Область техники
Изобретение относится к области шахтной сушилки для сыпучих материалов, например зерновых культур.
Уровень техники
Сыпучий материал под действием силы тяжести опускается вниз по шахте со скоростью, которая зависит от того, какое количество сыпучего материала постоянно выпускается из нижней части шахты.
На своем пути сверху вниз сыпучий материал проходит через множество приблизительно горизонтальных и большей частью параллельных друг другу в горизонтальной плоскости, так называемых воздухопроводных перекрытий, перекрывающих шахту от одной боковой стены до другой и, наподобие крыши, имеющих открытую нижнюю поверхность. Таким образом, сыпучий материал делится на несколько отдельных потоков, движущихся друг рядом с другом.
Кроме того, одна из торцевых сторон каждого из перекрытий открыта, так что через эту открытую сторону в перекрытие попадает воздух и, тем самым, вдувается или всасывается в шахту, причем речь идет о сухом, чаще всего подогретом воздухе. Такие перекрытия называются приточными перекрытиями.
Другие, так называемые вытяжные перекрытия, соединяются своей открытой стороной с вытяжным каналом так называемого вытяжного короба, так что из них может улетучиваться отходящий воздух, забравший влагу из просушиваемого материала и, как правило, охлажденный. Воздух забирает влагу из просушиваемого материала, проходя от приточного перекрытия к вытяжному перекрытию через просушиваемый материал.
Обычно при взгляде на шахту сушилки сверху видно, что все приточные перекрытия соединены с приточным коробом, расположенным вертикально сверху вниз по всей высоте шахты сушилки или по части шахты, а все вытяжные перекрытия соединены с вытяжным коробом, расположенным также вертикально сверху вниз на противоположной стороне шахты.
Так как расположение приточных и вытяжных перекрытий в шахте имеет большое значение для, например, равномерности просушивания и, в особенности, связанного с этим расхода энергии и времени сушки, то ранее уже делались попытки оптимизации их размещения, причем отдельные перекрытия располагались, как правило, друг над другом в горизонтальных плоскостях.
При этом также важно, что собственно шахта сушилки, то есть оболочка ее корпуса с несущими опорами и встроенными элементами, например воздухопроводными перекрытиями, состоит из нескольких расположенных друг над другом модулей, выполненных преимущественно из листовой нержавеющей стали или алюминия; модули ставятся друг на друга и могут быть быстро смонтированы, так как воздухопроводные перекрытия уже размещены в модулях.
В первой из известных конструкций воздухопроводные перекрытия располагаются друг под другом в вертикальном направлении, то есть не смешиваются друг с другом на одном уровне. Таким образом, один уровень содержит только приточные перекрытия, а другой уровень - только вытяжные перекрытия.
Недостаток этой конструкции заключается в том, что сыпучий материал накапливается на отдельных перекрытиях, но относительно быстро просыпается между ними вниз, при этом накапливающийся материал либо перегревается, либо просушивается только при опорожнении шахты, что приводит к неравномерному просушиванию.
Во второй из известных конструкций при взгляде в вертикальном направлении воздухопроводные перекрытия располагаются не прямо друг над другом, а смещены вбок друг от друга, так что каждое из перекрытий находится под просветом между перекрытиями верхнего уровня, то есть в ромбовидном растре с исключительно косыми линиями растра.
При этом по-прежнему на одном уровне располагаются только приточные перекрытия, а на другом уровне - только вытяжные перекрытия и т.д.
Преимущество этой конструкции заключается в том, что сыпучий материал сыпется сверху вниз отдельными извилистыми потоками, и зоны накапливания не образуются.
Недостаток этой конструкции заключается в том, что воздух на пути от приточного перекрытия к ближайшему перекрытию проходит через поток сыпучего материала всегда только с одной стороны, в результате чего внутри этого вытяжного перекрытия происходит неравномерное просушивание. Причина неравномерного просушивания заключается в том, что эффект просушивания на стороне потока, обращенной к приточному перекрытию, благодаря еще теплому и сухому воздуху выше, чем на противоположной стороне потока, обращенной к вытяжному перекрытию.
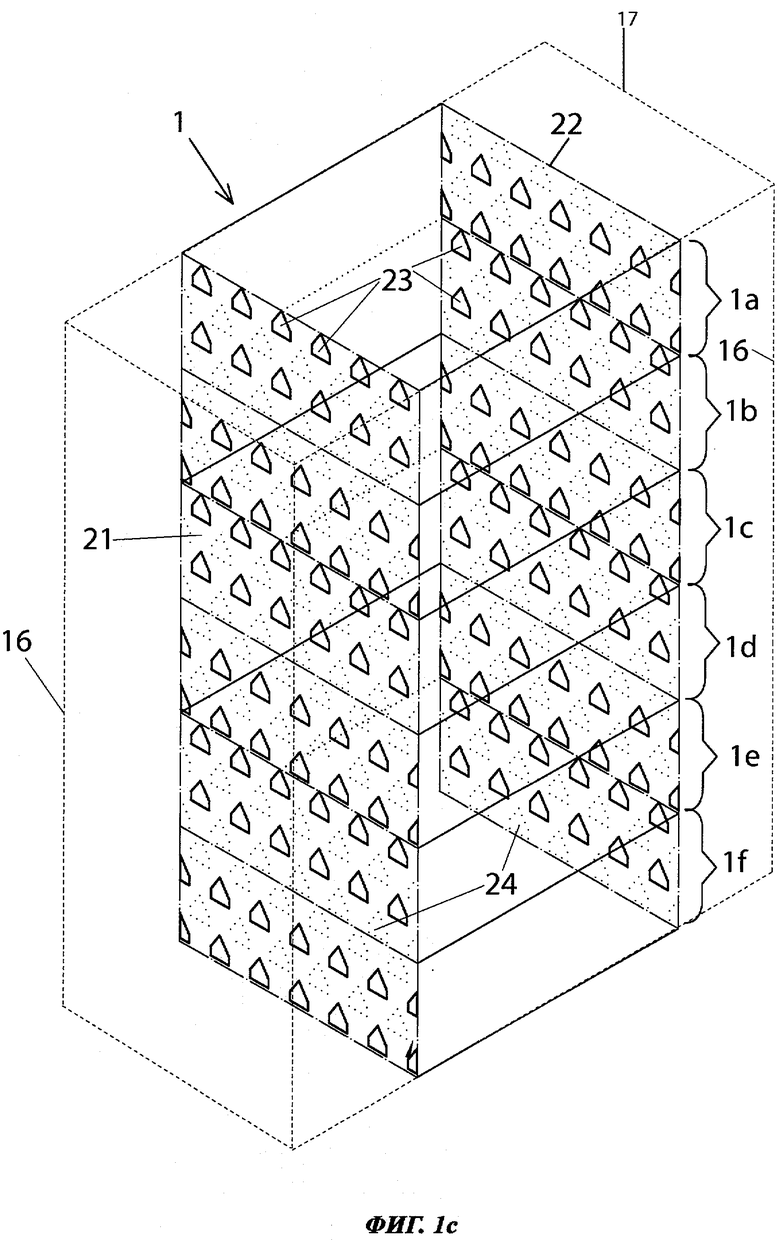
В третьей из известных конструкций - как показано на фигуре 1с - этого недостатка удалось избежать за счет того, что отдельные модули, имеющие идентичное строение, устанавливаются друг на друга повернутыми друг относительно друга на 180°.
Если внутри модуля имеется четное число уровней, то это приведет к тому, что, хотя внутри одного модуля направление набегающего потока сыпучего материала остается неизменным, при переходе из одного модуля в другой направление набегающего потока переместится с одной стороны на другую.
