Изобретение относится к способам изготовления сигарет, устройствам для их осуществления и, в частности, к изготовлению сигарет с центральным полым каналом («проходом»).
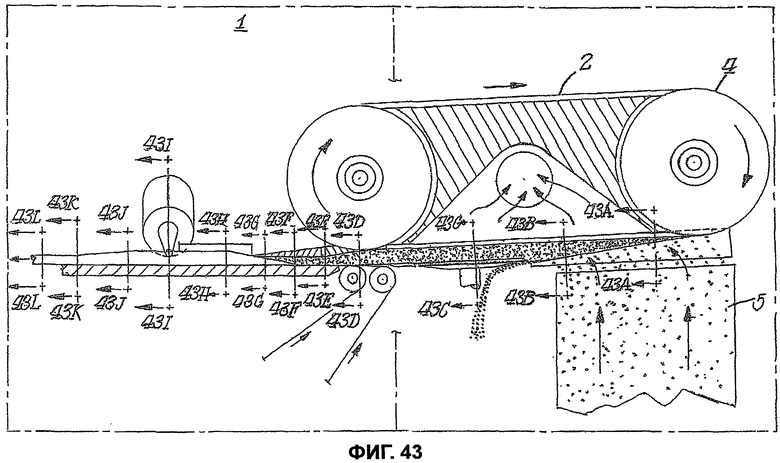
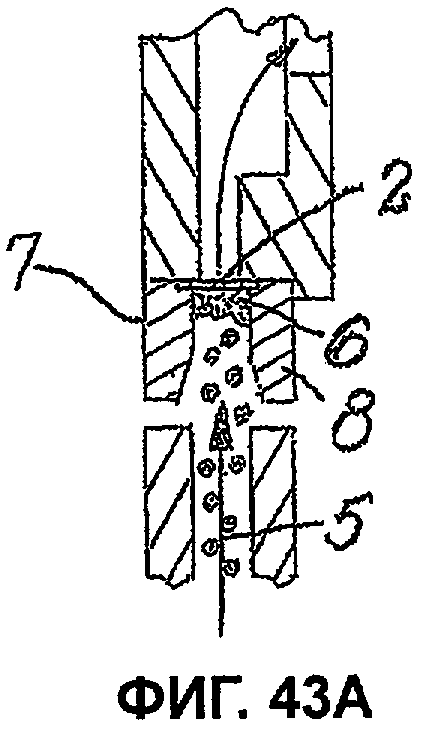
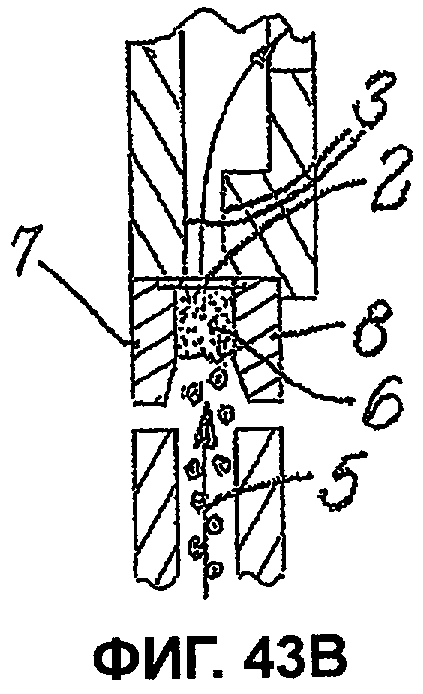
Способы и устройства уровня техники для изготовления сигарет обычно содержат секцию питателя, из которого подают табак, и секцию формирования табачного стержня, в которой табак обертывают в бумагу. На Фиг.43 показано устройство 1 уровня техники, в котором сообщают движение пористой ленте 2, огибающей два барабана 3, 4, сквозь которую втягивают воздух. Для примера на Фиг.43A-43L показаны сечения устройства по Фиг.43. Как показано на Фиг.43, табак подают к пористой ленте 2 через камеру 5 для подачи табака. Так как пористую ленту 2 транспортируют над камерой 5, то на пористой ленте 5 образуется слой 6 табака, как показано на Фиг.43A-43B.
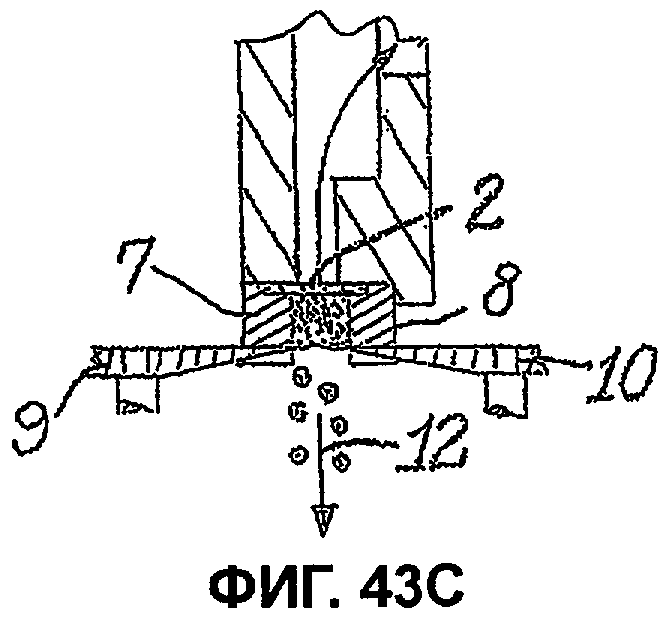
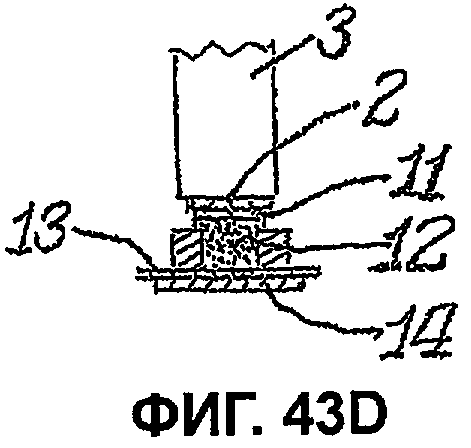
Слой 6 табака продвигают вместе с лентой 5 и ограничивают передней и задней направляющими 7, 8, как это показано на Фиг.43A-43C. На Фиг.43C показано, как табачный столбик подают через два обрезающих диска 9, 10, срезающих излишки табака до конкретной массы или объема. Затем обрезанный табачный столбик 12 пропускают под левый барабан 9, где его отскабливают от ленты 5 посредством скребка 11, как это показано на Фиг.43D. В это же время бумагу 13, которую тянут транспортирующей лентой 14, втягивают под обрезанный табачный столбик 12 в секции для формирования табачного стержня, как показано на Фиг.43D.
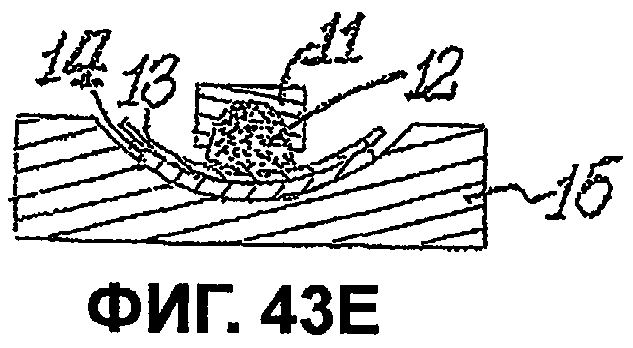
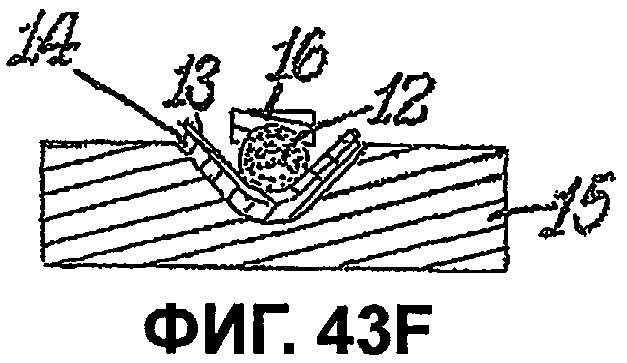
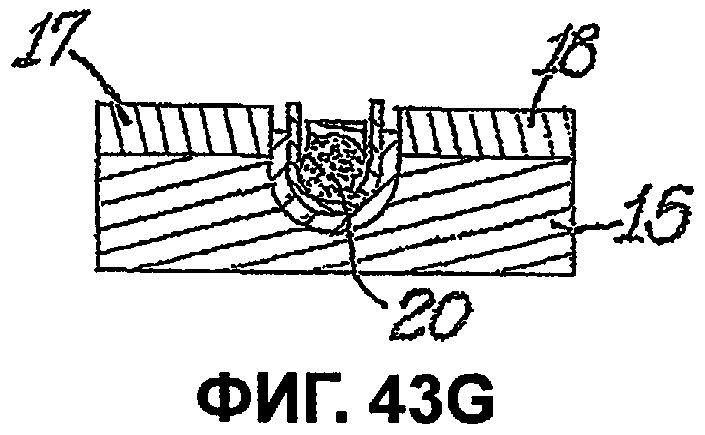
Скребком 11 с плоской входной части и вогнутым выходом формируют верхнюю сторону табачного столбика, придавая ему цилиндрическую форму, как показано на Фиг.43E. В это же время бумага 13 и транспортирующая лента 14 под обрезанным табачным столбиком 12 входят в гарнитуру 15, которая поддерживает транспортирующую ленту 14 и бумагу 13. После того, как обрезанный табачный столбик 12 покидает скребок 11, он проходит под областью лапки 16, посредством которого сохраняют цилиндрическую форму верхней стороны обрезанного столбика 12 табака, как это показано на Фиг.43F. При продвижении обрезанного столбика 12 табака через область лапки 16 транспортирующую ленту 14 и бумагу 13 под выровненным обрезанием табачным столбиком 12 посредством гарнитуры 15 огибают вокруг обрезанного табачного столбика 12 и придают нижней половине столбика цилиндрическую форму, как это показано на Фиг.43F и 43G.
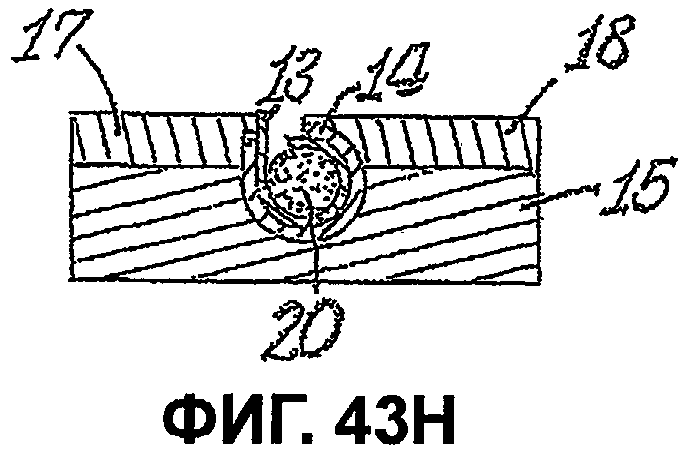
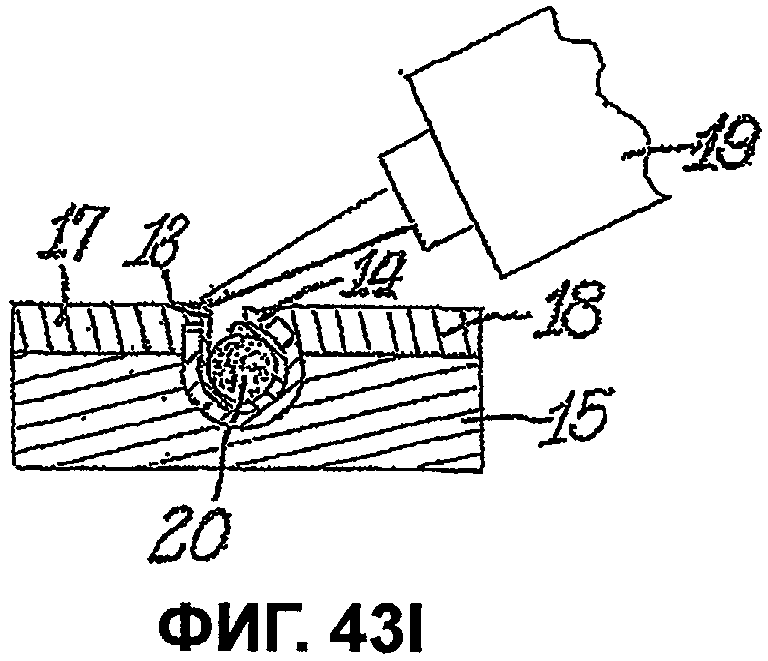
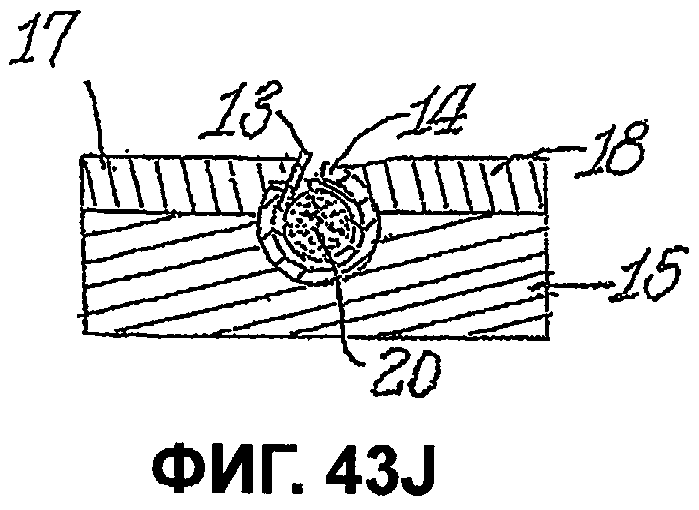
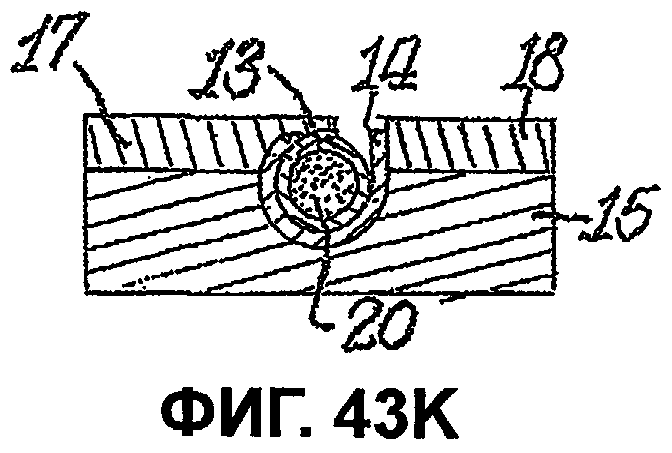
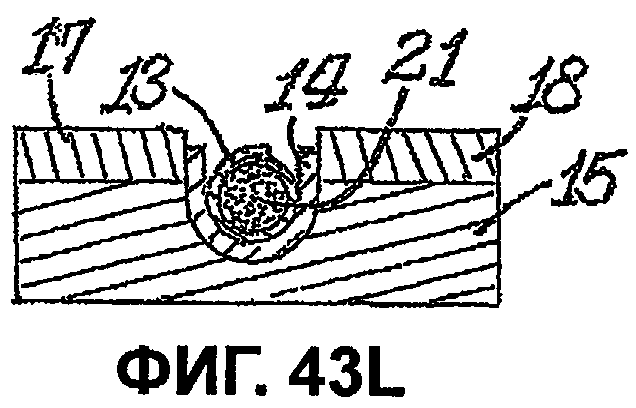
В этом месте табачный столбик уже преобразован в табачный цилиндр 20, как это показано на Фиг.43H. Передняя и задняя боковые направляющие и сгибатели 17, 18 присоединены к гарнитурному прессу на транспортирующей ленте 14 и с их помощью удерживают бумагу в натянутом состоянии вокруг табачного цилиндра 20, как это показано на Фиг.43G. При отводе табачного цилиндра 20 от лапки 16 задним сгибателем 18 понуждают транспортирующую ленту 14 и бумагу 13 к обертыванию вокруг верхней стороны табачного цилиндра 20, как это показано на Фиг.43H. Табачный цилиндр 20 и бумагу 13 продолжают продвигать по гарнитуре 15 и наносят клей аппликатором 19 под передний край бумаги, как это показано на Фиг.43I. Затем посредством переднего сгибателя 17 обертывают передний край бумаги 13 поверх заднего края по мере высвобождения задним сгибателем 18 транспортирующей ленты 14, как это показано на Фиг.43J-43L, и получают запечатанный табачный стержень 21.
