1
Изобретение относится к целлюлозно-бумажной промьгашенности и предназначается для использования на бумагоделательных машинах для формирования и обезвоживания бумажного полотна.
Цель изобретения - повышение обезвоживающей способности и прочности сетки.
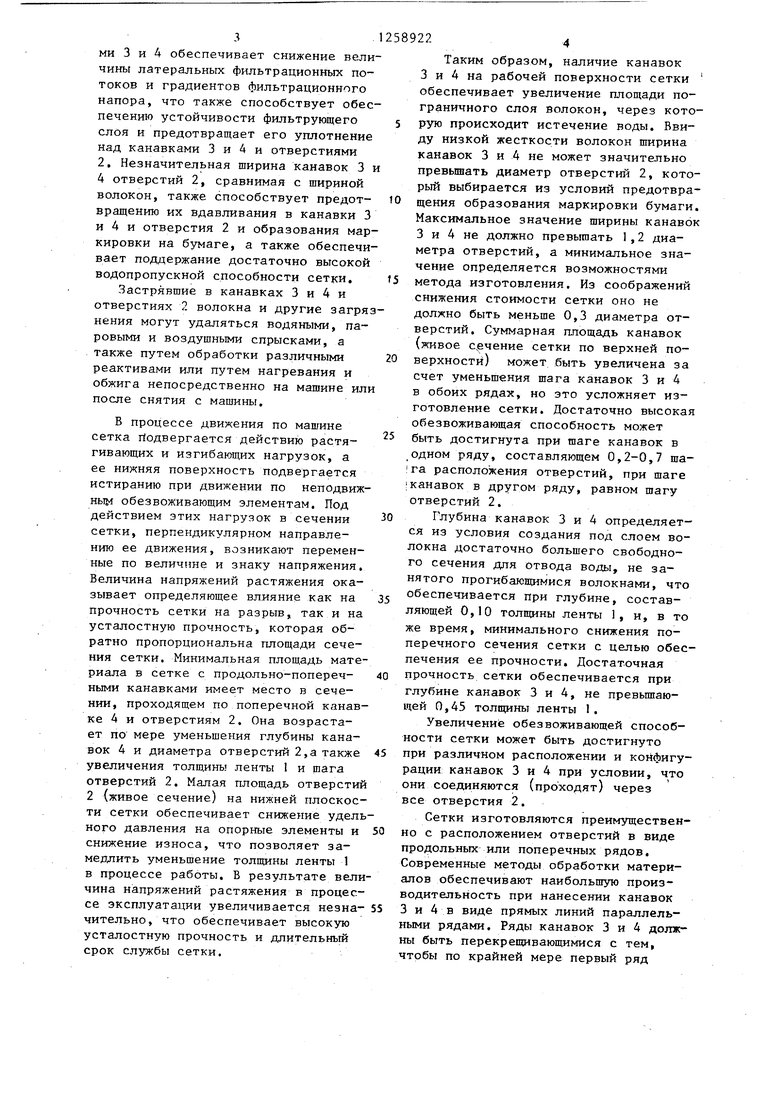
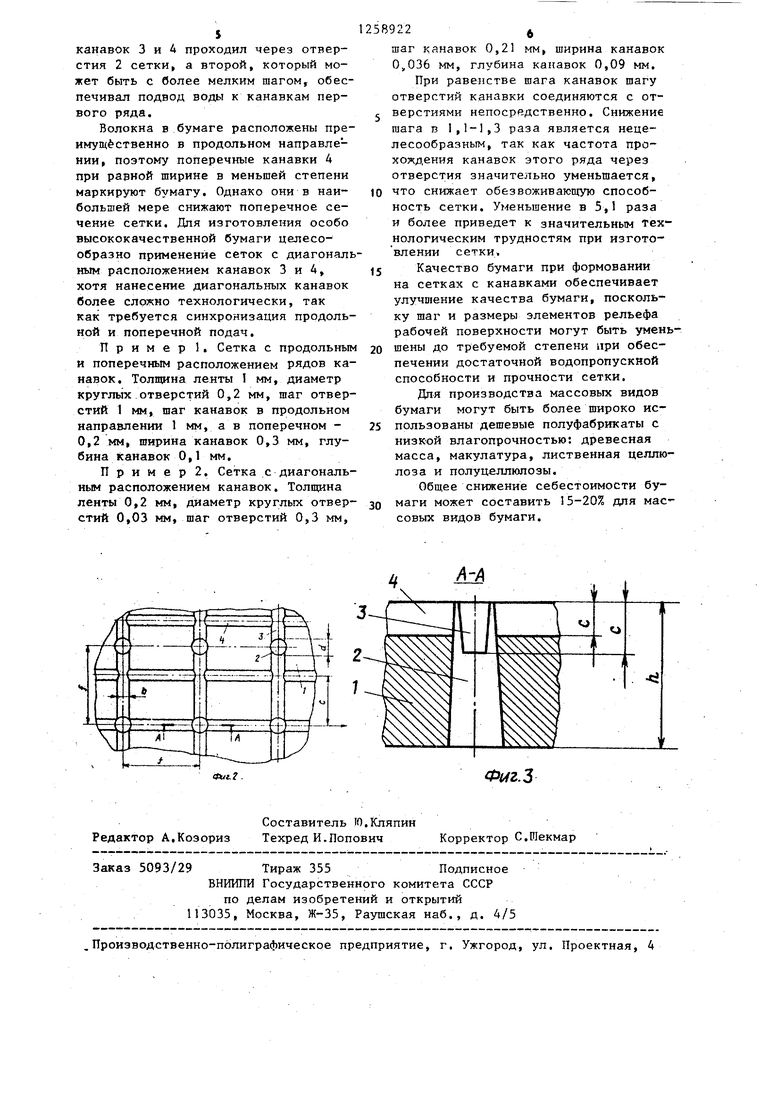
На фиг. 1 показана сетка бумагоделательной машины с канавками, образующими два ряда, расположенные под углом к продольной оси сеткиJ фиг. 2 - сетка с рядами канавок, расположенных вдоль и поперек продольной оси сетки, фиг. 3 - сечение А-А. на фиг а 2,
Сетка зыполнена в виде бесконечной перфорированной ленты 1. Наружная (рабочая) поверхность ленты 1 обращена к бумажному полотну. По всей площади ленты 1 выполнены сквозные отверстия 3 круглой или другой формы с прямыми, сужающимися или расширяюшлмися стенками отверстий. Толщина ленты 1 составляет 0,2- 1,0 мм. Диаметр отверстий 2 на рабочей поверхности составляет 0,20- 0,03 мм, щаг ПО каждому -направлению 0,3-1,0 мм. Сетка может быть выполнена из металла, пластмассы или композитного материала. На рабочей по- вер1хности лента 1 имеет два, ряда канавок 3 и 4, соединяющихся с отверстиями 2. Максимальный шаг а расположения канавок 3 и 4 в каждом из . рядов составляет 0,2-1,0 шага f расположения отверстий 2 (фиг. 1 и 2) , Глубина канавок 3 и 4 (фиг. З) обозначена буквой с и составляет 0,10- 0,45 толщины h ленты 1. Ширина b канавок 3 и 4 составляет 0,3-1,2 диаметра d отверстий 2,
