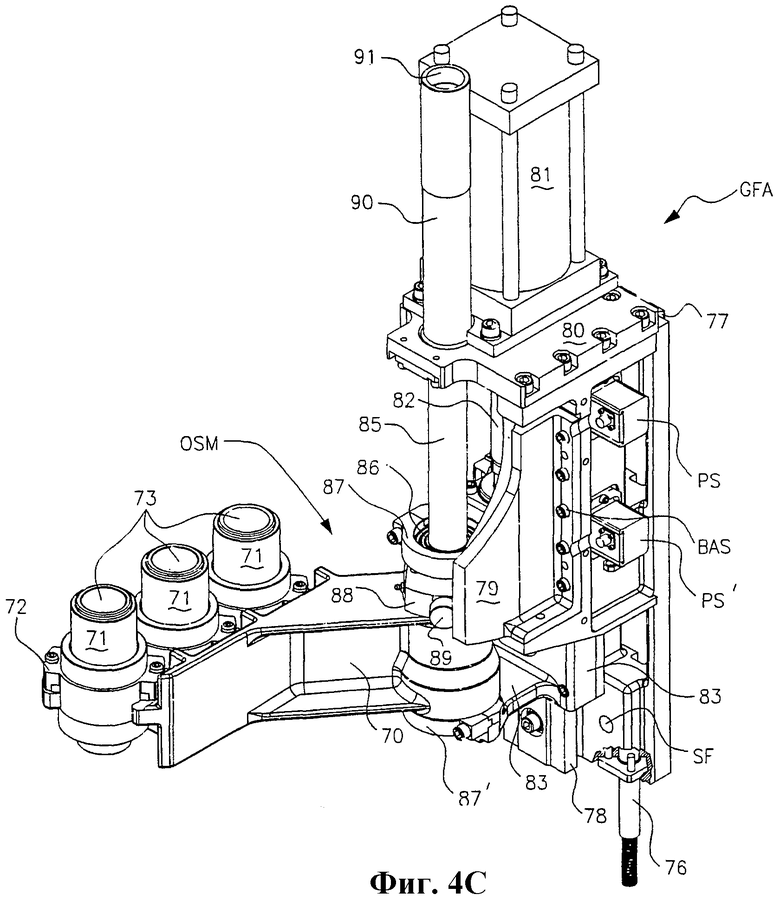
25. Машина по п.3, в которой устройство с черновыми формами содержит черновую форму на полость, механизм удерживания черновых форм и механизм раскрывания и смыкания, включающий в себя опорную раму, которую составляет картер, установленный на опорной раме для черновых форм опорной рамы машины, включающий в себя съемную донную плиту, расположенную с каждой стороны картера, при этом каждая из боковых сторон картера имеет гнездо, включающее в себя подшипник скольжения с заплечиком и съемную крышку для возможности сборки и проведения технического обслуживания внутренних элементов.26. Машина по п.3, в которой устройство с черновыми формами содержит черновую форму на полость, механизм удерживания черновых форм и механизм раскрывания и смыкания, включающий в себя приводное средство, составленное узлом из цилиндра и поршня, действующего посредством текучей среды и удерживаемого картером в горизонтальном положении, который включает в себя горизонтальный поршневой шток и горизонтальную плиту, прижатую к поршневому штоку для сообщения движения назад и вперед; первую плавающую амортизационную втулку, окружающую поршень при ходе вперед, и вторую амортизационную втулку, подсоединенную к поршню для амортизации ходов поршня назад и вперед.27. Машина по п.3, в которой устройство с черновыми формами содержит черновую форму на полость, механизм удерживания черновых форм и механизм раскрывания и смыкания, включающий в себя первое передаточное средство, состоящее из зубчатой рейки на каждом конце горизонтальной плиты приводного средства, для одновременного перемещения назад и вперед с помощью приводного средства.28. Машина по п.3, в которой устройство с черновыми формами содержит черновую форму на полость, механизм удерживания черновых форм и механизм раскрывания и смыкания, включающий в себя второе передаточное средство, состоящее из двух вращательных операционных валов, каждый из которых установлен с боковой стороны рамы, при этом каждый из них включает в себя нижний опорный конец, размещенный в подшипнике скольжения донной плиты опорной рамы, промежуточную опорную часть и верхнюю опору, препятствующую отклонению, для предотвращения отклонения вращательных операционных валов и шестеренный сегмент в нижнем конце вращательного операционного вала, входящий в зацепление с реечными частями первого передаточного средства для преобразования движения вперед и назад в ограниченное вращательное движение валов.29. Машина по п.3, в которой устройство с черновыми формами содержит черновую форму на полость, механизм удерживания черновых форм и механизм раскрывания и смыкания, включающий в себя опорное шарнирное средство, состоящее из монтажного кронштейна, установленного на картер опорной рамы, включающего в себя полую колонну с каждой его стороны, установленную на месте нахождения вращательных операционных валов второго передаточного средства, охватывая их; промежуточный внутренний корпус, вмещающий в себя подшипник скольжения, удерживающий промежуточную часть вращательных операционных валов, и центральный конический корпус, включающий в себя противодействующий скольжению конический стопор, удерживающий нижний конец центральной стойки, в которой первый и второй рычаги механизма удерживания черновых форм установлены на заменяемой при износе шайбе, действующей в качестве шарнира для первого и второго рычагов механизма удерживания черновых форм, и жесткий стопорный элемент, устанавливаемый в заданном положении посредством регулируемого узла, состоящего из гайки и винта, для регулирования положения шарнирного рычага.30. Машина по п.3, в которой устройство с черновыми формами содержит черновую форму на полость, механизм удерживания черновых форм и механизм раскрывания и смыкания, включающий в себя шарнирный рычаг, содержащий соединительный кривошип, установленный на верхнем конце вращательных операционных валов второго передаточного средства посредством зажимного винта, круглую шпонку для предотвращения крутильного смещения кривошипа, стопорный элемент, ограничивающий поворот кривошипа посредством регулируемого узла, состоящего из гайки и винта, монтажный кронштейн опорного шарнирного средства, палец, шатун, установленный на пальце, и палец, установленный на шатуне, на который установлены рычаги механизма удерживания черновых форм, так что когда угол между шатуном и линией от центра вращательного операционного вала второго передаточного средства к центру пальца шатуна близок к 0°, шарнирный рычаг обеспечивает максимальную силу смыкания или силу раскрывания половин черновых форм, при этом действием шарнирного рычага можно управлять посредством увеличения протяженности шатуна в случае износа первого и второго передаточных средств.31. Машина по п.3, в которой устройство с черновыми формами содержит черновую форму на полость, механизм удерживания черновых форм и механизм раскрывания и смыкания, включающий в себя противоотклоняющее средство, содержащее противоотклоняющую плиту, установленную на монтажном кронштейне опорного шарнирного средства и содержащую корпус, удерживающий подшипник скольжения с каждого конца для предотвращения отклонения верхнего конца вращательных операционных валов второго передаточного средства, и центральную противоотклоняющую плиту, прикрепленную к противоотклоняющей плите, включающую в себя корпус, имеющий втулку для удерживания верхнего конца центральной стойки опорного шарнирного средства, избегая таким образом его отклонение.32. Машина по п.3, в которой устройство с черновыми формами содержит черновую форму на полость, механизм удерживания черновых форм и механизм раскрывания и смыкания, включающий в себя центрирующее средство, содержащее центральную направляющую втулку, удерживаемую давлением картера опорной рамы, окружающую цилиндрические зубчатые реечные части первого передаточного средства, чтобы центрировать их, и центральную втулку, окружающую удлиненную часть поршневого штока приводного средства, которая подсоединена к горизонтальной плите, прижатой к поршневому штоку приводного средства для направления и поддерживания поршневого штока в течение его перемещения вперед и назад.33. Машина по п.3, в которой устройство с черновыми формами содержит черновую форму на полость, механизм удерживания черновых форм и механизм раскрывания и смыкания, включающий в себя индикаторное средство, содержащее индикатор положения поворота, подсоединенный к нижнему концу одной из нижних опорных концевых частей вращательных операционных валов первого передаточного средства для обеспечения обратной связи в отношении положения вращательных операционных валов для измерения скорости, времени и смещения механизма раскрывания и смыкания и для синхронизации этого механизма, касающейся переворачивающего устройства, выполняющего поворот в одном направлении на заданный угол.34. Машина по п.3, в которой устройство с направляющими воронками, установленное на опорной раме, содержит средство, несущее воронку, удерживаемое и приводимое в действие качательным механизмом, с помощью которого средство, несущее воронку, одновременно совершает качательное движение и опускание из верхнего, отведенного нерабочего положения в нижнее рабочее положение, а после того как подана порция расплавленного стекла, оно одновременно совершает качательное движение и подъем в отведенное положение, и направляющую воронку, удерживаемую несущим средством, для направления порции стекла в черновую форму.35. Машина по п.3, в которой устройство с направляющими воронками содержит средство, несущее воронку, качательный механизм и направляющую воронку, при этом средство, несущее воронку, содержит рычаг, удерживаемый и приводимый в действие качательным механизмом, включающий в себя кольцевой защитный держатель воронки, крепящийся зажимным средством на рычаге, несущем воронку.36. Машина по п.3, в которой устройство с направляющими воронками содержит средство, несущее воронку, качательный механизм и направляющую воронку, при этом средство, несущее воронку, имеет зажимное средство, содержащее зажим.37. Машина по п.3, в которой устройство с направляющими воронками содержит средство, несущее воронку, качательный механизм и направляющую воронку, включающую в себя монтажное средство для крепления к защитному держателю средства, несущего воронку.38. Машина по п.3, в которой устройство с направляющими воронками содержит средство, несущее воронку, качательный механизм и направляющую воронку, имеющую монтажное средство, включающее в себя фланец для установки направляющей воронки на несущее средство.39. Машина по п.3, в которой устройство с направляющими воронками содержит средство, несущее воронку, качательный механизм и направляющую воронку, при этом качательный механизм представляет собой поворотно-линейный качательный механизм, посредством которого рычаг средства, несущего воронку, одновременно совершает качание и опускание из верхнего, отведенного нерабочего положения в нижнее рабочее положение, а после того как подана порция расплавленного стекла, он одновременно совершает подъем и качание в отведенное положение, и содержитнеподвижное монтажное средство, жестко прикрепленное к опорной раме устройства, имеющее средство регулирования высоты для регулирования его высоты;
регулируемое монтажное средство, удерживаемое средством регулирования высоты неподвижного монтажного средства, для регулирования высоты всего устройства с направляющими воронками;
приводное средство, расположенное на регулируемом монтажном средстве, для сообщения движения подъема и опускания;
средство подъема и опускания, подсоединенное к приводному средству для подъема и опускания с помощью него, которое с возможностью скольжения подсоединено к регулируемому монтажному средству для направления таким образом при движении подъема и опускания;
качательное средство, подсоединенное к регулируемому монтажному средству и к средству подъема и опускания, чтобы таким образом совершать подъем и опускание, к которому подсоединен рычаг устройства с направляющими воронками для одновременного опускания и качания из верхнего, отведенного нерабочего положения в нижнее рабочее положение, а после подачи расплавленного стекла оно одновременно совершает подъем и качание к отведенному положению;
средство охлаждения для подачи охлаждающей текучей среды к устройству с направляющими воронками;
датчики положения, установленные на регулируемом монтажном средстве, для обеспечения информации о местоположении для измерения времени перемещений и управления этим временем для синхронизации механизмов.
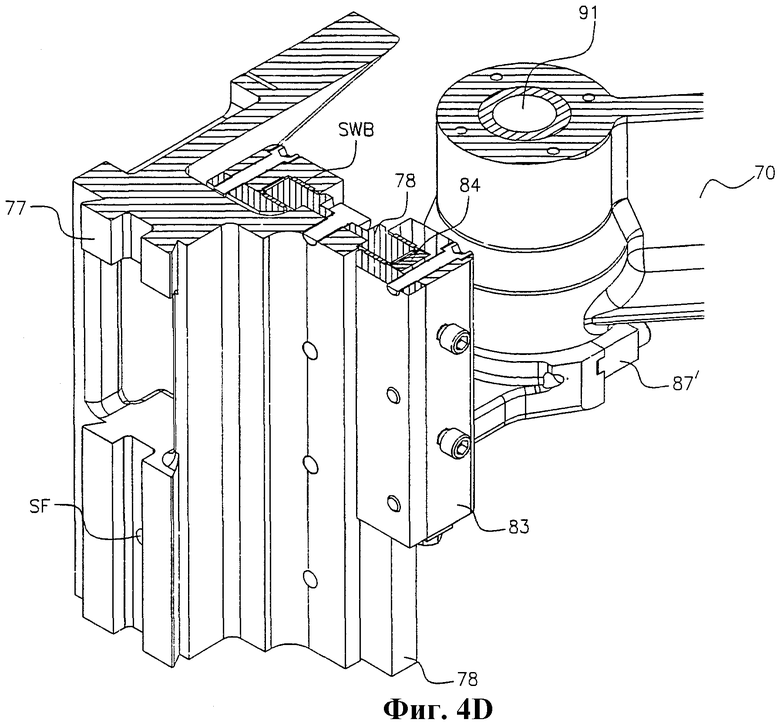
40. Машина по п.3, в которой устройство с направляющими воронками содержит средство, несущее воронку, качательный механизм и направляющую воронку; качательный механизм представляет собой поворотно-линейный качательный механизм, имеющий неподвижное монтажное средство, содержащее вертикальную неподвижную охватывающую направляющую в виде ласточкина хвоста, жестко прикрепленную к опорной раме устройства, и средство регулирования высоты, содержащее подъемный механизм, установленный в нижнем конце охватывающей опорной направляющей в виде ласточкина хвоста для регулирования высоты всего устройства с направляющими воронками, который затем жестко крепят к опорной охватывающей направляющей посредством винтов.41. Машина по п.3, в которой устройство с направляющими воронками содержит средство, несущее воронку, качательный механизм и направляющую воронку; качательный механизм представляет собой поворотно-линейный качательный механизм, имеющий регулируемое монтажное средство, содержащее опорную охватываемую направляющую в виде ласточкина хвоста, с которой входит в зацепление охватывающая направляющая в виде ласточкина хвоста неподвижного монтажного средства, при этом она удерживается подъемным механизмом фиксированного монтажного средства для регулирования высоты всего устройства с направляющими воронками, который жестко крепят к охватывающей направляющей посредством винтов, как только его высота, касающаяся вертикальной неподвижной охватывающей направляющей, отрегулирована; квадратный охватываемый направляющий рельс, жестко подсоединенный к охватываемой направляющей в виде ласточкина хвоста, регулируемый охватываемый кулачок, подсоединенный к опорной охватываемой направляющей, и горизонтальную монтажную плиту, подсоединенную к опорной охватываемой направляющей в виде ласточкина хвоста для монтажа приводного средства.42. Машина по п.3, в которой устройство с направляющими воронками включает в себя средство, несущее воронку, качательный механизм и направляющую воронку; качательный механизм представляет собой поворотно-линейный качательный механизм, имеющий приводное средство, содержащее линейный двигатель, приводимый в действие текучей средой и подсоединенный к горизонтальной монтажной плите с регулируемым монтажным средством, при этом он имеет поршневой шток для выполнения движения подъема и опускания средства, несущего воронку.43. Машина по п.3, в которой устройство с направляющими воронками содержит средство, несущее воронку, качательный механизм и направляющую воронку; качательный механизм представляет собой поворотно-линейный качательный механизм, имеющий средство подъема и опускания, содержащее квадратные С-образные салазки на нижнем, свободном конце поршневого штока линейного двигателя приводного средства, который приводит в действие текучая среда, для подъема и последующего опускания посредством поршневого штока, когда линейный двигатель приводят в действие, при этом С-образные салазки включают в себя опоры для бокового, заднего и переднего путей скольжения, и один из них содержит средство регулирования зазора, например подшипник, для уменьшения люфта салазок по отношению к регулируемому монтажному средству.44. Машина по п.3, в которой устройство с направляющими воронками содержит средство, несущее воронку, качательный механизм и направляющую воронку; качательный механизм представляет собой поворотно-линейный качательный механизм, имеющий качательное средство, содержащее регулируемый охватываемый кулачок, имеющий плавно опускающуюся криволинейную дорожку, с возможностью регулирования подсоединенный к опорной охватываемой направляющей в виде ласточкина хвоста на регулируемом монтажном средстве; вертикальный вал с подшипниками, посредством которых он установлен на квадратных С-образных салазках средства подъема и опускания посредством полукольцевых зажимов, при этом он имеет держатель кулачковых толкателей, выполненных за одно целое с ним, с которыми входит в зацепление регулируемый охватываемый кулачок, выполненный с возможностью регулирования посредством винтов регулирования зазора для предотвращения появления люфта между этим регулируемым кулачком и толкателями, для отслеживания комбинированного линейного и криволинейного профиля поворота.45. Машина по п.3, в которой устройство с направляющими воронками содержит средство, несущее воронку, качательный механизм и направляющую воронку; качательный механизм представляет собой поворотно-линейный качательный механизм, имеющий средство охлаждения, содержащее втулку для текучей среды, окружающую верхний конец вертикального вала качательного средства, через которую охлаждающий воздух может быть подан и подведен к рычагу устройства с направляющей воронкой и к которой прикреплен рычаг устройства с воронками.46. Машина по п.3, в которой устройство с направляющими воронками содержит средство, несущее воронку, качательный механизм и направляющую воронку; качательный механизм представляет собой поворотно-линейный качательный механизм, имеющий средство восприятия положения, содержащее датчик положения, установленный на опорной охватывающей направляющей в виде ласточкина хвоста регулируемого монтажного средства для обеспечения информации о местоположении для измерения времени перемещений и управления им для синхронизации механизмов.47. Машина по п.3, в которой устройство с поддонами содержит средство, несущее поддон, качательный механизм, установленный на опорной раме, к которой прикреплено средство, несущее поддон, для его одновременного качания и опускания из верхнего отведенного положения в нижнее рабочее положение и головочное средство поддона на полость, несомое средством, несущим поддон, для расположения поверх черновой формы для формования донной части заготовки и возврата, как только отформована заготовка.48. Машина по п.3, в которой устройство с поддонами содержит средство, несущее поддон, качательный механизм и головочное средство поддона, при этом средство, несущее поддон, содержит полый рычаг, удерживаемый и приводимый в действие качательным механизмом, включающий в себя удерживающее средство для удерживания головочного средства поддона.49. Машина по п.3, в которой устройство с поддонами содержит средство, несущее поддон, качательный механизм и головочное средство поддона, при этом средство, несущее поддон, имеет удерживающее средство, содержащее держатель и держатель поддона, который укорочен в случае одной полости.50. Машина по п.3, в которой устройство с поддонами содержит средство, несущее поддон, качательный механизм и головочное средство поддона, при этом средство, несущее поддон, имеет удерживающее средство, содержащее держатель, держатель поддона, который в случае большого количества полостей представляет собой удлиненную плиту, и выравнивающий механизм, несомый удлиненной плитой поддонов, в котором установлены головочные средства поддонов, при этом качательный механизм выполняет качание полого рычага, несущего поддон, для расположения средства, включающего в себя три головки с поддонами, удерживаемого выравнивающим механизмом, поверх черновых форм посредством уравновешенной силы, эквивалентной силе, прилагаемой по поверхности черновой формы.51. Машина по п.3, в которой устройство с поддонами содержит средство, несущее поддон, качательный механизм и головочное средство поддона, при этом средство, несущее поддон, имеет выравнивающий механизм, прикрепленный к удлиненной плите с поддонами, причем выравнивающий механизм включает в себя удерживающее средство, подсоединенное к удлиненной плите с поддонами; средство, несущее поддон, установленное на удерживающее средство; балансирное средство, в котором установлены головочные средства поддонов для обеспечения принудительного перемещения вверх и вниз подобно треугольному шатуну средства, несущего поддон, и головочного средства поддона.52. Машина по п.3, в которой устройство с поддонами содержит средство, несущее поддон, качательный механизм и головочное средство поддона, при этом средство, несущее поддон, имеет выравнивающий механизм, включающий в себя удерживающее средство, средство, несущее поддон, и балансирное средство, причем удерживающее средство содержит каркас выравнивателя, включающий в себя горизонтальный удерживающий корпус, подсоединенный к плите поддонов, имеющий центральное отверстие для распределения охлаждающей и рабочей текучей среды или для возможности подвода вакуума; горизонтальный канал, объединенный по центру с горизонтальным удерживающим корпусом, имеющий первый конец, включающий в себя первый корпус, промежуточную часть, имеющую центральный корпус, и второй конец, противоположный первому концу, включающий в себя второй корпус, при этом первый корпус, центральный корпус и второй корпус расположены на одной линии с центром каждой полости для формования заготовки, и каждый корпус включает в себя пару противоположных отходящих удерживающих бортовых частей, при этом центральная из отходящих бортовых частей включает в себя полуотверстие, объединенное с парой зажимов, каждый из которых имеет полуотверстие, позволяющее получить законченное отверстие для захождения удерживающего пальца.53. Машина по п.3, в которой устройство с поддонами содержит средство, несущее поддон, качательный механизм и головочное средство поддона, при этом средство, несущее поддон, имеет выравнивающий механизм, состоящий из удерживающего средства, средства, несущего поддон, и балансира, причем средство, несущее поддон, содержит открытый сверху центральный держатель, а также первый и второй закрытые сверху боковые держатели, при этом каждый держатель установлен у каждого удерживающего средства и содержит вертикальный трубчатый канал, каждый из которых имеет поперечное отверстие, совпадающее с горизонтальным каналом удерживающего средства для подачи текучей среды, причем центральный вертикальный трубчатый канал включает в себя компенсатор потока для выравнивания текучей среды по отношению к другим вертикальным трубчатым каналам, уплотняющее металлическое поршневое кольцо для уплотнения корпусов удерживающего средства для предотвращения утечек охлаждающей и/или рабочей текучей среды, и две пары противоположных горизонтальных удерживающих фланцев для облегчения принудительных перемещений вверх и вниз подобно треугольному шатуну, для выравнивания сил и управления разностями высот черновых форм, а также для образования плоской удерживающей части между ними с каждой противоположной стороны трубчатого канала для удерживания балансирным средством, и перпендикулярное горизонтальное кольцо для удерживания поддона, каждое из которых имеет периферийный С-образный фланец, включающий в себя вырезы для введения соответствующего головочного средства поддона, которое остается застопоренным при повороте в периферийном С-образном фланце, и корпус для удерживания поршня с возможностью его отведения для предотвращения высвобождения головочного средства поддона.54. Машина по п.3, в которой устройство с поддонами содержит средство, несущее поддон, качательный механизм и головочное средство поддона, при этом средство, несущее поддон, имеет выравнивающий механизм, состоящий из удерживающего средства, средства, несущего поддон, и балансирного средства, причем балансирное средство содержит первое удлиненное плечо, состоящее из пары подобных противоположных параллельных удлиненных плеч, удерживаемых вместе у первого конца посредством горизонтальной верхней выполненной за одно целое с ними стенки, а со второго закругленного вильчатого конца посредством вертикальной выполненной за одно целое с ними стенки, образующей вилку для удерживания первого средства, несущего поддон, обеспечивая принудительное перемещение вверх и вниз подобно треугольному шатуну; первое отверстие, проходящее как через первое удлиненное плечо, так и через второе удлиненное плечо на первом конце, и второе отверстие, также проходящее как через первое удлиненное плечо, так и через второе удлиненное плечо в их промежуточной поддон; второе, короткое балансирное плечо, удерживающее центральное средство, несущее поддон и второе средство, несущее поддон, состоящее из пары параллельных плеч, соединенных как одно целое в промежуточной части посредством промежуточной, выполненной за одно целое с ними стенки, имеющей проходящее через нее отверстие, образующих первый закругленный вильчатый конец и второй закругленный вильчатый конец для удерживания центрального средства, несущего поддон, второго средства, несущего поддон, и для обеспечения их принудительного перемещения вверх и вниз подобно треугольному шатуну.55. Машина по п.3, в которой устройство с поддонами содержит средство, несущее поддон, качательный механизм и головочное средство поддона, при этом качательный механизм представляет собой поворотно-линейный качательный механизм, с помощью которого средство, несущее поддон, включающее в себя головочное средство поддона, одновременно совершает качание и опускание из верхнего, отведенного нерабочего положения в нижнее, рабочее положение, а после формования заготовки оно одновременно совершает подъем и качание в отведенное положение, и содержитправостороннее неподвижное монтажное средство, жестко прикрепленное к опорной раме устройства, имеющее средство регулирования высоты для регулирования его высоты;
регулируемое монтажное средство, удерживаемое средством регулирования высоты неподвижного монтажного средства, для регулирования высоты всего устройства с поддонами;
приводное средство, расположенное на регулируемом монтажном средстве для сообщения движения подъема и опускания;
средство подъема и опускания, подсоединенное к приводному средству для подъема и опускания с помощью него, которое также с возможностью скольжения подсоединено к регулируемому монтажному средству для направления с помощью него при движении подъема и опускания;
качательное средство, подсоединенное к регулируемому монтажному средству и к средству подъема и опускания для подъема и опускания с помощью него, к которому подсоединен рычаг устройства с поддоном для одновременного опускания и качания из верхнего, отведенного нерабочего положения в нижнее рабочее положение и для одновременного подъема и качания в отведенное положение;
средство охлаждения для подачи охлаждающей текучей среды к устройству с поддонами;
датчик положения, расположенный на регулируемом монтажном средстве для обеспечения информации о местонахождении для измерения времени перемещения и управления им для синхронизации механизмов.
