Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления многослойного упаковочного материала, и к многослойному упаковочному материалу, получаемому упомянутым способом.
Кроме того, изобретение относится к упаковочным контейнерам, содержащим многослойный упаковочный материал, или целиком и полностью изготовленным из многослойного упаковочного материала. В частности, изобретение относится к упаковочным контейнерам, предназначенным для упаковки жидкого пищевого продукта, содержащим многослойный упаковочный материал.
Уровень техники
Упаковочные контейнеры типа одноразовой тары для жидких пищевых продуктов часто изготавливаются из упаковочного многослойного материала на основе многослойного картона или картона. Один такой широко распространенный упаковочный контейнер продается под торговой маркой Tetra Brik Aseptic® и главным образом используется для асептической упаковки жидких пищевых продуктов, таких как молоко, фруктовые соки, и т.д., продаваемых для долговременного хранения в условиях окружающей среды. Упаковочный материал в этом известном упаковочном контейнере обычно представляет собой многослойный материал, содержащий основной слой из бумаги или картона, и наружные непроницаемые для жидкости слои из термопластичных материалов. Чтобы придать упаковочному контейнеру газонепроницаемость, в частности, газонепроницаемость для кислорода, например, для цели асептической упаковки и упаковки молока или фруктового сока, многослойный материал в упомянутых упаковочных контейнерах обычно содержит по меньшей мере один дополнительный слой, чаще всего алюминиевую фольгу.
На внутренней стороне многослойного материала, то есть, стороне, предназначенной быть обращенной к заполняющему пищевому содержимому изготовленного из многослойного материала контейнера, находится самый внутренний слой, нанесенный на алюминиевую фольгу, каковой самый внутренний слой может состоять из одного или нескольких отдельных слоев, содержащих термосвариваемые термопластичные полимеры, такие как адгезивные полимеры и/или полиолефины. Кроме того, на наружной стороне основного слоя находится самый наружный термосвариваемый полимерный слой.
Как правило, упаковочные контейнеры изготавливаются посредством современных высокоскоростных упаковочных машин такого типа, которые формируют, заполняют и герметично закупоривают упаковки из ленты или из предварительно изготовленных заготовок упаковочного материала. Тем самым упаковочные контейнеры могут изготавливаться преобразованием ленты многослойного упаковочного материала в трубу с объединением обоих продольных краев друг с другом с образованием нахлесточного сварного шва путем сваривания между собой самого внутреннего и самого наружного термосвариваемых полимерных слоев. Труба заполняется предназначенным жидким пищевым продуктом и после этого разделяется на отдельные упаковки повторяющимися поперечными сварными швами на трубе с предварительно определенным расстоянием друг от друга ниже уровня заполняющего содержимого в трубе. Упаковки отделяются от трубы разрезами вдоль поперечных швов, и им придается желательная геометрическая конфигурация, обычно в виде параллелепипеда или куба, путем формования складок вдоль подготовленных линий сгиба в упаковочном материале.
Основным преимуществом концепции упомянутого способа упаковки непрерывным формованием трубы, заполнением и закупориванием является то, что ленту можно непрерывно стерилизовать непосредственно перед формованием трубы, тем самым обеспечивая возможность способа асептической расфасовки, то есть, способа, в котором сокращается присутствие бактерий в заполняющем жидком содержимом, а также в самом упаковочным материале, и заполненная упаковка может храниться в течение длительного времени при температуре окружающей среды, без опасности роста микроорганизмов в залитом продукте. Еще одно важное преимущество способа упаковки типа Tetra Brik®, как указано выше, состоит в возможности непрерывной высокоскоростной расфасовки, которая оказывает существенное влияние на экономическую эффективность.
Упаковочные контейнеры для чувствительного пищевого продукта, например, молока или сока, также могут изготавливаться из листовидных заготовок или предварительно изготовленных заготовок многослойного упаковочного материала согласно изобретению. Из трубчатой заготовки упаковочного многослойного материала, который сфальцован плоским, упаковки получаются прежде всего разворачиванием заготовки до формы открытой трубчатой капсулы контейнера, один открытый конец которой закупоривается путем складывания и термосваривания сведенных вместе концевых панелей. Закрытая упомянутым путем капсула контейнера заполняется обсуждаемым пищевым продуктом, например, соком, через его открытый конец, который после этого закупоривается посредством дополнительного складывания и термосваривания соответствующих объединенных концевых панелей. Примером упаковочного контейнера, изготовленного из листообразных и трубчатых заготовок, является традиционная так называемая упаковка в форме коробки с крышеобразным верхом. Также есть упаковки этого типа, которые имеют отформованный верх и/или резьбовую крышку, сделанные из пластика.
Слой алюминиевой фольги в упаковочном многослойном материале обеспечивает газобарьерные свойства, значительно превосходящие многие полимерные газобарьерные материалы. Стандартный упаковочный многослойный материал на основе алюминиевой фольги для асептической упаковки жидких пищевых продуктов все еще является наиболее экономически выгодным упаковочным материалом на уровне его технических характеристик, доступным на современном рынке.
Любой другой материал для конкуренции с такими материалами на основе фольги должны быть экономически эффективными в отношении сырьевых материалов, иметь сравнимые характеристики сохранения пищевых продуктов, быть в достаточной мере механически стабильными, и иметь сравнительно низкую сложность в преобразовании в конечный упаковочный многослойный материал.
Кроме того, снижение стоимости современного упаковочного материала может быть достигнуто сокращением толщины полимерных слоев или стремлением заменить барьер из алюминиевой фольги одним или многими различными барьерными слоями, исполнение которых оказалось довольно трудной задачей. Дополнительным путем экономии затрат, который до сих пор не казался практичным в области картонной упаковки для жидкостей, было бы сокращение размеров основного слоя на основе целлюлозы в плане типа и/или количества целлюлозного волокнистого материала. Обычно это приводит к опасности деградации важных свойств механической прочности и целостности упаковки, а также барьерных характеристик материала, и ранее рассматривалось как менее благоприятный путь развития. Картон является основной частью картонного материала для упаковки жидкостей, однако также обусловливающим основную часть общей стоимости упаковочного материала.
Дополнительное требование к будущим многослойным упаковочным материалам для жидкостных упаковочных контейнеров состоит в том, что внешний вид таких упаковочных контейнеров должен обеспечивать возможность высокой степени различения, то есть, создания новых интересных и привлекательных декоративных или тактильных признаков для привлечения внимания потребителей и розничных торговцев. Такими признаками являются, например, фоновые эффекты напечатанных декоративных изображений, такие как золотая металлизация, или прочие различные блестящие цветовые, тисненые или выгравированные признаки, такие как декоративные голограммы, воспринимаемые на ощупь или рельефные поверхностные эффекты, матовые/глянцевые поверхности, и т.д. Повышенный запрос на такие варианты дифференциации является трудной задачей, поскольку добавление признаков и материалов обычно автоматически влечет за собой более высокие затраты на сырьевые материалы и/или процессы изготовления. Более того, такие специализированные материалы, имеющие блестящие или глянцевые свойства или тисненые рельефы, часто являются чувствительными материалами, которые не выдерживают высоких давлений и температур при ламинировании.
Сущность изобретения
Теперь же, в свете вышеизложенного, целью настоящего изобретения является осуществление нового подхода к сокращению стоимости многослойных упаковочных материалов на основе целлюлозы для жидких или полужидких пищевых продуктов.
Кроме того, общая цель изобретения состоит в создании экономически более эффективного способа ламинирования упаковочного материала на основе целлюлозы, обеспечивающего достаточную механическую прочность, а также хорошие барьерные свойства и характеристики целостности, каковой способ удовлетворяет потребности в картонных многослойных упаковочных материалах для жидкостей.
Дополнительной целью изобретения является создание способа изготовления недорогого многослойного упаковочного материала, имеющего повышенное относительное содержание материалов на основе биологических и возобновляемых материалов, то есть, из источников, не связанных с ископаемыми сырьевыми материалами.
Еще одна дополнительная цель заключается в способе ламинирования слоев чувствительных материалов на материал основного слоя на основе целлюлозы или бумажную подложку, без повреждения чувствительного материала, такой как слой подложки, имеющий предварительно сформированный чувствительный декоративный элемент, или образованное на нем требующее бережного обращения барьерное покрытие.
Дополнительной целью является возможность экономичной дифференциации наружных слоев многослойного упаковочного материала, то есть, слоев, которые будут привлекать внимание потребителей и нравиться им, на наружной стороне упаковочного контейнера. Такие наружные слои согласно способу соответственно изобретению могут легко заменяться так, что различные декоративные и/или тактильные элементы могут быть встроены в материал согласно различным пожеланиям заказчиков, потребителей и розничных торговцев в отношении молочных продуктов и прочего содержимого. Такое изготовление по требования заказчиков делает возможным производство малых серий, по-разному оформленных и точно соответствующих заказу упаковочных материалов, без создания проблем с задержками, отходами и логистикой в основной линии серийного производства материала.
Наконец, дополнительная цель состоит в создании способа ламинирования таких материалов, который является энергосберегающим и дает мало отходов материалов, в частности, когда происходит изменение между различными наружными материалами и внутренними материалами («дифференциация»).
Некоторые или все из этих целей тем самым достижимы согласно настоящему изобретению посредством способа изготовления многослойного упаковочного материала, полученного упомянутым способом упаковочного материала, а также изготовленного из него упаковочного контейнера, как определено в пунктах прилагаемой формулы изобретения.
Под термином «долговременное хранение» в связи с настоящим изобретением подразумевается, что упаковочный контейнер должен быть способен сохранять качество упакованного пищевого продукта, то есть, питательную ценность, гигиеническую безопасность и вкус в условиях окружающей среды в течение по меньшей мере 1 или 2 месяцев, такого как по меньшей мере 3 месяцев, предпочтительно дольше, такого срока, как 6 месяцев, такого как 12 месяцев, или более.
Под термином «целостность упаковки» в общем подразумевается прочность упаковки, то есть, устойчивость к утечке или разрушению упаковочного контейнера. Основным вкладом в это свойство является то, что внутри упаковочного многослойного материала обеспечивается хорошая внутренняя адгезия между смежными слоями многослойного упаковочного материала. Еще одно условие следует из устойчивости материала к дефектам, таким как проколы, разрывы и тому подобные, внутри слоев материала, и еще одним дополнительным обстоятельством является прочность герметизирующих швов, которыми материал герметично соединяется при формировании упаковочного контейнера. Что касается самого многослойного упаковочного материала, то характеристика целостности тем самым главным образом сосредоточивается на адгезии соответствующих слоев многослойного материала к соседним с ними слоям, а также качестве материала индивидуальных слоев.
Термин «жидкий или полужидкий пищевой продукт» в общем подразумевает пищевые продукты, имеющие текучее содержимое, которое необязательно может содержать кусочки пищевого продукта. Молочные продукты и молоко, соевый соус, напитки на основе риса, зерен и семян, сок, фруктовая вода, негазированные напитки, энергетические напитки, спортивные напитки, кофейные или чайные напитки, кокосовый сок, чайные напитки, вино, супы, халапеньо, томаты, соусы (такие как соусы для макарон), соевое и оливковое масло представляют некоторые неограничивающие примеры обсуждаемых пищевых продуктов.
Термин «асептический» в связи с упаковочным материалом и упаковочным контейнером имеет отношение к условиям, где устранены, инактивированы или убиты микроорганизмы. Примерами микроорганизмов являются бактерии и споры. Как правило, процесс стерилизации применяется, когда продукт асептически упаковывается в упаковочный контейнер.
Термин «термосваривание» подразумевает процесс приваривания одной поверхности термопластичного материала к еще одной термопластичной поверхности. Термосвариваемый материал при надлежащих условиях, таких как подведение достаточного тепла и приложение давления, должен быть способен образовывать сварное соединение, когда приходит в контакт и прижимается к еще одному подходящему термопластичному материалу. Подходящее нагревание может достигаться индукционным нагревом или ультразвуковым нагревом, или посредством других традиционных контактных или конвективных нагревательных средств, например, горячего воздуха.
Под термином «основной» слой обычно подразумевается самый толстый слой, или слой, содержащий бóльшую часть материала в многослойном ламинате, то есть, слой, который главным образом обеспечивает механические свойства и размерную стабильность многослойного материала и упаковочных контейнеров, сложенных из многослойного материала. В контексте настоящего изобретения это также может означать слой, создающий самую большую величину толщины в сэндвичеобразной структуре, который, кроме того, взаимодействует со стабилизирующими облицовочными слоями, которые имеют более высокий модуль Юнга, на каждой стороне основного слоя, чтобы в достаточной степени достигать таких достаточных механических характеристик и размерной стабильности.
«Разделительный слой» представляет собой слой, который создает дистанцию или промежуток между значительно более тонкими слоями материала, которые имеют более высокий модуль Юнга и плотность, такими как бумажный слой с высокой жесткостью при растяжении, пленка или металлическая фольга, размещенными по меньшей мере на одной стороне разделительного слоя, то есть, обеспечивающими жесткость и стабильность слоями, так называемыми облицовочными слоями. Разделительный слой имеет более низкую или сниженную собственную жесткость при изгибе, и поэтому сам существенно не содействует непосредственно жесткости при изгибе многослойного упаковочного материала. Однако косвенно он может очень сильно содействовать в результате взаимодействия со смежными или ламинированными слоями на обеих сторонах, причем некоторые из слоев имеют более высокий модуль Юнга, но меньшую толщину, по сравнению с разделительным слоем. В сэндвичеобразной конструкции важно, чтобы по меньшей мере один такой облицовочный слой, или усиливающий жесткость слой, присутствовал на каждой стороне разделительного слоя. Когда разделительный слой имеет очень низкую плотность и сам по себе не обеспечивает никакой характеристики жесткости при изгибе, требуется один облицовочный слой на каждой стороне разделительного слоя. Когда расстояние между бумажными облицовочными слоями увеличивается, также будет возрастать прочность при изгибе и жесткость при изгибе многослойной сэндвичеобразной структуры.
«Основной слой» может содержать «разделительный слой» и дополнительно объединенный или встроенный слой внутри корпуса, но также может быть тем же, что и «разделительный слой».
Согласно первому аспекту изобретения, представлен способ изготовления многослойного упаковочного материала для картонной упаковки жидких пищевых продуктов, включающий в себя этапы формирования первой ленты, содержащей слой А бумаги или картона, или другого материала на основе целлюлозы, формирования второй ленты, содержащей пленку или лист В, нанесения водной композиции, содержащей адгезив, в количестве от 1 до 4 г/м2 в расчете на содержание сухого вещества, на поверхность одной из первой и второй лент, продвижение первой и второй лент, одна из которых имеет водную адгезивную композицию, нанесенную на ее поверхность, к зазору между прижимными валиками, для их соединения и ламинирования друг с другом посредством находящейся между ними водной адгезивной композиции, когда они проходят через зазор между прижимными валиками, и вместе с тем адгезивная композиция частично впитывается в поверхности по меньшей мере одной из первой и второй лент А и В.
В предпочтительном варианте исполнения не предусмотрено принудительное высушивание, или отверждение, или сшивание нанесенной адгезивной композиции, и ламинирование происходит при температуре окружающей среды. Даже если адгезивная композиция содержит довольно много воды, то чтобы хорошо и равномерно распределить адгезивный связующий полимер по всей поверхности покрываемой им подложки, высушивание не требуется, поскольку ламинируемая поверхность по меньшей мере одного слоя на основе целлюлозы будет поглощать воду до такой степени, что высушивание не будет необходимым, без заметного влияния воды на целлюлозный материал. Это само по себе было неожиданным, поскольку предполагались обусловленные поглощенной влагой проблемы отверждения и эффекты образования пузырей в последующих операциях горячего ламинирования, но такие эффекты не проявились. Еще более неожиданным было то, что уровень адгезии был достаточно высоким для требуемого стандарта в картонных упаковочных материалах для жидкостей, и оставался высоким во время хранения и распределения. Несмотря на очень малое количество нанесенного адгезива, такое как от 1 до 3 г/м2, адгезия до сих пор была выше 100 Н/м во всех циклах испытаний, и в любом случае ожидалась бы значительно выше минимально требуемой около 60 Н/м.
Одно большое преимущество способа согласно изобретению состоит в том, что не требуется ни дорогостоящее оборудование для нагревания или принудительного высушивания, ни необходимость в любом оборудовании для облучения или приспособлении материалов к облучению.
Адгезивная композиция может содержать адгезивный связующий полимер, выбранный из группы, состоящей из поливинилового спирта (PVOH - polyvinyl alcohol), полисахаридов и производных полисахаридов, таких как крахмал и целлюлоза, и их производные, поливинилацетат и модифицированные акрилатом полиолефиновые адгезивные полимеры.
Даже если бы другие адгезивные композиции могли бы действовать для адгезивного соединения слоев на основе целлюлозы и других слоев, предпочтительны вышеуказанные адгезивные связующие полимеры, поскольку они являются растворимыми/диспергируемыми в воде, и либо могут быть получены из возобновляемых источников, либо являются биоразлагаемыми, и безопасны для применения в связи с упаковкой пищевых продуктов.
Вторая лента пленки или листа В может иметь шероховатость поверхности по Бендтсену (Bendtsen) 200 мл/мин или ниже, такую как 150 мл/мин или ниже, такую как 100 мл/мин или ниже, как определено в стандарте SCAN (Scandinavian Pulp and Paper Norms) P21-67 и в стандарте TAPPI UM535 (стандарт ISO 8791-2), и водная адгезивная композиция может быть нанесена на вторую ленту.
