Изобретение относится к обезвоживающей сетке для изготовления бумаги с многоуровневыми водяными знаками, содержащей опорную сетку, на одном участке снабженную многоуровневым рельефом в форме изготавливаемого водяного знака. Кроме того, данное изобретение относится к способу изготовления обезвоживающей сетки такого типа, а также к способу изготовления бумаги с многоуровневым водяным знаком с использованием такой сетки.
При изготовлении бумаги на круглосеточных или длинносеточных машинах бумажная масса непрерывно наслаивается на движущуюся обезвоживающую сетку и затвердевает настолько, что ее можно снять с этой сетки в виде влажного бумажного полотна и использовать для дальнейшей обработки. В целях защиты защищенную от подделки бумагу для банкнот, удостоверений и т.д. часто снабжают водяными знаками. Водяные знаки позволяют проверить подлинность бумаги и одновременно служат в качестве защиты от незаконного воспроизведения.
При изготовлении бумаги с водяными знаками различают двухуровневые водяные знаки с эффектом резкого чередования светлого и темного и многоуровневые водяные знаки с плавными переходами от светлого к темному и детализированным изображением узора. При этом под термином "многоуровневый" понимается водяной знак, отличный от двухуровневого. Этот термин охватывает все водяные знаки с более чем двумя градациями яркости, в частности, он включает все водяные знаки с плавными переходами от светлого к темному.
Для изготовления двухуровневых водяных знаков на сетчатую структуру обычно напаивают металлическую проволоку или металлические формовочные элементы, так называемые гальваностереотипы, чтобы полностью закрыть в этих местах обезвоживающую сетку. Для изготовления многоуровневых водяных знаков в обезвоживающей сетке тиснят трехмерный рельеф, так что толщина готовой бумаги изменяется в соответствии с этим рельефом, что позволяет в проходящем свете различать плавные, постепенные переходы между более светлыми и более темными участками.
Исходя из этого, задача изобретения состоит в том, чтобы предложить обезвоживающую сетку названного типа, позволяющую избежать недостатков решений, известных из уровня техники. В частности, обезвоживающая сетка предназначена для изготовления бумаги с многоуровневыми водяными знаками высокой степени детализации и там, где это возможно, может применяться в длинносеточных машинах или машинах с наклонной сеткой.
Указанная задача решается благодаря обезвоживающей сетке, характеризующейся признаками, раскрытыми в независимых пунктах формулы изобретения. В соответствующих независимых пунктах раскрыты: способы изготовления предлагаемых обезвоживающих сеток, вставка для формирования водяного знака, форма для литьевого формования для изготовления вставки для формирования водяного знака, способ изготовления бумаги, защищенная от подделки бумага и ценный документ с многоуровневым водяным знаком. Варианты осуществления изобретения являются предметом зависимых пунктов.
Согласно первому аспекту изобретения многоуровневый рельеф в обезвоживающей сетке вышеназванного типа выполнен с использованием перфорированной вставки для формирования водяного знака, полученной литьевым формованием. При этом предлагаемое применение литьевого формования позволяет изготавливать многоуровневые вставки для формирования водяных знаков с очень детализированными рельефными изображениями.
В предпочтительном варианте изобретения вставка приварена или приклеена к опорной сетке. Для этого вставка предпочтительно может иметь кромку с шишковидными выступами, посредством которой она соединена с опорной сеткой. В альтернативном варианте, который также является предпочтительным, вставка выполнена литьевым формованием прямо в опорной сетке.
В обоих вариантах вставка для формирования водяного знака может быть помещена на вырезанном участке опорной сетки и соединена с ней только в зоне кромки. В этом случае вставка, в частности, может быть опущена, так что максимальная высота вставки, по существу, соответствует уровню сетки.
Вставка предпочтительно выполнена из гидрофобного пластика, например из полиоксиметилена. Для уменьшения износа при эксплуатации к пластику могут быть добавлены снижающие износ добавки. В качестве добавок преимущественно используют стеклянные волокна, стеклянные шарики или углеродные волокна.
Опорная сетка предпочтительно имеет сеточную ткань, содержащую по меньшей мере одну систему сплетенных друг с другом основных нитей, пролегающих в продольном направлении, и расположенных перпендикулярно к ним уточных нитей. Сеточная ткань может содержать металлическую, в частности бронзовую, ткань, смешанную ткань из металла и пластика, в частности из бронзы и пластика, или ткань из чистого пластика.
В двух последних случаях смешанная ткань из металла и пластика или пластиковая ткань в качестве пластика предпочтительно содержит полиэфир, стойкий к действию высоких температур термопластичный пластик из группы полиэфирных кетонов, в частности полиэфирэфиркетон, или другой высококачественный пластик. Особенно предпочтителен полиэтилентерефталат (ПЭТ). Пластик вставки и пластик сеточной ткани предпочтительно согласованы друг с другом по своей температуре плавления или стеклования. Например, при определенных вариантах осуществления изобретения температура плавления или стеклования пластика сеточной ткани может превышать температуру плавления или стеклования пластика вставки более чем на 40°, предпочтительно на 60°, в частности предпочтительно на 80°. При других вариантах опять же может оказаться предпочтительным, чтобы температура плавления или стеклования применяемых пластиков, по существу, была одинаковой.
Чтобы в готовой бумаге замаскировать переход от вставки к опорной сетке или включить его в оформление изобразительного мотива, зона перехода от вставки к опорной сетке предпочтительно выполнена в виде изобразительного мотива или узора. В частности, в виде мотива или узора может быть выполнена кромка вставки. Кроме того, кромка вставки может быть оформлена таким образом, что в переходной зоне образуется не резкая граница, а плавный переход.
Предпочтительно на своей обратной стороне вставка имеет надрезы, позволяющие сгибать ее, по меньшей мере, в одном направлении. Таким образом, надрезы обладают своего рода шарнирным действием. Благодаря этому эластичность вставки может быть согласована с эластичностью сетки. Вставки повышенной эластичности подходят как раз для сеточных цилиндров или сеток длинносеточных бумагоделательных машин или бумагоделательных машин с наклонной сеткой, которые проводятся по валкам с меньшими радиусами.
Кроме того, вставка предпочтительно содержит множество отверстий, обеспечивающих обезвоживание при изготовлении бумаги. Размер этих отверстий для обеспечения обезвоживания может быть выбран настолько малым, что волокна при изготовлении бумаги в них не налипают. Предпочтительно отверстия сужаются к расположенной вверху оформляемой поверхности вставки. Отверстия могут иметь любую форму, например точек, звездочек, линий и т.д. Размер отверстий также может быть выбран настолько большим, что на готовой бумаге они могут восприниматься визуально как темные маркировки, предпочтительно маркировочные точки. В этом случае отверстия и возникающие благодаря им маркировки предпочтительно разместить в виде знаков, узоров или кода.
На различных участках вставки могут иметься разные отверстия. Отверстия могут отличаться друг от друга от участка к участку по плотности матрицы и/или по своему размеру. Посредством участков с различной перфорацией во вставке могут формироваться участки различной яркости. Например, водяной знак становится тем темнее, чем плотнее матрица отверстий. Более плотная матрица отверстий ведет к лучшему обезвоживанию и, следовательно, к наслаиванию большего количества волокон. Таким образом, водяной знак становится темнее.
Отверстия предпочтительно выполняют посредством лазерного луча, в частности при помощи инфракрасного лазера, например лазера на углекислом газе. При этом предпочтительно лазерное излучение действует на вставку для формирования водяного знака с ее обратной стороны, которая противоположна оформляемой поверхности, поэтому возникают отверстия, сужающиеся в направлении к оформляемой поверхности вставки. К пластику также могут добавлять вещества, облегчающие создание отверстий при помощи лазера. Эти добавки, например, могут особенно хорошо поглощать излучение с длиной волны лазера.
Изобретение также относится к способу изготовления обезвоживающей сетки для изготовления бумаги, согласно которому:
a) обеспечивают опорную сетку,
b) изготавливают литьевым формованием и перфорируют отдельную вставку для формирования водяного знака, имеющую многоуровневый рельеф в форме формируемого водяного знака,
c) вставку приваривают или приклеивают к опорной сетке.
В соответствии с еще одним предлагаемым способом изготовления обезвоживающей сетки для изготовления бумаги с многоуровневыми водяными знаками:
a) обеспечивают опорную сетку,
b) литьевым формованием в опорной сетке выполняют вставку для формирования водяного знака, имеющую многоуровневый рельеф в форме формируемого водяного знака,
c) перфорируют вставку, интегрированную в опорную сетку.
При этом сеточную ткань опорной сетки предпочтительно зажимают в литьевой форме и уплотняют, после чего в уплотненную литьевую форму с опорной сеткой заливают пластик. Чтобы в процессе охлаждения уменьшить эффект усадки, для процесса заливки сеточную ткань предпочтительно сжимают. В этом варианте способа опорная сетка может перфорироваться также вместе со вставкой для формирования водяного знака.