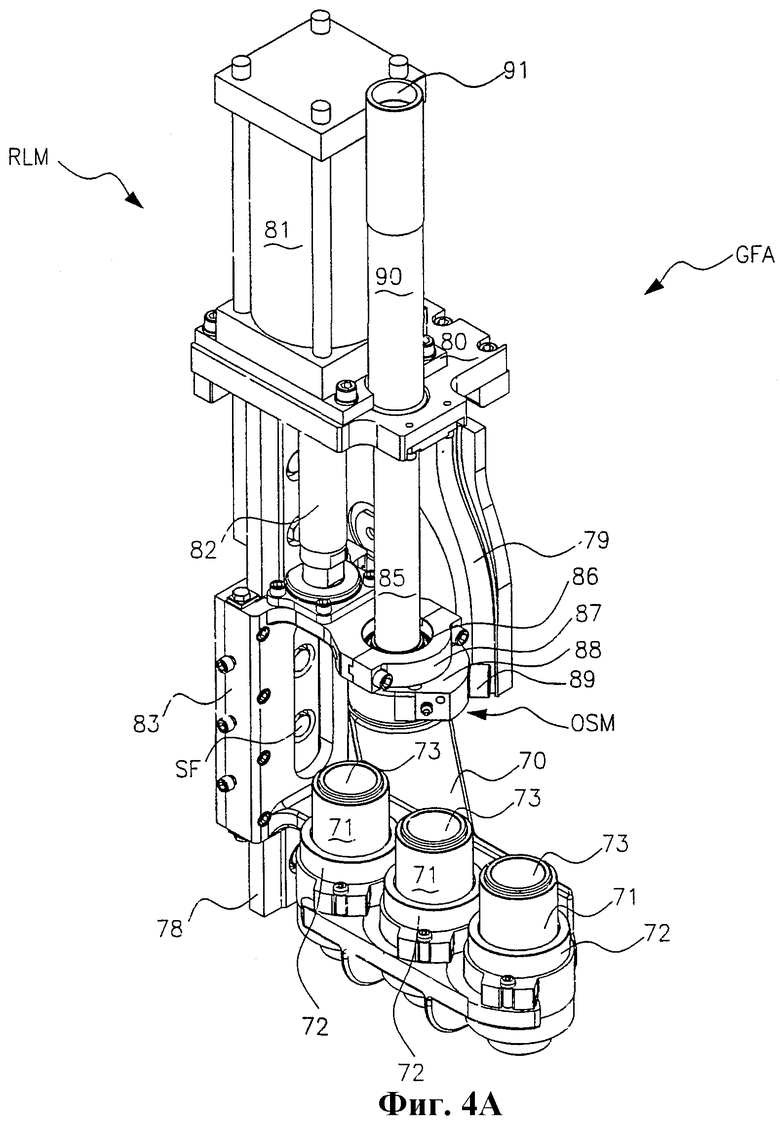
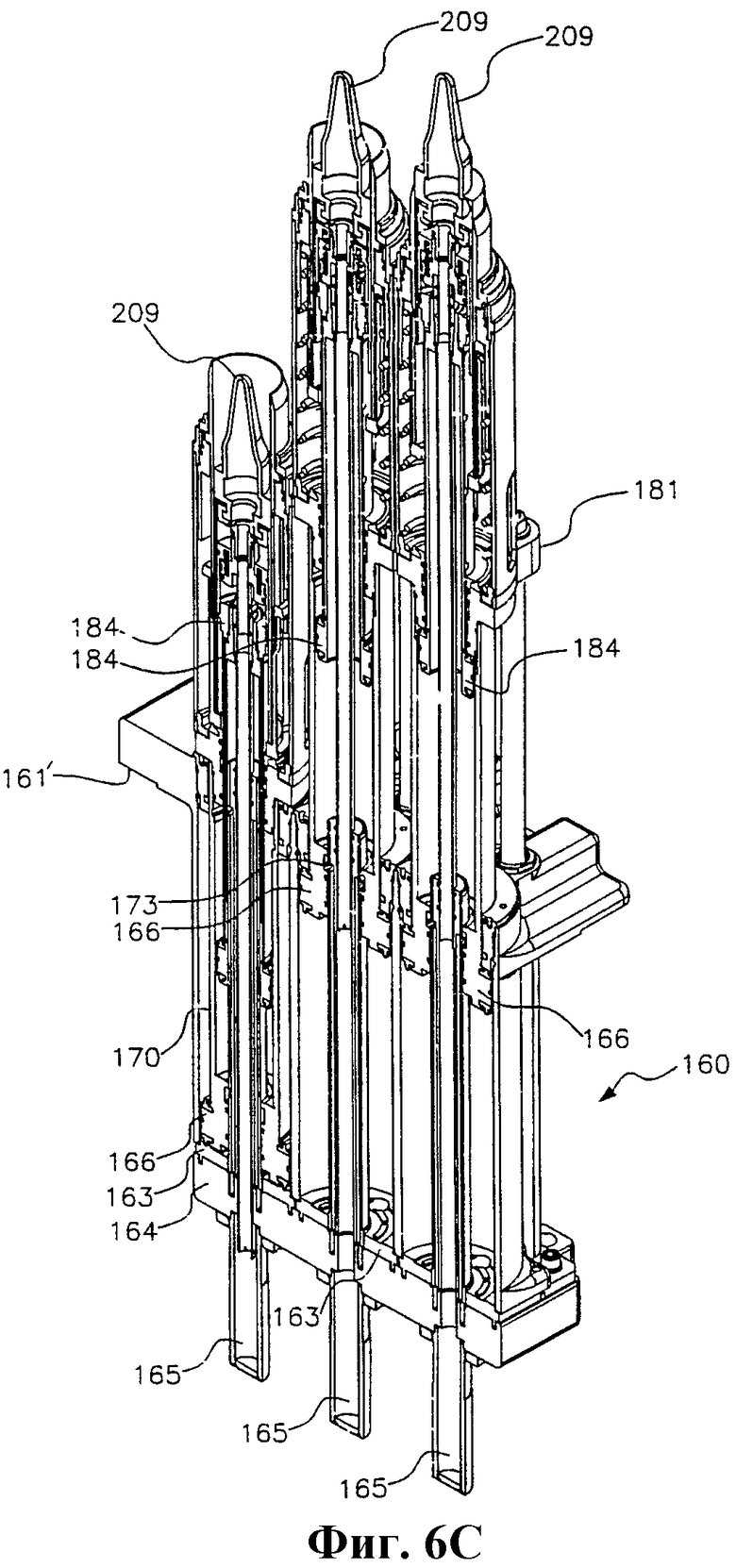
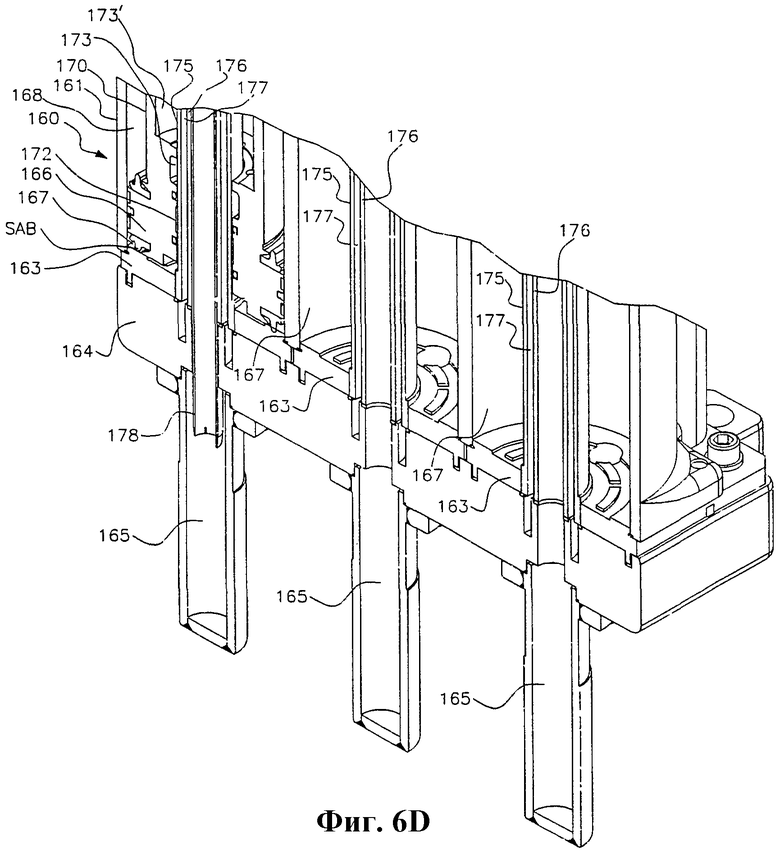
56. Машина по п.3, в которой устройство с поддонами содержит средство, несущее поддон, качательный механизм и головочное средство поддона, при этом качательный механизм представляет собой поворотно-линейный качательный механизм, имеющий неподвижное монтажное средство, содержащее вертикальную неподвижную охватывающую направляющую в виде ласточкина хвоста, жестко прикрепленную к опорной раме устройства, и средство регулирования высоты, содержащее подъемный механизм, закрепленный у нижнего конца опорной охватывающей направляющей в виде ласточкина хвоста для регулирования высоты всего устройства с поддонами, которое затем жестко крепят к опорной охватывающей направляющей посредством винтов.57. Машина по п.3, в которой устройство с поддонами содержит средство, несущее поддон, качательный механизм и головочное средство поддона, при этом качательный механизм представляет собой поворотно-линейный качательный механизм, имеющий регулируемое монтажное средство, содержащее опорную охватываемую направляющую в виде ласточкина хвоста, с которой входит в зацепление охватывающая направляющая в виде ласточкина хвоста неподвижного монтажного средства, удерживаемое подъемным механизмом неподвижного монтажного средства для регулирования высоты всего устройства с поддоном, которое жестко прикреплено к охватывающей направляющей, как только отрегулирована его высота по отношению к вертикальной неподвижной охватывающей направляющей в виде ласточкина хвоста; квадратный охватываемый направляющий рельс, жестко подсоединенный к охватываемой направляющей в виде ласточкина хвоста, регулируемый охватываемый кулачок, подсоединенный к опорной охватываемой направляющей в виде ласточкина хвоста, и горизонтальную монтажную плиту, подсоединенную к опорной охватываемой направляющей для монтажа приводного средства.58. Машина по п.3, в которой устройство с поддонами содержит средство, несущее поддон, качательный механизм и головочное средство поддона, при этом качательный механизм представляет собой поворотно-линейный качательный механизм, имеющий приводное средство, содержащее линейный двигатель, действующий посредством текучей среды, подсоединенный к горизонтальной монтажной плите регулируемого монтажного средства и имеющий поршневой шток для выполнения движения подъема и опускания средства, несущего поддон.59. Машина по п.3, в которой устройство с поддонами содержит средство, несущее поддон, качательный механизм и головочное средство поддона, при этом качательный механизм представляет собой поворотно-линейный качательный механизм, имеющий средство подъема и опускания, содержащее квадратные С-образные салазки на нижнем, свободном конце поршневого штока линейного двигателя приводного средства, который приводят в действие текучей средой, для подъема и последующего опускания поршневым штоком, когда линейный двигатель приводят в действие, при этом квадратные С-образные салазки содержат боковую, заднюю и переднюю опоры пути скольжения, одна из которых включает в себя средство регулирования зазора, например подшипник, для уменьшения люфта салазок по отношению к регулируемому монтажному средству.60. Машина по п.3, в которой устройство с поддонами содержит средство, несущее поддон, качательный механизм и головочное средство поддона, при этом качательный механизм представляет собой поворотно-линейный качательный механизм, имеющий качательное средство, содержащее регулируемый охватываемый кулачок, имеющий плавно опускающуюся криволинейную дорожку, с возможностью регулирования подсоединенный к опорной охватываемой направляющей в виде ласточкина хвоста на регулируемом монтажном средстве; вертикальный вал с подшипниками, посредством которых он прикреплен к квадратным С-образным салазкам средства подъема и опускания посредством полукольцевых зажимов, имеющий держатель кулачкового толкателя, выполненный за одно целое с ним, включающий в себя пару толкателей, с которыми входит в зацепление регулируемый охватываемый кулачок, который регулируют винтами регулирования зазора во избежание появления люфта между этим регулируемым кулачком и толкателями для отслеживания комбинированного линейного и криволинейного профиля неподвижного охватываемого кулачка.61. Машина по п.3, в которой устройство с поддонами содержит средство, несущее поддон, качательный механизм и головочное средство поддона, при этом качательный механизм представляет собой поворотно-линейный качательный механизм, имеющий средство охлаждения, содержащее втулку для прохождения текучей среды, окружающую верхний конец вертикального вала качательного средства, через которую охлаждающий воздух может быть подведен и подан к рычагу средства, несущего поддон, к которому прикреплено головочное средство поддона.62. Машина по п.3, в которой устройство с поддонами содержит средство, несущее поддон, качательный механизм и головочное средство поддона, при этом качательный механизм представляет собой поворотно-линейный качательный механизм, имеющий средства восприятия положения, содержащие датчики положения, установленные на опорной охватывающей направляющей, выполненной в виде ласточкина хвоста, регулируемого монтажного средства для обеспечения информации о местоположении для измерения времени перемещений и управления им для синхронизации механизмов.63. Машина по п.3, в которой устройство с поддонами содержит средство, несущее поддон, качательный механизм и головочное средство поддона, при этом головочное средство поддона содержит монтажное средство, установленное на средстве, несущем поддон.64. Машина по п.3, в которой устройство с поддонами содержит средство, несущее поддон, качательный механизм и головочное средство поддона, при этом головочное средство поддона содержит монтажное средство, состоящее из удерживающего фланца, установленного на рычаге средства, несущего поддон.65. Машина по п.3, в которой устройство с поддонами содержит средство, несущее поддон, качательный механизм и головочное средство поддона, при этом головочное средство поддона содержит гильзу из пористого материала для обеспечения осаждающего дутья к черновой форме с созданием при этом статического давления, позволяющего выполнить окончательную обработку стекла и избежать появления меток в виде волн при осаждении, как только порция расплавленного стекла загружена в черновую форму, обеспечить вакуум, способствующий удалению воздуха, находящегося поверх порции стекла, когда отформована заготовка, и подать охлаждающую текучую среду для охлаждения головки с поддоном, что позволяет повысить качество, поскольку метки в виде волн при осаждении, а также метки от головки поддона в донной части заготовки уменьшаются.66. Машина по п.3, в которой устройство с поддонами содержит средство, несущее поддон, качательный механизм и головочное средство поддона, при этом головочное средство поддона содержит одну головку.67. Машина по п.3, в которой устройство с поддонами содержит средство, несущее поддоны, качательный механизм и головочные средства поддонов, при этом головочные средства поддонов содержат множество головок с поддоном.68. Машина по п.3, в которой устройство с поддонами содержит средство, несущее поддоны, качательный механизм и головочные средства поддонов, при этом головочные средства поддонов содержат три головки с поддоном.69. Машина по п.3, в которой устройство с прессовочными плунжерами для формования заготовки содержит устройство из множества узлов с телескопическим цилиндром и поршнем для каждой полости, установленное в положении "нулевой линии" горловой формы, которое представляет собой постоянное местоположение независимо от размера черновой формы, заготовки и готового изделия; прессовочный плунжер, приводимый в действие упомянутым устройством из узлов с цилиндром и поршнем, для формования всей заготовки посредством введения прессовочного плунжера на весь ход через перемещаемую и раскрываемую горловую форму и его возврата, как только вся заготовка отформована посредством выполнения процесса прессовыдувного формования, либо посредством введения прессовочного плунжера на короткий ход через перемещаемую и раскрываемую горловую форму для формирования горлышка заготовки и его отведения для обеспечения раздува и формования всей заготовки посредством выполнения процесса формования выдуванием; средства подачи текучей среды к устройству с множеством узлов, состоящих из телескопического цилиндра и поршня, для подачи охлаждающей и рабочей текучей среды от внешнего источника.70. Машина по п.3, в которой устройство с прессовочными плунжерами содержит устройство с множеством узлов из телескопического цилиндра и поршня, прессовочный плунжер и средства подачи текучей среды, при этом устройство с множеством узлов, состоящих из телескопического цилиндра и поршня, включает в себя для каждой полости первый узел из цилиндра и поршня, установленный в фиксированном положении на настиле рамы секции машины, включающий в себя полый поршневой шток, обеспечивающий положение загрузки; второй узел из цилиндра и поршня, размещенный в полом поршневом штоке первого узла из поршня и цилиндра, обеспечивающий положение выполнения частичного прессования; третий узел из поршня и цилиндра, установленный на полый поршневой шток второго узла из цилиндра и поршня, имеющий полый поршневой шток, чтобы совместно с первым узлом и со вторым узлом обеспечить положение прессования горлышка.71. Машина по п.3, в которой устройство с прессовочными плунжерами содержит устройство из множества узлов с телескопическим цилиндром и поршнем, прессовочный плунжер и средства подачи текучей среды, при этом устройство из множества узлов с телескопическим цилиндром и поршнем включает в себя для каждой полости первый, второй и третий узлы с цилиндром и поршнем, причем первый узел из цилиндра и поршня содержит первый цилиндр, имеющий размещенный в нем первый кольцевой поршень и верхнюю опору, установленный в фиксированном постоянном месте на настиле рамы секции машины и имеющий верхнюю внутреннюю винтовую часть; канал для текучей среды в верхней опоре верхнего конца цилиндра для подачи рабочей текучей среды от внешнего источника для отвода первого кольцевого поршня; донную концевую крышку, удерживаемую на выполненной как одно целое плите, обеспечивающей сеть для подачи рабочей текучей среды для подвода рабочей текучей среды и охлаждающей текучей среды для выполнения хода выдвижения первого кольцевого поршня, и центральный канал для подачи охлаждающей текучей среды; первый кольцевой поршень в первом цилиндре, образующий нижнюю камеру для выдвижения этого первого кольцевого поршня в комбинации с выполнением отведения второго узла из поршня и цилиндра в положение загрузки при проведении процесса прессовыдувного формования или в положение формования горлышка при выполнении процесса формования выдуванием, и верхнюю камеру для отведения первого поршня, при этом первый кольцевой поршень имеет полый шток, действующий в качестве второго внутреннего цилиндра для второго узла с цилиндром и поршнем, верхнюю внутреннюю винтовую часть и нижнюю выполненную как одно целое втулку, включающую в себя каналы для подачи рабочей текучей среды, и амортизатор как у нижнего, так и у верхнего концов первого кольцевого поршня; первую неподвижную уплотняющую втулку, установленную на донной крышке, для предусматривающего возможность скольжения уплотнения первого поршня и его внутренней втулки, имеющую множество перфораций вблизи от ее верхнего конца; первую фиксированную концентричную трубу с канавками, имеющую выполненную за одно целое с ней внутреннюю втулку и приваренную к первой уплотняющей втулке с образованием внутренних осевых каналов для прохождения текучей среды, сообщающихся с перфорациями для подачи рабочей текучей среды и выдвижения второго прессовочного поршня;первую концевую крышечную втулку штока, имеющую наружную винтовую часть для ввинчивания в верхнюю внутреннюю винтовую часть первого цилиндра для ограничения хода выдвижения первого поршня и придания направления полому поршневому штоку, и каналы, сообщающиеся с каналами цилиндра, для подачи рабочей текучей среды для отведения поршня;
вторую концевую крышечную втулку поршня, имеющую первые каналы для подачи текучей среды для хода выдвижения третьего, конечного прессовочного поршня, и вторые каналы для подачи рабочей текучей среды ко второму поршню при его ходе отведения в камере второго узла, состоящего из цилиндра и поршня, при этом подача в каналы текучей среды происходит через наружную телескопическую трубу посредством второй концевой крышечной втулки штока, причем эта втулка имеет амортизаторы у ее верхнего конца и нижнюю наружную винтовую часть, ввинчиваемую в верхнюю внутреннюю винтовую часть полого поршневого штока для подъема посредством полого поршневого штока, когда первый поршень приведен в действие для выполнения хода выдвижения, ограниченного первой концевой крышечной втулкой штока;
направляющую втулку, установленную на второй концевой втулке штока посредством кольцевого состоящего из двух частей удерживающего фланца для придания направления освобождающему и направляющему элементу, включающую в себя первую, внутреннюю пружину, имеющую нижний конец, примыкающий к фланцу поверх второй концевой втулки штока, и верхний конец, соединенный с верхней наружной ступенькой, и вторую, наружную пружину, имеющую нижний конец, также примыкающий к фланцу поверх второго конца второй концевой втулки штока, и верхний конец, примыкающий к нижнему концу освобождающего и направляющего элемента для возможности быстрой замены поршня и амортизации соединения плавающей направляющей втулки с перемещаемой и раскрываемой горловой формой;
толкающую втулку, включающую в себя верхнюю, наружную ступеньку, к которой примыкает верхний конец первой внутренней пружины, и вторую, внутреннюю нижнюю ступеньку для установления положения загрузки; плавающую направляющую втулку, имеющую наружный конический верхний конец, центрируемый по отношению к перемещаемой и раскрываемой горловой форме, промежуточный наружный кольцевой буртик и нижний конец, которая направляет прессовочный плунжер на протяжении его хода;
освобождающий и направляющий элемент, имеющий нижний конец, примыкающий к верхнему концу второй, наружной пружины, и верхний конец, имеющий наружную винтовую часть, образующий плавающий корпус для плавающей направляющей втулки, которая выполнена с возможностью перемещения в горизонтальной, но не в вертикальной плоскости, для обеспечения центрирования с перемещаемой и раскрываемой горловой формой;
удерживающую втулку, имеющую наружный кольцевой буртик, примыкающий к верхнему концу направляющей втулки, для удерживания посредством винтов, и кольцевую ступеньку для ограничения хода освобождающего и направляющего элемента;
крышечный конец, имеющий первую кольцевую ступеньку, примыкающую к освобождающему и направляющему элементу, образующему плавающий корпус, и внутреннюю винтовую часть, навинчивающуюся на наружную винтовую часть освобождающего и направляющего элемента;
при этом для монтажа прессовочного плунжера на держателе и/или на изменяемом адаптерном элементе и его демонтажа первый, второй и третий плунжеры устанавливают в полностью выдвинутое положение, а затем плавающую направляющую втулку полностью отводят посредством работающих на сжатие пружин для обеспечения доступа к запорной канавке держателя плунжера.
72. Машина по п.3, в которой устройство с прессовочными плунжерами содержит устройство из множества узлов с телескопическим цилиндром и поршнем, прессовочный плунжер и средства подачи текучей среды, при этом устройство из множества узлов с телескопическим цилиндром и поршнем включает в себя на каждую полость первый, второй и третий узлы с цилиндром и поршнем, причем второй узел с цилиндром и поршнем содержитвторой поршень для загрузки и предварительного прессования, с возможностью скольжения установленный в полом поршневом штоке первого узла с поршнем и цилиндром, имеющий амортизаторы как у его нижнего, так и у верхнего конца, образующий нижнюю камеру для выдвижения поршня и верхнюю камеру для отведения поршня и включающий в себя второй полый шток, имеющий перфорации вблизи от нижнего конца для прохождения текучей среды и включающий в себя вторую, внутреннюю концентричную трубу, образующую каналы для прохождения текучей среды, соединяющиеся с перфорациями второго полого поршневого штока для обеспечения прохождения рабочей текучей среды к третьему, конечному прессовочному поршню через третью концевую крышечную втулку штока, когда второй поршень совершает полный ход выдвижения, в свою очередь, соединяя каналы второй концевой крышечной втулки штока первого узла из цилиндра и поршня с перфорациями для прохождения текучей среды во втором полом поршневом штоке, при этом второй полый поршневой шток включает в себя наружную винтовую часть, ввинчиваемую в третью концевую крышечную втулку штока, и верхнюю внутреннюю винтовую часть, навинчиваемую на внутреннюю втулку;
вторую подвижную вверх и вниз концентричную трубу, входящую со скольжением в выполненную как одно целое внутреннюю втулку первого узла из цилиндра и поршня, для подвода охлаждающего воздуха, противодутья или вакуума к прессовочному плунжеру или к плунжеру для формования горлышка;
третью, концевую крышечную втулку штока у верхнего конца полого поршневого штока и концентричную трубу с канавками для расположения третьего цилиндра, включающую в себя внутреннюю винтовую часть для навинчивания на верхнюю наружную винтовую часть концентричной трубы с канавками, и наружную винтовую часть для ввинчивания во внутреннюю винтовую часть третьего, конечного прессовочного цилиндра третьего узла из поршня и цилиндра; канал для прохождения текучей среды, совпадающий с каналами, образованными концентричной трубой с канавками и полым поршневым штоком, и внутреннюю втулку для придания направления нижнему поршневому штоку третьего, конечного прессовочного поршня, так что когда этот второй узел из цилиндра и поршня полностью выдвинут, то устанавливает прессовочный плунжер в положение частичного прессования.
73. Машина по п.3, в которой устройство с прессовочным плунжером содержит устройство из множества узлов с телескопическим цилиндром и поршнем, прессовочный плунжер и средства подачи текучей среды, при этом устройство из множества узлов с телескопическим цилиндром и поршнем включает в себя на каждую полость первый, второй и третий узлы из цилиндра и поршня, причем третий узел из цилиндра и поршня содержит цилиндр, имеющий нижнюю внутреннюю винтовую часть для навинчивания на наружную винтовую часть третьей концевой крышечной втулки штока второго узла из цилиндра и поршня, который, в свою очередь, образует камеру; третий, конечный прессовочный поршень, установленный в третьем, конечном прессовочном цилиндре, образующий нижнюю камеру, расположенную под поршнем, и приводимый в действие рабочей текучей средой для обеспечения конечного положения прессования, и верхнюю камеру над третьим, конечным прессовочным поршнем, имеющую первую пружину для отведения поршня, первый, нижний поршневой шток, направляемый внутренней втулкой, и третий, верхний полый поршневой шток, включающий в себя внутреннюю винтовую часть;держатель плунжера, установленный на третьем, верхнем полом поршневом штоке, имеющем внутреннюю винтовую часть, навинчиваемую на наружную винтовую часть третьего, конечного прессовочного поршня, содержащий внутреннюю запорную канавку для удерживания прессовочного плунжера;
прессовочный плунжер для выполнения процесса прессовыдувного формования, имеющий удерживающий фланец, вводимый через запорную канавку плунжера для его крепления;
изменяемый адаптерный элемент, имеющий верхний конец, включающий в себя полукруглое плечо с углублением и удерживаемый между держателем плунжера и прессовочным плунжером этого третьего узла из цилиндра и поршня, и нижний конец, примыкающий ко второй, внутренней ступеньке толкающей втулки этого третьего узла с цилиндром и поршнем, причем изменяемый адаптерный элемент толкает вниз толкающую втулку этого узла, когда поршневой шток второго узла из цилиндра и поршня отведен, сжимая пружину первого узла для подготовки к выполнению движения переворота переворачивающим устройством, выполняющим поворот в одном направлении; углубление полукольцевого буртика обеспечивает возможность быстрой замены прессовочного плунжера, а также самого адаптерного элемента посредством толкающего воздействия вниз на плавающую направляющую втулку для освобождения прессовочного плунжера для изменения регулирования положения путем изменения длины изменяемого адаптерного элемента.
