ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[01] Настоящая заявка притязает на приоритет по предварительной заявке США №60/823959, зарегистрированной 30 августа 2006 г., описание которой включено в настоящее описание.
УРОВЕНЬ ТЕХНИКИ
1. Область изобретения
[02] Устройства и способы, связанные с настоящим изобретением, относятся к комбинированным скважинным кабелям, в частности к комбинированному скважинному кабелю, который включает оптоволоконные и медные элементы.
2. Описание уровня техники
[03] Комбинированные кабели, содержащие оптоволокно и медный провод, используют в различных целях. Например, их используют для подачи питания через медный провод при осуществлении измерений через оптоволокно. Измерения также можно осуществлять и через медный провод. Такие комбинированные кабели также применяют в каротажных кабелях, используемых в скважинах. Каротажные кабели предназначены, например, для введения в нефтяные скважины с целью сбора данных об измерениях образцов конструкции скважины. По завершении измерений и проверки завершения процедуры сбора данных каротажный кабель выводят из нефтяной скважины.
[04] Известная технология комбинированных скважинных кабелей, содержащих медные и оптоволоконные элементы, включает использование (1) центральной трубки из нержавеющей стали, заполненной оптоволокном и/или гелем, вокруг которой обвит медный провод, и изоляционного слоя, расположенного вокруг структуры, содержащей медный провод и трубку. Такие кабели производит компания Gulf Coast Downhole Technologies, Хьюстон, Техас Еще одна известная структура (2) содержит центральный изолированный медный провод, окруженный заполненными оптоволокном и/или гелем небольшими пластиковыми трубками с изоляцией. Такую структуру (2) изготавливает компания Draka
[05] Недостатком изделия (1) является тот факт, что медный провод 6 сложно отделить от трубки из нержавеющей стали. Прикрепление датчика к кабелю при его подключении, т.е. зачистке, является трудоемким. Пользователю следует убедиться, что медный провод отделен от трубки из нержавеющей стали, после чего его следует повторно заизолировать, так как для доступа к медным проводам изоляция должна быть удалена. Еще один недостаток состоит в том, что центральная трубка из нержавеющей стали должна быть таких размеров, чтобы избыточная длина оптоволокна в трубке была относительно малой при использовании многомодового оптоволокна. Такое оптоволокно обычно используют для измерения температуры, поэтому его часто применяют в трубках этого типа. Одномодовое оптоволокно также используют в скважинах для измерений. Оно менее чувствительно, чем многомодовое оптоволокно, поэтому избыточного оптоволокна может быть немного больше, но поскольку многомодовое и одномодовое оптоволокно обычно применяют в одном кабеле, избыточная длина оптоволокна обусловлена многомодовым оптоволокном. При диаметре трубки из нержавеющей стали не более примерно 0,080 дюйма избыточная длина оптоволокна может составлять только от 0,10 до 0,15% по отношению к длине оптоволокна в сердцевине, чтобы обеспечить хорошие оптические характеристики. Это ограничивает величину деформации, которую может испытывать кабель, прежде чем оптоволокно также будет подвержено деформации. Это может негативно влиять на окружающую среду при повышении температуры кабеля.
[06] В частности, в оптоволоконных скважинных кабелях сердцевина оптоволокна размещена в металлической трубке диаметром 1/4 дюйма. При таком диаметре и обычной толщине стенок указанных трубок 0,028 или 0,035 дюйма внутренний диаметр такой трубки зафиксирован. Таким образом, от разработчиков кабелей требуется разместить необходимые медные и оптоволоконные элементы в малом пространстве. Чтобы обеспечить вставку заполненной оптоволокном трубки из нержавеющей стали диаметром 0,080 дюймов в эту трубку диаметром 1/4 дюйма, а также размещение медных элементов с соответствующим уровнем изоляции для обеспечения требуемых характеристик этих элементов, размеры этой трубки из нержавеющей стали ограничены.