Предпочтительно для литьевого формования используется способ литья с обогреваемым литником.
Кроме того, изобретение включает вставку для формирования водяного знака для обезвоживающей сетки описанного типа, причем эта вставка представляет собой полученную литьевым формованием перфорированную пластиковую вставку с многоуровневым рельефом в форме изготавливаемого водяного знака.
Изобретение также включает форму для литьевого формования для изготовления вставки для формирования водяного знака для обезвоживающей сетки описанного типа, имеющую многоуровневый рельеф в виде изготавливаемого водяного знака.
Согласно второму аспекту изобретение включает обезвоживающую сетку вышеназванного типа, в которой посредством перфорированной вставки для формирования водяного знака, изготовленной способом глубокой вытяжки, образован многоуровневый рельеф. В соответствии с еще одним аспектом изобретения обезвоживающая сетка вышеназванного типа имеет многоуровневый рельеф, образованный перфорированной вставкой для формирования водяного знака, изготовленной способом горячего тиснения. В обоих этих аспектах изобретения детали конструкции вставки и опорной сетки и соединение этих двух элементов могут быть выполнены способом, который аналогичен вышеописанному способу, причем при этом учитываются особенности соответствующего способа изготовления.
В обоих способах согласно дополнительным аспектам изобретения сначала способом глубокой вытяжки или горячего тиснения могут изготовить и перфорировать отдельную вставку для формирования водяного знака с многоуровневым рельефом в виде изготавливаемого водяного знака, затем отдельно изготовленную вставку соединяют, в частности приваривают или приклеивают, к опорной сетке.
Альтернативно в способах согласно обоим аспектам сначала в опорную сетку могут вставить пластиковую пластинку и из вставленной пластинки способом глубокой вытяжки или горячего тиснения могут изготовить вставку с многоуровневым рельефом в форме изготавливаемого водяного знака. В процессе следующей технологической операции интегрированную в опорную сетку вставку перфорируют, по возможности, вместе с сеткой. Если применяют способ глубокой вытяжки, то также могут использовать заранее перфорированную пластиковую пластинку, так что последующая операция перфорирования опускается.
Описанные обезвоживающие сетки могут представлять собой круглосеточные цилиндры, а также длинные или наклонные сетки.
Кроме того, изобретение включает способ изготовления бумаги, в частности защищенной от подделки бумаги, с многоуровневым водяным знаком, при котором наслаивание бумаги происходит на одной из вышеописанных обезвоживающих сеток со вставками для формирования водяных знаков, сформированными способом литьевого формования, глубокой вытяжки или горячего тиснения.