74. Машина по п.3, в которой устройство с прессовочными плунжерами содержит устройство из множества узлов с телескопическим цилиндром и поршнем, плунжер для формования заготовки и средства подачи текучей среды, при этом плунжер для формования заготовки установлен на полый поршневой шток третьего узла из цилиндра и поршня, для введения плунжера в перемещаемую и раскрываемую горловую форму в положении загрузки, в готовности захождения порции расплавленного стекла, подаваемой к черновой форме, посредством приведения в действие первого узла из цилиндра и поршня и возможности отведения второго узла из цилиндра и поршня, последующего частичного прессования порции стекла в черновой форме и в горловой форме для частичной отформовки заготовки посредством приведения в действие второго узла из цилиндра и поршня, и, наконец, окончательного прессования порции стекла в черновой форме посредством приведения в действие третьего узла из цилиндра и поршня, чтобы отформовать заготовку при выполнении процесса прессовыдувного формования.75. Машина по п.3, в которой устройство с прессовочными плунжерами содержит: устройство из множества узлов с телескопическим цилиндром и поршнем, плунжер для формования заготовки и средства подачи текучей среды, при этом плунжер для формования заготовки представляет сбой короткий плунжер для формования горлышка, установленный на полом поршневом штоке третьего узла из цилиндра и поршня для ввода короткого плунжера в перемещаемую и раскрываемую горловую форму в положении формования горлышка, готовом для захождения порции расплавленного стекла, подаваемого в черновую форму, и формирования горлышка заготовки посредством приведения в действие первого, второго и третьего узлов из цилиндра и поршня, одновременно подводя вакуум по центральному каналу, проходящему через первый, второй и третий цилиндры и прессовочные плунжеры для содействия отделке горлышка в комбинации с осаждающим дутьем посредством устройства с поддонами, и последующего отвода третьего узла из цилиндра и поршня для отвода короткого плунжера формования горлышка для обеспечения раздува для отделки заготовки при выполнении процесса формования выдуванием.76. Машина по п.3, в которой устройство с прессовочными плунжерами содержит устройство из множества узлов с телескопическим цилиндром и поршнем, плунжер для формования заготовки и средства подачи текучей среды, включающие в себя каналы для прохождения текучей среды и клапанное средство для обеспечения положительного или отрицательного давления во всем устройстве с прессовочными плунжерами.77. Машина по п.3, в которой устройство с прессовочными плунжерами содержит устройство из множества узлов с телескопическим цилиндром и поршнем, плунжер для формования заготовки и средства подачи текучей среды, включающие в себя каналы для прохождения текучей среды, содержащие центральный канал, проходящий через устройство из узлов с телескопическим цилиндром и поршнем, и трехпозиционный распределительный клапан для обеспечения положительного или отрицательного давления для всего устройства с прессовочным плунжером так, чтобы при выполнении процесса формования выдуванием короткий плунжер формования горлышка находился в положении загрузки, вначале обеспечивая вакуум через центральный канал и диагональные каналы короткого плунжера, чтобы порция расплавленного стекла, подаваемая к черновой форме и к перемещаемой и раскрываемой горловой форме, полностью и быстро заполняла горловую форму в дополнение к осаждающему дутью, обеспечиваемому устройством с поддонами, и затем, когда поршень третьего узла из цилиндра и поршня отведен, трехпозиционный распределительный клапан переключается на положительное давление, обеспечивая раздув для формирования заготовки, а третье положение трехпозиционного распределительного клапана представляет собой нерабочее положение.78. Машина по п.3, в которой устройство с прессовочными плунжерами содержит плоские сопла, расположенные независимо друг от друга по прессовочному плунжеру или короткому плунжеру для формования горлышка для обеспечения воздушной завесы для предотвращения захождения посторонних веществ в устройство с прессовочными плунжерами.79. Машина по п.3, в которой переворачивающее устройство, выполняющее поворот в одном направлении на заданный угол, представляет собой устройство с сервоуправлением для обеспечения оптимального пути переворота заготовки для предотвращения ее деформации.80. Машина по п.3, в которой переворачивающее устройство, выполняющее поворот в одном направлении на заданный угол, включает в себя поворотный опорный приводной механизм, приводной механизм, первый и второй раскрываемые горизонтальные удерживающие рычаги и механизм удерживания и освобождения горловой формы, при этом поворотный опорный приводной механизм содержит поворотный каркас для размещения и удерживания первого и второго раскрываемых горизонтальных удерживающих рычагов и механизма удерживания и освобождения горловой формы, имеющий первый боковой конец, включающий в себя силовой вал, подсоединенный к силовому выходному соединению приводного механизма, для поворота в одном направлении на заданный угол, вначале на 180° по часовой стрелке, перемещая заготовку вверх и сжимая ее, или против часовой стрелки, перемещая заготовку вниз и вытягивая ее, и затем дополнительно на 180°, завершая поворот на 360°, и второй, противоположный боковой конец, удерживаемый подшипником, который, в свою очередь, опирается на зажимную опору, закрепленную на опорной раме, для обеспечения поворота поворотного каркаса в одном направлении на заданный угол; первую пару монтажных направляющих и вторую пару монтажных направляющих, диаметрально противоположную на 180° первой паре монтажных направляющих, каждая из которых установлена по горизонтали параллельно оси вращения посредством поворотного каркаса; первую пару скользящих держателей рычагов горлышка, собранных так, что они противоположны друг другу и с возможностью скольжения установлены на первой паре монтажных направляющих, и вторую пару скользящих держателей рычагов горлышка, тоже собранных так, что они противоположны друг другу и с возможностью скольжения установлены на второй паре монтажных направляющих, при этом вторая пара скользящих держателей расположена противоположно на 180° первой паре скользящих держателей; каждый из держателей включает в себя кулачковый толкатель, установленный вблизи от их противоположных внутренних поверхностей; центральную закрепленную ось, проходящую в осевом направлении через центр вращения каркаса для обеспечения приводной текучей среды и имеющую первый конец, который удерживается силовым валом посредством подшипника, и второй конец, удерживаемый и зажимаемый зажимной опорой; пару каналов, подсоединенных к источнику рабочей текучей среды в виде поворотного соединительного патрубка для подвода рабочей текучей среды к двигателям механизма удерживания и освобождения горлышка.81. Машина по п.3, в которой переворачивающее устройство, выполняющее поворот в одном направлении на заданный угол, включает в себя поворотный опорный приводной механизм, приводной механизм, первый и второй раскрываемые горизонтальные удерживающие рычаги и механизм удерживания и освобождения горловой формы, при этом приводной механизм содержит каркас, включающий в себя первую боковую крышку и вторую боковую крышку, каждую с каждой стороны каркаса, при этом вторая боковая крышка имеет две шпоночные канавки, противоположные друг другу на 180°, и опорную плиту, имеющую шпоночную канавку, которая будет установлена в положении, зависящем от механизма, в котором установлен приводной механизм, причем опорную плиту устанавливают на опорную раму устройства посредством полукольцевого зажима; горизонтальную ось, опирающуюся посредством подшипников на первую и вторую боковые крышки и включающую в себя низкоскоростное зубчатое колесо, имеющее силовое выходное соединение, которое должно быть подсоединено к силовому валу поворотного, опорного приводного механизма для передачи выходной мощности; стакан, установленный на каркасе, содержащий высокоскоростной удлиненный вал, имеющий червячную шестерню на его нижнем конце, входящую в зацепление с низкоскоростным зубчатым колесом, снабженным механизмом противодействия образованию зазора, для уменьшения скорости и передачи мощности устройству для переворота в одном направлении; гибкое соединение на нижнем конце высокоскоростного удлиненного вала для удаления серводвигателя из зоны нагрева заготовки; поворотный серводвигатель для вращения высокоскоростного вала посредством гибкого соединения, удерживаемый посредством рамы на нижнем конце стакана; фланец в промежуточном месте стакана для установки на опорную раму устройства во избежание вибрации всей конструкции, при этом две шпоночные канавки боковой крышки обеспечивают возможность расположения приводного механизма в положении, противоположном на 180°, для установки на выгружающее устройство, выполняющее криволинейное перемещение в двух направлениях, без демонтажа приводного механизма.82. Машина по п.3, в которой переворачивающее устройство, выполняющее поворот в одном направлении на заданный угол, включает в себя поворотный опорный приводной механизм, приводной механизм, первый и второй раскрываемые горизонтальные удерживающие рычаги и механизм удерживания и освобождения горловой формы, при этом каждый из первого и второго раскрываемых горизонтальных удерживающих рычагов содержит первую пару рычагов для удерживания горловой формы и вторую пару рычагов для удерживания горловой формы, соответственно подсоединенных к скользящим держателям горловых рычагов поворотного опорного приводного механизма; каждый из рычагов удерживания горловой формы включает в себя полукольцевой удерживающий фланец для поддерживания перемещаемой и раскрываемой горловой формы посредством своего фланца, полукольцевой поддерживающий фланец под полукольцевым удерживающим фланцем для того, чтобы удерживающие рычаги поддерживали перемещаемую и раскрываемую горловую форму, когда они сомкнуты, в течение переворачивающего действия; удлиненную пружинную железную полосу, каждая из которых имеет центральную плоскую поверхность и две наклонные конечные поверхности, каждая из которых заканчивается в концевом гибком V-образном ограничителе положения и удерживается пальцами между кольцевыми удерживающими фланцами и полукольцевым удерживающим фланцем для центрирования половин горловой формы, удерживаемых в собранном состоянии посредством кольцевой пружины двумя ее плоскими угловыми поверхностями для предотвращения несовпадения, касающегося разделительной линии черновых форм; первую пару рычагов удерживания горловой формы, удерживающую перемещаемую и раскрываемую горловую форму на так называемой фиксированной "нулевой линии" черновых форм, в то время как вторая пара рычагов удерживания горловой формы удерживает вторую горловую форму, расположенную на так называемой фиксированной "нулевой линии" форм для выдувания, при этом обе они смещены вниз и вверх от центральной оси рычагов, поэтому ступенчатое расположение обеспечивает возможность введения черновых форм, имеющих разную длину, без необходимости регулирования места расположения устройства с черновыми формами.83. Машина по п.3, в которой переворачивающее устройство, выполняющее поворот в одном направлении на заданный угол, включает в себя поворотный опорный приводной механизм, приводной механизм, первый и второй раскрываемые горизонтальные удерживающие рычаги и механизм удерживания и освобождения горловой формы, содержащий первую пару пружин, каждая из которых установлена вокруг конца монтажных направляющих поворотного опорного приводного механизма, примыкающих к каждому концу поворотного каркаса и к наружной поверхности каждого из скользящих держателей рычагов горлышка на поворотном опорном приводном механизме, вторую пару пружин, каждая из которых подобным же образом установлена вокруг конца одной из второй пары монтажных направляющих и примыкает к концу поворотного каркаса и к наружной поверхности второй пары скользящих держателей рычагов горлышка для удерживания первой и второй пар держателей рычагов и, следовательно, первой и второй пар рычагов, удерживающих горлышко, нормально сомкнутыми под действием толкающей силы пружин в положении, в котором перемещаемая и раскрываемая горловая форма находится на посту формования заготовки; пару двигателей, действующих посредством текучей среды, каждый из которых соответствующим образом установлен на верхнем и нижнем концах каркаса, при этом каждый из них включает в себя поршневой шток, соответственно имеющий кулачок с двумя сужающимися поверхностями, находящийся в контакте с нормально сомкнутыми кулачковыми толкателями, сцентрированный по отношению к центральной соединительной линии черновой формы и формы для выдувания для введения между каждой парой толкателей, чтобы однообразно и одновременно раскрывать рычаги удерживания горловой формы, преодолевая толкающую силу пружин, посредством двигателей, приводимых в действие текучей средой, чтобы освободить перемещаемую и раскрываемую горловую форму на промежуточном посту, а когда происходит отведение текучей среды из двигателей, рычаги для удерживания горловой формы смыкаются под действием пружин.84. Машина по п.3, в которой перемещающее устройство представляет собой устройство с сервоуправлением, выполняющее криволинейное перемещение в двух направлениях для обеспечения оптимального пути перемещения заготовки, избегая при этом ее деформации.85. Машина по п.3, в которой устройство для криволинейного перемещения в двух направлениях включает в себя монтажное средство, приводной механизм, механизм перемещения заготовки с полым качательным рычагом и двухпозиционный раскрывающий механизм, при этом монтажное средство содержит опорный стол, установленный на опорную раму устройства, включающий в себя пару полукольцевых зажимов, расположенных в конце опорного стола, и дополнительный полукольцевой зажим на втором конце опорного стола для удерживания как устройства для криволинейного перемещения в двух направлениях, так и его приводного механизма.86. Машина по п.3, в которой устройство для криволинейного перемещения в двух направлениях включает в себя монтажное средство, приводной механизм, механизм перемещения заготовки с полым качательным рычагом и двухпозиционный раскрывающий механизм, при этом приводной механизм содержит каркас, включающий в себя первую боковую крышку и вторую боковую крышку, каждую с каждой стороны каркаса, причем вторая боковая крышка имеет две шпоночные канавки, противоположные друг другу на 180°, и опорную плиту, имеющую шпоночную канавку, которая будет установлена в положении, зависящем от механизма, в который установлен приводной механизм, при этом опорная плита установлена на опорную раму устройства посредством полукруглого зажима; горизонтальную ось, удерживаемую посредством подшипников в первой и второй боковых крышках, включающую в себя низкоскоростное зубчатое колесо, имеющее силовое выходное соединение для передачи выходной мощности; стакан, установленный на каркасе, содержащий высокоскоростной удлиненный вал, имеющий на его нижнем конце червячную шестерню, входящую в зацепление с низкоскоростным зубчатым колесом, снабженным механизмом противодействия образованию зазора, для уменьшения скорости и передачи энергии устройству для переворота в одном направлении; гибкое соединение на нижнем конце высокоскоростного удлиненного вала для отвода серводвигателя из зоны нагрева заготовки; поворотный серводвигатель для вращения высокоскоростного удлиненного вала посредством гибкого соединения, удерживаемый рамой у нижнего конца стакана; фланец в промежуточном месте стакана, установленный на опорной раме устройства и позволяющий избежать вибрации всей конструкции, при этом две шпоночные канавки боковой крышки обеспечивают возможность установки этого приводного механизма в противоположном на 180° положении для монтажа на устройстве для криволинейного перемещения в двух направлениях без демонтажа приводного механизма.87. Машина по п.3, в которой устройство для криволинейного перемещения в двух направлениях включает в себя монтажное средство, приводной механизм, механизм перемещения заготовки с полым качательным рычагом и двухпозиционный раскрывающий механизм, при этом полый качательный рычаг содержит первую половину и вторую половину, собранные так, что они противоположны друг другу, образуя внутреннюю камеру и взаимосвязанные каналы для прохождения текучей среды, причем он имеет первый конец, удерживаемый поворотным несущим уплотнение соединением, которое, в свою очередь, опирается посредством подшипника на опорный стол монтажного средства и зажато полукольцевым зажимом; силовой вал, подсоединенный ко второй половине рычага для соединения с силовым выходным соединением приводного механизма, образуя ось поворота полого качательного рычага для качания на 180° по пути с сервоуправлением от промежуточного поста повторного нагрева на "нулевой линии" форм для выдувания к посту формования выдуванием, возврата к промежуточному посту и последующего подъема примерно на 90° для ожидания следующего цикла, и закрепленную ось, удерживаемую и зажимаемую полукольцевым зажимом и силовым валом посредством подшипника и включающую в себя закрепленное зубчатое колесо; паразитное зубчатое колесо, входящее в зацепление с закрепленным зубчатым колесом и состоящее из двух половин, собранных так, что они противоположны друг другу и смещены друг от друга посредством регулировочных винтов для регулирования зазора, при этом оно установлено во внутренней камере посредством подшипников, образуя промежуточную паразитную ось; второй конец, включающий в себя ось, удерживаемую подшипниками, во втором конце качательного рычага, содержащую синхронизирующее зубчатое колесо, входящее в зацепление с паразитным зубчатым колесом и закрепленное на оси; перевернутую U-образную качательную опору, имеющую две боковые стенки, каждая из которых содержит полукольцевое углубление, обеспечивающее скольжение, для свободной установки по обоим концам оси и для удерживания посредством соответствующего полукольцевого зажима, так чтобы свободно совершать качание на оси, при этом стенка U-образной качательной опоры имеет наружную монтажную поверхность, включающую в себя гнезда для вала, причем U-образная качательная опора, когда полый рычаг поворачивается на закрепленной оси, находится в одной и той же горизонтальной ориентации в течение всего поворота рычага, описывающего криволинейный путь перемещения благодаря паразитному зубчатому колесу и синхронизирующему зубчатому колесу; полукольцевой зажим имеет передаточный выступ, включающий в себя две противоположные конические направляющие, и взаимодействует с верхним полукольцевым зажимом и нижним полукольцевым зажимом, оба из которых зажаты на оси, при этом нижний полукольцевой зажим имеет две отстоящие друг от друга опоры, образующие между собой пространство, в котором передаточный выступ зажима установлен и удерживается посредством регулировочных винтов с коническими концами, которые в упомянутом пространстве между опорами входят в конические направляющие передаточного выступа для обеспечения регулирования горизонтального положения U-образной качательной опоры для параллельности верхней поверхности формы для выдувания посредством регулировочных винтов и предотвращения ее бокового смещения посредством конических концов винтов и направляющих.88. Машина по п.3, в которой устройство для криволинейного перемещения в двух направлениях включает в себя монтажное средство, приводной механизм, механизм перемещения заготовки с качательным полым рычагом и двухпозиционный раскрывающий механизм; механизм перемещения заготовки содержит держатель перемещающих пальцев, подсоединенный к поверхности качательной опоры качательного полого рычага, содержащей каркас, имеющий пару параллельных монтажных направляющих, прикрепленных к каркасу в горизонтальном положении, имеющих ту же ориентацию, что и ось, посредством гнезд качательной опоры; пару держателей, с возможностью скольжения установленных на паре монтажных направляющих, при этом каждый из держателей включает в себя кулачковый толкатель, установленный вблизи его противоположных внутренних поверхностей; две пары пружин, причем каждая пара установлена вокруг конца каждой из монтажных направляющих, примыкая к поворотному каркасу и к наружной поверхности каждого из скользящих держателей для сохранения держателей нормально сомкнутыми под действием толкающей силы пружин; пару закрепленных пальцевых рычагов, подсоединенных к держателям и включающих в себя пару захватывающих пальцев, которые в результате находятся в нормально сомкнутом состоянии.89. Машина по п.3, в которой устройство для криволинейного перемещения в двух направлениях включает в себя монтажное средство, приводной механизм, механизм перемещения заготовки с полым качательным рычагом и двухпозиционный раскрывающий механизм, при этом двухпозиционный раскрывающий механизм содержит двухпозиционный двигатель, приводимый в действие текучей средой, установленный на каркасе и содержащий цилиндр, имеющий верхнюю крышку с направляющим отверстием, канал для текучей среды и нижнюю крышку, также имеющую направляющее отверстие; первую ограничительную ступеньку в верхней крышке и вторую ограничительную ступеньку в нижней крышке; первый поршень в цилиндре, образующий верхнюю камеру между верхней крышкой и самим поршнем, и нижнюю камеру под поршнем, а также имеющий первый, верхний поршневой шток, проходящий через направляющее отверстие верхней крышки и имеющий регулировочные гайки для регулирования хода первого поршня, и второй, полый поршневой шток, имеющий множество каналов для прохождения текучей среды для подачи рабочей текучей среды из нижней камеры к верхней камере над вторым поршнем, установленным в полом поршневом штоке; второй поршень, установленный в полом поршневом штоке, имеющий шток, включающий в себя шатун, имеющий кулачок с двумя сужающимися поверхностями, при этом, когда первый поршень первоначально приведен в действие посредством подачи рабочей текучей среды через канал в верхней камере цилиндра, он перемещается вниз на величину хода, ограниченную регулировочными гайками, примыкающими к первой ограничительной ступеньке, и толкает вниз второй поршень на первый ход, сохраняемый силой пружин и давлением текучей среды в верхней камере для раскрытия рычагов с удерживающими пальцами, предназначенными для удерживания перемещаемой и раскрываемой горловой формы и манипулирования ею; после этого, когда текучую среду подводят по каналу к нижней камере, она, в свою очередь, проходит по каналам для текучей среды ко второй, верхней камере, так что второй поршень достигает своего хода полного выдвижения для однообразного и одновременного раскрытия горловой формы, удерживаемой посредством рычага с удерживающими пальцами, освобождая при этом заготовку для ее падения плашмя по вертикали к форме для выдувания; наконец, когда текучую среду отводят из камеры, пружины возвращают поршень при удерживании горловой формы в сомкнутом состоянии посредством работающей на растяжение кольцевой пружины для поворота посредством этого устройства с сервоуправлением, предназначенного для выполнения криволинейного перемещения в двух направлениях, назад к промежуточному посту, и происходит подъем пустых захватывающих пальцев в положение примерно на 90° для ожидания нового цикла.90. Машина по п.3, в которой устройство с формами для выдувания содержитформу для выдувания на полость, при этом каждая форма для выдувания содержит две подобные половины, собранные так, что они противоположны друг другу и обе они образуют полость для формования готового стеклянного изделия, как только к ним подана законченная заготовка, причем каждая половина формы для выдувания имеет полость для формования изделия, монтажное средство для монтажа половин и средство охлаждения для непосредственного охлаждения половин формы для выдувания; механизм удерживания форм для выдувания, установленный на опорной раме устройства на фиксированной "нулевой линии" форм для выдувания, удерживающий половины этих форм с помощью их монтажных средств;
механизм раскрывания и смыкания, установленный на опорной раме машины, подсоединенный к механизму удерживания форм для выдувания для смыкания половин этих форм с схватыванием при этом поданной заготовки, которая должна быть подвергнута выдуванию для формования готового изделия, и для их раскрывания и высвобождения отформованного изделия.
91. Машина по п.3, в которой устройство с формами для выдувания включает в себя форму для выдувания на полость, механизм удерживания форм для выдувания, механизм раскрывания и смыкания, механизм донных формовочных плит и устройство с дутьевыми головками, при этом форма для выдувания включает в себя две половины, каждая из которых имеет монтажное средство, включающее в себя удерживающий фланец для установки на механизм удерживания форм для выдувания, в свою очередь, установленный на опорной раме устройства на фиксированной "нулевой линии" форм для выдувания.92. Машина по п.3, в которой устройство с формами для выдувания включает в себя форму для выдувания на полость, механизм удерживания форм для выдувания, механизм раскрывания и смыкания, механизм донных формовочных плит и устройство с дутьевыми головками, при этом форма для выдувания включает в себя две половины, каждая из которых имеет средства охлаждения, содержащие множество осевых каналов, проходящих в осевом направлении через половину формы для выдувания для ее внутреннего охлаждения.93. Машина по п.3, в которой устройство с формами для выдувания включает в себя форму для выдувания на полость, механизм удерживания форм для выдувания, механизм раскрывания и смыкания и устройство с дутьевыми головками, при этом механизм удерживания форм для выдувания включает в себя монтажное средство для установки на механизм раскрывания и смыкания, первый и второй рычаги, шарнирно установленные на монтажном средстве в шарнирном устройстве; держатели форм для выдувания, удерживаемые первым и вторым рычагами, в которых половины форм удерживаются средствами для их удерживания; средства охлаждения, подсоединенные с возможностью прохождения текучей среды к средствам охлаждения половин форм для выдувания и охлаждения механизма удерживания форм для выдувания.94. Машина по п.3, в которой устройство с формами для выдувания включает в себя форму для выдувания на полость, механизм удерживания форм для выдувания, механизм раскрывания и смыкания, механизм донных формовочных плит и устройство с дутьевыми головками, при этом механизм удерживания форм для выдувания имеет монтажное средство, включающее в себя монтажный кронштейн.95. Машина по п.3, в которой устройство с формами для выдувания включает в себя форму для выдувания на полость, механизм удерживания форм для выдувания, механизм раскрывания и смыкания, механизм донных формовочных плит и устройство с дутьевыми головками, при этом механизм удерживания форм для выдувания в случае множества полостей включает в себя держатели форм для выдувания, содержащие выравнивающее средство, в котором установлены половины форм для выдувания, так что эти половины могут быть однообразно сомкнуты под действием подобных сил смыкания.96. Машина по п.3, в которой устройство с формами для выдувания содержит форму для выдувания на полость, механизм удерживания форм для выдувания и механизм раскрывания и смыкания, при этом механизм удерживания форм для выдувания в случае трех полостей включает в себя держатели форм для выдувания, имеющие выравнивающее средство, содержащее первую выравнивающую балку, расположенную на первом рычаге механизма удерживания форм для выдувания, первый держатель одной формы для выдувания, размещенный в первой выравнивающей балке, в котором соответственно размещена половина формы, и держатель сдвоенной формы для выдувания, также размещенный в первой выравнивающей балке, в котором размещены две половины форм для выдувания; первый соответствующий держатель одной формы для выдувания, размещенный во второй выравнивающий балке, расположенный на втором рычаге механизма удерживания форм для выдувания, в котором соответственно размещена половина формы для выдувания, и держатель сдвоенной формы для выдувания, также размещенный во второй выравнивающей балке, в котором расположены две половины форм для выдувания, при этом половины форм для выдувания могут быть однообразно сомкнуты под действием подобных сил смыкания.97. Машина по п.3, в которой устройство с формами для выдувания содержит форму для выдувания на полость, механизм удерживания форм для выдувания и механизм раскрывания и смыкания, при этом механизм удерживания форм для выдувания в случае трех полостей включает в себя держатели форм для выдувания, имеющие выравнивающее средство, содержащее первую выравнивающую балку, установленную на первом рычаге механизма удерживания форм для выдувания, имеющем первый держатель одной формы для выдувания, установленный в первой выравнивающей балке, в котором соответственно установлена половина формы для выдувания, и первый держатель сдвоенной формы для выдувания, включающий в себя первый держатель и второй держатель, который также установлен в первой выравнивающей балке и в котором установлены две половины форм для выдувания; вторую выравнивающую балку, установленную на втором рычаге механизма удерживания форм для выдувания, имеющую второй держатель одной формы для выдувания, установленный во второй выравнивающей балке, в котором соответственно установлена половина формы для выдувания, обращенный к первому держателю первого держателя сдвоенной формы для выдувания, и второй держатель сдвоенной формы, включающий в себя первый держатель и второй держатель, который также установлен во второй выравнивающей балке и в котором установлены две половины форм для выдувания, при этом первый держатель второго держателя формы обращен к первому держателю одной формы первой выравнивающей балки, а вторые держатели первого и второго держателей сдвоенной формы обращены друг к другу так, что половины форм могут быть однообразно сомкнуты под действием подобных сил смыкания.98. Машина по п.3, в которой устройство с формами для выдувания содержит форму для выдувания на полость, механизм удерживания форм для выдувания и механизм раскрывания и смыкания, при этом механизм удерживания форм для выдувания в случае трех полостей включает в себя держатели форм, имеющие выравнивающее средство, содержащее первую выравнивающую балку, установленную на первом рычаге механизма удерживания форм для выдувания, имеющего держатель одной формы для выдувания, установленный в первой выравнивающей балке, в котором соответственно установлена половина формы для выдувания, и держатель сдвоенной формы для выдувания, также установленный в первой выравнивающей балке, в котором установлены две половины форм для выдувания; вторую выравнивающую балку, установленную на втором рычаге механизма удерживания форм для выдувания, имеющую третий держатель форм для выдувания, обращенный к держателям одной и сдвоенной формы для выдувания на первой выравнивающей балке, при этом эффект, заключающийся в том, что половины форм для выдувания будут однообразно смыкаться под действием подобных сил смыкания, достигается посредством держателей одной и сдвоенной форм для выдувания.99. Машина по п.3, в которой устройство с формами для выдувания включает в себя форму для выдувания на полость, механизм удерживания форм для выдувания, механизм раскрывания и смыкания, механизм донных формовочных плит и устройство с дутьевыми головками, при этом механизм удерживания форм для выдувания включает в себя средства охлаждения, содержащие охлаждающую коробку из двух половин, включающую в себя сопла, расположенные на высоте, зависящей от высоты типа изделий, для направления охлаждающей текучей среды в осевые каналы половин форм для выдувания, причем охлаждающая коробка с возможностью скольжения подсоединена к площадке скольжения Т-образного золотникового клапана системы подачи энергии и текучей среды, установленного на опорной раме устройства, при этом ее удерживают в обеспечивающем уплотнение контакте посредством пружины Т-образного золотникового клапана с обеспечением при этом подачи охлаждающей текучей среды в течение всего хода выполнения операции раскрывания и смыкания формы для выдувания.100. Машина по п.3, в которой устройство с формами для выдувания включает в себя форму для выдувания на полость, механизм удерживания форм для выдувания, механизм раскрывания и смыкания, механизм донных формовочных плит и устройство с дутьевыми головками, при этом механизм раскрывания и смыкания форм для выдувания содержитопорную раму, установленную на опорную раму устройства для опирания и удерживания внутренних компонентов;
приводное средство для выполнения перемещения назад и вперед;
первое передаточное средство, подсоединенное к приводному средству для передачи движения назад и вперед; второе передаточное средство, подсоединенное к первому передаточному средству для преобразования движения назад и вперед в ограниченное поворотное движение;
опорное шарнирное средство, установленное на опорной раме, на котором установлены первый и второй рычаги механизма удерживания форм для выдувания;
шарнирный рычаг, установленный на верхнем конце поворотного операционного вала, в котором установлены первый и второй рычаги механизма удерживания форм для выдувания и их раскрывания и смыкания; противоотклоняющее средство, установленное на опорной раме для уменьшения изгиба валов и шарнирного средства; центрирующее средство, установленное на опорной раме для центрирования первого передаточного средства при движении назад и вперед;
индикатор положения, подсоединенный к передаточному средству для обеспечения обратной связи в отношении положения первого передаточного средства для измерения скорости, времени и смещения механизма смыкания и раскрывания и для синхронизации механизмов.
