Область техники
Изобретение относится к области микросистемной техники и может быть использовано при создании и изготовлении микромеханических устройств, содержащих упругие гибкие деформируемые исполнительные элементы, обеспечивающие преобразование «электрический сигнал - перемещение» и/или «изменение температуры - перемещение» для микроробототехнических систем.
Уровень техники
Из уровня техники известен тепловой биморфный микроактюатор, выполненный в виде сформированной в меза-структуре упругошарнирной консольной балки, состоящей из параллельных вставок одинаковой ширины из монокристаллического кремния, соединенных полимерными прослойками, образованными пленкой на основе эпоксидной композиции SU 8, слоя алюминиевого нагревателя и металлизации (см. Л1).
Недостатками известного технического решения являются низкая надежность при функционировании микроактюатора в широком диапазоне температур из-за недостаточной адгезионной прочности на межфазных границах раздела и резкого снижения прочности эпоксидного полимера при температурах жидкого азота и повышенных температурах, малые углы отклонения и развиваемые усилия, сильно зависящие от конструкционной жесткости балки, что ограничивает области применения микроактюатора.
Наиболее близким по сущности и достигаемому эффекту техническим решением является тепловой биморфный микромеханический актюатор в виде сформированной в меза-структуре упругошарнирной консольной балки, состоящей из параллельных трапециевидных вставок из монокристаллического кремния, соединенных прослойками, образованными полимерной пленкой на основе фотополиимида типа HTR 3-200, нагревателя на плоской поверхности вставок и металлизации нагревателя на основе алюминия, сформированной на всей поверхности трапециевидных вставок (см. Л2).
Недостатком наиболее близкого технического решения является низкая надежность конструкции при эксплуатации в широком диапазоне температур, обусловленная низкой термоокислительной стойкостью фотополиимида, а также недостаточной адгезией на межфазной границе раздела.
Известен способ изготовления теплового микроактюатора, включающий последовательное формирование на поверхности кремниевой монокристаллической пластины с двусторонней полировкой: 1) алюминиевого нагревателя толщиной 0,6 мкм, 2) меза-структуры «сухим» травлением через маску оксида кремния, 3) стоп-слоя на основе алюминия, 4) параллельных вставок травлением рабочей стороны, 5) топологического рисунка пленки, образующей полимерные прослойки, на основе эпоксидного полимера по растворной технологии, и разделение полученных структур с образованием упругошарнирной консольной биморфной балки (см. Л1).
К недостаткам известного способа изготовления относится низкая технологичность и воспроизводимость процесса формирования топологического рисунка пленки, образующей полимерные прослойки на основе эпоксидного полимера по растворной технологии на поверхности тонкой мембраны, образованной при получении меза-структуры «сухим» травлением через маску оксида кремния (пленка подвержена усадке с возникновением усадочных напряжений).
Наиболее близким по технической сущности и достигаемому эффекту техническим решением является способ изготовления теплового микромеханического актюатора, основанный на технологии объемной микрообработки (см. Л2).
Согласно известному техническому решению способ изготовления теплового микромеханического актюатора заключается в формировании в кремниевой пластине упругошарнирной консольной биморфной балки, а именно в последовательных процессах формирования на поверхности кремния, покрытой нитридом кремния: 1) секций легированного бором поликремниевого нагревателя и 2) параллельных трапециевидных вставок жидкостным травлением V-образных канавок, металлизации V-образных канавок алюминием для создания электрических соединений секций нагревателя, обработки поверхности промотором адгезии, формирования пленки фотополиимида типа HTR 3-200, подвергнутой сушке и образующей после фотолитографии полиимидные прослойки, и меза-структуры жидкостным травлением подложки после защиты поверхности, удаления защиты, разделения на отдельные элементы и термоимидизации фотополиимида. Известный способ изготовления теплового микромеханического актюатора по решаемой задаче и общности признаков наиболее близок к заявляемому изобретению и выбран в качестве прототипа.