Наконец, изобретение также включает изготовленную предлагаемым способом защищенную от подделки бумагу или ценный документ с многоуровневым водяным знаком. В частности, если водяной знак очень яркий и высококонтрастный, а бумага в зоне расположения водяного знака очень тонка, можно снабдить защищенный или ценный документ в зоне многоуровневого водяного знака прозрачной, предпочтительно стабилизирующей пленкой. Например, такой многоуровневый водяной знак может быть помещен в зоне защитной пленки банкноты со сквозным отверстием и стабилизирован этой пленкой. В дополнительном варианте реализации изобретения пленка может быть снабжена защитными элементами, например дифракционными структурами, жидкокристаллическими слоями, тонкослойными структурами, флуоресцирующими веществами, магнитными, проводящими и/или металлическими слоями.
Ниже со ссылками на чертежи описаны примерные варианты реализации, а также преимущества изобретения. Для наглядности изображения масштаб и пропорции на этих чертежах не соблюдаются.
На чертежах показано следующее:
на фиг.1 схематически показана банкнота с многоуровневым водяным знаком высокой детальной четкости;
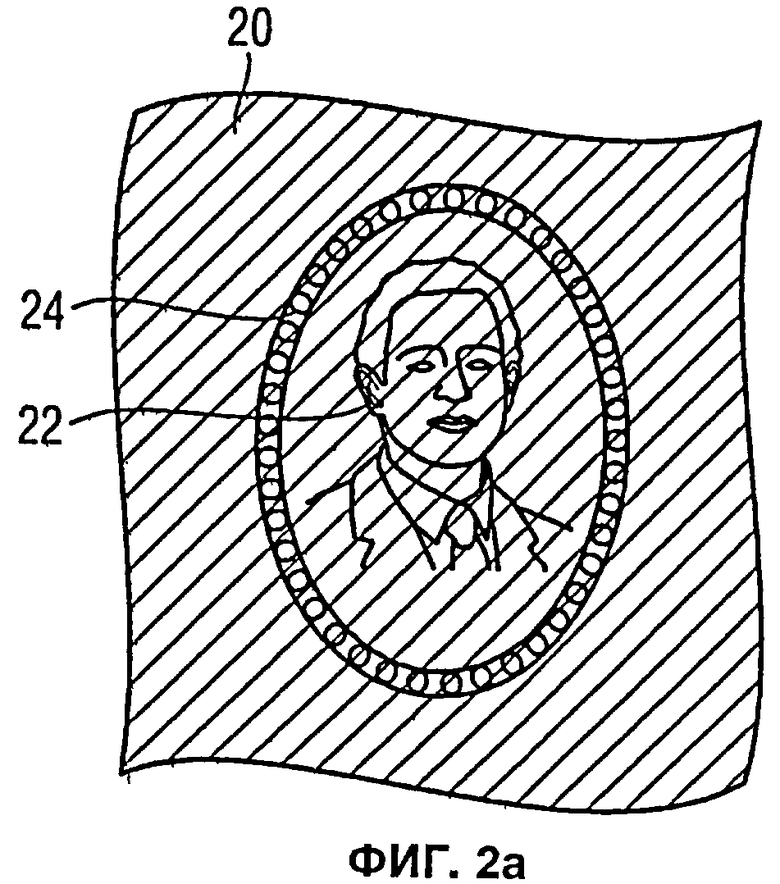
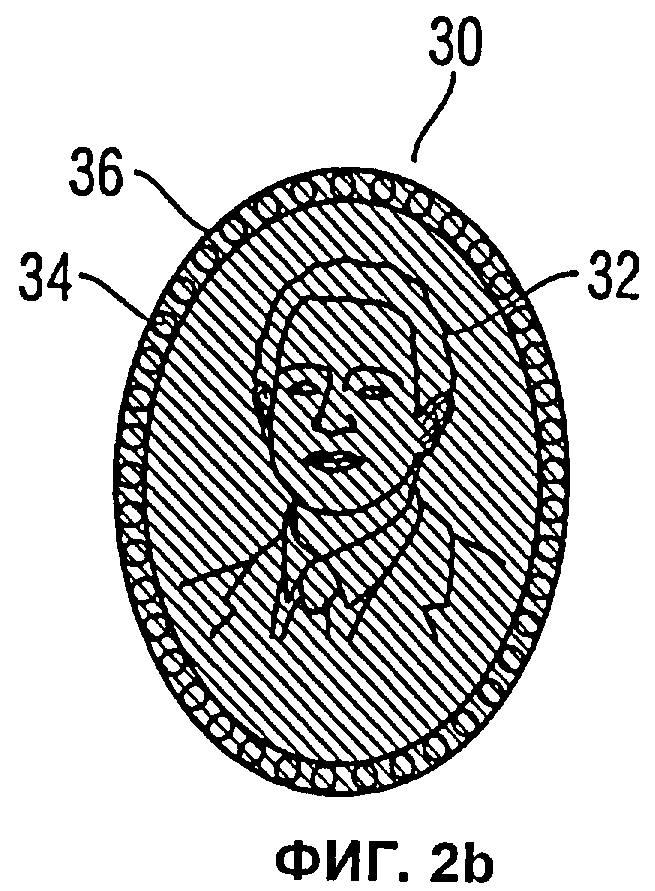
на фиг.2.(a) показана форма для литьевого формования для изготовления вставки для формирования водяного знака; на фиг.2(b) показан вид сверху вставки для формирования водяного знака, полученной литьевым формованием;
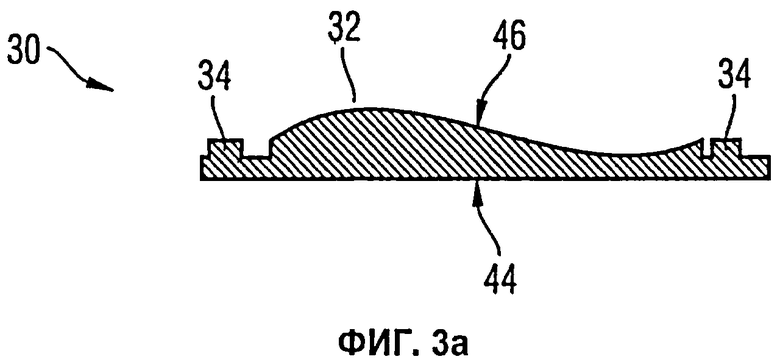
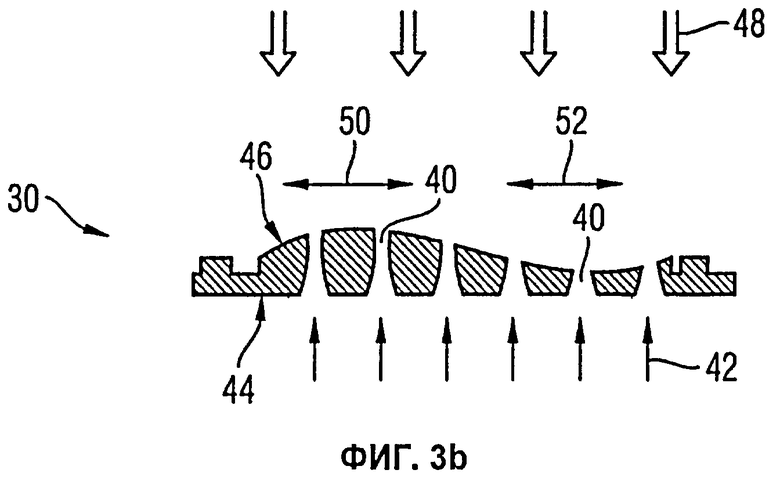
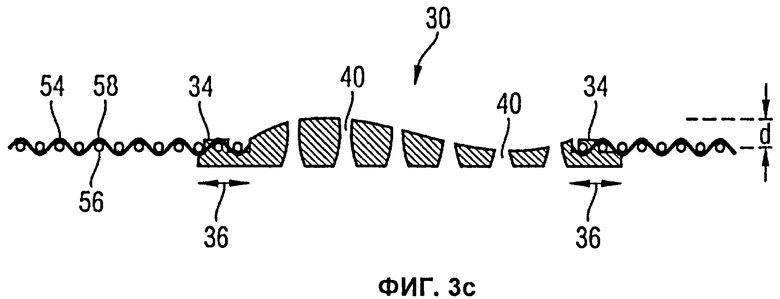
на фиг.3(a) показано сечение вставки для формирования водяного знака, показанной на фиг.2(b); на фиг.3(b) показана вставка для формирования водяного знака с отверстиями, выполненными посредством лазерного луча; на фиг.3(c) показана перфорированная вставка для формирования водяного знака, соединенная с сеточной тканью опорной сетки;
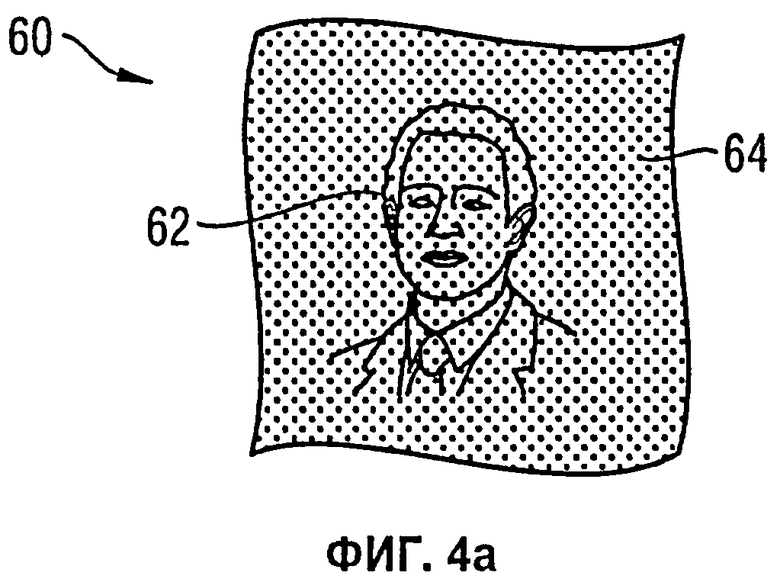
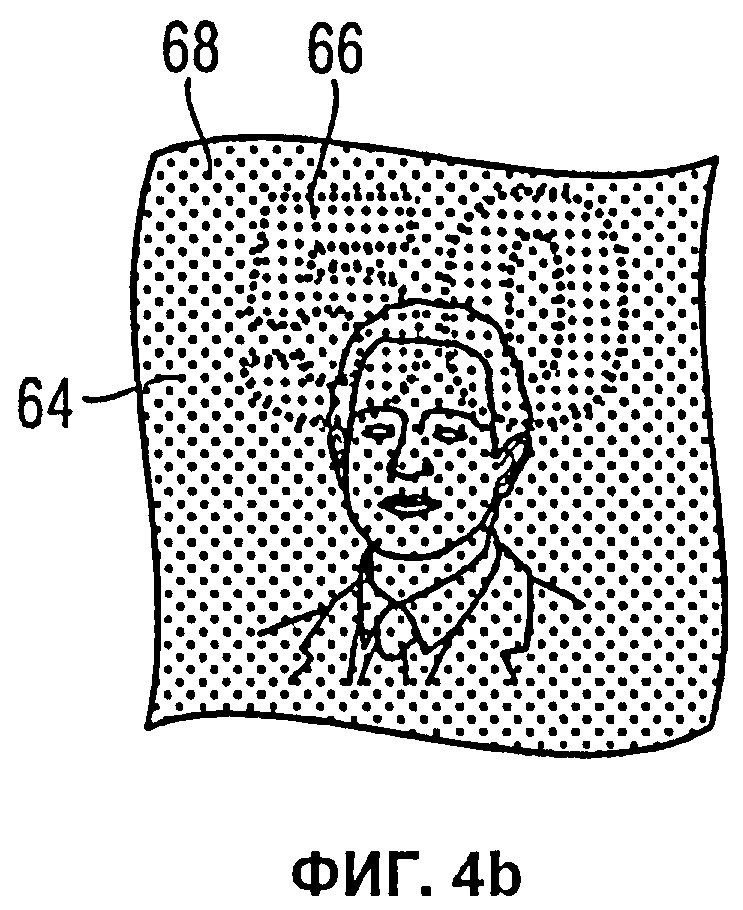
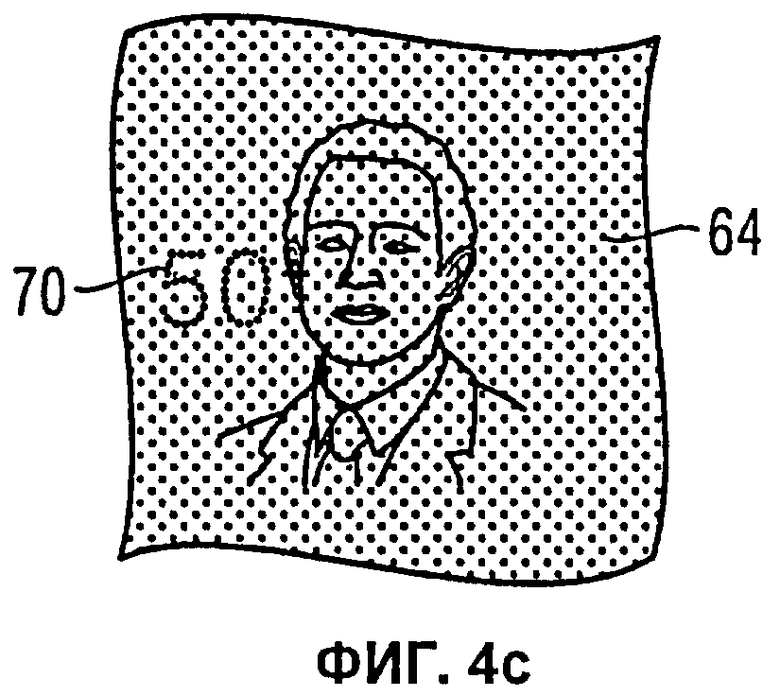
на фиг.4(a) показана защищенная от подделки бумага с многоуровневыми водяными знаками и отверстиями, которые видны как темные маркировочные точки, причем на фигурах 4(b) и 4(c) темные точки выполнены как дополнительные защитные и/или опознавательные признаки;
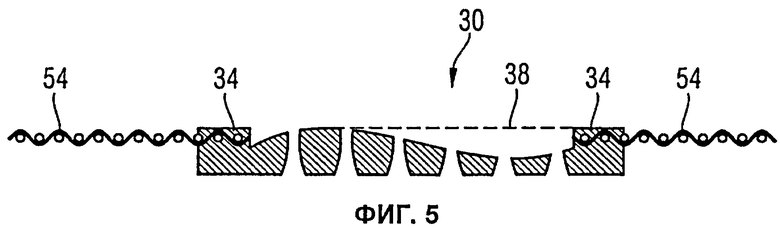
на фиг.5 показано сечение обезвоживающей сетки, в которой вставка для формирования водяного знака по сравнению с примером исполнения, изображенным на фиг.3(c), опущена настолько, что ее максимальная высота соответствует уровню сетки;
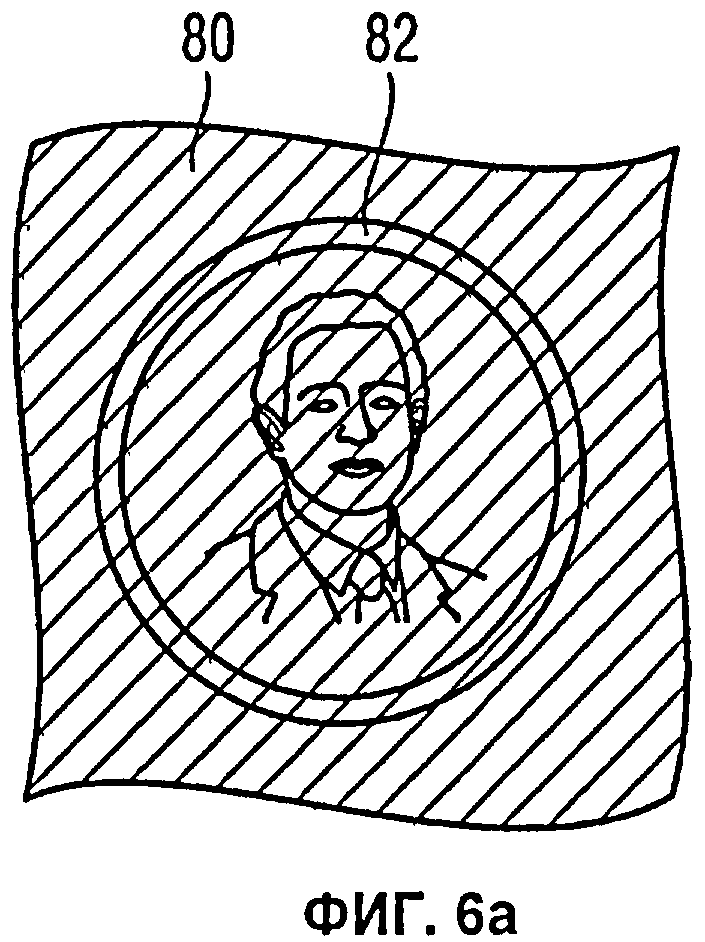
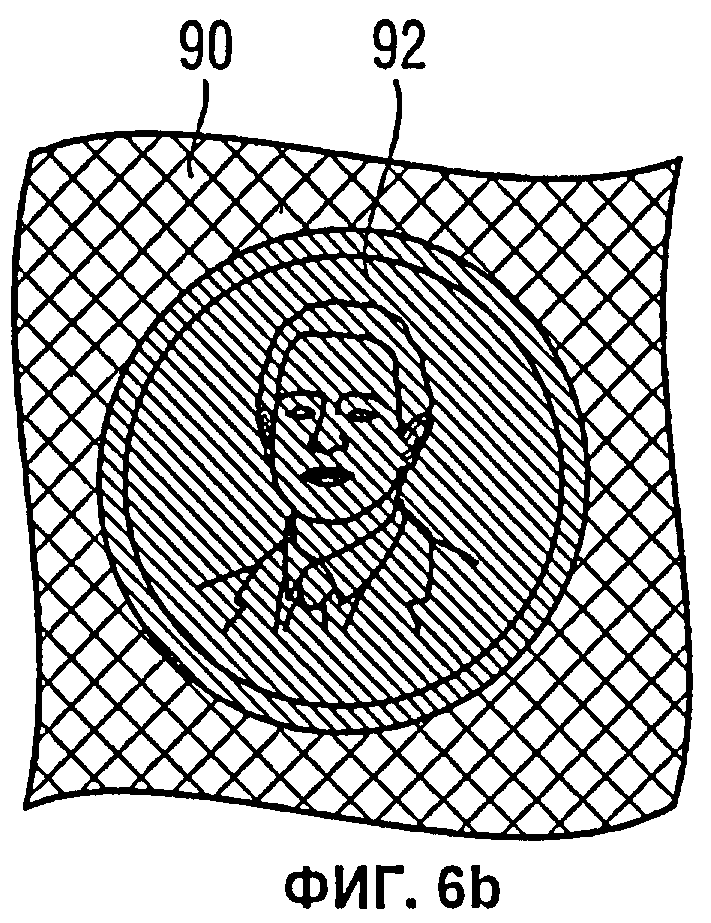
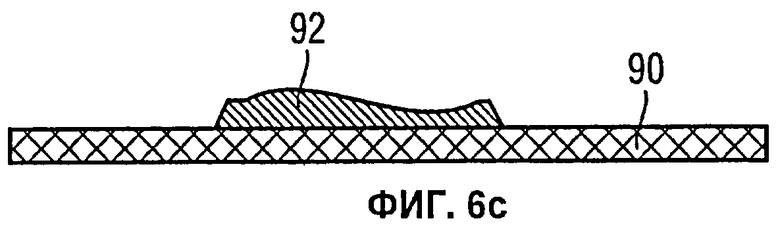
на фиг.6(a) показана форма для литьевого формования, предназначенная для выполнения вставки для формирования водяного знака непосредственно в опорной сетке; на фиг.6(b) показан вид сверху на опорную сетку со вставкой, выполненной литьевым формованием непосредственно в опорной сетке; на фиг.6(c) показано сечение опорной сетки и вставки;
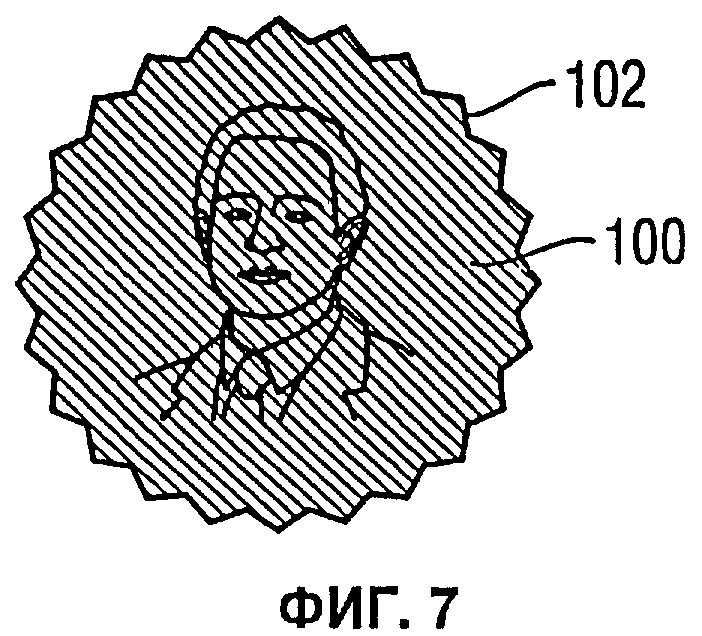
на фиг.7 показана вставка для формирования водяного знака с кромкой, художественно оформленной в виде узора;
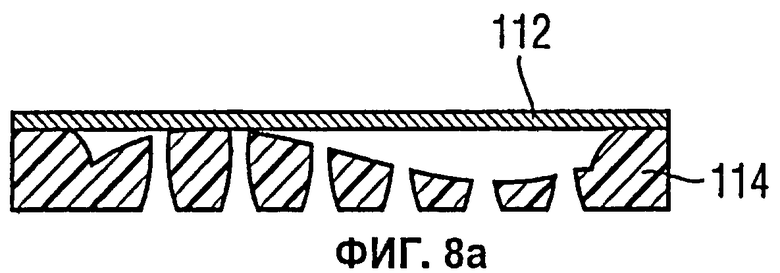
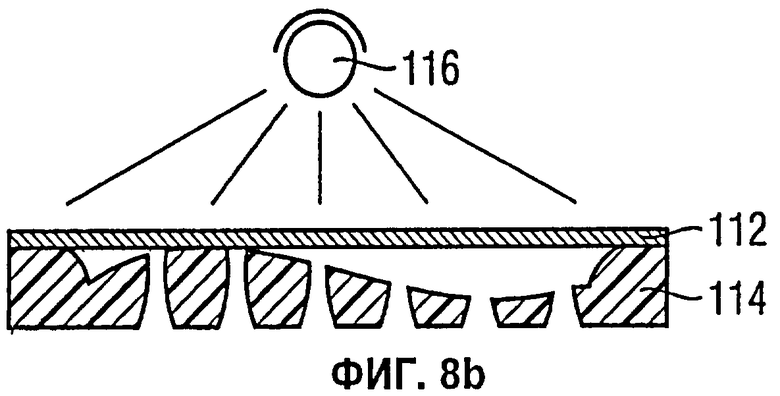
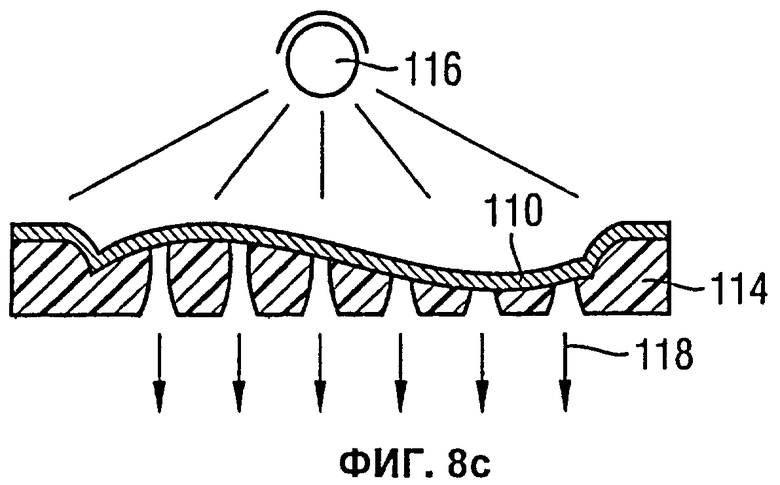
на фиг.8(a)-8(c) показаны три промежуточных этапа при изготовлении вставки для формирования водяного знака способом глубокой вытяжки;
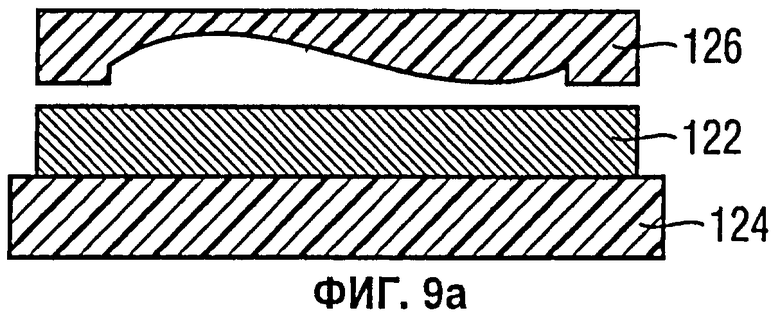