Однако в табачной промышленности существует потребность в более эффективном способе создания полого канала в табачном стержне, и существует потребность в способе изготовления табачного стержня с полым каналом, проходящим через нее.
Одним воплощением настоящего изобретения является способ формирования табачного стержня с полой сердцевиной, включающий: подачу обрезанного табачного столбика к барабану; соскребание обрезанного табачного столбика с пористой транспортирующей ленты; втягивание бумаги под обрезанный табачный столбик посредством транспортирующей ленты, причем боковые стороны обрезанного табачного столбика содержатся между передней и задней направляющими; расширение и уплощение обрезанного табачного столбика на бумаге; придание бумаге цилиндрической формы огибанием вокруг табачного столбика посредством гарнитуры; пропуск табачного столбика и бумаги под лапкой, посредством которой дополнительно расширяют и уплощают табачный столбик; придание бумаге цилиндрической формы; формирование внутренней полой сердцевины посредством лапки и центровой оправки; скручивание задней части табака и бумаги с приданием цилиндрической формы посредством гарнитуры и заднего сгибателя; скручивание переднего края обрезанного табачного столбика и бумаги с выведением в вертикальное положение посредством гарнитуры; нанесение клея на внутренний край бумаги аппликатором клея; придание полой сердцевине цилиндрической формы посредством центровой оправки; скручивание табака и бумаги с приданием круглой формы посредством переднего сгибателя; поддержание формы полой сердцевины посредством центровой оправки; высвобождение задней части транспортирующей ленты от заднего сгибателя; обертывание переднего края бумаги поверх заднего края посредством переднего сгибателя; запечатывание табачного стержня с полой сердцевиной клеем из аппликатора клея; высвобождение транспортирующей ленты и подъем боковых сторон ленты в вертикальное положение; выпуск запечатанного табачного стержня с полой сердцевиной.
Другим объектом изобретения является устройство для формирования табачного стержня с полой сердцевиной, содержащее: пористую транспортирующую ленту; транспортирующую ленту; барабан; скребок; гарнитуру; лапку; центровую оправку; переднюю и заднюю направляющие; передний и задний сгибатели и аппликатор клея. В настоящем варианте выполнения бумагу втягивают под табачный столбик посредством транспортирующей ленты; скребком отделяют табак от пористой транспортирующей ленты около барабана, обеспечивая возможность расширения табачного столбика, и начинают уплощение табачного столбика на бумаге; и посредством гарнитуры придают бумаге цилиндрическую форму путем огибания вокруг табачного столбика. Далее, в этом варианте выполнения, посредством лапки расширяют и уплощают табачный столбик и посредством центровой оправки формируют табачный стержень с полой внутренней сердцевиной; посредством гарнитуры и заднего сгибателя скручивают заднюю часть табака и бумаги, придавая цилиндрическую форму; посредством гарнитуры скручивают переднюю часть табака и бумаги, выводя в вертикальное положение, где наносят клей на внутренний край бумаги аппликатором клея; и посредством центровой оправки завершают формирование табачного стержня с полой сердцевиной и сохраняют форму табачного стержня с полой сердцевиной. Кроме того, в этом варианте выполнения посредством переднего сгибателя скручивают табак и бумагу, придавая им круглую форму; высвобождают задний край транспортирующей ленты от заднего сгибателя; посредством переднего сгибателя обертывают передний край бумаги поверх заднего края бумаги для запечатывания табачного стержня с полой сердцевиной клеем из аппликатора клея; и высвобождают транспортирующую ленту от переднего сгибателя, дополнительно обеспечивая возможность подъема в вертикальное положение транспортирующей ленты для обеспечения возможности выпуска с транспортирующей ленты запечатанного табачного стержня с полой сердцевиной.
Еще один объект изобретения касается способа формирования табачного стержня с полой сердцевиной с внутренним полотном материала для поддержания полой сердцевины, включающего: подачу обрезанного табачного столбика к барабану; отделение переднего края обрезанного табачного столбика скребком от пористой ленты; втягивание бумаги под обрезанный табачный столбик посредством транспортирующей ленты, где боковые стороны обрезанного табачного столбика содержат между передней и задней направляющими; расширение и уплощение обрезанного табачного столбика на бумаге посредством скребка и лапки; подачу внутреннего сердцевинного полотна материала со скоростью, согласованной со скоростью перемещения обрезанного табачного столбика; придание бумаге, табаку и внутреннему полотну материала цилиндрической формы путем огибания вокруг центрального сгибателя; формирование внутренней полой сердцевины посредством центрального сгибателя и центровой оправки; скручивание задней части табака, бумаги и внутреннего сердцевинного полотна материала с приданием цилиндрической формы; скручивание внутренней полой сердцевины посредством заднего сгибателя; скручивание посредством гарнитуры передней части табака, бумаги и внутреннего полотна материала с выведением в вертикальное положение; нанесение клея на внутренний край бумаги аппликатором клея; формирование внутренней сердцевины посредством центровой оправки; скручивание табака, бумаги и внутреннего полотна материала с приданием цилиндрической формы посредством переднего сгибателя; поддержание формы полой сердцевины посредством центровой оправки; высвобождение заднего края транспортирующей ленты от заднего сгибателя; обертывание переднего края бумаги поверх заднего края посредством переднего сгибателя; нанесение клея из аппликатора клея; поддержание формы полой сердцевины посредством центровой оправки; высвобождение транспортирующей ленты от переднего сгибателя; подъем боковых краев транспортирующей ленты в вертикальное положение; и выпуск запечатанного табачного стержня с полой сердцевиной, с внутренним сердцевинным полотном материала.
Еще одним объектом изобретения является устройство для формирования табачного стержня с полой сердцевиной, с внутренним полотном материала для поддержания полой сердцевины, содержащее: пористую транспортирующую ленту; транспортирующую ленту; барабан; скребок; гарнитуру; лапку; центровую оправку; переднюю и заднюю направляющие; передний и задний сгибатели и аппликатор клея. В настоящем варианте выполнения изобретения бумагу втягивают под табачный столбик посредством транспортирующей ленты; скребком отдаляют табак от пористой транспортирующей ленты около барабана, обеспечивая возможность расширения табачного столбика, и начинают уплощать табачный столбик на бумаге; посредством гарнитуры придают бумаге, табаку и внутреннему полотну материала цилиндрическую форму путем огибания вокруг центрального сгибателя, где внутреннее сердцевинное полотно материала подают с согласованной скоростью; посредством лапки расширяют и уплощают табачный столбик, и посредством центровой оправки формируют табачный стержень с полой внутренней сердцевиной. Далее в этом варианте выполнения посредством заднего сгибателя скручивают заднюю часть табака, бумаги и внутреннего полотна материала, придавая цилиндрическую форму; посредством гарнитуры скручивают передний край табака, бумаги и внутреннего полотна материала, располагая в вертикальном положении, где наносят клей на внутренний край бумаги аппликатором клея; посредством центровой оправки завершают формирование табачного стержня с полой сердцевиной и сохраняют форму табачного стержня с полой сердцевиной. Кроме того, в этом варианте выполнения посредством переднего сгибателя скручивают табак, бумагу и внутреннее полотно материала, придавая цилиндрическую форму; высвобождают задний край транспортирующей ленты от заднего сгибателя; посредством переднего сгибателя обертывают передний край бумаги поверх заднего края бумаги для запечатывания табачного стержня с полой сердцевиной клеем, наносимого аппликатором клея; и высвобождают транспортирующую ленту от переднего сгибателя, дополнительно обеспечивая возможность подъема транспортирующей ленты в вертикальное положение, обеспечивая возможность выпуска запечатанного табачного стержня с полой сердцевиной с внутренним сердцевинным материалом с транспортирующей ленты.
Еще одним объектом настоящего изобретения является способ формирования табачного стержня с полой сердцевиной при использовании особенно широкой бумаги для поддержания внутренней сердцевины, включающий: подачу обрезанного табачного столбика к барабану; отделение обрезанного табачного столбика от пористой ленты передним краем скребка; втягивание особенно широкого полотна бумаги под обрезанный табачный столбик посредством транспортирующей ленты, где боковые стороны табачного столбика удерживают передней и задней направляющими; расширение и уплощение обрезанного табачного столбика на бумаге посредством скребка и лапки; скручивание бумаги поверх обрезанного табачного столбика; обертывание бумаги поверх переднего края обрезанного табачного столбика; придание табаку и бумаге цилиндрической формы путем огибания вокруг лапки посредством гарнитуры; формирование табака и бумаги в табачный стержень с полой сердцевиной посредством заднего сгибателя и центровой оправки; скручивание табака и бумаги с выведением в вертикальное положение; нанесение клея на внутренний край бумаги аппликатором клея; скручивание табака и бумаги с приданием цилиндрической формы; поддержание формы полой сердцевины посредством центровой оправки; высвобождение заднего края транспортирующей ленты от заднего сгибателя; обертывание переднего края бумаги поверх заднего края посредством переднего сгибателя; запечатывание табачного стержня клеем, наносимым аппликатором клея; высвобождение транспортирующей ленты и подъем краев транспортирующей ленты в вертикальное положение; и выпуск запечатанного табачного стержня с полой сердцевиной.
Еще одним объектом настоящего изобретения является устройство для формирования табачного стержня с полой сердцевиной при использовании особенно широкой бумаги для поддержания внутренней сердцевины, содержащее: пористую транспортирующую лент; транспортирующую ленту; барабан; скребок; гарнитуру; лапку; центровую оправку; сгибатель; переднюю и заднюю направляющие; передний и задний сгибатели и аппликатор клея. В настоящем варианте выполнения изобретения особенно широкое полотно бумаги втягивают под табачный столбик посредством транспортирующей ленты; боковые стороны табачного столбика удерживают посредством передней направляющей и задней направляющей; посредством скребка и лапки обеспечивают возможность расширения и уплощения табачного столбика по особенно широкой бумаге; и посредством сгибателя скручивают бумагу поверх табачного столбика. Далее в этом варианте выполнения посредством сгибателя обертывают бумагу поверх табачного столбика, а передний край табачного столбика удерживают посредством передней направляющей; посредством гарнитуры придают особенно широкой бумаге и табаку цилиндрическую форму, огибая вокруг центрального сгибателя; посредством лапки расширяют и уплощают табачный столбик и посредством центровой оправки формируют табачный стержень с полой внутренней сердцевиной. Кроме того, в этом варианте выполнения посредством гарнитуры скручивают передний край табака и бумаги, выводя в вертикальное положение, где наносят клей на внутренний край бумаги аппликатором клея; посредством центровой оправки завершают формирование табачного стержня с полой сердцевиной и сохраняют форму табачного стержня с полой сердцевиной; посредством переднего сгибателя скручивают табак, бумагу и внутреннее полотно материала, придавая цилиндрическую форму; заднюю часть транспортирующей ленты высвобождают от заднего сгибателя; посредством переднего сгибателя обертывают передний край бумаги поверх заднего края бумаги для запечатывания табачного стержня с полой сердцевиной клеем, наносимым аппликатором клея; и высвобождают транспортирующую ленту от переднего сгибателя, дополнительно обеспечивая возможность подъема транспортирующей ленты в вертикальном положении, обеспечивая возможность выпуска запечатанного табачного стержня с полой сердцевиной с внутренним сердцевинным материалом с транспортирующей ленты.
