Настоящее изобретение относится к бритвенной сетке для электрического бритвенного устройства. Кроме того, настоящее изобретение относится к электрическому бритвенному устройству с подобной бритвенной сеткой, а также к способу изготовления бритвенной сетки.
Электрические бритвенные устройства обычно содержат, по меньшей мере, одну бритвенную сетку и, по меньшей мере, один режущий блок, который сконструирован так, чтобы иметь возможность передвижения относительно бритвенной сетки. Бритвенная сетка имеет множество отверстий, в которые проникают волосы в процессе бритья. Режущий блок расположен в непосредственной близости к бреющей сетке и непрерывно движется мимо отверстий бритвенной сетки в процессе бритья. В результате проникающие в отверстия бритвенной сетки волосы срезаются режущим блоком. В данном процессе конфигурация бритвенной сетки и, в частности, размер и форма отверстий оказывают существенное влияние на результат бритья.
В связи с этим, из документа DE 2455723 С2 известен способ, согласно которому средний диаметр отверстий в периферийной области бритвенной сетки, которая служит, по меньшей мере, частично для крепления бритвенной сетки на каркас бритвенной головки, имеет меньшую величину, чем в центральной области бритвенной сетки. В данном случае отношение площади (которая измеряется по толщине бритвенной сетки) поперечного сечения пустотелых ребер, отделяющих отверстия друг от друга, к площади отверстий по всей бритвенной сетке регулируется так, чтобы обеспечить почти постоянное сопротивление изгибу. Таким образом, предполагается сконструировать бритвенную сетку так, чтобы она демонстрировала почти постоянное сопротивление изгибу по всем перфорированным областям, между тем обеспечивая прочность краевых областей и малую толщину центральной области.
Из документа DE 2321028 А известна решетчатая сетка с разными размерами отверстий, которая регулируемым образом устанавливается в бритвенной головке бритвенного устройства для сухого бритья. Решетчатая сетка имеет одну неразделенную перфорированную зону, в которой размеры отверстий непрерывно меняются в направлении регулирования решетчатой сетки. Целью данной конструкции является обеспечение оптимальной адаптации решетчатой сетки к различным состояниям кожи лица пользователя или разных пользователей.
Целью настоящего изобретения является предоставление бритвенной сетки для электрического бритвенного устройства, с помощью которой можно достичь оптимальных результатов бритья.
Эта цель достигнута посредством комбинации отличительных признаков согласно пункту 1 формулы изобретения.
Бритвенная сетка настоящего изобретения включает в себя перфорированную область с множеством отверстий, которые отделены друг от друга ребрами. Перфорированная область разделена на, по меньшей мере, центральную зону, первую краевую зону и вторую краевую зону, причем центральная зона расположена между первой краевой зоной и второй краевой зоной. Бритвенная сетка настоящего изобретения отличается тем, что отверстия в центральной зоне имеют средний размер, который меньше среднего размера отверстий в первой краевой зоне и второй краевой зоне, и/или тем, что изменяемая средняя величина для размера отверстий в центральной зоне меньше, чем в первой краевой зоне и во второй краевой зоне.
Бритвенная сетка настоящего изобретения имеет преимущество, заключающееся в том, что обеспечивается возможность очень тщательного бритья, которое, в то же время, очень мягкое для кожи. Согласно настоящему изобретению это достигается путем вариации размера отверстия в отдельных зонах перфорированной области бритвенной сетки, в результате чего во время бритья создаются благоприятные условия для прогибания кожи в отверстия бритвенной сетки по всей площади контакта между бритвенной сеткой и кожей пользователя бритвенного устройства.
Четкое выделение или явное ограничение упомянутых зон бритвенной сетки необязательно. Согласно настоящему изобретению будет достаточно, если будет соответствующая вариация среднего размера отверстия перфорации вдоль, по меньшей мере, одного направления. Соответствующие зоны формируются посредством самой вариации. Предпочтительно, вариация размеров отверстий имеет место непрерывно, поскольку (как будет описано ниже) в этом случае получаются полезные механические свойства, например оптимальная адаптация бритвенной сетки к соответствующему режущему блоку (блокам).
Предпочтительно, центральная зона устроена в первом направлении между первой краевой зоной и второй краевой зоной.
При разделении перфорированной области особенно полезно исходить из того, что во время бритья определенной области кожи контактное давление между бритвенной сеткой и областью кожи в центральной зоне перфорированной области будет выше, чем в первой краевой зоне и во второй краевой зоне. Это означает, что маленькие отверстия формируются в участках, где ожидается высокое контактное давление, а большие отверстия формируются в тех участках, где ожидается низкое контактное давление. Поскольку кожа прогибается в отверстия в большей степени по мере увеличения контактного давления и увеличения размера отверстия, то контактное давление может быть компенсировано малыми размерами отверстий, что, следовательно, обеспечивает противодействие чрезмерному прогибанию кожи в отверстия бритвенной сетки. Соответственно, обеспечивается возможность получения оптимальной величины для прогибания кожи в отверстия по всей поверхности контакта между бритвенной сеткой и кожей, и при этом обеспечивается тщательное и мягкое бритье.
В предпочтительном варианте осуществления бритвенной сетки перфорированная область имеет изгиб, зенит которого находится в центральной зоне. В зависимости от количества бритвенных сеток данного типа, которыми снабжено бритвенное устройство, наибольшее контактное давление во время бритья наблюдается в зените изгиба или в его непосредственной близости, так что применение малых отверстий поблизости зенита обеспечивает преимущество. В частности, в случае, когда бритва снабжена несколькими бритвенными сетками, может быть полезно предоставить центральную зону асимметрично относительно зенита изгиба и/или обеспечить минимальное значение изменяемой средней величины размера отверстий вне зенита.
Предпочтительно, бритвенная сетка надежно крепится в каркасе сетки, который адаптирован для установки на бритвенное устройство. Это обеспечивает возможность легкого ухода за бритвенной сеткой и гарантирует определенную геометрию отдельных зон бритвенной сетки после установки каркаса сетки на бритвенное устройство. В каркасе сетки может быть установлена, по меньшей мере, еще одна бритвенная сетка.
Особенно полезно, если ребра имеют одинаковую ширину по всей перфорированной области. Соответственно, в этом случае изменения механических свойств бритвенной сетки удерживаются на минимальном уровне. Это облегчает, например, точное формирование желаемой формы изгиба бритвенной сетки.
В предпочтительном варианте осуществления бритвенной сетки, по меньшей мере, некоторые отверстия имеют разные формы. Это имеет положительный эффект на проникновение волос в бритвенную сетку и раскрывает широкие возможности для различных компоновок отверстий и для реализации требуемого распределения размеров отверстий. В частности, предоставляется возможность обеспечения постоянной ширины ребер, даже при наличии отверстий разных размеров. Предпочтительно, по меньшей мере, некоторые отверстия имеют форму неправильных многоугольников. Сверх того, будет полезно, если размер, по меньшей мере, некоторых отверстий будет варьироваться в соответствии со статистическим распределением. Это обеспечивает эффективное использование площади в перфорированной области бритвенной сетки.
Изменяемая средняя величина для размера отверстий может варьироваться вдоль первого направления внутри перфорированной области согласно предопределенной функции. В частности, предопределенная функция может иметь непрерывную характеристику. Таким образом, обеспечивается возможность достижения хорошей адаптации к непрерывной характеристике контактного давления между бритвенной сеткой и областью кожи. Изменяемая средняя величина для размера отверстий может быть постоянной вдоль второго направления внутри перфорированной области. В этом случае, предпочтительно, бритвенная сетка конструируется так, чтобы первое направление и второе направление образовали прямой угол друг с другом. Сверх того, предпочтительно, бритвенная сетка конструируется так, чтобы второе направление было параллельно направлению движения режущего блока, взаимодействующего с бритвенной сеткой. Предпочтительно, первое направление проходит под прямым углом относительно направления движения режущего блока, взаимодействующего с бритвенной сеткой. Это означает, что размер отверстий, предпочтительно, варьируется в направлении, которое перпендикулярно направлению движения режущего блока.
По меньшей мере, некоторые отверстия могут быть статистически распределены по, по меньшей мере, одной подобласти перфорированной области, и/или сформированы в виде многоугольников, форма которых варьируется в соответствии со статистическим распределением. Сверх того, бритвенная сетка может быть изготовлена так, чтобы отверстия в центральной зоне, в первой краевой зоне и/или во второй краевой зоне имели, по меньшей мере, предопределенное минимальное расстояние относительно их центральных точек. Таким образом, предоставляется возможность избежать формирования бритвенной сетки, отверстия которой из-за слишком малого размера не имеют полезного эффекта для результата бритья.
Предпочтительно, отверстия бритвенной сетки формируются в виде многоугольников, внутренние углы которых меньше 180°. По меньшей мере, некоторые отверстия могут быть сформированы в виде многоугольников Вороного. Формирование отверстий в виде многоугольников Вороного обеспечивает возможность простой конструкции бритвенной сетки в сочетании с хорошими режущими свойствами.
Средние величины размера отверстий могут быть сформированы как среднее арифметическое. Изменяемые средние величины размера отверстий в разных позициях перфорированной области могут быть сформированы путем усреднения по отверстиям в предопределенной подобласти или путем усреднения по предопределенному количеству отверстий с предопределенным относительным расположением.
В добавление, настоящее изобретение относится к электрическому бритвенному устройству, включающему в себя бритвенную сетку настоящего изобретения.
Кроме того, настоящее изобретение относится к способу изготовления бритвенной сетки для электрического бритвенного устройства, причем упомянутая бритвенная сетка снабжена перфорированной областью, которая содержит множество отверстий, отделенных друг от друга ребрами. В перфорированной области сформированы, по меньшей мере, центральная зона, первая краевая зона и вторая краевая зона, причем центральная зона расположена между первой краевой зоной и второй краевой зоной. Способ настоящего изобретения отличается тем, что отверстиям в центральной зоне задают средний размер, который меньше среднего размера отверстий в первой краевой зоне и второй краевой зоне, и/или тем, что отверстия формируют таким образом, чтобы изменяемая средняя величина для размера отверстий в центральной зоне была меньше, чем в первой краевой зоне и во второй краевой зоне.