Когда одна из ламинируемых поверхностей имеет гладкую, менее абсорбирующую поверхность, то является более предпочтительным нанесение адгезивной композиции сначала на упомянутую поверхность, чтобы обеспечить равномерное и однородное нанесение влажной адгезивной пленки в момент операции ламинирования, когда к ламинируемым слоям прилагается давление. Этим обеспечивается оптимальное число точек адгезии к более шероховатой или пористой (волокнистой) поверхности на основе целлюлозы, или поверхности картона.
В случае, где слой В имеет низкое значение поверхностной шероховатости, адгезивный связующий полимер может представлять собой модифицированный акрилатом полиолефиновый адгезив, такой как дисперсия в воде сополимера этилена и (мет)акриловой кислоты, с содержанием твердых веществ от 30 до 50 вес.%.
При более низкой концентрации водной композиции адгезивного полимера и/или малых количествах, нанесенных в виде покрытия на ламинируемую(-мые) поверхность(-ти), может быть предпочтительным нагревание или последующее нагревание ламинированного материала в одном дополнительном зазоре между прижимными теплыми или горячими валиками, либо альтернативно в зазоре между нагреваемыми ламинирующими валиками. Таким нагреванием обеспечивается возможность выведения адгезивного полимера среди целлюлозных волокон на поверхности лент на основе целлюлозы и связывание их друг с другом расплавом так, что при охлаждении получается соединение типа термосварного между ламинируемыми поверхностями, причем термосваривание тем самым распространяется по поверхности раздела адгезивно соединяемых поверхностей лент.
Соответственно или предпочтительно, количество наносимого адгезивного связующего полимера составляет менее 3 г/м2, такое как ниже 2 г/м2, такое как от 0,5 до 1,8 г/м2, такое как от 1 до 1,5 г/м2, в расчете на содержание сухого вещества. С модифицированными акрилатом адгезивами было показано, что очень малые количества от 0,5 до 1,8 г/м2, в расчете на содержание сухого вещества, фактически почти всегда достаточны, когда одна из ламинируемых поверхностей имеет вышеуказанную более низкую шероховатость поверхности, и что во многих случаях можно остановится на количестве от 1 до 1,5 г/м2, в расчете на содержание сухого вещества.
Лента слоя В также может представлять собой бумагу или картон, или другой слой на основе целлюлозы, соответственно чему адгезивный связующий полимер выбирается из PVOH, поливинилацетата, крахмала или производных крахмала, и целлюлозы и производных целлюлозы.
В этом случае адгезивный связующий полимер может быть нанесен в количестве от 0,5 до 4 г/м2, таком как от 1 до 3 г/м2, в зависимости от абсорбционной способности поверхности на основе целлюлозы соответственных первой и второй лент, обычно таком как от 2 до 3 г/м2, в расчете на содержание сухого вещества.
Наиболее надежные результаты адгезивного соединения могут быть получены, когда самый толстый и объемистый слой на основе целлюлозы, который обычно представляет собой слой А, имеет влагосодержание от 5 до 10% относительной влажности (RH - relative humidity), такое как от 5,5 до 7,5% RH. Этот уровень влажности обеспечивает быструю и равномерную абсорбцию в сетчатую структуру целлюлозных волокон поверхности слоя А, и/или слоев А и В, без любых негативных влияний на поведение слоев или лент на основе целлюлозы или любого(-ой) из них.
Слой А может иметь шероховатость поверхности по Бендтсену 300 мл/мин или выше, такую как 400 мл/мин или выше, такую как 500 мл/мин или выше, как определяется стандартом SCAN (Scandinavian Pulp and Paper Norms) P21-67 и в стандарте TAPPI UM535 (стандарт ISO 8791-2). Такая поверхностная шероховатость обычно обеспечивает достаточные адгезионные свойства поверхностей слоев на основе целлюлозы.
Скорость движения ленты, допускаемая вышеописанным способом, через зазор между прижимными валиками может составлять величину по меньшей мере 200 м/мин, такую как 300 м/мин или выше, такую как 400 м/мин или выше, такую как 500 м/мин или выше.
Адгезия между двумя ламинированными слоями А и В, главным образом, составляет по меньшей мере 60 Н/м, такую как по меньшей мере 100 Н/м.
В одном варианте исполнения способа пленка или лист В наслаивается на наружную сторону слоя А, то есть, составляющую наружную сторону упаковочного контейнера, изготовленного из упаковочного материала, и содержит подложку для печати или предварительно ламинированную структуру, содержащую подложку для печати, содержащую напечатанное декоративное изображение, и наружный прозрачный, защитный полимерный слой.
В еще одном варианте исполнения способа пленка или лист В наслаивается на внутреннюю сторону слоя А, то есть, находящуюся внутри упаковочного контейнера, изготовленного из упаковочного материала, и содержит по меньшей мере один барьерный слой или барьерное покрытие, или предварительно ламинированную структуру, содержащую барьерный слой или барьерное покрытие, и самый внутренний термосвариваемый, непроницаемый для жидкости термопластичный полимер.
В конкретном варианте исполнения пленка или лист В наслаивается на наружную сторону слоя А, то есть, составляющую наружную сторону изготовленного из упаковочного материала упаковочного контейнера, и содержит металлизированную полимерную пленку, которая должна составлять пропечатанную подложку для дополнительных декоративных напечатанных рисунков любым из способов флексографической печати, офсетной печати, или других современных технологий печати.
Таким образом, представлены первая лента, содержащая слой А из бумаги или картона, или другого материала на основе целлюлозы, и вторая лента В из металлизированной полимерной пленки, предназначенной для наружной стороны упаковочного материала, такой как пленка из ориентированного полипропилена (OPP - oriented polypropylene, BOPP) или пленка ориентированного полиэтилентерефталата (PET), и водная композиция, содержащая адгезив, наносится на металлизированную поверхность металлизированной пленки во время ее продвижения. Две ленты перемещаются к зазору между прижимными валиками, в то время как вторая лента имеет водный адгезив, нанесенный на ее поверхность, и объединяются и наслаиваются друг на друга посредством находящейся между ними водной адгезивной композиции при проходе через зазор между прижимными валиками, тогда как адгезивная композиция частично впитывается в первую ленту А. Нет необходимости в принудительном высушивании или термическом отверждении водной адгезивной композиции, и скорость ламинирования может поддерживаться высокой, в нормальном режиме с обычными скоростями ламинирования выше 300 м/мин, или выше 400 м/мин, или даже выше 500 м/мин. В частности, в этом варианте исполнения лента слоя А может представлять собой традиционный, покрытый глиной картон типа, пригодного для картонной упаковки жидкостей. Покрытая глиной поверхность частично абсорбирует водную адгезивную композицию так же хорошо, как сетчатая структура целлюлозных волокон без такого покрытия. Металлизированная поверхность пленки ленты В имеет высокую гладкость, так что нанесение тонкой пленки водного адгезива создает на ней равномерное влажное покрытие, и обеспечивает контролируемую и равномерную (по всей поверхности) абсорбцию адгезивной композиции в противолежащую поверхность для адгезивного соединения в зазоре между прижимными валиками, то есть, с покрытым глиной картоном ленты А. Адгезивный связующий полимер представляет собой дисперсию в воде сополимера этилена и акриловой кислоты с содержанием твердых веществ от 40 до 50 вес.%, и наносится в количестве около 2 г/м2, в расчете на содержание сухого вещества.
Затем ламинированный картон и наружная металлизированная пленка наматываются на рулоны и изготавливаются в больших количествах для промежуточного хранения на рулонах. Когда наступает время изготовления многослойного упаковочного материала, имеющего металлизированную пленку в качестве подложки для печати, многослойный материал из картона и металлизированной пленки разматывается с рулона и подается в печатающее устройство для традиционного напечатания декоративного рисунка на стороне пленки, с получением тем самым металлизированного блестящего декоративного фона. Затем пропечатанный материал дополнительно наслаивается на самый наружный и самый внутренний термосвариваемые, непроницаемые для жидкостей и защитные слои термопластичного полимера с использованием экструзионного нанесения покрытий или ламинирования пленкой обычным путем. Самый наружный термосвариваемый, непроницаемый для жидкостей и защитный слой термопластичного полимера в альтернативном варианте может быть нанесен посредством покрытия из водной дисперсии термопластичного полимера, когда желательна только малая толщина такого самого наружного слоя, или когда такой способ предпочтителен по другим соображениям. Сюда входит также наслоение материала барьерного слоя, такого как алюминиевая фольга, на внутреннюю сторону основного картонного слоя, между картоном и самым внутренним термопластичным слоем, то есть, на сторону картонного слоя, которая является противоположной относительно пропечатанной декоративной наружной стороны. В альтернативном варианте, первый этап абсорбции водного адгезива при наслоении картона на металлизированную пленку осуществляется объединенно как поточная операция с последующими операциями нанесения печати и фальцовки, без любого промежуточного наматывания на рулоны для хранения. Этот выбор зависит от настройки технологической линии ламинирования, а также объема поступивших заказов на различные декоративные изображения и различные подложки для печати, и решение принимается с учетом наиболее экономичного режима работы. Поскольку первый этап ламинирования является быстрым и легко осуществляемым, и нуждается только в одном ламинирующем устройстве, он достаточно легко и гибко сочетается с поточными операциями.
Адгезия, достигаемая между наружной металлизированной пленкой и картоном, составляет выше 100 Н/м, и оказалась настолько высокой, как это требуется на протяжении всего изготовления многослойного материала, промежуточного хранения в рулоне ламинированного материала, затем на этапах напечатания и наслоения, а также при изготовлении сформированных складыванием многослойного материала, заполненных и закупоренных упаковочных контейнеров с жидким пищевым продуктом. Преимущества упомянутого велики, и весьма значительно упрощают процесс изготовления упаковочного многослойного материала. До сих пор наслоение металлизированной пленки на картон осуществлялось экструзионным ламинированием расплава с промежуточным слоем в количестве около 10-15 г/м2 полиэтилена низкой плотности (LDPE - low density polyethylene), что, конечно, является значительно более дорогостоящим по соображениям стоимости сырьевых материалов. Кроме того, металлизированная пленка, которая является тонкой и требующей бережного обращения во время ламинирования, подвергается воздействию значительной тепловой нагрузки от горячего расплавленного экструдируемого LDPE с температурой около 280-320°С, в то время как пленочная лента протягивается с натяжением в зазор между охлаждающими прижимными валиками. Способом, как описанным выше, можно избежать любых дефектов, обусловленным небрежным обращением. Любой последующий этап ламинирования при нагревании осуществляется, когда пленка уже наклеена и скреплена с картоном, и поэтому уже не столь чувствительна к подобным тепловым нагрузкам в последующем процессе изготовления.
Согласно второму аспекту изобретения, представлен многослойный упаковочный материал, изготовленный способом согласно изобретению. Полученный упаковочный материал, наслоенный в одной или двух этапах соответствующим изобретению способом, будет содержать значительно меньшее количество термопластичного связующего полимера, по сравнению с современными традиционными материалами для упаковки жидкостей, то есть, ламинированными путем экструзионного ламинирования расплава, и тем самым имеет более высокое относительное содержание целлюлозных волокон и возобновляемого материала, что является преимущественным по соображениям защиты окружающей среды и предотвращения климатических изменений.
Согласно третьему аспекту изобретения, представлен упаковочный контейнер, изготовленный из многослойного упаковочного материала согласно изобретению. Тем самым был сделан вывод, что упаковочный контейнер имеет хорошую целостность упаковки, даже когда изготовлен способом ламинирования согласно изобретению, и может быть легко приспособлен к требованиям заказчика и рынка в отношении декоративных элементов, а также с использованием чувствительных сырьевых материалов и предварительно изготовленных или предварительно ламинированных полуфабрикатов.
В еще одном дополнительном варианте исполнения способ согласно изобретению может включать в себя этапы
а) формирования ленты из основного материала центрального модуля, содержащего целлюлозный разделительный слой, который не имеет или имеет пониженную жесткость при изгибе с плотностью ниже 850 кг/м3, и граммаж от 60 до 250 г/м2,
b) формирования ленты из материала наружного модуля, содержащей по меньшей мере слой подложки для печати с напечатанным на нем или нанесенным на него декоративным изображением или без него, причем материал наружного модуля предназначен для той стороны основного материала, которая ориентирована к наружной стороне упаковочного контейнера, изготовленного из многослойного упаковочного материала,
с) ламинирования наружной стороны ленты основного материала и ленты материала наружного модуля друг на друга,
d) добавления декоративного изображения на материал наружного модуля,
е) формирования ленты материала внутреннего модуля, содержащего по меньшей мере барьерный слой, причем материал внутреннего модуля предназначен для той стороны основного материала, которая ориентирована внутрь упаковочного контейнера, изготовленного из многослойного упаковочного материала,
f) ламинирования ленты материала внутреннего модуля и внутренней стороны ленты основного материала друг на друга,
g) нанесения самого наружного, прозрачного и непроницаемого для жидкости защитного слоя на наружную сторону материала наружного модуля,
h) нанесения самого наружного термопластичного, непроницаемого для жидкости и термосвариваемого слоя на внутреннюю сторону материала внутреннего модуля,
i) с получением тем самым ленты многослойного упаковочного материала на основе целлюлозы для жидкого или вязкого пищевого продукта, для дальнейшего наматывания на рулон,
причем разделительный слой составлен центральной сэндвичеобразной структурой внутри многослойного упаковочного материала, причем сэндвичеобразная структура имеет барьерный слой, размещенный с облицовочным слоем из бумаги или полимерной подложки на внутренней стороне разделительного слоя и взаимодействует с дополнительным облицовочным слоем, размещенным на наружной стороне разделительного слоя, причем по меньшей мере один из облицовочных слоев представляет собой бумажный облицовочный слой, и оба облицовочных слоя имеют значительно меньшую толщину и более высокий модуль Юнга, чем разделительный слой.
Этапы способа могут осуществляться в любом порядке, хотя считается предпочтительным порядок, как перечисленный выше, с позиции режима ламинирования. В альтернативном варианте, материалы внутреннего и наружного модулей могут быть предварительно изготовленными, то есть, предварительно ламинированными так, что для выдерживания двух операций ламинирования понадобится только имеющий низкую плотность и относительно более чувствительный центральный модуль с основным слоем, содержащим разделительный слой или состоящим из него. Поскольку имеющий низкую плотность разделительный слой может быть более чувствительным к давлению и напряжению, может быть благоприятным настолько бережное обращение с ним, насколько возможно, вплоть до получения готового упаковочного многослойного материала. В одном конкретном варианте исполнения наружный бумажный облицовочный слой должен быть сначала наслоен на основной слой, чтобы быть предварительно прорезанными совместно, когда проделывается предварительно прорезанный проем, отверстие или щель в более толстых объемистых частях материала, как это сейчас делается в традиционном массивном картоне. Такие проем, отверстие или щель тем самым будут заключены между другими слоями многослойного материала, которые наслаиваются в последующих операциях, в том числе внутренними слоями и внутренним барьерным слоем, а также самым наружным полимерным слоем, и которые совместно формируют ламинированную мембрану из материалов полимерного и барьерного слоев.
Такой упаковочный многослойный материал, имеющий бумажный облицовочный слой на внутренней стороне основного слоя, является особенно благоприятным, когда многослойный материал имеет предварительно прорезанный проем и наружный бумажный облицовочный слой, в результате чего может быть получена улучшенная вскрываемость ламинированной мембраны из слоев внутри области предварительно прорезанного проема. Открывающее устройство обычно имеет прорезающий или прорывающий элемент так, что мембрана прорезается или разрывается поперек предварительно прорезанного проема при открывании, когда скручивается/поворачивается крышка или резьбовая пробка открывающего устройства. Если имеет место слишком высокое сопротивление ламинированной мембраны прорезанию или прорыванию, становится затруднительным вскрытие упаковки с присоединенным открывающим устройством, например, когда в качестве материала слоев в мембране применяются слишком прочные полимерные пленки или слои. Кроме того, если низка адгезия между слоями ламинированной мембраны, будет происходить расслоение, и обрывки краев материалов будут выглядеть не очень хорошо после вскрытия. При использовании бумажного облицовочного слоя в качестве основной внутренней подложки барьерного слоя ламинированная мембрана будет механически стабильной и иметь высокое качество ламинирования, то есть, быть без любых разрывов или расслоений между слоями, до или после вскрытия.
Многослойный упаковочный материал, полученный способом согласно изобретению, тем самым может представлять собой трехмодульный сэндвичеобразный материал, содержащий разделительный слой на основе целлюлозы и механически стабилизирующий облицовочный слой из ориентированной пленки или бумажного слоя с высокой плотностью на наружной стороне разделительного слоя, дополнительно многослойный материал содержит барьерную бумагу или пленку, имеющую по меньшей мере некоторые барьерные свойства в отношении кислорода, на внутренней стороне, и по меньшей мере завариваемые слои и связующие слои, или адгезивные слои.