Канавки 3 и 4 (фиг. 1 и 2) образуют два ряда, в каждом ряду канавки расположены параллельно. При этом канавки 3 первого ряда проходят через отверстия 2 ленты i и пересекают канавки 4 второго ряда. Канавки 3 и 4 обоих рядов могут быть расположены под углом о( 30-70° к продольной оси сетки (фиг. l).
Канавки 3 первого ряда могут быть расположены вдоль ленты 1, а канавки 4 второго ряда расположены поперек ленты 1. В этом случае шаг а расположения канавок 3 первого ряда равен шагу f расположения отвер589222
стий, а шаг а расположения канавок 4 второго ряда составляет 0,2-0,7 шага а канавок 3 первого ряда. При этом глубина с канавок 3, располо5 женных вдоль ленты 1, составляет 0,15-0,45 толщины h ленты 1, а глубина с канавок 4, расположенных поперек ленты I, составляет 0,10-0,30 толщины h ленты 1.
10 Продольные ряды отверстий 2 вследствие неточности изготовления могут располагаться под некоторым углом (до 3-7 ) к продольной оси сетки, в этом случае канавки 3 первого ря15 да также проходят по рядам отверстий 2 и располагаются под таким же углом к продольной оси сетки. Поперечные канавки также могут располагаться под углом 0-10 к образую20 щей сетки, их направление может быть не связано с направлением поперечных рядов отверстий 2.