[07] Обычно при увеличении размеров трубки из нержавеющей стали в нее можно поместить больше избыточного оптоволокна, сохранив при этом приемлемые оптические характеристики. Слишком большое количество избыточного оптоволокна может привести к оптическим потерям. Избыточное оптоволокно в трубках из нержавеющей стали необходимо для обеспечения хороших оптических характеристик при изменении температуры, например, в нефтяной скважине. При повышении температуры металл расширяется быстрее оптоволокна, и при отсутствии избыточного оптоволокна в трубке из нержавеющей стали оптоволокно будет испытывать деформацию при повышении температуры. Увеличение деформации уменьшает срок службы оптоволокна, повышает затухание (оптические потери) и может повлиять на другие свойства оптоволокна. В однотрубчатой конфигурации изделия (1), в которой медный провод обвит вокруг трубки, геометрия такова, что центральная трубка из нержавеющей стали мала, то есть не более 0,080 дюйма. Это является недостатком для конструкции такого типа, так как размеры центральной трубки из нержавеющей стали ограничивают значение избыточной длины оптоволокна в трубке.
[8] В изделии (2) устранены недостатки, связанные с избыточной длиной оптоволокна изделия (1), путем скручивания пластиковых трубок вокруг изолированного медного провода. Однако по причине размеров пластиковых трубок получаемые преимущества невелики. Скручивание приводит к радиальному перемещению волокон в трубке, что повышает величину деформации кабеля, испытываемой сначала пластиковой трубкой, а потом оптоволокном. Однако в такой конструкции недостатком является то, что ее собственная прочность ограничена, так как элементом, обеспечивающим прочность, в ней является только центральный медный провод. Это нежелательно, так как натяжения в сердцевине при обработке и проведение установки могут привести к высоким значениям натяжения кабеля, обусловливая таким образом деформацию оптоволокна. Еще одним недостатком изделия (2) является его сопротивление сжатию. Пластмассовая трубка может выдерживать только ограниченную внешнюю силу с сохранением хороших оптических характеристик.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[09] В вариантах осуществления настоящего изобретения преодолены приведенные выше, а также неупомянутые недостатки. Однако настоящее изобретение необязательно преодолевает указанные выше недостатки, а варианты осуществления настоящего изобретения могут не решать любую из описанных выше проблем.
[10] В настоящем изобретении предложены скважинные кабели, в которых увеличен диапазон натяжений, при которых не возникают деформации.
[11] В настоящем изобретении также предложен скважинный кабель, при удлинении которого под воздействием температуры и натяжения не происходит значительной деформации оптоволокна в элементе скважинного кабеля.
[12] Приведенные выше и далее задачи настоящего изобретения решены также с помощью способа изготовления кабеля, который включает придание спиралевидной формы внешней периферической поверхности металлической трубки, в которой размещен оптоволоконный элемент, и скручивание медного элемента в спиралевидной области, образованной металлической трубкой.
[13] Металлическая трубка может представлять собой заполненную оптоволокном и гелем трубку из нержавеющей стали или не содержать гель.
[14] Согласно еще одному аспекту настоящего изобретения предложен кабель, содержащий металлическую трубку, которая имеет внешнюю периферическую поверхность спиралевидной формы и в которой расположен оптоволоконный элемент, и медный элемент, расположенный в спиралевидной области, образованной металлической трубкой.
[15] Согласно еще одному аспекту настоящего изобретения предложен способ изготовления кабеля, включающий размещение первой и второй металлических трубок в кабелескруточном станке параллельно друг другу, так чтобы первая периферическая поверхность первой трубки соприкасалась со второй периферической поверхностью второй трубки, размещение первого и второго медных элементов в промежуточных областях трубок и скручивание первой и второй трубок и первого и второго медных элементов вместе путем приведения в действие кабелескруточного станка.
[16] Скручивание дополнительно включает скручивание в спиралевидную форму вместе первой и второй металлических трубок и первого и второго медных элементов.
[17] Способ дополнительно включает перед размещением первой и второй металлической трубок придание первой периферической поверхности первой трубки первой спиралевидной формы и придание второй периферической поверхности второй трубки второй спиралевидной формы, а скручивание дополнительно включает скручивание первого медного элемента в первой спиралевидной промежуточной области первой спиралевидной формы первой периферической поверхности и в первой спиралевидной промежуточной области второй спиралевидной формы второй периферической поверхности и скручивание второго медного элемента во второй спиралевидной промежуточной области первой спиралевидной формы первой периферической поверхности и во второй спиралевидной промежуточной области второй спиралевидной формы второй периферической поверхности.
[18] Способ также может включать размещение пластмассового профилированного кожуха на наружной части первой и второй скрученных металлических трубок и первого и второго медных элементов.
[19] Согласно еще одному аспекту настоящего изобретения предложен двухтрубочный кабель, который включает первую металлическую трубку и вторую металлическую трубку, расположенную параллельно ей, так что первая периферическая поверхность первой трубки соприкасается со второй периферической поверхностью второй трубки, а в промежуточных областях первой и второй трубок расположены первый и второй медные элементы.