Разделительный слой тем самым может представлять собой слой, который создает дистанцию или промежуток между значительно более тонкими слоями материала, которые имеют более высокие модуль Юнга и плотность, такие как высокоплотный бумажный слой, размещенный на каждой стороне разделительного слоя, то есть, обеспечивающие жесткость и стабильность слои, так называемые облицовочные слои. Дополнительные слои могут быть размещены на сторонах разделительного слоя, участвуя в общей сэндвичеобразной конструкции, но основной эффект проявляется бумажными облицовочными слоями. Разделительный слой имеет более низкую или пониженную собственную жесткость при изгибе, и тем самым не содействует непосредственно жесткости при изгибе многослойного упаковочного материала. Однако косвенным образом он может очень сильно содействовать в результате взаимодействия со смежными или ламинированными слоями на обеих сторонах, причем некоторые из слоев имеют более высокий модуль Юнга, но меньшую толщину, по сравнению с разделительным слоем. В сэндвичеобразной конструкции важно, чтобы по меньшей мере один такой облицовочный слой, или усиливающий жесткость слой, присутствовал на каждой стороне разделительного слоя. Когда разделительный слой имеет очень низкую плотность и сам по себе не обеспечивает никакой характеристики жесткости при изгибе, необходим один облицовочный слой на каждой стороне разделительного слоя. Когда расстояние между бумажными облицовочными слоями увеличивается, также будет возрастать механическая прочность и жесткость при изгибе многослойной сэндвичеобразной структуры.
Пригодные для разделительного слоя материалы на основе целлюлозы могут представлять собой, например, так называемую вспененную целлюлозу, то есть, волокнистую целлюлозу в форме пены, которая представляет собой волокнистый материал с регулируемой плотностью, который может быть изготовлен в процессе пенообразования.
Основной слой, содержащий вспененную целлюлозу, тем самым имеет плотность ниже, чем 750 кг/м3, такую как ниже 700 кг/м3, такую как от 100 до 600 кг/м3, такую как от 100 до 500 кг/м3, такую как от 200 до 500 кг/м3, такую как от 200 до 400 кг/м3, такую как от 300 до 500 кг/м3, такую как от 300 до 400 кг/м3. Чем ниже плотность слоя вспененной целлюлозы, тем выше экономическая эффективность в отношении расходуемых сырьевых материалов, тогда как лучшая устойчивость к условиям сокращения толщины вспененной целлюлозы была получена при величине выше 300 кг/м3. Согласно одному варианту исполнения, был сделан вывод, что оптимальная плотность вспененной целлюлозы, используемой в многослойных упаковочных материалах, составляет от 300 до 500 кг/м3, в частности, от 300 до 400 кг/м3.
Содержащий вспененную целлюлозу основной слой, как описываемый здесь в аспектах и вариантах исполнения, дополнительно создает желательную устойчивость против расслоения, то есть, он с трудом расслаивается в стандартных условиях. Сопротивление расслаиванию может быть определено, например, посредством устройства для испытания внутренней энергии связывания Huygen Internal Bond, которое действует согласно стандарту TAPPI T569 и дает значения в Дж/м2, которые для упаковочного материала здесь составляют между 60-300 Дж/м2, такие как 60-250 Дж/м2, такие как 80-200 Дж/м2, такие как 140-200 Дж/м2. В некоторых аспектах и вариантах исполнения основной слой обусловливает дистанцию между барьерным слоем и самым наружным термопластичным декоративным слоем, и тем самым создает возможность точно приспособленного формирования структур многослойного упаковочного материала. В некоторых вариантах исполнения содержащий вспененную целлюлозу основной слой обеспечивает сопротивление расслоению в сочетании с прочностью на сжатие по направлению (ZD) толщины, и создает достаточное расстояние между барьерным слоем и декоративным слоем.
Вспененная целлюлоза может быть получена смешением целлюлозных волокон и вспенивающей текучей среды, такой как вода и, необязательно, поверхностно-активное вещество, такое как додецилсульфат натрия (SDS). Количество поверхностно-активного вещества должно составлять от 0,1 вес.% до 20 вес.%, быть таким как от 0,5 вес.% до 10 вес.%, таким как от 1 вес.% до 5 вес.%, таким как 1,5 вес.%-3 вес.%. Роторная мешалка на общем генераторе пены создает вспененную целлюлозу. Как правило, пена образуется подачей газа в смесь. Примером подходящего газа является воздух. Еще одним пригодным газом является кислород. Как правило, газ вводится в смесь в виде сжатого газа и посредством вихревого движения вызывает перемешивание. Как правило, целлюлоза представляет собой жидкостную дисперсию, содержащую целлюлозные волокна. Одним примером жидкости является вода. Некоторые примеры целлюлозных волокон представляют волокна на основе целлюлозы, такие как волокна целлюлозы химической переработки, волокна целлюлозы химико-термомеханической переработки, волокна целлюлозы термомеханической переработки, и волокна сульфатной целлюлозы. Дисперсия волокон, например, может быть добавлена к вспенивающей текучей среде после того, как пена была сформирована текучей средой (включающей в себя поверхностно-активное вещество). Содержащая целлюлозные волокна жидкостная дисперсия необязательно может быть объединена со вспенивающей текучей средой до вспенивания. Если необходимо, для регулирования консистенции пены может быть внесена добавка. Образованная, как здесь описывается, вспененная целлюлоза пропускается через сопловую насадку («напорный бак»), где давление и формующие устройства создают ленту вспененной целлюлозы, которая наматывается на рулон после по меньшей мере частичного высушивания, и хранится для использования в будущем при изготовлении, например, упаковочного материала. Лента вспененной целлюлозы необязательно может быть использована в поточном режиме, то есть, с непосредственным нанесением дополнительных слоев, чтобы преобразовать ленту вспененной целлюлозы в многослойный упаковочный материал для упаковки жидкого или полужидкого пищевого продукта. По сравнению с традиционным изготовлением бумаги, дополнительное или модифицированное высушивание может быть надлежащим образом применено для достижения желательных влагосодержания и плотности.
В некоторых вариантах исполнения вспененная целлюлоза может быть смешана с другими материалами, например, добавками, и/или микрофибриллированной целлюлозой, и/или облагороженной целлюлозой, и/или упрочняющими химикатами или агентами, такими как крахмал и его производные, манногалактаны, карбоксиметилцеллюлоза, меламино-формальдегидные коллоиды, мочевино-формальдегидные смолы, смолы на основе полиамида-полиамина-эпихлоргидрина.
Еще один пример разделительного слоя выполнен из так называемого тарного картонного материала, который обычно имеет довольно высокую плотность, но более низкую собственную жесткость при изгибе, а также другие отличия в отношении механических характеристик, то есть, все-таки ненадлежащие механические свойства в сравнении с традиционным упаковочным картоном для жидкостей, такие как размерная и механическая стабильность, и тем самым целостность и барьерные свойства упаковок, изготовленных из многослойного материала, имеющего основной слой из такого материала, ухудшались бы при традиционном изготовлении упаковочного многослойного материала.
В частности, он сам по себе имеет значительно более низкую жесткость при изгибе сравнительно с многослойным упаковочным материалом, пригодным для упаковки жидкостей. Жесткость при изгибе обычно не измеряется на материалах тарных контейнеров, поскольку они в любом случае предназначаются для изготовления гофрированного картона, но как было измерено, такие материалы имеют жесткость при изгибе по меньшей мере на 30%, такую как по меньшей мере на 40%, такую как по меньшей мере на 50% ниже, чем жесткость при изгибе картона для упаковки жидкостей, например, типа Triplex или Duplex, при соответствующем граммаже, за исключением граммажа предназначенного для печати покрытия (каолинового покрытия). Как правило, гофрированные материалы имеют более высокую жесткость при изгибе в расчете на граммаж, нежели облицовочные картонные материалы.
Однако он все-таки содействует общей жесткости при изгибе многослойного упаковочного материала созданием разделительного слоя в сэндвичеобразной конструкции между облицовочными слоями, которые имеют более высокий модуль Юнга, и тем, что имеет более высокие характеристики прочности на сжатие в плоскости (x-y) слоя, чем традиционный картон для упаковки жидкостей.
Тарный картон также известен как гофрированный коробочный материал (CCM), и материалы, необходимые для гофрированного коробочного материала, представляют собой гофрированную сердцевину (или гофрированный материал), которая при применении является складчатой (волнистой), и затем размещается склеиванием между двумя плоскими облицовочными картонами, или облицовочными материалами. Такая гофрированная конструкция создает высокую жесткость при изгибе сэндвичеобразной структуры благодаря складчатому промежуточному слою, который действует как промежуточный или разделительный слой между двумя относительно тонкими облицовочными слоями. Два типа бумаги, которая составляет тарный картон, тем самым представляют собой облицовочный материал, также обычно называемый крафт-лайнером или тест-лайнером, и флютинг (или гофрированная сердцевина).
Два типа бумаги, которые составляют тарный картон, представляют собой облицовочный картонный материал и флютинг (или гофрированная сердцевина). Поскольку тарный картон главным образом выполнен из волокон натуральной небеленой целлюлозы, он обычно является коричневым или бежевым, хотя его оттенок может варьировать в зависимости от типа целлюлозы. При плотности менее 835 кг/м3 он является коричневым или бежевым, и содержит главным образом волокна древесины хвойных пород, такие как волокна ели и сосны.
Тем самым флютинг представляет собой бумажный продукт, обычно используемый в качестве гофрированной сердцевины в тарных гофрокартонах, имеющих плотность от 600 до 750 кг/м3, такую как от 600 до 700 кг/м3, обычно около 650 кг/м3. Гофрированная бумага является коричневой или бежевой, и содержит главным образом короткие волокна, и, аналогично облицовочному картону, как правило, представляет собой недорогую низкокачественную бумагу, которая сама по себе непригодна для изготовления картонных упаковок для жидкостей. Однако, будучи применяемой в качестве разделительного слоя в сэндвичеобразной структуре, она может быть вполне эффективной для этой цели, и за значительно меньшую цену, если относится к утвержденному сорту и надлежащим образом сочетается с правильными слоями в таком упаковочном многослойном материале.
Однако флютинг как материал формировал бы разделительный слой, который является негофрированным, будучи менее жестким, более дешевым волокнистым материалом, который может обеспечивать достаточное расстояние в сэндвичеобразной конструкции для многослойного картонного материала для упаковки жидкостей. Гофрированные разделительные слои, то есть, волнообразные разделительные слои, не входят в пределы области настоящего изобретения. Гофрированные картонные материалы предназначались бы для совершенно иных технических вариантов применения и требований к многослойным картонным материалам для упаковки жидкостей, и здесь рассматриваться не будут.
Волокна, обычно используемые в изготовлении материалов тарных контейнеров, могут быть в широком смысле классифицированы на две основных группы, повторно используемые волокна и новые, то есть, первичные, волокна. Свойства бумаги зависят от структурных характеристик разнообразных волокон, которые составляют лист. Вообще говоря, чем выше содержание первичных волокон, тем прочнее и жестче (с более высоким сопротивлением сжатию) будет флютинг или облицовочный картонный материал. Гофрированный материал, который был исследован для цели этого изобретения, представляет собой полухимический флютинг, полученный из 100% первичных волокон, образованных из твердой древесины, такой как береза, от фирмы Powerflute. Береза является оптимальным сырьевым материалом для флютинга. Ее структура содержит лигнин и гемицеллюлозу с высокими концентрациями. Способ варки целлюлозы сохраняет природный имеющую высокую гидрофобность лигнин и модифицирует остаточную гемицеллюлозу так, что защищается гибкая целлюлозная сердцевина волокна. Это придает характеристики более высокой жесткости и пластической деформации. Будучи используемыми для упаковки жидкостей, доступные гофрированные материалы на рынке должны дополняться одним или многими дополнительными проклеивающими агентами во время изготовления целлюлозной ленты, чтобы выдерживать условия с присутствием жидкостей и высокой влажности для этого нового применения и нанесения. Традиционные технологии проклеивания и химикаты (AKD (алкилкетеновые димеры), ASA (акрилонитрил-стирол-акрилатный сополимер), канифоль, и т.д.) могут быть использованы для гофрированного материала, чтобы удовлетворять необходимым требованиям для конкретного продукта.
Облицовочный картон, изготовленный из первичных волокон, называется крафт-лайнером, тогда как облицовочный картон из вторичных волокон известен как тест-лайнер. Также возможны смеси первичных и вторичных волокон. Облицовочный крафт-картон должен иметь по меньшей мере 80 вес.%, и предпочтительно 100 вес.% первичных волокон. Используемые для облицовочного картона волокна являются более длинными, чем волокна в гофрированном материале, и поскольку облицовочный картон с самого начала предназначен для наружных облицовочных слоев, они также проклеиваются проклеивающими агентами, чтобы противостоять различным уровням влажности и условиям сырости.
Тем самым материалы для тарного картона имеют более низкую жесткость при изгибе, чем соответствующие картоны для упаковки жидкостей, но, с другой стороны, имеют более высокий SCT-индекс, то есть, более высокое значение SCT-индекса в расчете на единицу удельного веса (граммажа) по продольному направлению (MD), чем обычный картонный материал для жидкостей, или прочие бумажные или целлюлозные материалы, которые были бы пригодными в этом контексте. Значение SCT представляет собой характеристику, измеряемую согласно международному стандарту ISO9895, и которая основывается на сравнении различных тарных картонных материалов друг с другом. SCT, или Short Compression Test, измеряет внутреннее сопротивление сжатию волокон бумаги, то есть, прочность при сжатии бумаги в плоскости, в поперечном (CD) и продольном (MD) направлении. Эта характеристика варьирует с граммажем конкретной измеряемой бумаги. Граммаж бумажных продуктов измеряется согласно стандарту ISO 536.
Упаковки, изготовленные из материала, имеющего более высокий SCT-индекс, имеют лучшую пригодность для штабелирования, и тем самым это является мерой прочности на сжатие в расчете на граммаж в плоскости (x-y) картонного материала. Тарные картонные материалы обычно имеют SCT-индекс свыше 30 Нм/г в продольном (MD) направлении, и тем самым обеспечивали бы, помимо всего прочего, необходимые характеристики прочности на сжатие и пригодности для штабелирования для картонного многослойного материала для жидкостей. Эти материалы не нуждаются в оптимизации в отношении характеристик жесткости при изгибе, поскольку они будут использоваться только в качестве (негофрированных) разделительных слоев в многослойных материалах для картонных упаковок для жидкостей. Таким образом, в то время как такие облицовочные картонные материалы с самого начала не предназначены для облицовочных слоев в гофрированной картонной сэндвичеобразной структуре, они для цели настоящего изобретения будут применены как разделительный слой в многослойной структуре, имеющей дополнительные облицовочные слои, ламинированные на каждой его стороне, чтобы обеспечить требуемые характеристики жесткости при изгибе для картонных многослойных материалов для жидкостей.
Для сравнения, современные картонные материалы для упаковки жидкостей имеют SCT-индекс около 25 Нм/г, но затем также оптимизируются в отношении всех других свойств, поскольку они главным образом рассчитываются на обеспечение размерной стабильности картонных многослойных материалов для упаковки жидкостей. При замене современного оптимизированного картона для жидкостей недорогим разделительным слоем в сэндвичеобразной структуре многослойного материала, такой разделительный слой должен иметь более высокий SCT-индекс, выше 30 Нм/г, чтобы компенсировать утрату свойств, связанную с удалением соответствующего прототипу картона.
Поскольку новый разделительный слой будет наслоен на дополнительные облицовочные слои в сэндвичеобразной конфигурации в многослойной структуре, нет необходимости в создании белой или гладкой (например, покрытой глиной) предназначенной для печати поверхности на самом разделительном слое. Кроме того, в этом отношении тарные картонные материалы тем самым представляют собой материалы, пригодные для такого разделительного слоя.
Что касается влагостойкости, тарные картонные материалы могут иметь значение влагопоглощения по Коббу ниже, чем 35 г/м2, чтобы действовать лучше в картонном упаковочном многослойном материале для жидкостей. Значение по Коббу измеряется согласно стандарту ISO 535, и уже удовлетворяется большинством облицовочных картонных материалов, тогда как для некоторых гофрированных материалов может потребоваться дополнительное проклеивание, чтобы быть использованными в качестве негофрированного разделительного слоя в картонном упаковочном многослойном материале для жидкостей. Соответственно этому, тарный картонный материал в основном слое содержит по меньшей мере одну проклеивающую добавку.
В дополнительном варианте исполнения разделительный слой может содержать комбинацию различных типов целлюлозы или бумаги. Если разделительный слой содержит вспененную целлюлозу, то доля вспененной целлюлозы составляет по меньшей мере 20%, является такой, как по меньшей мере 25%, такой как по меньшей мере 30%, такой как по меньшей мере 40% толщины основного слоя. Процентные доли могут быть определены обследованием поперечного сечения упаковочного материала с использованием микроскопа.
При сокращении толщины от традиционного картона для упаковки жидкостей до таких альтернативных целлюлозных материалов для основного слоя обнаружилось, что барьер из алюминиевой фольги, наслоенный на внутреннюю сторону основного слоя, может получить мелкие трещины, и больше уже не становится непроницаемым для проникновения газа. В стремлении к экономии расходов на картонный материал тем самым обнаружилась необходимость в расходовании большего количества барьерного материала, чтобы компенсировать потерю свойств кислородного барьера. Конечно, еще одной идеей была замена алюминиевой фольги каким-то иным, лучшим барьером, но это до сих пор рассматривалось как дорогостоящее пожелание и/или дорогостоящее объединение нескольких различных барьерных слоев, которые скорее являются толстыми и наслоенными друг на друга, чтобы обеспечить необходимые барьерные свойства.