К недостаткам известного способа изготовления относится низкая технологичность и воспроизводимость процесса изготовления из-за его сложности: формирование алюминиевой металлизации на поверхностях глубоких V-образных канавок неизбежно приводит к нарушению целостности металла из-за неоднородности слоя по толщине. Другим недостатком известного способа является ограничение диапазона первоначального угла отклонения упругошарнирной консольной балки микромеханического актюатора температурой имидизации полиимида, что в свою очередь приводит к нестабильности процесса изготовления микромеханического актюатора.
Раскрытие изобретения
Задача заявленного изобретения состоит в создании теплового микромеханического актюатора на основе биморфного эффекта, функционирующего в широком диапазоне температур, в том числе при температуре жидкого азота, и способа его изготовления, позволяющего повысить технологичность и надежность конструкции, воспроизводимость и стабильность процесса изготовления.
Техническим результатом изобретения является создание теплового микромеханического актюатора, функционирующего в широком диапазоне температур, в том числе при температуре жидкого азота, конструкция которого обеспечивает повышение технологичности изделия и характеристик его надежности, в том числе устойчивости к циклическим нагрузкам, упрощение способа изготовления теплового микромеханического актюатора, позволяющего повысить воспроизводимость, стабильность процесса изготовления, а также обеспечивающего возможность управления первоначальным углом отклонения упругошарнирной консольной балки микромеханического актюатора с помощью режимов плазмохимического дотравливания меза-структуры.
Отличительными признаками предложенного теплового микромеханического актюатора являются следующие:
- полиимидная пленка выполнена из слоя полипиромеллитимида, прилегающего к параллельным вставкам, армированного углеродными нанотрубками с функциональными карбоксильными группами и концентрацией не более 11×10-3 г/см3, и неармированного внешнего слоя полипиромеллитимида;
- полиимидные прослойки, образованные полиимидной пленкой между параллельными трапециевидными вставками, выполнены в V-образной или трапециевидной форме в поперечном сечении с расстоянием между соседними параллельными трапециевидными вставками, равным или отличным от нуля;
- нагреватель выполнен в меза-структуре в твердом теле параллельных трапециевидных вставок из легированного бором монокристаллического кремния со сформированными в них омическими контактами на основе алюминиевых шин;
- нагреватель выполнен пленочным на основе резистивного сплава, высокоомного металла или кермета в меза-структуре на поверхности параллельных трапециевидных вставок;
- поверхности параллельных трапециевидных вставок металлизированы слоем алюминия или ванадий-никеля.
Отличительными признаками предложенного способа изготовления теплового микромеханического актюатора являются следующие:
- формирование полиимидных прослоек, образованных полиимидной пленкой, на поверхности параллельных трапециевидных вставок происходит в две стадии последовательным нанесением из раствора полиамидокислоты на основе пиромеллитового диангидрида и оксидианилина в полярном растворителе и сушкой прилегающего к кремнию слоя, прилегающего к параллельным трапециевидным вставкам, армированного углеродными нанотрубками с функциональными карбоксильными группами и концентрацией не более 11×10-3 г/см3, нанесением, сушкой неармированного внешнего слоя и одновременной термоимидизацией двух слоев;
- поверхности параллельных трапециевидных вставок металлизируют слоем аллюминия или ванадия-никеля перед формированием полиимидных прослоек, образованных полиимидной пленкой;
- меза-структуру предварительно формируют жидкостным травлением одновременно с формированием параллельных трапециевидных вставок из монокристаллического кремния с ориентацией [100] и окончательно после формирования полиимидных прослоек, образованных полиимидной пленкой, плазмохимическим травлением при температуре, не превышающей температуру имидизации полиимида, до расстояния между соседними параллельными трапециевидными вставками в поперечном сечении, равного или отличного от нуля;
- нагреватель выполняют в сформированной травлением меза-структуре в твердом теле параллельных трапециевидных вставок из легированного бором монокристаллического кремния формированием в них омического контакта на основе алюминиевых шин, при температуре не более 350°C в течение не менее двух часов перед разделением кремниевых пластин на чипы;
- нагреватель выполняют в сформированной травлением меза-структуре на поверхности параллельных трапециевидных вставок из монокристаллического кремния на основе резистивного сплава, высокоомного металла или кермета при температуре, не превышающей температуру имидизации полиимида перед разделением кремниевых пластин на чипы.