[20] Согласно еще одному аспекту настоящего изобретения предложен многотрубочный кабель, который включает медный элемент и металлические трубки, которые скручены вокруг медного провода и каждая из которых содержит оптоволоконный элемент, а наружная часть медного элемента и трубок покрыта профилированным кожухом.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[21] Приведенные выше и/или прочие аспекты настоящего изобретения будут более понятны из описании конкретных вариантов осуществления настоящего изобретения со ссылками на прилагаемые чертежи, на которых
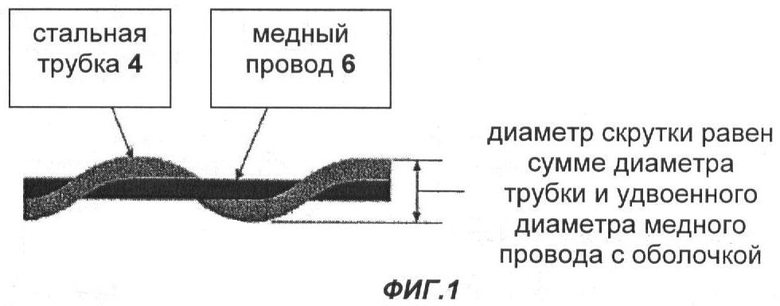
[22] фиг.1 изображает комбинированный скважинный кабель, включающий металлическую трубку, которой предварительно не придана форма, с обвитым вокруг нее медным проводом и слоем изоляции, расположенным вокруг медного провода;
[23] фиг.2 изображает поперечное сечение скважинного кабеля согласно первому варианту осуществления настоящего изобретения;
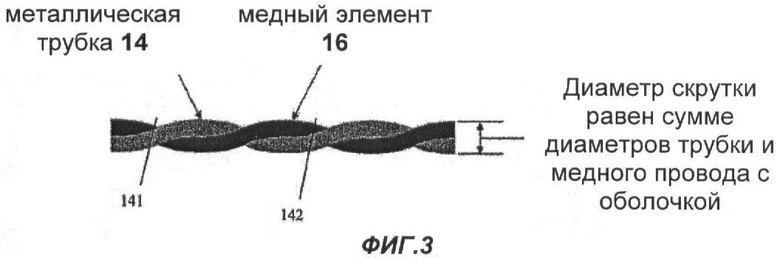
[24] фиг 3. изображает вид сбоку металлической трубки и медного элемента, скрученных в спиральных областях, образованных в металлической трубке согласно способу изготовления скважинных кабелей по первому варианту осуществления настоящего изобретения;
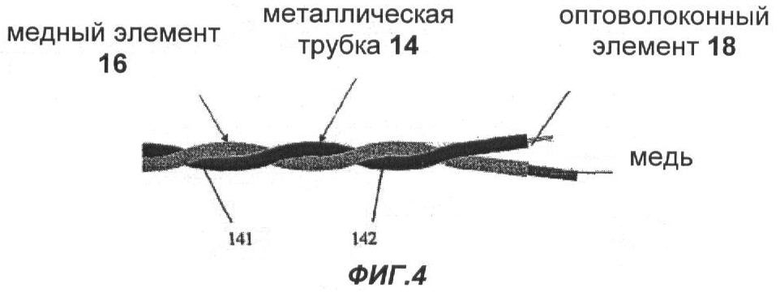
[25] фиг 4. изображает еще один вид сбоку металлической трубки и медного элемента, свитых вокруг одной оси во время процесса скручивания согласно способу изготовления скважинного кабеля по первому варианту осуществления настоящего изобретения;
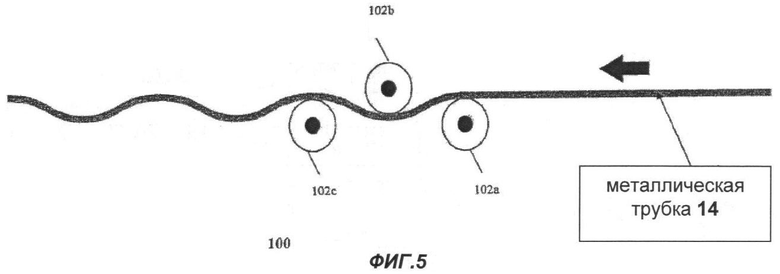
[26] фиг.5 изображает устройство для придания спиралевидной формы внешней периферической поверхности металлической трубки;
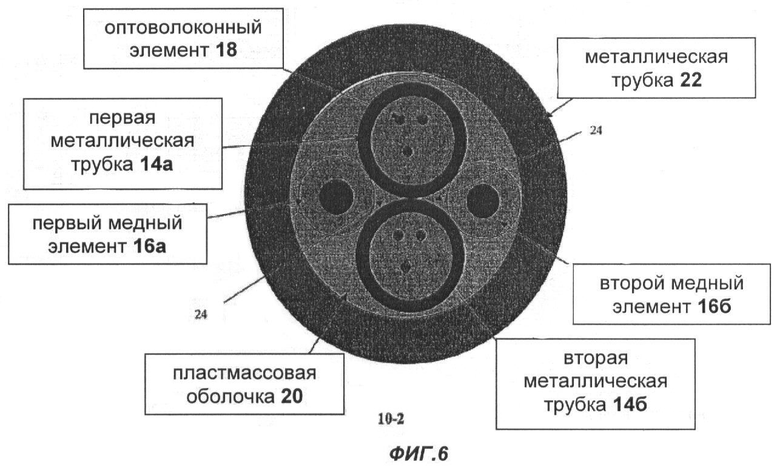