На чертежах:
Фиг.1A - блок-схема способа формирования табачного стержня с полой сердцевиной для осуществления первого варианта выполнения настоящего изобретения;
Фиг.1B - схема варианта выполнения настоящего изобретения;
Фиг.2 показывает, как обрезанный табачный столбик продвигается к колесу, где передний край скребка отделяет табак от пористой ленты;
Фиг.3 показывает, как продвигаются обрезанный табачный столбик и бумага, и обеспечение посредством скребка расширения табачного столбика и начала уплощения табачного столбика на бумаге;
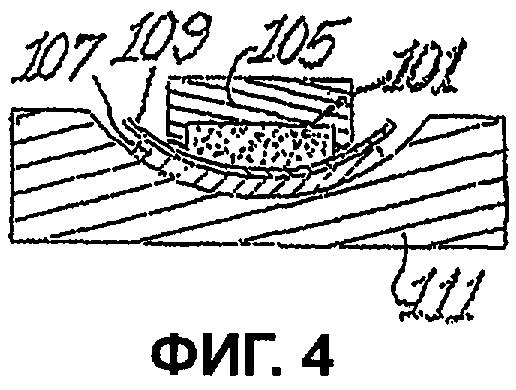
Фиг.4 - начало придания цилиндрической формы бумаге посредством гарнитуры путем огибания ее вокруг табачного столбика;
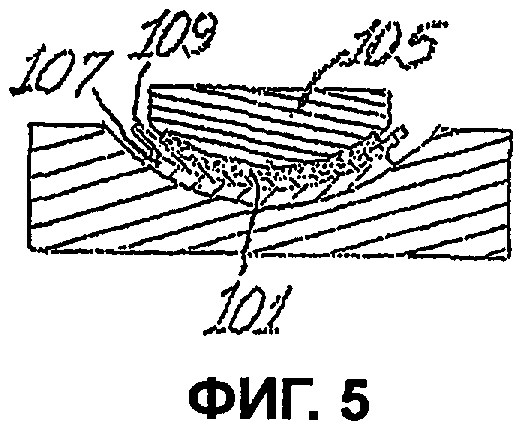
Фиг.5 - проход табачного столбика и бумаги под лапкой, посредством которой продолжают расширение и уплощение табачного столбика;
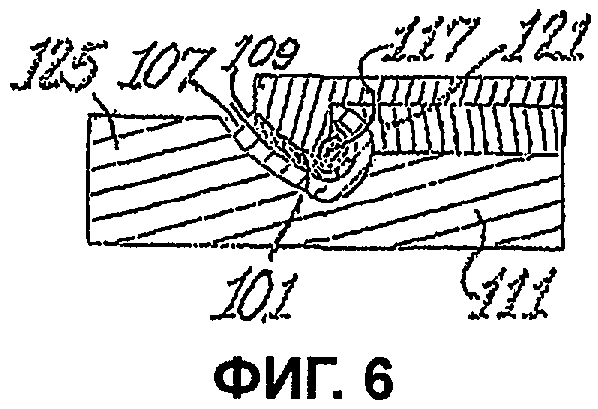
Фиг.6 - скручивание посредством гарнитуры и заднего сгибателя задней части табака и бумаги с приданием цилиндрической формы;
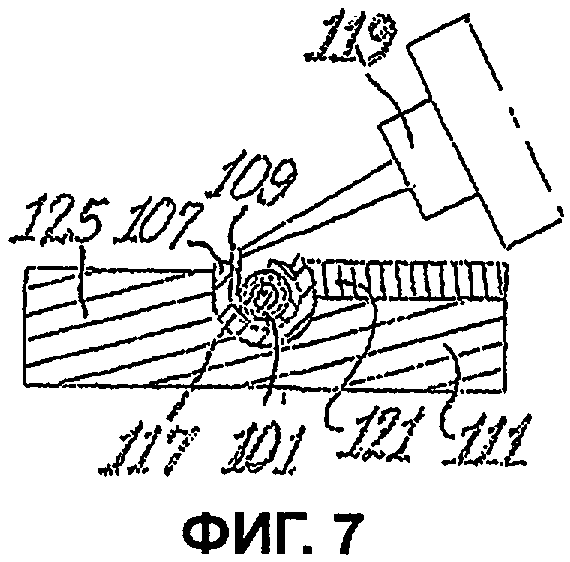
Фиг.7 - скручивание посредством гарнитуры переднего края табака и бумаги с выведением в вертикальное положение, где на внутренний край бумаги наносят клей аппликатором клея;
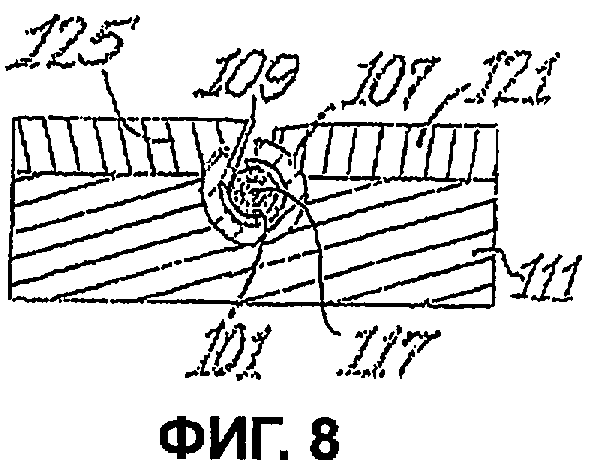
Фиг.8 - продолжение продвижения табака и бумаги и скручивание табака и бумаги посредством переднего сгибателя с приданием круглой формы и поддержание формы полой сердцевины посредством центровой оправки;
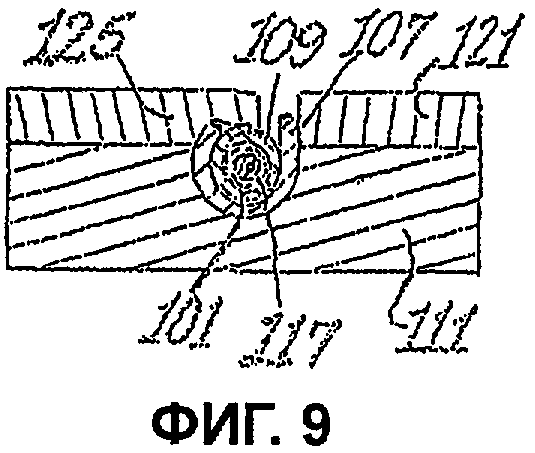
Фиг.9 - высвобождение заднего края транспортирующей ленты от заднего сгибателя и обертывание посредством переднего сгибателя переднего края бумаги поверх заднего края, где ее запечатывают клеем, наносимым аппликатором клея;
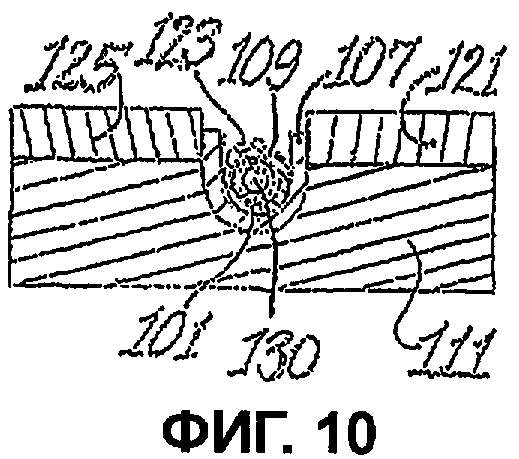
Фиг.10 - высвобождение транспортирующей ленты от переднего сгибателя и обеспечение возможности подъема ленты в вертикальное положение таким образом, чтобы запечатанный табачный стержень с полой сердцевиной можно было вывести из устройства согласно настоящему изобретению;
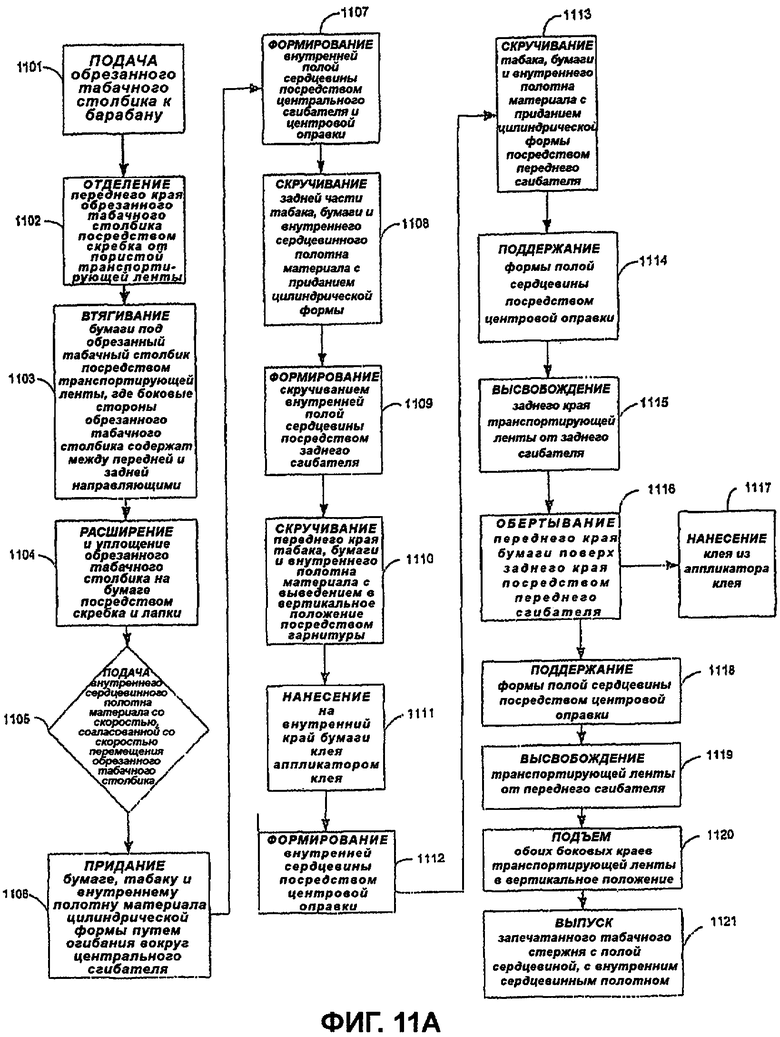
Фиг.11A - примерная блок-схема способа формирования табачного стержня с полой сердцевиной, в которой внутреннюю полую сердцевину сохраняют посредством полотна материала;
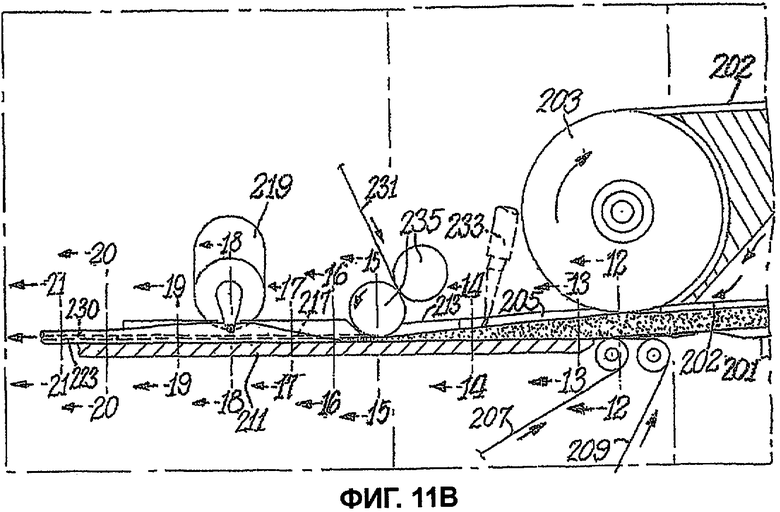
Фиг.11B - примерная схема другого варианта выполнения настоящего изобретения;
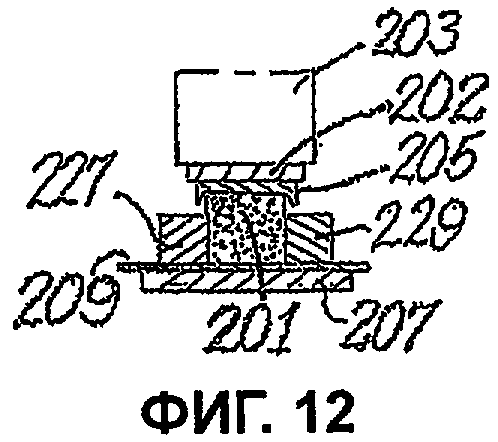
Фиг.12 - продвижение обрезанного табачного столбика к барабану, где передним краем скребка отделяют табак от пористой ленты;
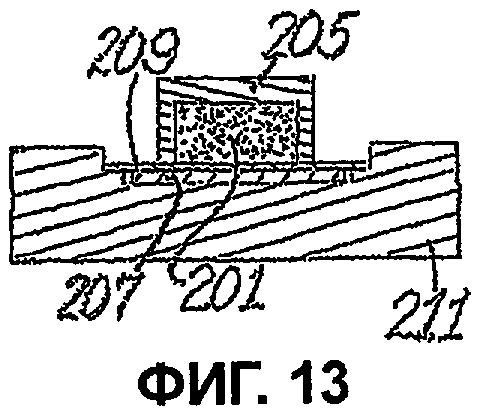
Фиг.13 - продвижение табака и бумаги к скребку и лапке;
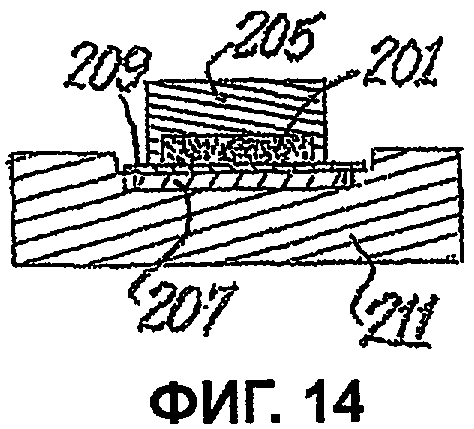
Фиг.14 - обеспечение возможности расширения и уплощения табачного столбика на бумаге посредством скребка и лапки;
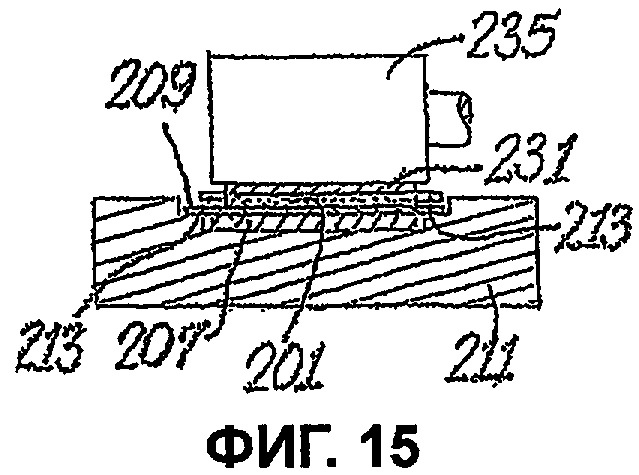
Фиг.15 - полотно материала для внутренней сердцевины;
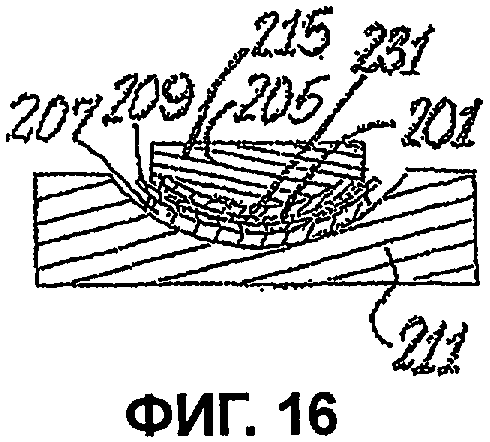
Фиг.16 - продвижение табака к гарнитуре, посредством которой начинают придавать бумаге, табаку и внутреннему полотну материала цилиндрическую форму;
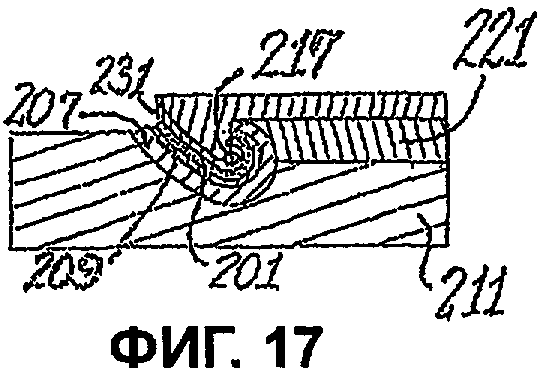
Фиг.17 - начало формирования внутренней полой сердцевины посредством центрального сгибателя;
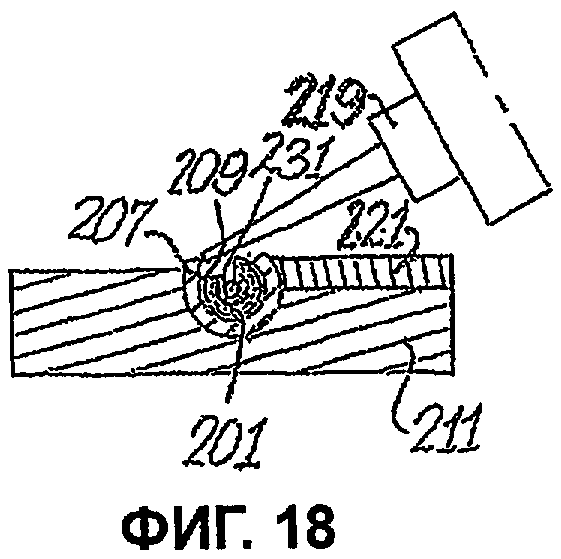
Фиг.18 - скручивание посредством гарнитуры переднего края табака, бумаги и внутреннего полотна материала с выведением в вертикальное положение, где наносят клей на внутренний край бумаги аппликатором клея;