В еще одном варианте исполнения основной слой главным образом содержит материал разделительного слоя, но в дополнение может содержать один или два встроенных бумажных слоя, имеющих относительно более высокий модуль Юнга, но меньшую толщину, чем разделительный слой, чтобы придать некоторую механическую прочность и жесткость при изгибе готовому полученному многослойному материалу.
Согласно одному варианту исполнения, конечный многослойный материал содержит по меньшей мере одну такую более тонкую и более жесткую бумагу, размещенную на каждой стороне разделительного слоя. При такой конфигурации более тонкие бумаги, имеющие более высокий модуль Юнга, действуют подобно полкам I-образной двутавровой конструкции или облицовочным слоям сэндвичеобразной конструкции, тем самым механически стабилизируя слоистую конструкцию, например, в отношении жесткости при изгибе и прочности на сжатие по разнообразным направлениям внутри материала.
Такие подходящие стабилизирующие бумажные облицовочные слои могут быть найдены среди крафт-бумаг, жиронепроницаемых бумаг или пергаментных бумаг. Они должны иметь граммаж от 20 до 100 г/м2, такой как от 30 до 70 г/м2, такой как от 30 до 60 г/м2, и плотность от 600 до 1500 кг/м3.
Как правило, бумажные облицовочные слои должны иметь модуль Юнга от 1 до 10 ГПа, такой как от 5 до 10 ГПа.
Бумажные облицовочные слои могут быть включены в структуру многослойного материала различными путями. Например, когда разделительный слой сам по себе имеет более высокую плотность и собственную жесткость, такую как разделительный слой из гофрированного материала, материал основного слоя может содержать слой гофрированного материала и такой более тонкий и с более высокой плотностью бумажный облицовочный слой на одной стороне разделительного слоя. Тогда это может быть достаточным для готового многослойного материала, чтобы иметь барьерную бумагу с уплотненной поверхностью на внутренней стороне, и иметь менее стабилизирующий облицовочный слой из иного материала, такого как ориентированная полимерная пленка, на наружной стороне разделительного слоя. В альтернативном варианте, бумажный облицовочный слой может быть включен также в наружный модуль материала для наслоения на слой из гофрированного материала.
Жесткость при изгибе упаковочного многослойного материала может обусловливаться толщинами и модулем Юнга индивидуальных слоев. Для согласования механических свойств сэндвичеобразной структуры многослойного материала облицовочные слои слоистой конструкции должны быть размещены на каждой соответственной стороне разделительного слоя так, чтобы они имели по существу одинаковую жесткость при удлинении. Жесткость при удлинении задается произведением модуля Юнга на толщину. Это можно регулировать вариацией толщины и модуля Юнга бумаг, и там, где присутствуют более чем один из таких бумажных облицовочных слоев на одной стороне разделительного слоя, имеется формула для расчета общей жесткости при изгибе упомянутой конкретной комбинации облицовочных слоев.
В варианте исполнения, где основной слой содержит вспененную целлюлозу, готовый многослойный материал содержит один бумажный облицовочный слой, размещенный на каждой стороне разделительного слоя, чтобы обеспечить достаточную стабильность готового многослойного упаковочного материала.
В одном варианте исполнения основной материал тем самым содержит разделительный слой и бумагу с барьерным покрытием в качестве облицовочного слоя на первой стороне (внутренней стороне) разделительного слоя, тогда как материал наружного модуля также содержит бумажный облицовочный слой в качестве подложки для печати, наслоенный на вторую сторону (наружную сторону) основного и разделительного слоя. В еще одном варианте исполнения материал основного слоя содержит разделительный слой и встроенный бумажный облицовочный слой на второй стороне разделительного слоя, тогда как материал внутреннего модуля содержит барьерный бумажный облицовочный слой, тем самым наслоенный на первую сторону основного и разделительного слоя.
В дополнительном варианте исполнения основной материал содержит разделительный слой и один встроенный бумажный облицовочный слой на каждой стороне разделительного слоя.
В одном конкретном варианте исполнения разделительный слой представляет собой волокнистый слой, сформированный в процессе пенообразования, и имеет граммаж 150 г/м2 и толщину 600 мкм, и имеет высокоплотную бумагу с граммажем от 60 до 80, таким как 70, г/м2, размещенную на каждой его стороне.
Подходящая подложка для печати может представлять собой стабилизирующую растянутую и предварительно изготовленную полимерную пленку, которая может быть полимерной пленкой, выбранной из группы, состоящей из пленок, основанных на любом из сложных полиэфиров, таких как ориентированный или неориентированный полиэтилентерефталат (PET - polyethylene terephthalate), ориентированный или неориентированный полиэтиленфураноат (PEF - polyethylenefuranoate), ориентированный или неориентированный полибутилентерефталат (PBT - polybutylene terephthalate), полиэтиленнафталат (PEN - polyethylene napthanate), полиамиды, такие как неориентированный или ориентированный полиамид (PA, OPA, BOPA), сополимеры этилена и винилового спирта (EVOH - ethylene vinyl alcohol copolymers), полиолефины, такие как полипропилен, моно- или биаксиально ориентированный полипропилен (PP, OPP, BOPP), полиэтилены, такие как ориентированный или неориентированный полиэтилен высокой плотности (HDPE - high density polyethylene), линейный полиэтилен низкой плотности (LLDPE - inear low density polyethylene), и циклоолефиновые сополимеры (COC - cyclo-olefin co-polymers), и смеси любых из указанных полимеров, или многослойной пленкой, имеющей поверхностный слой, содержащий любой из указанных полимеров или их смеси.
Подложка для печати может иметь пригодную для напечатания поверхность, которая представляет собой покрытую глиной белую поверхность бумаги, или поверхность бумаги естественного коричневого цвета, или металлизированную пленку, или металлизированную поверхность бумаги.
Материал наружного модуля тем самым может быть наслоен на материал основного слоя нанесением водной адгезивной композиции в количестве от 1 до 4 г/м2, таком как от 1 до 3 г/м2, на одну из адгезивно соединяемых друг с другом поверхностей, и последующим прижатием их друг к другу.
Материал внутреннего модуля может быть наслоен на основной материал нанесением водной адгезивной композиции в количестве от 1 до 4 г/м2, таком как от 1 до 3 г/м2, на одну из адгезивно соединяемых друг с другом поверхностей, и последующим прижатием их друг к другу.
При ламинировании двух лент материалов внутреннего и наружного модулей на ленту основного слоя одна из этапов ламинирования может быть выполнена путем экструзионного ламинирования расплава с промежуточным размещением расплавленного термопластичного связующего полимера, который представляет собой общепринятый способ ламинирования двух лент друг на друга. В одном варианте осуществления изобретения, где все ламинируемые друг с другом поверхности представляют собой поверхности бумаги или поверхности на основе целлюлозы, будет хорошая результирующая адгезия между наслоенными поверхностями. Для некоторых типов поверхностей может потребоваться окислительная предварительная обработка поверхности перед адгезивным соединением с другой поверхностью, или, альтернативно или в дополнение, экструдируемый из расплава связующий полимер может, по меньшей мере частично, содержать адгезивный термопластичный полимер, то есть, полимер, имеющий функциональные группы со сродством к разнообразным поверхностям, обычно карбоксильные группы или фрагменты малеинового ангидрида.
Пригодные адгезивные полимеры для экструдированных из расплава связующих слоев внутри многослойного материала, то есть, между наружным термосвариваемым слоем и покрытым барьером или грунтовкой слоем подложки, или для связывания барьерной пленки с основным слоем в таком одно- или многослойном ламинированном слое, представляют собой так называемые адгезивные термопластичные полимеры, такие как модифицированные полиолефины, которые главным образом основываются на сополимерах LDPE или LLDPE, или привитых сополимерах с функциональными группами, содержащих такие мономерные структурные единицы, как карбоксильные или глицидильные функциональные группы, например, мономеры (мет)акриловой кислоты или мономеры малеинового ангидрида (MAH) (то есть, сополимер этилена и акриловой кислоты (EAA) или сополимер этилена и метакриловой кислоты (EMAA)), сополимер этилена и глицидил(мет)акрилата (EG(M)A) или MAH-привитый полиэтилен (MAH-g-PE). Еще один пример таких модифицированных полимеров или адгезивных полимеров представляют так называемые иономеры или иономерные полимеры. Модифицированный полиолефин предпочтительно представляет собой сополимер этилена и акриловой кислоты (EAA) или сополимер этилена и метакриловой кислоты (EMAA).
Также могут быть применимыми соответствующие модифицированные термопластичные адгезивы или связующие слои на основе полипропилена, в зависимости от требований к готовым упаковочным контейнерам.
Такие адгезивные полимерные слои или связующие слои обычно наносятся совместно с соответствующими наружными слоями или дополнительными связующими основной и барьерный слоями в операции соэкструзионного нанесения покрытий.
Водная адгезивная композициюя тем самым может быть нанесена на одну из наслаиваемых друг на друга поверхностей, и затем соединяемую с другой поверхностью в ламинирующем устройстве, включающем один или многие зазоры между ламинирующими прижимными валиками.
Предпочтительно, и как правило, чтобы прилагать настолько малое давление к непрочному имеющему низкую плотность разделительному слою, насколько возможно, должен быть только один ламинирующий зазор в ламинирующем устройстве. Однако может быть так, что в некоторых вариантах исполнения могут быть благоприятными несколько последовательных зазоров между прижимными валиками, с приложением более низкого давления в зазоре, но несколькими последовательными зазорами между прижимными валиками, или с одной протяженной конфигурацией зазора, чтобы усилить адгезию.
Многослойные упаковочные материалы согласно изобретению могут иметь более высокое содержание волокон и материалов из возобновляемых источников, что является преимущественным из соображений защиты окружающей среды. Кроме того, благодаря увеличенной пропорции целлюлозных волокон в материале может упроститься обращение в процессах повторного использования, в частности, когда одновременно может быть сокращено также пропорциональное количество термопластичных полимерных слоев и алюминиевой фольги. Например, это дает один благоприятный эффект, когда ламинирование модулей на основе целлюлозы может быть выполнено наслоением с поглощением водного адгезива, то есть, способом наслоения, в котором только очень небольшое количество полимерного адгезива наносится и связывает две ламинируемые поверхности между собой, в то время как водная среда или растворитель впитывается в сетчатую структуру целлюлозных волокон ламинированного(-ных) слоя(-ев), и не требуются дополнительные высушивание или нагревание. Таким образом, в то время как требуется меньшее количество термопластичного связующего материала, такого как при экструзионном ламинировании расплавом, относительная пропорция слоев бумаги или материала на основе целлюлозы в упаковочном материале возрастает, и, кроме того, может быть сокращена толщина барьерных слоев благодаря эффективным комбинациям свойств разнообразных слоев материалов, входящих в состав многослойного упаковочного материала.
Подходящие термопластичные полимеры для самых наружных и самых внутренних термосвариваемых непроницаемых для жидкости слоев в многослойном упаковочном материале согласно изобретению представляют собой полиолефины, такие как полиэтиленовые и полипропиленовые гомо- или сополимеры, предпочтительно полиэтилены, и более предпочтительно полиэтилены, выбранные из группы, состоящей из полиэтилена низкой плотности (LDPE), линейного LDPE (LLDPE), полученных с использованием односайтовых металлоценовых катализаторов полиэтиленов (m-LLDPE), и их смесей или сополимеров. Согласно предпочтительному варианту исполнения, самый наружный термосвариваемый непроницаемый для жидкости слой представляет собой LDPE, тогда как самый внутренний термосвариваемый непроницаемый для жидкости слой составлен смешанной композицией m-LLDPE и LDPE для оптимального ламинирования и характеристик термосваривания. Самые наружные и самые внутренние термопластичные полимерные могут быть нанесены способом (со-)экструзионного нанесения покрытий расплавленного полимера до желательной толщины. Согласно еще одному варианту исполнения, самые наружные и/или самые внутренние непроницаемые для жидкости и термосвариваемые слои могут быть нанесены в форме предварительно изготовленных, ориентированных или неориентированных пленок.
Те же самые термопластичные материалы на основе полиолефинов, в частности, полиэтилены, как перечисленные выше в отношении самых наружных и самых внутренних слоев, также пригодны в связующих слоях внутри многослойного материала, то есть, между основным, или сердцевинным, слоем, таким как бумага или картон, и предварительно ламинированным материалом, в том числе барьерной пленкой или еще одним пленочным слоем.
Возможные дополнительные барьерные слои могут включать пленку или тонкую бумажную подложку, имеющую барьерное покрытие, такое как барьерное покрытие, нанесенное созданием покрытия из дисперсии или покрытия из жидкостной пленки, или осажденное из паровой фазы барьерное покрытие.
Подходящая пленочная подложка для таких барьерных пленок может быть полимерной пленкой, выбранной из группы, состоящей из пленок на основе любого из сложных полиэфиров, таких как ориентированный или неориентированный полиэтилентерефталат (PET), ориентированный или неориентированный полиэтиленфураноат (PEF), ориентированный или неориентированный полибутилентерефталат (PBT), полиэтиленнафталат (PEN), полиамиды, такие как неориентированный или ориентированный полиамид (PA, OPA, BOPA), сополимеры этилена и винилового спирта (EVOH), полиолефины, такие как полипропилен, моно- или биаксиально ориентированный полипропилен (PP, OPP, BOPP), полиэтилены, такие как ориентированный или неориентированный полиэтилен высокой плотности (HDPE), линейный полиэтилен низкой плотности (LLDPE), и циклоолефиновые сополимеры (COC), и смеси любых из указанных полимеров, или многослойной пленкой, имеющей поверхностный слой, содержащий любой из указанных полимеров или их смеси.
Согласно некоторым вариантам исполнения, барьерные характеристики могут быть обеспечены полимерным слоем или многочисленными слоями, или пленкой из одного или многих барьерных полимеров, тогда как в других вариантах исполнения полимер пленки предназначен только для цели создания подложки для последующего нанесения барьерного покрытия.
Барьерные свойства в отношении кислорода могут быть обеспечены тонкими покрытиями жидкостной пленки, например, барьерных полимеров, которые нанесены как покрытия в форме дисперсии или раствора в жидкостной среде или растворителе, на такую подложку, как подложка из бумаги или полимерной пленки, и затем высушены с образованием тонких барьерных покрытий. Важно, чтобы упомянутые дисперсия или раствор были однородными и стабильными, приводя к равномерному покрытию с единообразными барьерными свойствами. Примерами пригодных полимеров для водных композиций являются поливиниловые спирты (PVOH), диспергируемые в воде сополимеры этилена и винилового спирта (EVOH), или диспергируемые в воде или водорастворимые полимеры на основе полисахаридов. Такие слои, нанесенные в виде покрытия из дисперсии или так называемой жидкостной пленки (LFC - liquid film coated), могут быть сделаны очень тонкими, вплоть до десятых долей грамма на м2, и могут обеспечивать высококачественные однородные слои, при условии, что дисперсия или раствор являются однородными и стабильными, то есть, тщательно приготовленными и смешанными. PVOH имеет превосходные характеристики кислородного барьера в сухими условиях, и также проявляют очень хорошие барьерные свойства в отношении запахов, то есть, способность предотвращать проникновение пахучих веществ в упаковочный контейнер из окружающей среды, например, в холодильнике или в складском помещении, каковая способность становится важной при долговременном хранении упаковок. Кроме того, такие полимерные слои, образованные покрытием из жидкостной пленки диспергируемых в воде или водорастворимых полимеров, часто проявляют хорошую внутреннюю адгезию к соседним слоям, что содействует хорошей целостности готового упаковочного контейнера.
Соответственно, такой барьерный полимер тем самым выбирается из группы, состоящей из полимеров на основе винилового спирта, таких как PVOH или диспергируемый в воде EVOH, полисахаридов, например, таких как крахмал или производные крахмала, целлюлозных нанофибрилл (CNF - cellulose nanofibrils), нанокристаллической целлюлозы (NCC - nanocrystalline cellulose), гемицеллюлозы, хитозана, или других производных целлюлозы, диспергируемого в воде поливинилиденхлорида (PVDC - polyvinylidenechloride), или диспергируемых в воде сложных полиэфиров, или комбинаций двух или более из них.
Полимерный связующий материал более предпочтительно выбирается из группы, состоящей из PVOH, диспергируемого в воде EVOH, полисахаридов, например, таких как крахмал или производные крахмала, хитозан или другие производные целлюлозы, или комбинаций двух или более из них.
Такие барьерные полимеры тем самым надлежащим образом наносятся способом нанесения покрытия из жидкостной пленки, то есть, в форме водной или на основе растворителя дисперсии или раствора, которая при нанесении растекается в тонкий однородный слой на подложке, и после этого высушивается перед ламинированием или нанесением покрытия из дополнительных слоев.
Водные композиции обычно имеют определенные преимущества в плане защиты окружающей среды. Жидкостная газобарьерная композиция предпочтительно имеет водную основу, поскольку такая композиция обычно представляет также меньшую опасность для производственной среды на рабочем месте, нежели системы на основе растворителей.
Газобарьерный полимер наиболее предпочтительно представляет собой PVOH, поскольку он имеет все вышеуказанные хорошие свойства, то есть, характеристики формирования пленки, газобарьерные свойства, экономическую эффективность, совместимость с пищевыми продуктами, и барьерные характеристики в отношении запахов.
Газобарьерная композиция на основе PVOH действует лучше всего, когда PVOH имеет степень омыления по меньшей мере 98%, предпочтительно по меньшей мере 99%, хотя PVOH с более низкими степенями омыления также обеспечивают газобарьерные свойства.