[27] фиг.6 изображает поперечное сечение двухтрубочного скважинного кабеля согласно второму варианту осуществления настоящего изобретения; и
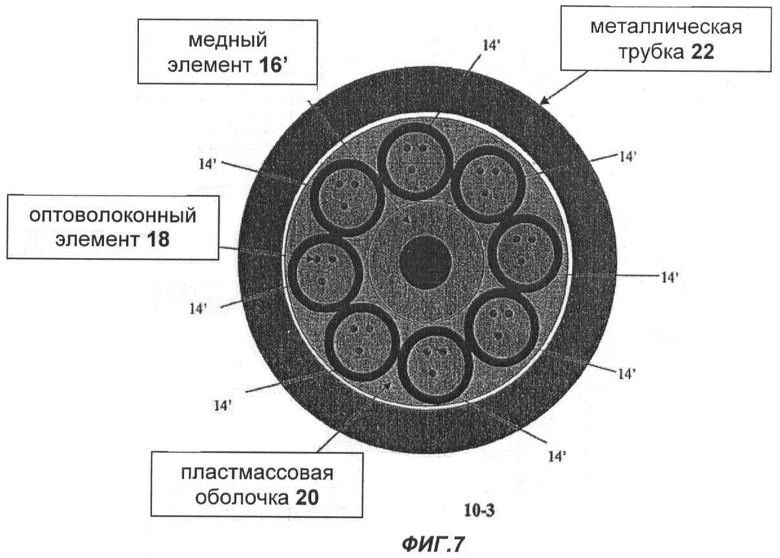
[28] фиг.7 изображает поперечное сечение многотрубочного скважинного кабеля согласно третьему варианту осуществления настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[29] Далее приведено более подробное описание конкретных вариантов осуществления изобретения со ссылками на прилагаемые чертежи.
[30] В нижеприведенном описании для одинаковых элементов на всех чертежах использованы одинаковые номера позиций. Вопросы, рассмотренные в описании, такие как подробное описание конструкции и элементов, разобраны для облегчения всестороннего понимания изобретения. Очевидно, что настоящее изобретение можно осуществить без специального рассмотрения этих вопросов. Кроме того, не приведено подробного описания известных функций и конструкций, так как излишние детали могут затруднить понимание изобретения.
[31] Скважинный кабель согласно одному из вариантов осуществления настоящего изобретения и способ изготовления указанного кабеля согласно такому варианту осуществления изобретения описаны со ссылками на фиг.2 и 3. На фиг.2 изображено поперечное сечение скважинного кабеля согласно первому варианту осуществления настоящего изобретения.
[32] Скважинный кабель 10-1, который представлен на фиг.2, включает металлическую трубку 14, медный элемент 16, оболочку 20 и металлическую трубку 22. Как показано на фиг.2, в трубке 14 расположен оптоволоконный элемент 18. На фиг.3 представлены трубка 14, изображенная на фиг.2, внешней периферической поверхности которой придана спиралевидная форма (141, 142), и элемент 16, расположенный в спиралевидной области, образованной металлической трубкой.