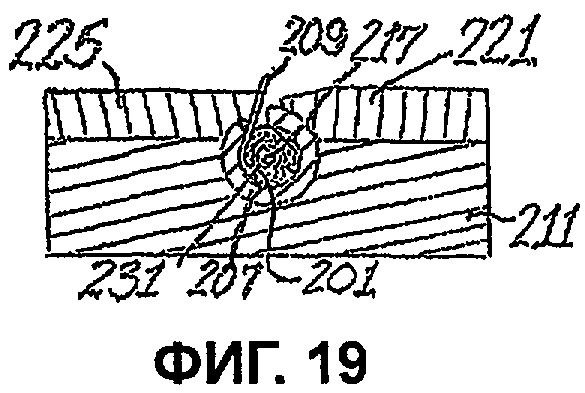
Фиг.19 - завершение формирования внутренней сердцевины посредством центровой оправки;
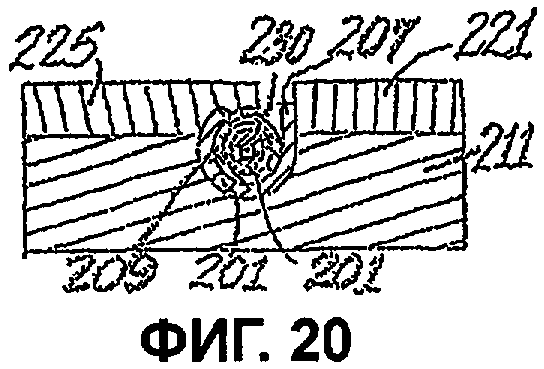
Фиг.20 - высвобождение заднего края транспортирующей ленты от заднего сгибателя и обертывание посредством переднего сгибателя переднего края бумаги поверх заднего края, где ее запечатывают клеем, наносимого аппликатором клея;
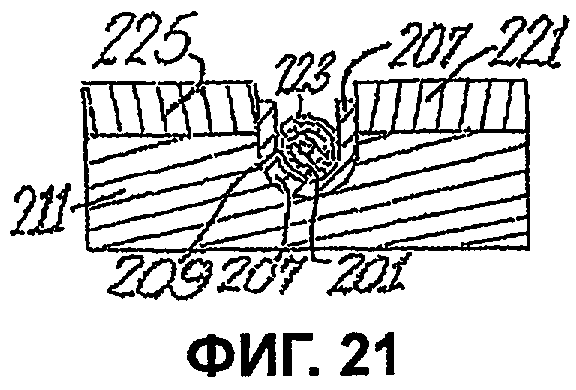
Фиг.21 - последующее высвобождение транспортирующей ленты от переднего сгибателя и обеспечение возможности подъема ленты в вертикальное положение таким образом, чтобы можно было выпустить запечатанный табачный стержень с полой сердцевиной, с внутренним сердцевинным полотном материала согласно настоящему изобретению;
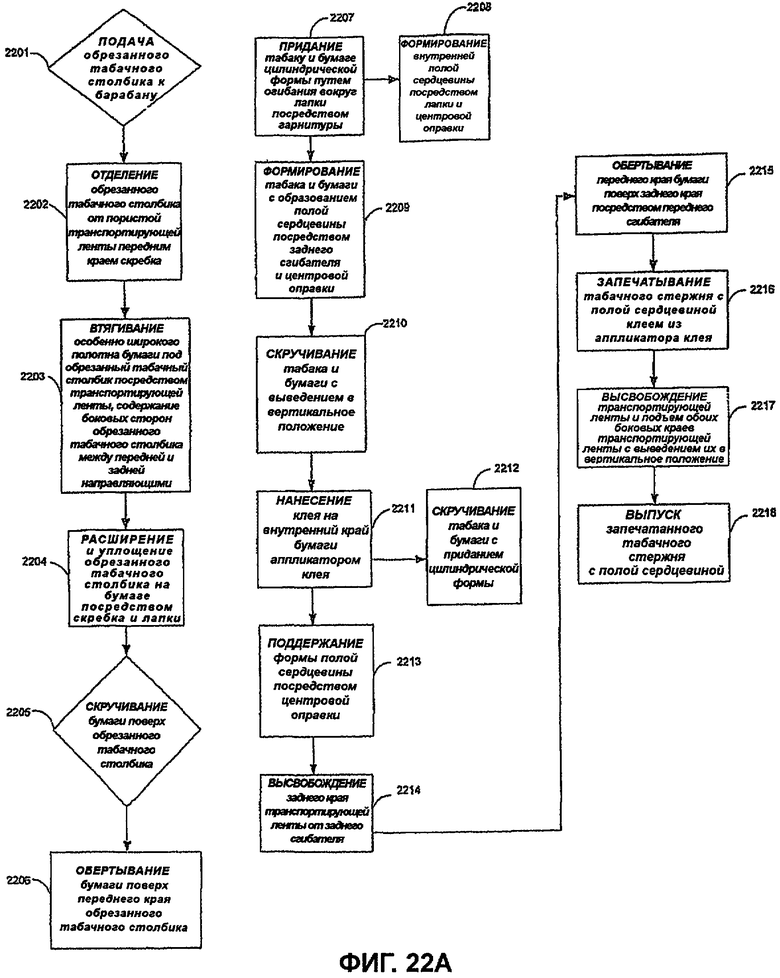
Фиг.22A - примерная блок-схема способа формирования табачного стержня с полой сердцевиной с особенно широкой бумагой для поддержания внутренней полой сердцевины и наружного диаметра табачного стержня;
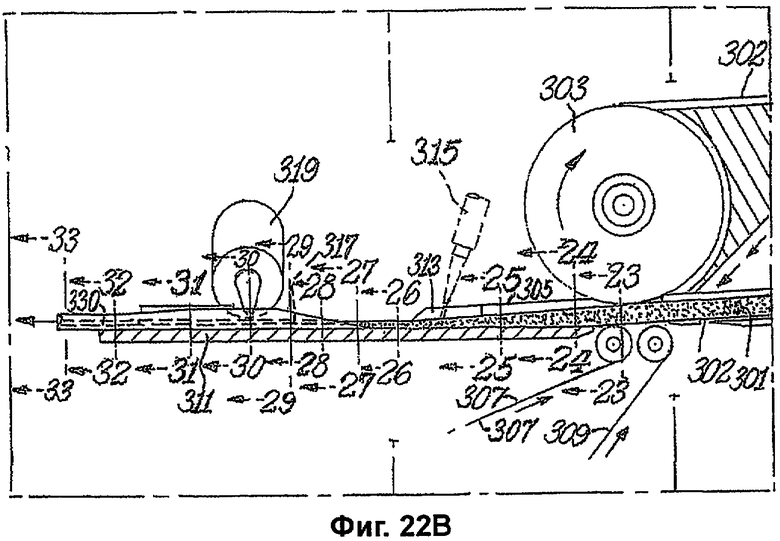
Фиг.22B - примерная схема еще одного варианта выполнения настоящего изобретения;
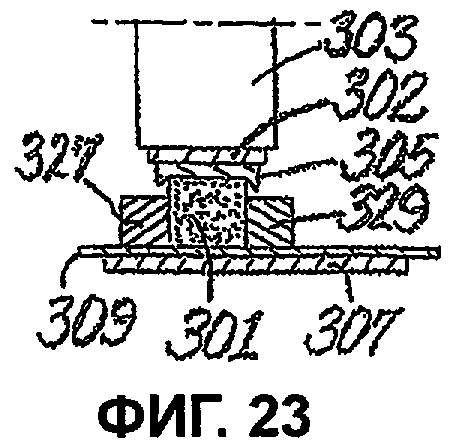
Фиг.23 - продвижение обрезанного табачного столбика к барабану, где передним краем скребка отделяют табак от пористой ленты;
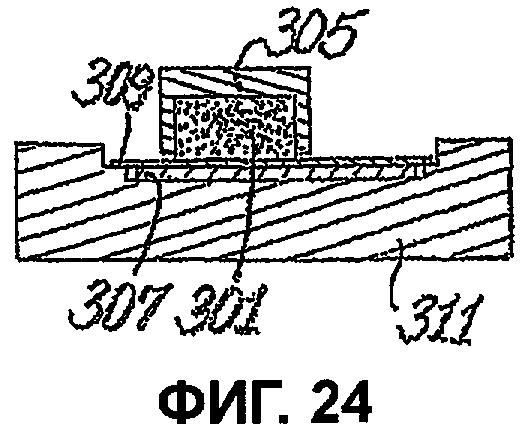
Фиг.24 - продвижение табака и бумаги;
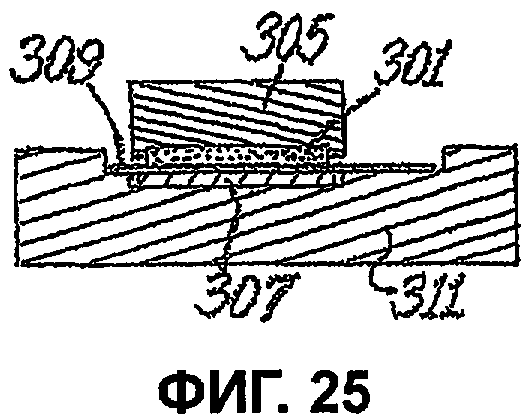
Фиг.25 - обеспечение возможности расширения и уплощения табачного столбика на бумаге посредством скребка и лапки;
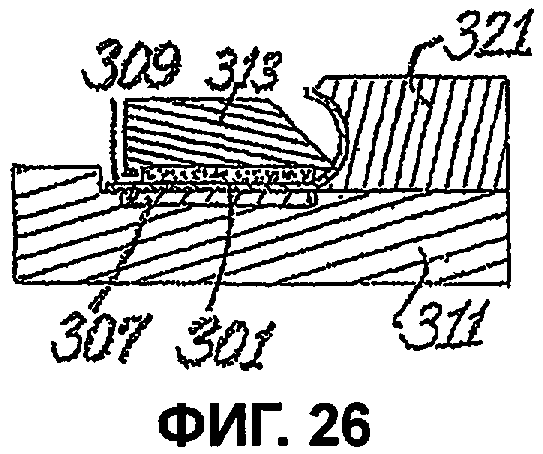
Фиг.26 - начало скручивания бумаги поверх табачного столбика посредством сгибателя;
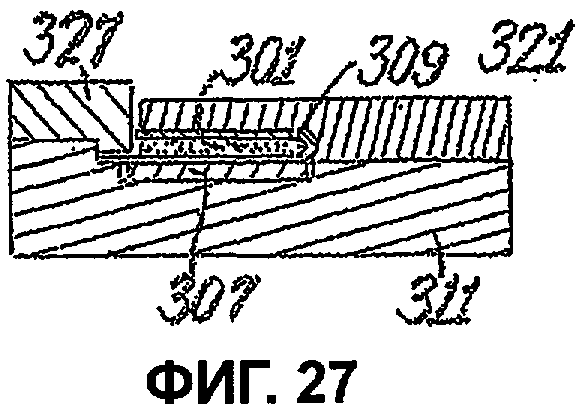
Фиг.27 - завершение обертывания бумаги поверх табачного столбика посредством сгибателя и охват переднего края табачного столбика передней направляющей;
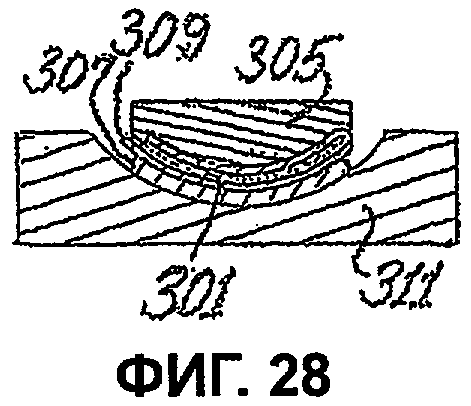
Фиг.28 - продвижение табака и бумаги к гарнитуре и начало придания табаку и бумаге цилиндрической формы путем огибания их вокруг лапки;
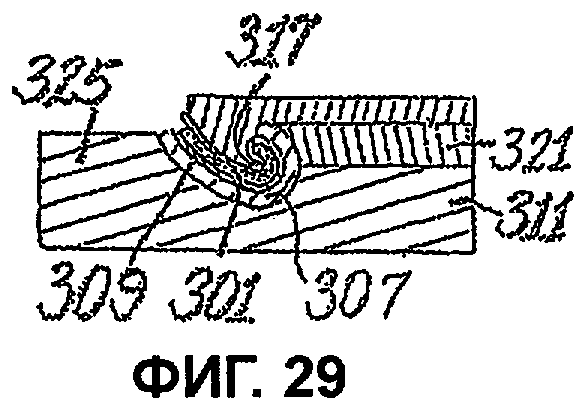
Фиг.29 - начало формирования полой сердцевины посредством центровой оправки цилиндрической формы;
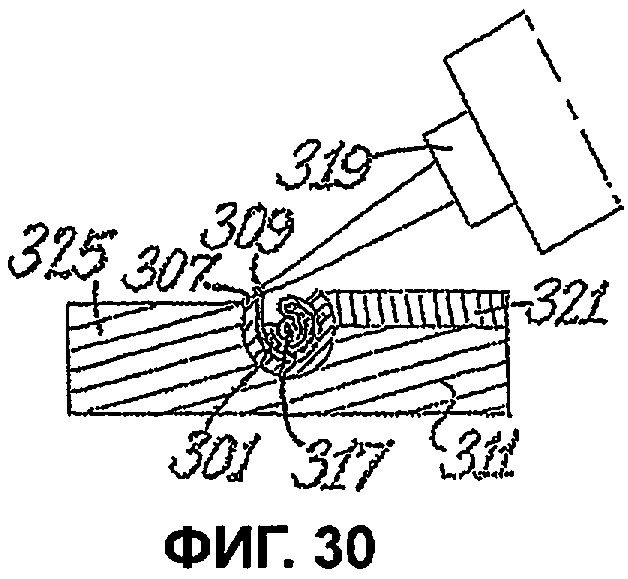
Фиг.30 - скручивание посредством гарнитуры табака и бумаги и выведение в вертикальное положение, где наносят клей на внутренний край бумаги аппликатором клея;
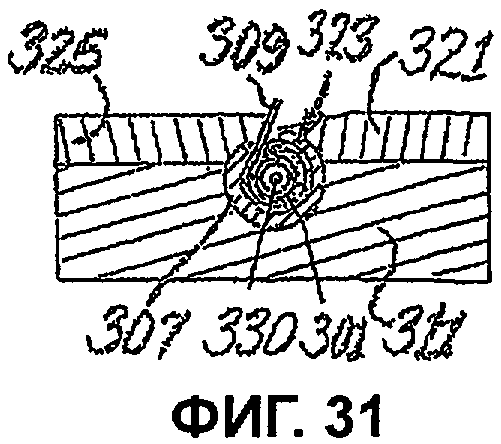
Фиг.31 - продолжение продвижения табака и бумаги к переднему сгибателю, посредством которого скручивают табак и бумагу, придавая им цилиндрическую форму;
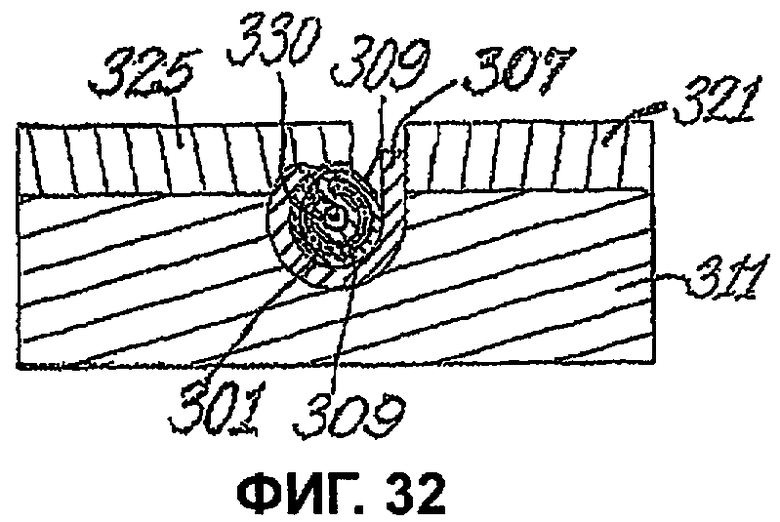
Фиг.32 - высвобождение заднего края транспортирующей ленты от заднего сгибателя и обертывание посредством переднего сгибателя переднего края бумаги поверх заднего края, где ее запечатывают клеем, подаваемым из аппликатора клея;
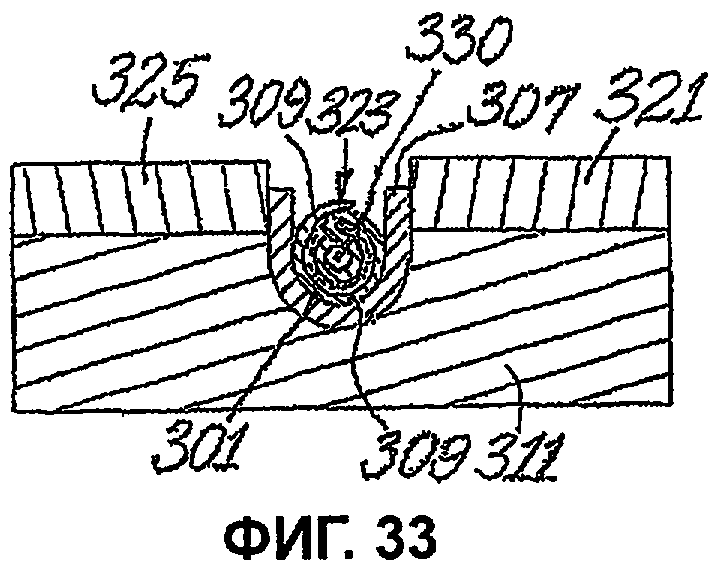
Фиг.33 - высвобождение транспортирующей ленты, что позволяет ленте подниматься в вертикальное положение таким образом, чтобы можно было выпустить запечатанный табачный стержень с полой сердцевиной согласно настоящему изобретению;
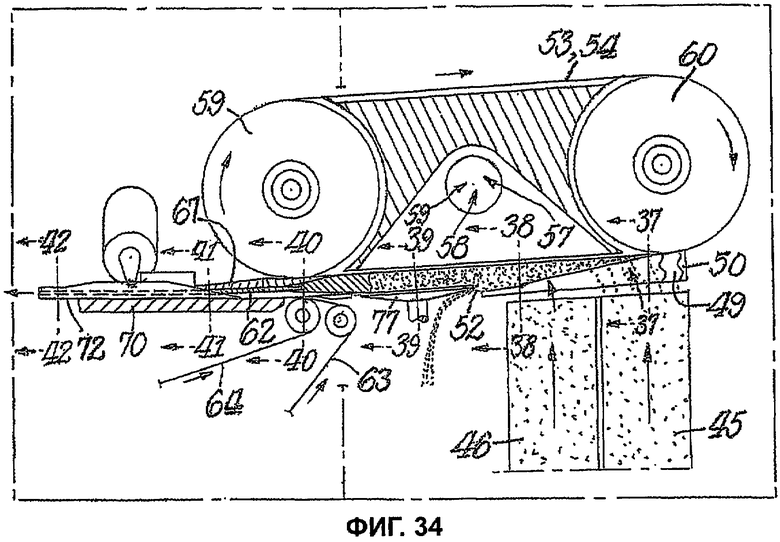
Фиг.34 - еще один вариант выполнения настоящего изобретения;
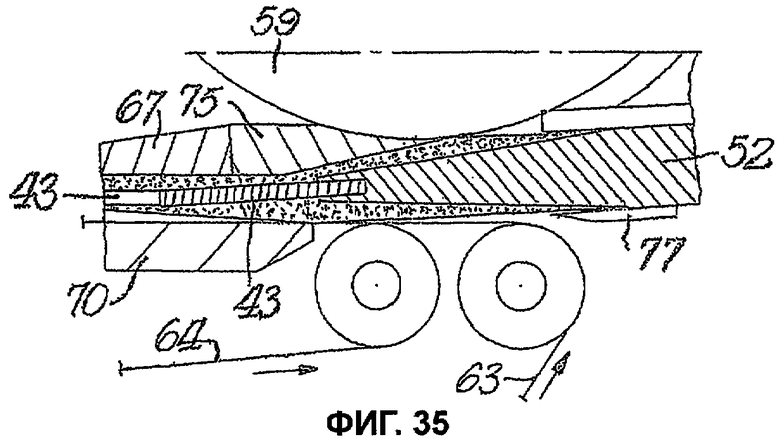
Фиг.35 - вид по Фиг.34 в увеличенном масштабе со сплошной цилиндрической оправкой, вставленной в центральную направляющую;
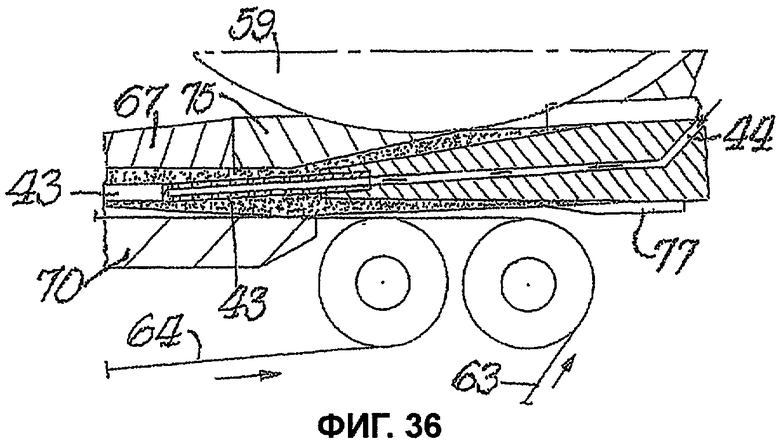
Фиг.36 - вид по Фиг.34 в увеличенном масштабе с полой трубчатой оправкой, вставленной в центральную направляющую;