Недостаток этого решения заключается в том, что на каждом из уровней, разделяющих два модуля, происходит загромождение вытяжных или приточных перекрытий. Это происходит потому, что оба соседних модуля выше и ниже горизонтального стыка, расположенного между ними, имеют перекрытия одного вида, в то время как внутри модуля вид перекрытий изменяется сверху вниз, то есть в последовательности уровней.
Это приводит к неравномерному прохождению воздуха в пограничной области между двумя модулями, скорость которого в одной пограничной области сильно понижена по сравнению с желаемой средней скоростью воздуха, а в другой пограничной области - сильно повышена.
При этом повышенная скорость потока воздуха приводит к усиленному выносу мелких и легких частиц сыпучих материалов (для зерновых, например, битого зерна, для рапса - семян рапса), что, как правило, выливается в нежелательную потерю массы, вследствие чего приходится ограничивать общую скорость притока и отвода воздуха.
Далее, чтобы добиться той же степени просушки, приходится увеличивать размеры шахты, в частности диаметр, что ведет к повышению стоимости.
Сущность изобретения
Задачей изобретения является разработка шахтной сушилки с системой воздухопроводных перекрытий, которая несмотря на равномерное просушивание при малом потреблении энергии имеет оптимальную, компактную конструкцию, а также способа просушивания, позволяющего оптимальным образом просушить прежде всего рис и прочие зерновые культуры, а также грануляты и сыпучие материалы.
Эта задача решена устройством по п.1 и способами по п.15 и 16 формулы изобретения. Выгодные варианты развития раскрываются в зависимых пунктах формулы изобретения.
С точки зрения исполнения шахтной сушилки благодаря способу размещения воздухопроводных перекрытий - как описано в пункте 1 формулы - дополнительно к попеременному прохождению набегающих потоков сыпучих материалов слева и справа на переходе между модулями можно избежать отклонения скорости сушащего воздуха от среднего значения, вызываемого загромождением воздухопроводных перекрытий одного вида в пограничной области между двумя модулями.
Если дополнительно и равномерно разместить воздухопроводные перекрытия на одной диагональной линии, в частности непосредственно за каждым приточным перекрытием вдоль этой диагональной линии поместить вытяжное перекрытие, то загромождения приточных или вытяжных перекрытий в пограничной области между двумя модулями будут полностью устранены.
Если дополнительно воздухопроводные перекрытия будут иметь сечение, сужающееся от открытой стороны к закрытой стороне, то это позволит оптимизировать, например, распределение поступающего в приточное перекрытие воздуха по всей длине приточного перекрытия с точки зрения поступления в просушиваемый материал, и будет тем самым способствовать равномерности сушки.
Если при этом сечение равномерно увеличивается, то становится возможным упрощенное изготовление этих воздухопроводных перекрытий за счет того, что эти перекрытия могут быть изготовлены путем простой штамповки или вырубки и последующей окантовки, то есть без затрат на монтаж из нескольких отдельных деталей или даже сварку внутри каждого воздухопроводного перекрытия.
За счет того что модули имеют четное количество уровней с воздухопроводными перекрытиями, расположенных друг над другом, и особенно того, что все модули имеют одинаковое количество уровней, сокращаются затраты на изготовление и запасные части. Кроме того, при монтаже модулей шахтной сушилки устраняется загромождение перекрытий одного вида в пограничной области между двумя модулями, даже если модули устанавливаются друг на друга без последовательного поворота на 180° и ориентированы одинаково.
Благодаря равномерному, последовательному и попеременному размещению приточных и вытяжных перекрытий на каждом конкретном уровне, причем непосредственно за каждым приточным перекрытием следует вытяжное перекрытие и наоборот, при смещении каждого из перекрытий на расположенных друг под другом уровнях на половину расстояния между воздухопроводными перекрытиями достигается тот же эффект, что и при попеременном размещении вдоль диагональных линий, описанном выше.
Смещение каждого перекрытия на половину расстояния между воздухопроводными перекрытиями от уровня к уровню способствует тому, что воздухопроводные перекрытия одного вида располагаются по вертикали непосредственно друг над другом.
Разумеется, поток сыпучего материала, движущийся по извилистой линии сверху вниз, остается при этом в целом одинаковым, то есть имеет одинаковую структуру, так что во внешней области потока сыпучего материала или в его центральной, более труднодоступной для воздуха области всегда движутся одинаковые зерна.
Если вместо этого один уровень смещен относительно следующего уровня, например, на переходе к следующему модулю на расстояние, не в точности соответствующее половине расстояния между воздухопроводными перекрытиями в пределах одного уровня, то в результате в основном цельный поток сыпучего материала, двигавшийся до этой точки по извилистой линии вниз, разделяется, и возникшие в результате разделенные потоки впоследствии собираются в новый поток сыпучего материала.
Если дополнительно смещение, предпринятое в этом месте, составляет половину ширины потока сыпучего материала, то есть, например, четверть расстояния между воздухопроводными перекрытиями по горизонтали, то в результате набегающий поток сыпучего материала делится по центру, и два разделенных потока приблизительно равной ширины объединяются в новый поток сыпучего материала.
Это способствует тому, что зерна, размещавшиеся в первоначальном потоке во внешней области, попадают в центр нового потока сыпучего материала, и наоборот, зерна, размещавшиеся в центре первоначального потока, попадают во внешние области нового потока сыпучего материала.
Если в сечении первоначального потока сыпучего материала наблюдалась разница во влажности зерен, например влажность увеличивалась по направлению к центру потока сыпучего материала, то этот параметр также может быть выровнен благодаря перераспределению разделенных потоков, так как в этом случае зерна с повышенной влажностью, размещавшиеся в центре первоначального потока, попадают во внешние области нового потока сыпучего материала и в результате первыми обдуваются поступающим, еще очень сухим воздухом и особенно хорошо просушиваются.
Дополнительное смещение может быть меньше половины ширины потока сыпучего материала и многократно повторяться по высоте сушилки, при этом, разумеется, предпочтительно всегда в одном направлении, так что сумма дополнительных участков смещения по высоте сушилки будет полностью или приблизительно соответствовать ширине полноценного потока сыпучего материала.
Предпочтительным образом это дополнительное смещение достигается за счет того, что внутри одного модуля все перекрытия характеризуются этим дополнительным смещением относительно перекрытий предшествующего, расположенного выше модуля, так что внутри одного модуля, как и раньше, воздухопроводные перекрытия одного вида снова располагаются точно вертикально друг над другом.
Далее, равномерное прохождение зерна по шахтной сушилке и его равномерное просушивание может быть улучшено за счет того, что выпускная задвижка имеет выпуклость в направлении внутренней части сушилки или же на плоской задвижке закрепляется имеющая такую же форму, то есть выдавленная или изогнутая крышка.
В целях минимизации расхода энергии можно сократить теплоотдачу наружных стенок шахтой сушилки в окружающую среду. Это достигается с помощью конструкции наружной обшивки из двух оболочек, то есть двухслойной обшивки, или изоляции наружной обшивки, например, минеральной ватой, или же с помощью комбинации обоих способов, причем изолирующий материал предпочтительно размещается в промежутках между двумя слоями обшивки, которая состоит, например, из металлических листов.
Кроме того, для сокращения расхода энергии при сушке может быть проведена рекуперация тепла за счет того, что из насыщенного влагой воздуха, прошедшего через сыпучий материал, перед выпуском в окружающую среду как минимум часть его тепла отводится и прямо или опосредованно передается новому, забранному из окружающей среды воздуху, который будет использоваться для сушки. Это достигается, например, с помощью теплообменника, в частности теплообменника со стеклянными трубками.
Кроме того, экономии энергии способствует размещение в едином процессе так называемых зон отпотевания, прежде всего в нижней части шахты сушилки.
При этом речь идет о зонах, в которых не происходит активного просушивания, так называемых зонах выдержки потока, которые не имеют воздухопроводных перекрытий и по всей площади сечения которых сыпучий материал может равномерно двигаться сверху вниз, для чего требуется время прохождения, обусловленное скоростью потока, и эффективный по всей площади сечения выпуск.