Процесс обезвоживания и формирования полотна на предлагаемой сетке
25 происходит следующим образом.
i
Сетка может устанавливаться на
плоскосеточных, двухсеточных, круг- лосеточных и других формующих устройствах. Сетка помещается на формующее устройство таким образом, чтобы рабочая поверхность с канавками 3 и 4 была обращена наружу и образовывала внешнюю поверхность бесконечного полотна, соприкасающуюся
с массой. Внутри сетки, прилегая к ее внутренней поверхности, расположены различные обезвоживающие элементы: грудные доски, регистровые валы, гидропланки, отсасывающие
ящики, башмаки, отсасывающие валы. Бумажная масса, поступающая на рабочую поверхность сетки, под действием разности давлений в слое массы и под нижней поверхностью сетки на чинает обезвоживаться, образуя фильтрующий слой на рабочей поверхности сетки. Фильтрат по канавкам 3 и 4 поступает в отверстия 2, а затем отделяется от сетки на обезвоживаюшцх
50 элементах. Поскольку рабочая поверхность сетки на всех участках, контактирующих с волокнистым слоем, расположена перпендикулярно напряжениям сжатия волокнистого скелета,
55 указанные напряжения не вызывают бокового смещения и вдавливания волокон в канавки 3 и 4 и в отверстия 2. Малая величина полей между канавка3
ми 3 и 4 обеспечивает снижение величины латеральных фильтрационньгх потоков и градиентов фильтрационного напора, что также способствует обеспечению устойчивости фильтрующего слоя и предотвращает его уплотнение над канавками 3 и А и отверстиями 2, Незначительная ширина канавок 3 и 4 отверстий 2, сравнимая с шириной волокон, также способствует предотвращению их вдавливания в канавки 3 и 4 и отверстия 2 и образования маркировки на бумаге, а также обеспечивает поддержание достаточно высокой водопропускной способности сетки. Застрявшие в канавках 3 и 4 и отверстиях 2 волокна и другие загрязнения могут удаляться водяными, паровыми и воздушными спрысками, а также путем обработки различными реактивами или путем нагревания и обжига непосредственно на машине или после снятия с машины,
В процессе движения по машине сетка г одвергается действию растягивающих и изгибающих нагрузок, а ее нижняя поверхность подвергается истиранию при движении по неподвижным обезвоживающим элементам. Под действием этих нагрузок в сечении сетки, перпендикулярном направлению ее движения, возникают переменные по величине и знаку напряжения. Величина напряжений растяжения оказывает определяющее влияние как на прочность сетки на разрыв, так и на усталостную прочность, которая обратно пропорциональна площади сечения сетки. Минимальная площадь материала в сетке с продольно-поперечными канавками имеет место в сечении, проходящем по поперечной канавке 4 и отверстиям 2, Она возрастает по мере уменьшения глубины канавок 4 и диаметра отверстий 2,а также увеличения толщины ленты 1 и щага отверстий 2, Малая площадь отверстий 2 (живое сечение) на нижней плоскости сетки обеспечивает снижение удельного давления на опорные элементы и снижение износа, что позволяет замедлить уменьшение толщины ленты 1 в процессе работы, Б результате величина напряжений растяжения в процессе эксплуатации увеличивается незначительно, что обеспечивает высокую усталостную прочность и длительный срок службы сетки.