101. Машина по п.3, в которой устройство с формами для выдувания включает в себя форму для выдувания на полость, механизм удерживания форм для выдувания и механизм раскрывания и смыкания, при этом механизм раскрывания и смыкания имеет опорную раму, содержащую картер, установленный на опорную раму устройства, включающий в себя съемную донную плиту, расположенную с каждой стороны картера, причем каждая из боковых сторон картера имеет гнездо, включающее в себя подшипник скольжения с заплечиком и съемную крышку для возможности сборки и технического обслуживания внутренних элементов.102. Машина по п.3, в которой устройство с формами для выдувания включает в себя форму для выдувания на полость, механизм удерживания форм для выдувания и механизм раскрывания и смыкания, при этом механизм раскрывания и смыкания имеет приводное средство, содержащее узлы с цилиндром и поршнем, действующие посредством текучей среды, удерживаемые по горизонтали картером и включающие в себя горизонтальный поршневой шток и горизонтальную плиту, прикрепленную к поршневому штоку для передачи движения назад и вперед, первую плавающую амортизационную втулку, окружающую поршень при ходе вперед, и вторую амортизационную втулку, подсоединенную к поршню для амортизации ходов поршневого штока назад и вперед.103. Машина по п.3, в которой устройство с формами для выдувания включает в себя форму для выдувания на полость, механизм удерживания форм для выдувания и механизм раскрывания и смыкания, при этом механизм раскрывания и смыкания форм для выдувания имеет первое передаточное средство, содержащее реечную зубчатую часть с каждого конца горизонтальной плиты приводного средства для одновременного перемещения назад и вперед с помощью приводного средства.104. Машина по п.3, в которой устройство с формами для выдувания включает в себя форму для выдувания на полость, механизм удерживания форм для выдувания и механизм раскрывания и смыкания, при этом механизм раскрывания и смыкания форм для выдувания имеет второе передаточное средство, содержащее два вращательных операционных вала, каждый из которых установлен с боковой стороны опорной рамы, причем каждый из них содержит нижний опорный конец, размещенный в подшипнике скольжения донной плиты опорной рамы, промежуточную опорную часть и верхнюю противоотклоняющую опору, и шестеренный сегмент на нижнем конце валов, входящий в зацепление с зубчатыми реечными частями первого передаточного средства для преобразования движения назад и вперед в ограниченное поворотное движения валов.105. Машина по п.3, в которой устройство с формами для выдувания включает в себя форму для выдувания на полость, механизм удерживания форм для выдувания и механизм раскрывания и смыкания, при этом механизм раскрывания и смыкания форм для выдувания имеет шарнирное опорное средство, содержащее монтажный кронштейн, установленный на картере опорной рамы, включающее в себя полую колонну с каждой его стороны, установленную на месте нахождения валов второго передаточного средства, охватывая их; промежуточный внутренний корпус, вмещающий в себя подшипник скольжения, удерживающий промежуточную часть валов, и центральный конический корпус, включающий в себя противодействующий скольжению конический стопор, удерживающий нижний конец центральной стойки, в котором первый и второй рычаги механизма удерживания форм для выдувания установлены на заменяемую при износе шайбу, действующую в качестве шарнира для первого и второго рычагов механизма удерживания форм для выдувания, и жесткий стопорный элемент, выполненный в виде регулируемого узла из гайки и винта, для регулирования положения шарнирного рычага.106. Машина по п.3, в которой устройство с формами для выдувания включает в себя форму для выдувания на полость, механизм удерживания форм для выдувания и механизм раскрывания и смыкания, при этом механизм раскрывания и смыкания форм для выдувания имеет шарнирный рычаг, содержащий соединительный кривошип, установленный на верхнем конце вращательных операционных валов второго передаточного средства посредством зажимного винта, круглую шпонку для предотвращения крутильного смещения кривошипа, стопорный элемент, ограничивающий поворот кривошипа посредством регулируемого узла, состоящего из гайки и винта, на монтажном кронштейне опорного шарнирного средства, палец, шатун, установленный на пальце, а также палец, установленный на шатуне, в котором закреплены рычаги механизма удерживания форм для выдувания, при этом, когда угол между шатуном и линией от центра вращательного операционного вала второго передаточного средства до центра пальца шатуна почти равен 0°, шарнирный рычаг обеспечивает максимальную силу смыкания или силу раскрывания половин формы для выдувания, причем действие шарнирного рычага также можно контролировать путем удлинения шатуна в случае износа первого и второго передаточных средств.107. Машина по п.3, в которой устройство с формами для выдувания включает в себя форму для выдувания на полость, механизм удерживания форм для выдувания и механизм раскрывания и смыкания, при этом механизм раскрывания и смыкания форм для выдувания имеет противоотклоняющее средство, содержащее плиту, противодействующую отклонению и прикрепленную к монтажному кронштейну опорного шарнирного средства, содержащую корпус, в котором с каждого его конца размещен подшипник скольжения для предотвращения отклонения верхнего конца валов второго передаточного средства, и центральную противодействующую отклонению плиту, прикрепленную к противодействующей отклонению плите, включающую в себя корпус, имеющий втулку для удерживания верхнего конца центральной стойки опорного шарнирного средства для предотвращения его отклонения.108. Машина по п.3, в которой устройство с формами для выдувания включает в себя форму для выдувания на полость, механизм удерживания форм и механизм раскрывания и смыкания, при этом механизм раскрывания и смыкания имеет центрирующее средство, содержащее центрирующую направляющую втулку, удерживаемую посредством давления картера опорной рамы, окружающую цилиндрические зубчатые реечные части первого передаточного средства для их выравнивания, и центральную втулку, окружающую удлиненную часть поршневого штока приводного средства, которая подсоединена к горизонтальной плите, прикрепленной к поршневому штоку приводного средства, чтобы направлять и удерживать поршневой шток в течение его движения назад и вперед.109. Машина по п.3, в которой устройство с формами для выдувания включает в себя форму для выдувания на полость, механизм удерживания форм и механизм раскрывания и смыкания, при этом механизм раскрывания и смыкания имеет средство индикации положения, содержащее индикатор положения при повороте, подсоединенный к нижнему торцу одного из нижних опорных концов вращательных операционных валов первого передаточного средства для обеспечения обратной связи, касающейся положения вращательных операционных валов, для измерения скорости, времени и смещения механизма смыкания и раскрывания для синхронизации этого механизма по отношению к перемещающему устройству и выгружающему устройству.110. Машина по п.3, в которой механизм донных формовочных плит, предназначенный для формования донной части стеклянного изделия, содержит донную формовочную плиту, формирующую донную часть стеклянного изделия, монтажное средство, установленное на настил рамы секции машины для монтажа донной формовочной плиты, средство обеспечения охлаждения и вакуума у монтажного средства для создания вакуума у формы для выдувания, чтобы содействовать выдуванию стеклянного изделия, и для подвода охлаждающей текучей среды для охлаждения донной формовочной плиты; средство регулирования высоты, установленное у монтажного средства, чтобы поднимать и опускать весь механизм донных формовочных плит.111. Машина по п.3, в которой механизм донных формовочных плит содержит донную формовочную плиту, средство обеспечения охлаждения и вакуума, а также средство регулирования высоты, при этом донная формовочная плита содержит три плавающие донные формовочные плиты для трехполостной машины, с возможностью отсоединения и автоматического регулирования соединенных с соответствующими прокладками плиты, несущей донные формы, при этом каждая из них совпадает с центром соответствующей полости каждой формы для выдувания, так что, когда формы для выдувания сомкнуты вокруг плавающих донных форм, они автоматически центрируются с центром каждой полости, формуя донную часть стеклянного изделия.112. Машина по п.3, в которой механизм донных формовочных плит содержит донную формовочную плиту, монтажное средство, средство обеспечения охлаждения и вакуума и средство регулирования высоты, при этом монтажное средство для трехполостной машины включает в себя первый, неподвижный монтажный блок, установленный на настил рамы секции машины, включающий в себя центральный корпус для регулирования высоты;второй блок, подвижный вверх и вниз, установленный на средстве регулирования высоты над первым, неподвижным монтажным блоком для поддерживания и регулирования высоты донных формовочных плит в положении формования изделия; промежуточный блок, подсоединенный ко второму, подвижному блоку для регулирования высоты донных формовочных плит для любой высоты семейства стеклянных изделий;
распределительную плиту, подсоединенную к промежуточному блоку для подвода вакуума и охлаждения;
плиту, несущую донные формы, подсоединенную к распределительной плите для монтажа донных формовочных плит, имеющую три привинченные к ней прокладки;
три плавающие донные формы с возможностью отсоединения и автоматического регулирования, прикрепленные к соответствующим прокладкам, каждая из которых совпадает с центром соответствующей полости каждой формы для выдувания, так что, когда формы для выдувания сомкнуты вокруг плавающих донных форм, они автоматически центрируются с центром каждой полости, формируя донную часть стеклянных изделий.
113. Машина по п.3, в которой механизм донных формовочных плит содержит донную формовочную плиту, средство обеспечения охлаждения и вакуума и средство регулирования высоты, при этом средство обеспечения охлаждения и вакуума для трехполостной машины включает в себяпервый, вертикальный канал, проходящий через первый, неподвижный блок монтажного средства для подвода вакуума, второй, центральный канал, а также третий и четвертый вертикальные каналы для охлаждающей текучей среды, каждый с каждой стороны второго, центрального канала, при этом третий и четвертый вертикальные каналы обеспечивают подачу охлаждающей текучей среды, причем первый, третий и четвертый вертикальные каналы включают в себя уплотняющие кольца у первого, неподвижного блока монтажного средства для предотвращения утечек текучей среды;
соединительный вакуумный канал, сообщающийся с первым, вертикальным каналом первого блока, во втором, подвижном блоке монтажного средства для подвода вакуума к плитам форм для выдувания, чтобы содействовать выдуванию изделия из стекла;
два укороченных соединительных канала во втором, подвижном блоке монтажного средства, сообщающихся с вертикальными охлаждающими каналами первого, неподвижного блока монтажного средства, заканчивающихся в напорной камере;
первую телескопическую трубу, подсоединенную ко второму, подвижному блоку монтажного средства для расположения с возможностью скольжения в канале первого, неподвижного блока, а также вторую и третью телескопические трубы, подсоединенные ко второму, подвижному блоку с совмещением с его укороченными соединительными каналами и вводимые в каналы первого, неподвижного блока для предотвращения утечек текучей среды, когда второй блок поднят для регулирования высоты средством регулирования высоты;
соединительный вакуумный канал в промежуточном блоке для подвода вакуума из первого и второго блоков;
напорную камеру в промежуточном блоке, сообщающуюся с напорной камерой второго, подвижного блока, предназначенную для охлаждающей текучей среды;
сеть каналов в распределительной плите для подвода вакуума, сообщающуюся через канал промежуточного блока для содействия формованию изделий;
три центральных канала в плите, несущей донные формы, для подвода охлаждающей текучей среды к донным формовочным плитам, каждый из которых окружен большим количеством отверстий для подвода вакуума через распределительную плиту.
114. Машина по п.3, в которой механизм донных формовочных плит содержит донную формовочную плиту, монтажное средство, средство обеспечения охлаждения и вакуума и средство регулирования высоты, в случае трехполостной машины имеющее механический подъемник, установленный в центральном корпусе первого монтажного блока монтажного средства, включающий в себя винт, установленный в защитной втулке, которая установлена в центральном канале монтажного блока, и подъемную плиту на механическом подъемнике для подъема и опускания второго, подвижного вверх и вниз блока и донных формовочных плит.115. Машина по п.3, в которой устройство с дутьевыми головками, установленное на опорной раме, включает в себя средство с дутьевой головкой для формования стеклянных изделий, несущее средство, удерживающее дутьевую головку, и качательный механизм, установленный на опорной раме устройства, при этом несущее средство предназначено для расположения средства с дутьевой головкой над формой для выдувания и формования готового стеклянного изделия и его отвода, как только отформовано готовое изделие.116. Машина по п.3, в которой устройство с дутьевыми головками имеет средство с дутьевой головкой на полость, содержащее монтажное средство для установки на рычаг средства, несущего дутьевую головку.117. Машина по п.3, в которой устройство с дутьевыми головками имеет средство с дутьевой головкой на полость, содержащее монтажное средство, состоящее из удерживающего фланца, устанавливаемого на средство, несущее дутьевую головку.118. Машина по п.3, в которой устройство с дутьевыми головками имеет средство, содержащее одну дутьевую головку.119. Машина по п.3, в которой устройство с дутьевыми головками имеет средство, содержащее множество дутьевых головок.120. Машина по п.3, в которой устройство с дутьевыми головками имеет средство, содержащее три дутьевые головки.121. Машина по п.3, в которой устройство с дутьевыми головками включает в себя средство, несущее дутьевые головки, представляющее собой полый рычаг, содержащий удерживающее средство для крепления удлиненной удерживающей плиты, в которой установлена дутьевая головка.122. Машина по п.3, в которой устройство с дутьевыми головками имеет несущее средство, представляющее собой полый рычаг, содержащий удерживающее средство, включающее в себя фланец для крепления удлиненной удерживающей плиты, в которой установлена дутьевая головка.123. Машина по п.3, в которой устройство с дутьевыми головками имеет средство, несущее дутьевые головки, содержащее для трех полостей полый рычаг, имеющий фланец для крепления удлиненной удерживающей плиты, выравнивающий механизм, прикрепленный к удлиненной удерживающей плите, и три дутьевые головки, установленные в выравнивающем механизме, так что качательный механизм будет выполнять качательное движение полого рычага для расположения трех дутьевых головок, удерживаемых выравнивающим механизмом, поверх форм для выдувания, причем посредством уравновешенной силы, эквивалентной силе, приложенной ко всему устройству для выдувания.124. Машина по п.3, в которой устройство с дутьевыми головками имеет средство, несущее дутьевые головки, содержащее для трех полостей полый рычаг, имеющий фланец для крепления удлиненной удерживающей плиты, выравнивающий механизм, прикрепленный к удлиненной удерживающей плите, и три дутьевые головки, установленные в выравнивающем механизме, при этом выравнивающий механизм содержит удерживающее средство для расположения и удерживания выравнивающих компонентов, подсоединенное к удлиненной удерживающей плите, средство, несущее дутьевые головки, установленное на удерживающем средстве, балансирное средство, в котором установлено несущее средство для обеспечения перемещения вверх и вниз, подобно треугольному шатуну, средства, несущего дутьевые головки, и дутьевых головок.125. Машина по п.3, в которой устройство с дутьевыми головками имеет средство с дутьевыми головками, содержащее для трех полостей полый рычаг средства, несущего дутьевые головки, имеющий фланец для крепления удлиненной удерживающей плиты, и выравнивающий механизм, прикрепленный к удлиненной удерживающей плите; три дутьевые головки, установленные в выравнивающем механизме, при этом выравнивающий механизм включает в себя удерживающее средство, содержащее каркас, включающий в себя горизонтальный удерживающий корпус, подсоединенный к удерживающей плите, имеющий центральное отверстие для распределения охлаждающей и рабочей текучей сред, горизонтальный канал, выполненный по центру горизонтального удерживающего корпуса, имеющий первый конец, включающий в себя первый корпус, промежуточную часть, имеющую центральный корпус, и второй конец, противоположный первому концу, включающий в себя второй корпус, при этом первый корпус, центральный корпус и второй корпус расположены так, что совпадают по линии с центром каждой полости для формования изделия, и каждый корпус включает в себя пару противоположных отходящих удерживающих бортовых частей, причем центральная из отходящих удерживающих бортовых частей включает в себя полуотверстие, взаимодействующее с парой зажимов, каждый из которых имеет полуотверстие, позволяющее образовать законченное отверстие для захождения удерживающего пальца.126. Машина по п.3, в которой устройство с дутьевыми головками имеет средство с дутьевыми головками, содержащее для трех полостей полый рычаг, имеющий фланец для крепления удлиненной удерживающей плиты, выравнивающий механизм, прикрепленный к удлиненной удерживающей плите, и три дутьевые головки, размещенные в выравнивающем механизме, при этом выравнивающий механизм имеет средство, несущее дутьевые головки, содержащее открытый сверху центральный держатель дутьевых головок, а также первый и второй закрытые сверху боковые держатели дутьевых головок, причем каждый держатель дутьевых головок предназначен для установки у каждого корпуса удерживающего средства и содержит вертикальный трубчатый канал, при этом каждый канал каждого держателя дутьевой головки имеет поперечное отверстие, совмещаемое с горизонтальным каналом удерживающего средства для прохождения текучей среды, центральный вертикальный трубчатый канал, включающий в себя компенсатор потока для выравнивания текучей среды по отношению к другим вертикальным трубчатым каналам, уплотняющее металлическое поршневое кольцо для уплотнения корпусов удерживающего средства для предотвращения утечек охлаждающей и/или рабочей текучей среды и две пары противоположных горизонтальных крепежных фланцев для выполнения принудительных перемещений вверх и вниз, подобно треугольному шатуну, для выравнивания сил и управления разностями высот форм для выдувания и образования плоской удерживающей части между ними с каждой противоположной стороны трубчатого канала для удерживания с помощью балансирного средства, перпендикулярное горизонтальное кольцо для удерживания дутьевой головки, каждое из которых имеет периферийный С-образный фланец, включающий в себя вырезы для введения соответствующей дутьевой головки, которая остается застопоренной, когда повернута в периферийном С-образном фланце, и корпус для удерживания поршня, предусматривающего возможность его отведения для предотвращения освобождения дутьевых головок.127. Машина по п.3, в которой устройство с дутьевыми головками имеет средство с дутьевыми головками для трех полостей, содержащее полый рычаг держателя дутьевых головок, имеющий фланец для крепления удлиненной удерживающей плиты; выравнивающий механизм, прикрепленный к удлиненной удерживающей плите, и три дутьевые головки, установленные в выравнивающем механизме, при этом выравнивающий механизм имеет балансирное средство, содержащее первое удлиненное плечо для удерживания первого держателя дутьевой головки, состоящее из пары подобных, противоположных параллельных плеч, удерживаемых вместе у первого закругленного конца посредством горизонтальной верхней стенки, выполненной за одно целое с ними, и у второго, закругленного вильчатого конца посредством вертикальной, выполненной за одно целое с ними стенки, образующей вилку для крепления первого держателя дутьевой головки с обеспечением принудительного перемещения вверх и вниз, подобно треугольному шатуну; первое отверстие, походящее как через первое удлиненное плечо, так и через второе удлиненное плечо в первом конце, и второе отверстие, также проходящее как через первое удлиненное плечо, так и через второе удлиненное плечо в их промежуточной части для крепления первого держателя дутьевой головки; второе, короткое плечо балансира, удерживающее центральный держатель дутьевой головки, и второй держатель дутьевой головки, состоящий из пары параллельных плеч, соединенных как одно целое в промежуточной части посредством выполненной за одно целое с ними промежуточной стенки, имеющих отверстие, проходящее через стенку и образующих первый закругленный вильчатый конец и второй закругленный вильчатый конец для крепления центрального держателя дутьевой головки и второго держателя дутьевой головки и для обеспечения их принудительного перемещения вверх и вниз, подобно треугольному шатуну.128. Машина по п.3, в которой устройство с дутьевыми головками содержит качательный механизм, представляющий собой поворотно-линейный качательный механизм, посредством которого средство, несущее форму для выдувания, включающее в себя средство с дутьевой головкой, одновременно совершает качание и опускание из верхнего, отведенного нерабочего положения в нижнее рабочее положение для выдувания заготовки в форме для завершения выполнения готового изделия и для его одновременного движения подъема и качания в отведенное положение, при этом он содержит правостороннее неподвижное монтажное средство, жестко прикрепленное к опорной раме устройства, имеющее средство регулирования высоты для регулирования его высоты;регулируемое монтажное средство, удерживаемое средством регулирования высоты неподвижного монтажного средства, для микрометрического регулирования высоты всего устройства с дутьевыми головками на "нулевой линии" форм для выдувания;
приводное средство, установленное на регулируемое монтажное средство для обеспечения подъема и опускания;
средство подъема и опускания, подсоединенное к приводному средству для подъема и опускания с помощью него, которое также с возможностью скольжения подсоединено к регулируемому монтажному средству для направления с помощью него при движении подъема и опускания;
качательное средство, подсоединенное к регулируемому монтажному средству и к средству подъема и опускания для подъема и опускания с помощью него, причем к нему подсоединен рычаг устройства с формами для выдувания и для одновременного осуществления опускания и качания из верхнего, отведенного нерабочего положения в нижнее рабочее положение и для одновременного подъема и качания в отведенное положение после формования готового изделия;
средство охлаждения для подачи охлаждающей текучей среды к устройству с дутьевыми головками;
средство восприятия положения, установленное на регулируемом монтажном средстве для выдачи информации для измерения времени перемещения и управления им для синхронизации механизмов.