Краткое описание чертежей
Признаки и сущность изобретения поясняются в последующем детальном описании, иллюстрируемом чертежами, где показано следующее.
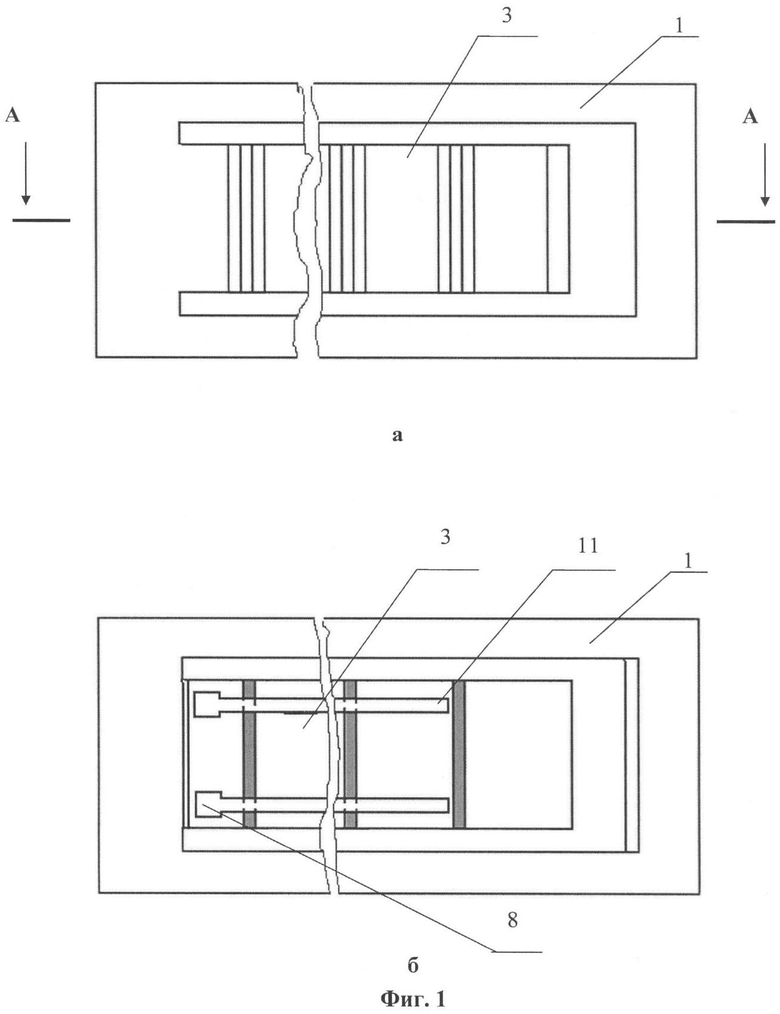
На фиг.1a представлен вид сверху теплового микромеханического актюатора с нагревателем, выполненным в меза-структуре в твердом теле параллельных трапециевидных вставок из легированного монокристаллического кремния.
На фиг.1б представлен вид снизу (со стороны меза-структуры) теплового микромеханического актюатора с нагревателем, выполненным в меза-структуре в твердом теле параллельных трапециевидных вставок из легированного монокристаллического кремния.
На фиг.2 представлено поперечное сечение (А-А) теплового микромеханического актюатора с нагревателем, выполненным в меза-структуре в твердом теле параллельных трапециевидных вставок из легированного монокристаллического кремния.