Это время прохождения, так называемое время пребывания, необходимо для того, чтобы выровнять различную степень нагрева зерен и их различную влажность, в частности разницу между ядром зерна и его внешней оболочкой, за счет времени пребывания, взаимного контакта зерен и обусловленной этим теплопередачи.
В частности, в результате этого выравнивается более высокое значение влажности в ядре зерна, так что еще содержащаяся в ядре зерна влага перемещается к внешней оболочке и поверхности зерна под воздействием все еще достаточно высокой температуры зерен - например, от 60° до 70°.
Влага, имеющаяся после этого, например, на поверхности зерна, удаляется с относительно малыми затратами энергии с помощью воздухопроводных перекрытий, следующих за зоной умеренного пропуска. Это происходит за счет того, что воздух в этих последующих воздухопроводных перекрытиях, имеющий температуру окружающей среды, используется для дальнейшей сушки без дополнительного нагрева, так как даже его относительно малой температуры достаточно для удаления поверхностной влаги с зерен. Такие модули называются поточными охладителями и, как и зоны выдержки, могут являться частями вертикальной шахты сушилки или отдельными модулями, расположенными между несколькими сушилками, объединенными в одном процессе.
Только за счет этого средняя влажность сыпучего материала может быть дополнительно понижена примерно на 2% без затрат на нагревание окружающего воздуха, имеющего температуру примерно 20°С, до 50-80°С.
Способ просушивания, лежащий в основе изобретения, основывается на том, что отдельные потоки сыпучего материала на своем пути сверху вниз попеременно обдуваются сухим воздухом слева и справа. Кроме того, сухой воздух, поступающий из приточных перекрытий одного уровня, постоянно отводится вытяжными перекрытиями, расположенными на последующем или предыдущем уровне, так что не возникает загромождения приточных или вытяжных перекрытий на двух соседних уровнях.
Разумеется, это утверждение не действует для самого верхнего и самого нижнего уровня шахтной сушилки, сверху или снизу которых вообще не имеется других уровней.
Описанный способ позволяет, среди прочего, избежать отклонения потоков сыпучих материалов в шахтной сушилке так называемыми ворошителями, которые всегда образуют дополнительное сопротивление набегающему потоку и повышают опасность застаивания сыпучего материала и закупоривания шахтной сушилки.
Дополнительно - но независимо от уже описанного равномерного набегания потоков сыпучего материала слева и справа - дополнительное однократное или многократное деление потоков сыпучего материала на пути сверху вниз имеет уже описанные ранее преимущества, связанные с образованием новых потоков сыпучего материала и их сечением.
Благодаря вышеописанному способу просушивания и вышеописанной структуре соответствующей шахтной сушилки можно упростить и оптимизировать специфические способы просушивания, например, так называемого риса-зерна (paddy), то есть необрушенного риса, особенно на этапах обработки «сырой рис-зерно (raw paddy)», «пропаренный рис-зерно (steamed paddy)», «бланшированный рис-зерно (parboiled paddy)».
Цельное рисовое зерно (так называемый raw paddy) после уборки урожая состоит из мучного зерна, которое в конце концов попадает в продажу, покрытого так называемой серебристо-коричневой оболочкой, которая в свою очередь окружена шелухой или лузгой.
После удаления шелухи получается так называемый коричневый рис, покрытый серебристой оболочкой. Эта оболочка обычно удаляется в ходе полировки, после чего получается белый, готовый к продаже рис.
Однако этот способ имеет недостаток, заключающийся в том, что теряются полезные вещества, содержащиеся в этой оболочке.
Этот недостаток как минимум частично устраняется методом бланширования, когда сырой рис, обычно поступающий с полей с влажностью 22%, замачивается в воде и варится на пару или просто варится на пару.
При этом полезные вещества, содержащиеся прежде всего в серебристой оболочке, растворяются и как минимум частично диффундируют в мучное зерно, время последующей варки сокращается, а количество битого зерна уменьшается.
Разумеется, этот процесс существенно повышает влажность зерна, например при замачивании и бланшировании она поднимается с 22% до 32%. Следовательно, необходимо очень быстро выполнить просушивание этого бланшированного риса, чтобы избежать возникновения плесени и гниения. Шелушение риса-зерна может проводиться только после этого просушивания.
В настоящее время просушивание производится методом циркуляционной сушки или поточной сушки.
При циркуляционной сушке за устройством бланширования располагается только одна циркуляционная сушилка, размеры которой должны быть достаточны для приема полной загрузки пропаренного риса. Эта загрузка при постоянном вращении сушится в циркуляционной сушилке до тех пор, пока просушиваемый материал не достигнет желаемой конечной влажности, которая не должна превышать 13%. Этот процесс, как правило, занимает примерно 4 часа.
Соответственно, в начале сушки температура сухого воздуха может превышать 110°С, так как температура подлежащего сушке зерна после бланширования составляет 90°С.
Впоследствии температура сухого воздуха уменьшается, и при остаточной влажности просушиваемого зерна примерно 20% температура сухого воздуха может составлять от 50° до 60°С.
При поточной сушке используется несколько стоящих друг за другом сушилок, через которые проходит просушиваемый материал; между сушилками располагаются так называемые зоны выдержки, в которых просушиваемый материал задерживается и при этом в целом сохраняет свою температуру. За счет этого должна выравниваться разница во влажности внутри потока просушиваемого материала и внутри отдельных зерен.
Соответственно, хотя производительность высока, но высоки и инвестиционные затраты, выражающиеся в приобретении нескольких сушилок (чаще всего шахтных сушилок) и нескольких располагающихся между ними зон выдержки, чаще всего выполняющихся также в виде шахтообразных вертикальных бункеров.
Кроме того, необходимо подъемно-транспортное оборудование для передачи материала от одного элемента к другому.
При этом основная проблема, специфичная для просушивания риса, заключается в том, что рис при чрезмерно быстрой сушке трескается, вследствие чего при последующей транспортировке или иной обработке рисовые зерна разламываются и должны быть отбракованы как низкосортный товар. Как результат уменьшается прибыль.
Хотя средние параметры процесса просушивания могут быть отрегулированы таким образом, чтобы избежать слишком сильного просушивания или перегрева, на практике вследствие отклонения этих параметров от средних значений в отдельных областях потока сыпучего материала (например, в его внешних областях) полностью избежать этого не удается.
В настоящее время хорошим результатом считается брак, возникший в результате перегрева отдельных зерен, в размере примерно 3%.
Другим способом обработки сырого риса-зерна является пропаривание, при котором сырой рис-зерно без замачивания обрабатывается горячим паром, то есть только горячим паром.
И этот пропаренный рис, который прежде всего должен улучшить кулинарные качества, после обработки и перед шелушением должен пройти от 1 до 3 этапов просушивания, в частности, как описано в методе для бланшированного риса.
Если же сыпучий материал, особенно пропаренный или бланшированный рис, просушивается с помощью способа просушивания согласно изобретению, в частности, с помощью шахтной сушилки согласно изобретению, то в особенности благодаря разделению потоков и равномерному обдуванию потоков сыпучего материала сухим воздухом слева направо достигается настолько равномерное просушивание риса-зерна, что доля бракованных пересушенных зерен может опуститься ниже 3%, и/или расход энергии и инвестиционные затраты по сравнению с традиционными способами просушивания будут существенно уменьшены.
Благодаря применению шахтной сушилки/способа просушивания согласно изобретению из используемых обычно при поточной сушке трех шахтных сушилок с зонами выдержки между ними можно исключить как минимум одну шахтную сушилку с соответствующими зонами выдержки, что уже заметно снижает инвестиционные затраты.