В объеме способа настоящего изобретения представляется возможным определить распределение участков, которые когерентно примыкают друг к другу, и отверстия в центральной зоне, первой краевой зоне и/или второй краевой зоне бритвенной сетки могут быть сформированы в соответствии с определенным распределением. Таким образом, предоставляется возможность оптимального использования перфорированной области бритвенной сетки. При определении распределения участков для какой-либо зоны предоставляется возможность учитывать в, по меньшей мере, некоторых областях распределение участков в соседней зоне. Это позволяет, например, реализовать плавный переход между зонами. Участки могут быть сформированы в виде многоугольников. В частности, участки могут быть сформированы в виде многоугольников Вороного.
Для формирования участков можно создать распределение порождающих точек. В частности, порождающие точки могут быть созданы в статистически определенных позициях. При создании порождающих точек можно обеспечивать выполнение, по меньшей мере, одного граничного условия. В частности, при создании порождающих точек зоны предоставляется возможность обеспечения выполнения, по меньшей мере, одного граничного условия, относящегося к порождающим точкам соседней зоны. Это позволяют адаптировать соседние зоны друг к другу. Например, при создании порождающих точек предоставляется возможность обеспечения минимального относительного расстояния до всех ранее созданных порождающих точек. Стороны участков могут быть определены как отрезки линии, которая перпендикулярна линии соединения двух порождающих точек и пересекает ее в середине.
В частности, полезно увеличивать регулярность распределения участков итеративным образом. Таким образом, на основании одного и того же способа предоставляется возможность формирования распределений с регулярностями, которые выражаются разным образом. Так, предоставляется возможность определять центры тяжести участков на каждой итерации и использовать их в качестве новых порождающих точек. В этом случае определение центров тяжести может быть основано на неоднородной массовой плотности. Таким образом, желаемое распределение размера участков может быть создано посредством специфицированной характеристики массовой плотности.
В области сторон участков могут быть предоставлены ребра с предопределенно шириной.
Предпочтительно, размер отверстий, ребра которых соприкасаются с кожей, когда область кожи бреют путем подходящих манипуляций бритвенного прибора, выбирается в зависимости от позиций отверстий в перфорированной области бритвенной сетки, так что кожа прогибается в отверстия на одинаковую глубину.
Таким образом, в области всех вовлеченных в процесс бритья отверстий обеспечивается один и тот же уровень тщательности. В частности, размер отверстий (16) можно определять согласно следующему уравнению:
 ,
,
где r представляет собой радиус окружности, площадь поверхности которой соответствует площади поверхности отверстия под углом γ, rmin представляет собой радиус окружности, площадь поверхности которой соответствует площади поверхности отверстия под углом γmах, γ представляет собой азимутальный угол относительно зенита изгиба бритвенной сетки, а а2 и γmах представляют собой подгоночные параметры.
Ниже настоящее изобретение описано более подробно со ссылкой на прилагаемые чертежи, на которых:
фиг.1 - перспективный вид одного варианта осуществления электрического бритвенного устройства;
фиг.2 - вид поперечного разреза одной из бритвенных сеток с фиг.1;
фиг.3-6 - частичные виды бритвенной сетки в большом масштабе, иллюстрирующие ее различные варианты осуществления;
фиг.7-10 - снимки процесса создания диаграммы Вороного;
фиг.11-13 - частичные виды бритвенной сетки в большом масштабе, иллюстрирующие ее дополнительные варианты осуществления;
фиг.14 - график характеристики размера отверстия для варианта осуществления бритвенной сетки с фиг.13;
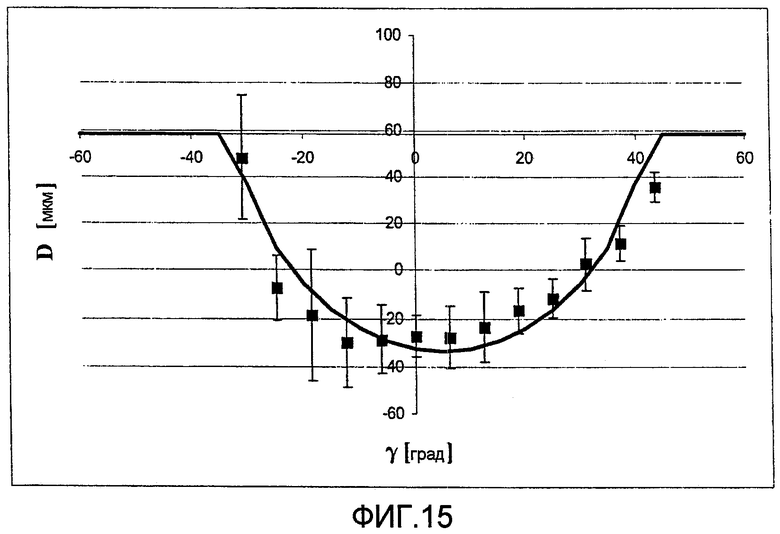
фиг.15 - график возможной характеристики глубины прогибания кожи как функции от азимутального угла; и
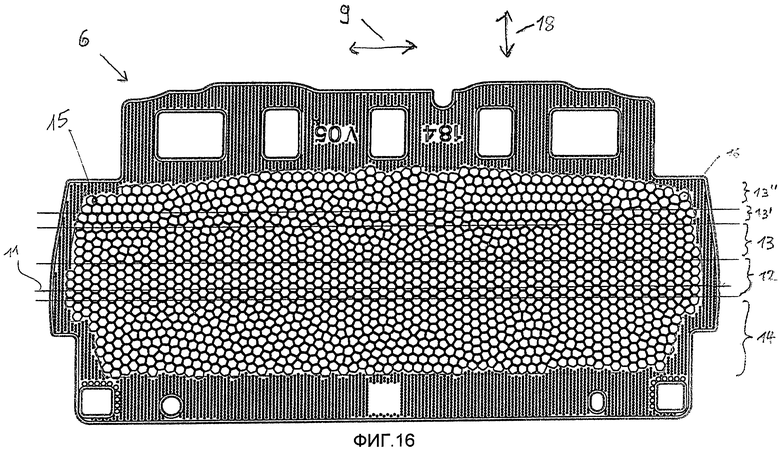
фиг.16 - частичный вид бритвенной сетки в большом масштабе, иллюстрирующей еще один вариант осуществления.
Фиг.1 представляет собой перспективный вид, иллюстрирующий один вариант осуществления электрического бритвенного прибора 1. Электрический бритвенный прибор 1 содержит корпус 2, который можно держать в руке, и бреющую головку 3, прикрепленную к корпусу. На корпусе 2 устроена кнопка 4 для включения/выключения электрического бритвенного устройства 1. Бреющая головка 3 имеет два режущих блока 5, каждый из которых включает в себя множество отдельных лезвий.
На фиг.1 также проиллюстрированы две бритвенные сетки, которые прикреплены к каркасу 7 сетки. Каркас 7 сетки фиксирует бритвенные сетки 6 в изогнутой форме, которая соответствует контуру режущих блоков 5. Каркас 7 сетки сконструирован так, чтобы его можно было легко устанавливать и снимать с бритвенной головки 3 вместе с двумя бритвенными сетками 6. На фиг.1 каркас 7 сетки вместе с двумя бритвенными сетками 6 отделен от бритвенной головки 3.
В рабочем режиме электрического бритвенного устройства 1 режущие блоки 5 приводятся в линейное колебательное движение относительно бритвенных сеток 6 посредством электродвигателя (не показан), который устроен внутри корпуса 2. Режущие блоки 5 перемещаются в направлении 8, которое показано двунаправленной стрелкой. Еще одна двунаправленная стрелка иллюстрирует направление 9 срезки бритвенных сеток 6. Как показано на фиг.1, при заданной изогнутой форме бритвенных сеток 6 направление 9 срезки параллельно их оси изгиба. Когда бритвенные сетки 6 устанавливаются в бритвенную головку 3 электрического бритвенного устройства 1, направление 9 срезки бритвенных сеток 6 совпадает с направлением движения 8 режущих блоков 5.
Движение режущих блоков 5 относительно бритвенных сеток 6 приводит к тому, что волосы, которые приникают сквозь одну из перфорированных бритвенных сеток 6 и доходят до режущего блока 5, захватываются режущим блоком 5 и срезаются в результате взаимодействия с бритвенной сеткой 6.
Бритвенное устройство 1 с фиг.1 может быть модифицировано и доработано различными способами. Например, бритвенное устройство 1 может включать в себя только один режущий блок 5 и одну бритвенную сетку 6. Сверх того, бритвенное устройство 1 может иметь дополнительные режущие приспособления, такие как режущий блок для волос средней длины, триммер для длинных волос и т.п. Кроме того, бритвенная головка 3 может включать в себя, например, по меньшей мере, один роторный режущий блок 5 и, по меньшей мере, одну круглую бритвенную сетку 6 с кольцеобразной областью, которая окружает круглую область и сформирована с некоторым сдвигом вверх или вниз.
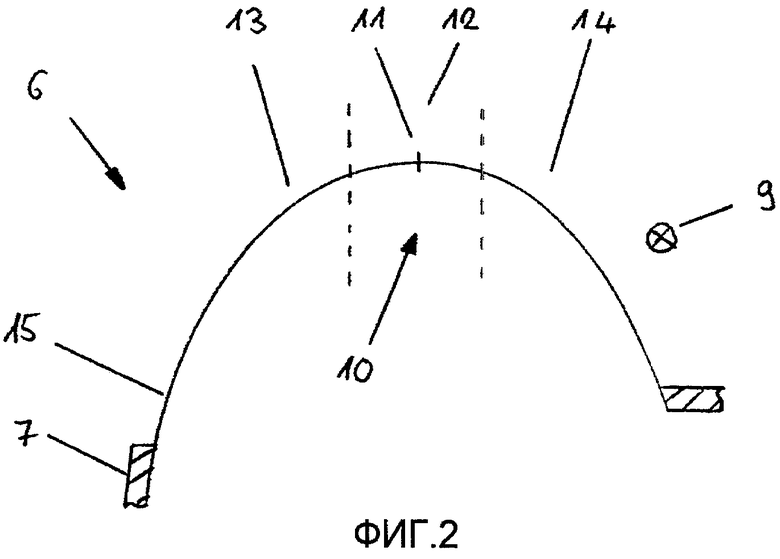
Фиг.2 иллюстрирует одну из бритвенных сеток 6 с фиг.1 в поперечном сечении. Сечение проходит поперечно сквозь бритвенную сетку 6, так что направление 9 срезки бритвенной сетки 6 образует прямой угол с плоскостью проекции. Бритвенная сетка 6 имеет изгиб 10 с зенитом 11. В иллюстрации с фиг.2 зенит 11 изгиба совпадает с высшей точкой бритвенной сетки 6. В бритвенном устройстве 1 с несколькими бритвенными сетками 6 зенит 11 каждой бритвенной сетки 6 определяется линией контакта между плоскостью, проходящей по касательной по всем бритвенным сеткам 6, и соответствующей бритвенной сеткой 6.