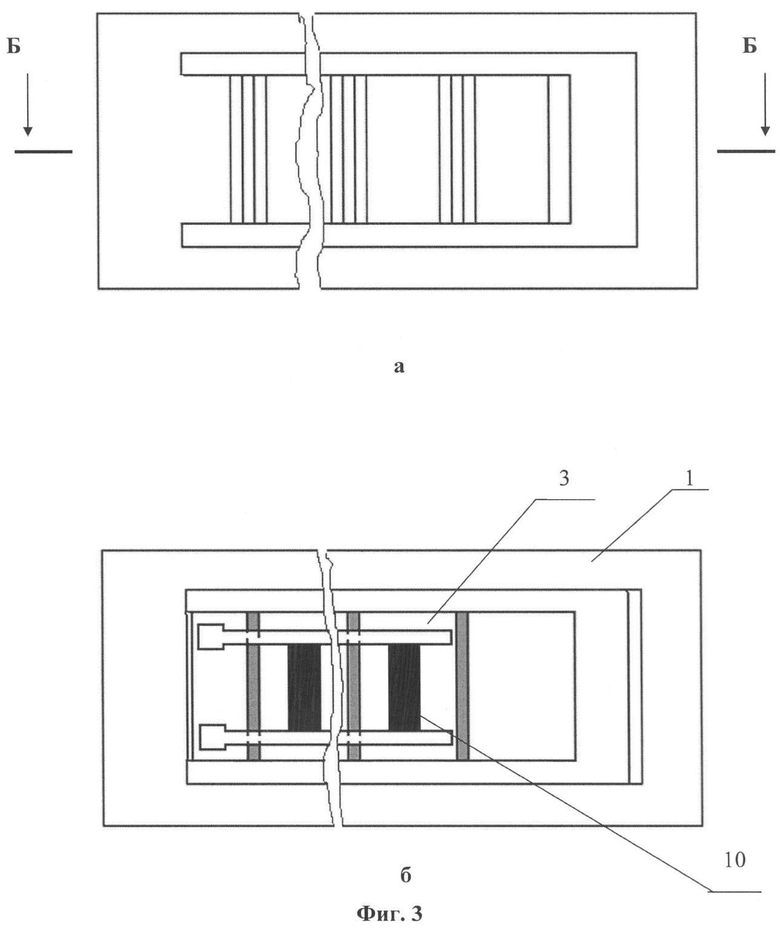
На фиг.3а представлен вид сверху теплового микромеханического актюатора с нагревателем, выполненным на основе резистивного сплава, высокоомного металла или кермета в меза-структуре на поверхности параллельных трапециевидных вставок из монокристаллического кремния.
На фиг.3б представлен вид снизу (со стороны меза-структуры) теплового микромеханического актюатора с нагревателем, выполненным на основе резистивного сплава, высокоомного металла или кермета в меза-структуре на поверхности параллельных трапециевидных вставок из монокристаллического кремния.
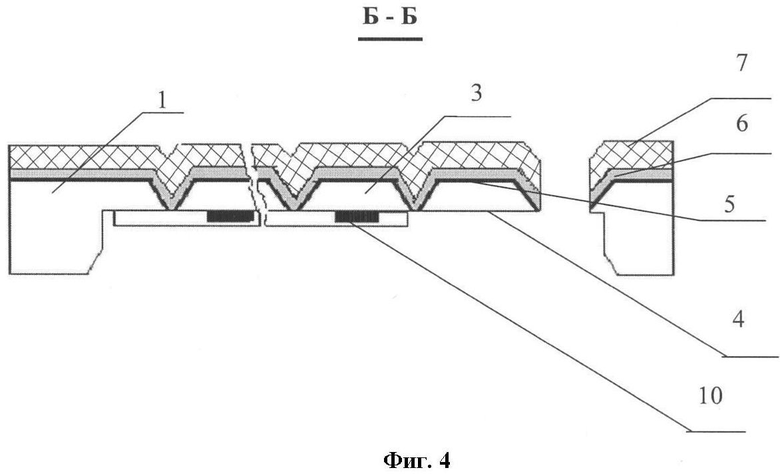
На фиг.4 представлено поперечное сечение (Б-Б) теплового микромеханического актюатора с нагревателем, выполненным на основе резистивного сплава, высокоомного металла или кермета в меза-структуре на поверхности параллельных трапециевидных вставок из монокристаллического кремния.