Практиковавшийся до настоящего времени метод циркуляционной сушки не конкурентоспособен в этом смысле, так как период выдержки в циркуляционной сушилке, равный примерно 4 часам, вынуждает придерживаться 4-часового цикла обработки загрузки, хотя собственно процесс варки риса на пару или обработки риса паром занимает очень непродолжительное время.
Чтобы добиться большей производительности всего процесса, здесь потребовалось бы применить несколько циркуляционных сушилок, что привело бы к существенному увеличению инвестиционных затрат.
Даже если просушивание бланшированного риса с помощью одной единственной шахтной сушилки/способа просушивания согласно изобретению окажется невозможным, и потребуется разместить две такие сушилки друг за другом, то помимо уже произошедшего снижения инвестиционных затрат можно повысить эффективность за счет того, что в зонах выдержки между сушилками происходит не только выравнивание температуры и влажности, но и дополнительный обдув в конце выдержки сухим воздухом, имеющим температуру окружающей среды, без дополнительного подогрева этого охлажденного воздуха в поточном охладителе.
Во-первых, за счет этого влага, диффундирующая от ядра зерна к его поверхности, может отводиться с малыми затратами энергии, причем окружающий воздух в поточном охладителе просто проходит через просушиваемый материал и не нуждается в подогреве.
Во-вторых, следствием охлаждения просушиваемого материала является то, что на последующем этапе сушки сухой воздух должен подогреваться до меньшей температуры, так как температура сухого воздуха всегда должна быть выше температуры просушиваемого материала на определенное значение.
Разумеется, существенный подогрев просушиваемого материала происходит только при остаточной влажности ниже примерно 20%, при влажности выше этого значения за счет охлаждения при испарении влаги температура просушиваемого материала остается приблизительно постоянной.
Краткое описание чертежей
Ниже более подробно описываются варианты исполнения согласно изобретению.
На чертежах изображено:
Фигура 1: известная шахтная сушилка, вид с обеих сторон.
Фигура 2: расположение воздухопроводных перекрытий согласно изобретению.
Фигура 3: детальный вид воздухопроводного перекрытия.
Фигура 4: область выпуска шахты сушилки.
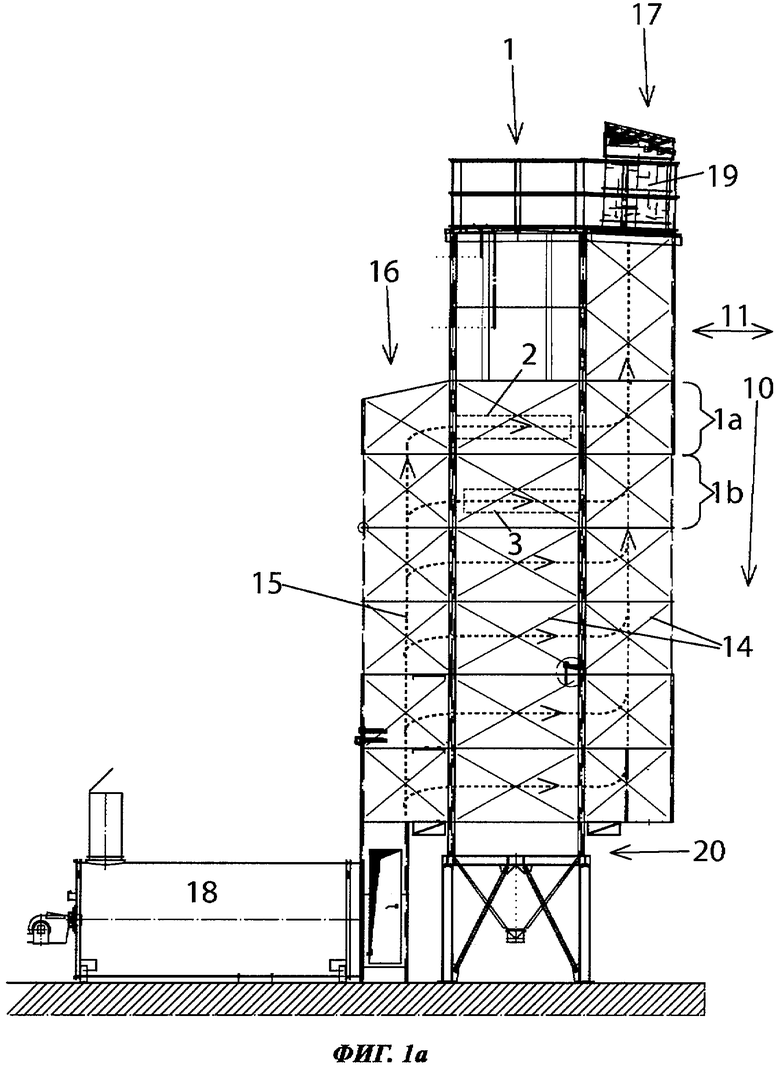
На фигурах 1а и b показано известное принципиальное строение шахтной сушилки в двух проекциях, лежащих под прямым углом друг к другу.
Осуществление изобретения
Принцип действия шахтной сушилки показан на фиг.1а.
При этом в середине башенной шахтной сушилки находится шахта сушилки 1, в которой находится просушиваемый материал, например зерно.
Просушиваемый материал медленно движется по шахте сверху вниз и при этом просушивается, причем скорость движения зависит от объема, выпускаемого за единицу времени через выпускной блок 20 в нижней части шахты сушилки 1.
Чтобы просушиваемый материал, поступающий из выпускного блока 20, мог грузиться непосредственно на подъемно-транспортное оборудование, вся шахта сушилки 1 приподнимается, так что подъемно-транспортное оборудование может быть установлено под выпускным блоком 20.
Просушиваемый материал сушится в шахте сушилки 1 с помощью поступающего в нее сухого воздуха, который нагревается посредством теплогенератора 18 и подается в шахту сушилки 1 посредством модуля распределения притока воздуха 16, выполняемого в виде проводящего сухой воздух 15 короба на внешней стороне шахты сушилки 1. Этот короб может, например, располагаться по всей высоте шахты сушилки 1. Оттуда воздух поступает на противоположную сторону и после прохождения просушиваемого материала улавливается вытяжным модулем 17, где собирается и с помощью вытяжного вентилятора 19 полностью или частично выпускается в окружающую среду. Предварительно из все еще теплого выпускаемого воздуха с помощью теплообменника (не показан на чертеже) можно извлечь тепло, или же выпускаемый воздух в круговом процессе частично примешивается к поступающему воздуху, при необходимости подогреваясь.
Из приточного модуля 16 сухой воздух 15 попадает в шахту сушилки 1 через воздухопроводные элементы, например, так называемые приточные перекрытия 2, из которых на фигуре 1а показано только одно. При этом речь идет о листовых элементах, имеющих форму перекрытия и открытых снизу, которые со стороны притока воздуха с помощью соответствующих соединительных отверстий в передней стенке 21 шахты сушилки 1 крепятся к приточному модулю 16 и через эту открытую сторону снабжаются поступающим воздухом 15. С противоположной торцевой стороны эти перекрытия закрыты, например, задней стенкой 21.
Сухой воздух выпускается через нижнюю сторону приточного перекрытия 2, проходит через просушиваемый материал и всасывается имеющими аналогичную структуру вытяжными перекрытиями 3, которые крепятся открытой торцевой стороной к задней стенке 22 шахтной сушилки 1, и расположенным на ней отверстиям. С торцевой стороны, обращенной к поступающему воздуху, эти перекрытия закрыты, например, передней стенкой 21.
Приточные и вытяжные перекрытия 2, 3 во множестве располагаются друг над другом и друг рядом с другом, как показано на фигурах 2.
Как показано на фигурах 1, вся башенная структура шахтной сушилки, которая, как правило, представляет собой стальную конструкцию, состоит из расположенных друг над другом модулей 1a, b, причем уже внутри каждого из модулей 1a, b друг над другом расположено несколько уровней воздухопроводных перекрытий 2, 3.