При правильной манипуляции бритвенного устройства 1 область зенита 11 бритвенной сетки 6 контактирует с кожей. Из-за упругости кожи области бритвенной сетки 6, смежные с зенитом 11, также входят в контакт с кожей. Для следующих наблюдений бритвенная сетка 6 разделена на несколько зон. Центральная зона 12 содержит зенит 1 и примыкающие области с двух сторон. С одной стороны центральной зоны 12 расположена краевая зона 13, а с другой стороны - краевая зона 14. Центральная зона 12, две краевые зоны 13 и 14, а также другие зоны (если это применимо) в сочетании образуют перфорированную область 15 бритвенной сетки 6. Конфигурация бритвенной сетки 6 в перфорированной области подробно описана ниже.
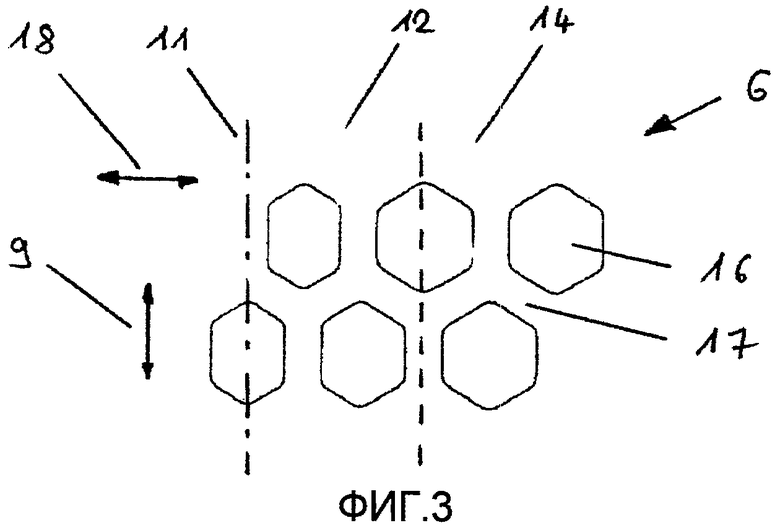
Фиг.3 представляет собой частичный вид одного варианта осуществления бритвенной сетки 6 в большом масштабе. Бритвенная сетка 6 включает в себя множество отверстий 16, которые отделены друг от друга соответствующими ребрами 17. В показанном варианте осуществления отверстия 16 сформированы в конфигурации шестиугольника. В этом варианте отверстия 16 в области центральной зоны 12 имеют меньшую площадь, чем отверстия в области краевой зоны 14. Отношения в краевой зоне 13 (не показана) соответствуют отношениям в показанной краевой зоне 14. Разница в размере между отверстиями 16 имеет место из-за того, что шестиугольники имеют разное растяжение в направлении, параллельном поперечному направлению 18 бритвенной сетки 6, которое показано двунаправленной сеткой и которое протягивается перпендикулярно направлению 9 срезки. Ребра 17 имеют одинаковую ширину в центральной зоне 12 и краевой зоне 14.
В упрощенной форме бритвенную сетку 6 дугообразной формы можно рассматривать как жесткий цилиндр, который во время операции бритья прижимается к коже в области зенита 11 изгиба 10. Тогда кожа представляет упругую среду. В результате кожа эластично вгибается и прижимается к изгибу 10 бритвенной сетки 6. Кроме того, кожа прогибается внутрь отверстий 16 бритвенной сетки 6. Интенсивность прогиба кожи внутрь отверстий 16 бритвенной сетки 6 зависит от локального давления, с которым бритвенная сетка 6 прижимается к коже, и от геометрической формы отверстий 16. Это означает, например, что при постоянном размере отверстий 16 кожа будет прогибаться внутрь отверстий 16 в большей степени по мере увеличения локального давления.
В результате высокой интенсивности прогиба кожи внутрь отверстий 16 бритвенной сетки 6 обеспечивается особо тщательное бритье, поскольку волосы срезаются близко к коже. Тем не менее, также увеличивается риск раздражения кожи, в особенности, когда имеет место контакт между кожей и режущим блоком 5. Согласно настоящему изобретению отверстия 16 с малым диаметром предоставлены в тех позициях бритвенной сетки 6, в которых в процессе бритья возникает высокое локальное давление. Отверстия 16 с большими диаметрами расположены в тех позициях бритвенной сетки 6, в которых в процессе бритья возникает низкое локальное давление. В таком варианте обычно подбирают достаточно большие отверстия 16, чтобы кожа не прикасалась к режущему блоку 5.
Согласно теории контактного напряжения Герца давление имеет максимальное значение в центре площади контакта цилиндра, то есть в области зенита 11 изгиба 10 бритвенной сетки 6, и уменьшается в направлении периметра. Соответственно, отверстия 16 в центральной зоне 12, в центре которой расположен зенит 11 изгиба 10, имеют меньший размер, чем в краевых зонах 13 и 14. Это означает, что высокое локальное давление в центральной зоне 12 компенсируется малыми размерами отверстий 16. В краевых зонах 13 и 14, в которых локальное давление меньше, чем в центральной зоне 12, отверстия 16 имеют больший размер, чем в центральной зоне. В целом, подобное распределение размеров отверстий 16 приводит к меньшим расхождениям с точки зрения прогибания кожи внутрь отверстий 16 бритвенной сетки 6 по сравнению со случаем применения одинакового размера отверстий 16 в центральной зоне 12 и в краевых зонах 13 и 14. Это означает, в свою очередь, что во всех зонах достигаются схожие результаты в терминах тщательности бритья и защиты кожи. По сравнению с вариантом, где применяется постоянный размер отверстий 16, предоставляется возможность обеспечения лучшей защиты кожи при том же уровне тщательности бритья, или более тщательное бритье при том же уровне защиты. В добавление, благодаря большему размеру отверстий 16 в краевых областях волосы легче проникают в бритвенную сетку 6, повышая, таким образом, эффективность бритья.
Вышеизложенные утверждения основаны на предположении, что бритвенным устройством 1 с одной бритвенной сеткой 6 манипулируют так, что зенит 11 изгиба 10 бритвенной сетки 6 ложится боком примерно по центру области контакта, формируемого между бритвенной сеткой 6 и поверхностью кожи. Обеспечение данной геометрии может быть облегчено путем предоставления дополнительного бритвенного узла и поворотного механизма, который перемещает бритвенную сетку 6 в упомянутой ориентации. Поворотный механизм может быть реализован, например, путем установки бритвенной сетки 6 или целой бритвенной головки 3 на корпус 2 бритвенного устройства 1 с возможностью поворачивания.
Как более подробно описано ниже, похожее условие применимо к бритвенному устройству 1 с несколькими бритвенными сетками 6, в которых зенит 11 изгиба 10 лежит не точно в центре соответствующей контактной поверхности, поскольку на кожу воздействует несколько бритвенных сеток 6. В процессе бритья бритвенным устройством 1 с несколькими бритвенными сетками 6 манипулируют таким образом, чтобы все бритвенные сетки 6 соприкасались с кожей. Это граничное условие относительно облегчает для пользователя выполнение правильной манипуляции бритвенным устройством 1. Для дополнительного упрощения можно предоставить вышеописанные поворотные механизмы.
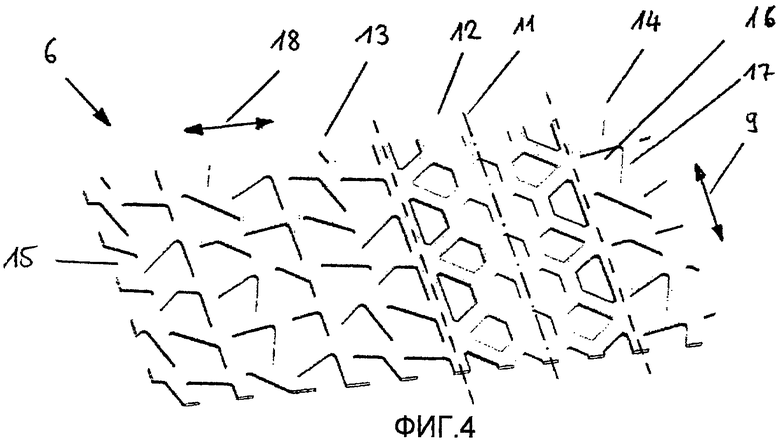
Фиг.4 представляет собой частичный вид в большом масштабе еще одного варианта осуществления бритвенной сетки 6. В этом варианте осуществления размер отверстий 16 в центральной зоне 12 бритвенной сетки 6 меньше, чем в краевых зонах 13 и 14, причем ширина ребер 17 в центральной зоне 12 и в краевых зонах 13 и 14 одинаковая. Тем не менее, в отличие от фиг.3 в данном случае не все отверстия 16 сформированы в виде шестиугольников. Шестиугольники предоставлены только в центральной зоне 12. Сверх того, центральная зона 12 также включает в себя различные многоугольники. Аналогично, краевые зоны 13 и 14 также содержат различные многоугольники. С помощью многоугольников различной формы можно дополнительно повысить тщательность бритья.