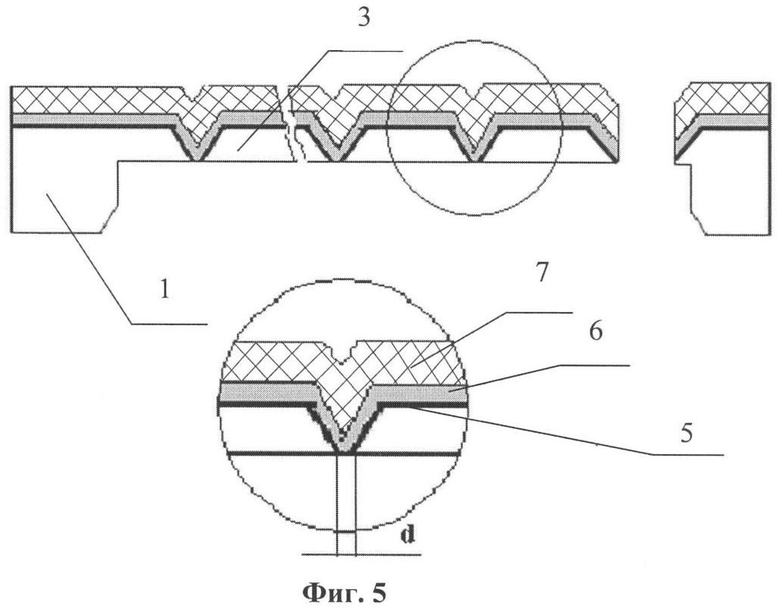
На фиг.5 представлены поперечные сечения теплового микромеханического актюатора без нагревателя с полиимидными прослойками, образованными полиимидной пленкой между параллельными трапециевидными вставками из монокристаллического кремния в V-образной или трапециевидной форме в поперечном сечении, выполненными так, что расстояние d между соседними вставками в поперечном сечении может быть либо равно, либо отлично от нуля, в зависимости от режимов плазмохимического дотравливания меза-структуры.
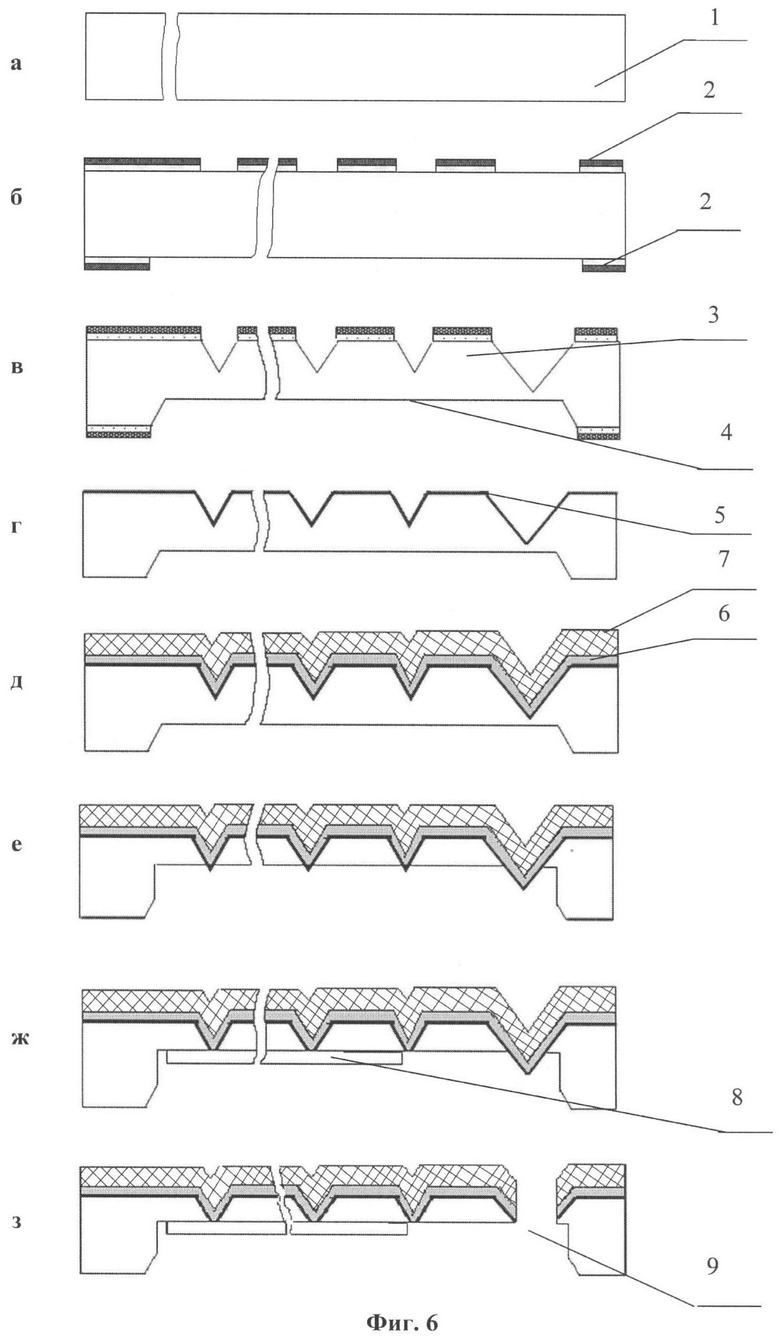
На фиг.6 схематично (в поперечном сечении формируемой структуры) представлена последовательность технологических операций, иллюстрирующая предлагаемый способ изготовления теплового микромеханического актюатора