На фиг.1а шахтная сушилка 1 показана со стороны теплогенератора 18, причем видно, что как приточный модуль 16, так и вытяжной модуль 17 располагаются только на одной из четырех сторон шахты сушилки 1, имеющей, как правило, прямоугольное сечение.
На обоих боковых видах снаружи видна только обшивка 14 шахтной сушилки, то есть шахты сушилки 1, а также воздушных модулей 16 и 17, состоящая, как правило, из металлических листов, которые для улучшения устойчивости снабжены диагональными ребрами жесткости или укреплены раскосами из тросов.
В отличие от схематического изображения на фигуре 1а, приточные и вытяжные перекрытия простираются от передней стенки 21 (со стороны притока) к задней стенке 22 (со стороны вытяжки) шахтной сушилки 1 и крепятся к ним своими торцевыми сторонами. Закрытие одной из торцевых сторон воздухопроводных перекрытий достигается за счет того, что в соответствующей стенке (передней стенке 21 или задней стенке 22) отсутствуют отверстия 23 для прохождения сухого воздуха 15. Там имеются только отверстия для крепежа 24, показанные также на фиг.2а, через которые торцевые стороны воздухопроводных перекрытий соединяются болтами с соответствующей стенкой 21, 22 шахты сушилки 1.
Таким образом, каждый из модулей 1a, b, … шахты сушилки 1 состоит из четырех соединенных друг с другом в виде четырехугольника пластин: передней стенки 21 и задней стенки 22 с отверстиями для прохождения воздуха 23 и техническими отверстиями 24 и смонтированных между ними сплошных боковых стенок.
Шахта сушилки 1 формируется устанавливаемыми друг на друга модулями 1a, b, …, которые в целях минимизации производственных расходов должны иметь максимально идентичную структуру - как минимум, на уровне деталей.
Воздухопроводные перекрытия 2, 3 в пределах шахты сушилки 1 и в пределах отдельных модулей 1a, b, … располагаются друг над другом на горизонтальных уровнях 4a, b, …
На фиг.2b такая передняя стенка 21 показана в развернутом виде, то есть с боковыми бортиками 25, 26, предназначенными для соединения со сплошными боковыми стенками.
На нескольких расположенных друг над другом передних стенках 21 показано расположение отверстий для прохождения воздуха 23, за каждым из которых крепится приточное перекрытие 2, относительно расположения отверстий для крепежа 24, за каждым из которых крепится вытяжное перекрытие 3. Таким образом, показано расположение приточных перекрытий 2 относительно вытяжных перекрытий 3; в перспективном виде оно показано также на фигуре 2а.
При этом видно, что в обычном случае приточные перекрытия 2 и вытяжные перекрытия 3, расположенные на отдельных горизонтальных уровнях 4a, b, … друг над другом, распределяются в пределах этих уровней 4a, b таким образом, что при взгляде со стороны боковой стенки образуется диагональный растр, диагональные линии 5, 6 которого пересекаются на каждом из воздухопроводных перекрытий 2, 3.
На одной диагональной линии 5 располагаются только воздухопроводные перекрытия одного вида (приточные перекрытия 2 или вытяжные перекрытия 3), и этот вид попеременно меняется на следующих друг за другом диагональных линиях 5.
На диагональной линии 6 другого направления попеременно размещаются воздухопроводные перекрытия 2, 3 обоих видов, в частности за каждым приточным перекрытием 2 следует вытяжное перекрытие 3.
Таким образом, воздухопроводные перекрытия одного уровня, например 4а, благодаря равному наклону диагональных линий 5, 6 в разных направлениях располагаются точно над или под следующим уровнем перекрытий (например, 4c), расположенным выше или ниже.
Так как каждый модуль 1a, b содержит четное количество уровней 4a, b, …, в данном случае это четыре уровня, то отдельные модули 1a, b и, тем самым, их передние стенки 21 и задние стенки 22 могут иметь для данного случая одинаковое строение.
Расположение приточных и вытяжных перекрытий, ранее описанное для передних стенок 21, справедливо и для задней стенки 22 - при взгляде с того же ракурса.
Как показано на фиг.2b на примере обозначенного потока сыпучего материала 7, такое расположение способствует тому, что каждый из движущихся сверху вниз по шахте сушилки 1 потоков сыпучих материалов 7, образованных разделяющим действием воздухопроводных перекрытий 2, 3, на своем пути обдувается сухим воздухом 15 из соответствующего приточного перекрытия 2 попеременно с левой и правой сторон. Также оно способствует тому, что ни в одном месте потока сыпучего материала 7 не образуется чрезмерного загромождения приточных перекрытий 2 или вытяжных перекрытий 3, следствием которого были бы невыгодные локальные эффекты, например повышение температуры просушиваемого материала или повышенное падение давления.
Исходя из вышесказанного можно добиться улучшения сушки просушиваемого материала по всей площади сечения потока сыпучего материала 7 очень простым образом, без дополнительных ворошителей, которые создают дополнительное сопротивление набегающему потоку и опасность закупоривания. Эта цель достигается за счет того, что в одном или нескольких местах по вертикали, предпочтительно на переходе между модулями, имеет место дополнительное смещение 9 на долю ширины 8 потока сыпучего материала 7, то есть там диагональные линии 5, 6 смещены вбок.
На фигуре 2d переход между модулями 1c и 1d показан по сравнению с фиг.2с без смещения.
При этом на передней стенке 21' модуля 1d размещение отверстий для прохождения воздуха 23 и отверстий для крепежа 24 друг относительно друга идентично перфорированным стенкам 21 прочих модулей, однако в целом смещено вбок на половину ширины потока сыпучего материала 7, то есть на четверть просвета между двумя соседними перекрытиями (приточным перекрытием 2 и вытяжным перекрытием 3). Таким образом, на переходе от модуля 1c к модулю 1d каждый поток сыпучего материала 7 делится, в данном случае пополам, на два частичных потока 7a, b.
В начале модуля 1d два соседних частичных потока 7b, a первоначально относившихся к различным потокам сыпучего материала 7, объединяются в новый поток сыпучего материала 7'.
В результате части просушиваемого материала, находившиеся в центре предыдущего потока сыпучего материала 7, в новом потоке сыпучего материала 7' размещаются во внешних областях, благодаря чему выравниваются параметры влажности и температуры, возможно различавшиеся по площади сечения потока.
Если такое деление потоков по высоте шахтной сушилки 1 происходит многократно, предпочтительно делением потоков не только пополам, но и на более мелкие части, например на трети или четверти, то мы добьемся оптимального, равномерного просушивания.
В случае деления потока сыпучего материала 7 пополам, как показано на фиг.2c, преимущество заключается в том, что по всей высоте шахтной сушилки 1 необходимы только два вида передних стенок 21 и 21' и соответственно только два вида задних стенок 22 и 22', даже если такое деление происходит многократно по всей высоте шахтной сушилки 1.
Так как детали такой шахтной сушилки 1 в большинстве случаев транспортируются на значительные расстояния до места монтажа и монтируются только там, значение имеет, среди прочего, малый занимаемый объем при транспортировке к месту монтажа.
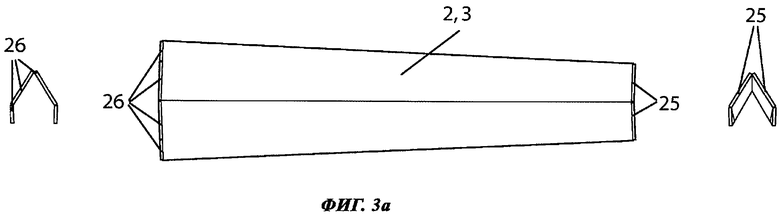
При этом воздухопроводные перекрытия, выполненные, как правило, в виде одинаковых приточных перекрытий 2 и вытяжных перекрытий 3, имеют сечение, уменьшающееся от открытой торцевой стороны к закрытой торцевой стороне. Соответственно, для вытяжных перекрытий к открытой торцевой стороне увеличивается выход воздуха.