129. Машина по п.3, в которой устройство с дутьевыми головками имеет качательный механизм, который представляет собой поворотно-линейный качательный механизм, имеющий неподвижное монтажное средство, содержащее вертикальную неподвижную охватывающую направляющую в виде ласточкина хвоста, жестко прикрепленную к опорной раме устройства, и средство регулирования высоты, содержащее подъемный механизм, прикрепленный к нижнему концу опорной охватывающей направляющей в виде ласточкина хвоста, для микрометрического регулирования высоты всего устройства, которое затем жестко крепят к опорной охватывающей направляющей в виде ласточкина хвоста посредством винтов.130. Машина по п.3, в которой устройство с дутьевыми головками имеет качательный механизм, который представляет собой поворотно-линейный качательный механизм, имеющий регулируемое монтажное средство, содержащее опорную охватываемую направляющую в виде ласточкина хвоста, с которой входит в зацепление охватывающая направляющая монтажного средства и которая удерживается подъемным механизмом неподвижного монтажного средства для микрометрического регулирования высоты всего устройства с дутьевыми головками, причем как только ее высота по отношению к вертикальной неподвижной охватывающей направляющей в виде ласточкина хвоста отрегулирована, ее жестко крепят к охватывающей направляющей посредством винтов; квадратный охватываемый направляющий рельс, жестко подсоединенный к охватываемой направляющей в виде ласточкина хвоста, регулируемый охватываемый кулачок, подсоединенный к опорной охватываемой направляющей в виде ласточкина хвоста, и горизонтальную монтажную плиту, подсоединенную к опорной охватываемой направляющей в виде ласточкина хвоста для крепления приводного средства.131. Машина по п.3, в которой устройство с дутьевыми головками имеет качательный механизм, который представляет собой поворотно-линейный качательный механизм, имеющий приводное средство, содержащее линейный двигатель, приводимый в действие текучей средой, подсоединенный к горизонтальной монтажной плите регулируемого монтажного средства, имеющий поршневой шток для выполнения движения подъема и опускания держателя дутьевой головки.132. Машина по п.3, в которой устройство с дутьевыми головками имеет качательный механизм, который представляет собой поворотно-линейный качательный механизм, включающий в себя средство подъема и опускания, содержащее квадратные С-образные салазки на свободном нижнем конце поршневого штока линейного приводимого в действие текучей средой двигателя приводного средства, поднимаемые и затем опускаемые посредством поршневого штока, когда линейный двигатель приведен в действие, при этом квадратные С-образные салазки включают в себя опоры для бокового, заднего и переднего путей скольжения, одна из которых включает в себя средство регулирования зазора, например подшипник, для уменьшения люфта салазок по отношению к регулируемому монтажному средству.133. Машина по п.3, в которой устройство с дутьевыми головками имеет качательный механизм, который представляет собой поворотно-линейный качательный механизм, имеющий качательное средство, содержащее регулируемый охватываемый кулачок, имеющий плавно опускающуюся криволинейную дорожку, с возможностью регулирования подсоединенный к опорной охватывающей направляющей в виде ласточкина хвоста регулируемого монтажного средства; вертикальный вал с подшипниками, с помощью которых его крепят к квадратным С-образным салазкам средства подъема и опускания полукольцевыми зажимами, имеющий выполненный за одно целое с ним кулачковый толкатель, включающий в себя пару толкателей, входящих в зацепление с регулируемым охватываемым кулачком, который регулируют посредством винтов регулирования зазора для предотвращения появления люфта между регулируемым кулачком и толкателями, для отслеживания комбинированного линейного и криволинейного профиля поворота на неподвижном охватываемом кулачке.134. Машина по п.3, в которой устройство с дутьевыми головками имеет качательный механизм, который представляет собой поворотно-линейный качательный механизм, имеющий средство охлаждения, содержащее втулку для прохождения окружающей среды, окружающую верхний конец вертикального вала качательного средства, через которую охлаждающий воздух может быть подведен и подан к рычагу несущего средства, на котором размещены дутьевые головки.135. Машина по п.3, в которой устройство с дутьевыми головками имеет качательный механизм, который представляет собой поворотно-линейный качательный механизм, имеющий средства восприятия положения, содержащие датчики положения, установленные на опорной охватывающей направляющей в виде ласточкина хвоста регулируемого монтажного средства для обеспечения информации, касающейся местоположения, для измерения времени перемещений и управления им для синхронизации механизмов.136. Машина по п.3, в которой выгружающее устройство представляет собой устройство с сервоуправлением для криволинейной выгрузки в двух направлениях.137. Машина по п.3, в которой устройство для криволинейной выгрузки в двух направлениях содержит монтажное средство, установленное на опорной раме, в свою очередь, установленной на опорной раме устройства; приводной механизм, подобный приводному механизму устройства для переворота в одном направлении, установленный на опорное средство; качательный полый рычаг, установленный на приводном механизме для обеспечения качательного движения, и механизм перемещения готового изделия, установленный на качательном полом рычаге, включающий в себя скользящие держатели, имеющие захватывающие пальцы для захватывания готовых изделий, их выгрузки из форм для выдувания и перемещения к охлаждающей неподвижной плите или к несущему транспортеру.138. Машина по п.3, в которой устройство для криволинейной выгрузки в двух направлениях включает в себя монтажное средство, приводной механизм, качательный полый рычаг и механизм перемещения готового изделия, при этом монтажное средство содержит опорный стол, установленный на опорной раме, в свою очередь, установленной на опорной раме устройства, включающий в себя пару полукольцевых зажимов, расположенных в конце опорного стола, и дополнительный полукольцевой зажим, расположенный во втором конце опорного стола, для удерживания как выгружающего устройства, предназначенного для криволинейного перемещения в двух направлениях, так и приводного механизма.139. Машина по п.3, в которой устройство для криволинейной выгрузки в двух направлениях включает в себя монтажное средство, приводной механизм, качательный полый рычаг и механизм выгрузки готового изделия, при этом приводной механизм содержит каркас, включающий в себя первую боковую крышку и вторую боковую крышку, каждую с каждой стороны, при этом вторая боковая крышка имеет две шпоночные канавки, противоположные друг другу на 180°; опорный стол, имеющий шпоночную канавку, которая будет находиться в положении выгрузки, при этом опорный стол установлен на опорную раму, в свою очередь, размещенную на опорной раме устройства посредством полукольцевого зажима; горизонтальную ось, опирающуюся на подшипники первой и второй боковых крышек и содержащую низкоскоростное зубчатое колесо, имеющее соединение для выходной мощности для передачи выходной мощности; стакан, подсоединенный к каркасу, включающий в себя высокоскоростной удлиненный вал, имеющий червячную шестерню на его нижнем конце, входящую в зацепление с низкоскоростным зубчатым колесом, обеспеченным механизмом устранения зазора, для уменьшения скорости и передачи мощности устройству, выполняющему криволинейную выгрузку в двух направлениях; гибкое соединение на нижнем конце высокоскоростного удлиненного вала для удаления серводвигателя из зоны нагрева стеклянного изделия; поворотный серводвигатель для вращения высокоскоростного удлиненного вала посредством гибкого соединения, удерживаемый рамой у нижнего конца стакана; фланец в промежуточном месте стакана для удерживания на опорной раме устройства для предотвращения вибрации всей конструкции, при этом две шпоночные канавки боковой крышки обеспечивают возможность установки приводного механизма в противоположном положении на 180°, что позволяет монтировать его на устройство для криволинейной выгрузки в двух направлениях без демонтажа этого приводного механизма.140. Машина по п.3, в которой устройство для криволинейной выгрузки в двух направлениях включает в себя монтажное средство, приводной механизм, качательный полый рычаг и механизм перемещения готового изделия, при этом качательный полый рычаг содержит первую половину и вторую половину, которые собраны так, что противоположны друг другу, образуя внутреннюю камеру и взаимосвязанные каналы для текучей среды, и имеет первый конец, удерживаемый поворотным соединением, несущим уплотнение, которое, в свою очередь, удерживается посредством подшипника монтажным средством и зажато полукольцевым зажимом; силовой вал, подсоединенный ко второй половине рычага для подсоединения к соединению для выходной мощности приводного механизма, образуя ось поворота для полого качательного рычага для осуществления качания на 180° на пути с сервоуправлением от поста с формами для выдувания к неподвижной охлаждающей плите или к несущему транспортеру, после чего он поднимается в положение примерно 90° для ожидания нового цикла; фиксированную ось, удерживаемую и зажимаемую посредством полукольцевого зажима и силового вала посредством подшипников и содержащую закрепленное зубчатое колесо; паразитное зубчатое колесо, входящее в зацепление с закрепленным зубчатым колесом и состоящее из двух половин, собранных так, что они противостоят друг другу, смещены друг от друга посредством регулировочных винтов для регулирования зазора и удерживаются во внутренней камере посредством подшипников, образуя промежуточную паразитную ось; второй конец, включающий в себя ось, удерживаемую посредством подшипников во втором конце качательного рычага, содержащую синхронизирующее зубчатое колесо, входящее в зацепление с паразитным зубчатым колесом и закрепленное на оси; перевернутую U-образную качательную опору, имеющую две боковые стенки, в каждой из которых выполнено полукольцевое углубление, обеспечивающее скольжение, для свободной установки на обоих концах оси и удерживания посредством соответствующего полукольцевого зажима так, чтобы совершать свободное качание на оси, при этом стенка U-образной качательной опоры имеет наружную монтажную поверхность, включающую в себя гнезда для вала, причем U-образная качательная опора, когда полый рычаг поворачивается на закрепленной оси, удерживается в одной и той же горизонтальной ориентации в течение всего поворота рычага, описывая криволинейный путь перемещения благодаря паразитному зубчатому колесу и синхронизирующему колесу; упомянутый полукольцевой зажим имеет передаточный выступ, включающий в себя две противоположные конические направляющие, и взаимодействует с верхним полукольцевым зажимом и нижним полукольцевьм зажимом, оба из которых закреплены на оси, при этом нижний полукольцевой зажим имеет две отстоящие друг от друга опоры, образующие между собой пространство, в котором передаточный выступ зажима расположен и удерживается посредством регулировочных винтов с коническими концами, которые в упомянутом пространстве между опорами входят в конические направляющие для регулирования горизонтального положения U-образной качательной опоры так, чтобы она была параллельна форме для выдувания, посредством регулировочных винтов, и для предотвращения ее бокового смещения посредством конических концов винтов и направляющих.141. Машина по п.3, в которой устройство для криволинейной выгрузки в двух направлениях включает в себя монтажное средство, приводной механизм, качательный полый рычаг и механизм выгрузки готового изделия; механизм выгрузки готового изделия содержит опорный рычаг, установленный на U-образной качательной опоре, в свою очередь установленной на синхронизирующем зубчатом колесе полого качательного рычага, и содержит опорную плиту, включающую в себя соединение для рабочей текучей среды; возвратно-поступательный двигатель, действующий посредством текучей среды, подсоединенный к опорной плите, к которому также прикреплено соединение для текучей среды, при этом он содержит удлиненный поршневой шток, окруженный пружиной, удерживаемой посредством выполненного с двумя ушками охватывающего концевого штока на свободном конце поршневого штока для приведения в действие удерживающих рычагов, что будет описано далее; удерживающую раму, вмещающую в себя удлиненный поршневой шток и пружину; ножничный механизм для раскрывания и смыкания удерживающих рычагов, содержащий центральный опорный палец, несомый рамой, и пару вилок, подобных известным треугольным шатунам, каждая из которых имеет промежуточную часть, подсоединенную к центральному пальцу, первый конец в форме вильчатой части, охватывающий свободный скользящий блок, каждый из которых удерживается шарнирным пальцем, в свою очередь, удерживаемым охватывающим штоком с двумя ушками, и второй конец; пару параллельных удерживающих рычагов, каждый из которых имеет жесткий стопорный элемент и подсоединен перпендикулярно второму концу вилок, и включает в себя три захватывающих пальца, при этом в раскрытом состоянии удерживающих рычагов, включая их захватывающие пальцы, поршневой шток выдвинут на полный ход и пружина остается несжатой, а после этого, когда рабочую текучую среду подают к двигателю, поршневой шток отводят вверх, сжимая при этом пружину, поднимая охватывающий концевой шток с двумя ушками и, следовательно, гармонично смыкая вилки и удерживаемые рычаги с их захватывающими пальцами в широком положении, ограниченном стопорными элементами, избегая вибрации для захвата готового изделия из раскрытой формы для выдувания и перемещения его на неподвижную плиту на разных высотах для окончательного охлаждения и выгрузки из формовочной машины.142. Машина по п.3, в которой устройство для криволинейной выгрузки в двух направлениях представляет собой устройство с сервоуправлением, обеспечивающее путь с сервоуправлением во избежание деформации готового изделия, и включает в себя монтажное средство, приводной механизм, качательный полый рычаг и механизм перемещения готового изделия, включающий в себя пару параллельных удерживающих рычагов, которые раскрываются в виде консоли "по типу крыла чайки", так что они могут быть установлены в положение выгрузки, когда устройство с дутьевыми головками все еще находится в положении выдувания над формами для выдувания, и начнут ход смыкания, когда устройство с дутьевыми головками начинает свой выход и форма для выдувания сомкнута, или же они начнут ход смыкания, когда устройство с дутьевыми головками начинает свой выход и форма для выдувания начинает ход раскрывания, что обеспечивает уменьшение непроизводительного времени.143. Машина по п.3, в которой программируемое средство управления машины для формования стеклянных изделий представляет собой программируемое электронное средство управления для электронного управления перемещениями, временем цикла и последовательностью стадий работы всех механизмов машины, технологической оснасткой и электрической энергией, а также текучей средой и смазочной операцией всех механизмов машины в соответствии с типом изготавливаемых стеклянных изделий, их количеством и производительностью машины, которое включает в себя множество клапанов, управляющих рабочей и охлаждающей текучей средой посредством системы подачи текучей среды, электронный процессор, содержащий программы для программирования всего диапазона эксплуатационных характеристик машины, систему контроля эксплуатационных характеристик и панель управления для введения данных, касающихся продукции, выпускаемой машиной.144. Машина по п.3, в которой программируемое средство управления включает в себя множество клапанов, представляющих собой соленоидные клапаны с электронным управлением.145. Машина по п.3, в которой программируемое средство управления включает в себя множество клапанов, представляющих собой клапаны с сервоуправлением.146. Машина для формования стеклянных изделий, предназначенная для производства полых стеклянных изделий, таких, как бутылки, банки, высокие стаканы и другие стеклянные изделия, посредством выполнения процессов формования выдуванием, прессовыдувного формования, прессовыдувного формования с использованием форм с углеродным покрытием и прямого прессования в машине по п.3 для формования стеклянных изделий, включающей в себя множество секций, при этом в многосекционной машине одна секция выполнена с возможностью быстрой замены другой готовой к работе секцией без отведения многосекционной машины из рабочей зоны для проведения технического обслуживания, ремонта и/или приведения ее в рабочее состояние.147. Машина по п.3, в которой перемещаемые и раскрываемые горловые формы устанавливают на постоянной высоте "нулевой линии" черновых форм при разной высоте изготавливаемых изделий и/или при разных процессах, так что нет необходимости в регулировании высоты.148. Машина по п.3, в которой устройство для переворачивания в одном направлении устанавливают на постоянной высоте "нулевой линии" черновых форм при разной высоте изготавливаемых изделий и/или при разных процессах, так что нет необходимости в регулировании высоты.149. Машина по п.3, в которой устройство с прессовочными плунжерами устанавливают на постоянной высоте "нулевой линии" черновых форм при разной высоте изготавливаемых изделий и/или при разных процессах, так что нет необходимости в регулировании высоты.150. Машина по п.3, в которой изменяемый компенсатор устройства с прессовочными плунжерами обеспечивает возможность изменения высоты заготовки.151. Машина по п.3, в которой устройство с прессовочными плунжерами устанавливают на постоянной высоте "нулевой линии" черновых форм при разной высоте изготавливаемых изделий, что требует только быстрой замены прессовочного плунжера или плунжера для выполнения горлышка, так что нет необходимости в регулировании высоты.152. Машина по п.3, в которой устройство с серводействием для криволинейного перемещения в двух направлениях устанавливают на постоянной высоте "нулевой линии" форм для выдувания при разной высоте изготавливаемых изделий, так что нет необходимости в регулировании высоты.153. Машина по п.3, в которой устройство с дутьевыми головками устанавливают по высоте на постоянную высоту "нулевой линии" форм для выдувания при разной высоте изготавливаемых изделий, так что нет необходимости в регулировании высоты.154. Машина по п.3, в которой устройство для криволинейной выгрузки в двух направлениях устанавливают на постоянной высоте "нулевой линии" форм для выдувания при разной высоте изготавливаемых изделий, так что нет необходимости в регулировании высоты.155. Машина по п.3, в которой рычаги устройства с сервоуправлением для переворачивания в одном направлении, предназначенные для удерживания горлышка, устанавливают так, что получают радиус поворота, который обеспечивает уменьшение сил инерции на пути с сервоуправлением для переворота заготовки.156. Машина по п.3, в которой качательный механизм один и тот же для устройства с направляющими воронками, для устройства с поддонами и для устройства с дутьевыми головками, но расположен слева или справа только для устройства с направляющими воронками.157. Машина по п.3, в которой механизм раскрывания и смыкания один и тот же для устройства с черновыми формами и для устройства с формами для выдувания.158. Машина по п.3, в которой приводной механизм один и тот же для устройства с сервоуправлением, выполняющего переворот в одном направлении, для устройства с сервоуправлением, выполняющего криволинейное перемещение в двух направлениях, и для устройства с сервоуправлением, выполняющего криволинейную выгрузку в двух направлениях, но расположен слева или справа только для устройства с сервоуправлением, выполняющего криволинейное перемещение в двух направлениях.159. Машина по п.3, в которой выравнивающий механизм один и тот же для устройства с поддонами и для устройства с дутьевыми головками.160. Машина по п.3, при этом машина может быть переключена с процесса формования выдуванием на процесс прессовыдувного формования, или на процесс прямого прессования, либо, наоборот, лишь посредством замены формовочного инструмента без замены какого-либо механизма, набора деталей или изменения регулировок положений.161. Устройство для подачи энергии и текучей среды, предназначенное для подачи энергии, а также охлаждающей и рабочей текучей среды к формовочным устройствам машины для формования стеклянных изделий, имеющей одну формовочную полость или множество полостей такого типа, которая включает в себя пост формования в черновых формах, промежуточный пост, пост формования выдуванием и пост выгрузки для выполнения процесса формования выдуванием, процесса прессовыдувного формования для получения широкой горловины или узкого горлышка, процесса прессовыдувного формования с использованием форм с углеродным покрытием или прямого прессования, содержащее каналы для электрического кабеля и каналы для смазки, а также для охлаждающей и рабочей текучей среды; две пары Т-образных золотниковых клапанов - первую пару для подачи охлаждающей текучей среды к устройству с черновыми формами и вторую пару для подачи охлаждающей текучей среды к устройству с формами для выдувания, при этом каждый клапан содержит площадку скольжения, включающую в себя пружину, удерживаемую винтом с буртиком, для обеспечения уплотнения на площадке скольжения и трубчатую часть, удерживаемую опорной рамой устройства и подсоединенную к каналу для охлаждающей текучей среды для обеспечения непрерывной подачи охлаждающей текучей среды в течение всего хода выполнения операции раскрывания и смыкания устройством с черновыми формами и устройством с формами для выдувания.162. Перемещаемые и раскрываемые горловые формы для машины, формующей стеклянные изделия и имеющей одну формовочную полость или множество полостей такого типа, которая включает в себя формовочный пост с черновыми формами, промежуточный пост, пост с формами для выдувания и пост выгрузки для выполнения процесса формования выдуванием, процесса прессовыдувного формования для получения широкой горловины или узкого горлышка, процесса прессовыдувного формования с использованием форм с углеродным покрытием и процесса прямого формования, которые поочередно и с возможностью удаления устанавливают под черновой формой на "нулевой линии" черновых форм, представляющей собой постоянное местоположение для любого размера заготовок и изготавливаемых изделий, и которые содержат две половины, каждая из которых включает в себя полость формования горлышка, удерживающее средство для удерживания половин горловых форм и манипулирования ими посредством других элементов машины; сборочные средства, охватывающие собранные половины горловой формы, обычно удерживая их сомкнутыми, когда они перемещают заготовку и устанавливают ее в заданное положение в других местах; направляющие средства для сохранения центрирования половин горловой формы друг с другом, так что перемещаемыми и раскрываемыми горловыми формами можно манипулировать абсолютно независимо, манипулируя при этом заготовкой посредством готового горлышка при равномерной температуре, избегая необходимости манипулирования заготовкой другими элементами при разных температурах, что могло бы привести к образованию трещин, созданию напряжений или деформаций заготовки, тем самым обеспечивая повышение качества готовых стеклянных изделий, которые должны быть получены.163. Перемещаемые и раскрываемые горловые формы по п.162, в которых удерживающие средства содержат первую, наружную канавку для удерживания переворачивающим устройством, выполняющим поворот в одном направлении, на "нулевой линии" черновых форм, первый охватывающий фланец, удерживаемый переворачивающим устройством, когда он находится на промежуточном посту, удерживая заготовку в вертикальной ориентации и сохраняя ее даже тогда, когда переворачивающее устройство находится в раскрытом положении, что позволяет избежать падения горловой формы, когда переворачивающее устройство освобождает горловую форму; второй, сужающийся центрирующий фланец для сохранения выравнивания половин горловой формы с центром черновой формы и для их уплотнения относительно друг друга; вторую, внутреннюю направляющую канавку, в которую заходит направляющее средство для сохранения центрирования половин по отношению друг к другу; третью, внутреннюю манипуляционную канавку для удерживания устройством, выполняющим криволинейное перемещение в двух направлениях, четвертую, наружную удерживающую канавку, в которую заходит сборочное средство для сохранения половин горловой формы нормально сомкнутыми.164. Перемещаемые и раскрываемые горловые формы по п.162, в которых сборочные средства содержат кольцевую, работающую на растяжение пружину, установленную в четвертую, наружную удерживающую канавку, окружающую половины горловой формы, обычно сохраняя их сомкнутым, когда они перемещаются и устанавливают заготовку в других местах, при этом половины могут быть раскрыты путем преодоления силы растяжения пружины из третьей, внутренней манипуляционной канавки посредством захватывающих пальцев устройства, служащего для криволинейного перемещения в двух направлениях, для освобождения заготовки, когда она перемещена к форме для выдувания.165. Перемещаемые и раскрываемые горловые формы по п.162, в которых направляющие средства включают в себя кольцевую направляющую, выполненную в виде одной детали, которая имеет фланец, установленный во вторых, внутренних направляющих канавках половин горловой формы для сохранения центрирования половин горловой формы по отношению друг к другу.166. Перемещаемые и раскрываемые горловые формы по п.162, в которых направляющие средства дополнительно включают в себя плоскую поверхность, образующую четыре центрирующих угла для центрирования посредством пружинной железной полосы, удерживаемой рычагами переворачивающего устройства для предотвращения несовпадения, касающегося разделительной линии черновой формы, а также предотвращения поворотного смещения в течение манипулирования ею.167. Перемещаемые и раскрываемые горловые формы по п.162, в которых направляющие средства дополнительно содержат две пары плоских угловых поверхностей для крепления пружинной железной полосы, удерживаемой посредством удерживающих рычагов переворачивающего устройства для предотвращения несовпадения, касающегося разделительной линии черновой формы, а также предотвращения поворотного смещения в течение манипулирования ими.168. Формовочное устройство для использования в качестве черновой формы или формы для выдувания в машине для формования стеклянных изделий, имеющей одну формовочную полость или множество полостей такого типа, которая включает в себя формовочный пост с черновой формой, промежуточный пост и пост формования выдуванием для выполнения процесса формования выдуванием, прессовыдувного формования для получения широкой горловины или узкого горлышка, прессовыдувного формования с использованием формы с углеродным покрытием и прямого прессования, содержащееформу на полость, при этом каждая форма составлена двумя половинами, собранными так, что они противоположны друг другу, причем обе они образуют полость для формования заготовки или готового стеклянного изделия и каждая полость имеет удерживающий фланец, расположенный на механизме удерживания форм, в свою очередь, расположенном на опорной раме устройства в машине для формования стеклянных изделий на "нулевой линии" черновых форм или на "нулевой линии" форм для выдувания, и множество осевых каналов, проходящих в осевом направлении через половину формы для непосредственного охлаждения половин формы;
механизм удерживания форм, установленный на опорной раме черновых форм, или на опорной раме механизма на "нулевой линии" черновых форм, или на "нулевой линии" форм для выдувания, удерживающий половины формы посредством их удерживающего фланца и включающий в себя
монтажный кронштейн для установки на механизм раскрывания и смыкания, первый и второй рычаги, шарнирно установленные на монтажном средстве в шарнирном устройстве;
держатели форм, удерживаемые первым и вторым рычагами, в которых половины черновой формы или формы для выдувания удерживаются посредством их удерживающих фланцев;
выравнивающий механизм, в котором размещены половины формы, содержащий выравнивающую балку, установленную на первом и втором рычагах механизма удерживания форм, первый держатель одной формы, закрепленный в выравнивающей балке, в котором соответственно размещена половина формы, держатель сдвоенной формы, также закрепленный в выравнивающей балке, в котором размещены половины двух форм, первый соответствующий противоположный держатель одной формы, также закрепленный в выравнивающей балке, в котором соответствующим образом установлена половина формы, и держатель сдвоенной формы, тоже закрепленный в выравнивающей балке, в котором установлены две половины формы, при этом половины формы могут быть однообразно сомкнуты под действием подобных сил смыкания;
средства охлаждения, подсоединенные к осевым каналам половин формы для прохождения текучей среды для охлаждения механизма удерживания форм, включающие в себя состоящую из двух половин охлаждающую коробку, содержащую сопла, расположенные на фиксированной высоте только в случае черновой формы или на регулируемой высоте в случае формы для выдувания и направления охлаждающей текучей среды в осевые каналы половин формы, при этом охлаждающая коробка с возможностью скольжения установлена на площадке скольжения Т-образного золотникового клапана системы машины для подачи энергии и текучей среды, установленного на опорной раме устройства, и находится в создающем уплотнение контакте посредством пружины Т-образного золотникового клапана, обеспечивая прохождение охлаждающей текучей среды в течение всего хода выполнения операции раскрывания и смыкания формы;
механизм раскрывания и смыкания, в котором установлен механизм удерживания форм, для смыкания половин формы для захождения порции расплавленного стекла или заготовки и их раскрывания, как только отформованы заготовка или стеклянное изделие.
169. Выравнивающее устройство для формовочного устройства в трехполостной машине для формования стеклянных изделий, в котором половины формы формовочного устройства установлены с возможностью их однообразного смыкания под действием подобных сил смыкания, при этом выравнивающее устройство содержит первую выравнивающую балку, установленную на первом рычаге механизма удерживания форм; первый держатель одной формы, закрепленный в первой выравнивающей балке, в котором соответственно размещена половина формы, и держатель сдвоенной формы, также закрепленный в первой выравнивающей балке, в котором установлены половины двух форм; первый соответствующий противоположный держатель одной формы, который закреплен во второй выравнивающей балке, установленный на втором рычаге механизма удерживания форм для выдувания, в котором размещена половина формы, и держатель сдвоенной формы, тоже закрепленный во второй выравнивающей балке, в котором установлены две половины форм, при этом половины форм могут быть однообразно сомкнуты под действием подобных сил смыкания.170. Выравнивающий механизм по п.169, содержащий первую выравнивающую балку, установленную на первом рычаге механизма удерживания форм, имеющем первый держатель одной формы, закрепленный в первой выравнивающей балке, в котором соответственно размещена половина формы, и первый держатель сдвоенной формы, включающий в себя первый держатель и второй держатель, который также закреплен в первой выравнивающей балке и в котором установлены половины двух форм; вторую выравнивающую балку, установленную на втором рычаге механизма удерживания форм, имеющем второй держатель одной формы, установленный во второй выравнивающей балке, в котором соответственно установлена половина формы, обращенный к первому держателю первого держателя сдвоенной формы, и второй держатель сдвоенной формы, включающий в себя первый держатель и второй держатель, который также закреплен во второй выравнивающей балке и в котором установлены половины двух форм, при этом первый держатель второго держателя сдвоенной формы обращен к первому держателю одной формы первой выравнивающей балки, а вторые держатели первого и второго держателей сдвоенной формы обращены друг к другу, так что половины формы могут быть однообразно сомкнуты под действием подобных сил смыкания.171. Выравнивающий механизм по п.169, содержащий первую выравнивающую балку, установленную на первом рычаге механизма удерживания форм, имеющем держатель одной формы, закрепленный в первой выравнивающей балке, в котором соответственно установлена половина формы, и держатель сдвоенной формы, также закрепленный в первой выравнивающей балке, в котором установлены половины двух форм; вторую выравнивающую балку, установленную на втором рычаге механизма удерживания форм, имеющем держатель трех форм, обращенный к держателям одной формы и сдвоенной формы первой выравнивающей балки, так что эффект однообразного смыкания форм посредством подобных сил смыкания достигается держателями одной или сдвоенной формы.172. Механизм раскрывания и смыкания для формовочного устройства, содержащий форму, имеющую две половины, в машине для формования полых стеклянных изделий, имеющий одну формовочную полость или множество полостей, посредством выполнения процесса формования выдуванием, процесса прессовыдувного формования для получения широкой горловины или узкого горлышка, процесса прессовыдувного формования с использованием форм с углеродным покрытием или прямого прессования, содержащийопорное рамное средство, установленное на опорную раму устройства машины, формующей стеклянные изделия, для поддерживания и крепления внутренних компонентов;
приводное средство для обеспечения движения вперед и назад;
первое передаточное средство, подсоединенное к приводному средству для передачи движения вперед и назад;
второе передаточное средство, подсоединенное к первому передаточному средству для преобразования движения вперед и назад в ограниченное поворотное движение;
опорное шарнирное средство, установленное на опорном рамном средстве, на котором установлены первый и второй рычаги механизма удерживания форм;
шарнирное рычажное средство, установленное на верхнем конце вращательных операционных валов, в котором закреплены первый и второй рычаги механизма удерживания форм для их раскрывания и смыкания;
противоотклоняющее средство, установленное на опорном рамном средстве для уменьшения изгиба валов шарнирного средства;
центрирующее средство на опорном рамном средстве для центрирования первого передаточного средства при его движении вперед и назад; средство восприятия положения, подсоединенное к передаточному средству для обеспечения обратной связи в отношении положения первого передаточного средства для измерения скорости, времени и смещения механизма раскрывания и смыкания.