с нагревателем, выполненным в сформированной травлением меза-структуре в твердом теле параллельных трапециевидных вставок из легированного бором монокристаллического кремния формированием в них омического контакта на основе алюминиевых шин, при температуре не более 350°C в течение не менее двух часов перед разделением кремниевых пластин на чипы.
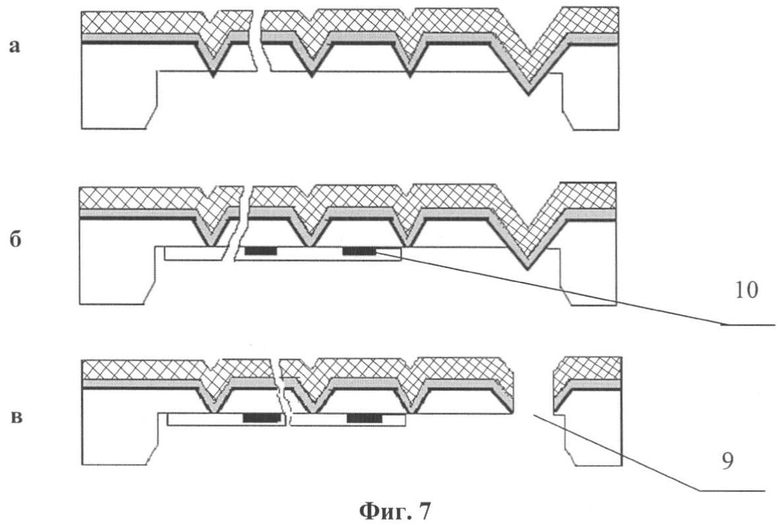
На фиг.7 схематично (в поперечном сечении формируемой структуры) представлен вариант последовательности операций, иллюстрирующий предлагаемый способ изготовления теплового микромеханического актюатора с нагревателем, выполненным на основе резистивного сплава, высокоомного металла или кермета в меза-структуре на поверхности параллельных трапециевидных вставок из монокристаллического кремния.