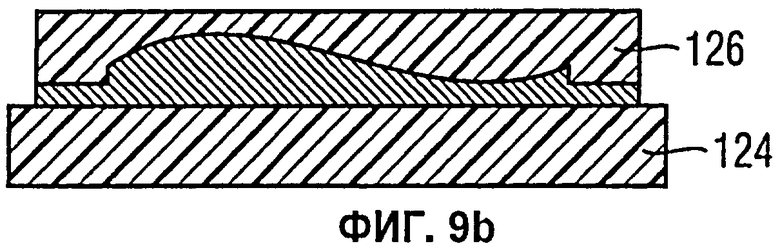
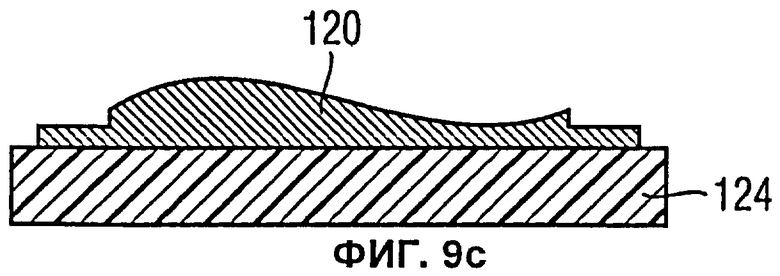
на фиг.9(a)-9(c) показаны три промежуточных этапа при изготовлении вставки для формирования водяного знака способом горячего тиснения.
Ниже изобретение пояснено на примере банкноты. С этой целью на фиг.1 представлено схематичное изображение банкноты 10, которая содержит многоуровневый водяной знак 12 высокой степени детальной четкости в виде портрета, показанного на фиг.1 лишь схематично. В соответствии с изобретением изготовление банкнот с такими многоуровневыми водяными знаками высокой детальной четкости осуществляется с применением одной из нижеописанных обезвоживающих сеток, содержащей полученные литьевым формованием вставки для формирования водяного знака.
В первом варианте осуществления изобретения, который описан со ссылкой на фиг.2-5, сначала литьевым формованием изготавливают и перфорируют отдельные вставки для формирования водяного знака. Затем готовые вставки соединяют с опорной сеткой, например приваривают или приклеивают к опорной сетке.
На фиг.2(a) показана форма 20 для литьевого формования для изготовления вставки 30, имеющая многоуровневый рельеф 22 в форме, соответствующей инвертированной форме изготавливаемого водяного знака. Подходящий для литьевого формования гидрофобный пластик, например полиоксиметилен, содержащий снижающие износ добавки, расплавляют, под высоким давлением нагнетают в форму 20, а затем охлаждают. Получающаяся вставка 30, которая на фиг.2(b) показана на виде сверху, а на фиг.3(a) - в поперечном разрезе, обеспечивает четкий оттиск 32 изобразительного мотива 22, определенного формой 20.
Для крепления вставки 30 к опорной сетке в форме 20 предусмотрена кромка, образованная шишковидными углублениями 24, которые в готовой вставке 30 образуют периферическую кромку 36 с крепежными выступами 34.
Способ литьевого формования позволяет создавать во вставках 30 рельефные изображения 32 с высокой степенью детализации. Несмотря на то, что на всех чертежах профиль имеет только оформляемая поверхность 46, разумеется, при соответствующей конструкции формы 20 для литьевого формования профиль может иметь и обратная сторона, так что формируется, например, вставка с постоянной толщиной материала.
Далее на каждом из поперечных разрезов, показанных на фиг.3 и последующих фигурах, детальный рельеф обозначен лишь схематично при помощи кривой линии.
Для обеспечения обезвоживания при изготовлении бумаги вставку 30, полученную литьевым формованием, посредством лазерного излучения 42 снабжают некоторым количеством отверстий 40, как показано на фиг.3(b). При этом размер этих отверстий выбирают настолько малым, что при изготовлении бумаги волокна в них не налипают.
В специальных вариантах осуществления изобретения на участках с большой локальной толщиной материала от отверстий можно отказаться, по меньшей мере, частично, так что обезвоживание на этих участках если и происходит, то лишь в небольшой мере, и, таким образом, здесь осаждается лишь небольшое количество волокон или они не осаждаются вовсе. Таким образом, на этих участках формируется двухуровневый водяной знак или отверстие. Неперфорированные участки с большой толщиной материала в этом случае действуют как гальваностереотипы. При использовании такой вставки детализированные водяные знаки могут комбинироваться с двухуровневыми водяными знаками.