Согласно дополнительному варианту исполнения, жидкостная композиция дополнительно содержит неорганические частицы, чтобы еще больше улучшать барьерные свойства в отношении газообразного кислорода.
Например, полимерный связующий материал может быть смешан с неорганическим соединением, которое имеет пластинчатую форму или форму хлопьев. При слоистом размещении хлопьевидных неорганических частиц молекула газообразного кислорода должна мигрировать по более длинному пути, по извилистой траектории, через слой кислородного барьера, чем обычный прямолинейный путь сквозь барьерный слой.
Неорганическое пластинчатое соединение представляет собой так называемое соединение из наночастиц, диспергированное до расслоенного состояния, то есть, ламели слоистого неорганического соединения отделяются друг от друга посредством жидкостной среды. Тем самым слоистое соединение предпочтительно может набухать или расщепляться полимерной дисперсией или раствором, которые при диспергировании проникают в слоистую структуру неорганического материала. Оно также может быть подвергнуто набуханию действием растворителя перед добавлением раствора полимера или дисперсии полимера. Таким образом, неорганическое пластинчатое соединение диспергируется до расслоенного состояния в жидкостной газобарьерной композиции и в высушенном барьерном слое. Имеются многие химически стабильные наноглинистые минералы, но предпочтительными наночастицами являются наночастицы монтмориллонита, такие как очищенный монтмориллонит или подвергнутый натриевому обмену монтмориллонит (Na-MMT). Неорганическое соединение из пластинчатых наноразмерных частиц или глинистый минерал предпочтительно имеет аспектное отношение 50-5000, и размер частиц до около 5 мкм в расслоенном состоянии.
Подходящие неорганические частицы главным образом состоят из пластинчатых частиц бентонита, имеющих аспектное отношение от 50 до 5000.
Барьерный слой предпочтительно включает в себя от около 1 до около 40 вес.%, более предпочтительно от около 1 до около 30 вес.%, и наиболее предпочтительно от около 5 до около 20 вес.% неорганического пластинчатого соединения, в расчете на вес сухого покрытия. Если количество является слишком малым, газобарьерные свойства нанесенного в виде покрытия и высушенного барьерного слоя не будут заметно улучшены по сравнению с ситуацией, когда неорганическое пластинчатое соединение не применяется. Если количество является слишком большим, будет становиться более затруднительным нанесение жидкостной композиции в виде покрытия, и более затруднительным обращение с нею в резервуаре для хранения и в трубопроводах системы нанесения. Барьерный слой предпочтительно включает в себя от около 99 до около 60 вес.%, более предпочтительно от около 99 до около 70 вес.%, и наиболее предпочтительно от около 95 до около 80 вес.% полимера, в расчете на вес сухого покрытия. В газобарьерную композицию могут быть включены добавки, такие как стабилизатор дисперсии или тому подобные, предпочтительно в количестве не более, чем около 1 вес.%, в расчете на сухое покрытие. Общее содержание сухого вещества в композиции предпочтительно составляет от 5 до 15 вес.%, более предпочтительно от 7 до 12 вес.%.
Согласно другому предпочтительному варианту исполнения, неорганические частицы главным образом состоят из пластинчатых частиц талька, имеющих аспектное отношение от 10 до 500. Композиция предпочтительно содержит частицы талька в количестве от 10 до 50 вес.%, более предпочтительно от 20 до 40 вес.%, в расчете на вес сухого вещества. При содержании ниже 20 вес.% нет существенного повышения газобарьерных свойств, тогда как выше 50 вес.% покрытый слой может быть более хрупким и разрушающимся, поскольку имеется меньшая внутренняя когезия между частицами в слое. Количество полимерного связующего материала оказывается слишком малым для обволакивания и диспергирования частиц и наслоения их друг на друга внутри слоя. Общее содержание сухого вещества в такой жидкостной барьерной композиции из PVOH и частиц талька может составлять между 5 и 25 вес.%.
Предпочтительным полимерным связующим материалом, также когда для создания барьерных свойств в отношении кислорода применяются неорганические частицы, является PVOH, отчасти благодаря упомянутым выше благоприятным свойствам его. В дополнение, PVOH является предпочтительным по соображениям смешения, то есть, он, как правило, легко диспергирует или расслаивает неорганические частицы в водном растворе PVOH с образованием стабильной смеси PVOH и частиц, обеспечивая тем самым возможность создания хорошей покровной пленки с однородными составом и морфологией.
Согласно изобретению, указанный барьерный слой против газообразного кислорода предпочтительно наносится в общем количестве от 0,1 до 5 г/м2, предпочтительно от 0,5 до 3,5 г/м2, более предпочтительно от 0,5 до 2 г/м2, в расчете на вес сухого вещества. При содержании ниже 0,1 г/м2 газобарьерные свойства вообще не будут достигаться, тогда как выше 5 г/м2 покровный слой не будет обеспечивать экономичность упаковочного многослойного материала ввиду высокой стоимости барьерных полимеров, в общем, и вследствие высокой стоимости энергии для испарения жидкости. Распознаваемый уровень эффективности кислородного барьера достигается при содержании PVOH 0,5 г/м2 и выше, и хороший баланс между барьерными свойствами и стоимостью достигается между 0,5 и 3,5 г/м2.
Согласно предпочтительному варианту осуществления изобретения, барьерный слой в отношении газообразного кислорода наносится в двух последовательных этапах с промежуточным высушиванием, в виде двух частичных слоев. Будучи нанесенным в виде двух частичных слоев, каждый слой надлежащим образом наносится в количествах от 0,1 до 2,5 г/м2, предпочтительно от 0,5 до 1 г/м2, и обеспечивает более высокое качество всего слоя в целом при более низком количестве жидкостной газобарьерной композиции. Два частичных слоя более предпочтительно наносятся в количестве от 0,5 до 2 г/м2 каждый, предпочтительно от 0,5 до 1 г/м2 каждый.
Согласно иному варианту осуществления изобретения, барьерные покрытия могут быть нанесены посредством физического осаждения из паровой фазы (PVD - physical vapour deposition) или химического осаждения из паровой фазы (CVD - chemical vapour deposition) на поверхность подложки из пленочного материала. Сам по себе материал подложки также может вносить вклад в некоторые свойства, но должен прежде всего иметь надлежащие свойства поверхности, пригодные для принятия осаждаемого из паровой фазы покрытия, и должен эффективно действовать в процессе осаждения из паров.
Тонкие осажденные из паровой фазы слои обычно имеют всего лишь нанометровую толщину, то есть, имеют толщину порядка величины нанометров, например, от 1 до 500 нм (от 50 до 5000 Å), предпочтительно от 1 до 200 нм, более предпочтительно от 1 до 100 нм, и наиболее предпочтительно от 1 до 50 нм.
Один общеизвестный тип осажденного из паровой фазы покрытия, часто имеющего барьерные свойства, в частности, барьерные свойства в отношении водяного пара, представляют собой так называемые металлизированные слои, например, образованные физическим осаждением из паровой фазы (PVD) покрытия из металлического алюминия.
Такой осажденный из паров слой, по существу состоящий из металлического алюминия, может иметь толщину от 5 до 50 нм, которая соответствует менее чем 1% алюминиевого металлического материала, присутствующего в алюминиевой фольге с традиционной для упаковки толщиной, то есть, 6,3 мкм. В то время как для осажденных из паров металлических покрытий требуется значительно меньшее количество металлического материала, они создают лишь не более чем низкий уровень барьерных для кислорода свойств, и должны сочетаться с дополнительным газобарьерным материалом, чтобы получить готовый многослойный материал с достаточными барьерными свойствами. С другой стороны, он может дополнять еще один газобарьерный слой, который не имеет барьерных свойств в отношении водяного пара, но который скорее чувствителен к влаге.
Другие примеры осажденных из паров покрытий представляют собой покрытия из оксида алюминия (AlOx) и оксида кремния (SiOx). Как правило, такие PVD-покрытия являются более хрупкими и менее пригодными для введения в упаковочные материалы ламинированием. Металлизированные слои, как исключение, имеют подходящие механические свойства для многослойного материала, несмотря на то, что выполнены методом PVD, однако в общем создающие более слабый барьер для газообразного кислорода.
Другие покрытия, которые были исследованы для многослойных упаковочных материалов, могут быть нанесены посредством способа плазменно-химического осаждения из паровой фазы (PECVD), в котором пар соединения осаждается на подложку при более или менее окислительных условиях среды. Покрытия из оксида кремния (SiOx), например, могут быть также нанесены способом PECVD, и затем могут быть получены очень хорошие барьерные свойства при определенных условиях нанесения покрытия и составах газа. К сожалению, SiOx-покрытия проявляют плохие характеристики адгезии, когда наслаиваются экструзионным ламинированием на полиолефины и прочие смежные полимерные слои, и ламинированный материал подвергается воздействию сырых или очень влажных условий упаковки. Требуются специальные дорогостоящие адгезивы или адгезивные полимеры для достижения и сохранения достаточной адгезии в упаковочном многослойном материале типа, предназначенного для картонной упаковки жидкостей.
Согласно этому изобретению, осажденное из паров покрытие представляет собой барьерный слой из аморфного гидрогенизированного углерода, нанесенный способом стимулированного плазмой химического осаждения из паровой фазы, PECVD, так называемого алмазоподобного углерода (DLC - diamond-like carbon). DLC определяет класс аморфного углеродного материала, который проявляет некоторые из типичных свойств алмаза. В качестве технологического газа в плазме для создания покрытия предпочтительно используется газообразный углеводород, например, такой как ацетилен или метан. Как подчеркивалось выше, теперь выяснилось, что такие DLC-покрытия обеспечивают хорошую и достаточную адгезию с соседними полимерным или адгезивным слоям в многослойном упаковочном материале во влажных условиях испытания. В частности, хорошая адгезивная совместимость со смежными ламинированными полимерными слоями, то есть, полимерными слоями, которые адгезивно присоединены к барьерному DLC-покрытию или покрывают его, была обнаружена с полиолефинами и, в частности, полиэтиленом и сополимерами на основе полиэтилена.
Тем самым барьерное DLC-покрытие придает хорошие характеристики барьера и целостности заполненным жидкостью упаковочным контейнерам, изготовленным из упаковочного многослойного материала, содержащего барьерную пленку, имеющую барьерное покрытие, содействуя хорошим механическим свойствам, хорошим барьерным свойствам в отношении разнообразных веществ, мигрирующих через такие многослойные материалы по направлениям как внутрь, так и наружу из заполненной упаковки, а также приводя к превосходной адгезии к соседним полимерным слоям в многослойном материале. Соответственно этому, барьерная пленка из слоя подложки из сложного полиэфира или полиамида, имеющего барьерное DLC-покрытие, может создавать упаковочный многослойный материал и упаковочный контейнер с барьерными в отношении кислорода свойствами, а также барьерными в отношении водяного пара свойствами, для долговременного хранения в условиях окружающей среды, такого как в течение до 2-6 месяцев, такого как в течение до 12 месяцев. В дополнение, барьерное DLC-покрытие обеспечивает хорошие барьерные свойства в отношении разнообразных ароматических и вкусо-ароматических веществ, присутствующих в упакованном пищевом продукте, к низкомолекулярным веществам, которые могут возникать в соседних слоях материалов, и к запахам, и к иным газам, нежели кислород. Более того, барьерное DLC-покрытие проявляет хорошие механические свойства, будучи нанесенным в виде покрытия на подложки из полимерной пленки, когда наслаивается в упаковочный многослойный материал на основе картона, выдерживая условия ламинирования и последующего придания формы сгибанием упаковочного многослойного материала и закупоривания его с образованием заполненных упаковок.
Дополнительно DLC-покрытия имеют то преимущество, что являются хорошо пригодными для переработки, не создавая в повторно используемом содержимом остатков, которые содержат элементы или материалы, которые естественным образом не существуют в природе и в окружающей нас среде.
Применение вышеописанных адгезивных полимеров не должно быть необходимым для достаточного связывания с конкретными металлизированными слоями или барьерными DLC-покрытиями согласно изобретению. Адгезия металлизированных слоев к полиэтиленовым слоям является хорошей, и достаточная и надлежащая адгезия к полиолефиновым слоям как смежным слоям также была показана в отношении DLC, на уровне по меньшей мере 200 Н/м, таком как по меньшей мере 300 Н/м. Измерения адгезии выполнялись при комнатной температуре на испытательном приборе с отрывающей нагрузкой под углом 180° (Telemetric Instrument AB), через 24 часа после наслоения LDPE. Отслаивание осуществлялось по поверхности раздела DLC/LDPE, причем в качестве захвата для отслаивания служил барьерный слой. При необходимости на расслаиваемую поверхность раздела во время отрывания добавлялись капельки дистиллированной воды для оценки адгезии во влажных условиях, то есть, в условиях, когда многослойный упаковочный материал насыщался мигрирующей через слои материала влагой из жидкости, сохраняемой в упаковочном контейнере, изготовленном из многослойного материала, и/или при хранении в сырых местах или в среде с высокой влажностью. Полученное значение адгезии выражается в Н/м и представляет собой среднюю величину из 6 измерений.
Тем самым сухая адгезия свыше 200 Н/м обеспечивает то, что слои не расслаиваются при нормальных условиях изготовления упаковки, например, при изгибании и формованием путем складывания многослойного материала. Мокрая адгезия на таком уровне обеспечивает то, что слои многослойного материала не отслаиваются после заполнения и формирования упаковки, во время транспортирования, распределения и хранения. Внутренний слой связующего полимера может быть нанесен в виде покрытия непосредственно на подложку из полимерной пленки, имеющую нанесенный на нее барьерный DLC-слой, с использованием обычных способов и устройств, например, таких, какие применяются для ламинирования алюминиевой фольги, в частности, горячего ламинирования (экструзии) полимерного слоя из расплавленного полимера на барьерное DLC-покрытие. Кроме того, возможно использование предварительно изготовленной полимерной пленки и связывание ее непосредственно с несущей пленкой с барьерным покрытием при локальном расплавлении ее, например, подведением тепла с горячего цилиндра или нагретого валика. Из вышеизложенного очевидно, что с DLC-барьерной пленкой можно обращаться так же, как с барьером из алюминиевой фольги, способами ламинирования и преобразования в многослойный упаковочный материал, то есть, посредством экструзионного ламинирования и экструзионного нанесения покрытий. Ламинирующее оборудование и способы не требуют любой модификации, например, добавлением специфических адгезивных полимеров или связующих/соединяющих слоев, что может потребоваться при других покрытых с использованием плазмы материалов. В дополнение, новая барьерная пленка, включающая в себя нанесенный на нее барьерный DLC-слой, может быть изготовлена такой же тонкой, как алюминиевая фольга, без вредного влияния на барьерные свойства конечной упаковки для пищевого продукта.
При изготовлении многослойного упаковочного материала согласно изобретению было обнаружено, что в асимметричных многослойных материалах, имеющих слоистые структуры с неравными характеристиками жесткости при удлинении на двух сторонах разделительного слоя, возникает проблема так называемого обусловленного влагой скручивания, то есть, плоский материал становится неплоским, будучи уложенным на плоскую поверхность, но скручивается так, что края поднимаются и загибаются навстречу друг другу над плоскостью плоской части упаковочного материала. Дополнительное преимущество планарных ламинированных боковых панелей в упаковочном контейнере состоит в том, что будет улучшаться жесткость при захвате. Это обусловливается тем, что прямолинейные панели не содержат начального «искажения», такого как изгиб. Конечно, будут меньшие проблемы, когда через упаковочную установку пропускается плоский упаковочный материал, нежели когда скрученный и изогнутый.
Было обнаружено, что скручивание главным образом предотвращается согласованием бумажных облицовочных слоев на каждой стороне разделительного слоя так, чтобы они имели одинаковую общую жесткость при удлинении. При выполнении этого неожиданно выяснилось, что будет возрастать также прочность на сжатие многослойного материала в x-y-направлении, благодаря плоскостности панелей многослойного материала. Например, это значит, что сложенные упаковочные контейнеры из многослойного упаковочного материала могут быть штабелированы один поверх другого во время распределения и хранения при более высокой нагрузке, чем для современных имеющихся на рынке упаковок для жидких пищевых продуктов.
Из этого следует, что упаковки, изготовленные из таких симметрично выдержанных по размерам многослойных упаковочных материалов, имеющих бумажный облицовочный слой на каждой стороне разделительного слоя в слоистой конструкции, могут получить улучшенную целостность упаковки, то есть, целостность упаковки улучшается, и многослойные материалы менее склонны к повреждению и растрескиванию в барьерных слоях просто при обращении и транспортировании.
Если механические свойства сэндвичеобразного материала сбалансированы упомянутым путем, разнообразные ламинированные слои, в том числе барьерные слои, которые защищают запакованный пищевой продукт от медленно мигрирующего кислорода и прочих газов и паров, также будут более устойчивыми к повреждениям и расслоению, и, как следствие, с этой точки зрения также улучшается целостность заполненной и закупоренной упаковки.
Таким образом, дополнительный аспект улучшения целостности упаковки состоит в усилении адгезии между разнообразными слоями. В частности, хорошая начальная адгезия получается между нанесенными в виде дисперсии или раствора барьерными покрытиями, имеющими гидрофильные функциональные группы, такие как гидроксильные группы и карбоксильные группы, и соседними слоями, например, такими как полиолефины и полиэтилены. Кроме того, нанесенные осаждением из паровой фазы металлизированные покрытия и образованные методом PECVD DLC-покрытия показали себя обеспечивающими очень хорошие характеристики адгезии к соседним органическим полимерным слоям и пленкам так, что не нужно использовать никакие дополнительные грунтовки или адгезив между упомянутыми смежными с ними слоями в многослойных упаковочных материалах.
