Изобретение относится к способу и устройству для изготовления легкой строительной плиты, по меньшей мере, с двумя облицовочными слоями и средним слоем. Кроме того, изобретение относится к изготовленной согласно способу легкой строительной плите.
Использование легких строительных плит (ЛСП) во внутренней отделке известно продолжительное время благодаря их применению при изготовлении дверей. Однако в последнее время легкая строительная плита приобретает все большее значение в мебельном производстве. Причиной, с одной стороны, являются разнообразные возможности выполнения, достигаемые вследствие больших толщин элемента конструкции, а, с другой стороны, - незначительный вес, существенно облегчающий транспортировку и сборку изготовленной из этой конструкции мебели.
В настоящее время производителю мебели больше не требуется изготавливать легкие строительные плиты самому, как это случалось раньше. Для этого требовалось несколько операций. Сначала нужно было изготовить раму, при необходимости, с несколькими поперечинами, на которую накладывались затем облицовочные слои и на которой можно было разместить различную мебельную фурнитуру. Между облицовочными слоями устанавливались легкие древесно-волокнистые плиты, минеральная звукопоглощающая шерсть, картонные сотовые ячейки или им подобные. Это обеспечивало элементу большую компактность, а, при необходимости, также повышенную прочность. Преимущественно, в процессе отдельных операций требовалось обрабатывать снаружи лицевую поверхность поверхностных слоев. После чего при заключительной лакировке получали их законченную поверхность.
Сегодня, в возрастающей степени, легкие строительные плиты изготавливают для мебельного производства также промышленным способом. Для этого легкий средний слой снабжают облицовочными слоями, преимущественно приклеиванием, так что возникает безрамное крупногабаритное соединение.
В зависимости от требуемой прочности плиты применяют облицовочные слои различной толщины, преимущественно из деревянного материала, такого как древесностружечная плита или древесно-волокнистая плита. Используемые плиты уже могут быть покрыты, в частности снабжены, например, ламинатом, краской, набивкой с покрытием лаком, слоем меламиновой смолы, фанерой и т.д.
В качестве средних слоев предпочтительны картонные сотовые ячейки или пластины из пеноматериала. Для определенных целей применения также имеют смысл сотовые материалы из отличных от бумаги или легкого картона материалов. В частности, для этого могут применяться самые тонкие материалы плит, или также тонкостенный металл, например алюминий. Однако также возможно применять в качестве средних слоев легкие деревянные материалы, как, например, соответствующие древесно-стружечные плиты или древесно-волокнистые плиты или также массивную древесину незначительной плотности такую, как бальзовое дерево. В качестве легкого среднего слоя принципиально можно использовать материалы, все снабженные соответствующими вырезами. Так, для этого, например, используют древесные породы с небольшим весом, однако, вполне доступные и хорошо обрабатываемые при помощи строгальных инструментов. Также известны легкие средние слои, изготовленные из связок соломы, соединенные друг с другом и разрезаемые в плоскостные элементы, так чтобы длина участков стеблей соответствовала толщине среднего слоя.
Наряду с изготовлением мебели и внутренней отделкой, легкие строительные плиты применяют также во многих других областях техники, таких, например, как в бытовой технике или судостроении, строительстве рельсовых транспортных средств, автомобилестроении и авиастроении.
Так как легкая строительная плита состоит из различных слоев, можно изменять свойства такой плиты самым разнообразным способом. Наряду с выбором облицовочных слоев и соединения облицовочных слоев со средними слоями особое значение приобретает вид, а при необходимости, - специальное исполнение среднего слоя. Наряду с механическими свойствами, такими как прочность на изгиб, прочность на давление или эластичность путем соответствующего выбора среднего слоя можно достичь множества других свойств. Например, в данном случае в качестве свойств, по меньшей мере, существенно поддающихся влиянию вариаций среднего слоя, следует назвать влагостойкость, огнестойкость, теплостойкость, поведение относительно грибков, бактерий и насекомых, или просто цвет среднего слоя.
Для возможности изготовления легких строительных плит в различных исполнениях, согласно уровню техники, резервируют несколько разных средних слоев для соответствующей толщины плиты и обусловленного свойства готовой легкой строительной плиты. Затем их подводят, в зависимости от определенных свойств изготовления плит, для попеременной обработки. Наряду с возникающими вследствие этого требованиями к площади склада и связанными с ними необходимыми средствами возникают, в частности, также повышенные издержки переналадки при переналадке между различными партиями изделий.