173. Механизм раскрывания и смыкания форм по п.172, в котором опорное рамное средство содержит картер, установленный на опорную раму устройства, включающий в себя съемную донную плиту, размещенную с каждой стороны картера, при этом каждая из сторон картера имеет гнездо, включающее в себя подшипник скольжения с буртиком и съемную крышку для возможности сборки и технического обслуживания внутренних компонентов.174. Механизм раскрывания и смыкания форм по п.172, в котором приводное средство содержит узел с цилиндром и поршнем, приводимый в действие текучей средой, удерживаемый картером по горизонтали и включающий в себя горизонтальный поршневой шток и горизонтальную плиту, прикрепленную к поршневому штоку для передачи движения вперед и назад, первую плавающую амортизационную втулку, окружающую поршень при ходе вперед, и вторую амортизационную втулку, подсоединенную к поршню для обеспечения амортизации ходов поршня вперед и назад.175. Механизм раскрывания и смыкания форм по п.172, в котором первое передаточное средство содержит реечную зубчатую часть на каждом конце горизонтальной плиты приводного средства для одновременного перемещения вперед и назад с помощью приводного средства.176. Механизм раскрывания и смыкания форм по п.172, в котором второе передаточное средство содержит два вращательных операционных вала, каждый из которых установлен с боковой стороны опорного рамного средства, при этом каждый из них включает в себя нижний опорный конец, установленный в подшипнике скольжения донной плиты опорного рамного средства, промежуточную опорную часть и верхнюю противоотклоняющую опору, а также шестеренный сегмент на нижнем конце валов, входящий в зацепление с реечными зубчатыми частями первого передаточного средства для преобразования движения вперед и назад в ограниченное поворотное движение валов.177. Механизм раскрывания и смыкания форм по п.172, в котором опорное шарнирное средство содержит монтажный кронштейн, установленный на картере опорного рамного средства, включающий в себя полую колонну с каждой его стороны, установленную в месте нахождения валов второго передаточного средства, охватывая их; промежуточный внутренний корпус, вмещающий в себя подшипник скольжения, удерживающий промежуточную часть валов, и центральный конический корпус, включающий в себя противодействующий скольжению сужающийся стопор, удерживающий нижний конец центральной стойки, в котором первый и второй рычаги механизма удерживания форм установлены на заменяемую при износе шайбу, чтобы она действовала в качестве шарнира для первого и второго рычагов механизма удерживания форм, и жесткий стопорный элемент, установленный в заданном положении посредством регулировочного узла, состоящего из винта и гайки, для регулирования положения шарнирного рычажного средства.178. Механизм раскрывания и смыкания форм по п.172, в котором шарнирное рычажное средство содержит соединительный кривошип, установленный на верхнем конце вращательных операционных валов второго передаточного средства посредством зажимных винтов, круглую шпонку для предотвращения крутильного смещения кривошипа, стопорный элемент, ограничивающий поворот кривошипа посредством регулируемого узла из гайки и винта на монтажном кронштейне опорного шарнирного средства, палец, шатун, установленный на пальце, палец, установленный на шатуне, на котором установлены рычаги механизма удерживания форм, при этом, когда угол между шатуном и линией от центра вращательного операционного вала второго передаточного средства к центру пальца шатуна почти равен 0°, шарнирное рычажное средство обеспечивает максимальную силу смыкания или силу раскрывания половин формы, причем действием шарнирного рычага можно управлять путем удлинения шатуна в случае износа первого и второго передаточных средств.179. Механизм раскрывания и смыкания форм по п.172, в котором противоотклоняющее средство содержит противоотклоняющую плиту, прикрепленную к монтажному кронштейну опорного шарнирного средства и содержащую корпус, удерживающий подшипник скольжения с каждого своего конца для предотвращения отклонения верхнего конца валов второго передаточного средства, и центральную противоотклоняющую плиту, прикрепленную к противоотклоняющей плите, включающую в себя корпус, имеющий втулку для удерживания верхнего конца центральной стойки опорного шарнирного средства для предотвращения его отклонения.180. Механизм раскрывания и смыкания форм по п.172, в котором центрирующее средство содержит центрирующую направляющую втулку, удерживаемую давлением картера опорного рамного средства, окружающую цилиндрические реечные зубчатые части первого передаточного средства для их центрирования, и центральную втулку, окружающую удлиненную часть поршневого штока приводного средства, которая подсоединена к горизонтальной плите, прикрепленной к поршневому штоку приводного средства для направления и удерживания поршневого штока в течение его перемещений вперед и назад.181. Механизм раскрывания и смыкания форм по п.172, в котором средство указания положения содержит индикатор положения поворота, подсоединенный к нижнему концу одной из реечных зубчатых частей первого передаточного средства для обеспечения обратной связи в отношении положения реечных зубчатых частей для измерения скорости, времени и смещения механизма раскрывания и смыкания.182. Устройство с направляющими воронками для направления порции расплавленного стекла, подаваемой к машине для формования стеклянных изделий, имеющей одну формовочную полость или множество полостей такого типа, которая включает в себя формовочный пост с черновыми формами, промежуточный пост, пост формования выдуванием и пост выгрузки для выполнения процесса формования выдуванием, процесса прессовыдувного формования для получения широкой горловины или узкого горлышка, процесса прессовыдувного формования с использованием форм с углеродным покрытием и процесса прямого прессования, содержащеесредство, несущее воронку, удерживаемое и приводимое в действие качательным механизмом, установленным на опорную раму устройства, содержащее рычаг, удерживаемый и приводимый в действие качательным механизмом, при этом оно включает в себя кольцевой защитный держатель воронки, крепящийся зажимом на рычаге, несущем воронку, с помощью которого средство, несущее воронку, одновременно совершает качание и опускание из верхнего отведенного нерабочего положения в нижнее рабочее положение, а после подачи порции расплавленного стекла одновременно совершает подъем и качание в отведенное положение, и направляющую воронку, несомую рычагом, включающую в себя фланец для установки направляющей воронки на рычаге, несущем воронку, для крепления к защитному держателю воронки, чтобы направлять порцию стекла в черновую форму;
поворотно-линейный качательный механизм для одновременного качательного движения и опускания одного из рычагов с его направляющей воронкой из верхнего отведенного нерабочего положения в нижнее рабочее положение для направления порции расплавленного стекла, подаваемой через воронку, а после этого для одновременного подъема и качательного движения в верхнее отведенное положение.
183. Поворотно-линейный качательный механизм для устройства с направляющими воронками, для устройства с поддонами и для устройства с дутьевыми головками в машине, формующей стеклянные изделия, для одновременного качательного движения и опускания одного из упомянутых устройств из верхнего отведенного нерабочего положения в нижнее рабочее положение, а впоследствии для его одновременного подъема и качательного движения в верхнее отведенное положение, при этом поворотно-линейный качательный механизм содержитнеподвижное монтажное средство, жестко прикрепленное к опорной раме устройства, и регулируемое монтажное средство, включающее в себя средство регулирования высоты для регулирования высоты регулируемого монтажного средства;
приводное средство, установленное на регулируемом монтажном средстве для передачи движения подъема и опускания;
средство подъема и опускания, подсоединенное к приводному средству для подъема и опускания посредством него, которое с возможностью скольжения также подсоединено к регулируемому монтажному средству для направления посредством него при движении подъема и опускания;
качательное средство, включающее в себя средство охлаждения, подсоединенное к регулируемому монтажному средству и к средству подъема и опускания для его подъема и опускания, к которому подсоединен рычаг устройства с направляющими воронками, устройства с поддонами или устройства с дутьевыми головками для одновременного опускания и качательного движения из верхнего отведенного нерабочего положения в нижнее рабочее положение, а впоследствии для одновременного подъема и качательного движения в отведенное положение;
средство восприятия положения, установленное на регулируемом монтажном средстве для обеспечения информации, касающейся положения, для измерения времени перемещения и управления им для синхронизации механизмов.
184. Поворотно-линейный качательный механизм по п.183, в котором неподвижное монтажное средство содержит вертикальную неподвижную охватывающую направляющую в виде ласточкина хвоста, жестко прикрепленную к опорной раме устройства.185. Поворотно-линейный качательный механизм по п.183, в котором регулируемое монтажное средство содержит опорную охватываемую направляющую в виде ласточкина хвоста, входящую в зацепление с охватывающей направляющей неподвижного монтажного средства, которую жестко крепят винтами, как только отрегулирована ее высота по отношению к вертикальной неподвижной охватывающей направляющей в виде ласточкина хвоста; квадратный охватываемый направляющий рельс, жестко подсоединенный к охватываемой направляющей в виде ласточкина хвоста, в качестве обеспечивающей скольжение направляющей для средства подъема и опускания; горизонтальную монтажную плиту, подсоединенную по горизонтали на опорной охватываемой направляющей для установки приводного средства.186. Поворотно-линейный качательный механизм по п.183, в котором средство регулирования высоты содержит подъемный механизм, установленный на нижнем конце опорной охватываемой направляющей в виде ласточкина хвоста на монтажном средстве для регулирования высоты опорной охватываемой направляющей по отношению к неподвижной охватывающей направляющей, которую затем жестко крепят к неподвижной охватывающей направляющей посредством винтов.187. Поворотно-линейный качательный механизм по п.183, в котором приводное средство содержит линейный двигатель, действующий посредством текучей среды, прикрепленный к горизонтальной монтажной плите регулируемого монтажного средства и имеющий поршневой шток для выполнения движения подъема и опускания.188. Поворотно-линейный качательный механизм по п.183, в котором средство подъема и опускания содержит квадратные С-образные салазки на свободном нижнем конце поршневого штока линейного двигателя приводного средства, с возможностью скольжения подсоединенные к регулируемому монтажному средству для придания им направления для подъема и опускания посредством поршневого штока, когда приведен в действие линейный двигатель; квадратные С-образные салазки включают в себя опоры для бокового, заднего и переднего путей скольжения, при этом одна из опор бокового пути скольжения включает в себя средство регулирования для уменьшения люфта салазок по отношению к регулируемому монтажному средству.189. Поворотно-линейный качательный механизм по п.183, в котором качательное средство содержит неподвижный охватываемый кулачок, имеющий плавно опускающуюся криволинейную дорожку, жестко подсоединенный к опорной охватываемой направляющей в виде ласточкина хвоста на регулируемом монтажном средстве; вертикальный вал, прикрепленный к С-образным салазкам средства подъема и опускания посредством подшипников и полукруглых зажимов и имеющий средство, несущее толкатель, выполненное за одно целое с ним, включающее в себя пару толкателей, с которыми входит в зацепление неподвижный охватываемый кулачок для отслеживания комбинированного линейного и криволинейного поворотного профиля на неподвижном охватываемом кулачке.190. Поворотно-линейный качательный механизм по п.183, в котором средство охлаждения содержит втулку для текучей среды, окружающую верхний конец вала качательного средства, через которую охлаждающий воздух может быть подан и подведен к рычагу устройства с направляющими воронками, устройства с поддонами или устройства с дутьевыми головками и к которой подсоединен рычаг упомянутых устройств.191. Поворотно-линейный качательный механизм по п.183, в котором средство восприятия положения содержит датчики положения, установленные на регулируемом монтажном средстве для обеспечения информации, касающейся положения для измерения времени перемещений и управления ими для синхронизации механизмов.192. Выравнивающий механизм устройства с поддонами, имеющего три головки с поддоном, или устройства с дутьевыми головками, имеющего три дутьевые головки для установки соответственно головок с поддоном или дутьевых головок поверх черновых форм или форм для выдувания посредством уравновешенной силы в машине для формования стеклянных изделий, при этом выравнивающий механизм содержит удерживающее средство для размещения и удерживания выравнивающих компонентов; несущее средство, установленное на удерживающее средство и несущее головки с поддоном или дутьевые головки; балансирное средство, в котором установлено несущее средство для обеспечения принудительного движения вверх и вниз, подобно треугольному шатуну, несущего средства, а также головок с поддоном и дутьевых головок.193. Выравнивающий механизм по п.192, в котором удерживающее средство содержит каркас, включающий в себя горизонтальный корпус, имеющий центральное отверстие для распределения охлаждающей и рабочей текучей среды или для подвода вакуума, горизонтальный канал, объединенный по центру с горизонтальным корпусом, имеющий первый конец, включающий в себя первый корпус, промежуточную часть, имеющую центральный корпус, и второй конец, противоположный первому концу, включающий в себя второй корпус, при этом первый корпус, центральный корпус и второй корпус установлены с совпадением по линии с центром каждой черновой формы или формы для выдувания и каждый корпус включает в себя пару противоположных отходящих и удерживающих бортовых частей, причем центральная из отходящих и удерживающих бортовых частей включает в себя полуотверстие, взаимодействующее с парой зажимов, каждый из которых имеет полуотверстие для получения законченного отверстия для захождения удерживающего пальца.194. Выравнивающий механизм по п.192, в котором несущее средство содержит открытый сверху центральный держатель, а также первый и второй закрытые сверху боковые держатели, при этом каждый держатель устанавливают у каждого корпуса удерживающего средства и он содержит вертикальный трубчатый канал, каждый из которых имеет поперечное отверстие, совмещаемое с горизонтальным каналом удерживающего средства для прохождения текучей среды, при этом центральный вертикальный трубчатый канал включает в себя компенсатор потока для уравнивания текучей среды по отношению к другим вертикальным трубчатым каналам, уплотняющее металлическое поршневое кольцо для уплотнения корпусов удерживающего средства для предотвращения утечек охлаждающей и/или рабочей текучей среды и две пары противоположных горизонтальных удерживающих фланцев для обеспечения принудительных перемещений вверх и вниз, подобно треугольному шатуну, для выравнивания сил и управления разностями высот черновых форм или форм для выдувания и образования плоской удерживающей части между ними с каждой противоположной стороны трубчатого канала для удерживания с помощью балансирного средства; перпендикулярное горизонтальное удерживающее кольцо, каждое из которых имеет периферийный С-образный фланец, включающий в себя прорези для введения соответствующей головки с поддоном или дутьевой головки, которая остается застопоренной при повороте в периферийном С-образном фланце, и корпус для отводимого и удерживающего поршня для предотвращения расстопоривания головок с поддоном или дутьевых головок.195. Выравнивающий механизм по п.192, в котором балансирное средство содержит первое удлиненное плечо для удерживания первого несущего средства, состоящее из пары подобных противоположных параллельных удлиненных плеч, удерживаемых как одно целое у первого закругленного конца посредством горизонтальной верхней выполненной за одно целое с ними стенки и у второго закругленного вильчатого конца посредством вертикальной выполненной за одно целое с ними стенки, образующей вилку для удерживания первого несущего средства, обеспечивая принудительное перемещение вверх и вниз подобно треугольному шатуну; первое отверстие, проходящее через первое удлиненное плечо и второе удлиненное плечо в первом конце, и второе отверстие, также проходящее через первое удлиненное плечо и второе удлиненное плечо в их промежуточной части, для установки первого несущего средства; второе, короткое балансирное плечо, удерживающее центральное несущее средство и второе несущее средство, состоящее из пары параллельных плеч, соединенных как одно целое в промежуточной части посредством выполненной за одно целое с ними промежуточной стенки, имеющих отверстие, проходящее через всю стенку, образующих первый закругленный вильчатый конец и второй закругленный вильчатый конец для удерживания центрального несущего средства и второго несущего средства, и обеспечения их движения вверх и вниз подобно треугольному шатуну.196. Устройство с прессовочными плунжерами для формования заготовки в машине для формования стеклянных изделий посредством процесса формования выдуванием или процесса прессовыдувного формования, содержащее устройство из множества узлов, состоящих из поршня и цилиндра, для каждой полости, установленных в положении так называемой "нулевой линии" черновых форм, которое представляет собой постоянное местоположение независимо от размера черновой формы, заготовки и готового изделия, плунжер, приводимый в движение устройством из узлов, состоящих из цилиндра и поршня, для формования всей заготовки посредством введения прессовочного плунжера на полный ход через перемещаемую и раскрываемую горловую форму и его отведения, как только вся заготовка отформована посредством выполнения процесса прессовыдувного формования, или введением прессовочного плунжера на короткий ход через перемещаемую и раскрываемую горловую форму для формирования горлышка заготовки и его отведения для обеспечения раздува для формирования всей заготовки путем выполнения процесса формования выдуванием; средства подачи текучей среды в устройстве из узлов, состоящих из цилиндра и поршня, для подачи охлаждающей и рабочей текучей среды от внешнего источника.197. Устройство по п.196, в котором устройство с множеством узлов из цилиндра и поршня для выполнения процесса прессовыдувного формования содержит первый узел из цилиндра и поршня, установленный в фиксированном постоянном положении на настиле рамы секции машины, включающий в себя полый поршневой шток и обеспечивающий положение загрузки; второй узел из цилиндра и поршня, установленный в полом поршневом штоке первого узла из цилиндра и поршня, обеспечивающий положение частичного прессования; третий узел из цилиндра и поршня, установленный на полом поршневом штоке второго узла из цилиндра и поршня, имеющий полый поршень для обеспечения положения окончательного прессования; плунжер формования заготовки, установленный на полом поршневом штоке третьего узла из цилиндра и поршня для ввода этого плунжера в перемещаемую и раскрываемую горловую форму в положение загрузки в готовности для захождения порции расплавленного стекла, подаваемой к черновой форме, под действием первого узла из цилиндра и поршня, выполнить частичное прессование порции стекла в черновой форме и в перемещаемой и раскрываемой горловой форме, чтобы частично сформировать заготовку под действием второго узла из цилиндра и поршня, и, наконец, выполнить прессование порции стекла в черновой форме под действием третьего узла из цилиндра и поршня, чтобы отформовать заготовку посредством процесса прессовыдувного формования.198. Устройство по п.196, в котором устройство с множеством узлов из цилиндра и поршня для выполнения процесса формования выдуванием содержит первый узел из цилиндра и поршня, установленный в фиксированном постоянном положении на настиле рамы секции машины и включающий в себя полый поршневой шток; второй узел из цилиндра и поршня, установленный в полом поршневом штоке первого узла из цилиндра и поршня; третий узел из цилиндра и поршня, установленный на полом поршневом штоке второго узла из цилиндра и поршня, имеющий полый поршневой шток, чтобы совместно с первым узлом и вторым узлом обеспечить положение формования горлышка; короткий плунжер формования горлышка, установленный на полом поршневом штоке третьего узла из цилиндра и поршня, для введения этого короткого плунжера в перемещаемую и раскрываемую горловую форму в положение готовности формования горлышка для захождения порции расплавленного стекла, подаваемой к черновой форме, и для формования горлышка заготовки под действием первого, второго и третьего узлов из цилиндра и поршня, применение вакуума для содействия формованию горлышка в комбинации с осаждающим дутьем, обеспечиваемым устройством с поддонами, после чего происходит отведение третьего узла из цилиндра и поршня для отведения короткого плунжера формования горлышка и обеспечения раздува для завершения выполнения заготовки посредством процесса формования выдуванием.199. Устройство по п.196, дополнительно содержащее плоские сопла, установленные независимым образом над прессовочным плунжером или коротким плунжером формования горлышка, обеспечивающие воздушную завесу для предотвращения попадания в устройство с прессовочными плунжерами посторонних веществ.200. Устройство по п.196, в котором первый узел из цилиндра и поршня содержитпервый цилиндр, имеющий первый кольцевой поршень, установленный в фиксированном постоянном положении на настиле рамы секции машины, имеющий верхнюю внутреннюю винтовую часть; каналы для текучей среды в верхней опоре верхнего конца цилиндра для подачи рабочей текучей среды от внешнего источника для отведения первого кольцевого поршня; донную концевую крышку, закрепленную на выполненной как одно целое плите, обеспечивающей сеть для подачи текучей среды для подвода рабочей текучей среды и охлаждающей текучей среды для выполнения хода выдвижения первого кольцевого поршня, и центральный канал для подвода охлаждающей текучей среды;
первый кольцевой поршень в первом цилиндре, определяющий нижнюю камеру для выдвижения этого первого кольцевого поршня в комбинации с возможностью отведения второго узла из цилиндра и поршня в положение загрузки при выполнении процесса прессовыдувного формования или в положение формования горлышка при выполнении процесса формования выдуванием, и верхнюю камеру для отведения первого поршня, при этом первый кольцевой поршень имеет полый шток, действующий в качестве второго внутреннего цилиндра для второго узла из цилиндра и поршня, верхнюю внутреннюю винтовую часть и нижнюю выполненную за одно целое с ним внутреннюю втулку, включающую в себя каналы для подачи рабочей текучей среды, а также амортизатор, находящийся у нижнего и верхнего концов первого кольцевого поршня;
первую неподвижную уплотняющую втулку, установленную на донной крышке для уплотнения, выполненного с возможностью скольжения, первого поршня и его внутренней втулки, имеющую множество перфораций вблизи от верхнего конца; первую неподвижную концентричную трубу с канавками, имеющую выполненную за одно целое с ней внутреннюю втулку и приваренную к первой уплотняющей втулке с образованием внутренних осевых каналов для прохождения текучей среды, сообщающихся с перфорациями для обеспечения рабочей текучей среды для выдвижения второго прессовочного поршня;
первую концевую крышечную втулку штока, имеющую наружную винтовую часть, ввинчиваемую в верхнюю внутреннюю винтовую часть первого цилиндра, для ограничения хода выдвижения первого поршня и направления полого поршневого штока, и каналы, сообщающиеся с каналами цилиндра для обеспечения рабочей текучей среды для отвода поршня;
вторую концевую крышечную втулку штока, имеющую первые каналы для обеспечения текучей среды для хода выдвижения третьего, конечного прессовочного поршня и вторые каналы для обеспечения рабочей текучей среды для второго поршня при его ходе отведения в камере второго узла с цилиндром и поршнем, при этом подача текучей среды в каналы происходит посредством наружной телескопической трубы через вторую концевую крышечную втулку штока, причем вторая концевая крышечная втулка штока имеет амортизаторы у ее верхнего конца и нижнюю наружную винтовую часть, ввинчиваемую в верхнюю внутреннюю винтовую часть полого поршневого штока для подъема полым поршневым штоком, когда первый поршень приводят в действие для выполнения хода выдвижения, ограниченного первой концевой крышечной втулкой штока;
направляющую втулку, установленную на вторую концевую втулку штока посредством кольцевого состоящего из двух частей крепежного фланца для придания направления освобождающему и направляющему элементу, включающую в себя первую, внутреннюю пружину, имеющую нижний конец, примыкающий к фланцу над второй концевой втулкой штока, и верхний конец, соединенный с верхней наружной ступенькой, а также вторую, наружную пружину, имеющую нижний конец, тоже примыкающий к фланцу над второй концевой втулкой штока, и верхний конец, примыкающий к нижнему концу освобождающего и направляющего элемента для обеспечения быстрой замены поршня и амортизации соединения плавающей направляющей втулки с перемещаемой и раскрываемой горловой формой; тянущую втулку, включающую в себя верхнюю, наружную ступеньку, в которую упирается верхний конец внутренней пружины, и вторую, внутреннюю нижнюю ступеньку для установления положения загрузки;
плавающую направляющую втулку, имеющую наружный конический верхний конец для центрирования по отношению к перемещаемой и раскрываемой горловой форме, промежуточный наружный кольцевой буртик и нижний конец, которая направляет прессовочный плунжер на протяжении всего его хода; освобождающий и направляющий элемент, имеющий нижний конец, примыкающий к верхнему концу второй наружной пружины, и верхний конец, имеющий наружную винтовую часть, образующий плавающий корпус для плавающей направляющей втулки, выполненной с возможностью перемещения в горизонтальной плоскости, но не в вертикальной плоскости, чтобы гарантировать центрирование с перемещаемой и раскрываемой горловой формой;
удерживающую втулку, имеющую наружный кольцевой буртик, примыкающий к верхнему концу направляющей втулки для удерживания винтами, и кольцевую ступеньку для ограничения хода освобождающего и направляющего элемента;
крышечный конец, имеющий первую кольцевую ступеньку, примыкающую к освобождающему и направляющему элементу, образуя плавающий корпус, и внутреннюю винтовую часть, которую навинчивают на наружную винтовую часть освобождающего и направляющего элемента;
при этом для монтажа прессовочного плунжера на держателе и/или на изменяемом адаптерном элементе и для его демонтажа первый, второй и третий плунжеры установлены в полностью выдвинутое положение, а затем плавающую направляющую втулку полностью отводят посредством работающей на сжатие пружины для обеспечения доступа к запорной канавке держателя плунжера.
201. Устройство по п.196, в котором второй узел из поршня и цилиндра содержитвторой поршень для загрузки и предварительного прессования, с возможностью скольжения установленный в полом поршневом штоке первого узла из поршня и цилиндра, имеющий амортизаторы, расположенные у его нижнего и верхнего концов, образующий нижнюю камеру для выдвижения поршня и верхнюю камеру для отведения поршня и включающий в себя второй полый шток, имеющий перфорации для прохождения текучей среды вблизи от его нижнего конца, а также включающий в себя вторую, внутреннюю концентричную трубу с канавками, образующую каналы для текучей среды, соединяющиеся с перфорациями второго полого поршневого штока для обеспечения прохождения рабочей текучей среды к третьему, конечному прессовочному поршню через третью концевую крышечную втулку штока, когда второй поршень совершает ход полного выдвижения, в свою очередь, соединяя каналы второй концевой крышечной втулки штока первого узла из цилиндра и поршня с перфорациями второго полого поршневого штока, при этом второй полый поршневой шток включает в себя верхнюю наружную винтовую часть, привинчиваемую к третьей концевой крышечной втулке штока, и верхнюю внутреннюю винтовую часть, привинчиваемую к внутренней втулке;
вторую, подвижную вверх и вниз концентричную трубу, заходящую со скольжением в выполненную как одно целое внутреннюю втулку первого узла из цилиндра и поршня, для подвода охлаждающего воздуха, противодутья или вакуума к прессовочному плунжеру или к короткому плунжеру формования горлышка;
третью концевую крышечную втулку штока у верхнего конца полого поршневого штока и концентричную трубу с канавками для расположения третьего цилиндра, включающего в себя внутреннюю винтовую часть для навинчивания на верхнюю наружную винтовую часть концентричной трубы с канавками и наружную винтовую часть для ввинчивания во внутреннюю винтовую часть третьего конечного прессовочного цилиндра третьего узла из цилиндра и поршня; канал для текучей среды, совпадающий с каналами, образованными концентричной трубой с канавками и полым поршневым штоком, и внутреннюю втулку для придания направления нижнему поршневому штоку третьего конечного прессовочного поршня, так что, когда второй узел из поршня и цилиндра выполнил полное выдвижение, будет обеспечена установка прессовочного плунжера в положение частичного прессования.