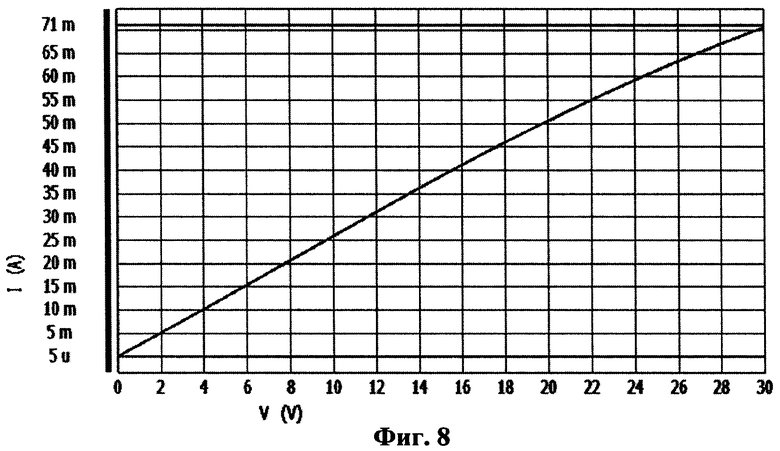
На фиг.8 представлена вольт-амперная характеристика нагревателя, выполненного в меза-структуре в твердом теле параллельных трапециевидных вставок из легированного бором монокристаллического кремния со сформированными в них омическими контактами на основе алюминиевых шин (получено с помощью прибора Agilent В 1500 А).
На фиг.1-7 обозначено следующее:
1 - монокристаллическая кремниевая пластина;
2 - маска для травления монокристаллического кремния;
3 - параллельные трапециевидные вставки из монокристаллического кремния;
4 - меза-структура;
5 - слой после обработки промотором адгезии;
6 - слой полипиромеллитимида, прилегающий к вставкам, армированный углеродными нанотрубками;
7 - неармированный внешний слой полипиромеллитимида;
8 - нагреватель, выполненный в меза-структуре в твердом теле параллельных трапециевидных вставок из монокристаллического кремния, и металлизация нагревателя;
9 - разделительная канавка;
10 - нагреватель, выполненный на основе резистивного сплава, высокоомного металла или кермета в меза-структуре на поверхности параллельных трапециевидных вставок из легированного монокристаллического кремния, и металлизация нагревателя;
11 - омический контакт.
Осуществление изобретения
Заявляемый тепловой микромеханический актюатор функционирует следующим образом.
После изготовления упругошарнирная консольная балка теплового микромеханического актюатора находится в деформированном состоянии, причем угол отклонения свободного конца балки зависит от предельной температуры имидизации полиимида и расстояния между трапециевидными вставками, которое может изменяться плазмохимическим дотравливанием меза-структуры. При изменении температуры, вызванном внешним воздействием и/или нагревом за счет теплового действия электрического тока, протекающего через нагреватель при включении в электрическую цепь, происходит упругая деформация упругошарнирной консольной балки, вызванная различной величиной изменения линейных размеров кремниевых вставок и полипиромеллитимидных прослоек. Величина упругой деформации балки определяется различиями КТР (КТР кремния и полиимида отличаются более чем в двадцать раз), числом трапециевидных вставок, полиимидных прослоек и их конструкционной жесткостью полипиромеллитимидной прослойки. Деформация и угол отклонения упругошарнирной консольной балки либо уменьшается (при нагреве), либо повышается (при охлаждении). Зависимость угла отклонения от температуры носит линейный характер. Широкий диапазон температур определяется применением в конструкции полипиромеллитимида, сохраняющего упругие свойства после имидизации от температуры жидкого азота до плюс 350 градусов Цельсия.
Повышение надежности при эксплуатации в широком диапазоне температур достигается за счет применения в конструкции пленки полипиромеллитимида, обладающей, по сравнению с пленкой фотополиимида, повышенной тепло- и термостойкостью, низкой окислительной способностью, а также за счет использования полиимидной пленки, выполненной из слоя полипиромеллитимида, прилегающего к металлизированным или неметаллизированным вставкам, армированного углеродными нанотрубками, обеспечивающего высокую адгезионную прочность, и неармированного внешнего слоя полипиромеллитимида.
Таким образом, предлагаемое устройство представляет собой тепловой микромеханический актюатор на основе биморфного эффекта, функционирующий в широком диапазоне температур, в том числе при температуре жидкого азота, обеспечивающий преобразование «электрический сигнал - перемещение» и/или «изменение температуры - перемещение» и обладающий повышенными характеристиками надежности: повышенной тепло- и термостойкостью, низкой термоокислительной стойкостью и высокой адгезионной прочностью на границах раздела полиимид-кремний и устойчивостью к циклическим нагрузкам.