Поэтому задача предложенного изобретения состоит в создании способа и устройства для изготовления легких строительных плит, с помощью которых можно просто изготавливать легкие строительные плиты с разными свойствами.
Указанная задача решается согласно первому техническому решению данного изобретения способом изготовления легкой строительной плиты прежде упомянутого вида со следующими этапами:
- подготавливают средний слой (12b) из сотового материала;
- к обрабатывающему узлу (4; 5) подводят средний слой (12b);
- сотовый материал среднего слоя (12b) подвергают обработке в обрабатывающем узле (4; 5);
- средний слой (12b) и/или облицовочный слой (12а, 12с) снабжают клеящим веществом;
- средний слой (12b) располагают между обоими облицовочными слоями (12а, 12с) и подводят к прессовальному узлу (9.1, 9.2), и
- средний слой (12b) соединяют, по меньшей мере, с двумя облицовочными слоями (12а, 12с).
Это позволяет придавать средним слоям специальные свойства только непосредственно перед или в ходе их обработки, вследствие чего не требуется резервировать множество средних слоев для изготовления из них легких строительных плит разных свойств. Вследствие этого можно сократить складские и капитальные издержки, а к тому же производство также может стать более эффективным, так как больше не потребуется менять материал средних слоев при переналадке на новую партию изделий, а достаточно изменять вид обработки материала средних слоев.
Однако обработка среднего слоя, проводимая независимо от нанесения клеящего вещества, может осуществляться с целью улучшения свойств на следующем этапе изготовления, причем в данном случае может происходить наложение по времени эффектов обработки, в частности, обработка, влияющая, с одной стороны, на свойства готовой легкой строительной плиты а, с другой стороны, также на свойства на следующем этапе изготовления.
Согласно варианту выполнения предложенного способа предусмотрено, что обработка вызывает изменение влагосодержания и/или температуры среднего слоя. Наиболее подходит при соответствующей гигроскопичности материала средних слоев обработка жидкостью, осуществляемая способом погружения или способом распыления. Как при погружении, так и при распылении простым способом, посредством замены жидкости можно быстро изменять обработку для достижения различных свойств материала средних слоев. Особенно предпочтительно предусматривать различные распылительные устройства или резервуары погружения с возможностью затем их быстрого поочередного активирования. Также возможно комбинировать способ погружения и способ распыления для возможности быстрого преобразования попеременной обработки материала средних слоев.
Наряду с использованием жидких сред также возможно осуществлять обработку среднего слоя с помощью газа, пара или их смесей. Другая возможность состоит также в применении излучения, такого как ультрафиолетовое облучение или электронное излучение. Вышеупомянутые способы особенно подходят, в частности, в том случае, если средний слой подвергали предварительной обработке уже при производстве материала среднего слоя, которую следует активизировать затем непосредственно перед обработкой. В данном случае речь может идти, например, об отверждаемом при ультрафиолетовом облучении полимере, наносимом для предварительной обработки на материал из картонных сот, который приводится затем после растяжения сот к своему размеру обработки и образованию полимерной сетки для придания материалу среднего слоя улучшенной механической прочности.
В большинстве обработок среднего слоя, в частности, при таких, где предусматривается использование жидких сред, предпочтительно, если имеется соответствующая пористость или соответствующая гигроскопичность материала средних слоев. Она может быть, с одной стороны, такой, чтобы нанесенные среды достаточно впитывались или могли прилипать, однако, с другой стороны, впитывание среды не должно приводить к тому, чтобы обработанный материал среднего слоя вследствие этого настолько терял свою прочность, что следующая манипуляция была бы невозможной. Обычно применяемые при изготовлении легких строительных плит для изготовления мебели и внутренней отделки сотовые материалы из бумаги, легкого картона или картонажного материала оказались лучше всего подходящими для различных видов предварительной обработки. Посредством простого распыления растворов различных биологически активных субстанций, различной концентрации и различной интенсивности можно достигать множества различных обработок, опять же приводящих, со своей стороны, к разным свойствам легких строительных плит.
Именно при обработке жидкими средами, как правило, имеет смысл применять растворы биологически активных субстанций и высушивать их на следующем этапе обработки и фиксировать их на материале средних слоев.