202. Устройство по п.196, в котором третий узел из цилиндра и поршня содержит цилиндр, имеющий нижнюю внутреннюю винтовую часть для навинчивания на наружную винтовую часть третьей концевой крышечной втулки штока второго узла из цилиндра и поршня, которая, в свою очередь, образует камеру;третий конечный прессовочный поршень, установленный в третьем конечном прессовочном цилиндре, образуя нижнюю камеру, расположенную под поршнем, приводимым в действие рабочей текучей средой для обеспечения конечного положения прессования, и верхнюю камеру над поршнем, имеющую первую пружину для отведения третьего конечного прессовочного поршня, первый, нижний поршневой шток, направляемый внутренней втулкой, и третий, верхний полый поршневой шток, включающий в себя внутреннюю винтовую часть;
держатель плунжера, установленный на третьем, верхнем полом поршневом штоке, имеющий внутреннюю винтовую часть для навинчивания на наружную винтовую часть третьего конечного прессовочного поршня, содержащий внутреннюю запорную канавку для удерживания прессовочного плунжера;
прессовочный плунжер для выполнения процесса прессовыдувного формования, имеющий крепежный фланец, вводимый через запорную канавку держателя плунжера для его удерживания таким образом;
изменяемый адаптерный элемент, имеющий верхний конец, включающий в себя полукруглое плечо с углублением, расположенный между держателем плунжера и прессовочным плунжером третьего узла из цилиндра и поршня, и нижний конец, примыкающий ко второй, внутренней ступеньке тянущей втулки третьего узла, при этом изменяемый адаптерный элемент тянет вниз тянущую втулку узла из цилиндра и поршня, когда отведен поршневой шток второго узла из цилиндра и поршня, сжимая пружину первого узла из цилиндра и поршня для подготовки к выполнению движения переворота переворачивающим устройством, выполняющим поворот в одном направлении; углубление полукруглого плеча обеспечивает быструю замену прессовочного плунжера, а также самого изменяемого адаптерного элемента посредством толкания вниз плавающей направляющей втулки для освобождения прессовочного плунжера для изменения регулирования положения посредством изменения длины изменяемого адаптерного элемента.
203. Переворачивающее устройство, выполняющее поворот на заданный угол в одном направлении, для однополостной или многополостной машины, формующей стеклянные изделия, содержащееповоротный опорный приводной механизм, установленный на опорной раме устройства; приводной механизм для поворота на заданный угол в одном направлении, вначале на 180° по часовой стрелке, перемещая заготовку вверх и сжимая ее, либо против часовой стрелки, перемещая заготовку вниз и вытягивая ее, а затем дополнительно на 180°, завершая поворот на 360°; первый раскрываемый горизонтальный удерживающий рычаг для удерживания первой перемещаемой и раскрываемой горловой формы, вначале устанавливаемый под черновой формой, когда она сомкнута для формования заготовки, и второй раскрываемый горизонтальный удерживаемый рычаг, расположенный ступенчато, перевернутым и диаметрально противоположно по отношению к первому рычагу, который удерживает вторую перемещаемую и раскрываемую горловую форму, при этом первый и второй рычаги установлены на поворотном опорном приводном механизме для их одновременного поворота в одном направлении на заданный угол, вначале на 180° по часовой стрелке, перемещая заготовку вверх и сжимая ее, либо против часовой стрелки, перемещая заготовку вниз и вытягивая ее, вокруг горизонтальной оси поворота, чтобы перевернуть первую отформованную заготовку, удерживаемую первой перемещаемой и раскрываемой горловой формой, к промежуточному посту в вертикальной ориентации, одновременно устанавливая вторую перемещаемую и раскрываемую горловую форму под черновую форму для выполнения другого цикла формования заготовки, и далее происходит дополнительный поворот на 180°, чтобы вновь установить первый раскрываемый горизонтальный удерживающий рычаг с пустой первой горловой формой под черновой формой; механизм удерживания и освобождения горлышка для однообразного и одновременного раскрывания и смыкания удерживающих рычагов, установленных на поворотном опорном механизме, расположенном снаружи горизонтальной оси поворота для высвобождения перемещаемых и раскрываемых горловых форм, остающиеся поддерживаемыми ими на промежуточном посту для удерживания перемещаемым устройством.
204. Переворачивающее устройство по п.203, которое представляет собой переворачивающее устройство с серводействием для выполнения поворота на заданный угол в одном направлении.205. Переворачивающее устройство по п.203, в котором поворотный опорный приводной механизм содержит поворотный каркас для размещения в нем и крепления первого и второго раскрываемых горизонтальных удерживающих рычагов и механизма удерживания и высвобождения горловой формы, имеющий первый боковой конец, включающий в себя силовой вал, подсоединенный к выходному соединению приводного механизма для поворота в одном направлении на заданный угол, вначале на 180° по часовой стрелке, перемещая заготовку вверх и сжимая ее, либо против часовой стрелки, перемещая заготовку вниз и вытягивая ее, а затем дополнительно на 180°, завершая поворот на 360°, и второй, противоположный боковой конец, удерживаемый подшипником, который, в свою очередь, опирается на зажимную опору, закрепленную на опорной раме устройства для возможности поворота поворотного корпуса на заданный угол в одном направлении; первую пару монтажных направляющих и вторую пару монтажных направляющих, диаметрально противоположную на 180° по отношению к первой паре монтажных направляющих, каждая из которых удерживается по горизонтали параллельно оси вращения посредством поворотного каркаса; первую пару скользящих держателей горлышка, собранных так, что они противоположны друг другу и с возможностью скольжения установлены на первой паре монтажных направляющих, и вторую пару скользящих держателей, тоже собранных так, что они противоположны друг другу и с возможностью скольжения установлены на второй паре монтажных направляющих, которая расположена противоположно на 180° по отношению к первой паре скользящих держателей горлышка; каждый из держателей рычага горлышка включает в себя кулачковый толкатель, установленный вблизи от его противоположных внутренних поверхностей, и центральную закрепленную ось, проходящую в осевом направлении через центр поворота каркаса для обеспечения подачи рабочей текучей среды, имеющую первый конец, который удерживается силовым валом посредством подшипника, и второй конец, удерживаемый и зажимаемый зажимной опорой; пару каналов, подсоединенных к источнику рабочей текучей среды в виде поворотного соединения для подачи рабочей текучей среды к двигателям механизма удерживания и высвобождения горлышка.206. Переворачивающее устройство по п.203, в котором приводной механизм содержит каркас, включающий в себя первую боковую крышку и вторую боковую крышку, каждую с каждой стороны каркаса; вторая боковая крышка имеет две шпоночные канавки, противоположные друг другу на 180°, а опорная плита имеет шпоночную канавку, которая будет находиться в положении, зависящем от механизма, в котором установлен приводной механизм, причем опорная плита установлена на опорную раму устройства посредством полукольцевого зажима; горизонтальную ось, установленную посредством подшипников в первой и во второй боковых крышках и содержащую низкоскоростное зубчатое колесо, имеющее силовое соединение, которое должно быть подсоединено к силовому валу поворотного опорного приводного механизма для передачи выходной мощности; стакан, установленный на каркасе и включающий в себя высокоскоростной удлиненный вал, имеющий червячную шестерню на его нижнем конце, входящую в зацепление с низкоскоростным зубчатым колесом, снабженным механизмом противодействия образованию зазора, для уменьшения скорости и передачи мощности к устройству для переворачивания в одном направлении; гибкое соединение на нижнем конце высокоскоростного удлиненного вала для отвода серводвигателя из зоны нагрева заготовки; поворотный серводвигатель для вращения высокоскоростного удлиненного вала посредством гибкого соединения, опирающийся на раму у нижнего конца стакана; фланец в промежуточном месте стакана для опирания на опорную раму устройства для предотвращения вибрации всей конструкции, при этом две шпоночные канавки боковой крышки обеспечивают возможность установки приводного механизма в противоположное на 180° положение для монтажа на устройстве для криволинейной выгрузки в двух направлениях без демонтажа приводного механизма.207. Переворачивающее устройство по п.203, в котором каждый из первого и второго раскрываемых горизонтальных удерживающих рычагов содержит первую пару рычагов, удерживающих горловую форму, и вторую пару рычагов, удерживающих горловую форму, соответственно подсоединенных к скользящим держателям поворотного опорного приводного механизма; каждый из рычагов, удерживающих горловую форму, включает в себя полукольцевой фланец для удерживания этим фланцем перемещаемой и раскрываемой горловой формы, полукольцевой поддерживающий фланец под полукольцевым удерживающим фланцем, чтобы рычаги, удерживающие горлышко, поддерживали перемещаемую и раскрываемую горловую форму, когда они сомкнуты, в течение действия переворачивания; удлиненную пружинную железную полосу, каждая из которых имеет центральную плоскую поверхность и две наклонные конечные поверхности, каждая из которых заканчивается в концевом гибком V-образном ограничителе положения и удерживается пальцами между кольцевыми удерживающими фланцами и полукольцевым поддерживающим фланцем, чтобы центрировать половины горловой формы, остающиеся в собранном состоянии посредством кольцевой пружины, их двумя плоскими угловыми поверхностями для предотвращения несовпадения, касающегося разделительной линии черновых форм, при этом первая пара рычагов удерживает горловую форму на так называемой фиксированной "нулевой линии" черновых форм, в то время как вторая пара рычагов удерживает горловую форму, находящуюся на так называемой фиксированной "нулевой линии" форм для выдувания, причем они смещены вниз и вверх от центральной оси рычагов, так что ступенчатое расположение обеспечивает введение черновых форм, имеющих разную длину, без необходимости регулирования места расположения устройства с черновыми формами.208. Переворачивающее устройство по п.203, в котором механизм удерживания и освобождения горловых форм содержит первую пару пружин, каждая из которых установлена вокруг конца монтажных направляющих поворотного опорного приводного механизма, примыкая к каждому концу поворотного каркаса и к наружной поверхности каждого из скользящих держателей рычагов на поворотном опорном приводном механизме, и вторую пару пружин, каждая из которых подобным же образом установлена вокруг конца одной из второй пары монтажных направляющих, примыкая к каждому концу поворотного каркаса и к наружной поверхности второй пары скользящих держателей рычагов горлышка для сохранения первой и второй пар держателей и, следовательно, первой и второй пар рычагов, удерживающих горлышко, в нормально сомкнутом состоянии посредством толкающей силы пружин в положении, в котором перемещаемая и раскрываемая горловая форма удерживается на посту формования заготовки; пару двигателей, действующих посредством текучей среды, каждый из которых установлен соответственно у верхнего и у нижнего концов каркаса и включает в себя поршневой шток, соответственно имеющий кулачок с двумя сужающимися поверхностями, находящийся в контакте с нормально сомкнутыми толкателями, сцентрированный по отношению к центральной соединительной линии черновой формы и формы для выдувания и вводимый между каждой парой толкателей для однообразного и одновременного раскрывания рычагов, удерживающих горловую форму, преодолевая толкающую силу пружин, под действием двигателей для высвобождения перемещаемой и раскрываемой горловой формы на промежуточном посту, а когда текучая среда отведена из двигателей, рычаги, удерживающие горловую форму, смыкаются под действием пружин.209. Приводной механизм для переворачивающего устройства, выполняющего поворот на заданный угол в одном направлении, для устройства, выполняющего криволинейное перемещение в двух направлениях, и для устройства, выполняющего криволинейную выгрузку в двух направлениях, в машине для формования стеклянных изделий с одной секцией или с множеством секций, содержащий каркас, включающий в себя первую боковую крышку и вторую боковую крышку, каждую с каждой стороны каркаса; боковая крышка имеет две шпоночные канавки, противоположные друг другу на 180°, и опорную плиту, имеющую шпоночную канавку, которая будет установлена в положении, зависящем от механизма, в котором установлен приводной механизм, при этом опорная плита установлена в машине на опорную раму устройства посредством полукольцевого зажима; горизонтальную ось, опирающуюся на боковые крышки посредством подшипников и включающую в себя низкоскоростное зубчатое колесо, имеющее выходное силовое соединение, которое подсоединено к силовому валу для передачи выходной мощности приводного механизма; стакан, установленный на каркас и включающий в себя высокоскоростной вал и имеющий червячную шестерню на его нижнем конце, входящую в зацепление с низкоскоростным зубчатым колесом, снабженным механизмом противодействия возникновению зазора, для уменьшения скорости и передачи мощности устройству для переворота в одном направлении, устройству для криволинейного перемещения в двух направлениях и устройству для криволинейной выгрузки; гибкое соединение у нижнего конца высокоскоростного удлиненного вала для отведения серводвигателя из зоны нагрева заготовки; поворотный серводвигатель для вращения вала посредством гибкого соединения, удерживаемый рамой у нижнего конца стакана; фланец в промежуточном месте стакана, удерживаемый на опорной раме устройства для предотвращения вибрации всей конструкции, при этом две шпоночные канавки боковой крышки позволяют расположить этот приводной механизм в противоположном на 180° положении для монтажа на переворачивающем устройстве, на устройстве для криволинейного перемещения в двух направлениях и на устройстве для криволинейной выгрузки в двух направлениях без внутреннего демонтажа приводного механизма.210. Устройство для криволинейного перемещения в двух направлениях, предназначенное для машины, формующей стеклянные изделия, установленное на опорной раме для перемещения заготовки, удерживаемой перемещаемой и раскрываемой горловой формой, от переворачивающего устройства на промежуточном посту к посту формования выдуванием, содержащее монтажное средство, установленное на опорную раму устройства; приводной механизм, установленный на монтажное средство; качательный полый рычаг, установленный на приводном механизме для обеспечения качательного движения; механизм перемещения заготовки, установленный на качательный полый рычаг, включающий в себя скользящие держатели, установленные на качательном полом рычаге, включающие в себя удерживающие рычаги, находящиеся в нормально сомкнутом состоянии, и захватывающие пальцы, подсоединенные к удерживающим рычагам для внутреннего захвата перемещаемой и раскрываемой горловой формы; двухпозиционный раскрывающий механизм, подсоединенный к скользящим держателям, так что в первом положении двухпозиционного раскрывающего механизма захватывающие пальцы частично раскрыты для захвата горловой формы, захватывающей заготовку, при этом одновременно раскрываемые горизонтальные рычаги удерживания горлышка в переворачивающем устройстве раскрываются, освобождая горловую форму, и она удерживается захватывающими пальцами перемещающего устройства на промежуточном посту, а во втором положении удерживающие рычаги дополнительно раскрываются, чтобы дополнительно раскрыть захватывающие пальцы, раскрывая при этом горловую форму и освобождая заготовку для ее падения плашмя по вертикали в устройство с формами для выдувания, но с сохранением удерживания горловой формы захватывающими пальцами; на обратном пути захватывающие пальцы перемещающего устройства возвращают пустую горловую форму в сомкнутом состоянии на промежуточный пост и далее смыкаются, освобождая пустую горловую форму у раскрываемых горизонтальных удерживающих рычагов переворачивающего устройства для ее удерживания для выполнения следующего цикла формования.211. Устройство по п.210, которое представляет собой устройство с сервоуправлением для криволинейного перемещения в двух направлениях.212. Устройство по п.210, в котором монтажное средство содержит опорный стол, установленный на опорную раму, включающий в себя пару полукольцевых зажимов, расположенных в конце опорного стола, и дополнительный полукольцевой зажим, расположенный во втором конце опорного стола, чтобы удерживать как устройство для криволинейного перемещения в двух направлениях, так и приводной механизм.213. Устройство по п.210, в котором приводной механизм содержит каркас, включающий в себя первую боковую крышку и вторую боковую крышку, каждую с каждой стороны каркаса; вторая боковая крышка имеет две шпоночные канавки, противоположные друг другу на 180°, и опорный стол, имеющий шпоночную канавку, находящуюся в положении, зависящем от механизма, в котором установлен приводной механизм, при этом опорный стол установлен на опорную раму устройства посредством полукольцевого зажима; горизонтальную ось, посредством подшипников опирающуюся на первую и вторую крышки и включающую в себя низкоскоростное зубчатое колесо, имеющее соединение для передачи выходной мощности; стакан, подсоединенный к каркасу, включающий в себя высокоскоростной удлиненный вал, имеющий червячную шестерню на его нижнем конце, входящую в зацепление с низкоскоростным зубчатым колесом, снабженным механизмом противодействия появлению зазора, для уменьшения скорости и передачи мощности устройству для переворота в одном направлении; гибкое соединение на нижнем конце высокоскоростного удлиненного вала для отвода серводвигателя из зоны нагрева заготовки; поворотный серводвигатель для вращения высокоскоростного вала посредством гибкого соединения, удерживаемый рамой на нижнем конце стакана; фланец в промежуточном месте стакана, удерживаемый на опорной раме устройства для предотвращения вибрации всей конструкции, при этом две шпоночные канавки боковой крышки обеспечивают возможность установки этого приводного механизма в противоположном на 180° положении для монтажа на устройстве, предназначенном для криволинейного перемещения в двух направлениях, без демонтажа приводного механизма.214. Устройство по п.210, в котором качательный полый рычаг содержит первую половину и вторую половину, при этом они собраны так, что обращены друг к другу, образуя внутреннюю камеру и взаимосвязанные каналы для текучей среды, и имеет первый конец, удерживаемый поворотным несущим уплотнение соединением, которое, в свою очередь, посредством подшипника удерживается опорным столом монтажного средства и зажато полукольцевым зажимом; силовой вал, соединенный со второй половиной рычага для подсоединения к силовому выходному соединению приводного механизма, образующий ось вращения качательного полого рычага для качания на 180° на пути с сервоуправлением от промежуточного поста повторного нагрева на "нулевой линии" форм для выдувания к посту формования выдуванием, возврата к промежуточному посту и последующего подъема в положение примерно на 90° для ожидания следующего цикла, и неподвижную ось, удерживаемую и зажимаемую полукольцевым зажимом и силовым валом посредством подшипника, содержащую закрепленное зубчатое колесо; паразитное зубчатое колесо, входящее в зацепление с закрепленным зубчатым колесом, которое состоит из двух половин, собранных так, что они противоположны друг другу и смещены друг от друга посредством регулировочных винтов для регулирования зазора, при этом оно установлено во внутренней камере посредством подшипников, образуя промежуточную паразитную ось; второй конец, включающий в себя ось, удерживаемую подшипниками во втором конце качательного рычага, содержащую синхронизирующее зубчатое колесо, входящее в зацепление с паразитным зубчатым колесом и закрепленное на оси; перевернутую U-образную качательную опору, имеющую две боковые стенки, каждая из которых имеет полукольцевое углубление, обеспечивающее скольжение, для свободной установки по обоим концам оси и удерживается посредством соответствующих полукольцевых зажимов для свободного качания на оси, при этом стенка U-образной качательной опоры имеет наружную монтажную поверхность, включающую в себя гнездо для вала, причем U-образная качательная опора удерживается в одной и той же горизонтальной ориентации в течение всего поворота рычага, описывая криволинейный путь перемещения благодаря паразитному зубчатому колесу и синхронизирующему зубчатому колесу; упомянутый полукольцевой зажим имеет передаточный выступ, включающий в себя две противоположные конические направляющие и взаимодействующий с верхним полукольцевым зажимом и с нижним полукольцевым зажимом, оба из которых закреплены на оси, при этом нижний полукольцевой зажим имеет две отстоящие друг от друга опоры, образующие между собой пространство, в котором передаточный выступ зажима расположен и удерживается посредством регулировочных винтов с коническими концами, которые в упомянутом пространстве между опорами введены в конические направляющие передаточного выступа для обеспечения регулирования горизонтального положения U-образной качательной опоры для расположения параллельно верхней поверхности формы для выдувания посредством регулировочных винтов и предотвращения ее бокового смещения посредством конических винтов и направляющих.215. Устройство по п.210, в котором механизм перемещения заготовки содержит средство, несущее перемещающие пальцы, подсоединенное к поверхности опоры качательного полого рычага, содержащее каркас, имеющий пару параллельных монтажных направляющих, удерживаемых в каркасе по горизонтали, имеющих ту же ориентацию, что и ось, посредством гнезд качательной опоры; пару держателей, с возможностью скольжения установленных на паре монтажных направляющих, при этом каждый из держателей включает в себя кулачковый толкатель, установленный вблизи его противоположных внутренних поверхностей; две пары пружин, при этом каждая пара установлена вокруг конца каждой монтажной направляющей, примыкая к поворотному каркасу и к наружной поверхности каждого из скользящих держателей для сохранения держателей нормально сомкнутыми посредством толкающей силы пружин; пару удерживающих рычагов, подсоединенных к держателям, включающих в себя пару захватывающих пальцев, которые в результате находятся в нормально сомкнутом положении.216. Устройство по п.210, в котором двухпозиционный раскрывающий механизм содержит двухпозиционный приводной двигатель, действующий посредством текучей среды, установленный на каркасе и содержащий цилиндр, включающий в себя верхнюю крышку, имеющую направляющее отверстие, канал для текучей среды и нижнюю крышку, также имеющую направляющее отверстие; первую ограничительную ступеньку на верхней крышке и вторую ограничительную ступеньку на нижней крышке; первый поршень в цилиндре, образующий верхнюю камеру между верхней крышкой и поршнем и нижнюю камеру под поршнем и имеющий первый, верхний поршневой шток, проходящий через направляющее отверстие верхней крышки, имеющий регулировочные гайки для регулирования хода поршневого штока; второй, полый поршневой шток, имеющий множество каналов для подачи рабочей текучей среды из нижней камеры к верхней камере над вторым поршнем, расположенным в полом поршневом штоке; второй поршень, установленный в полом поршневом штоке, имеющий шток, включающий в себя шатун, содержащий кулачок с двумя сужающимися поверхностями, так что когда первый поршень первоначально приведен в действие посредством подачи рабочей текучей среды через канал в верхнюю камеру цилиндра, он движется вниз, совершая ход, ограниченный регулировочными гайками, примыкая к первой ограничительной ступеньке, и толкает вниз второй поршень на первый ход, сохраняемый силой пружин и давлением текучей среды в верхней камере, для раскрывания рычагов с удерживающими пальцами для удерживания перемещаемой и раскрываемой горловой формы и манипулирования ею; затем, когда текучую среду подают по каналу к нижней камере, это, в свою очередь, приводит к ее прохождению по подводящим каналам ко второй камере, так что второй поршень выполняет ход полного выдвижения для однообразного и одновременного раскрывания горловой формы, удерживаемой рычагом с удерживающими пальцами, освобождая при этом заготовку для ее падения плашмя по вертикали к форме для выдувания; наконец, когда текучую среду отводят из камеры, пружины возвращают поршень при удерживании горловой формы в сомкнутом состоянии посредством кольцевой работающей на растяжение пружины, для поворота посредством этого устройства с сервоуправлением, служащего для криволинейного перемещения в двух направлениях, назад к промежуточному посту, и происходит подъем пустых захватывающих пальцев в положение примерно на 90° для ожидания следующего цикла.217. Механизм донных формовочных плит машины, формующей стеклянные изделия, для формования дна стеклянного изделия, когда оно охвачено формой для выдувания на посту формования выдуванием, содержащий донную формовочную плиту, формующую донную часть стеклянного изделия; монтажное средство, установленное на плите рамы секции машины, для монтажа донной формовочной плиты, средства обеспечения охлаждения и вакуума, находящиеся на монтажном средстве, для создания вакуума у формы для выдувания и выдувания стеклянного изделия и для подачи охлаждающей текучей среды для охлаждения донной формовочной плиты; средство регулирования высоты, установленное на монтажном средстве, для подъема и опускания всего механизма донных формовочных плит.218. Механизм по п.217, в котором донная формовочная плита содержит три плавающие плиты для трехполостной машины, с возможностью отсоединения и автоматического регулирования установленные на соответствующих прокладках плиты, несущей донные формы, при этом каждая из них совмещена с центром соответствующей полости каждой формы для выдувания, так что когда формы для выдувания сомкнуты вокруг плавающих донных форм, они автоматически центрируются с центром каждой полости, формуя донную часть стеклянных изделий.219. Механизм по п.217, в котором монтажное средство для трехполостной машины содержитпервый, неподвижный монтажный блок, установленный на настил рамы секции машины, включающий в себя центральный корпус для регулирования высоты;
второй, подвижный вверх и вниз монтажный блок, установленный на средстве регулирования высоты над первым, неподвижным монтажным блоком для удерживания и регулирования высоты донных формовочных плит в положении формования изделия;
промежуточный блок, установленный на втором, подвижном блоке для регулирования высоты донных формовочных плит при любой высоте семейства стеклянных изделий;
распределительную плиту, установленную на промежуточный блок для обеспечения охлаждения и вакуума; плиту, несущую донные формы, установленную на распределительной плите, для монтажа донных формовочных плит, имеющую три привинченные к ней прокладки;
три плавающие донные формы, с возможностью отсоединения и автоматического регулирования установленные на соответствующих прокладках, при этом каждая из них совпадает с центром соответствующей полости каждой формы для выдувания, так что когда формы для выдувания сомкнуты вокруг плавающих донных форм, они автоматически центрируются с центром каждой полости, формуя донную часть стеклянных изделий.
220. Механизм по п.217, в котором охлаждающие и вакуумные средства для трехполостной машины включают в себяпервый, вертикальный канал, проходящий через первый, неподвижный блок монтажного средства для обеспечения вакуума, второй, центральный канал, а также третий и четвертый вертикальные каналы для охлаждающий текучей среды, каждый с каждой стороны второго центрального канала, при этом третий и четвертый вертикальные каналы обеспечивают подачу охлаждающей текучей среды, причем первый, третий и четвертый вертикальные каналы включают в себя уплотняющие кольца на первом, неподвижном блоке монтажного средства для предотвращения утечек текучей среды;
соединительный вакуумный канал в комбинации с первым, вертикальным каналом первого блока у второго подвижного блока монтажного средства для обеспечения вакуума у плит форм для выдувания, чтобы содействовать выдуванию стеклянного изделия;
два укороченных соединительных канала у второго, подвижного блока монтажного средства, сообщающихся с вертикальными охлаждающими каналами первого неподвижного блока монтажного средства и заканчивающихся в нагнетательной камере; первую телескопическую трубу, подсоединенную ко второму, подвижному блоку монтажного средства для установки с возможностью скольжения в канал первого, неподвижного блока, а также вторую и третью телескопические трубы, подсоединенные ко второму, подвижному блоку с совмещением с его укороченными соединительными каналами и вводимые в каналы первого, неподвижного блока для предотвращения утечек текучей среды, когда второй блок поднят для регулирования высоты с помощью средства регулирования высоты;
соединительный вакуумный канал в промежуточном блоке для подвода вакуума из первого и второго блоков;
напорную камеру в промежуточном блоке, сообщающуюся с нагнетательной камерой второго, подвижного блока, предназначенную для охлаждающей текучей среды;
сеть каналов в распределительной плите для подвода вакуума, подводимого через канал промежуточного блока для содействия формованию изделия;
три центральных канала в плите, несущей донные формы, для подвода охлаждающей текучей среды к донным формовочным плитам, причем каждый из них окружен множеством отверстий для подвода вакуума через распределительную плиту.