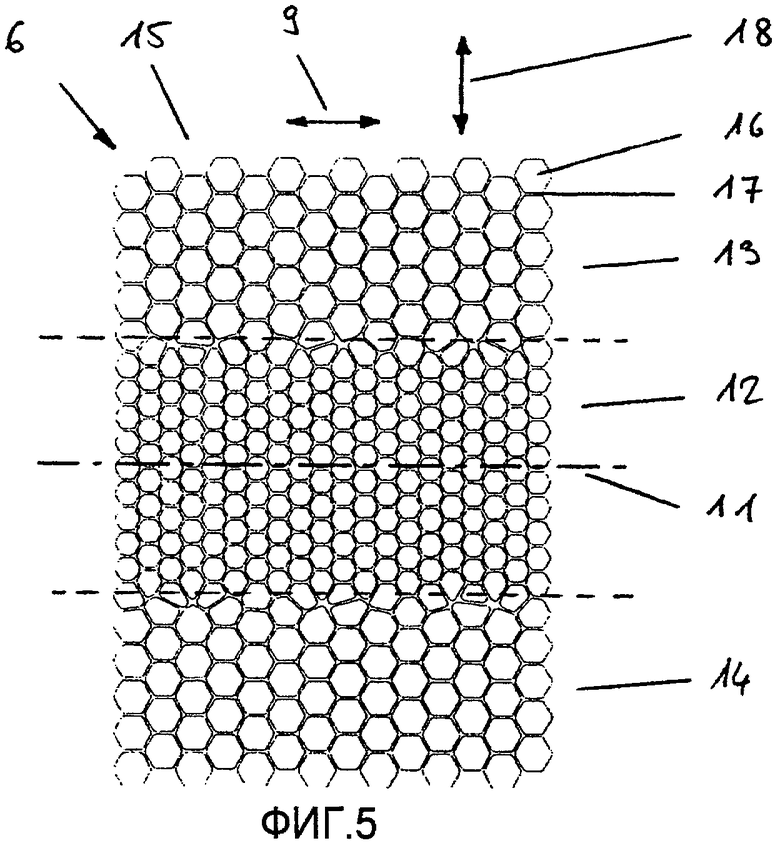
Фиг.5 представляет собой частичный вид в большом масштабе еще одного варианта осуществления бритвенной сетки 6 согласно существующему уровню техники. В этом варианте осуществления отверстия 16 в центральной зоне 12 и в краевых зонах 13 и 14 бритвенной сетки 6 имеют шестиугольную форму, причем отверстия 16 в центральной зоне 12 слегка меньше, чем в краевых зонах 13 и 14. В области переходов между краевыми зонами 13 и 14 и центральной зоной 12 размер и форма отверстий 16 меняются. Соответственно, области переходов представляют интерфейс между двумя областями с регулярно расположенными отверстиями, в которых соответствующие отверстия 16 сформированы идентичным образом. Тем не менее, в областях с регулярным расположением отверстий на каждой стороне интерфейса отверстия 16 сформированы разным образом. В области интерфейсов бритвенная сетка 6 проявляет большую жесткость. В результате изгиб 10 отклоняется от желаемой формы и, следовательно, подвержен большему износу.
Фиг.6 представляет собой частичный вид в большом масштабе одного варианта осуществления бритвенной сетки 6 согласно настоящему изобретению. Этот вариант осуществления отличается тем, что отверстия 16 в центральной зоне 12 и в краевых зонах 13 и 14 расположены беспорядочно и имеют разные размеры и разные формы. Размеры отверстий 16 варьируются так, что средняя арифметическая величина отверстий 16 в центральной зоне 12 меньше, чем в двух краевых зонах 13 и 14. Благодаря такой форме предоставляется возможность обойтись без какого-либо интерфейса между краевыми зонами 13 и 14 и, соответственно, центральной зоной 12. Это обеспечивает более равномерный изгиб 10 и, соответственно, улучшение в части износа.
В случае варьирующих размеров отверстий, формирование средней величины, например вычисление средней арифметической величины, предоставляет возможность систематического описания распределения размера отверстий и может быть выполнено по всей площади центральной зоны 12 и, соответственно, краевых зон 13 и 14. Для подробного анализа также представляется возможным применение изменяемой средней величины для размера отверстия. Изменяемая средняя величина может быть определена как среднее арифметическое размеров отверстий внутри предопределенной подобласти. Здесь учитываются все отверстия 16, которые расположены внутри подобласти, или предопределенная доля которых расположена внутри подобласти. Подобласть может быть сформирована, например, как квадрат или окружность. Аналогично, подобласть также может быть сформирована как продолговатый прямоугольник, который протягивается параллельно направлению 9 срезки по всей перфорированной области 15 бритвенной сетки 6, причем его размеры в поперечном направлении 18 лежат в диапазоне от размера одного отверстия 16 до нескольких отверстий 16. Это обеспечивает хорошее формирование средней величины и, в то же время, высокую детальность для описания вариации размера отверстий 16 в поперечном направлении 18. Похожий эффект может быть достигнут путем включения в формирование средней величины всех отверстий 16, которые пересекает линия, проходящая параллельно направлению 9 срезки. Вместо предварительного определения подобласти, также представляется возможным использовать в качестве основания для формирования средней величины фиксированное количество отверстий 16, которые расположены в предопределенном отношении к точке, для которой должна быть вычислена средняя величина. Например, можно использовать предопределенное количество отверстий 16, центральные точки которых расположены на минимальной дистанции от заданной точки. Если не указано иного, эти варианты формирования средней величины также применимы к вариантам осуществления бритвенной сетки 6, которые описаны ниже, а также к другим вариантам осуществления бритвенной сетки 6, которые в настоящем документе в явной форме не описаны.
Расположение отверстий 16 может быть сгенерировано, например, посредством способа, разработанного русским математиком Георгием Феодосьевичем Вороным. Соответствующая теория описана в статье "Recherches sur les Parall lo dres Primitives", Journal f r die reine und angewandte Mathematik, vol. 134, pp.198-287 (1908).
Также возможно применение других подходов, обеспечивающих подходящее беспорядочное или апериодическое расположение отверстий 16.
Разделение плоскости по методу Вороного, посредством которого было создано расположение отверстий 16 с фиг.6, подробно описано ниже. Подробности данного способа можно найти в следующем издании: A. Okabe, В. Boots and К. Sugihara. "Spatial Tesselations - Concepts and Applications of Voronoi Diagrams", published by John Wiley & Sons (1992), ISBN 0 471 93430 5.
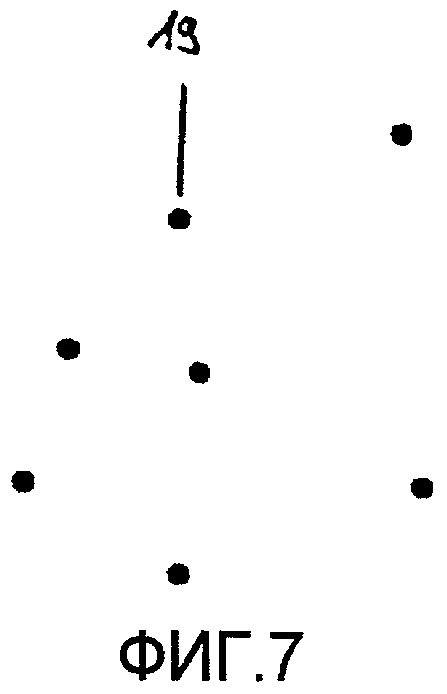
Фиг.7-10 представляют собой снимки процесса генерации диаграммы Вороного.
Как показано на фиг.7, сначала в плоскости генерируются статистически распределенные порождающие точки 19. Далее каждой порождающей точке 19 присваивается окружающая область, в которой каждый элемент расположен ближе к соответствующей порождающей точке 19, чем к какой-либо другой порождающей точке 19. Эти окружающие области имеют форму многоугольника, на который также ссылаются как на многоугольник Вороного. Многоугольники Вороного когерентно покрывают всю плоскость, в результате чего плоскость разбивается на многоугольники. Если порождающие точки 19 расположены периодическим образом, то многоугольники Вороного покрывают плоскость по периодическому шаблону. В случае апериодического расположения порождающих точек 19, шаблон многоугольников Вороного также будет апериодическим. Заполнение площади многоугольниками Вороного также называют диаграммой Вороного.
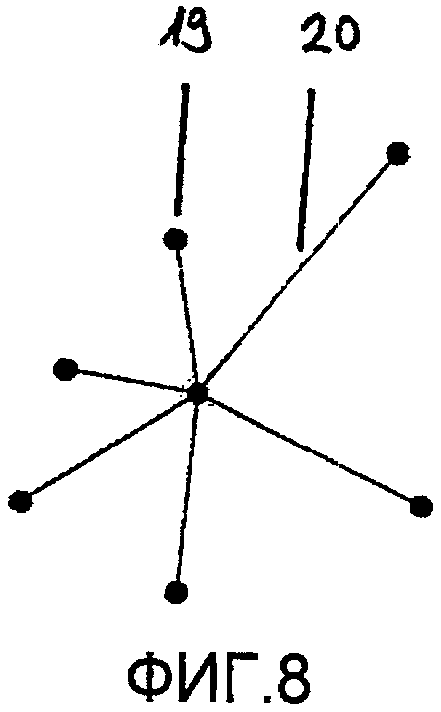
Одним из возможных способов создания многоугольников Вороного является проведение соединительных линий 20 от каждой порождающей точки 19 ко всем соседним порождающим точкам 19. Это показано на фиг.8.
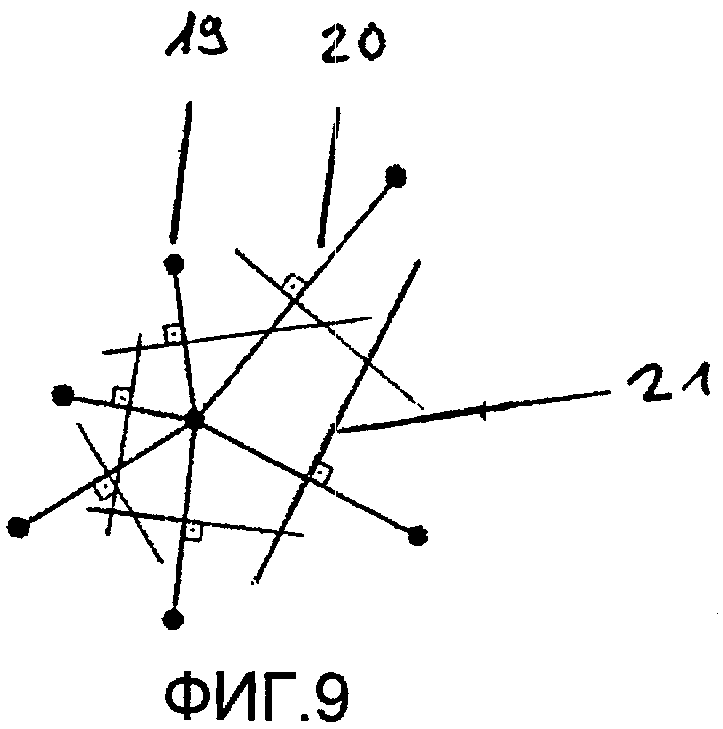
Далее, для каждой соединительной линии 20 определяется средний перпендикуляр, который перпендикулярен соответствующей соединительной линии 20 и проходит через ее середину. Это показано на фиг.9.