Отверстия для обезвоживания предпочтительно выполняют посредством лазерного луча 42, например лучом лазера на углекислом газе с длиной волны 10,6 мкм. При этом фокальный диаметр лазерного пучка соответствует требуемому максимальному диаметру отверстий и составляет, например, 500 мкм. Облучение лазером предпочтительно осуществляется с обратной стороны 44 вставки 30, так что, как показано на фиг.3(b), благодаря гауссовому распределению энергии или форме лазерного луча образуются отверстия 40, сужающиеся к передней оформляемой поверхности 46 вставки.
В примере, показанном на фиг.3, диаметр отверстий с задней стороны 44 вставки составляет около 500 мкм, а диаметр этих отверстий на оформляемой поверхности 46 вследствие их сужения зависит от локальной толщины материала вставки. Как видно из фиг.3(b), на оформляемой поверхности 46 на участках 50 с большей толщиной материала диаметр отверстий получается меньше, чем на участках 52 с меньшей толщиной материала. Например, диаметр отверстий на оформляемой поверхности 46 составляет от 150 мкм при большой толщине материала до 350 мкм при небольшой толщине материала.
Отверстия 40, сужающиеся к оформляемой поверхности 46, обладают двумя преимуществами перед отверстиями с ровной поверхностью. Во-первых, они создают свободный ход в направлении 48 течения волокнистой суспензии при изготовлении бумаги и, таким образом, эффективно предотвращают продолжительное закупоривание отверстий 40 для обезвоживания.
Во-вторых, участки 50 с большей толщиной материала предназначены для создания в бумаге утончений. Так как благодаря меньшему диаметру отверстий на этих участках обезвоживание происходит менее интенсивно, чем на участках 52 с меньшей толщиной материала, то сужение отверстий 40 дополнительно способствует образованию утончений на участках 50.
Расстояние между отверстиями 40 зависит от требуемой степени обезвоживания и составляет, например, примерно 500 мкм.
Диаметр отверстий также может быть выбран настолько большим, что после изготовления бумаги помимо водяных знаков на бумаге 60 могут распознаваться также эти отверстия в виде маркировочных точек 64, как показано (в увеличенном виде) на фиг.4(а). Диаметр отверстий для создания темных маркировочных точек предпочтительно составляет по меньшей мере 300 мкм.
Для применяемого способа изготовления темные точки 64 могут служить в качестве дополнительного защитного и/или опознавательного признака. Отверстия 40, а вместе с ними и маркировочные точки 64 могут быть размещены также в заданном узоре. Например, как показано на фиг.4(b), отверстия на участке 66 могут быть помещены в узлах квадратной решетки, а на другом участке 68 - в узлах шестиугольной решетки, причем участки 66, 68 образуют изобразительный мотив, например, перекрывающий узор или код. Также для повышения степени защиты от подделки отверстия 40 и возникающие маркировочные точки 64 могут сами образовывать узор 70, как показано, например, на фиг.4(c).