589224
Таким образом, наличие канавок 3 и 4 на рабочей поверхности сетки обеспечивает увеличение площади пограничного слоя волокон, через кото- 5 рую происходит истечение воды. Ввиду низкой жесткости волокон ширина канавок 3 и 4 не может значительно превышать диаметр отверстий 2, который выбирается из условий предотвра- 10 щения образования маркировки бумаги. Максимальное значение ширины канавок 3 и 4 не должно превышать 1,2 диаметра отверстий, а минимальное значение определяется возможностями 5 метода изготовления. Из соображений снижения стоимости сетки оно не должно быть меньше 0,3 диаметра отверстий. Суммарная площадь канавок (живое сучение сетки по верхней по- 0 верхности) может быть увеличена за счет уменьшения шага канавок 3 и 4 в обоих рядах, но это усложняет изготовление сетки. Достаточно высокая обезвоживающая способность может 5 быть достигнута при шаге канавок в одном ряду, составляющем 0,2-0,7 ша- га расположения отверстий, при шаге канавок в другом ряду, равном шагу отверстий 2,
0 Глубина канавок 3 и 4 определяется из условия создания под слоем волокна достаточно большего свободного сечения для отвода воды, не занятого прогибающимися волокнами, что обеспечивается при глубине, составляющей 0,10 толщины ленты 1, и, в то же время, минимального снижения поперечного сечения сетки с целью обеспечения ее прочности. Достаточная 0 прочность сетки обеспечивается при глубине канавок 3 и 4, не превьшаю- щей О,45 толщины ленты 1,
Увеличение обезвоживающей способности сетки может быть достигнуто 5 при различном расположении и конфигурации канавок 3 и 4 при условии, что они соединяются (проходят) через все отверстия 2,
Сетки изготовляются преимуществен- 0 но с расположением отверстий в виде продольных или поперечных рядов. Современные методы обработки материалов обеспечивают наибольшую производительность при нанесении канавок 5 3 и 4 в виде прямых линий параллельными рядами. Ряды канавок 3 и 4 должны быть перекрещивающимися с тем, чтобы по крайней мере первый ряд
канавок 3 и 4 проходил через отверстия 2 сетки, а второй, который может быть с более мелким шагом, обеспечивал подвод воды к канавкам первого ряда.
Волокна в бумаге расположены преимущественно в продольном направлении, поэтому поперечные канавки 4 при равной ширине в меньшей степени маркируют бумагу. Однако они в наибольшей мере снижают поперечное сечение сетки. Для изготовления особо высококачественной бумаги целесообразно применение сеток с диагональным расположением канавок 3 и А, хотя нанесение диагональных канавок более технологически, так как требуется синхронизация продольной и поперечной подач.
Пример, Сетка с продольным и поперечным расположением рядов канавок. Толщина ленты 1 мм, диаметр кругльЬс отверстий 0,2 мм, шаг отверстий 1 мм, шаг канавок в продольном направлении 1 мм, а в поперечном - 0,2 мм, ширина канавок 0,3 мм, глубина канавок О, 1 мм.
П р и м е р 2. Сетка с диагональным расположением канавок. Толщина ленты 0,2 мм, диаметр круглых отверстий 0,03 мм, шаг отверстий 0,3 мм.
шаг канавок 0,21 мм, ширина канавок 0,036 мм, глубина канавок 0,09 мм, При равенстве шага канавок шагу отверстий канавки соединяются с отверстиями непосредственно. Снижение шага в 1,1-1,3 раза является нецелесообразным, так как частота прохождения канавок этого ряда через отверстия значительно уменьшается, что снижает обезвоживающую способность сетки. Уменьшение в 5,1 раза и более приведет к значительным технологическим трудностям при изгото- влении сетки,
Качество бумаги при формовании на сетках с канавками обеспечивает улучшение качества бумаги, поскольку шаг и размеры элементов рельефа рабочей поверхности могут быть умень- шены до требуемой степени при обеспечении достаточной водопропускной способности и прочности сетки.
Для производства массовых видов бумаги могут быть более широко ис- пользованы дешевые полуфабрикаты с низкой влагопрочностью: древесная масса, макулатура, лиственная целлюлоза и полуцеллюлозы.