Тем не менее, было показано, что, по меньшей мере в отношении металлизированных барьерных покровных слоев, дополнительно усиленная адгезия ламинированием с соседними слоями из полимеров или адгезивных полимеров неожиданно также улучшает барьерные относительно кислорода свойства многослойного материала еще больше и до более высокой степени.
Дополнительные барьерные в отношении кислорода свойства могут быть обеспечены дополнительным включением слоя из полимера, действующего как барьер для миграции свободных жирных кислот, такой как полиамид в первом предварительно наслоенном материале, для ламинирования на основном слое. В частности, когда полиамид добавляется на внутреннюю сторону металлического барьерного слоя, это предотвращает миграцию свободных жирных кислот из запакованного пищевого продукта из пищевого продукта к металлическому барьерному слою, и тем самым барьерные свойства барьерного слоя могут сохраняться незатронутыми, и адгезия внутренних полимерных слоев (термосварка) к металлическому барьеру может сохраняться в течение более длительного срока годности.
Бумажный облицовочный слой на наружной стороне основного слоя в одном варианте исполнения может быть такой же или иной барьерной бумагой с уплотненной поверхностью, покрытой или непокрытой, когда наслаивается на внутреннюю сторону основного слоя. Конечно, такой бумажный облицовочный слой тогда дополнительно содействовал бы кислородному барьеру в готовом упаковочном многослойном материале.
Согласно еще одному дополнительному варианту исполнения, может быть получена упаковка, которая основывается на имеющих биологическое происхождение, возобновляемых материалах, насколько это возможно. Например, может быть изготовлен упаковочный материал, который имеет разделительный и основной слои на основе целлюлозы, бумажные облицовочные слои, имеющие барьерные свойства и дополнительно содержащие очень тонкие, с толщиной в наномасштабе, барьерные покрытия. Более того, термопластичные полимеры могут быть получены из растительного или органического материала, такие как так называемый зеленый полиэтилен.
В дополнение, адгезивы или адгезивные полимеры, используемые в операциях ламинирования с образованием готового многослойного упаковочного материала, могут быть полностью получены из биологических источников и применены только в очень малых количествах, чем еще больше повышается относительная пропорция возобновляемого содержания, и также целлюлозных волокон.
Самые наружные термосвариваемые слои многослойного материала альтернативно могут быть получены в виде одной или двух предварительно изготовленных пленок. Таким образом, такая пленка может быть предварительно наслоена на барьерный слой в первом предварительно ламинированном материале, наслаиваемом на первую сторону основного слоя, и/или предварительно наслоена на пропечатанный и декорированный самый наружный поверхностный слой, наслаиваемый на вторую сторону основного слоя. Когда пленки предварительно наслаиваются на барьерные слои или пропечатанные декоративные слои, может осуществляться лишь только ламинирование при нагревании и под давлением пленок к другим слоям, в особенности, если предварительно покрытый или встроенный слой адгезивного полимера, такого как EAA или EMAA, присутствует на одной из ламинируемых поверхностей, что является более дорогостоящим вследствие повышенного расхода промежуточно размещаемого экструзией расплава полимера, или предварительным нанесением покрытия из малого количества водного адгезива, который может проникать по меньшей мере в одну ламинируемую поверхность бумаги или поверхность на основе целлюлозы, без необходимости в любой этапы сушки.
В поисках общего снижения стоимости многослойных упаковочных материалов весьма желательно комбинировать свойства в разнообразных слоях так, чтобы требовалось как можно меньшее число дополнительных слоев.
Когда традиционный картон для упаковки жидкостей современного упаковочного многослойного материала заменяется менее прочными основными слоями, позволяющими значительно снизить себестоимость, вместо этого могут потребоваться некоторые дополнительные расходы на разнообразные выполняемые по заказу декоративные подложки для нанесения печати и декорирования многослойного упаковочного материала. Поскольку основной слой согласно изобретению уже больше не будет составлять пропечатываемую поверхность, то есть, поверхность для нанесения печати, можно отказаться от дорогостоящего покрытия глиной на основном слое, и гладкая и белая поверхность для печати может быть получена другими средствами на наружной облицовочной бумаге как подложке для печати, наслаиваемой на наружную сторону основного слоя. Такая подложка для печати, например, может быть окрашенной пленкой или пригодным для печати белым бумажным облицовочным слоем. В альтернативном варианте, белая бумага для создания белой поверхности для фоновой печати может быть предварительно наслоена на прозрачную пленку, которая является пропечатанной до ламинирования на ее оборотной стороне, то есть, пропечатанной с выворотных форм пленкой, так, что напечатанный декоративный рисунок обращен в сторону белой поверхности бумаги и защищен прозрачной пленочной подложкой. Таким образом, печать и ламинирование на наружной стороне белого бумажного облицовочного слоя и, возможно, дополнительное наслоение на самые наружные термосвариваемые слои, могут осуществляться в предшествующей операции ламинирования, чтобы сформировать второй предварительно ламинированный материал для второй стороны, наружной стороны, многослойного упаковочного материала.
Чтобы дополнительно создать светобарьерные свойства и белизну, такие пленка или бумага могут содержать белый материал наполнителя или, в случае бумаги, покрытие из глины, также или вместо этого металлизированный слой. Для некоторых продуктов и внешнего вида упаковочных контейнеров предпочтительна металлизированная поверхность для печати, и в других случаях окрашенная поверхность для печати, или печатная поверхность естественного коричневого цвета целлюлозы. Путем отделения слоя с поверхностью для печати от основного слоя становится возможной универсальность в отношении возможных вариантов наружного внешнего вида, и тем самым дополнительное преимущество состоящей из трех частей модульной модели ламинирования согласно изобретению. Во второй предварительно ламинированный материал могут быть включены еще и дополнительные барьерные в отношении кислорода слои, чтобы усилить общую барьерную эффективность конечного многослойного материала.
Примеры и описание предпочтительных вариантов осуществления изобретения
Краткое описание чертежей
Далее будут описаны предпочтительные варианты осуществления изобретения со ссылкой на чертежи, в которых:
Фиг. 1а схематически показывает вид в разрезе конкретного примера многослойного упаковочного материала, который имеет барьерный бумажный слой с уплотненной поверхностью согласно изобретению,
Фиг. 1b схематически показывает вид в разрезе такого многослойного упаковочного материала в дополнительном конкретном варианте исполнения с барьерным бумажным слоем с уплотненной поверхностью,
Фиг. 2а схематически показывает операцию ламинирования способа согласно изобретению,
Фиг. 2b схематически показывает пример иной операции ламинирования, которая может быть объединена со способом согласно изобретению,
Фиг. 3а, 3b, 3c, 3d показывают типичные примеры упаковочных контейнеров, изготовленных из многослойного упаковочного материала согласно изобретению, и
Фиг. 4 показывает принцип того, как упаковочные контейнеры могут быть изготовлены из упаковочного многослойного материала в непрерывном процессе подачи с рулона, формования, заполнения и закупоривания.
Описание вариантов осуществления изобретения
На фиг. 1а тем самым показан в разрезе многослойный упаковочный материал, 10а, в первом варианте исполнения согласно изобретению. Он содержит материал основного слоя 11а из картона или другого материала на основе целлюлозы.
На внутренней стороне основного слоя 11а многослойный материал содержит тонкий и высокоплотный бумажный слой 12а, имеющий нанесенное на него барьерное покрытие 13а, в этом конкретном примере металлизированное покрытие. Бумажный слой 12а представляет собой тонкий высокоплотный барьерный бумажный слой с уплотненной поверхностью, имеющий шероховатость поверхности ниже 300 мл/мин по Бендтсену, такую как ниже 250 мл/мин. В частности, здесь была использована жиронепроницаемая бумага типа Super Perga WS Parchment с граммажем 32 г/м2 и шероховатостью поверхности около 200 мл/мин, от фирмы Nordic Paper.
Упаковочный материал также содержит самый внутренний термосвариваемый термопластичный слой 14а, который представляет собой слой упаковочного многослойного материала, который будет находиться в непосредственном контакте с зафасованным пищевым продуктом в готовом упаковочном контейнере. Самый внутренний термосвариваемый полимерный слой 14а нанесен на внутреннюю сторону материала основного слоя посредством экструзионного нанесения покрытий из расплава, или соэкструзионного нанесения покрытий из расплава многослойной полимерной структуры.
Барьерная бумага 12а, 13а на внутренней стороне материала основного слоя может быть сначала покрытой одним или многими дополнительными барьерными покрытиями. В альтернативном варианте исполнения он может быть сначала предварительно покрыт барьерным PVOH-полимером, нанесенным на поверхность бумажного слоя 12а посредством водной дисперсии в операции предшествующего нанесения покрытия и высушивания. Впоследствии поверх предварительно покрытой поверхности может быть затем нанесено металлизированное покрытие 13а. Покрытая барьерным слоем барьерная бумага 12а ориентирована в многослойном материале так, что барьерные покрытия обращены наружу (то есть, в наружную сторону, будучи внутри упаковки из многослойного упаковочного материала) в упаковочном многослойном материале. В альтернативном варианте исполнения бумага 12а сама по себе обеспечивает некоторые барьерные свойства, когда наслоена между полимерными слоями так, что она может быть непокрытой и все же проявлять некоторые барьерные свойства, и тем самым быть барьерным слоем без любого дополнительного барьерного покрытия. В дополнительном альтернативном варианте исполнения металлизированная бумага с барьерным покрытием может быть повернута по другому направлению в многослойном материале так, что металлизация обращена к внутренности многослойного материала, то есть, в сторону материала основного слоя.
(Со-)экструзионное нанесение покрытия на самый внутренний слой 14а может быть выполнено до или после ламинирования барьерной бумаги 12а на разделительном слое 11а. Самый внутренний термосвариваемый слой или многослойная структура 14а альтернативно могут быть нанесены в форме предварительно изготовленной пленки, добавляя дополнительную стабильность и прочность, будучи ориентированной пленкой до более высокой степени, чем достигаемая операциями экструзионного нанесения покрытия. Опять же, материал внутреннего слоя может быть предварительно ламинирован как отдельный внутренний модуль, перед его наслоением на разделительный слой 11с. Однако в этом конкретном варианте исполнения бумага 12а-13а с барьерным покрытием сначала наслаивается на материал основного слоя 11а или на остальной многослойный материал. Затем материал основного слоя экструзионным нанесением покрытия из расплава наносится на внутреннюю сторону слоя или многослойной структуры 14а термосвариваемого полимера, который представляет собой полиолефин, композицию полиэтилена низкой плотности, содержащую смесь полученного с использованием металлоценового катализатора линейного полиэтилена низкой плотности (m-LLDPE) и полиэтилена низкой плотности (LDPE).
С другой стороны, наружная сторона металлизированного барьерного бумажного слоя 12а, 13а упаковочного материала содержит самый наружный непроницаемый для жидкости и прозрачный слой 15а из пластика, предпочтительно термосвариваемого термопластичного материала, такого как полиолефин, такой как слой полиэтиленового материала. Подложка для печати и металлизированная барьерная бумага 12а, 13а могут быть пропечатаны до или после того, как покрытие из самого наружного пластикового слоя 15а нанесено на пропечатанный слой 12а, 13а барьерной бумажной подложки в отдельной операции до или после ламинирования на материал основного слоя 11а.
Ламинирование подложки для печати и барьерного бумажного слоя 12а, 13а на материал основного слоя 11а осуществляется нанесением небольшого количества водной композиции адгезива, которая частично абсорбируется в соответствующие целлюлозные слои и эффективно адгезивно соединяет друг с другом два бумажным целлюлозных слоя, причем адгезивный связующий полимер представляет собой крахмал или нано-/микрофибриллярную целлюлозу, или поливиниловый спирт/поливинилацетат, или подобные гидрофильные материалы, которые легко связываются с молекулами целлюлозы. Когда адгезивный материал имеет собственные барьерные свойства, конечно, такой адгезивный связующий полимер, хотя и нанесенный в очень малом количестве, может вносить еще больший вклад в результирующие барьерные в отношении кислорода свойства многослойного упаковочного материала.
На фиг. 1b показан в разрезе многослойный упаковочный материал во втором варианте исполнения. В принципе он представляет собой многослойный материал, составленный тремя исходными модулями из материалов слоев, которые образуют сэндвичеобразную структуру, которая по существу создает многослойный материал с характеристиками его механической прочности, и образует конечный упаковочный контейнер с размерной стабильностью. Модуль 1А представляет собой центральный слой основного материала из разделительного слоя 11b с низкой плотностью или из низкосортного целлюлозного материала, такого как слой вспененной волокнистой целлюлозы или слой гофрированного материала.
Материал наружного модуля 1В содержит слой подложки для печати из тонкой высокоплотной бумаги 12b, имеющей пропечатанную поверхность. Бумага 12b также составляет облицовочный слой на наружной стороне сэндвичеобразной структуры во взаимодействии с разделительным слоем 11b. В конечном многослойном материале подложка 12b пропечатана и декорирована печатным рисунком из разнообразных цветов, изображений и текста. Материал наружного модуля 1В также содержит самый наружный непроницаемый для жидкости и прозрачный слой 14b из пластика, предпочтительно термосвариваемого термопластичного материала, такого как полиолефин, такой как материал полиэтиленового слоя. Подложка для печати и бумажный облицовочный слой 12b могут быть пропечатаны до или после ламинирования на центральный разделительный слой, и самый наружный слой 14b пластика наносится на пропечатанный слой подложки в отдельной операции до или после наслоения на разделительный слой 11b. Если нанесение декоративного печатного покрытия со слоем 14b пластика осуществляется до ламинирования на разделительный слой центрального модуля, то весь материал наружного модуля тем самым изготавливается как единый модуль, то есть, как предварительно ламинированная наружная сторона, которая затем наслаивается на центральный модуль или на остальной многослойный материал, на наружную сторону центрального разделительного слоя.
Операция ламинирования бумажного облицовочного слоя 12b подложки для печати на разделительный слой 11b центрального модуля осуществляется нанесением небольшого количества водной композиции адгезивного связующего полимера, которая частично абсорбируется в соответствующие целлюлозные слои и эффективно адгезивно соединяет друг с другом два бумажных целлюлозных слоя, причем адгезив представляет собой крахмал или нано-/микрофибриллярную целлюлозу, или поливиниловый спирт/поливинилацетат, или подобные возобновляемые/биоразлагаемые материалы, которые способны связываться с молекулами целлюлозы.
Материал внутреннего модуля 2С, с другой стороны, внутри центрального модуля 2А, содержит барьерную пленку 16b, которая представляет собой пленку полимерной подложки с нанесенным на сторону барьерным покрытием. Материал внутреннего модуля также содержит самый внутренний термосвариваемый термопластичный слой 15b, который также представляет собой слой упаковочного многослойного материала, который будет в непосредственном контакте с зафасованным пищевым продуктом в готовом упаковочном контейнере. Самый внутренний термосвариваемый полимерный слой 15b может быть нанесен на барьерную пленку посредством экструзионного нанесения покрытия из расплава, или соэкструзионного нанесения покрытия из расплава многослойной полимерной структуры, на внутреннюю сторону барьерной пленки 16b. Барьерное покрытие в этом варианте исполнения снабжено полученным способом осаждения из паровой фазы барьерным покрытием, нанесенным на подложку из полимерной пленки посредством осаждения покрытия из паровой фазы в предшествующей операции осаждения из паровой фазы. Барьерное покрытие в этом варианте исполнения представляет собой металлизированное покрытие, нанесенное посредством физического осаждения из паровой фазы, однако на фигуре не показано. Пленка с барьерным покрытием альтернативно может быть ориентирована в многослойном материале так, что барьерное покрытие обращено наружу в упаковочном многослойном материале, в сторону центрального модуля и бумажного облицовочного слоя 12b, но в этом конкретном варианте исполнения оно обращено внутрь, в сторону самого внутреннего герметизирующего слоя. (Со-)экструзионное нанесение покрытия на самый внутренний слой 15а может быть выполнено до или после наслоения материала внутреннего модуля 2С на центральный модуль 2А. Самый внутренний термосвариваемый слой или многослойная структура 15b альтернативно могут быть нанесены в форме предварительно изготовленной пленки, добавляя дополнительную стабильность и прочность, будучи моно- или биаксиально ориентированной пленкой, до более высокой степени, чем достигаемая операциями экструзионного нанесения покрытия. Опять же, материал внутреннего модуля 2С может быть предварительно ламинирован как отдельный внутренний модуль, перед его наслоением на центральный модуль 2А. Однако в этом конкретном варианте исполнения пленка 16b с барьерным покрытием сначала наслаивается на основной материал или на остальной многослойный материал, то есть, модуль 2А наслаивается на наружный модуль 2В, и затем экструзионным нанесением покрытия из расплава на внутреннюю сторону пленки с барьерным покрытием наносится слой или многослойная структура 15b термосвариваемого полимера, который представляет собой полиолефин, композицию полиэтилена низкой плотности, содержащую смесь полученного с использованием металлоценового катализатора линейного полиэтилена низкой плотности (m-LLDPE) и полиэтилена низкой плотности (LDPE).