[33] В этом варианте осуществления изобретения трубка 14 представляет собой заполненную оптоволокном и гелем трубку из нержавеющей стали диаметром 0,079 дюйма. Однако трубку 14 можно изготовить из инколоя 825, инконеля 625 или любого другого металла.
[34] Элемент 16 представляет собой медный провод диаметром 0,076 дюйма, который соответствует проводнику 18-го американского калибра проводов. Оболочка 20 может представлять собой пластмассовый профилированный кожух, который может быть размещен на наружной части трубки 14 и элемента 16. В этом варианте осуществления изобретения оболочка 20 имеет диаметр 0,169 дюйма, однако он может быть и другим.
[35] Сердцевину, то есть трубку 14 и элемент 16, вставляют в трубку 22, которая может быть изготовлена из инколоя 825, нержавеющей стали 316 или любого другого пригодного металла. Толщину стенки трубки 22 можно изменять в соответствии с требованиями заказчика. Обычные значения толщины стенки составляют 0,028, 0,035 и 0,049 дюйма, однако настоящее изобретение не ограничено этими значениями. Диаметр трубки 22, которая изображена на фиг.1, составляет 1/4 дюйма. Сердцевина входит в металлическую трубку диаметром 1/4 дюйма с толщиной стенок 0,035 дюйма. Однако сердцевина не ограничена этими толщинами. Для специалиста очевидно, что настоящее изобретение можно использовать с другими толщинами стенок. В этом варианте осуществления изобретения скважинный кабель предназначен для стационарного оборудования.
[36] Далее со ссылками на фиг.2-5 описан пример способа изготовления скважинного кабеля, показанного на фиг.2. Покрытый оболочкой элемент 16 и трубку 14 размещают в известном кабелескруточном станке. Элемент 16 и трубка 14 расположены на подающих устройствах, которые регулируют натяжение каждого элемента для обеспечения согласованности процесса скручивания. Эти два элемента направляют с их подающих устройств к точке, где они сходятся. В этой точке, как показано на фиг.5, расположено устройство 100 для предварительного придания формы, через которое пропускают трубку 14. Устройство 100 используют для формирования постоянного спиралевидного изгиба элемента, так чтобы он сохранял эту форму в структуре кабеля. Наиболее часто используемое устройство 100 содержит последовательность из трех роликов 102а, 102b и 102с, через которые пропускают обрабатываемый элемент (трубку 14), и обеспечивает возможность регулировки расстояния между первым (102а) и третьим (102с) роликами, а второй ролик (102b) можно отрегулировать для создания смещения с целью получения требуемой кривизны обрабатываемого элемента, в данном случае трубки 14. Как показано на фиг.3 и 4, в процессе предварительного придания формы посредством роликов 102а, 102b и 102с спиралевидную форму 141, 142 придают внешней периферической поверхности трубки 14.
[37] Эффективность последующего скручивания элемента 16 и трубки 14 вместе критически зависит от точности предварительного придания формы трубке 14. Для обеспечения равномерного скручивания элемента 16 и трубки 14, как показано на фиг.3, требуется высокая точность процесса предварительного придания формы. Типичное отклонение суммарного диаметра двух скрученных элементов составляет менее 0,004 дюйма. Указанная величина отклонения приведена в качестве примера и не является ограничительной, а настоящее изобретение не требует принятия указанного отклонения как жесткого требования к скрученным элементу 16 и трубке 14, вставляемым в трубку 22. Трубка 22 может допускать большую величину отклонения. Для обеспечения такого уровня отклонения контроль натяжения двух элементов должен быть крайне точным с возможностью независимого контроля двух элементов. В варианте осуществления изобретения, изображенного на фиг.3, предварительное придание формы трубке 14 и скручивание медного элемента в спирали, образованной трубкой 14, приводит к диаметру Dt' скрутки, равному сумме диаметра D14 трубки 14 и диаметра D16 элемента 16. То есть Dt'=D14+D16. Таким образом, согласно варианту осуществления настоящего изобретения диаметр Dt' уменьшен на величину диаметра D16 по сравнению с процессом скручивания медного элемента 6 и металлической трубки 4, не прошедшей процесс предварительного придания формы, как показано на фиг.1.
[38] В частности, как показано на фиг.1, суммарный диаметр Dt скрутки, после того как провод 6 обвит вокруг трубки 4, которой предварительно не придана форма, равен сумме диаметра D4 трубки 4 и удвоенного диаметра D6 провода 6 с оболочкой. То есть Dt=D4+2×D6. Таким образом, если трубке 4 предварительно не придана форма, сердцевину приходится вставлять во внешнюю металлическую трубку больших размеров, что повышает производственные затраты.