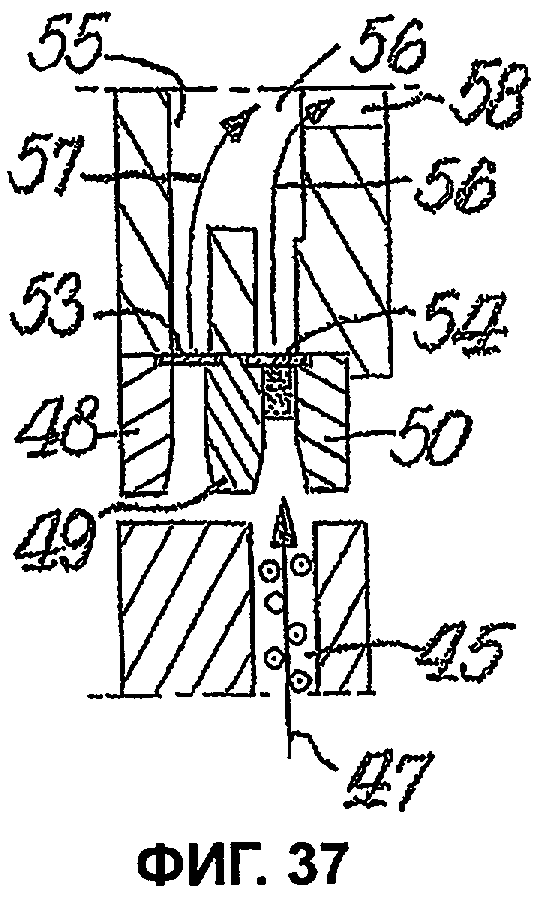
Фиг.37 - подача потока табака правым восходящим потоком;
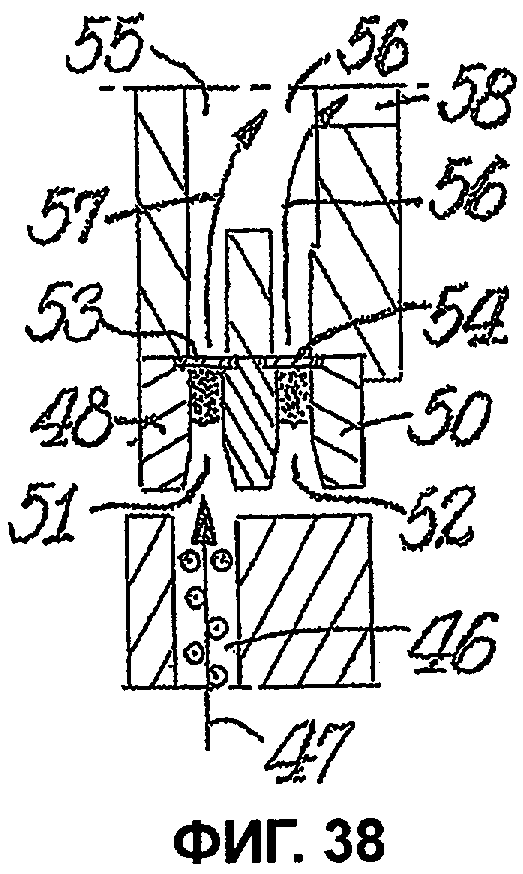
Фиг.38 - подача потока табака левым восходящим потоком;
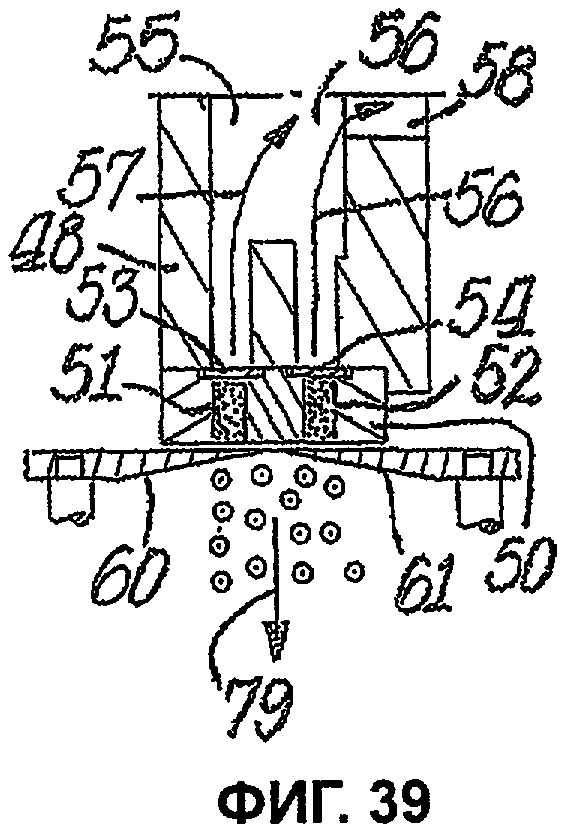
Фиг.39 - выравнивание срезанием столбиков табака согласно настоящему изобретению;
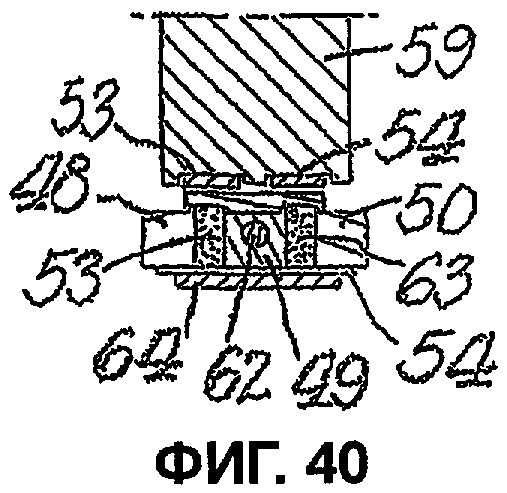
Фиг.40 - использование барабана согласно настоящему варианту выполнения изобретения;
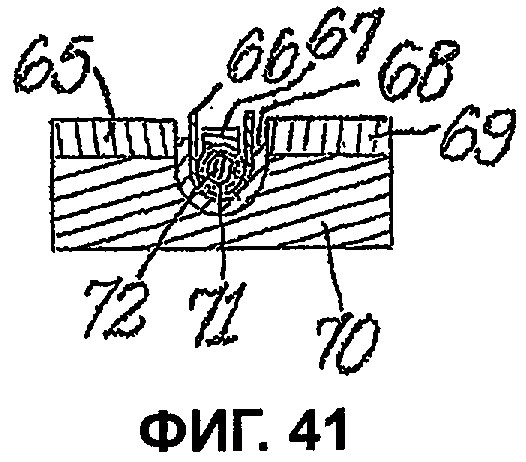
Фиг.41 - табачная палочка со сплошной центровой оправкой;
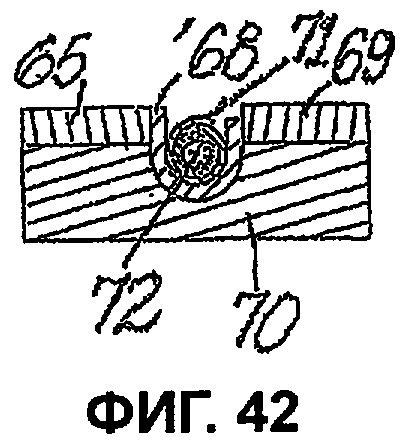
Фиг.42 - табачная палочка с полой центровой оправкой;
Фиг.43 - вариант выполнения согласно прототипу;
Фиг.43A - сечение 43A-43A на Фиг.43;
Фиг.43B - сечение 43B-43B на Фиг.43;
Фиг.43C - сечение 43C-43C на Фиг.43;
Фиг.43D - сечение 43D-43D на Фиг.43;
Фиг.43E - сечение 43E-43E на Фиг.43;
Фиг.43F - сечение 43F-43F на Фиг.43;
Фиг.43G - сечение 43G-43G на Фиг.43;
Фиг.43H - сечение 43H-43H на Фиг.43;
Фиг.43I - сечение 43I-43I на Фиг.43;
Фиг.43J - сечение 43J-43J на Фиг.43;
Фиг.43K - сечение 43K-43K на Фиг.43;
Фиг.43L - сечение 43L-43L на Фиг.43.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВЫПОЛНЕНИЯ
Одним вариантом выполнения настоящего изобретения является способ формирования табачного стержня с полой сердцевиной. В частности, на Фиг.1A показана примерная блок-схема способа формирования табачного стержня с полой сердцевиной для этого варианта выполнения, а на Фиг.1B показан вариант выполнения устройства согласно настоящему изобретению.
Стадия 101, как это показано на Фиг.1A, заключается в подаче обрезанного табачного столбика к барабану. На стадии 102 производят отскабливание обрезанного табачного столбика от пористой транспортирующей ленты. Стадия 103 (см. Фиг.1A) заключается во втягивании бумаги под обрезанный табак посредством транспортирующей ленты, где боковые стороны обрезанного табачного столбика содержат между передней и задней направляющими. Стадия 104 включает расширение и уплощение обрезанного табачного столбика на бумаге. На стадии 105 бумаге придают цилиндрическую форму путем огибания ее посредством гарнитуры вокруг табачного столбика.
Стадия 106 включает пропуск табачного столбика и бумаги под лапкой, дополнительно расширяя и уплощая табачный столбик. На стадиях 107 и 108, соответственно, бумаге придают цилиндрическую форму и формируют внутреннюю полую сердцевину посредством лапки и центровой оправки. Стадия 109 включает скручивание задней части табака и бумаги с приданием цилиндрической формы посредством гарнитуры и заднего сгибателя. На стадиях 110 и 111, соответственно, производят скручивание переднего края обрезанного табачного столбика и бумаги с введением в вертикальное положение посредством гарнитуры и наносят клей на внутренний край бумаги аппликатором клея.
На стадии 112 образуют полую сердцевину, придавая ей цилиндрическую форму, посредством центровой оправки. На стадии 113 скручивают табак и бумагу, придавая им круглую форму, посредством переднего сгибателя. На стадии 114 сохраняют форму полой сердцевины посредством центровой оправки. На стадиях 115 и 116, соответственно, высвобождают задний край транспортирующей ленты от заднего сгибателя и обертывают передний край бумаги поверх заднего края посредством переднего сгибателя. На стадии 117 табачный стержень с полой сердцевиной запечатывают клеем, нанесенным из аппликатора клея. На стадии 118 высвобождают транспортирующую ленту и производят подъем обоих боковых краев транспортирующей ленты в вертикальное положение. На стадии 119 запечатанный табачный стержень с полой сердцевиной выводят из устройства согласно настоящему изобретению.