Наряду с уже упомянутой обработкой среднего слоя для улучшения механических свойств легкой строительной плиты для достижения самых различных свойств плит конечно, возможно множество других видов обработки.
Очень просто разнообразные свойства можно получать при обработке жидким средством, например, напылением раствора действующего вещества на сотовый материал. Если такую обработку среднего слоя осуществляют, например, с использованием водоотталкивающих средств, то получают легкую строительную плиту с улучшенной влагостойкостью. Это существенно, прежде всего, для плит, используемых при изготовлении мебели для ванной комнаты или также для кухни. Огнезащитные средства также могут эффективно применяться посредством обрызгивания материала средних слоев, для получения среднего слоя, который может применяться в легкой строительной плите с повышенной пожаростойкостью. Например, в данном случае предлагаются интумесцентные субстанции, образующие затем теплоизоляционный слой пены во внутренней части легкой строительной плиты при повышенной температуре. Также подходят в качестве раствора для обработки среднего слоя посредством обрызгивания гербициды, фунгициды и бактерициды, с помощью которого можно получать плиты с повышенной сопротивляемостью против поражения насекомых, бактерий и грибкового поражения.
Также посредством обработки опылением простым способом возможна обработка ароматизирующими веществами или материалами с возможностью связывания загрязняющих воздух веществ. Вследствие этого при соответствующей конструкции легкой строительной плиты и изготовленной из нее мебели можно ароматизировать окружающий воздух помещения и/или связывать занесенные в него загрязняющие воздух вещества.
Другим существенным свойством легкой строительной плиты является ее теплостойкость. Прежде всего, при отделке поверхностей путем нанесения фанеры или слоистого материала в горячем прессе часто доходит до температуры внутри плиты более чем 60°С. При более длительном времени прессования легкая строительная плита может подвергаться повышенной температуре несколько минут.
Посредством обработки среднего слоя слоем, затрудняющим поступление тепла в материал средних слоев и который одновременно может экранировать возникающий при более высокой температуре водяной пар, удается основательно улучшить теплостойкость изготовленной таким образом легкой строительной плиты. Исследования показали, что определенные пленкообразующие лаки имеют очень благоприятные свойства, тем более, что они могут сильно замедлять, с одной стороны, воздействие температурных колебаний своим герметизирующим воздействием и существенно сокращать, с другой стороны, проникновение влаги. В опытах в качестве вида обработки материал средних слоев из легкого картона обрабатывали лаком посредством кратковременного погружения. После высыхания лака изготовленная из таких полученных сот легкая строительная плита существенно лучше подходила для обработки в горячем прессе.
В другой форме выполнения согласно предложенному способу средний слой легкой строительной плиты можно окрашивать. Это предпочтительно, в частности, если окрашивание используется для того, чтобы обращать внимание обработчика плиты на определенное свойство плиты. Таким образом, обработчику плит становится заранее известно, что плиты, снабженные, например, красным цветом, имеют улучшенные свойства относительно пожаростойкости или - зеленым цветом имеют повышенную влагостойкость. При нанесении с помощью валика цвета или выкрашивания среднего слоя, по меньшей мере, поверхности, на участке клеевого шва, между этой поверхностью и соответствующим облицовочным слоем становится узнаваемой цветная маркировка, свободно выбираемая в соответствии с желаемым указанием по ее цвету. Если средний слой образуется сотовым материалом, краску можно наносить опять же напылением, причем это происходит предпочтительно, после того, как средний слой уже расположен на одном из облицовочных слоев, причем только тогда, вслед за обработкой средний слой соединяют, по меньшей мере, с вторым облицовочным слоем.
Легкие строительные плиты преимущественно гремят. Так как это свойство принято отождествлять с "дешевым" или невысоким качеством, то требуется улучшать звук легких строительных плит. Также и в данном случае предложенный способ предоставляет такую возможность. Например, материал средних слоев может быть покрыт смолой на основе изоцианата, вспенивающейся затем с запаздыванием по времени и заполняющей таким образом имеющиеся полости, что придает готовой легкой строительной плите более тихое звучание. Наряду с определенным составом смолы, вызывающим по времени замедленное вспенивание смолы, этот процесс может вызываться также дополнительным воздействием повышенной температуры, например, индуцированной излучением или микроволновым излучением.