[39] Изменение натяжения понижает качество спиралевидной формы 141 и 142 трубки 14, что приводит к изменению суммарного диаметра. Это является критичным из-за необходимости вставлять скрученные элемент 16 и трубку 14 в трубку 22 с обеспечением их перемещения в ней при приложении минимального усилия. Если спиралевидная форма 141 и 142 металлической трубки не образована должным образом, то есть трубке 14 предварительно придана форма с избыточным диаметром (диаметр спирали слишком велик) или ей предварительно придана форма с недостаточным диаметром, что приводит по существу к прямой стальной трубке с обвитым вокруг нее медным проводом, то потребуется усилие для установки двух этих элементов на место в трубку 22. Это приводит к нежелательному сжатию и деформации элемента 16 и трубки 14, что может ухудшить рабочие характеристики элемента 16 и оптоволокна 18, расположенного в трубке 14.
[40] В этом варианте осуществления для достижения одинаковой деформации элементов натяжение каждого элемента (элемента 16 и трубки 14) поддерживали различным. Это делали потому, что на этапе постобработки, когда элемент 16 и металлическую трубку 14 оставляют в недеформированном или ненатяженном состоянии, деформации обоих элементов уменьшают на одинаковую величину, чтобы полученная длина элементов была одинакова. Если этого не выполнить, элемент с меньшей деформацией, чем у другого элемента, будет изгибаться, чтобы скомпенсировать полученное сжатие, обусловленное другим элементов с большей деформацией. Это может привести к трудностям при обработке во время добавления оболочки 20 к двум этим элементам и вставки этих двух элементов в трубку 22. Если деформация элемента 16 или трубки 14 меньше, чем у элемента с большей деформацией, возможен изгиб и различные повреждения элемента с меньшей деформацией. Это может, например, привести к блокированию кабеля на эксплутационном оборудовании или его сворачиванию, в особенности если он содержит медный провод.
[41] После предварительного придания формы трубку 14 направляют к так называемой точке соединения, куда также направляют медный элемент. Так как элемент 16 обладает значительно меньшей жесткостью, чем трубка 14, он будет согласовываться с формой спирали трубки из нержавеющей стали, как показано на фиг.4. Другими словами, трубку 14 и элемент 16 концентрически свивают вокруг одной оси, как показано на фиг.4. После этой точки оба элемента, которые теперь скручены вместе, направляют к наматывателю станка.
[42] В этом варианте осуществления элемент 16 и трубка 14 имеют диаметр примерно 0,078 дюйма. После скручивания двух этих элементов вместе на них устанавливают пластмассовый профилированный кожух 20 для удержания их вместе. В этом варианте осуществления такой кожух не требуется, но он может быть использован при необходимости. Диаметр с учетом профиля составляет примерно 0,171 дюйма. Эту конструкцию затем вставляют, например, в трубку 22 диаметром 1/4 дюйма с толщиной стенок 0,035 дюйма, так что полученный внутренний диаметр этой трубки составляет 0,180 дюйма. Конструктивные размеры некритичны и могут быть отрегулированы в соответствии с размерами других элементов, то есть размерами различных элемента 16 и заполненной оптоволокном трубки 14, а диаметр и толщина стенок внешней трубки 22 не обязательно должны составлять 1/4 и 0,035 дюйма соответственно.
[43] Далее описаны двухтрубчатый скважинный кабель согласно второму варианту осуществления настоящего изобретения и способ изготовления этого кабеля со ссылками на фиг.6.
[44] На фиг.6 изображено поперечное сечение двухтрубчатого скважинного кабеля 10-2 согласно второму варианту осуществления настоящего изобретения.
[45] Как показано на фиг.6, кабель 10-2 включает первую металлическую трубку 14а и вторую металлическую трубку 14b, в каждой из которых расположен элемент 18. Кабель 10-2 дополнительно включает первый медный элемент 16а и второй медный элемент 16b.
[46] Как показано на фиг.6, трубка 14b расположена параллельно трубке 14а. Первая периферическая поверхность трубки 14а соприкасается со второй периферической поверхностью трубки 14b. Первый и второй медные элементы 16а и 16b расположены в промежуточных областях 24 трубок 14а и 14b.