На фигурах 3 представлены детальные виды такого воздухопроводного перекрытия 2, 3; на фиг.3а показан развернутый вид с двумя торцевыми бортиками 25, 26, предназначенными для закрепления на передних стенках 21 и задних стенках 22 шахты сушилки 1.
На фиг.3с видно, что высота перекрытия 2, 3 последовательно уменьшается к одной из торцевых сторон, то есть верхняя часть перекрытия при взгляде сбоку представляет собой прямую наклонную линию, а нижняя, открытая часть в этом направлении также предпочтительно уменьшается в некоторой степени.
Соответственно, расширяющееся конусом перекрытие может быть изготовлено из листовой заготовки путем простой отбортовки, как показано на развертке на фиг.3а.
Детальные виды торцевых сторон на фиг.3а, а также вид уже изготовленного перекрытия 2, 3 сбоку с малым сечением на фиг.3b, то есть с закрытой в смонтированном состоянии стороны, показывают, в каких направлениях отгибаются бортики 25, 26, предназначенные для соединения болтами со стенками 21, 22 шахты сушилки 1.
За счет того что бортики 25, 26 на обеих торцевых сторонах располагаются одним концом наружу и другим концом вовнутрь, а именно предпочтительно с торцевой стороны малого сечения вовнутрь, а с торцевой стороны большего сечения наружу, изготовленные таким образом и окантованные воздухопроводные перекрытия могут легко и просто укладываться штабелем в относительно большом количестве. В результате в малом транспортном объеме можно перевозить большое количество воздухопроводных перекрытий. Это важно с учетом того факта, что воздухопроводное перекрытие 2, 3 имеет длину в несколько метров, а средняя шахтная сушилка содержит примерно 200 или более воздухопроводных перекрытий.
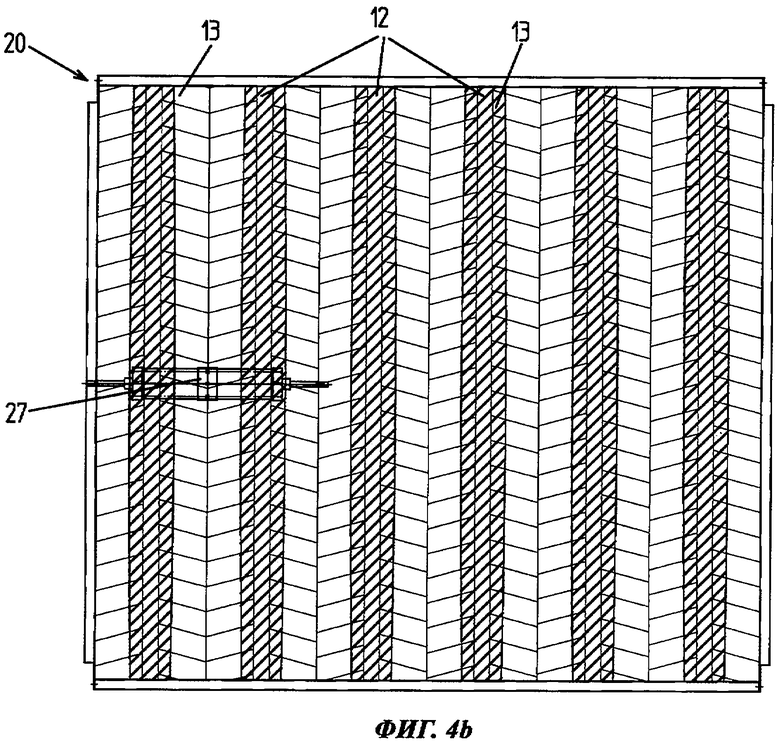
Другая конструктивная деталь - это представленный на фигурах 4 выпускной блок 20, который показан на фигурах 4 сбоку. При этом на фиг.4с показан детальный вид, а на фиг.4b - план.
При этом на виде сбоку (фиг.4а) видно, что под шахтой сушилки 1 друг за другом расположены линейные лотки V-образного профиля, в дне которых имеются щелевидные выпускные отверстия 30, из которых может высыпаться просушенный материал.
Выпускные отверстия 30 могут полностью закрываться полосовидными выпускными задвижками 12, которые по соображениям стабильности в свою очередь также имеют V-образный профиль, и перекрываются расположенной сверху и слегка изогнутой кверху крышкой 13, на которую в закрытом состоянии выпускных отверстий 30 давит просушиваемый материал.
Как показано на фиг.4а, между нижней границей косо спускающихся вниз подающих стенок 31 и верхней стороной крышки 13 имеется небольшой промежуток, через который, однако, просушиваемый материал не может высыпаться наружу, так как крышка 13 в закрытом состоянии с обеих сторон выступает на достаточное расстояние за боковые границы выпускного отверстия 30.
Все выпускные задвижки 12, включая их крышки 13, своими торцевыми сторонами посредством продольных распорок, простирающихся в направлении открытия задвижек 12 (на фиг.4а слева направо), соединяются с выпускной рамой 29. Выпускная рама 29 с помощью управляющего цилиндра 27 может быть сдвинута - на фигурах 4 слева направо, в результате чего выпускные отверстия 30 закрываются или частично открываются.
При этом полное открытие, при котором крышки 13 полностью выдвигаются из области выпускных отверстий 30, нежелательно.
Если выпускное отверстие 30 будет открыто полностью, то столб просушиваемого материала, стоящий непосредственно над выпускным отверстием 30, будет очень быстро проходить через выпускное отверстие. В то же время просушиваемый материал, расположенный над косыми подающими стенками 31, будет продвигаться к выпускному отверстию 30 очень медленно или вообще не будет продвигаться. В результате не будет обеспечен равномерный выпуск из шахты сушилки 1.
Вместо этого все выпускные задвижки 12 с крышками 13 отводятся вбок (попеременно с левой и правой стороны) лишь настолько, сколько необходимо для частичного открытия выпускного отверстия 30.