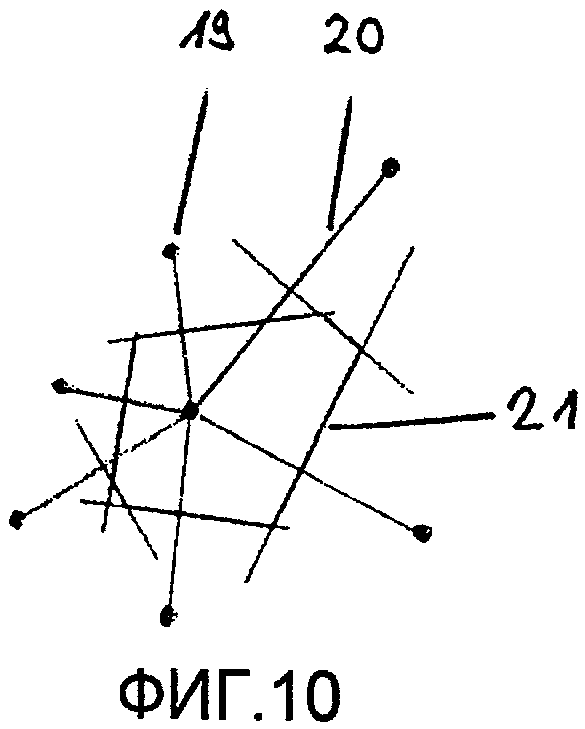
Средние перпендикуляры 21 также пересекают друг друга. Точки пересечения средних перпендикуляров 21 образуют угловые точки многоугольников Вороного. Созданные таким образом многоугольники Вороного показаны на фиг.10. Многоугольники Вороного имеют выпуклую форму, то есть их внутренние углы меньше 180°.
Для изготовления бритвенных сеток 6 на основе многоугольников Вороного стороны многоугольников Вороного формируются в виде ребер 17 с предопределенной шириной. Площади многоугольников Вороного, остающиеся между ребрами 17, образуют отверстия 16.
Конфигурация диаграмм Вороного зависит от расположения порождающих точек 19. В результате распределения порождающих точек 19 в плоскости статистическим образом создаются диаграммы Вороного, которые содержат большую вариацию многоугольников Вороного: от многоугольников с очень малой площадью поверхности до многоугольников с очень большой площадью поверхности. Подобные диаграммы Вороного слишком беспорядочны для использования в качестве основы при конструировании бритвенных сеток 6. Следовательно, в объеме настоящего изобретения применяются диаграммы Вороного, в которых наблюдается большая регулярность. Подобные диаграммы Вороного могут быть созданы, например, с помощью способа, известного как "процесс простой последовательной задержки" (см. Н.Х. Zhu, S.M. Thorpe and A.H. Windle: "The geometrical properties of irregular two-dimensional Voronoi tessellations", Philosophical Magazine A, vol. 81, no. 12, pp.2765-2783 (2001)). Используя данный способ, сначала первая порождающая точка 19 размещается в случайной позиции на плоскости. Далее, случайным образом определяется позиция еще одной порождающей точки 19. Если другая порождающая точка 19 лежит слишком близко к первой порождающей точке 19, то эта другая порождающая точка 19 отбрасывается, и ее позиция определяется заново. Этот процесс повторяется до тех пор, пока другая порождающая точка 19 не будет расположена в позиции на, по меньшей мере, предопределенном минимальном расстоянии d от первой порождающей точки 19.
Другие порождающие точки 19 определяются тем же способом, причем в этом случае выполняется проверка, чтобы обеспечить минимальное расстояние d от всех уже существующих порождающих точек 19. Новая порождающая точка 19 принимается только при удовлетворении этого условия. Это означает, что при определении n-й порождающей точки 19 выполняется проверка, чтобы обеспечить минимальное расстояние d от всех n-1 порождающих точек 19, определенных ранее. Геометрически этот подход соответствует генерации случайного распределения круглых дисков, соответствующие центры которых представляют собой порождающие точки 19 и диаметры 5 которых соответствуют предопределенному минимальному расстоянию d, причем наложение круглых дисков не допускается. Наибольшее возможное значение минимального расстояния d может быть получено путем генерации шестиугольной компоновки круглых дисков. Это будет соответствовать периодической компоновке многоугольников Вороного, которые сформированы как идентичные правильные шестиугольники, причем диаметр dhexagon окружности, вписанной в каждый шестиугольник, то есть удвоенное расстояние от сторон шестиугольника к его центру, соответствует минимальному расстоянию d.
При заданной общей площади А и предопределенном количестве n порождающих точек 19 удельная площадь F на один многоугольник Вороного выражается как

Площадь Fhexagon шестиугольника с вписанной окружностью диаметром dhexagon равна

Соответственно, максимальное возможное значение минимального расстояния d в этом случае выражается следующим образом:

Следовательно, значения минимального расстояния d могут быть выбраны из диапазона 0<d<dhexagon. Чем больше величина предопределенного минимального расстояния d, тем выше регулярность формируемой диаграммы Вороного. В качестве меры регулярности диаграммы Вороного можно использовать параметр d регулярности, который определяется как отношение минимального расстояния d к диаметру dhexagon вписанной в шестиугольник окружности, что является показателем максимально возможной величины минимального расстояния d

При полностью статистической конфигурации многоугольников Вороного минимальное расстояние d равно нулю. Так, параметр α регулярности также равен 0. При полностью регулярной конфигурации многоугольников Вороного минимальное расстояние d равно диаметру dhexagon вписанной окружности. Так, параметр α регулярности в этом случае равен 1.
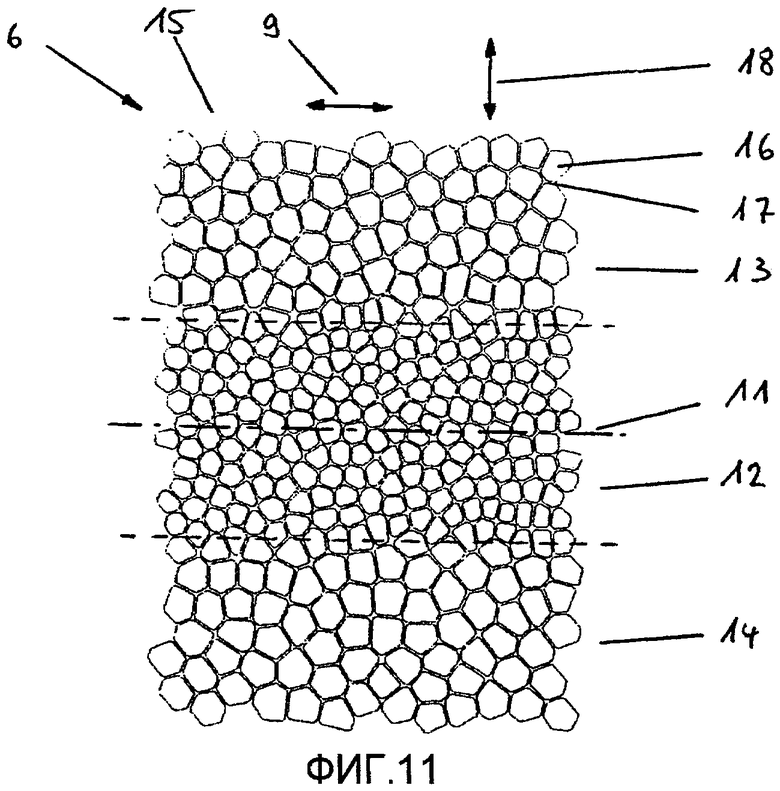
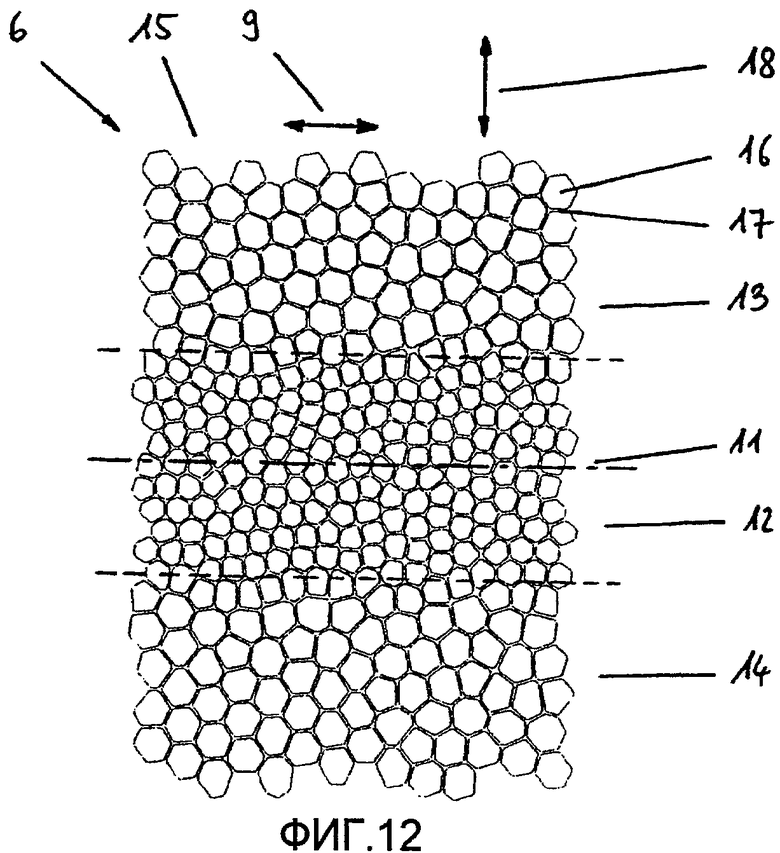
Бритвенные сетки 6, основанные на диаграммах Вороного с разными параметрами α регулярности, показаны на фиг.11 и 12.
Фиг.11 и 12 представляют собой частичные виды других вариантов осуществления бритвенной сетки 6 в большом масштабе. В обоих вариантах осуществления отверстия 16 бритвенной сетки 6 сформированы как многоугольники Вороного, средняя площадь которых меньше в центральной зоне 12, чем в краевых зонах 13 и 14. Сверх того, краевые зоны 13 и 14 плавно сливаются с центральной зоной 12.