Общее снижение себестоимости бу- маги может составить 15-20% для мас - совых видов бумаги.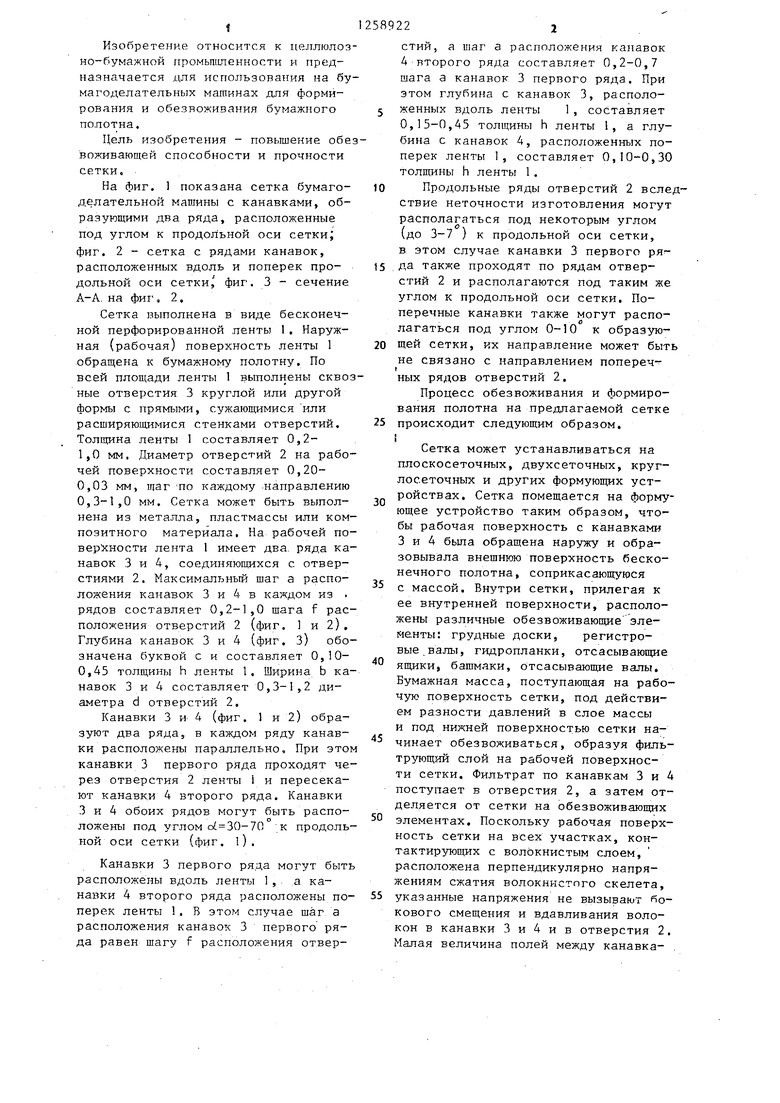
| название | год | авторы | номер документа |
|---|---|---|---|
| УСОВЕРШЕНСТВОВАННАЯ СИСТЕМА ОБЕЗВОЖИВАНИЯ | 2005 |
|
RU2361976C2 |
| ФОРМИРУЮЩАЯ ТКАНЬ, И/ИЛИ ЛЕНТА ДЛЯ ФОРМОВАНИЯ ТОНКОЙ БУМАГИ, И/ИЛИ ФОРМОВОЧНАЯ ЛЕНТА ДЛЯ ИСПОЛЬЗОВАНИЯ В СИСТЕМЕ ATMOS | 2007 |
|
RU2407838C2 |
| Устройство для крепирования бумаги | 1989 |
|
SU1771983A1 |
| ПРЕССУЮЩАЯ ЧАСТЬ И ПРОНИЦАЕМАЯ ЛЕНТА В БУМАГОДЕЛАТЕЛЬНОЙ МАШИНЕ | 2004 |
|
RU2338098C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2427434C1 |
| КАНАВЧАТАЯ ЛЕНТА ДЛЯ БАШМАЧНОГО ПРЕССА С ДЛИННОЙ ЗОНОЙ ЗАЖИМА | 2001 |
|
RU2221097C1 |
| СПОСОБ БЕСШВЕЙНОГО КЛЕЕВОГО СКРЕПЛЕНИЯ КНИГ | 1998 |
|
RU2121440C1 |
| Гофрированный и перфорированный тонколистовой материал | 2013 |
|
RU2628858C2 |
| СПОСОБ ГИДРОСПУТЫВАНИЯ ХОЛСТА ИЗ ЦЕЛЛЮЛОЗНЫХ ВОЛОКОН, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ХОЛСТ, ПОЛУЧЕННЫЙ ТАКИМ СПОСОБОМ | 2004 |
|
RU2352696C2 |
| СТРУКТУРИРОВАННАЯ ФОРМУЮЩАЯ ТКАНЬ | 2008 |
|
RU2415985C1 |

ifuiZ .
Ф(4г.З
Составитель Ю.Кляпин Редактор А.Козориз Техред И.Попович Корректор С.Шекмар
Заказ 5093/29 Тираж 355Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
.Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