Возвращаясь к пояснению процесса изготовления (см. фиг.3), следует заметить, что после перфорирования вставку 30 соединяют с сеточной тканью 54 опорной сетки. Сеточная ткань имеет по меньшей мере одну систему сплетенных друг с другом основных нитей 56, пролегающих в продольном направлении, и расположенных перпендикулярно к ним уточных нитей 58. В рамках изобретения сеточная ткань может содержать металлическую, в частности бронзовую, ткань, смешанную ткань из металла и пластика, в частности из бронзы и пластика, или чистую пластиковую ткань. Например, сеточная ткань может представлять собой смешанную ткань из соединенных между собой нитей утка (ссылочный знак 58) из бронзы и полиэфира в соотношении 1:1 и нитей основы (ссылочный знак 56) из бронзы.
В проиллюстрированном на фиг.3(c) примере реализации сеточная ткань 54 вырезана в зоне водяного знака и перекрывает вставку 30 только в зоне кромки 36, содержащей выступы. Соединение вставки с сеточной тканью может осуществляться, например, посредством ультразвуковой сварки, вследствие чего в зоне перекрытия выступы 34 прочно соединяются с сеточной тканью 54.
Чтобы снизить износ вставки 30 при изготовлении бумаги, высоту водяного знака d, которая в примере, показанном на фиг.3(c), составляет примерно 1,0 мм, можно уменьшить. При этом, как показано на фиг.5, вставка 30 может быть опущена настолько, что ее максимальная высота 38 как раз соответствует уровню сетки. Это позволяет не только снизить износ вставки, но и получить водяные знаки, которые при таком же высоком контрасте при рассматривании кажутся немного более темными по сравнению с исполнением, показанном на фиг.3(c).
Вместо того, чтобы сначала отдельно изготовить вставки, а затем соединить их с опорной сеткой, вставки могут выполнить литьевым формованием прямо в сетке, как поясняется ниже со ссылкой на фиг.6.
Для выполнения вставки прямо в опорной сетке применяется специально приспособленная для литьевого формования форма 80, схематично показанная на фиг.6(a), при этом для осуществления процесса литья сеточную ткань сетки 90 зажимают и уплотняют вдоль уплотнительной кромки 82. Это предотвращает вытекание во время литься жидкого пластика в боковом направлении.
Таким образом, после завершения операции литьевого формования получают опорную сетку 90 с интегрированной в нее вставкой 92; на фиг.6(b) эта сетка показана сверху, а на фиг.6(c) - в разрезе. И в данном случае вставка 92 благодаря используемому способу литьевого формования обеспечивает весьма детализированный оттиск изобразительного мотива, заданного формой 80.
В процессе следующей технологической операции интегрированная вставка 92 при помощи лазерного луча, как описано выше, снабжается отверстиями для обезвоживания. Однако, если в качестве опорной сетки 90 применяется бронзовая сетка, то вставка 92 водопроницаема только в тех местах, где перфорация вставки 92 совпадает с открытыми местами сетки 90, так как бронзовая сетка не перфорируется лазером на углекислом газе. Разумеется, это ограничение учитывается соответствующим образом при выборе количества и размеров отверстий, а также промежутка между ними. Таким образом, оно может быть скомпенсировано. Так как при охлаждении залитый пластик сжимается значительно сильнее, чем материал бронзовой сетки, чтобы избежать возможного образования пузырей в опорной сетке 90, во время литьевого формования ее предпочтительно сжимают.
Если вместо бронзовой сетки применяется ткань из смеси пластика с металлом или чистая пластиковая ткань, то при соответствующих параметрах лазера посредством лазерного луча может перфорироваться как вставка 92, так и сетка 90. В этом случае для пластика сеточной ткани выбирают материал с более высокой температурой плавления, чем у литьевого материала. Например, в качестве литьевого материала могут использовать полиоксиметилен с температурой плавления или стеклования 166°C, а в качестве материала сетки - полиэфирэфиркетон с температурой плавления или стеклования 335°C. Применение пластиковой сетки или ткани из смеси пластика с металлом также улучшает деформационные свойства при охлаждении, так как модули упругости применяемых пластиков лежат существенно ближе друг к другу, чем модули упругости литьевого материала и бронзы.
При выполнении вставки путем заливки прямо в опорную сетку, то так же, как и в варианте, описанном со ссылкой на фиг.3, определенные участки могут быть выполнены так, что они действуют в качестве гальваностереотипов. Для этого во вставке, выполняемой непосредственно в сетке, предусматривают участок с особенно большой толщиной материала, который не перфорируется. Способом прямой заливки гальваностереотипы могут быть изготовлены также как отдельные элементы.
Еще один вариант исполнения, который может применяться при всех вариантах отливки, состоит в том, что в районе вставки несущую сетку 90 вырезают таким образом, что она выдается во вставку 92 только в зоне кромки. Такое исполнение, с одной стороны, снижает возможную деформацию сетки из-за различного поведения вставки и материала сетки при их охлаждении. С другой стороны, оно позволяет при помощи лазерного излучения перфорировать вставку 92 в районе водяного знака, не учитывая свойств опорной сетки.
Как правило, при всех описанных вариантах исполнения в готовой бумаге видна зона перехода от вставки к опорной сетке. Поэтому целесообразно включить эту зону в оформление изобразительного мотива водяного знака. Например, как показано на фиг.7, в случае отдельной или интегрированной в опорную сетку вставки 100 кромка 102, а вместе с ней и зона перехода от вставки к сетке художественно может быть выполнена в виде изобразительного мотива или узора.
В соответствии с дополнительными аспектами изобретения вставки также могут быть изготовлены не литьевым формованием, а посредством глубокой вытяжки (термоформования) или горячего тиснения, как кратко поясняется ниже со ссылками на фиг.8 и 9.
При изготовлении предлагаемых вставок 110 посредством глубокой вытяжки сначала, как показано на фиг.8(a), на форму 114 устанавливается пластина 112 из подходящего пластика. Затем, как показано на фиг.8(b), пластина 112 нагревается, например, при помощи радиационного нагревателя 116, и нагретая пластина под действием пониженного давления 118 втягивается в форму 114, как показано на фиг.8(c).
В процессе следующей технологической операции пластиковую пластину глубокой вытяжки, как описано выше, перфорируют и соединяют с опорной сеткой. Альтернативно в ходе операции глубокой вытяжки могут использовать уже перфорированную пластиковую пластину 112. В этом случае для создания соответствующего пониженного давления в процессе глубокой вытяжки перфорированную пластину покрывают эластичным воздухонепроницаемым материалом.
Несмотря на то, что в настоящее время предпочтение отдается вышеописанной последовательности технологических операций, в принципе, посредством глубокой вытяжки требуемую форму водяного знака можно придать также пластиковой пластине, уже соединенной с опорной сеткой.
При изготовлении предлагаемых вставок 120 посредством горячего тиснения подходящий пластик 122 помещают в штамп 124, 126 (см. фиг.9) и прессуют. При этом, как показано на фиг.9(a), пластик 122 сначала помещают в штамп, состоящий из патрицы 124 и матрицы 126.
Хотя в показанном примере форму штампа имеет только матрица 126, разумеется, некоторую форму может иметь и матрица 124. В частности, таким способом может быть изготовлена вставка 120 с такой же толщиной материала.
Как показано на фиг.9b, пластик 122 нагревают и тиснят в штампе 124, 126. При этом необходимо нагревать и сам штамп 124, 126. На фиг.9(с) показана тисненая вставка 120 после окончательного формообразования.