В варианте осуществления с фиг.11 параметр α регулярности имеет значение 0,7 в каждом сегменте. В варианте осуществления с фиг.12 параметр α регулярности имеет значение 0,8 в каждом сегменте. Соответственно, бритвенная сетка 6 варианта осуществления с фиг.12 имеет в различных зонах более регулярный шаблон, чем бритвенная сетка 6 варианта осуществления с фиг.11. Это относится как к площади поверхности многоугольников Вороного, так и к их форме.
Для создания шаблона для бритвенной сетки 6 с несколькими зонами сначала определяются порождающие точки 19 в одной из зон, например в центральной зоне 12. Далее, определяются порождающие точки 19 соседней зоны, например краевой зоны 13. Одновременно с этим выполняется проверка, чтобы обеспечить минимальное относительное расстояние d до порождающих точек 19 текущей и ранее обработанной зоны. Схожим образом данный процесс повторяется для обработки других зон. Одновременно с этим выполняется проверка, чтобы для каждой новой определенной порождающей точки 19 обеспечить минимальное относительное расстояние до всех предыдущих порождающих точек 19 текущей и всех ранее обработанных зон. Каждая зона может иметь свой собственный предопределенный параметр α регулярности. Аналогично, можно применять один и тот же параметр α регулярности для всех зон. В зоне, которая обрабатывается в первую очередь, можно располагать порождающие точки 19 периодическим или квазипериодическим образом. Если требуется плавное слияние с другими зонами, то порождающее точки 19 в других зонах не располагаются периодическим или квазипериодическим образом.
Используя модификацию подхода настоящего изобретения при создании диаграмм Вороного для бритвенной сетки 6 можно опускать вышеописанное предварительное определение минимального расстояния d между порождающими токами 19 и, соответственно, начать процесс с создания статистического распределения многоугольников Вороного. На шаблон, созданный таким образом, ссылаются как на шаблон Пуассона-Вороного. Далее, для каждого многоугольника Вороного вычисляется центр тяжести. Вычисленные центры тяжести формируют порождающие точки 19 новой диаграммы Вороного. Многоугольники Вороного новой диаграммы Вороного более однородны, чем многоугольники Вороного из шаблона Пуассона-Вороного, на основе которого они были созданы. Центры тяжести могут быть вычислены аналогичным образом для новых многоугольников Вороного и использоваться как новые порождающие точки 19. Этот процесс может продолжаться итеративным образом при условии, что диаграмма Вороного достаточно однородна. В предельном случае при очень большом количестве итераций результат представляет собой диаграмму Вороного, на которую ссылаются как на диаграмму Вороного центров тяжести. Итеративная вариация диаграммы Вороного с использованием формаций центров тяжести основана на алгоритме Ллойда, разработанном Стюартом П.Ллойдом. Для деталей см.: S. Lloyd, "Least Squares Quantization in PCM", IEEE Transactions on Information Theory, vol. 28, no. 2, pp.129-137 (1982).
Применение в качестве основы пространственно постоянной массовой плотности для вычисления центра тяжести необязательно. Вычисление также может быть основано на пространственно переменной массовой плотности (см. Q. Du, V. Faber and M. Gunzburger: "Centroidal Voronoi Tessellations: Applications and Algorithms", SIAM Review, vol. 41, no. 4, pp.637-676 (1999)). В этом случае итеративный процесс сходится на диаграмме Вороного центров тяжести, которая в позициях высокой массовой плотности включает в себя многоугольники Вороного с малой площадью поверхности, а в позициях низкой массовой плотности многоугольники Вороного с большой площадью поверхности.
Отношение между массовой плотностью ρ(х,y) и площадью F(x,y) поверхности многоугольников Вороного выражается следующим образом:

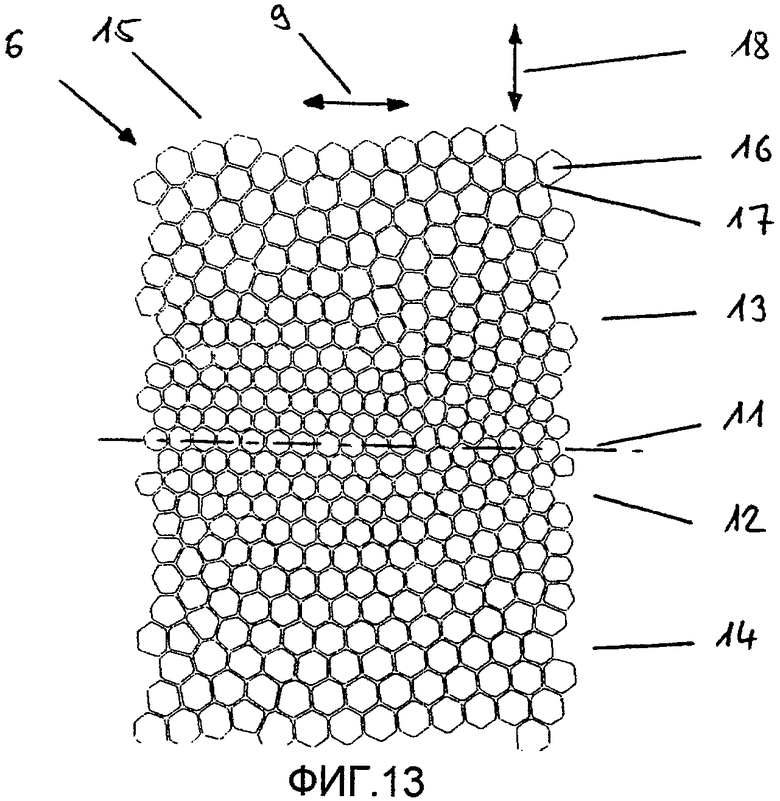
Используя соответствующую предопределенную массовую плотность, можно генерировать желаемое распределение площади поверхности многоугольников Вороного и, соответственно, размер отверстий бритвенной сетки 6. Размер отверстий 16 может варьироваться как непрерывно, так и дискретным образом. Вариант осуществления бритвенной сетки 6 с непрерывно варьирующим размером отверстий 16 проиллюстрирован на фиг.13.
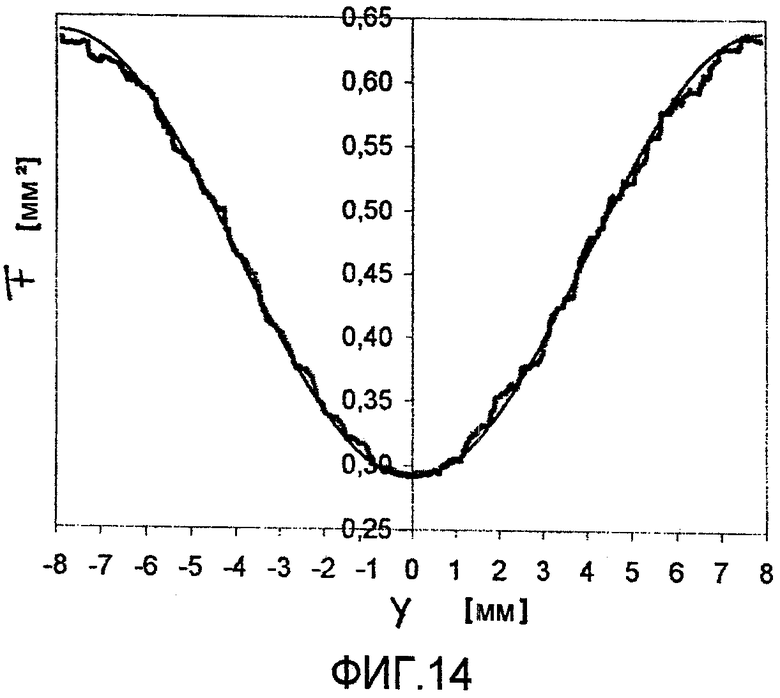
Фиг.13 представляет собой частичный вид еще одного варианта осуществления бритвенной сетки 6 в большом масштабе. В этом варианте осуществления размер отверстий 16 варьируется непрерывно, причем минимальное значение размера отверстий 16 имеет место в области зенита 11 изгиба 10. Размер отверстий 16 увеличивается по мере увеличения расстояния от зенита 11. Характеристика, согласно которой варьируется размер 16 отверстий, проиллюстрирована на фиг.14.
Фиг.14 представляет собой график характеристики размера отверстия 16 для варианта осуществления бритвенной сетки с фиг.13. По оси абсцисс показано относительное расстояние у от отверстий 16 до зенита 11. По оси ординат показана площадь F отверстия. Тонкой линией проиллюстрирована желаемая характеристика площади F отверстия, которая основана на синусоидальной функции, минимум которой находится в области зенита 11 (y=0). Толстой линией проиллюстрирована фактическая характеристика средней площади F отверстия. Можно заметить, что фактическая характеристика сходится с желаемой синусоидальной функцией с высокой аппроксимацией.
Ниже описано, при какой характеристике размера отверстий 16 бритвенной сетки можно достичь особо хороших результатов бритья.
Если рассматривать кожу как однородную, изотропную, линейно-упругую среду с полубесконечным растяжением, то бритвенное устройство 1 с одной бритвенной сеткой 6 производит в области контакта между бритвенной сеткой 6 и кожей давление q(y)

где y представляет соответствующее расстояние от зенита 11 изгиба 10 бритвенной сетки 6, Е представляет собой модуль упругости кожи, R представляет собой радиус кривизны изгиба 10 бритвенной сетки 6, а b представляет собой половину ширины области контакта в направлении y, то есть бритвенная сетка 6 соприкасается с кожей в области -b<y<+b. Для ширины 2b области контакта применимо следующее выражение:

где Р представляет собой силу на единицу длины, с которой бритвенный прибор 1 прижимается к коже во время бритья.
Вне области контакта бритвенной сетки 6 с кожей давление q(y) равно 0.
При аппроксимации круглой конфигурации отверстий 16 бритвенной сетки 6 посредством радиуса а предоставляется возможность оценки прогибания кожи внутрь одного из отверстий 16 путем интеграции решения Буссинеска для вдавливания точечного наконечника в отверстие. Соответствующая теория раскрыта в следующем документе: J. Boussinesq, "Application des Potentiels
l'Etude de l'Equilibre et du Mouvement des Solides Elastiques", Gauthier-Villars (1885). Глубина D прогибания кожи относительно уровня отверстия 16 в центре отверстия 16 определяется как

где ν представляет собой коэффициент сжатия кожи в поперечном направлении. Коэффициент F представляет собой меру площади отверстия 16. Существуют схожие уравнения для квадратных или прямоугольных отверстий 16, где в добавление к коэффициенту  требуется геометрический коэффициент для квадрата или прямоугольника. Этот дополнительный коэффициент равен 1 для круглого отверстия 16. Для квадратного или прямоугольного отверстия 16 дополнительный коэффициент не равен 1, но лежит близко к значению 1.