Операция ламинирования при наслоении барьерной пленки 16b подложки на материал основного слоя 11b может быть осуществлена сначала нанесением от 1 до 2 г/м2, то есть, около 1,5 г/м2, водной дисперсии сополимера этилена и акриловой кислоты, имеющей содержание сухого вещества около 45 вес.%, на поверхность свободной стороны барьерной пленки 16b, и последующим прижатием внутренней стороны материала основного слоя к поверхности покрытой адгезивом барьерной пленки, и тем самым ламинированием слоев друг с другом посредством покрытия из водной адгезивной композиции, создающей промежуточное связывание между слоями.
Подложка 12b для печати обычно имеет напечатанный декоративный рисунок на поверхности, однако упомянутый рисунок не показан на фигуре 1b. В альтернативном варианте, подложка для печати может представлять собой окрашенную или металлизированную пленку.
Барьерная подложка 16b альтернативно может представлять собой бумагу с барьерным покрытием, такую как металлизированная бумага.
На фиг. 1С показан в разрезе многослойный упаковочный материал, 10с, в третьем варианте исполнения.
Таким образом, представлены первая лента А, содержащая слой картона 11с для картонной упаковки жидкостей, и вторая лента металлизированной полимерной пленки 12с, предназначенная для наружной стороны упаковочного материала, такая как пленка из ориентированного полипропилена (OPP, BOPP) или пленка из ориентированного полиэтилентерефталата (PET). Водная композиция, содержащая адгезив, наносится 21 на металлизированную поверхность 13с металлизированной пленки во время ее продвижения. Две ленты 11с;А, 12с;В перемещаются к зазору 22 между прижимными валиками, в то время как вторая лента имеет водный адгезив 18с, нанесенный на ее поверхность, и объединяются и наслаиваются друг на друга посредством находящейся между ними водной адгезивной композиции при проходе через зазор между прижимными валиками, тогда как адгезивная композиция частично впитывается в первую ленту 11с. Нет необходимости в принудительном высушивании или термическом отверждении водной адгезивной композиции, и скорость ламинирования может поддерживаться высокой, в нормальном режиме с обычными скоростями ламинирования выше 300 м/мин, или выше 400 м/мин, или даже выше 500 м/мин. В частности, в этом варианте исполнения лента слоя 11с может представлять собой традиционный, покрытый глиной картон типа, пригодного для картонной упаковки жидкостей. Покрытая глиной поверхность частично абсорбирует водную адгезивную композицию так же хорошо, как сетчатая структура целлюлозных волокон без такого покрытия. Металлизированная поверхность пленки ленты 12с;В имеет высокую гладкость, так что нанесение тонкой пленки водного адгезива создает на ней равномерное влажное покрытие, и обеспечивает контролируемую и равномерную (по всей поверхности) абсорбцию адгезивной композиции в противолежащую поверхность для адгезивного соединения в зазоре 22 между прижимными валиками, то есть, с покрытым глиной картоном ленты А. Адгезивный связующий полимер представляет собой дисперсию в воде сополимера этилена и акриловой кислоты (EAA - ethylene acrylic acid) с содержанием твердых веществ от 40 до 50 вес.%, и наносится в количестве около 2 г/м2, в расчете на содержание сухого вещества.
Ламинированный картон и наружная металлизированная пленка 11с, 12с-13с; А+В затем наматываются на рулоны и образуют большие количества для промежуточного хранения на рулонах. Когда наступает время изготовления многослойного упаковочного материала, имеющего металлизированную пленку 12с-13с в качестве подложки для печати, многослойный материал из картона и металлизированной пленки разматывается с рулона и подается в печатающее устройство для традиционного напечатания декоративного рисунка на стороне пленки, с получением тем самым металлизированного блестящего декоративного фона. Затем пропечатанный материал дополнительно наслаивается на самый наружный 14с и самый внутренний 15с термосвариваемые, непроницаемые для жидкостей и защитные слои термопластичного полимера с использованием экструзионного нанесения покрытий или ламинирования пленкой обычным путем, в том числе наслоением материала барьерного слоя 16с, такого как алюминиевая фольга, на внутреннюю сторону картонного основного слоя 11с, между картоном и самым внутренним термопластичным слоем 15с, то есть, на сторону картонного слоя, которая противоположна относительно напечатанной декоративной наружной стороны. Барьерный слой 16с связывается с картонным слоем 11с посредством связующего слоя 17с из термопластичного полимера, такого как полиолефин, такой как полиэтилен. Самый внутренний термосвариваемый слой соединяется с барьерным слоем, алюминиевой фольгой, посредством адгезивного полимера, такого как EAA, который получается соэксрузионным нанесением покрытия вместе с самым внутренним термосвариваемым полимером, то есть, в виде двухслойной конфигурации термосвариваемых полимеров 15с на основе олефина.
Адгезия, полученная между наружной металлизированной пленкой 12с-13с и картоном 11с, составляет свыше 100 Н/м и оказалась настолько хорошей, как требуется в процессе изготовления ламинированием, промежуточного хранения в рулоне многослойного материала, дополнительных этапов печатания и ламинирования, а также на всем протяжении изготовления сформованных складыванием, заполнения и закупоривания упаковочных контейнеров для жидких пищевых продуктов, из многослойного материала. Преимущества этого велики, и весьма значительно упрощают процесс изготовления упаковочного многослойного материала. До сих пор наслоение металлизированной пленки на картон осуществлялось экструзионным ламинированием расплава с промежуточным слоем в количестве около 15 г/м2 полиэтилена низкой плотности (LDPE), что, конечно, является значительно более дорогостоящим по соображениям стоимости сырьевых материалов. Кроме того, металлизированная пленка, которая является тонкой и требующей бережного обращения во время ламинирования, подвергается воздействию значительной тепловой нагрузки от горячего расплавленного экструдируемого LDPE с температурой около 280-320°С, в то время как пленочная лента протягивается с натяжением в зазор между охлаждающими прижимными валиками. Способом, как описанным выше, можно избежать любых дефектов, обусловленным небрежным обращением. Любой последующий этап ламинирования при нагревании осуществляется, когда пленка уже наклеена и скреплена с картоном, и поэтому уже не столь чувствительна к подобным тепловым нагрузкам в последующем процессе изготовления.
На фиг. 2а схематически иллюстрировано, как один слой или модуль из слоев может быть наслоен на еще один слой/модуль холодным ламинированием с абсорбцией водного адгезива, так, что очень малое количество водного раствора адгезива наносится на одну из наслаиваемых друг на друга поверхностей, причем затем водный раствор адгезива абсорбируется в одну или обе из двух поверхностей, в то же время адгезивно соединяя их между собой при приложении давления. Таким образом, в вариантах исполнения для изготовления многослойных упаковочных материалов на фигурах 1а-1b водный раствор адгезива наносится на ламинируемую поверхность наружного слоя/материала модуля 1В;2В, представляющего слой(слои) на наружной стороне основного и разделительного слоя, то есть, на не предназначенную для печати поверхность слоя 16а; 16b подложки для печати, в операции 21 нанесения адгезива. В ламинирующем зазоре между двумя прижимными валиками лента материала 1А;2А центрального модуля, представляющая основной слой, содержащий разделительный слой, наслаивается на ламинирующем устройства 22 на ленту материала 1В;2В наружного модуля при одновременном продвижении двух лент через ламинирующий зазор, при давлении, достаточно высоком для адгезивного соединения двух поверхностей друг с другом, но не настолько высоком, чтобы раздавить имеющий низкую плотность разделительный слой сэндвичеобразной структуры. Полученная лента промежуточного предварительно изготовленного многослойного материала из двух слоев/модулей 1А+1В; 2А+2В продвигается к следующему ламинирующему устройству для наслоения на третий модуль или его часть, как будет описано здесь ниже на фигуре 2b, или, альтернативно, наматывается на рулон для промежуточного хранения или транспортирования в другое время или в другом месте, где осуществляются этапы конечного ламинирования и отделки. Способ холодного ламинирования с абсорбцией водного адгезива также или альтернативно может быть применен при наслоении материала внутреннего модуля 1С;2С на материал центрального слоя/модуля или предварительно ламинированные центральный и наружный модули.
На фиг. 2b схематически иллюстрировано, как один слой/модуль может быть наслоен на еще один слой/модуль путем ламинирования экструзией расплава так, что две ламинируемых поверхности соединяются друг с другом промежуточным термопластичным связующим слоем. Согласно этому примеру, лента предварительно изготовленного многослойного материала из двух модулей, ламинированных в примере согласно Фигуре 2а, продвигается в ламинирующий зазор в то же время, как лента материала внутреннего модуля 1С;2С. В то же время расплавленное полотно термопластичного связующего полимера 23;19а;19b экструдируется вниз в зазор ламинирующих валиков, и охлаждается, в то же время с прижатием двух лент друг к другу так, что получается достаточная адгезия между центральным модулем на основе целлюлозы, то есть, поверхностью разделительного слоя 11а;11 и барьерной бумагой 13а; 13b материала внутреннего модуля.
Фиг. 3а показывает вариант исполнения упаковочного контейнера 30а, изготовленного из упаковочного многослойного материала 10а;10b;10с;10d согласно изобретению. Упаковочный контейнер в особенности пригоден для напитков, соусов, супов или тому подобных. Как правило, такая упаковка имеет объем от около 100 до 1000 мл. Она может иметь любую конфигурацию, но предпочтительно является кирпичеобразной, имеющей продольные и поперечные заваренные швы 31а и 32а, соответственно, и, необязательно, открывающее устройство 33. В еще одном непоказанном варианте исполнения упаковочному контейнеру может быть придана клиновидная форма. Для получения такой «клиновидной формы» только донная часть упаковки формируется загибами так, что поперечный сварной шов на дне скрывается под треугольными угловыми клапанами, которые подогнуты и приварены к дну упаковки. Верхняя секция поперечного сварного шва остается незагнутой. Тем самым поперечно фальцованный упаковочный контейнер по-прежнему удобен в обращении и имеет размерную стабильность (то есть, по существу сохраняет форму и контур), будучи помещен на полку в продовольственном магазине или на стол, или тому подобные.
Фиг. 3b показывает альтернативный предпочтительный пример упаковочного контейнера 30b, изготовленного из альтернативного упаковочного многослойного материала согласно изобретению. Альтернативный упаковочный многослойный материал является более тонким, имея более тонкий целлюлозный основной слой 11, и тем самым не имеет размерной стабильности, достаточной для образования имеющего форму куба, параллелепипеда или клиновидного упаковочного контейнера, и не сформирован складыванием после поперечной герметизации 32b. Тем самым он будет оставаться как контейнер в форме подушки в виде мешочка, и распределяется и продается в этой форме.
Фиг. 3с показывает упаковку 30с с крышеобразным верхом, которая сформирована складыванием из предварительно разрезанного листа или заготовки из многослойного упаковочного материала, содержащего основной слой из картона и прочную барьерную пленку согласно изобретению. Из подобных заготовок материала также могут быть сформированы упаковки с плоским верхом.
Фиг. 3d показывает упаковку 30d в форме бутылки, которая представляет собой комбинацию гильзы 34, сформированной из предварительно разрезанных заготовок из многослойного упаковочного материала согласно изобретению, и верха 35, который образован инжекционным формованием пластиков в комбинации с открывающим устройством, таким как резьбовая пробка или тому подобное. Упаковки этого типа, например, продаются под торговыми наименованиями Tetra Top® и Tetra Evero®. Эти конкретные упаковки изготавливаются присоединением отформованного верха 35 с открывающим устройством, присоединяемым в закрытом положении, к трубчатой гильзе 34 из многослойного упаковочного материала, стерилизацией образованной таким образом бутылочной капсулы, заполнением ее пищевым продуктом и, наконец, формованием донышка сгибанием упаковки и его герметизации.
Фиг. 4 показывает принцип, как описанный во введении настоящей заявки, то есть, лента упаковочного материала формуется в трубу 41 с образованием продольных краев 42 ленты, которые объединяются друг с другом в нахлесточном соединении 43. Труба заполняется 44 предназначенным жидким пищевым продуктом и разделяется на индивидуальные упаковки повторяющимися поперечными сварными швами 45 на трубе с предварительно определенным расстоянием друг от друга ниже уровня заполняющего содержимого в трубе. Упаковки 46 отделяются разрезами по поперечным швам, и им придается желательная геометрическая конфигурация путем формования складок вдоль подготовленных линий сгиба в материале.
Авторы настоящего изобретения соответственно этому нашли, что новый способ согласно изобретению также позволяет создавать упаковочные контейнеры с хорошими характеристиками целостности даже во влажных условиях, то есть, для упаковки жидкости или влажных пищевых продуктов, с длительным сроком годности.
Как правило, упомянутые выше и в последующем описании граммажи измеряются методом SCAN P 6:75. Плотности материалов и толщины слоев измерялись согласно стандарту ISO 534:1988.
Изобретение не ограничивается показанными и описанными выше вариантами осуществления, но может изменяться в пределах области пунктов формулы изобретения. В качестве общего замечания, относительные пропорции слоев, расстояния между слоями и величины других элементов и их относительные размеры в сравнении друг с другом, не должны восприниматься точно как показанные на фигурах, которые приведены только для иллюстрации порядка и типа слоев относительно друг друга, все прочие признаки должны пониматься так, как они описаны в тексте описания.