На этом примере следует пояснить, что согласно изобретению обработка не должна непосредственно приводить к определенному свойству среднего слоя и/или изготовленной из него легкой строительной плиты. Скорее, согласно изобретению, проводят обработку среднего слоя, которая только затем в сочетании со следующим этапом вызывает определенное свойство в обработанном материале средних слоев и/или изготовленной из него легкой строительной плиты.
Предложенным способом можно достигать другие многочисленные свойства в легкой строительной плите, без необходимости снабжения легкой строительной плиты соответственно специально предусмотренным для этого средним слоем. В этом отношении следует упомянуть в данном случае возможность обработки праймером, вызывающим улучшенные условия для склеивания при соединении облицовочных слоев и средних слоев, или обработки среднего слоя антистатиком. Последний служит, например, для того, чтобы лучше отводить электростатический заряд изготовленной согласно способа пластины.
Согласно второму техническому решению данного изобретения задача решается легкой строительной плитой, изготовленной описанным ранее способом.
Согласно третьему техническому решению данного изобретения задача решается устройством для изготовления легкой строительной плиты, по меньшей мере, с двумя облицовочными слоями и средним слоем, содержащим, по меньшей мере, узел для подачи среднего слоя из сотового материала, обрабатывающий узел, с помощью которого может подвергаться обработке сотовый материал среднего слоя, клеемазальный узел, в котором средний слой и/или облицовочный слой может снабжаться клеящим веществом, и, по меньшей мере, один прессовочный узел. Устройства для изготовления легких строительных плит широко известны из уровня техники. Например, такое устройство представлено в публикации ЕР 1792723 AI.
Принципиально эти устройства всегда содержат узел для подачи нижнего облицовочного слоя, узел для подачи среднего слоя и узел для подачи верхнего облицовочного слоя. Кроме того, выборочно может быть предусмотрен узел для подачи рамочных планок, образующих на заданном расстоянии и/или на краю готовой пластины так называемые ригели или рамочные планки, которые образуют неразъемную составную часть готовой плиты. Далее к ним примыкает прессовочное устройство, в котором соединяют уложенные слоями и проклеенные слои. Для этого могут применяться непрерывные и прерывистые прессы, которые выборочно могут быть выполнены также с возможностью подогрева.
В зависимости от исполнения клеящее вещество наносится для соединения облицовочных слоев со средним слоем на облицовочных слоях и/или в среднем слое разным способом и в разных положениях. Как правило, происходит нанесение прокаткой или напылением.
Если сотовый материал предусмотрен в качестве среднего слоя, его поставляют по причинам предпочтительной транспортировки преимущественно как полуфабрикат. Он состоит из вертикально смещенных относительно друг друга приклеенных полос и растягивается только обработчиком на желаемую ширину. Чтобы сохранять установленную один раз ширину, может требоваться ее фиксация посредством специальных механических устройств, или стабилизация полуфабриката до желаемого сотового материала осуществляется кратковременным нагревом, например, в так называемом сушильном туннеле.
Согласно предпочтительной форме выполнения изобретения предусматривают устройство для изменения влагосодержания и/или температуры, предпочтительно, устройство для обработки среднего слоя жидкостью. Это можно осуществлять, например, посредством распылительного устройства, приспособленного для нанесения предусмотренного для обработки средства. Предпочтительно благоприятно предусматривать распылительное устройство в положении, где средний слой уже лежит на нижнем облицовочном слое, причем верхний облицовочный слой, однако, еще не наложен. Таким образом, можно избежать загрязнения установок, а вместе с тем сопутствующие дополнительные издержки по очистке.
Согласно следующей форме выполнения предусмотрено, что узел для обработки среднего слоя расположен после вытягивающего устройства для растяжения сотового материала, и, что после узла для обработки среднего слоя расположено сводящее устройство для сведения среднего слоя, по меньшей мере, с одним из облицовочных слоев. Также представляется возможным, что узел для обработки среднего слоя расположен после вытягивающего устройства и что после узла для обработки среднего слоя расположено сушильное устройство. В частности, при обработке сотового материала на основе легкого картона, бумаги или картона, а также и при других формах обработки будет особенно предпочтительно предусматривать непосредственно перед сушильным туннелем узел для обработки жидкостью среднего слоя. Тем самым достигается, что раствор действующего вещества может наноситься в более высокой массе, причем растворитель, преимущественно воду, можно быстро высушивать, что не допускает размягчения, как правило, чувствительного к влажности сотового материала. Обработка, в частности, влагой, непосредственно после вытягивающего устройства также имеет преимущество в том, что обрабатывающая среда, например вода, попадает на уже растянутую сотовую структуру, а вместе с тем на большую поверхность. В частности, обрабатывают не только вертикальные края, но и всю вертикальную поверхность.