требуется геометрический коэффициент для квадрата или прямоугольника. Этот дополнительный коэффициент равен 1 для круглого отверстия 16. Для квадратного или прямоугольного отверстия 16 дополнительный коэффициент не равен 1, но лежит близко к значению 1.
Обычно глубина D прогибания кожи внутрь выпуклого отверстия 16 с малым соотношением геометрических размеров, то есть со сторонами примерно одинаковой длины, зависит в первую очередь от площади отверстия 16, а не от его формы. Следовательно, вышеизложенное уравнение для глубины D прогибания кожи в некотором приближении применимо также к шестиугольникам и многоугольникам Вороного.
При использовании бритвенного прибора 1 с двумя бритвенными сетками 6 (например, бритвенного прибора с фиг.1) сила, с которой бритвенный прибор 1 прижимается к коже, разделяется на две бритвенные сетки 6. Следовательно, только половина этой силы воздействует на каждую из двух бритвенных сеток 6. Сверх того, вдавливания в кожу, образуемые бритвенными сетками 6, действуют друг на друга. В результате максимальное локальное давление q прилагается не в области зенита 11 бритвенных сеток 6, а в точке, которая смещена относительно упомянутой области на азимутальный угол γmax. Для бритвенного прибора 1 с двумя бритвенными сетками 6 азимутальная зависимость глубины D прогибания кожи внутрь отверстий 16 бритвенных сеток 6 выражается следующим образом:

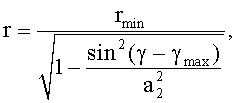
где γ представляет собой азимутальный угол относительно зенита 11 соответствующей бритвенной сетки 6, r представляет собой радиус окружности, площадь которой соответствует площади
поверхности отверстия 16 бритвенной сетки 6, то есть  , а а2 и γmах представляют собой подгоночные параметры. Пример характеристики глубины D прогибания кожи проиллюстрирован на фиг.15.
, а а2 и γmах представляют собой подгоночные параметры. Пример характеристики глубины D прогибания кожи проиллюстрирован на фиг.15.
Фиг.15 представляет собой график возможной характеристики глубины D прогибания кожи как функции от азимутального угла γ. По оси абсцисс показан азимутальный угол γ, а по оси ординат показана глубина D прогибания кожи. Диаграмма приведена для бритвенного прибора 1 с двумя бритвенными сетками 6.
Представление выбрано так, чтобы оно отражало отношения в области одной из двух бритвенных сеток 6. Таким образом, на левой стороне графика может быть построена зеркально обращенная характеристика глубины D прогибания кожи для второй бритвенной сетки 6. Нанесенные точки представляют величины измерений, которые были определены для одного испытуемого человека посредством бритвенного прибора 1 с фиг.1. Сплошная линия была определена посредством вышеупомянутого уравнения (I), где в качестве подгоночных параметров использовались значения a2=0,59 и γmах=5°.
Несмотря на идеализации, на которых основано уравнение (I) и согласно которым кожа рассматривается как однородная, изотропная, линейно-упругая среда с полубесконечным растяжением, характеристика относительно хорошо сходится с измеренными величинами. Следовательно, уравнение (I) можно использовать для определения размера отверстий 16 бритвенной сетки 6 для желаемой глубины D прогибания кожи. Для этой цели определяется решение уравнения (I) для радиуса r. Особо предпочтительно, чтобы глубина D прогибания кожи примерно соответствовала толщине sf бритвенной сетки 6. В этом случае волосы срезаются режущим блоком 5 непосредственно у поверхности кожи, причем режущий блок 5 не прикасается к коже. Так, r выражается следующим образом:

при
уравнение (J) можно представить в следующем виде:
Путем варьирования площади поверхности отверстий 16 бритвенной сетки 6 как функции от азимутального угла γ согласно уравнению (К), можно получить примерно одинаковую глубину D прогибания кожи по всей области контакта между бритвенной сеткой 6 и кожей. Согласно уравнению (К) отверстия 16 бритвенной сетки 6 становятся очень большими для больших азимутальных углов γ, то есть на больших расстояниях от зенита 11. Это может привести к проблемам, когда бритвенный прибор 1 не устанавливается перпендикулярно на коже, поскольку в этом случае возникает высокое локальное давление q в области больших отверстий 16, и кожа, соответственно, глубоко прогибается в отверстия 16. Эта проблема может быть решена путем варьирования размера отверстий 16 только вблизи зенита 11 или вблизи азимутального угла γmах в соответствии с уравнением (К) и ограничения размера отверстий 16 максимальной величиной вне этого участка. Один вариант осуществления сконструированной таким образом бритвенной сетки 6 проиллюстрирован на фиг.16.
Фиг.16 представляет собой частичный вид еще одного варианта осуществления бритвенной сетки 6 в большом масштабе. Этот вариант осуществления предоставлен для бритвенного прибора 1 с двумя бритвенными сетками 6. Азимутальный угол γmах, для которого локальное давление q имеет максимальную величину, равен примерно 10° и грубо соответствует среднему растяжению отверстия 16. В центральной зоне 12, которая в этом варианте осуществления протягивается симметрично относительно азимутального угла γmax, отверстия 16 сформированы как правильные шестиугольники. С двух сторон центральной зоны 12 к ней примыкают краевые зоны 13 и 14, соответственно, в которых отверстия 16 сформированы в виде многоугольников Вороного, и в среднем их размер больше, чем в центральной зоне 12. Многоугольники Вороного были спроектированы согласно способу Ллойда, и они не превышают предопределенный максимальный размер. В переходных областях между центральной зоной 12 и краевыми областями 13 и 14 размер отверстий 16 варьирует согласно уравнению (К). С одной стороны центральной зоны 12 присутствуют еще две зоны 13' и 13", в которых отверстия 16 больше, чем в зоне 13, но их размер не растет согласно уравнению К. В зоне 13' их размер растет менее интенсивно, а в зоне 13" их размер ограничен максимальной величиной.
| название | год | авторы | номер документа |
|---|---|---|---|
| БРИТВЕННАЯ СЕТКА БРИТВЫ ДЛЯ СУХОГО БРИТЬЯ | 2007 |
|
RU2370360C2 |
| ЭЛЕКТРИЧЕСКИЙ БРИТВЕННЫЙ ПРИБОР С ВРАЩАЮЩЕЙСЯ БРИТВЕННОЙ ГОЛОВКОЙ | 2012 |
|
RU2572267C1 |
| БРИТВЕННАЯ ГОЛОВКА С ПОВОРОТНЫМ БРИТВЕННЫМ БЛОКОМ | 2014 |
|
RU2657883C2 |
| БРЕЮЩАЯ ГОЛОВКА С МНОЖЕСТВОМ БРЕЮЩИХ УЗЛОВ | 2011 |
|
RU2539257C2 |
| БРЕЮЩАЯ СЕТКА | 2006 |
|
RU2380216C2 |
| БРИТВЕННЫЙ ПРИБОР С ЭЛЕКТРИЧЕСКИМ ПРИВОДОМ И ЗАМЕНЯЕМЫМ РЕЖУЩИМ УСТРОЙСТВОМ | 2011 |
|
RU2542043C2 |
| БРИТВЕННОЕ УСТРОЙСТВО | 1991 |
|
RU2104859C1 |
| Картридж для бритвенного прибора | 2013 |
|
RU2607069C2 |
| БРИТВЕННАЯ СИСТЕМА | 2005 |
|
RU2359815C2 |
| БРИТВЕННЫЙ КАРТРИДЖ | 2020 |
|
RU2804499C2 |
Бритвенная сетка (6) для электрического бритвенного устройства (1) включает перфорированную область (15) с множеством отверстий (16), которые отделены друг от друга ребрами (17). Перфорированная область (15) разделена на, по меньшей мере, центральную зону (12), первую краевую зону (13) и вторую краевую зону (14). Средний размер отверстий (16) в центральной зоне (12) меньше, чем средний размер отверстий (16) в первой краевой зоне (13) и во второй краевой зоне (14) и/или изменяемая средняя величина для размера отверстий (16) в центральной зоне (12) меньше, чем в первой краевой зоне (13) и во второй краевой зоне (14). Обеспечиваются оптимальные результаты бритья. 3 н. и 38 з.п. ф-лы, 16 ил.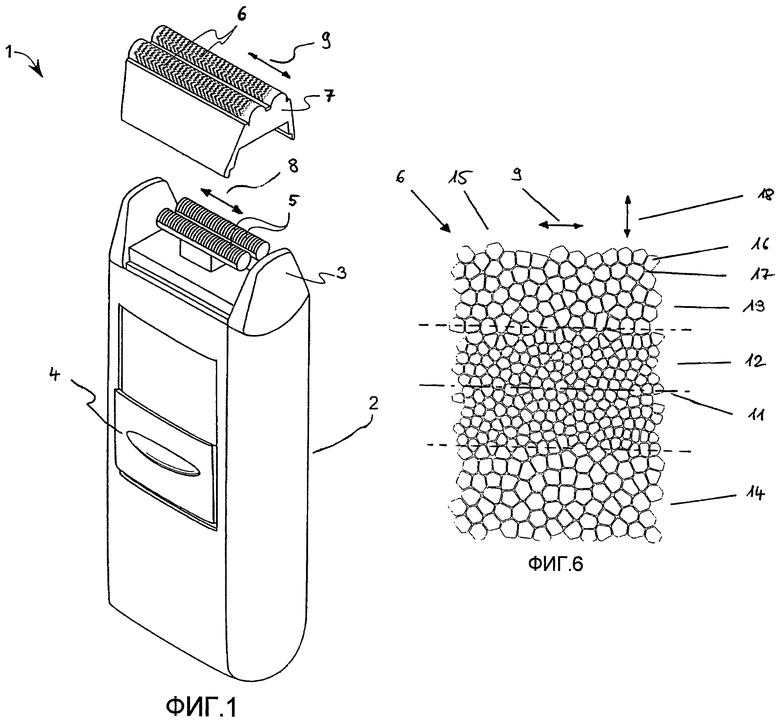
1. Бритвенная сетка для электрического бритвенного устройства (1), включающая перфорированную область (15) с множеством отверстий (16), которые отделены друг от друга ребрами (17), причем перфорированная область (15) разделена на, по меньшей мере, центральную зону (12), первую краевую зону (13) и вторую краевую зону (14), причем центральная зона (12) расположена между первой краевой зоной (13) и второй краевой зоной (14), отличающаяся тем, что средний размер отверстий (16) в центральной зоне (12) меньше, чем средний размер отверстий (16) в первой краевой зоне (13) и во второй краевой зоне (14), и/или изменяемая средняя величина для размера отверстий (16) в центральной зоне (12) меньше, чем в первой краевой зоне (13) и во второй краевой зоне (14).