В процессе следующей технологической операции пластиковую пластину горячего тиснения перфорируют, как описано выше, и соединяют с опорной сеткой. В принципе, при горячем тиснении требуемую форму могут придать также пластику, уже соединенному с опорной сеткой.
| название | год | авторы | номер документа |
|---|---|---|---|
| НОСИТЕЛЬ ДАННЫХ С ОКОННОЙ ЗАЩИТНОЙ НИТЬЮ | 2016 |
|
RU2674943C1 |
| НОСИТЕЛЬ ДАННЫХ С ОКОННОЙ ЗАЩИТНОЙ НИТЬЮ | 2016 |
|
RU2672606C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗАЩИЩЕННОЙ ОТ ПОДДЕЛКИ БУМАГИ С ВОДЯНЫМИ ЗНАКАМИ И ИНТЕГРИРОВАННЫМ ЭЛЕМЕНТОМ БЕЗОПАСНОСТИ ОКОННОГО ТИПА | 2017 |
|
RU2722091C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗАЩИЩЕННОЙ ОТ ПОДДЕЛКИ БУМАГИ С ЗАЩИТНОЙ НЫРЯЮЩЕЙ НИТЬЮ | 2019 |
|
RU2769234C1 |
| МНОГОСЛОЙНОЕ ИЗДЕЛИЕ, ЗАЩИЩЕННОЕ ОТ ПОДДЕЛКИ (ВАРИАНТЫ), И ЦЕННЫЙ ДОКУМЕНТ НА ЕГО ОСНОВЕ | 2014 |
|
RU2557565C1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ВОДЯНЫХ ЗНАКОВ, ЛИСТ И ДОКУМЕНТ С ВОДЯНЫМИ ЗНАКАМИ, А ТАКЖЕ СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2787863C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАЩИЩЕННОЙ ОТ ПОДДЕЛКИ БУМАГИ И СООТВЕТСТВУЮЩЕГО СЕТОЧНОГО ЦИЛИНДРА | 2011 |
|
RU2538512C2 |
| ЗАЩИТНЫЙ ЭЛЕМЕНТ, А ТАКЖЕ ЦЕННЫЙ ДОКУМЕНТ С ТАКИМ ЗАЩИТНЫМ ЭЛЕМЕНТОМ | 2011 |
|
RU2560310C2 |
| Однослойная пленка для проецирования изображений | 2015 |
|
RU2702946C1 |
| СЕТКА БУМАГОДЕЛАТЕЛЬНОЙ МАШИНЫ ДЛЯ ИЗГОТОВЛЕНИЯ БУМАГИ С ВОДЯНЫМИ ЗНАКАМИ И СПОСОБ ИЗГОТОВЛЕНИЯ ЭТОЙ СЕТКИ | 2002 |
|
RU2300596C2 |
Изобретение относится к обезвоживающей сетке для изготовления бумаги с многоуровневыми водяными знаками, к способу изготовления обезвоживающей сетки такого типа, а также к способу изготовления бумаги с многоуровневым водяным знаком с использованием такой сетки. Предложенная обезвоживающая сетка для изготовления бумаги включает опорную сетку, снабженную на одном участке многоуровневым рельефом, имеющим форму изготавливаемого водяного знака, при этом указанный многоуровневый рельеф образован полученной литьевым формованием перфорированной вставкой, которая служит для формирования водяного знака. Заявленное решение обеспечивает изготовление бумаги с многоуровневыми водяными знаками высокой степени детализации. 16 н. и 60 з.п. ф-лы, 20 ил.
1. Обезвоживающая сетка для изготовления бумаги с многоуровневыми водяными знаками, содержащая опорную сетку, снабженную на одном участке многоуровневым рельефом, имеющим форму изготавливаемого водяного знака, отличающаяся тем, что указанный многоуровневый рельеф образован полученной литьевым формованием перфорированной вставкой для формирования водяного знака.
2. Обезвоживающая сетка по п.1, отличающаяся тем, что вставка для формирования водяного знака приварена или приклеена к опорной сетке.
3. Обезвоживающая сетка по п.1, отличающаяся тем, что указанная вставка имеет кромку с шишковидными выступами, посредством которой она соединена с опорной сеткой.
4. Обезвоживающая сетка по п.1, отличающаяся тем, что вставка выполнена литьевым формованием прямо в несущей сетке.
5. Обезвоживающая сетка по п.1, отличающаяся тем, что вставка помещена на вырезанном участке опорной сетки и соединена с ней только в зоне кромки.
6. Обезвоживающая сетка по п.4, отличающаяся тем, что максимальная высота вставки, по существу, соответствует уровню сетки.
7. Обезвоживающая сетка по п.1, отличающаяся тем, что вставка выполнена из гидрофобного пластика, например из полиоксиметилена.
8. Обезвоживающая сетка по п.1, отличающаяся тем, что вставка выполнена из пластика, содержащего снижающие износ добавки.
9. Обезвоживающая сетка по п.1, отличающаяся тем, что опорная сетка имеет сеточную ткань, содержащую по меньшей мере одну систему сплетенных друг с другом основных нитей, пролегающих в продольном направлении, и расположенных перпендикулярно к ним уточных нитей.
10. Обезвоживающая сетка по п.9, отличающаяся тем, что сеточная ткань содержит металлическую, в частности бронзовую, ткань.
11. Обезвоживающая сетка по п.9, отличающаяся тем, что сеточная ткань содержит смешанную ткань, состоящую из металла и пластика, в частности из бронзы и пластика.
12. Обезвоживающая сетка по п.9, отличающаяся тем, что сеточная ткань содержит ткань из чистого пластика.
13. Обезвоживающая сетка по п.11, отличающаяся тем, что смешанная ткань, состоящая из металла и пластика или пластиковая сеточная ткань в качестве пластика содержит полиэфир, полиэфирэфиркетон, полиэтилентерефталат (ПЭТ) или другой высококачественный пластик.
14. Обезвоживающая сетка по п.11, отличающаяся тем, что пластик, содержащийся во вставке, и пластик, содержащийся в сеточной ткани согласованы друг с другом по температуре плавления или стеклования.
15. Обезвоживающая сетка по п.1, отличающаяся тем, что зона перехода от вставки к опорной сетке выполнена в виде изобразительного мотива или узора, в частности в виде изобразительного мотива или узора выполнена кромка вставки.
16. Обезвоживающая сетка по п.1, отличающаяся тем, что вставка имеет группу отверстий, размеры которых настолько малы, что при изготовлении бумаги волокна в них не налипают.
17. Обезвоживающая сетка по п.16, отличающаяся тем, что указанные отверстия сужены по направлению к расположенной вверху оформляемой поверхности вставки.
18. Обезвоживающая сетка по п.16, отличающаяся тем, что отверстия имеют настолько большой размер, что на готовой бумаге они могут визуально восприниматься как темные маркировки.
19. Обезвоживающая сетка по п.18, отличающаяся тем, что отверстия размещены в виде знаков, узоров или кода.
20. Способ изготовления обезвоживающей сетки для изготовления бумаги с многоуровневыми водяными знаками, в котором
a) обеспечивают опорную сетку,
b) изготавливают литьевым формованием и перфорируют отдельную вставку для формирования водяного знака, имеющую многоуровневый рельеф в форме формируемого водяного знака,
c) указанную вставку приваривают или приклеивают к опорной сетке.
21. Способ по п.20, отличающийся тем, что вставка имеет кромку с шишковидными выступами, посредством которой она соединена с опорной сеткой.
22. Способ по п.20, отличающийся тем, что вставку помещают на вырезанном участке опорной сетки и соединяют с указанной сеткой только в зоне кромки.
23. Способ по п.20, отличающийся тем, что зону перехода от вставки к опорной сетке выполняют в виде изобразительного мотива или узора, в частности в виде изобразительного мотива или узора выполняют кромку вставки.
24. Способ по п.20, отличающийся тем, что вставку снабжают отверстиями, размеры которых настолько малы, что при изготовлении бумаги волокна в них не налипают.
25. Способ по п.24, отличающийся тем, что указанные отверстия выполняют посредством лазерного луча, предпочтительно посредством инфракрасного лазера.
26. Способ по п.25, отличающийся тем, что для выполнения отверстий вставку подвергают воздействию лазерного излучения с ее обратной стороны, которая противоположна оформляемой поверхности.
27. Способ изготовления обезвоживающей сетки для изготовления бумаги с многоуровневыми водяными знаками, в котором
a) обеспечивают опорную сетку,
b) литьевым формованием в опорной сетке выполняют вставку для формирования водяного знака, имеющую многоуровневый рельеф в форме формируемого водяного знака,
c) перфорируют указанную вставку, интегрированную в опорную сетку.
28. Способ по п.27, отличающийся тем, что сеточную ткань опорной сетки зажимают в литьевой форме и уплотняют, после чего в уплотненную литьевую пресс-форму с опорной сеткой заливают пластик.
29. Способ по п.28, отличающийся тем, что для процесса литья сеточную ткань сжимают.
30. Способ по п.27, отличающийся тем, что опорную сетку вырезают в зоне водяного знака и вставку формируют на вырезанном участке.
31. Способ по п.27, отличающийся тем, что зону перехода от вставки к опорной сетке выполняют в виде изобразительного мотива или узора, в частности в виде изобразительного мотива или узора выполняют кромку вставки.
32. Способ по п.27, отличающийся тем, что вставку снабжают группой отверстий, размеры которых настолько малы, что при изготовлении бумаги волокна в них не налипают.
33. Способ по п.32, отличающийся тем, что отверстия выполняют посредством лазерного луча, предпочтительно посредством инфракрасного лазера.
34. Способ по п.33, отличающийся тем, что для выполнения отверстий вставку подвергают воздействию лазерного излучения с ее обратной стороны, которая противоположна оформляемой поверхности.
35. Способ по п.32, отличающийся тем, что опорную сетку перфорируют вместе со вставкой.
36. Обезвоживающая сетка для изготовления бумаги с многоуровневыми водяными знаками, содержащая опорную сетку, снабженную на одном участке многоуровневым рельефом, имеющим форму изготавливаемого водяного знака, отличающаяся тем, что многоуровневый рельеф образован перфорированной вставкой для формирования водяного знака, выполненной способом глубокой вытяжки.