Таким образом, имеется множество возможностей выполнения и усовершенствования предложенного способа, согласно изобретению легкой строительной плиты и согласно изобретению устройства. Для этого, с одной стороны, делается ссылка на следующие за пунктом 1 формулы изобретения пункты, с другой стороны, на примеры выполнения, представленные на приложенных чертежах.
На чертежах показаны:
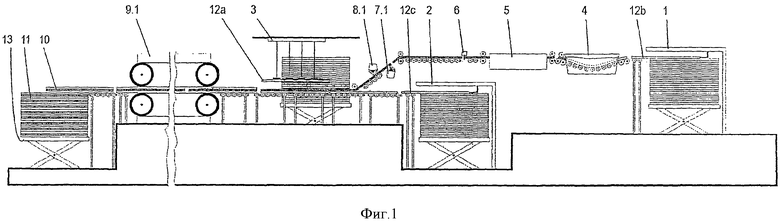
- фиг.1. Устройство для изготовления легкой строительной плиты, причем обработку среднего слоя осуществляют через ванну для погружения, и
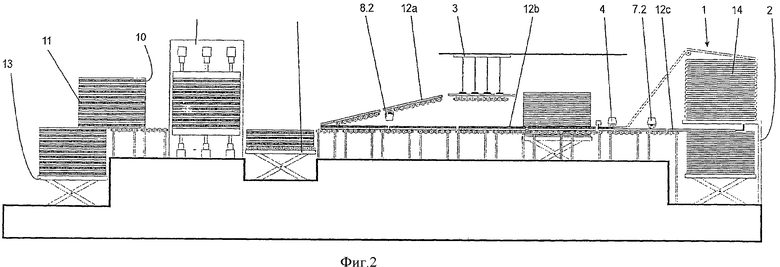
- фиг.2. Устройство для изготовления легкой строительной плиты, причем обработку среднего слоя осуществляют распылительным устройством.
На фиг.1 представленное устройство состоит согласно очередности производственного направления, в частности, из узлов 1, 2, 3 для подачи облицовочного и среднего слоя 12а, 12b, 12с, из узла 4 в форме ванны для погружения для обработки среднего слоя 12b и из прессовального узла 9.1. Материал средних слоев 12b состоит в данном случае из волокнистого мата невысокой плотности. Его подводят к ванне для погружения из штабеля. В ванне для погружения обработку материала среднего слоя 12b осуществляют водоотталкивающим средством для достижения повышенной влагостойкости изготовленной из этого материала легкой строительной плиты 10. К ванне для погружения примыкает сушильное устройство 5 в форме сушильного туннеля. Если применяют бесконечный материал среднего слоя 12b, его может разрезать на желаемую длину в разделочном узле 6. Затем обработанный средний слой, 12b транспортируют дальше к клеемазальному узлу. В нем нижнюю сторону и верхнюю сторону снабжают посредством намазывающего валика 7.1 и 8.1 клеящим веществом. Непосредственно примыкая к нему в производственном направлении средний слой 12b накладывают на нижний облицовочный слой 12с, а затем на средний слой 12b - верхний облицовочный слой 12а. Образованную таким образом конструкцию транспортируют затем в прессовальный узел 9.1, выполненный в данном случае как двухленточный пресс, где при регулировке постоянной толщины клеящее вещество может затвердевать для получения желаемого соединения между облицовочными и средними слоями 12а, 12b, 12с. Затем готовые легкие строительные плиты 10 снова складывают после пресса 9.1 на подъемный стол 13 в штабель 11.