[47] Трубки 14а и 14b и элементы 16а и 16b помещают в оболочку 20. Эту комбинацию затем можно вставить в трубку 22 аналогично скважинному кабелю, изображенному на фиг.2.
[48] Характеристики трубок 14а и 14b, элементов 16а и16b, оболочки 20 и трубки 22 можно изменять, как описано выше применительно к фиг.2. Например, в этом варианте осуществления элемент 16 может представлять собой проводник 21-го американского калибра проводов. Диаметр трубок 14а и 14b может составлять 0,046 дюйма, однако он не ограничен этим значением.
[49] Для изготовления двухтрубчатого кабеля 10-2, который изображен на фиг.6, трубки 14а и 14b и элементы 16а и 16b скручивают вместе одновременно. Все элементы 14а, 14b, 16а и 16с размещают в кабелескруточном станке. Устройства кабелескруточного станка обеспечивают контроль требуемого положения обрабатываемых элементов в точке соединения этих элементов. Когда трубки 14а и 14b и элементы 16а и 16b размещены в требуемом положении, то есть когда трубки 14а и 14b соприкасаются друг с другом, а элементы 16а и 16b расположены в промежуточных областях трубок 14а и 14b, их скручивают вместе для образования сердцевины. Такой способ скручивания называют способом скручивания сигарного типа, и в соответствии с ним отдельные элементы скручивают таким образом, что их не завивают вокруг своей оси, а свивают с другими элементами.
[50] В отличие от кабеля 10-1 в соответствии с первым вариантом осуществления, изображенным на фиг.2, в случае кабеля 10-2 в соответствии с этим вариантом осуществления трубки 14а и 14b не требуется подвергать процессу предварительного придания формы, проиллюстрированному на фиг.5.
Предварительное придание формы трубкам 14а и 14b можно выполнять при необходимости. Предварительное придание формы трубкам 14а и 14b не требуется, если они имеют одинаковые характеристики. Когда элементы 14а, 14b, 16а и 16с скручены в спиралевидную форму, они свиты вокруг общей оси, что приводит к равномерному свиванию. Таким образом, в данном случае диаметры элементов 16а и 16b не вносят вклад в суммарный диаметр скрученных элементов 14а, 14b, 16a и 16b, так как при скручивании их располагают в спиралевидных промежуточных областях трубок 14а и 14b.
[51] Далее описан третий вариант осуществления настоящего изобретения со ссылкой на фиг.7.
[52] На фиг.7 изображен многотрубочный скважинный кабель 10-3, включающий медный, элемент 16' и металлические трубки 14', которые скручены с элементом 16'. На скрученные элементы 16' и 14' можно наложить оболочку 20 для их содержания с образованием сердцевины. После этого сердцевину можно вставить в трубку 22.
[53] Вышеприведенные варианты осуществления изобретения приведены только для примера и не ограничивают настоящего изобретения. Идея изобретения может быть легко применена к другим типам устройств. Кроме того, описание вариантов осуществления настоящего изобретения является иллюстративным и не ограничивает объем изобретения, определяемый формулой изобретения. При этом для специалистов очевидны различные альтернативы, модификации и изменения настоящего изобретения.
Изобретение относится к комбинированным скважинным кабелям. Согласно способу изготовления скважинного кабеля придают спиралевидную форму внешней периферической поверхности металлической трубки, в которой расположен оптоволоконный элемент, и скручивают медный элемент в спиралевидной области, образованной металлической трубкой. Скважинный кабель содержит металлическую трубку, внешняя периферическая поверхность которой имеет спиралевидную форму и в которой расположен оптоволоконный элемент, и медный элемент, скрученный в спиралевидной области, образованной металлической трубкой. Также предложены двухтрубочная и многотрубочная конфигурации скважинного кабеля. Технический результат - уменьшение диаметра кабеля и увеличение диапазона натяжений, при которых не возникают деформации. 5 н. и 7 з.п.ф-лы, 7 ил.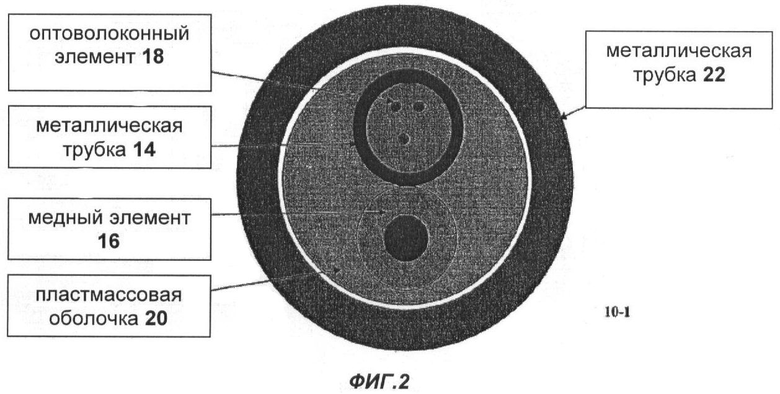
1. Способ изготовления кабеля, включающий:
- придание спиралевидной формы внешней периферической поверхности металлической трубки, в которой расположен оптоволоконный элемент; и скручивание медного элемента в спиралевидной области, образованной металлической трубкой.