Обрезанный табачный столбик 101 продвигают к барабану 103, как это показано на Фиг.1B. В этом месте передним краем скребка 105 отделяют табак от пористой транспортирующей ленты 102, как это показано на Фиг.2. Бумагу 109 втягивают под табачный столбик 101 посредством транспортирующей ленты 107, а боковые стороны табачного столбика 101 содержат между передней и задней направляющими (не показаны). По мере продвижения табачного столбика 101 и бумаги 109 влево посредством скребка 105 обеспечивают возможность расширения табачного столбика 101 и начинают уплощение табачного столбика 101 на бумаге 109, как это показано на Фиг.3 и Фиг.4. В то же самое время посредством гарнитуры 111 начинают придавать бумаге цилиндрическую форму путем огибания ее вокруг табачного столбика 101, как это показано на Фиг.3 и Фиг.4. Затем табачный столбик 101 и бумагу 109 пропускают под лапкой 113, посредством чего продолжают расширение и уплощение табачного столбика 101. Посредством гарнитуры 111 продолжают придавать бумаге цилиндрическую форму, как это показано на Фиг.5. Лапка 113 затем переходит в центровую оправку 117, и с ее помощью начинают формирование внутренней полой сердцевины табака.
В то же самое время посредством гарнитуры 111 и заднего сгибателя 121 скручивают заднюю часть табака и бумаги, придавая им цилиндрическую форму, как это показано на Фиг.6. Посредством гарнитуры 111 скручивают передний край табака 101 и бумаги 109, выводя в вертикальное положение, как это показано на Фиг.7, где на внутренний край бумаги наносят клей аппликатором 119 клея. Центровая оправка 117 на Фиг.1B и Фиг.7 имеет цилиндрическую форму в этом месте, и с ее помощью завершают формирование полой сердцевины. Продолжая продвижение табака 101 и бумаги 109 влево, посредством переднего сгибателя 125 продолжают скручивать табак 101 и бумагу 109, придавая им круглую форму, а посредством центровой оправки 117 сохраняют форму полой сердцевины, как это показано на Фиг.8.
На Фиг.9 показано, что затем высвобождают задний край транспортирующей ленты 107 от заднего сгибателя 121, а посредством переднего сгибателя 125 обертывают передний край бумаги 109 поверх заднего края, где ее запечатывают, используя клей из аппликатора 119 клея. Во время этого действия посредством центровой оправки 117 все еще сохраняют форму полой сердцевины. Затем посредством переднего сгибателя 125 высвобождают транспортирующую ленту 107 и обеспечивают возможность подъема ленты в вертикальное положение таким образом, чтобы запечатанный табачный стержень с полой сердцевиной 123 можно было выпустить с ленты, как это показано на Фиг.10.
В качестве возможного решения в варианте выполнения, рассмотренном выше, можно наносить связующее на табак 101 во время его преобразования в широкий плоский столбик, используя устройство 115, как это показано на Фиг.1B. Посредством этого связующего повышают жесткость полой сердцевины.
Другим вариантом выполнения настоящего изобретения является способ формирования табачного стержня с полой сердцевиной с внутренним полотном материала для поддержания полой сердцевины. В частности, на Фиг.11A показана примерная блок-схема способа формирования табачного стержня с полой сердцевиной, с внутренней полой сердцевиной, сохраняемой посредством полотна материала, а на Фиг.11B показан другой примерный вариант выполнения устройства согласно настоящему изобретению.