На фиг.2 показана другая форма выполнения согласно изобретению устройства. Оно также состоит согласно очередности производственного направления по существу из узлов 1, 2, 3 для подачи облицовочного и среднего слоя 12а, 12b, 12с, из узла 4 для обработки среднего слоя 12b в форме распылительного устройства и прессовального узла 9.2. Верхнюю сторону нижнего облицовочного слоя 12 с сначала снабжают в данном случае клеящим веществом посредством намазывающего валика 7.2. На него накладывают материал среднего слоя 12b. Материал среднего слоя 12b состоит в данном случае из сотового материала. Он изготовлен из вертикально смещенных относительно друг друга склеенных полос картона. Плотно расположенные друг к другу полосы получают свою плоскостную структуру в форме сотов посредством операции по растягиванию, осуществляемую в ходе снятия уложенного в бухту полотна 14 (в деталях не показано). Затем на соты и нижний облицовочный слой 12с посредством распылительного устройства наносят огнезащитное средство. После этого верхний облицовочный слой 12а, снабженный на своей нижней стороне посредством намазывающего валика 8.2 клеящим веществом накладывают на средний слой 12b и подводят к прессовальному узлу 9.2, выполненному в данном случае, как многопозиционный пресс. Расположенный перед прессом 9.2 подъемный стол 15 накапливает множество составленных слоев. При достижении желаемого количества, целый штабель 11 одновременно ввозят в пресс 9.2 и прессует в легкие строительные плиты 10. Затем готовые легкие строительные плиты 10 могут сниматься с устройства как штабель 11.
Изобретение относится к способу изготовления легкой строительной плиты, к легкой строительной плите, к устройству для изготовления легкой строительной плиты. Способ изготовления легкой строительной плиты, по меньшей мере, с двумя облицовочными слоями и средним слоем, включает подготовку среднего слоя из бумажного, легко-картонного или картонного сотового материала. К обрабатывающему узлу подводят средний слой. Сотовый материал среднего слоя подвергают обработке в обрабатывающем узле. Средний слой и/или облицовочный слой снабжают клеящим веществом. Средний слой располагают между обоими облицовочными слоями и подводят к прессовальному узлу. Средний слой соединяют, по меньшей мере, с двумя облицовочными слоями. Осуществляют этап, на котором подвергают обработке сотовый материал среднего слоя, дополнительно к этапу, на котором средний слой и/или облицовочный слой снабжают клеящим средством. Изменяют вид обработки материала среднего слоя так, что сотовый материал приобретает характерные свойства, благодаря которым легкая строительная плита приобретает различные свойства. Техническим результатом изобретения является снижение затрат на изготовление легкой строительной плиты. 3 н. и 16 з.п. ф-лы, 2 ил.
1. Способ изготовления легкой строительной плиты (10), по меньшей мере, с двумя облицовочными слоями (12а, 12с) и средним слоем (12b), включающий следующие этапы:
подготавливают средний слой (12b) из бумажного, легко-картонного или картонного сотового материала;
к обрабатывающему узлу (4; 5) подводят средний слой (12b);
сотовый материал среднего слоя (12b) подвергают обработке в обрабатывающем узле (4; 5);
средний слой (12b) и/или облицовочный слой (12а, 12с) снабжают клеящим веществом;
средний слой (12b) располагают между обоими облицовочными слоями (12а, 12с) и подводят к прессовальному узлу (9.1, 9.2), и
средний слой (12b) соединяют, по меньшей мере, с двумя облицовочными слоями (12а, 12с), отличающийся тем, что:
осуществляют этап, на котором подвергают обработке сотовый материал среднего слоя (12b), дополнительно к этапу, на котором средний слой (12b) и/или облицовочный слой (12а, 12с) снабжают клеящим средством, и
изменяют вид обработки материала среднего слоя (12b) так, что сотовый материал приобретает характерные свойства, благодаря которым легкая строительная плита приобретает различные свойства.
2. Способ по п.1, отличающийся тем, что посредством обработки осуществляют изменение влагосодержания и/или температуры среднего слоя (12b).
3. Способ по п.1, отличающийся тем, что обработку среднего слоя (12b) осуществляют посредством нанесения жидкости на средний слой (12b), в частности способом погружения или способом распыления.
4. Способ по п.1, отличающийся тем, что обработку среднего слоя (12b) осуществляют посредством контакта с газом и/или паром и/или посредством применения излучения, в частности излучения большой мощности, такого, как ультрафиолетовое излучение или электромагнитное излучение.
5. Способ по п.1, отличающийся тем, что:
в качестве среднего слоя (12b) применяют предварительно обработанный средний слой и
при обработке предварительно обработанного среднего слоя осуществляют активацию определенных свойств среднего слоя (12b).