2. Способ по п.1, в котором металлическая трубка представляет собой трубку из нержавеющей стали, заполненную оптоволокном и гелем.
3. Кабель, содержащий:
- металлическую трубку, которая имеет внешнюю периферическую поверхность спиралевидной формы и в которой расположен оптоволоконный элемент;
- медный элемент, скрученный в спиралевидной области, образованной металлической трубкой.
4. Кабель по п.3, в котором металлическая трубка представляет собой трубку из нержавеющей стали, заполненную оптоволокном и гелем.
5. Способ изготовления кабеля, включающий:
- размещение в кабелескруточном станке первой и второй металлической трубок параллельно друг другу таким образом, чтобы периферическая поверхность первой трубки соприкасалась с периферической поверхностью второй трубки;
- размещение в промежуточных областях первой и второй трубок первого и второго медных элементов;
- скручивание вместе первой и второй трубок и первого и второго медных элементов путем приведения в действие кабелескруточного станка.
6. Способ по п.5, в котором скручивание дополнительно включает скручивание в спиралевидную форму вместе первой и второй трубок и первого и второго медного элементов.
7. Способ по п.5, дополнительно включающий:
- перед размещением первой и второй трубок придание первой спиралевидной формы периферической поверхности первой трубки; и
- придание второй спиралевидной формы периферической поверхности второй трубки;
- причем скручивание дополнительно включает скручивание первого медного элемента в первой спиралевидной промежуточной области первой спиралевидной формы периферической поверхности первой трубки и в первой спиралевидной промежуточной области второй спиралевидной формы периферической поверхности второй трубки и скручивание второго медного элемента во второй спиралевидной промежуточной области первой спиралевидной формы периферической поверхности первой трубки и во второй спиралевидной промежуточной области второй спиралевидной формы периферической поверхности второй трубки.
8. Способ по п.5, дополнительно включающий:
- размещение пластмассового профилированного кожуха на наружной части скрученных первой и второй трубок и первого и второго медных элементов.
9. Двухтрубочный скважинный кабель, содержащий:
- первую металлическую трубку;
- вторую металлическую трубку, расположенную параллельно первой трубке таким образом, что периферическая поверхность первой трубки соприкасается с периферической поверхностью второй трубки;
- первый и второй медные элементы, расположенные в промежуточных областях первой и второй трубок.
10. Многотрубчатый скважинный кабель, содержащий:
- медный элемент;
- металлические трубки, которые скручены вокруг медного элемента и в каждой из которых расположен оптоволоконный элемент;
- профилированный кожух, покрывающий наружную часть медного элемента и металлических трубок с образованием сердцевины
- металлическую трубку, в которую вставлена указанная сердцевина.
11. Способ по п.1, в котором придание спиралевидной формы содержит выполняемое перед скручиванием использование устройства для предварительного придания формы для формирования спиралевидного изгиба внешней периферической поверхности металлической трубки для придания спиралевидной формы.
12. Кабель по п.3, в котором спиралевидная форма предварительно придана внешней периферической поверхности металлической трубки посредством использования устройства для предварительного придания формы для формирования спиралевидного изгиба внешней периферической поверхности металлической трубки.
| JP 2001311859 А, 09.11.2001 | |||
| ШИХТА ДЛЯ ПРОИЗВОДСТВА БРИКЕТОВ ДЛЯ ПРОМЫВКИ ГОРНА ДОМЕННОЙ ПЕЧИ | 2003 |
|
RU2244013C1 |
| US 5493626 А, 20.02.1996 | |||
| US 2002071644 A1, 13.06.2002 | |||
| US 4575184 A, 11.03.1986. | |||