Стадия 1101, как это показано на Фиг.11А, заключается в подаче обрезанного табачного столбика к барабану. На стадии 1102 производят отделение переднего края обрезанного табачного столбика посредством скребка от пористой транспортирующей ленты. На стадии 1103 (см. Фиг.11A) втягивают бумагу под обрезанный табачный столбик посредством транспортирующей ленты, где боковые стороны обрезанного табачного столбика содержат между передней и задней направляющими. Стадия 1104 включает расширение и уплощение обрезанного табачного столбика на бумаге посредством скребка и лапки. На стадии 1105 подают внутреннее сердцевинное полотно материала со скоростью, согласованной со скоростью перемещения обрезанного табачного столбика. На стадии 1106 бумаге, табаку и внутреннему полотну материала придают цилиндрическую форму путем огибания вокруг центрального сгибателя. Стадия 1107 включает формирование внутренней полой сердцевины посредством центрального сгибателя и центровой оправки. Стадия 1108 включает скручивание задней части табака, бумаги и внутреннего сердцевинного полотна материала с приданием цилиндрической формы. На стадии 1109 формируют скручиванием внутреннюю полую сердцевину посредством заднего сгибателя. На стадиях 1110 и 1111, соответственно, производят скручивание переднего края табака, бумаги и внутреннего полотна материала с выведением в вертикальное положение посредством гарнитуры и на внутренний край бумаги наносят клей аппликатором клея.
На стадии 1112 формируют внутреннюю сердцевину посредством центровой оправки. На стадии 1113 производят скручивание табака, бумаги и внутреннего полотна материала с приданием цилиндрической формы посредством переднего сгибателя. На стадии 1114 сохраняют форму полой сердцевины посредством центровой оправки. На стадиях 1115 и 1116, соответственно, производят высвобождение заднего края транспортирующей ленты от заднего сгибателя и обертывают передний край бумаги поверх заднего края посредством переднего сгибателя. На стадии 1117 табачный стержень запечатывают с использованием клея из аппликатора клея. Стадия 1118 включает поддержание формы полой сердцевины посредством центровой оправки. На стадиях 1119 и 1120, соответственно, высвобождают транспортирующую ленту от переднего сгибателя и обеспечивают подъем обоих боковых краев транспортирующей ленты в вертикальное положение. На стадии 1121 запечатанный табачный стержень с полой сердцевиной, с внутренним сердцевинным полотном материала выводят из устройства согласно настоящему изобретению.
Обрезанный табачный столбик 201 (см. Фиг.11B) продвигают к барабану 203, где передним краем скребка 205 отделяют табак 201 от пористой ленты 202, как это показано на Фиг.12. Бумагу 209 втягивают под табачный столбик 201 посредством транспортирующей ленты 207, а боковые стороны табачного столбика 201 содержат между передней и задней направляющими 227 и 229, как это показано на Фиг.12. При продвижении табака и бумаги влево посредством скребка 205 и лапки 213 обеспечивают возможность расширения и уплощения табачного столбика 201 на бумаге 209, как это показано на Фиг.13 и Фиг.14.
На Фиг.15 показано, что внутреннее сердцевинное полотно материала 231 также подают с согласованной скоростью. При продвижении табака влево посредством гарнитуры начинают придавать бумаге, табаку и внутреннему полотну материала цилиндрическую форму путем огибания вокруг центрального сгибателя. Посредством гарнитуры 211 продолжают придавать бумаге цилиндрическую форму, как это показано на Фиг.16.
Посредством центрального сгибателя и центровой оправки 217 формируют внутреннюю полую сердцевину, как это показано на Фиг.17. В то же самое время посредством заднего сгибателя 221 скручивают заднюю часть табака 201, бумаги 209 и внутреннего полотна материала 231, придавая цилиндрическую форму, как это показано на Фиг.18. На Фиг.18 также показана гарнитура 211, посредством которой скручивают передний край табака 201, бумаги 209 и внутреннего полотна материала 231, выводя в вертикальное положение, где на внутренний край бумаги 209 наносят клей аппликатором 219 клея.
В этом месте центровая оправка 217 является цилиндрической, и с ее помощью завершают формирование внутренней сердцевины, как это показано на Фиг.19. По мере продолжения продвижения табака 201, бумаги 209 и внутреннего полотна материала 231 влево посредством переднего сгибателя 225 продолжают скручивать табак 201, бумагу 209 и внутреннее полотно материала 231, придавая им цилиндрическую форму, а посредством центровой оправки 217 сохраняют форму полой сердцевины, как это показано на Фиг.19. На Фиг.20 показано, как посредством заднего сгибателя 221 затем высвобождают задний край транспортирующей ленты 207, и посредством переднего сгибателя 225 обертывают передний край бумаги 209 поверх заднего края, где ее запечатывают клеем из аппликатора 219 клея. Во время этого действия посредством центровой оправки 217 все еще сохраняют форму полой сердцевины.
На Фиг.21 показано, как посредством переднего сгибателя 225 затем высвобождают транспортирующую ленту 207 и обеспечивают возможность подъема ленты в вертикальное положение таким образом, чтобы можно было выпустить запечатанный табачный стержень с полой сердцевиной 223, с внутренним сердцевинным полотном материала 231 с ленты.
В качестве возможного решения в варианте выполнения, рассмотренном выше, можно наносить связующее на табак посредством устройства 233 при его преобразовании в широкий и плоский столбик. Посредством этого связующего повышают жесткость полой сердцевины.
Еще один вариант выполнения настоящего изобретения представляет способ формирования табачного стержня с полой сердцевиной с использованием особенно широкой бумаги для поддержания внутренней сердцевины. В частности, на Фиг.22A показана примерная блок-схема способа формирования табачного стержня с полой сердцевиной, с особенно широкой бумагой для поддержания внутренней полой сердцевины и наружного диаметра табачного стержня, а на Фиг.22B показан еще один примерный вариант выполнения устройства согласно настоящему изобретению.
Стадия 2201 заключается в подаче обрезанного табачного столбика к барабану, как это показано на Фиг.22A. На стадии 2202 производят отделение обрезанного табачного столбика от пористой транспортирующей ленты передним краем скребка. На стадии 2203 (см. Фиг.22A) втягивают особенно широкое полотно бумаги под обрезанный табачный столбик посредством транспортирующей ленты, а боковые стороны обрезанного табачного столбика содержат между передней и задней направляющими. Стадия 2204 включает расширение и уплощение обрезанного табачного столбика на бумаге посредством скребка и лапки. На стадии 2205 выполняют скручивание бумаги поверх обрезанного табачного столбика.
Стадия 2206 включает обертывание бумаги поверх переднего края обрезанного табачного столбика. На стадиях 2207 и 2208, соответственно, придают табаку и бумаге цилиндрическую форму путем огибания вокруг лапки посредством гарнитуры и формируют внутреннюю полую сердцевину посредством лапки и центровой оправки. Стадия 2209 включает формирование табака и бумаги с образованием полой сердцевины посредством заднего сгибателя и центровой оправки. На стадиях 2210 и 2211, соответственно, производят скручивание табака и бумаги с выведением в вертикальное положение и наносят клей на внутренний край бумаги аппликатором клея.
На стадии 2212 табак и бумагу скручивают, придавая им цилиндрическую форму. На стадии 2213 сохраняют форму полой сердцевины посредством центровой оправки. На стадиях 2214 и 2215, соответственно, высвобождают задний край транспортирующей ленты от заднего сгибателя и обертывают передний край бумаги поверх заднего края посредством переднего сгибателя. На стадии 2216 табачный стержень с полой сердцевиной запечатывают клеем из аппликатора клея. На стадии 2217 высвобождают транспортирующую ленту и обеспечивают подъем обоих боковых краев транспортирующей ленты с выведением их в вертикальное положение. На стадии 2219 запечатанный табачный стержень с полой сердцевиной выводят из устройства согласно настоящему изобретению.
На Фиг.22B обрезанный табачный столбик 301 продвигают к барабану 303, где передним краем скребка 305 отделяют табак от пористой ленты 302, как это показано на Фиг.23. Особенно широкое полотно бумаги 309 втягивают под табачный столбик 301 посредством транспортирующей ленты 307, а боковые стороны столбика 301 табака содержат между передней направляющей 327 и задней направляющей 329, как это показано на Фиг.23. По мере продвижения табака 301 и бумаги 309 влево посредством скребка 305 и лапки 313 обеспечивают возможность расширения и уплощения табачного столбика 301 на бумаге 309, как это показано на Фиг.24-26. На Фиг.26 показано, как посредством сгибателя 321 начинают скручивать бумагу 309 поверх табачного столбика 301. Посредством сгибателя 321 завершают обертывание бумаги 309 поверх табачного столбика 301, а передний край табачного столбика 301 ограничивают передней направляющей 327, как это показано на Фиг.27. По мере продвижения табака 301 и бумаги 309 влево посредством гарнитуры 311 начинают придавать табаку 301 и бумаге 309 цилиндрическую форму путем огибания вокруг лапки 305, как это показано на Фиг.28.
Затем табак 301 и бумагу 309 продвигают к заднему сгибателю 321. Форма лапки 305 изменяется и принимает цилиндрическую форму центровой оправки, также представленной в качестве элемента 317, и здесь начинают формировать полую сердцевину, как это показано на Фиг.29. На Фиг.30 показано, как посредством гарнитуры 311 скручивают табак 301 и бумагу 309, выводя в вертикальное положение, где на внутренний край бумаги наносят клей аппликатором 319 клея, как это показано на Фиг.30. По мере продолжения табака 301 и бумаги 309 влево посредством переднего сгибателя 325 скручивают табак 301 и бумагу 309, придавая им цилиндрическую форму, а посредством центровой оправки 317 сохраняют форму полой сердцевины, как это показано на Фиг.31. Затем высвобождают задний край транспортирующей ленты 307 от заднего сгибателя 321, а посредством переднего сгибателя 325 обертывают передний край бумаги 309 поверх заднего края, где ее запечатывают клеем из аппликатора 319 клея. Во время этого действия посредством центровой оправки 317 все еще сохраняют форму полой сердцевины. Затем высвобождают транспортирующую ленту 307 от переднего сгибателя 325 и обеспечивают возможность подъема ленты с выведением в вертикальное положение таким образом, чтобы запечатанный табачный стержень с полой сердцевиной 323 можно было вывести с ленты 307, как это показано на Фиг.33.
В качестве возможного решения в варианте выполнения, рассмотренном выше, можно наносить связующее на табак 301 посредством устройства 315 при его преобразовании в широкий и плоский столбик. Посредством этого связующего повышают жесткость полой сердцевины.
На Фиг.34 показан еще один вариант выполнения настоящего изобретения, согласно которому осуществляют способ, называемый способом с использованием оправки. На Фиг.34 добавлен стержень 62 к концу центральной направляющей 49. Стержень 62 проходит в поток табака между лапкой 67 и гарнитурой 70. Стержень 62 служит оправкой, относительно которой проходит поток табака между лапкой 67 и гарнитурой 70. Кроме того, табак собирается вокруг стержня-оправки 62, и ему придают цилиндрическую форму посредством гарнитуры 70 и лапки 67. Стержень-оправка 62 обычно является герметичным и цилиндрическим по форме. После удаления табака со стержня-оправки 62 в табачном цилиндре остается отверстие.
В устройстве на Фиг.34 также имеются: центральная направляющая 49, задняя направляющая 50 и передняя направляющая 48 (не показана), которыми ограничены выровненные подрезанием столбики табака 51, 52. Пористые ленты 53, 54 расположены под барабаном 59. На Фиг.34 также показаны стержень-оправка 62, бумага 63 и пористые транспортирующие ленты 53, 54, каждая из которых взаимодействует с барабаном 59, 60. Дополнительно на Фиг.34 показаны: аппликатор 41 клея, сгибатели и вращаемый с высокой скоростью выравнивающий подрезанием диск 77. Дополнительно на Фиг.34 показаны потоки табака, подаваемые по проходным камерам для правого восходящего потока 45 и левого восходящего потока 46; и пористые ленты 53, 54, посредством которых обеспечивают возможность прохода потоков воздуха, указанных стрелками 57, 58 и 59. Подробности сечений 37-42 на Фиг.34 показаны на Фиг.37-42, соответственно.
На Фиг.35 показан в увеличенном масштабе вид сплошной цилиндрической оправки 62, вставленной в центральную направляющую 49. На Фиг.35 также показаны барабан 59, лапка 67, гарнитура 70, скребок 75, транспортирующая лента 64 и бумага 63. Посредством сплошной цилиндрической оправки 62 изготавливают полую сердцевину в табаке, который выводят из устройства, как это показано позицией 43.
В качестве варианта выполнения устройства и способа, проиллюстрированных на Фиг.35 и рассмотренных выше, сплошная цилиндрическая оправка 62 на конце центральной направляющей может быть заменена полой металлической трубкой 43 для ее использования в качестве оправки. Конец трубки, расположенный между лапкой 67 и гарнитурой 70, должен быть закрыт, а вокруг по периферии полой металлической трубки 43 в области, где табак контактирует с трубкой, должны быть добавлены отверстия. Через полую металлическую трубку в табак можно нагнетать связующее, где оно контактирует с наружной поверхностью полой металлической трубки 43. Это связующее затвердевает после схода табака с оправки, оставляя более прочное центральное отверстие в цилиндрической табачной палочке. На Фиг.36 показан в увеличенном масштабе вид полой трубчатой оправки 43, рассмотренной выше. Посредством этого варианта оправки могут быть сформированы более плотные области табака путем изготовления достаточно глубоких карманов на выровненном подрезанием табаке 52 посредством вращаемого срезающего диска 77 для обеспечения возможности отделения излишнего табака для разрушения полого центра табака в определенных областях. Направление потока связующего указано стрелкой 44, который продолжает проходить через полую трубчатую оправку 43, обеспечивая сквозной проход связующего.