2. Бритвенная сетка по п.1, отличающаяся тем, что центральная зона (12) расположена между первой краевой зоной (13) и второй краевой зоной (14) в первом направлении (18).
3. Бритвенная сетка по любому из предшествующих пунктов, отличающаяся тем, что разделение перфорированной области (15) выполняется с ожиданием того, что при бритье некоторой области кожи контактное давление между бритвенной сеткой (6) и областью кожи в центральной зоне (12) перфорированной области (15) будет выше, чем в первой краевой зоне (13) и во второй краевой зоне (14).
4. Бритвенная сетка по п.1, отличающаяся тем, что перфорированная область (15) включает в себя изгиб (10), у которого вершина (11) находится в центральной зоне (12).
5. Бритвенная сетка по п.4, отличающаяся тем, что центральная зона (12) предоставлена асимметрично относительно вершины (11) изгиба (10), и/или минимальное значение изменяемой средней величины для размера отверстий (16) имеет место вне вершины (11).
6. Бритвенная сетка по п.1, отличающаяся тем, что она надежно устанавливается в каркас (7) сетки, который адаптирован для фиксации на бритвенном приборе (1).
7. Бритвенная сетка по п.6, отличающаяся тем, что в упомянутом каркасе (7) сетки установлена, по меньшей мере, еще одна бритвенная сетка (6).
8. Бритвенная сетка по п.1, отличающаяся тем, что ребра (17) имеют одинаковую ширину по всей перфорированной области (15).
9. Бритвенная сетка по п.1, отличающаяся тем, что, по меньшей мере, некоторые из отверстий (16) имеют различные формы.
10. Бритвенная сетка по п.1, отличающаяся тем, что, по меньшей мере, некоторые из отверстий (16) сформированы как неправильные многоугольники.
11. Бритвенная сетка по п.1, отличающаяся тем, что размер, по меньшей мере, некоторых отверстий (16) варьируется согласно статистическому распределению.
12. Бритвенная сетка по п.1, отличающаяся тем, что изменяемая средняя величина для размера отверстий (16) варьируется вдоль первого направления (18) в перфорированной области (15) в соответствии с предопределенной функцией.
13. Бритвенная сетка по п.12, отличающаяся тем, что предопределенная функция имеет непрерывную характеристику.
14. Бритвенная сетка по п.1, отличающаяся тем, что изменяемая средняя величина для размера отверстий (16) имеет постоянное значение вдоль второго направления (9) в перфорированной области (15).
15. Бритвенная сетка по п.14, отличающаяся тем, что первое направление (18) и второе направление (9) перпендикулярны относительно друг друга.
16. Бритвенная сетка по любому из пп.14 или 15, отличающаяся тем, что второе направление (9) проходит параллельно направлению движения (8) режущего блока (5), взаимодействующего с бритвенной сеткой (6).
17. Бритвенная сетка по п.1, отличающаяся тем, что первое направление (18) проходит под прямым углом относительно направления движения (8) режущего блока (5), взаимодействующего с бритвенной сеткой (6).
18. Бритвенная сетка по п.1, отличающаяся тем, что, по меньшей мере, некоторые отверстия (16) статистически распределены по, по меньшей мере, подобласти перфорированной области (15) и/или выполнены как многоугольники, форма которых варьируется согласно статистическому распределению.
19. Бритвенная сетка по п.1, отличающаяся тем, что отверстия (16) в центральной зоне (12), в первой краевой зоне (13) и/или во второй краевой зоне (14) расположены на, по меньшей мере, предопределенном минимальном относительном расстоянии от центральных точек других отверстий (16).
20. Бритвенная сетка по п.1, отличающаяся тем, что отверстия (16) выполнены как многоугольники, внутренние углы которых меньше 180°.
21. Бритвенная сетка по п.1, отличающаяся тем, что, по меньшей мере, некоторые из отверстий (16) сформированы как многоугольники Вороного.
22. Бритвенная сетка по п.1, отличающаяся тем, что средние величины для размера отверстий (16) сформированы как арифметические средние величины.
23. Бритвенная сетка по п.1, отличающаяся тем, что изменяемые средние величины для размера отверстий (16) в разных позициях перфорированной области (15) сформированы путем усреднения по отверстиям (16) в предопределенной подобласти или путем усреднения по предопределенному количеству отверстий (16) с предопределенным отношением расположения.
24. Электрическое бритвенное устройство, отличающееся тем, что оно включает в себя бритвенную сетку (6), выполненную согласно любому из предшествующих пунктов.
25. Способ изготовления бритвенной сетки для электрического бритвенного устройства (1), включающей в себя перфорированную область (15) с множеством отверстий (16), которые отделены друг от друга ребрами (17), причем отверстия сформированы в перфорированной области (15) в, по меньшей мере, центральной зоне (12), первой краевой зоне (13) и второй краевой зоне (14), причем центральная зона (12) расположена между первой краевой зоной (13) и второй краевой зоной (14), отличающийся тем, что он содержит этапы, на которых выполняют отверстия (16) в центральной зоне (12) среднего размера, который меньше среднего размера отверстий (16) в первой краевой зоне (13) и во второй краевой зоне (14), и/или выполняют отверстия (16) так, чтобы изменяемая средняя величина для размера отверстий (16) в центральной зоне (12) была меньше, чем в первой краевой зоне (13) и во второй краевой зоне (14).
26. Способ по п.25, отличающийся тем, что он содержит этапы, на которых определяют распределение участков, которые когерентно примыкают друг к другу, и выполняют отверстия (16) в центральной зоне (12), первой краевой зоне (13) и/или второй краевой зоне (14) бритвенной сетки (6) в соответствии с определенным распределением.
27. Способ по п.26, отличающийся тем, что на этапе определения распределения участков для зоны (12, 13, 14) принимают во внимание распределение участков для соседней зоны (12, 13, 14), по меньшей мере, в некоторых областях.
28. Способ по любому из пп.26 или 27, отличающийся тем, что он содержит этап, на котором выполняют участки в форме многоугольников и, в частности в форме многоугольников Вороного.
29. Способ по п.26, отличающийся тем, что он содержит этап, на котором создают распределение порождающих точек (19) для образования участков.
30. Способ по п.29, отличающийся тем, что он содержит этап, на котором создают порождающие точки (19) в статистически определенных позициях.
31. Способ по п.29, отличающийся тем, что на этапе создания порождающих точек (19) обеспечивают выполнение, по меньшей мере, одного граничного условия.
32. Способ по п.29, отличающийся тем, что на этапе создания порождающих точек (19) зоны (12, 13, 14) обеспечивают выполнение, по меньшей мере, одного граничного условия относительно порождающих точек (19) зоны (12, 13, 14).
33. Способ по п.29, отличающийся тем, что на этапе создания новой порождающей точки (19) обеспечивают минимальное относительное расстояние до всех ранее созданных порождающих точек (19).
34. Способ по п.29, отличающийся тем, что он содержит этап, на котором определяют стороны участков как отрезки средних перпендикуляров между порождающими точками (19).
35. Способ по п.26, отличающийся тем, что он содержит этап, на котором итеративно увеличивают регулярность распределения участков.
36. Способ по п.35, отличающийся тем, что он содержит этап, на котором определяют центры тяжести участков на каждой итерации и используют их в качестве новых порождающих точек (19).
37. Способ по п.36, отличающийся тем, что он содержит этап, на котором для определения центров тяжести исходят из неоднородной массовой плотности.
38. Способ по п.26, отличающийся тем, что он содержит этап, на котором в области сторон участков предоставляют ребра (17) с предопределенной шириной.
39. Способ по п.25, отличающийся тем, что он содержит этап, на котором подбирают размер отверстий (16), ребра (17) которых соприкасаются с кожей, когда область кожи бреют путем подходящей манипуляции бритвенного устройства (1), в зависимости от позиции отверстий (16) в перфорированной области (15) бритвенной сетки (6) таким образом, чтобы кожа прогибалась в отверстия (16) на одинаковую глубину.
40. Способ по п.25, отличающийся тем, что он содержит этап, на котором определяют размер отверстий (16) согласно следующему уравнению
где r - радиус окружности, площадь поверхности которой соответствует площади поверхности отверстия под углом γ, rmin - радиус окружности, площадь поверхности которой соответствует площади поверхности отверстия (16) под углом γmах, γ - азимутальный угол относительно вершины (11) изгиба (10) бритвенной сетки (6), а2 и γmах - подгоночные параметры.
41. Способ по п.40, в котором γmах находится в диапазоне от 0° до 15°, а2 - в диапазоне от 0,5 до 0,7, а rmin принимает, предпочтительно, значение 
где sf - толщина бритвенной сетки, а ν - коэффициент сжатия кожи в поперечном направлении.
| СПОСОБ КОЛИЧЕСТВЕННОЙ ОЦЕНКИ ВЕРТИКАЛЬНЫХ ТЕКТОНИЧЕСКИХ ГОЛОЦЕНОВЫХ ДВИЖЕНИЙ | 2006 |
|
RU2321028C2 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ МОДУЛЕЙ ПРЕОБРАЗОВАТЕЛЯ | 2008 |
|
RU2455723C2 |
| РАБОЧИЙ ОРГАН К РАЗБРАСЫВАТЕЛЯМ ЖИДКИХ УДОБРЕНИЙ | 1972 |
|
SU424528A1 |
| Способ получения модифицированного наполнителя | 1989 |
|
SU1752740A1 |
| Устройство для контроля хода программ | 1987 |
|
SU1481775A1 |
| ОВ 524471 А1, 07.08.1940. | |||