Учитывая тот факт, что крышки 13 слегка выгнуты вверх в продольном направлении (как показано на фиг.4с), вышесказанное способствует равномерному прохождению в открытую часть выпускных отверстий 30 как частей просушиваемого материала, примыкающих к подающим стенкам 31, так и частей просушиваемого материала, расположенных над открытым выпускным отверстием 30.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ДЛЯ ЭФФЕКТИВНОГО ВЫДЕЛЕНИЯ ЧАСТИЦ ИЗ ВОЗДУШНОГО ПОТОКА | 2016 |
|
RU2684372C1 |
| ШАХТНАЯ МОДУЛЬНАЯ ЗЕРНОСУШИЛКА ЖАЛЮЗИЙНОГО ТИПА | 2021 |
|
RU2784838C1 |
| ШАХТНАЯ МОДУЛЬНАЯ ЗЕРНОСУШИЛКА ЖАЛЮЗИЙНОГО ТИПА | 2022 |
|
RU2792803C1 |
| ШАХТНАЯ МОДУЛЬНАЯ ЗЕРНОСУШИЛКА ЖАЛЮЗИЙНОГО ТИПА | 2020 |
|
RU2743832C1 |
| Способ сушки сыпучих термолабильных материалов и сушилка | 1980 |
|
SU951033A1 |
| СУШИЛКА СЫПУЧЕГО МАТЕРИАЛА, НАПРИМЕР ЗЕРНА, И РАБОЧАЯ КАМЕРА ЗЕРНОСУШИЛКИ ИЛИ ИНОЙ ТЕПЛОМАССООБМЕННОЙ УСТАНОВКИ | 2003 |
|
RU2254529C2 |
| УСТРОЙСТВО РАСПРЕДЕЛЕНИЯ ГАЗА В ШАХТНОЙ ЗЕРНОСУШИЛКЕ | 2011 |
|
RU2465049C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОСУШИВАНИЯ ЗДАНИЙ И/ИЛИ НЕПОДВИЖНЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ | 1996 |
|
RU2170398C2 |
| СУШИЛКА ДЛЯ ОКРАСОЧНОЙ УСТАНОВКИ | 2009 |
|
RU2509277C2 |
| УСТРОЙСТВО РАСПРЕДЕЛЕНИЯ ГАЗА В ШАХТНОЙ ЗЕРНОСУШИЛКЕ | 2015 |
|
RU2610781C2 |







Изобретение относится к области шахтной сушилки для сыпучих материалов, например зерновых культур. Сушилка для сыпучих материалов с вертикальной шахтой сушилки, состоящей из нескольких установленных друг на друга модулей и множеством параллельных, горизонтально расположенных приточных (2) и вытяжных (3) перекрытий, располагающихся друг над другом на нескольких уровнях (4a, b), причем указанные перекрытия при взгляде с торцевой стороны смещены на каждом уровне (4a, b) таким образом, что образуется диагональный растр, приточные перекрытия (2) и вытяжные перекрытия (3) расположены на диагональных линиях (5, 6), причем на диагональных линиях (5, 6) одного направления расположен только один вид перекрытий, а на диагональных линиях (5, 6) другого направления попеременно расположены оба вида перекрытий. По меньшей мере на одном уровне (4a, b) все перекрытия определенного вида смещены в одном и том же поперечном направлении относительно следующих, расположенных над ними перекрытий такого же вида, которые в особенности на каждом четвертом уровне располагаются над ними, на дополнительную величину сдвига, соответствующую доле потока сыпучего материала. Другим объектом изобретения является способ просушивания сыпучего материала в вертикальной шахте сушилки, содержащей множество приточных и вытяжных элементов, в частности приточных перекрытий (2) и вытяжных перекрытий (3), расположенных поперек шахты сушилки, при котором сыпучий материал перемещают сверху вниз к выпуску и разделяют приточными (2) и вытяжными (3) перекрытиями на проходящие друг рядом с другом потоки, отдельные потоки сыпучего материала на своем пути сверху вниз обдувают сухим воздухом попеременно справа налево и слева направо и сухой воздух, подводящийся приточными перекрытиями (2) одного горизонтального уровня (например, 4b), всегда отводят вытяжными перекрытиями (3), расположенными на уровнях (4a, c) непосредственно выше или ниже, за исключением самого верхнего и самого нижнего уровней. По меньшей мере на одном уровне (4a, b) все перекрытия определенного вида смещены в одном и том же поперечном направлении относительно следующих, расположенных над ними перекрытий такого же вида, которые в особенности на каждом четвертом уровне располагаются над ними, на дополнительную величину сдвига, соответствующую доле потока сыпучего материала. Еще одним объектом изобретения является способ просушивания сыпучего материала в вертикальной шахте сушилки, содержащей множество приточных (2) и вытяжных (3) перекрытий, расположенных поперек шахты сушилки, при котором сыпучий материал перемещают сверху вниз к выпуску и разделяют приточными (2) и вытяжными (3) перекрытиями на проходящие друг рядом с другом потоки, в котором потоки сыпучего материала на своем пути сверху вниз дополнительно однократно или многократно разделяют, и, в частности, возникающие при этом разделенные потоки объединяют в новый поток сыпучего материала, и это разделение и объединение в новые потоки достигается исключительно размещением и так уже имеющихся приточных (2) и вытяжных (3) перекрытий. По меньшей мере на одном уровне (4a, b) все перекрытия определенного вида смещены в одном и том же поперечном направлении относительно следующих, расположенных над ними перекрытий такого же вида, которые в особенности на каждом четвертом уровне располагаются над ними, на дополнительную величину сдвига, соответствующую доле потока сыпучего материала. Благодаря специальному расположению приточных и вытяжных перекрытий удалось создать способ просушивания, при котором не только отдельные потоки сыпучего материала попеременно обдуваются поступающим воздухом слева и справа, но и устраняется загромождение приточных и вытяжных перекрытий. 3 н. и 20 з.п. ф-лы, 4 ил.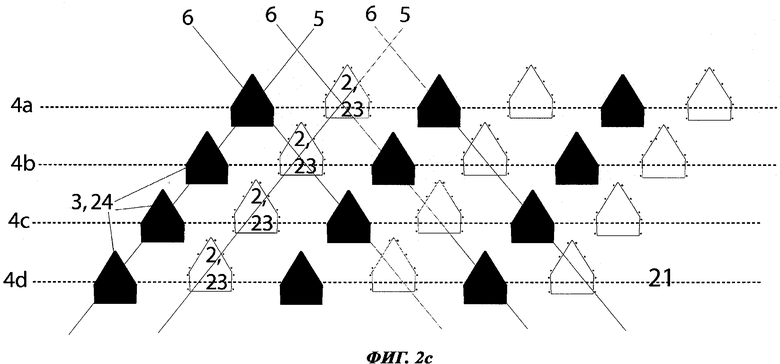
1. Сушилка для сыпучих материалов с:
- вертикальной шахтой сушилки (1), состоящей из нескольких установленных друг на друга модулей (1a, b), и
- множеством параллельных, горизонтально расположенных приточных (2) и вытяжных (3) перекрытий, располагающихся друг над другом на нескольких уровнях (4a, b),
- причем указанные перекрытия при взгляде с торцевой стороны смещены на каждом уровне (4a, b) таким образом, что образуется диагональный растр,
- приточные перекрытия (2) и вытяжные перекрытия (3) расположены на диагональных линиях (5, 6), причем
- на диагональных линиях (5, 6) одного направления расположен только один вид перекрытий, а на диагональных линиях (5, 6) другого направления попеременно расположены оба вида перекрытий, отличающаяся тем, что:
- по меньшей мере на одном уровне (4a, b) все перекрытия определенного вида смещены в одном и том же поперечном направлении (11) относительно следующих, расположенных над ними перекрытий такого же вида, которые в особенности на каждом четвертом уровне располагаются над ними, на дополнительную величину сдвига (9), соответствующую доле потока сыпучего материала (8).
2. Сушилка для сыпучих материалов по п.1, отличающаяся тем, что на диагональных линиях (5, 6) другого направления оба вида перекрытий расположены попеременно и равномерно, в частности, непосредственно за каждым приточным перекрытием (2) следует вытяжное перекрытие (3), и наоборот.
3. Сушилка для сыпучих материалов по п.1, отличающаяся тем, что открытые с нижней стороны приточные (2) и вытяжные (3) перекрытия имеют открытую (2b) и закрытую (2а) торцевые стороны, причем сечение приточных (2) и вытяжных (3) перекрытий увеличивается от закрытой торцевой стороны (2а) к открытой торцевой стороне (2b), в особенности, увеличивается одинаковым образом, в особенности, увеличивается равномерно.
4. Сушилка для сыпучих материалов по п.1, отличающаяся тем, что модули (1a, b) имеют четное количество уровней (4a, b) с приточными (2) и вытяжными (3) перекрытиями, расположенных друг над другом, и, в особенности, все модули (1a, b) имеют одинаковое количество уровней (4a, b).
5. Сушилка для сыпучих материалов по п.1, отличающаяся тем, что модули (1a, b) размещены друг над другом с одинаковой ориентацией, то есть открытой стороной приточных (2) и вытяжных (3) перекрытий самого верхнего уровня (4a, b) к одной и той же стороне шахты, то есть приточной или вытяжной стороне.