6. Способ по п.1, отличающийся тем, что обработку среднего слоя (12b) осуществляют в несколько этапов.
7. Способ по п.1, отличающийся тем, что:
на первом этапе обработку среднего слоя (12b) осуществляют посредством биологически активного вещества, в частности биологически активного раствора, и
на следующем этапе биологически активное вещество фиксируют на среднем слое (12b), в частности посредством воздействия высокой температуры или излучения.
8. Способ по п.1, отличающийся тем, что посредством обработки среднего слоя (12b) влияют на механические свойства среднего слоя (12b) и/или изготовленной из него легкой строительной плиты (10), в частности, в отношении его прочности на изгиб, прочности на давление и/или его эластичности.
9. Способ по п.1, отличающийся тем, что посредством обработки среднего слоя (12b) влияют на свойства в отношении влагостойкости, и/или огнестойкости, и/или теплостойкости среднего слоя (12b) и/или изготовленной из него легкой строительной плиты (10).
10. Способ по п.1, отличающийся тем, что посредством обработки среднего слоя (12b) влияют на свойства поведения в отношении поражения среднего слоя (12b) грибками, бактериями и насекомыми и/или поведение в отношении грибков, бактерий и насекомых изготовленной из него легкой строительной плиты (10).
11. Способ по п.1, отличающийся тем, что посредством обработки среднему слою (12b) придают определенную окраску.
12. Способ по п.1, отличающийся тем, что посредством обработки среднего слоя (12b) изготовленной из него легкой строительной плите (10) придают особые свойства в отношении ее запаха и/или ее возможности связывать загрязняющие воздух вещества.
13. Способ по п.1, отличающийся тем, что обработку среднего слоя (12b) осуществляют при помощи праймера.
14. Легкая строительная плита (10) изготовленная способом по любому из пп.1-13.
15. Устройство для изготовления легкой строительной плиты (10), по меньшей мере, с двумя облицовочными слоями (12а, 12с) и средним слоем (12b), содержащее:
по меньшей мере, один узел (1) для подачи среднего слоя из бумажного, легко-картонного или картонного сотового материала,
обрабатывающий узел (4, 5), выполненный с возможностью обработки сотового материала среднего слоя (12b),
клеемазальный узел (7.1, 8.1), выполненный с возможностью снабжать средний слой (12b) и/или облицовочный слой (12а, 12с) клеящим веществом, и,
по меньшей мере, один прессовочный узел (9.1, 9.2),
отличающееся тем, что
дополнительно к клеемазальному узлу (7.1, 8.1) предусмотрен обрабатывающий узел (4; 5) и
обрабатывающий узел (4, 5) выполнен с возможностью изменять вид обработки сотового материала среднего слоя так, что при обработке достигаются характерные свойства сотового материала, которые, со своей стороны, приводят к различным свойствам легкой строительной плиты.
16. Устройство по п.15, отличающееся тем, что узел (4, 5) для обработки среднего слоя (12b) содержит устройство для изменения влагосодержания и/или температуры среднего слоя (12b) и/или устройство для нанесения жидкости, в частности ванну для погружения или распылительное устройство.
17. Устройство по п.15, отличающееся тем, что узел (4, 5) для обработки среднего слоя (12b) расположен перед прессовальным узлом (9.1, 9.2) и предпочтительно после узла (1) для подачи среднего слоя (12b).
18. Устройство по п.15, отличающееся тем, что
узел (4, 5) для обработки среднего слоя (12b) расположен после вытягивающего устройства для растяжения сотового материала, и
после узла (4, 5) для обработки среднего слоя (12b) расположено сводящее устройство для сведения среднего слоя (12b), по меньшей мере, с одним из облицовочных слоев (12а, 12с).
19. Устройство по п.15, отличающееся тем, что
узел (4, 5) для обработки среднего слоя (12b) расположен после вытягивающего устройства для растяжения сотового материала, и
после узла (4, 5) для обработки среднего слоя (12b) расположено сушильное устройство (5).
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| 0 |
|
SU274789A1 | |
| Устройство для непрерывного изготовления плит | 1975 |
|
SU648064A3 |
| WO 9719814 A1, 05.06.1997 | |||
| DE 4131394 A1, 01.04.1993. | |||