37. Обезвоживающая сетка для изготовления бумаги с многоуровневыми водяными знаками, содержащая опорную сетку, снабженную на одном участке многоуровневым рельефом, имеющим форму изготавливаемого водяного знака, отличающаяся тем, что многоуровневый рельеф образован перфорированной вставкой для формирования водяного знака, выполненной способом горячего тиснения.
38. Обезвоживающая сетка по п.36 или 37, отличающаяся тем, что вставка для формирования водяного знака приварена или приклеена к опорной сетке.
39. Обезвоживающая сетка по п.36 или 37, отличающаяся тем, что вставка имеет кромку с шишковидными выступами, посредством которой она соединена с опорной сеткой.
40. Обезвоживающая сетка по п.36 или 37, отличающаяся тем, что вставка размещена на вырезанном участке опорной сетки и соединена с ней только в зоне кромки.
41. Обезвоживающая сетка по п.40, отличающаяся тем, что максимальная высота вставки, по существу, соответствует уровню сетки.
42. Обезвоживающая сетка по п.36 или 37, отличающаяся тем, что опорная сетка имеет сеточную ткань, содержащую по меньшей мере одну систему сплетенных друг с другом основных нитей, пролегающих в продольном направлении, и расположенных перпендикулярно к ним уточных нитей.
43. Обезвоживающая сетка по п.42, отличающаяся тем, что сеточная ткань содержит металлическую, в частности бронзовую, ткань.
44. Обезвоживающая сетка по п.42, отличающаяся тем, что сеточная ткань содержит смешанную ткань, состоящую из металла и пластика, в частности из бронзы и пластика.
45. Обезвоживающая сетка по п.42, отличающаяся тем, что сеточная ткань содержит ткань из чистого пластика.
46. Обезвоживающая сетка по п.42, отличающаяся тем, что смешанная ткань из металла и пластика или пластиковая ткань в качестве пластика содержит полиэфир, полиэфирэфиркетон, полиэтилентерефталат (ПЭТ) или другой высококачественный пластик.
47. Обезвоживающая сетка по п.36 или 37, отличающаяся тем, что зона перехода от вставки к опорной сетке выполнена в виде изобразительного мотива или узора, в частности в виде изобразительного мотива или узора выполнена кромка вставки.
48. Обезвоживающая сетка по п.36 или 37, отличающаяся тем, что вставка имеет группу отверстий, размеры которых настолько малы, что при изготовлении бумаги волокна в них не налипают.
49. Обезвоживающая сетка по п.48, отличающаяся тем, что указанные отверстия сужены по направлению к расположенной вверху оформляемой поверхности вставки.
50. Обезвоживающая сетка по п.48, отличающаяся тем, что отверстия имеют настолько большой размер, что на готовой бумаге они могут визуально восприниматься как темные маркировки.
51. Обезвоживающая сетка по п.50, отличающаяся тем, что отверстия размещены в виде знаков, узоров или кода.
52. Способ изготовления обезвоживающей сетки для изготовления бумаги с многоуровневыми водяными знаками, в котором
а) обеспечивают опорную сетку,
b) изготавливают посредством глубокой вытяжки и перфорируют отдельную вставку для формирования водяного знака, имеющую многоуровневый рельеф в форме формируемого водяного знака,
c) указанную вставку приваривают или приклеивают к опорной сетке.
53. Способ изготовления обезвоживающей сетки для изготовления бумаги с многоуровневыми водяными знаками, в котором
a) обеспечивают опорную сетку,
b) в опорную сетку вставляют пластиковую пластинку,
c) из вставленной пластиковой пластинки способом глубокой вытяжки формируют вставку с многоуровневым рельефом в форме изготавливаемого водяного знака,
d) перфорируют интегрированную в опорную сетку вставку.
54. Способ по п.52 или 53, отличающийся тем, что вставку снабжают группой отверстий, размеры которых настолько малы, что при изготовлении бумаги волокна в них не налипают.
55. Способ по п.54, отличающийся тем, что отверстия выполняют посредством лазерного луча, предпочтительно посредством инфракрасного лазера.
56. Способ изготовления обезвоживающей сетки для изготовления бумаги с многоуровневыми водяными знаками, в котором
a) обеспечивают опорную сетку,
b) из перфорированной пластиковой пластинки глубокой вытяжкой изготавливают и перфорируют отдельную вставку для формирования водяного знака с многоуровневым рельефом в форме формируемого водяного знака,
c) приваривают или приклеивают вставку к опорной сетке.
57. Способ изготовления обезвоживающей сетки для изготовления бумаги с многоуровневыми водяными знаками, в котором
a) обеспечивают опорную сетку,
b) в опорную сетку вставляют перфорированную пластиковую пластинку,
с) из вставленной пластиковой пластинки способом глубокой вытяжки формируют вставку для формирования водяного знака, имеющую многоуровневый рельеф в форме изготавливаемого водяного знака.
58. Способ изготовления обезвоживающей сетки для изготовления бумаги с многоуровневыми водяными знаками, в котором
a) обеспечивают опорную сетку,
b) изготавливают способом горячего тиснения и перфорируют отдельную вставку для формирования водяного знака, имеющую многоуровневый рельеф в форме формируемого водяного знака,
c) указанную вставку приваривают или приклеивают к опорной сетке.
59. Способ изготовления обезвоживающей сетки для изготовления бумаги с многоуровневыми водяными знаками, в котором
a) обеспечивают опорную сетку,
b) в опорную сетку вставляют пластиковую пластинку,
c) из вставленной пластиковой пластинки способом горячего тиснения формируют вставку для формирования водяного знака, имеющую многоуровневый рельеф в форме изготавливаемого водяного знака,
d) перфорируют интегрированную в опорную сетку вставку.
60. Способ по п.58 или 59, отличающийся тем, что вставку снабжают группой отверстий, размеры которых настолько малы, что при изготовлении бумаги волокна в них не налипают.
61. Способ по п.60, отличающийся тем, что отверстия выполняют посредством лазерного луча, предпочтительно посредством инфракрасного лазера.
62. Вставка для формирования водяного знака для обезвоживающей сетки по любому из пп.1-19 или для обезвоживающей сетки, изготовленной способом по любому из пп.20-35, отличающаяся тем, что эта вставка представляет собой полученную литьевым формованием перфорированную пластиковую вставку, имеющую многоуровневый рельеф в форме изготавливаемого водяного знака.
63. Вставка по п.62, отличающаяся тем, что она имеет кромку с шишковидными выступами для соединения с опорной сеткой.
64. Вставка по п.62, отличающаяся тем, что она выполнена из гидрофобного пластика, например из полиоксиметилена.
65. Вставка по п.62, отличающаяся тем, что она выполнена из пластика, содержащего снижающие износ добавки.
66. Вставка по п.62, отличающаяся тем, что кромка вставки выполнена в виде изобразительного мотива или узора.
67. Вставка по п.62, отличающаяся тем, что она имеет группу отверстий, размеры которых настолько малы, что при изготовлении бумаги волокна в них не налипают.
68. Вставка по п.62, отличающаяся тем, что отверстия сужены по направлению к расположенной вверху оформляемой поверхности вставки.
69. Вставка по п.62, отличающаяся тем, что отверстия имеют настолько большой размер, что на готовой бумаге они могут визуально восприниматься как темные маркировки.
70. Вставка по п.62, отличающаяся тем, что отверстия размещены в виде знаков, узоров или кода.
71. Форма для литьевого формования для изготовления вставки для формирования водяного знака для обезвоживающей сетки по любому из пп.1-19 или для обезвоживающей сетки, изготовленной способом по любому из пп.20-35, имеющая многоуровневый рельеф в форме изготавливаемого водяного знака.
72. Способ изготовления бумаги, в частности защищенной от подделки бумаги, с многоуровневым водяным знаком, в котором наслаивание бумаги происходит на обезвоживающей сетке по любому из пп.1-19, 36-51 или на обезвоживающей сетке, изготовленной способом по любому из пп.20-35, 52-61.
73. Защищенная от подделки бумага с многоуровневым водяным знаком, изготовленная способом по п.72.
74. Защищенная от подделки бумага по п.73, отличающаяся тем, что в зоне многоуровневого водяного знака она снабжена прозрачной пленкой.
75. Ценный документ, например банкнота, удостоверение и т.п., с многоуровневым водяным знаком, изготовленный способом по п.72.
76. Ценный документ по п.75, отличающийся тем, что в зоне многоуровневого водяного знака защищенная от подделки бумага снабжена прозрачной пленкой.
| Система автоматического регулирования производительности вентилируемой мельницы | 1983 |
|
SU1122360A1 |
| US 2004249754 А1, 09.12.2004 | |||
| US 2003056914 А1, 27.03.2003 | |||
| Сетка бумагоделательной машины | 1985 |
|
SU1258922A1 |
| DE 10064006 А1, 04.07.2002. | |||