221. Механизм по п.217, в котором средство регулирования высоты для трехполостной машины содержит механический подъемник, установленный в центральном корпусе первого монтажного блока монтажного средства, включающий в себя винт, установленный в защитную втулку, которая находится в центральном канале первого монтажного блока, и подъемную плиту на механическом подъемнике для подъема и опускания второго, подвижного вверх и вниз блока и плит донных форм.222. Устройство для криволинейной выгрузки в двух направлениях, предназначенное для машины, формующей стеклянные изделия, и содержащее монтажное средство, установленное на опорной раме, в свою очередь, установленной на опорной раме устройства; приводной механизм, подобный приводному механизму устройства для переворачивания в одном направлении, установленный на опорное средство; качательный полый рычаг, установленный на приводной механизм для обеспечения его качательного движения; механизм перемещения готового изделия, установленный на качательный полый рычаг, включающий в себя скользящие держатели, установленные на качательном полом рычаге, включающие в себя захватывающие пальцы для захватывания готовых стеклянных изделий и для их выгрузки из форм для выдувания и перемещения к неподвижной охлаждающей плите или к несущему транспортеру.223. Устройство по п.222, которое представляет собой устройство с сервоуправлением для криволинейной выгрузки в двух направлениях.224. Устройство по п.222, в котором монтажное средство содержит опорный стол, установленный на опорную раму, в свою очередь, установленную на опорную раму устройства, включающий в себя пару полукольцевых зажимов, расположенных в конце опорного стола, и дополнительный зажим, расположенный во втором конце опорного стола, для удерживания как устройства для криволинейной выгрузки в двух направлениях, так и приводного механизма.225. Устройство по п.222, в котором приводной механизм содержит каркас, включающий в себя первую боковую крышку и вторую боковую крышку, каждую с каждой стороны каркаса, при этом вторая боковая крышка имеет две шпоночные канавки, противоположные друг другу на 180°, а опорный стол имеет шпоночную канавку, которая будет находиться в положении для выгрузки, причем опорный стол установлен на опорную раму, в свою очередь, установленную на опорную раму посредством полукольцевых зажимов; горизонтальную ось, посредством подшипников установленную в первой и во второй боковых крышках и содержащую низкоскоростное зубчатое колесо, имеющее силовое выходное соединение для передачи выходной мощности; стакан, установленный на каркасе, включающий в себя высокоскоростной удлиненный вал, имеющий червячную шестерню на его нижнем конце, входящую в зацепление с низкоскоростной шестерней, снабженной механизмом противодействия образованию зазора, для уменьшения скорости и передачи мощности устройству для криволинейной выгрузки в двух направлениях; гибкое соединение на нижнем конце высокоскоростного вала для отведения серводвигателя из зоны нагрева стеклянного изделия; поворотный серводвигатель для вращения высокоскоростного удлиненного вала посредством гибкого соединения, опирающийся на раму у нижнего конца стакана; фланец в промежуточном месте стакана для крепления на опорной раме устройства для предотвращения вибрации всей конструкции, при этом две шпоночные канавки боковой крышки обеспечивают возможность установки этого приводного механизма в положение, противоположное на 180°, для монтажа на устройстве для криволинейной выгрузки в двух направлениях без демонтажа приводного механизма.226. Устройство по п.222, в котором качательный полый рычаг содержит первую половину и вторую половину, при этом они собраны так, что противоположны друг другу, образуя внутреннюю камеру и взаимосвязанные каналы для текучей среды, и имеет первый конец, удерживаемый поворотным несущим уплотнение соединением, которое, в свою очередь, удерживается монтажным средством через подшипник и зажато полукольцевым зажимом; силовой вал, соединенный со второй половиной рычага для подсоединения к силовому выходному соединению приводного механизма, образуя ось вращения полого качательного рычага, чтобы совершать качание на 180° по пути с сервоуправлением от поста с формами для выдувания к неподвижной охлаждающей плите или к несущему транспортеру, после чего он поднимается в положение примерно на 90° для ожидания следующего цикла; неподвижную ось, удерживаемую и зажимаемую полукольцевым зажимом и силовым валом посредством подшипника и включающую в себя закрепленное зубчатое колесо; паразитное зубчатое колесо, входящее в зацепление с закрепленным зубчатым колесом и состоящее из двух половин, собранных так, что они противоположны друг другу и смещены друг от друга посредством регулировочных винтов для регулирования зазора, и установленных во внутренней камере посредством подшипников, образуя промежуточную паразитную ось; второй конец, включающий в себя ось, закрепленную в подшипниках во втором конце качательного рычага, содержащую синхронизирующее зубчатое колесо, входящее в зацепление с паразитным зубчатым колесом и прикрепленное к оси; перевернутую U-образную качательную опору, имеющую две боковые стенки, каждая из которых содержит полукольцевое углубление, обеспечивающее скольжение, для свободной установки по обоим концам оси, закрепленные посредством соответствующего полукольцевого зажима, чтобы совершать свободное качание на оси, при этом стенка U-образной качательной опоры имеет наружную монтажную поверхность, включающую в себя гнездо для вала, причем U-образная качательная опора, когда полый рычаг поворачивается на неподвижной оси, удерживается в одной и той же горизонтальной ориентации в течение всего поворота рычага, описывая криволинейный путь перемещения благодаря паразитному зубчатому колесу и синхронизирующему зубчатому колесу; упомянутый полукольцевой зажим имеет передаточный выступ, включающий в себя две противоположные конические направляющие, и взаимодействует с верхним полукольцевым зажимом и нижним полукольцевым зажимом, оба из которых закреплены на оси, при этом нижний полукольцевой зажим имеет две отстоящие друг от друга опоры, образующие между собой пространство, в котором передаточный выступ зажима расположен и удерживается посредством регулировочных винтов с коническим концом, которые в пространстве между опорами введены в конические направляющие передаточного выступа для обеспечения регулирования горизонтального положения U-образной качательной опоры для расположения параллельно верхней поверхности формы для выдувания посредством регулировочных винтов и предотвращения ее бокового смещения посредством конических концов винтов и направляющих.227. Устройство по п.222, в котором механизм выгрузки готовых изделий содержит опорный рычаг, установленный на U-образную качательную опору, в свою очередь, установленную на синхронизирующем зубчатом колесе качательного полого рычага, и содержащий опорную плиту, включающую в себя соединение для рабочей текучей среды; двигатель возвратно-поступательного действия, работающий посредством текучей среды, подсоединенный к опорной плите, к которому также подсоединено соединение для текучей среды, и содержащий удлиненный поршневой шток, окруженный пружиной, удерживаемой охватывающим концевым штоком с двумя ушками на свободном конце поршневого штока для приведения в действие удерживающих рычагов; удерживающую раму, включающую в себя удлиненный поршневой шток и пружину; ножничный механизм для раскрывания и смыкания удерживающих рычагов, содержащий центральный опорный палец, опирающийся на раму, и пару вилок, подобных известным треугольным шатунам, каждая из которых имеет промежуточную часть, подсоединенную к центральному опорному пальцу, первый конец в форме вильчатой части, охватывающий свободно скользящий блок, каждый из которых удерживается поворотным пальцем, в свою очередь, удерживаемым охватывающим штоком с двумя ушками, и второй конец; пару параллельных удерживающих рычагов, каждый из которых имеет жесткий стопорный элемент, подсоединен перпендикулярно второму концу вилок и включает в себя три захватывающих пальца, при этом в раскрытом состоянии рычагов, включая их захватывающие пальцы, поршневой шток выдвинут на полный ход и пружины остаются в несжатом состоянии, а затем, когда рабочую текучую среду подводят к двигателю, поршневой шток будет отведен вверх, сжимая пружину, поднимая охватывающий концевой шток с двойными ушками и, следовательно, гармонично смыкая вилки и удерживающие рычаги и их захватывающие пальцы в широкое положение, ограниченное стопорными элементами, избегая вибрации для захвата готового изделия из раскрытой формы для выдувания и перемещения его на неподвижную плиту на разные высоты для окончательного охлаждения и выгрузки из формовочной машины.228. Устройство по п.222, в котором механизм перемещения готовых изделий включает в себя пару параллельных удерживающих рычагов, которые выполнены "по типу крыла чайки" и раскрыты в виде консоли, так что они могут быть установлены в положение выгрузки, когда устройство с дутьевыми головками все еще находится в положении выдувания над формой для выдувания, и начнут свой ход смыкания, когда устройство с дутьевыми головками начинает свой выходной ход и форма для выдувания сомкнута, или иначе, они начнут свой ход смыкания, когда устройство с дутьевыми головками начинает свой выходной ход и форма для выдувания начинает свой ход раскрывания, что позволяет уменьшить время простоя.229. Способ производства полых стеклянных изделий, таких, как бутылки, банки, высокие стаканы и другие стеклянные изделия, посредством процесса формования выдуванием, прессовыдувного формования или прямого прессования, причем всех из них в нагреваемой форме или в форме с углеродным покрытием в машине для формования стеклянных изделий, включающей в себя множество отдельных формовочных секций и одну полость или множество полостей, содержащий формование заготовки в перевернутой ориентации в черновой форме и в перемещаемой и раскрываемой горловой форме, удерживаемой горизонтальным удерживающим рычагом переворачивающего устройства; переворачивание заготовки, удерживаемой горловой формой, посредством поворота горизонтального удерживающего рычага переворачивающего устройства на 180° по часовой стрелке, перемещая заготовку вверх и сжимая ее, или против часовой стрелки, перемещая заготовку вниз и вытягивая ее, обеспечивая при этом ее вертикальную ориентацию на промежуточном посту для удерживания перемещающим устройством; перемещение первой перемещаемой и раскрываемой горловой формы, удерживающей заготовку в вертикальной ориентации, от промежуточного поста к посту формования выдуванием, включающему в себя устройство для формования выдуванием, посредством перемещаемого устройства; выпуск заготовки из горловой формы в устройство с формой для выдувания, но с сохранением удерживания горловой формы перемещающим устройством; поворот перемещающего устройства, удерживающего пустую горловую форму, назад от поста с формами для выдувания к горизонтальному рычагу переворачивающего устройства на промежуточном посту, вновь для удерживания горизонтальным рычагом переворачивающего устройства для ее повторной установки на посту формования заготовки посредством поворота удерживающего рычага переворачивающего устройства дополнительно на 180°, завершая поворот на 360°; выдувание заготовки в устройстве с формами для выдувания для формования готового изделия; перемещение готового изделия в его вертикальной ориентации посредством устройства для выгрузки и его расположения на неподвижной плите или на несущем транспортере.230. Способ производства полых стеклянных изделий, таких, как бутылки, банки, высокие стаканы и другие стеклянные изделия, посредством процесса формования выдуванием, прессовыдувного формования или прямого прессования, причем всех из них в нагреваемой форме или в форме с углеродным покрытием в машине для формования стеклянных изделий, включающей в себя множество отдельных формовочных секций и одну полость или множество полостей, при котором осуществляют формование заготовки в перевернутой ориентации в черновой форме и в первой перемещаемой и раскрываемой горловой форме, удерживаемой первым горизонтальным рычагом переворачивающего устройства, имеющего первый горизонтальный рычаг и второй, диаметрально противоположный горизонтальный рычаг, удерживающий вторую горловую форму; переворачивание заготовки, удерживаемой первой горловой формой, посредством поворота первого горизонтального удерживающего рычага на 180° по часовой стрелке, перемещая заготовку вверх и сжимая ее, или против часовой стрелки, перемещая заготовку вниз и вытягивая ее, с обеспечением ее вертикальной ориентации на промежуточном посту, в то время как второй рычаг со второй горловой формой одновременно будет расположен на посту формования заготовки для осуществления другого цикла формования заготовки; перемещение первой горловой формы, удерживающей заготовку в вертикальной ориентации, от промежуточного поста к посту формования выдуванием, содержащему устройство с формами для выдувания, посредством перемещающего устройства; выпуск первой заготовки к устройству с формами для выдувания и поворот пустой первой горловой формы назад к первому горизонтальному рычагу переворачивающего устройства на промежуточном посту для ее повторной установки на посту формования заготовки посредством поворота первого рычага дополнительно на 180°, завершая поворот на 360°, в то время как второй рычаг достигает промежуточного поста, удерживая вторую заготовку; выдувание заготовки в форме для выдувания, чтобы отформовать готовое изделие; перемещение готового изделия в вертикальной ориентации, как только раскрыта форма для выдувания, посредством устройства для выгрузки и его расположения на неподвижной плите или на несущем транспортере.231. Способ производства полых стеклянных изделий, таких, как бутылки, банки, высокие стаканы и другие стеклянные изделия, посредством процессов формования выдуванием, прессовыдувного формования или прямого прессования, всех из них в нагреваемой форме или в форме с углеродным покрытием в машине для формования стеклянных изделий, которая описана в пп.1-196, включающей в себя множество отдельных формовочных секций, при котором осуществляют следующие последовательные стадии:установку первой перемещаемой и раскрываемой горловой формы, удерживаемой сомкнутой посредством пары горизонтальных рычагов переворачивающего устройства, выполняющего поворот в одном направлении, в положении "нулевой линии" черновых форм, которое представляет собой постоянное местоположение независимо от размера заготовки и готового изделия, и смыкание половин черновой формы, обеспечивая охват и центрирование первой горловой формы в положении "нулевой линии" черновой формы;
подъем прессовочного плунжера посредством устройства с прессовочными плунжерами в положение загрузки порции стекла и формования горлышка, сцентрированное с горловой формой в положении "нулевой линии" черновой формы;
одновременное качательное движение и опускание устройства с направляющими воронками для его расположения на сомкнутой черновой форме;
подачу порции расплавленного стекла через устройство с направляющими воронками в черновую форму и первую перемещаемую и раскрываемую горловую форму, обе из которых установлены в положении "нулевой линии" черновой формы на посту формования заготовки, удерживание первой горловой формы первым горизонтальным рычагом переворачивающего устройства, выполняющего поворот в одном направлении и включающего в себя упомянутый первый горизонтальный рычаг, вначале удерживающий первую горловую форму на посту формования заготовки, и второй горизонтальный рычаг, диаметрально противоположный на 180° первому рычагу и включающий в себя вторую горловую форму, вначале установленный на промежуточном посту, и последующий подъем и качательное движение устройства с направляющими воронками в наружное верхнее положение, как только порция расплавленного стекла упала в черновую форму;
формование первой заготовки в перевернутой ориентации в черновой форме и в первой перемещаемой и раскрываемой горловой форме на посту формования заготовок посредством одновременного качательного движения и опускания устройства с поддонами, располагая головку с поддоном поверх полости черновой формы и обеспечивая осаждающее дутье для порции стекла в черновой форме, заполняющей горловую форму при выполнении процесса формования выдуванием, или непосредственное смыкание половин черновой формы в процессе прессовыдувного формования и создание противодутья, или прессование порции стекла в черновой форме и в горловой форме в положении "нулевой линии" черновой формы посредством устройства с прессовочными плунжерами, обеспечивая при этом выпуск воздуха, захваченного над порцией стекла, через пористую головку с поддоном в устройстве с поддонами;
отвод устройства с прессовочными плунжерами с одновременным подъемом головки с поддоном и раскрытием черновой формы, обеспечивая начало повторного нагрева заготовки;
перемещение первой отформованной заготовки, удерживаемой первой горловой формой, в свою очередь, удерживаемой первым горизонтальным рычагом переворачивающего устройства, выполняющего поворот в одном направлении, к промежуточному посту в положение "нулевой линии" форм для выдувания посредством его поворота по часовой стрелке, перемещая заготовку вверх и сжимая ее, или против часовой стрелки, перемещая заготовку вниз и вытягивая ее, на криволинейном пути с сервоуправлением на 180°, продолжая выполнять повторный нагрев и вытягивание заготовки в течение перемещения к промежуточному посту и переворота для вертикальной ориентации, дополнительно продолжая здесь повторный нагрев и вытягивание заготовки, при этом второй горизонтальный рычаг с пустой горловой формой совершает поворот на 180° для ее размещения на посту формования заготовки для выполнения нового цикла формования заготовки;
захват первой перемещаемой и раскрываемой горловой формы, удерживающей первую заготовку, из первого горизонтального рычага переворачивающего устройства на промежуточном посту посредством перемещающего устройства с одновременным освобождением горловой формы из переворачивающего устройства;
перемещение первой горловой формы по горизонтали с удерживанием первой заготовки в вертикальной ориентации посредством перемещающего устройства, ее поворот на 180° на пути с сервоуправлением, обеспечивающем криволинейное перемещение в двух направлениях, сохранение вертикальной ориентации заготовки и продолжение основной операции повторного нагрева и вытягивания заготовки на протяжении пути перемещения от промежуточного поста к раскрытой форме для выдувания на посту формования выдуванием;
смыкание формы для выдувания вокруг заготовки, удерживаемой первой горловой формой, в свою очередь, удерживаемой перемещающим устройством, и вокруг донной плиты и раскрывание горловой формы с сохранением удерживания пустой горловой формы перемещающим устройством, выпуск первой заготовки в сомкнутую форму для выдувания для ее удерживания таким образом на посту выдувания, продолжение короткой операции окончательного повторного нагрева и вытягивания заготовки для обеспечения однородности температуры и воздействие вакуума через донную плиту для содействия операции выдувания, немедленный возврат пустой первой горловой формы, ее смыкание в течение обратного пути к промежуточному посту и ее выпуск у первого рычага переворачивающего устройства для удерживания таким образом;
подъем пустого перемещающего устройства в промежуточное положение на 90° для ожидания нового цикла формования, как только оно возвратило назад первую горловую форму, поворот назад первого горизонтального рычага переворачивающего устройства с пустой первой горловой формой к посту формования заготовки посредством его дополнительного поворота на 180° противоположно второму рычагу, с завершением при этом поворота на 360°, при этом второй рычаг достигает промежуточного поста для выполнения нового цикла перемещения заготовки; качательное движение и опускание устройства с дутьевыми головками для установки дутьевой головки на форму для выдувания;
выдувание заготовки в форме для выдувания, чтобы отформовать готовое изделие посредством дутьевой головки, продолжение воздействие вакуумом через донную формовочную плиту, при этом, когда дутьевая головка начинает окончательное выдувание, повторный нагрев и вытягивание заготовки заканчиваются и устройство для выгрузки, включающее в себя рычаг, поворачивающийся на 180° вокруг горизонтальной оси, имеющий захватывающие пальцы, достигает раскрытия на форме для выдувания, сохраняя захватывающие пальцы раскрытыми, а после выполнения окончательного выдувания дутьевой головкой поворачивает дутьевую головку назад в ее верхнее положение и воздействие вакуума прерывается, происходит подъем дутьевой головки и захватывающие пальцы устройства для выгрузки смыкаются вокруг готового горлышка, когда форма для выдувания все еще сомкнута или раскрыта;
раскрытие формы для выдувания с одновременным захватом готового изделия из формы для выдувания посредством устройства для выгрузки;
перемещение готового изделия в вертикальной ориентации по пути с сервоуправлением для криволинейного перемещения, сохраняя при этом готовое изделие в вертикальном положении, как только раскрыта форма для выдувания, посредством устройства для выгрузки и его размещения на неподвижной плите для охлаждения и переноса к несущему транспортеру, или же размещения готового изделия непосредственно на транспортере, и подъема пустых захватывающих пальцев выгружающего устройства в промежуточное поднятое положение для ожидания начала выполнения следующего цикла выдувания и выгрузки.
232. Способ по п.231, при котором стадию формования заготовки осуществляют следующим образом: устройство с поддонами совершает одновременное качательное движение и опускание, располагая головку с поддоном над полостью черновой формы, затем при выполнении процесса формования выдуванием обеспечивают вакуум через прессовочный плунжер и одновременно обеспечивают охлаждающее дутье через устройство с поддонами в черновую форму, осаждая порцию стекла на донную часть черновой формы и заполняя горловую форму, после этого отводят прессовочный плунжер и создают раздув через прессовочный плунжер, обеспечивая возможность выпуска воздуха, захваченного поверх порции стекла, через пористую головку с поддоном устройства с поддонами, чтобы отформовать законченную заготовку, или же при выполнении прессовыдувного формования вводят прессовочный плунжер через горловую форму и через черновую форму, обеспечивая при этом выпуск воздуха, захваченного над порцией стекла, через пористую головку с поддоном в устройстве с поддонами, а после этого происходит отвод прессовочного плунжера и устройства с поддонами и раскрытие формы для выдувания с удерживанием при этом отформованной заготовки горловой формы, обеспечивая возможность начального повторного нагрева отформованной заготовки.233. Способ по п.231, при котором стадию прессования порции конкретно выполняют посредством сохранения постоянных ходов устройства с прессовочными плунжерами в положении "нулевой линии" черновых форм и компенсируют изменение веса порции стекла и объема заготовки посредством формирования прессующей подушки в устройстве с прессовочными плунжерами для осуществления процесса формования выдуванием или прессовыдувного формования одним и тем же механизмом без изменения или регулирования устройства с прессовочными плунжерами.234. Способ по п.231, при котором перемещение с переворотом законченной заготовки, удерживаемой перемещаемой и раскрываемой горловой формой и переворачивающим устройством на "нулевой линии" черновых форм, к промежуточному посту на "нулевую линию" форм для выдувания содержит поворот на 180° по часовой стрелке, перемещая заготовку вверх и сжимая ее, либо против часовой стрелки, перемещая заготовку вниз и вытягивая ее, первого удерживающего рычага переворачивающего устройства из перевернутой ориентации в вертикальную ориентацию, обеспечивая при этом продолжение повторного нагрева и начального вытягивания на пути поворота, при одновременном повороте на 180° второго рычага переворачивающего устройства, который удерживает вторую, пустую горловую форму, от промежуточного поста повторного нагрева в положении "нулевой линии" форм для выдувания к месту под черновой формой в положение "нулевой линии" черновых форм на том же самом пути поворота, со смыканием при этом половин черновой формы, охватывая вторую, пустую перемещаемую и раскрываемую горловую форму, установку прессовочного плунжера в положение формования горлышка, последующее расположение устройства с воронками для направления порции стекла над сомкнутой черновой формой и далее подачу порции стекла в черновую форму и во вторую горловую форму; с другой стороны происходит раскрывание половин первой пары удерживающих рычагов переворачивающего устройства, высвобождая горловую форму на промежуточном посту на "нулевой линии" форм для выдувания.235. Способ по п.231, при котором выполняемая с сервоуправлением стадия криволинейного перемещения в двух направлениях от промежуточного поста на "нулевой линии" форм для выдувания к форме для выдувания включаетзахват первой перемещаемой и раскрываемой горловой формы на промежуточном посту посредством раскрытия захватывающих пальцев устройства с сервоуправлением, выполняющего криволинейное перемещение в двух направлениях для удерживания первой горловой формы посредством ее канавок, и немедленного раскрытия первой пары горизонтальных рычагов переворачивающего устройства с сервоуправлением, выполняющего поворот в одном направлении, высвобождая первую горловую форму; последующее перемещение по криволинейному пути горловой формы, удерживающей заготовку, от промежуточного поста к форме для выдувания в вертикальную ориентацию, смыкание половин формы для выдувания вокруг донной плиты и заготовки, удерживаемой горловой формой, раскрытие половин горловой формы посредством дополнительного раскрытия захватывающих пальцев устройства с сервоуправлением, выполняющего криволинейное перемещение в двух направлениях, чтобы выпустить заготовку в сомкнутую форму для выдувания, но все еще удерживая горловую форму, которая позже смыкается; поворот перемещающего устройства, удерживающего пустую и сомкнутую горловую форму, назад к первой паре половин рычагов переворачивающего устройства на промежуточном посту; установку пустой горловой формы, все еще удерживаемой захватывающими пальцами перемещающего устройства, в положение между раскрытой парой половин удерживающих рычагов переворачивающего устройства, которые затем смыкаются, удерживая горловую форму посредством пальцев и ее канавок; наконец, смыкание захватывающих пальцев перемещающего устройства, высвобождая горловую форму, остающуюся удерживаемой первой парой половин рычагов переворачивающего устройства, и подъем захватывающих пальцев переворачивающего устройства в верхнее промежуточное положение примерно на 90° его пути.
236. Способ по п.231, при котором стадия выдувания заготовки в форме для выдувания для формования готового изделия конкретно включает установку дутьевой головки устройства с дутьевыми головками на форму для выдувания с совмещением с ее полостью и создание завершающего дутья в законченную, повторно нагретую и удлиненную заготовку через дутьевую головку, формуя при этом готовое стеклянное изделие в форме для выдувания; перед окончанием дутья установку выгружающих пальцев устройства с сервоуправлением, предназначенного для криволинейной выгрузки в двух направлениях, в раскрытом состоянии в положение выгрузки; как только дутье закончено и дутьевая головка начинает свой путь подъема, смыкание выгружающих пальцев выгружающего устройства с удерживанием горлышка готового стеклянного изделия, когда форма для выдувания все еще сомкнута, или же удерживая нижнюю часть горлышка готового изделия, когда форма для выдувания раскрыта.237. Способ по п.231, при котором стадию выгрузки готового стеклянного изделия конкретно осуществляют посредством выполняемого с сервоуправлением криволинейного перемещения готового стеклянного изделия, удерживаемого сомкнутыми рычагами устройства, предназначенного для криволинейной выгрузки в двух направлениях, к охлаждающей неподвижной плите, либо непосредственно к несущему транспортеру, или в печь для отжига, раскрытия удерживающих рычагов, высвобождая находящееся в них готовое изделие, и подъема раскрытых удерживающих рычагов выгружающего устройства в верхнее промежуточное положение для нового цикла формования.238. Способ по п.231, при котором стадия смыкания черновых форм в случае множества полостей включает в себя компенсацию сил смыкания, действующих на черновые формы, посредством выравнивающего механизма, установленного на механизм раскрывания и смыкания черновых форм.239. Способ по п.231, при котором стадия расположения устройства с поддонами поверх черновой формы включает в себя выравнивание сил смыкания головок с поддонами в устройстве с поддонами посредством выравнивающего механизма, установленного на устройство с поддонами.240. Способ по п.231, содержащий сохранение постоянных ходов устройства с прессовочными плунжерами в положении "нулевой линии" черновых форм и компенсацию изменений веса и объема заготовки посредством формирования прессовочной подушки в устройстве с прессовочными плунжерами для выполнения процесса прессовыдувного формования или формования выдуванием одним и тем же механизмом без изменения или регулирования устройства с прессовочными плунжерами.241. Способ по п.231, при котором манипулирование заготовкой всегда осуществляют при плотном контакте с перемещаемой и раскрываемой горловой формой со стадии прессования порции до тех пор, пока она не будет выпущена в форму для выдувания.242. Способ выгрузки готового стеклянного изделия из формы для выдувания машины для формования стеклянных изделий для выгрузки готового стеклянного изделия из формы, обеспечивающей формование, для размещения его на неподвижной охлаждающей плите или на несущем транспортере, содержащий раскрывание пары параллельных удерживающих рычагов в виде консоли "по типу крыла чайки", так что они могут быть установлены в положение выгрузки, когда устройство с дутьевыми головками для формы еще находится в положении дутья над формой для выдувания, и начнут свой ход смыкания, когда устройство с дутьевыми головками начинает свой выходной ход, а форма для выдувания сомкнута, или же они начинают свой ход смыкания, когда устройство с дутьевыми головками начинает свой выходной ход, а форма для выдувания начинает ход раскрывания, что обеспечивает уменьшение времени простоя.