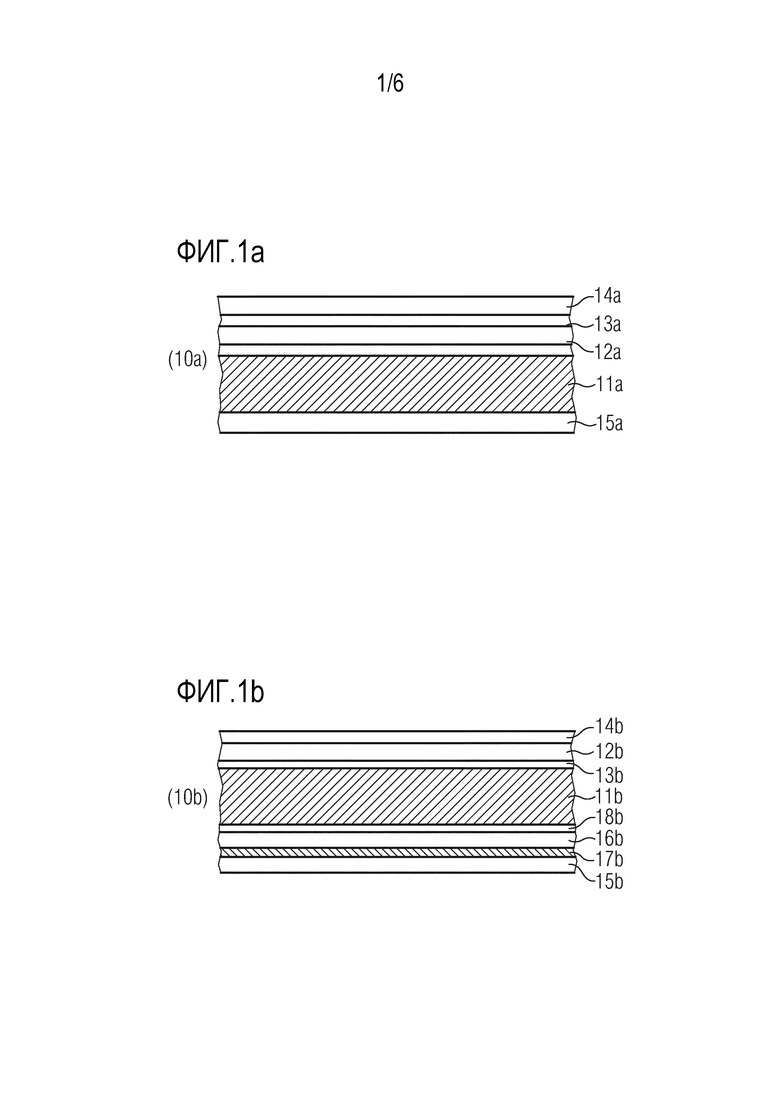
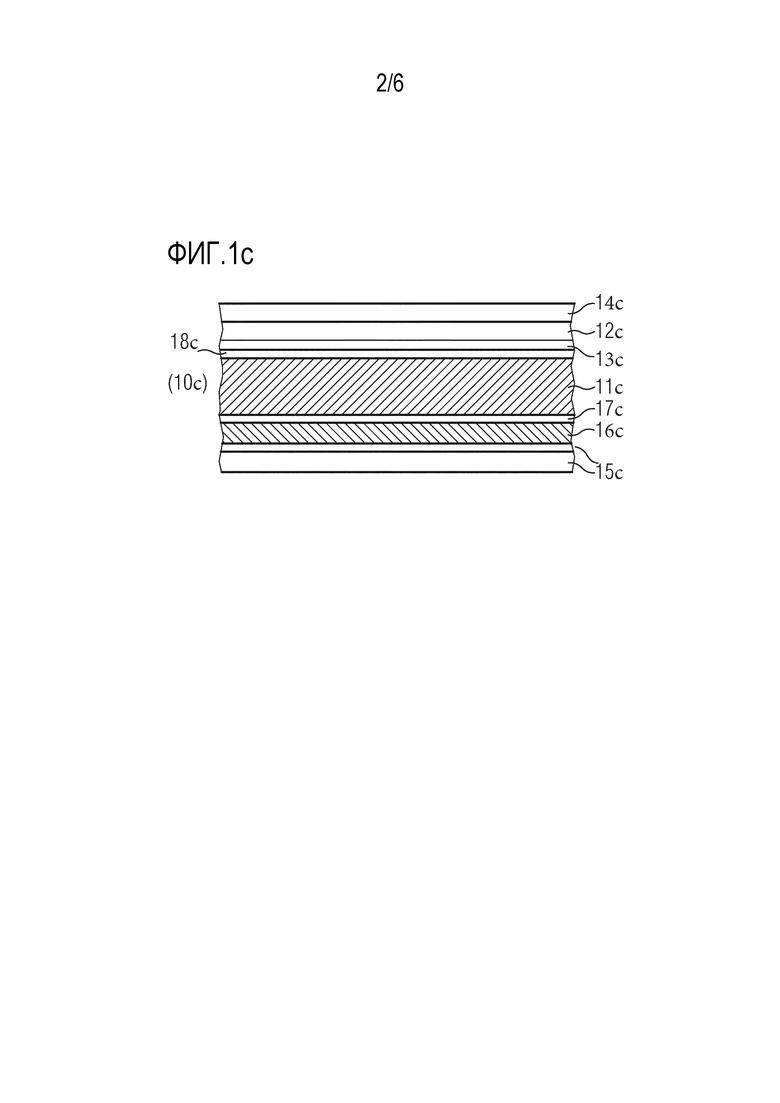

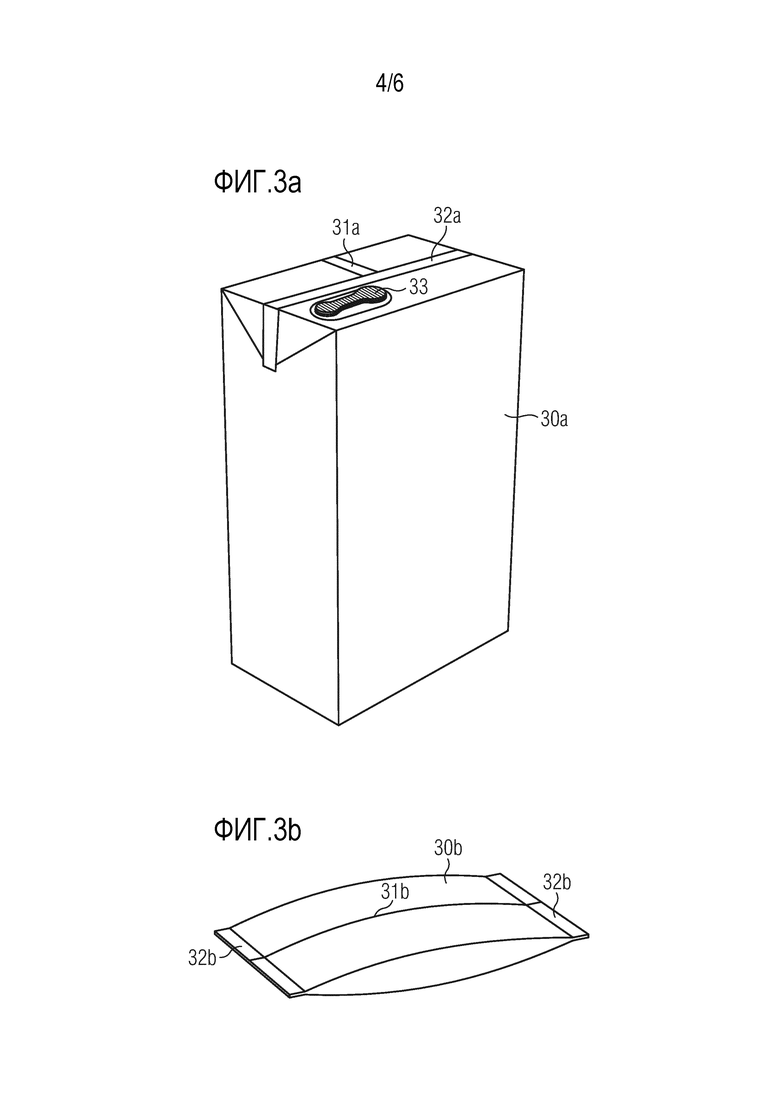
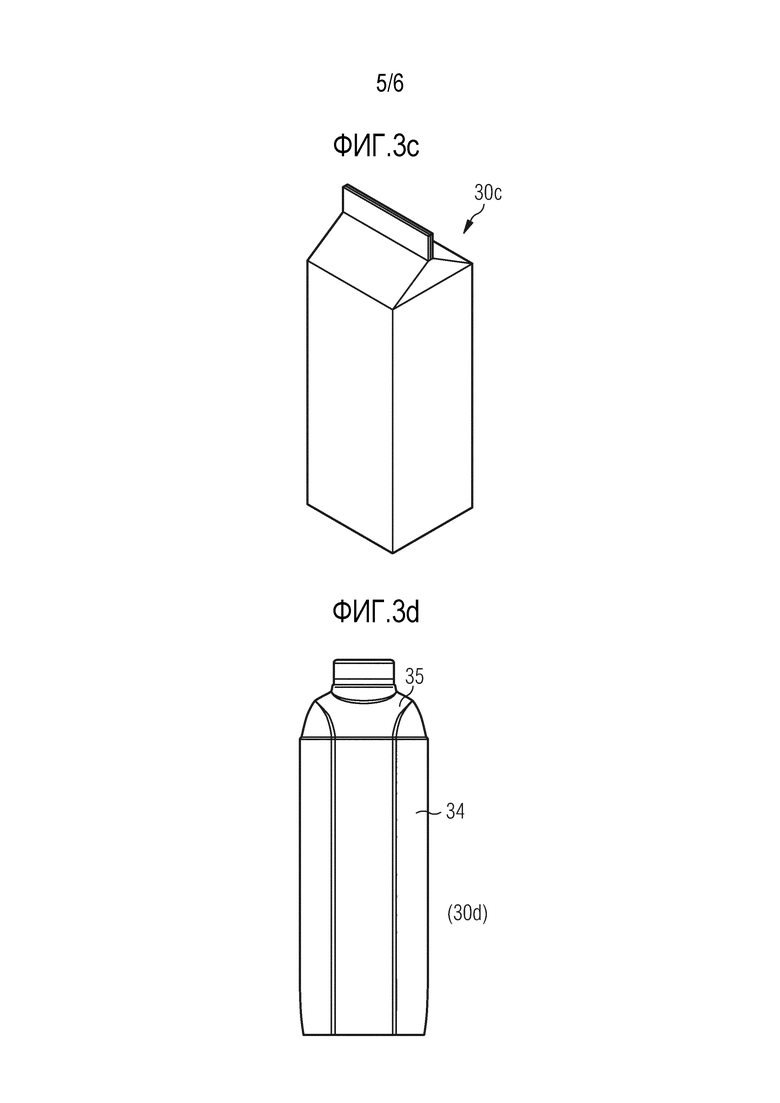
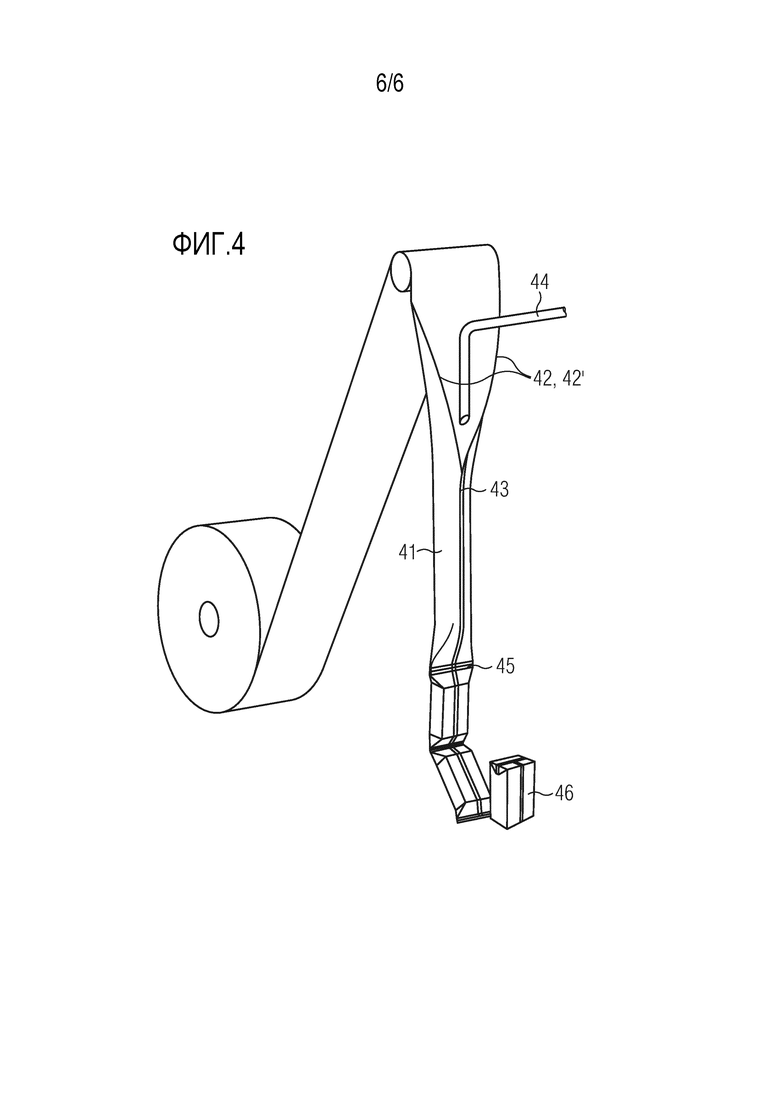
Изобретение относится к многослойным упаковочным материалам. Способ изготовления многослойного упаковочного материала (10а;10b) включает этапы: а) формирования первой ленты, содержащей слой А бумаги, или картона, или другого материала (11а;11b) на основе целлюлозы; b) формирования второй ленты, содержащей пленку или лист В (12а;12b); с) нанесения (21) водной композиции, содержащей адгезив в количестве от 0,5 до 4 г/м2, в расчете на содержание сухого вещества, на поверхность одной из первой и второй лент; d) продвижения первой и второй лент, одна из которых имеет нанесенную на ее поверхность водную адгезивную композицию, к зазору (22) прижимных валиков для соединения и наслоения друг на друга посредством находящейся между ними водной адгезивной композиции при проходе через зазор, и в то же время адгезивная композиция частично абсорбируется в поверхность по меньшей мере одной из первой и второй лент А и В. Способ ламинирования упаковочного материала на основе целлюлозы является экономически эффективным и обеспечивает достаточную механическую прочность, а также хорошие барьерные свойства и характеристики целостности картонных многослойных упаковочных материалаов для жидкостей. 14 з.п. ф-лы, 4 ил. 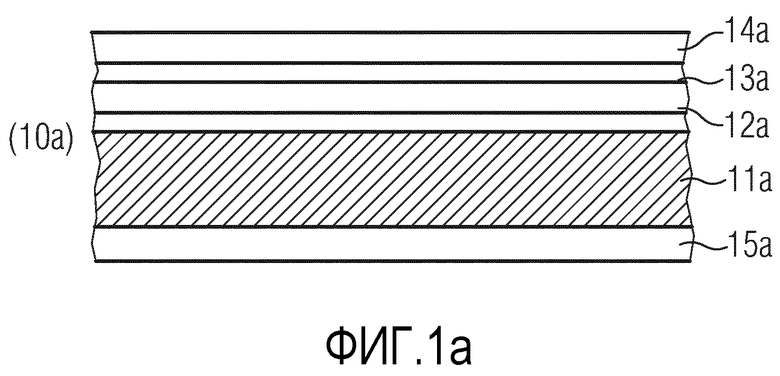
1. Способ изготовления многослойного упаковочного материала (10а; 10b) для картонной упаковки жидких пищевых продуктов, включающий в себя этапы
а) формирования первой ленты, содержащей слой А бумаги, или картона, или другого материала (11а; 11b) на основе целлюлозы,
b) формирования второй ленты, содержащей пленку или лист В (12а; 12b),
с) нанесения (21) водной композиции, содержащей адгезив в количестве от 0,5 до 4 г/м2, в расчете на содержание сухого вещества, на поверхность одной из первой и второй лент,
d) продвижения первой и второй лент, одна из которых имеет нанесенную на ее поверхность водную адгезивную композицию, к зазору (22) прижимных валиков для соединения и наслоения друг на друга посредством находящейся между ними водной адгезивной композиции при проходе через зазор, и в то же время адгезивная композиция частично абсорбируется в поверхность по меньшей мере одной из первой и второй лент А и В.
2. Способ по п.1, в котором не предусмотрено принудительное высушивание, или отверждение, или сшивание нанесенной адгезивной композиции и в котором ламинирование осуществляется при температуре окружающей среды.
3. Способ по любому из предшествующих пунктов, в котором слой А представляет собой основной слой (11а; 11с) в многослойном упаковочном материале.
4. Способ по п. 1, в котором адгезивная композиция содержит адгезивный связующий полимер, выбранный из группы, состоящей из поливинилового спирта (PVOH), полисахаридов и производных полисахаридов, таких как крахмал и целлюлоза, и их производные, поливинилацетата и модифицированных акрилатами полиолефиновых адгезивных полимеров.
5. Способ по п. 1, в котором вторая лента из пленки или листа В (12b) имеет шероховатость поверхности по Бендтсену 200 мл/мин или ниже, такую как 150 мл/мин или ниже, такую как 100 мл/мин или ниже, как определено в стандарте SCAN (Scandinavian Pulp and Paper Norms) P21-67 и в стандарте TAPPI UM535 (ISO 8791-2), и в котором водная адгезивная композиция наносится на вторую ленту.
6. Способ по п. 4, в котором адгезивный связующий полимер представляет собой модифицированный акрилатом полиолефиновый адгезив, такой как дисперсия в воде сополимера этилена и (мет)акриловой кислоты, с содержанием твердых веществ от 30 до 50 вес.%.
7. Способ по любому из пп. 5 или 6, в котором количество нанесенного адгезивного связующего полимера составляет от 0,5 до 2 г/м2, такое как от 0,5 до 1,8 г/м2, в расчете на содержание сухого вещества, такой как от 1 до 1,5 г/м2, в расчете на содержание сухого вещества.
8. Способ по любому из пп. 1 или 2, в котором лента слоя В представляет собой бумагу, или картон, или слой на основе целлюлозы, и адгезивный связующий полимер выбирается из PVOH, поливинилацетата, крахмала или производных крахмала и целлюлозы и производных целлюлозы.
9. Способ по п. 5, в котором адгезивный связующий полимер наносится в количестве от 1 до 3 г/м2, таком как от 2 до 3 г/м2, в расчете на содержание сухого вещества.
10. Способ по п. 1, в котором слой А имеет влагосодержание от 5 до 10% относительной влажности (RH), такое как от 5,5 до 7,5% RH.
11. Способ по п. 1, в котором слой А имеет шероховатость поверхности по Бендтсену 300 мл/мин или выше, такую как 400 мл/мин или выше, такую как 500 мл/мин или выше, как определено в стандарте SCAN (Scandinavian Pulp and Paper Norms) P21-67 и в стандарте TAPPI UM535 (ISO 8791-2).
12. Способ по п. 1, в котором скорость ленты при ламинировании через зазор между прижимными валиками составляет величину по меньшей мере 200 м/мин, такую как 300 м/мин или выше, такую как 400 м/мин или выше, такую как 500 м/мин или выше.
13. Способ по п. 1, в котором адгезия между слоем А и В составляет по меньшей мере 60 Н/м, такая как по меньшей мере 100 Н/м.
14. Способ по п. 1, в котором пленка или лист В (12а; 12b) наслаивается на наружную сторону слоя А (11а; 11b), то есть находящуюся на наружной стороне упаковочного контейнера, изготовленного из упаковочного материала, и содержит подложку для печати или предварительно ламинированную структуру, содержащую подложку для печати, содержащую напечатанный декоративный рисунок, и наружный прозрачный защитный полимерный слой (14а; 14b).
15. Способ по п. 1, в котором пленка или лист В (16b) наслаивается на внутреннюю сторону слоя А (11b), то есть находящуюся на внутренней стороне упаковочного контейнера, изготовленного из упаковочного материала, и содержит по меньшей мере один барьерный слой или барьерное покрытие (17b), или предварительно ламинированную структуру, содержащую барьерный слой или барьерное покрытие, и самый внутренний термосвариваемый непроницаемый для жидкости термопластичный полимер (15b).
| НЕ СОДЕРЖАЩИЙ МЕТАЛЛИЧЕСКОЙ ФОЛЬГИ ЛАМИНИРОВАННЫЙ МАТЕРИАЛ ДЛЯ МЕШКА, СПОСОБ ПРОИЗВОДСТВА МАТЕРИАЛА ДЛЯ МЕШКА И ПОЛУЧЕННЫЙ ИЗ НЕГО УПАКОВОЧНЫЙ МАТЕРИАЛ | 2010 |
|
RU2540605C2 |
| УПАКОВОЧНЫЙ МНОГОСЛОЙНЫЙ МАТЕРИАЛ, СПОСОБ ПОЛУЧЕНИЯ УПАКОВОЧНОГО МНОГОСЛОЙНОГО МАТЕРИАЛА И ИЗГОТОВЛЕННЫЙ ИЗ НЕГО УПАКОВОЧНЫЙ КОНТЕЙНЕР | 2009 |
|
RU2487065C2 |
| Карусель | 1958 |
|
SU117771A1 |