На Фиг.37 и Фиг.38 показан поток 47 табака, подаваемого правым восходящим потоком 45 и левым восходящим потоком 46 через проводящие камеры. Передней направляющей 48, центральной направляющей 49 и задней направляющей 50 окружают столбики 51, 52 табака. Пористые ленты 53, 54 расположены около низа вакуум-камер 55, 56, посредством чего обеспечивают воздушные потоки, указанные стрелками 57, 58.
На Фиг.39 показаны выровненные подрезанием столбики 51, 52 табака (согласно настоящему изобретению). Поток 79 табака и потоки 57, 58 воздуха указаны стрелками. Передней направляющей 48, центральной направляющей 49 и задней направляющей 50 ограничивают выровненные подрезанием столбики 51, 52 табака. Пористые ленты 53, 54 расположены около низа вакуум-камер 55, 56, посредством чего обеспечивают воздушные потоки, указанные стрелками 57, 58. На Фиг.39 показан также передний диск 60 и задний диск 61.
На Фиг.40 показан настоящий вариант выполнения изобретения, в котором используют барабан 59. Кроме того, на Фиг.40 показана передняя направляющая 48, центральная направляющая 49 и задняя направляющая 50, которыми ограничены выровненные подрезанием столбики 51, 52 табака. Пористые ленты 53, 54 расположены под барабаном 59. На Фиг.40 также показана центральная направляющая 62 со сплошной оправкой, бумага 63 и транспортирующая лента 64, расположенные (все) под барабаном 59.
На Фиг.41 показана табачная палочка 71 со сплошной центровой оправкой 72. В частности, на Фиг.41 показаны передний сгибатель 65, задний сгибатель 69, опирающиеся на верх гарнитуры 70. На Фиг.41 также показаны бумага 63, лапка 67, транспортирующая лента 68, расположенные (все) в гарнитуре 70.
На Фиг.42 показана табачная палочка 71 с полой центровой оправкой 72. В частности, на Фиг.42 показаны передний сгибатель 65, задний сгибатель 69, опирающиеся на верх гарнитуры 70 и транспортирующая лента 68 с запечатанной табачной палочкой 71, расположенной в гарнитуре 70.
В предшествующем описании проиллюстрировано и описано настоящее изобретение. Кроме того, в документе проиллюстрированы и описаны только предпочтительные варианты выполнения изобретения, но, как было упомянуто выше, следует понимать, что изобретение пригодно к использованию в различных других сочетаниях, модификациях и окружающих средах, и пригодно к изменениям или модификациям в объеме концепции изобретения, как это описано здесь, в соответствии с вышеприведенной идеей изобретения и/или компетентностью, или знаниями в соответствующей области техники. Варианты выполнения, описанные выше, предназначены дополнительно для пояснения лучших известных форм практического применения изобретения и для способствования тому, чтобы другие специалисты в данной области использовали изобретение в описанных или других вариантах выполнения и с различными модификациями, требуемыми в конкретных применениях изобретения. В соответствии с этим описание не предназначено для ограничения изобретения формой или применением, раскрытыми в данном описании. К тому же авторы полагают, что прилагаемая формула изобретения должна быть истолкована, как включающая альтернативные варианты выполнения.
Изобретение касается способа формирования запечатанного табачного стержня с полой сердцевиной и устройства для его осуществления. Способ включает пропускание обрезанного табачного столбика и бумаги под лапкой, посредством которой расширяют и уплощают столбик и бумагу, придание табаку и бумаге цилиндрической формы, формирование внутренней полой сердцевины, поддержание формы полой сердцевины и выпуск запечатанного табачного стержня с полой сердцевиной. Данное техническое решение способствует повышению качества изготовления табачного изделия. 5 н. и 3 з.п. ф-лы, 58 ил.
1. Способ формирования табачного стержня с полой сердцевиной, включающий:
- подачу обрезанного табачного столбика к барабану;
- отделение обрезанного табачного столбика от пористой транспортирующей ленты;
- втягивание бумаги под обрезанный табак посредством транспортирующей ленты, причем боковые стороны обрезанного табачного столбика содержатся между передней и задней направляющими;
- расширение и уплощение обрезанного табачного столбика на бумаге;
- придание бумаге цилиндрической формы путем огибания вокруг табачного столбика посредством гарнитуры;
- пропускание табачного столбика и бумаги под лапкой, посредством которой дополнительно расширяют и уплощают табачный столбик;
- придание бумаге цилиндрической формы;
- формирование внутренней полой сердцевины посредством лапки и центровой оправки;
- скручивание задней части табака и бумаги с приданием цилиндрической формы посредством гарнитуры и заднего сгибателя;
- скручивание передней части обрезанного табачного столбика и бумаги с выведением в вертикальное положение посредством гарнитуры;
- нанесение клея на внутренний край бумаги аппликатором клея;
- придание полой сердцевине цилиндрической формы посредством центровой оправки;
- скручивание табака и бумаги с приданием круглой формы посредством переднего сгибателя;
- поддержание формы полой сердцевины посредством центровой оправки;
- высвобождение заднего края транспортирующей ленты от заднего сгибателя;
- обертывание переднего края бумаги поверх заднего края посредством переднего сгибателя;
- запечатывание табачного стержня с полой сердцевиной клеем из аппликатора клея;
- высвобождение транспортирующей ленты и подъем боковых краев ленты с выведением в вертикальное положение; и
- выпуск запечатанного табачного стержня с полой сердцевиной.
2. Способ по п.1, в котором связующее вводят в табачный столбик во время выполнения стадии расширения и уплощения.
3. Устройство для формирования табачного стержня с полой сердцевиной, содержащее:
- пористую транспортирующую ленту;
- транспортирующую ленту;
- барабан;
- скребок;
- гарнитуру;
- лапку;
- центровую оправку;
- переднюю и заднюю направляющие;
- передний и задний сгибатели; и
- аппликатор клея,
причем в устройстве
- бумагу втягивают под табачный столбик посредством транспортирующей ленты; скребком отделяют табак от пористой транспортирующей ленты около барабана, обеспечивая возможность расширения табачного столбика, и начинают уплощение табачного столбика на бумаге;
- посредством гарнитуры придают бумаге цилиндрическую форму путем огибания вокруг табачного столбика; посредством лапки расширяют и уплощают табачный столбик и посредством центровой оправки формируют табачный стержень с полой внутренней сердцевиной;
- посредством гарнитуры и заднего сгибателя скручивают заднюю часть табака и бумаги с приданием цилиндрической формы;
- посредством гарнитуры скручивают переднюю часть табака и бумаги с выведением в вертикальное положение, где на внутренний край бумаги наносят клей аппликатором клея;
- посредством центровой оправки завершают формирование табачного стержня с полой сердцевиной и сохраняют форму табачного стержня с полой сердцевиной; посредством переднего сгибателя скручивают табак и бумагу, придавая круглую форму;
- высвобождают задний край транспортирующей ленты от заднего сгибателя;
- посредством переднего сгибателя обертывают передний край бумаги поверх заднего края бумаги для запечатывания табачного стержня с полой сердцевиной клеем из аппликатора клея; и
- высвобождают транспортирующую ленту от переднего сгибателя, дополнительно обеспечивая возможность подъема транспортирующей ленты в вертикальное положение, обеспечивая возможность выпуска запечатанного табачного стержня с полой сердцевиной с транспортирующей ленты.
4. Способ формирования табачного стержня с полой сердцевиной с внутренним полотном материала для поддержания полой сердцевины, включающий:
- подачу обрезанного табака к барабану;
- отделение переднего края обрезанного табака посредством скребка от пористой ленты;
- втягивание бумаги под обрезанный табачный столбик посредством транспортирующей ленты, где боковые стороны обрезанного табачного столбика содержат между передней и задней направляющими;
- расширение и уплощение обрезанного табачного столбика на бумаге посредством скребка и лапки;
- подачу внутреннего сердцевинного полотна материала со скоростью, согласованной со скоростью срезания табачного столбика;
- придание бумаге, табаку и внутреннему полотну материала цилиндрической формы путем огибания вокруг центрального сгибателя;
- формирование внутренней полой сердцевины посредством центрального сгибателя и центровой оправки;
- скручивание задней части табака, бумаги и внутреннего сердцевинного полотна материала с приданием цилиндрической формы;
- скручивание внутренней полой сердцевины посредством заднего сгибателя;
- скручивание передней части табака, бумаги и внутреннего полотна материала с выведением в вертикальное положение посредством гарнитуры;
- нанесение клея на внутренний край бумаги аппликатором клея;
- формирование внутренней сердцевины посредством центровой оправки;
- скручивание табака, бумаги и внутреннего полотна материала с приданием цилиндрической формы посредством переднего сгибателя;
- поддержание формы полой сердцевины посредством центровой оправки;
- высвобождение заднего края транспортирующей ленты от заднего сгибателя;
- обертывание переднего края бумаги поверх заднего края посредством переднего сгибателя;
- нанесение клея из аппликатора клея;
- поддержание формы полой сердцевины посредством центровой оправки;
- высвобождение транспортирующей ленты от переднего сгибателя;
- подъем ленты в вертикальное положение;
- выпуск запечатанного табачного стержня с полой сердцевиной, с внутренним сердцевинным полотном материала.
5. Способ по п.4, в котором связующее может быть введено в табак при его формировании во время выполнения стадии расширения и уплощения.
6. Устройство для формирования табачного стержня с полой сердцевиной с внутренним полотном материала для поддержания полой сердцевины, содержащее:
- пористую транспортирующую ленту;
- транспортирующую ленту;
- барабан;
- скребок;
- гарнитуру;
- лапку;
- центровую оправку;
- переднюю и заднюю направляющие;
- передний и задний сгибатели; и
- аппликатор клея,
причем в устройстве
- бумагу втягивают под табачный столбик посредством транспортирующей ленты; посредством скребка отделяют табак от пористой транспортирующей ленты около барабана, обеспечивая возможность расширения табачного столбика, и начинают уплощение табачного столбика на бумаге;
- посредством гарнитуры придают бумаге, табаку и внутреннему полотну материала цилиндрическую форму путем огибания вокруг центрального сгибателя, в котором внутреннее сердцевинное полотно материала подают с согласованной скоростью;
- посредством лапки расширяют и уплощают табачный столбик, и посредством центровой оправки формируют табачный стержень с полой внутренней сердцевиной;
- посредством заднего сгибателя скручивают заднюю часть табака, бумаги и внутреннего полотна материала с приданием цилиндрической формы;
- посредством гарнитуры скручивают передний край табака, бумаги и внутреннего полотна материала с выведением в вертикальное положение, где на внутренний край бумаги наносят клей аппликатором клея;
- посредством центровой оправки завершают формирование табачного стержня с полой сердцевиной и сохраняют форму табачного стержня с полой сердцевиной;
- посредством переднего сгибателя скручивают табак, бумагу и внутреннее полотно материала с приданием цилиндрической формы; высвобождают задний край транспортирующей ленты от заднего сгибателя;
- посредством переднего сгибателя обертывают передний край бумаги поверх заднего края бумаги для запечатывания табачного стержня с полой сердцевиной клеем из аппликатора клея; и
- высвобождают транспортирующую ленту от переднего сгибателя, дополнительно обеспечивая возможность подъема транспортирующей ленты в вертикальное положение для выпуска запечатанного табачного стержня с полой сердцевиной, с внутренним сердцевинным материалом с транспортирующей ленты.
7. Способ формирования табачного стержня с полой сердцевиной с использованием особенно широкой бумаги для поддержания внутренней сердцевины, включающий:
- подачу обрезанного табачного столбика к барабану;
- отделение обрезанного табачного столбика от пористой ленты передним краем скребка;
- втягивание особенно широкого полотна бумаги под обрезанный табачный столбик посредством транспортирующей ленты и содержание боковых сторон табачного столбика между передней и задней направляющими;
- расширение и уплощение обрезанного табачного столбика на бумаге посредством скребка и лапки;
- скручивание бумаги поверх обрезанного табачного столбика;
- обертывание бумаги поверх переднего обрезанного табачного столбика;
- придание табаку и бумаге цилиндрической формы путем огибания вокруг лапки посредством гарнитуры;
- придание табаку и бумаге формы с полой сердцевиной посредством заднего сгибателя и центровой оправки;
- скручивание табака и бумаги с выведением в вертикальное положение;
- нанесение клея на внутренний край бумаги аппликатором клея;
- скручивание табака и бумаги с приданием цилиндрической формы;
- поддержание формы полой сердцевины посредством центровой оправки;
- высвобождение заднего края транспортирующей ленты от заднего сгибателя;
- обертывание переднего края бумаги поверх заднего края посредством переднего сгибателя;
- запечатывание табачного стержня клеем из аппликатора клея;
- высвобождение транспортирующей ленты и подъем краев транспортирующей ленты в вертикальное положение; и
- выпуск запечатанного табачного стержня с полой сердцевиной.
8. Способ по п.7, в котором связующее вводят в обрезанный табачный столбик при его формировании на стадии расширения и уплощения табачного столбика.
| US 4903712 A, 27.02.1990 | |||
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРОВАННОГО КРАХМАЛА | 1994 |
|
RU2078087C1 |
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| СИГАРЕТНЫЙ ФИЛЬТР, КУРИТЕЛЬНОЕ ИЗДЕЛИЕ, СПОСОБ ПРОИЗВОДСТВА СИГАРЕТНОГО ФИЛЬТРА И СПОСОБ УДАЛЕНИЯ ГАЗООБРАЗНОГО КОМПОНЕНТА ИЗ ТАБАЧНОГО ДЫМА | 1999 |
|
RU2233602C2 |