6. Сушилка для сыпучих материалов по одному из пп.1-5, отличающаяся тем, что на каждом уровне приточные перекрытия (2) и вытяжные перекрытия (3) равномерно сменяют друг друга.
7. Сушилка для сыпучих материалов по одному из пп.1-5, отличающаяся тем, что перекрытия одного вида расположены по вертикали точно друг над другом, в особенности, на каждом четвертом уровне.
8. Сушилка для сыпучих материалов по п.1, отличающаяся тем, что дополнительная величина сдвига (9) многократно повторяется по всей высоте сушилки в одном и том же направлении, и суммарная величина сдвига (9) приблизительно равна ширине потока сыпучего материала (8).
9. Сушилка для сыпучих материалов по п.1, отличающаяся тем, что дополнительная величина сдвига (9) для приточных(2) и вытяжных(З) перекрытий одного модуля (1a, b) остается одинаковой относительно воздухопроводных перекрытий (2, 3) примыкающего снизу или сверху модуля (1a, b).
10. Сушилка для сыпучих материалов по п.1, отличающаяся тем, что по меньшей мере одна выпускная задвижка (12) снабжена крышкой (13), которая имеет выдавленную или выгнутую выпуклость в направлении внутренней части сушилки.
11. Сушилка для сыпучих материалов по п.1, отличающаяся тем, что внешняя оболочка сушилки для сыпучих материалов имеет изоляцию, в частности минеральную вату, и/или двухслойную обшивку (14), причем в последнем случае изоляция может быть размещена в промежуточном пространстве между двумя слоями обшивки (14), представляющими собой, в особенности, металлические листы.
12. Сушилка для сыпучих материалов по одному из пп.1-5, 8-11, отличающаяся тем, что она выполнена с возможностью рекуперации тепла из сухого воздуха (15), прошедшего через сыпучий материал, но еще не выпущенного в окружающую среду, в частности, за счет того, что по меньшей мере часть сухого воздуха (15) либо непосредственно примешивается к поступающему свежему воздуху, либо отдает свое тепло поступающему свежему воздуху через теплообменник.
13. Сушилка для сыпучих материалов по одному из пп.1-5, 8-11, отличающаяся тем, что в нижней части шахты сушилки (1) непосредственно перед выпуском предусмотрены лишенные перекрытий зоны отпотевания, и сухой воздух подводится к расположенному под зоной отпотевания поточному охладителю посредством приточных (2) перекрытий с минимальным подогревом и, в особенности, без подогрева относительно температуры окружающей среды.
14. Способ просушивания сыпучего материала в вертикальной шахте сушилки (1), содержащей множество приточных и вытяжных элементов, в частности приточных перекрытий (2) и вытяжных перекрытий (3), расположенных поперек шахты сушилки (1), при котором сыпучий материал перемещают сверху вниз к выпуску (30) и разделяют приточными (2) и вытяжными (3) перекрытиями на проходящие рядом друг с другом потоки,
- отдельные потоки сыпучего материала (7) на своем пути сверху вниз обдувают сухим воздухом (15) попеременно справа налево и слева направо, и
- сухой воздух (15), подводящийся приточными перекрытиями (2) одного горизонтального уровня (например 4b), всегда отводят вытяжными перекрытиями (3), расположенными на уровнях (4a, c) непосредственно выше или ниже, за исключением самого верхнего и самого нижнего уровней, отличающийся тем, что:
- по меньшей мере на одном уровне (4a, b) все перекрытия определенного вида смещены в одном и том же поперечном направлении (11) относительно следующих, расположенных над ними перекрытий такого же вида, которые в особенности на каждом четвертом уровне располагаются над ними, на дополнительную величину сдвига (9), соответствующую доле потока сыпучего материала (8).
15. Способ по п.14, отличающийся тем, что перед сушкой в шахтной сушилке (1), особенно при сушке риса-зерна, выполняют предварительную сушку в горизонтальной сушилке, в которой сыпучий материал перемещают вдоль по существу горизонтальной поверхности и при этом в поперечном направлении обдувают сухим воздухом, в частности подогретым сухим воздухом.
16. Способ по п.15, отличающийся тем, что в горизонтальной сушилке сыпучий материал перемещают по уклону, имеющему, в частности, V-образную или зигзагообразную форму.
17. Способ по одному из пп.14-16, отличающийся тем, что сушка выполняется в несколько этапов с помощью нескольких расположенных друг за другом сушилок, в частности нескольких шахтных сушилок (1), с промежуточной выдержкой продукта с помощью одного или нескольких поточных охладителей.
18. Способ по одному из пп.14-16, отличающийся тем, что выдержку и охлаждение, особенно на последнем этапе, осуществляют неподогретым окружающим воздухом в одной или нескольких высоких башенных шахтах с выпуском на нижней стороне и охлаждением в нижней области, в частности с помощью расположенных поперек башенной шахты приточных (2) и вытяжных (3) перекрытий.
19. Способ просушивания сыпучего материала в вертикальной шахте сушилки (1), содержащей множество приточных (2) и вытяжных (3) перекрытий, расположенных поперек шахты сушилки (1), при котором сыпучий материал перемещают сверху вниз к выпуску (30) и разделяют приточными (2) и вытяжными (3) перекрытиями на проходящие рядом друг с другом потоки, в котором потоки сыпучего материала (7) на своем пути сверху вниз дополнительно однократно или многократно разделяют, и, в частности, возникающие при этом разделенные потоки (7a, b) объединяют в новый поток сыпучего материала (7'), и это разделение и объединение в новые потоки достигается исключительно размещением и так уже имеющихся приточных (2) и вытяжных (3) перекрытий, отличающийся тем, что по меньшей мере на одном уровне (4a, b) все перекрытия определенного вида смещены в одном и том же поперечном направлении (11) относительно следующих, расположенных над ними перекрытий такого же вида, которые в особенности на каждом четвертом уровне располагаются над ними, на дополнительную величину сдвига (9), соответствующую доле потока сыпучего материала (8).
20. Способ по п.19, отличающийся тем, что перед сушкой в шахтной сушилке (1), особенно при сушке риса-зерна, выполняют предварительную сушку в горизонтальной сушилке, в которой сыпучий материал перемещают вдоль по существу горизонтальной поверхности и при этом в поперечном направлении обдувают сухим воздухом, в частности подогретым сухим воздухом.
21. Способ по п.20, отличающийся тем, что в горизонтальной сушилке сыпучий материал перемещают по уклону, имеющему, в частности, V-образную или зигзагообразную форму.
22. Способ по одному из пп.19-21, отличающийся тем, что сушка выполняется в несколько этапов с помощью нескольких расположенных друг за другом сушилок, в частности нескольких шахтных сушилок (1), с промежуточной выдержкой продукта с помощью одного или нескольких поточных охладителей.
23. Способ по одному из пп.20-21, отличающийся тем, что выдержку и охлаждение, особенно на последнем этапе, осуществляют неподогретым окружающим воздухом в одной или нескольких высоких башенных шахтах с выпуском на нижней стороне и охлаждением в нижней области, в частности с помощью расположенных поперек башенной шахты приточных (2) и вытяжных (3) перекрытий.
| СПОСОБ ПРОГНОЗИРОВАНИЯ ВЫЖИВАЕМОСТИ БОЛЬНОГО ХРОНИЧЕСКОЙ СЕРДЕЧНОЙ НЕДОСТАТОЧНОСТЬЮ С НИЗКОЙ ФРАКЦИЕЙ ВЫБРОСА ЛЕВОГО ЖЕЛУДОЧКА | 2017 |
|
RU2646749C9 |
| DE 3100614 A1, 19.11.1981 | |||
| Курительное изделие | 1988 |
|
SU1623553A3 |
| Воздухоотводящий короб охладительной шахты зерносушилки | 1989 |
|
SU1723424A1 |