Предложенный способ состоит из следующей последовательности технологических операций (фиг.6а-з), иллюстрирующей метод изготовления теплового микромеханического актюатора с нагревателем, выполненным в сформированной травлением меза-структуре в твердом теле параллельных трапециевидных вставок из легированного бором монокристаллического кремния формированием в них омического контакта на основе алюминиевых шин. На полупроводниковой кремниевой монокристаллической пластине с ориентацией [100] (1) методами тонкопленочной планарной технологии и двусторонней фотолитографии формируют маску для травления (2) (фиг.6б), проводят жидкостное анизотропное травление кремния с образованием параллельных V-образных канавок в монокристаллическом кремнии с ориентацией [100] (3) и меза-структуры (4) (фиг.6в), проводят обработку верхнего слоя промотором адгезии (5) (фиг.6г). Затем поверхность полученной структуры покрывают слоем полипиромеллитимида, прилегающим к вставкам, армированного углеродными нанотрубками с функциональными карбоксильными группами и концентрацией не более 11×10-3 г/см3 (6), и неармированным внешним слоем полипиромеллитимида (7) (фиг.6д), проводят плазмохимическое дотравливание меза-структуры до расстояния d, равного или отличного от нуля, между соседними трапециевидными вставками в поперечном сечении (фиг.6е), нагреватель (8) выполняют в сформированной травлением меза-структуре в твердом теле параллельных трапециевидных вставок из легированного бором монокристаллического кремния с ориентацией [100] формированием в них омического контакта (11) на основе алюминиевых шин (3), при температуре не более 350°C в течение не менее двух часов (фиг.6ж). Затем формируют сквозную разделительную канавку (9) (фиг.6з).
Другим вариантом предложенного способа изготовления теплового микромеханического актюатора является способ, отличающийся методом изготовления нагревателя и состоящий из следующей последовательности операций. До формирования нагревателя последовательность операций аналогична последовательности, представленной на фиг 6а-е. После плазмохимического дотравливания меза-структуры до расстояния d, равного или отличного от нуля, между соседними трапециевидными вставками в поперечном сечении (фиг.7а) нагреватель (10) выполняют в сформированной травлением меза-структуре на основе резистивного сплава, высокоомного металла или кермета в меза-структуре на поверхности параллельных трапециевидных вставок из легированного монокристаллического кремния (фиг.7б). Затем формируют сквозную канавку (9), разделяющую пластину на чипы (фиг.7в).
Повышение технологичности и воспроизводимости процесса изготовления теплового микромеханического актюатора достигается за счет формирования нагревателей со стороны меза-структуры на поверхности или в твердом теле параллельных трапециевидных вставок из легированного бором монокристаллического кремния формированием в них омического контакта на основе алюминиевых шин.
Увеличение надежности достигается за счет возможности управления первоначальным углом отклонения упругошарнирной консольной балки микромеханического актюатора с помощью режимов (глубины) плазмохимического дотравливания меза-структуры.
Таким образом, предлагаемый способ изготовления теплового микромеханического актюатора характеризуется технологичностью и воспроизводимостью и обеспечивает повышенную надежность теплового микромеханического актюатора, функционирующего в широком диапазоне температур.
Предложенные технические решения были использованы при реализации теплового микромеханического актюатора, обеспечивающего перемещение под воздействием изменения температуры окружающей среды от минус 196°C (температура жидкого азота) до плюс 200°C, и способа его изготовления.
В качестве подложки при реализации конструкции теплового микромеханического актюатора использовали кремниевую монокристаллическую пластину с ориентацией [100], металлизацией служили слои алюминия или ванадий-никеля. Полиимидная пленка была выполнена из слоя полипиромеллитимида толщиной (2-3) мкм, прилегающего к вставкам, армированного углеродными нанотрубками с концентрацией приблизительно 11×10-3 г/см3, и неармированного внешнего слоя полипиромеллитимида толщиной (10-12) мкм. Полученные согласно заявляемым техническим решениям тепловые микромеханические актюаторы обладали следующими характеристиками: геометрические размеры - (5-16)×(5-10)×(0,16-0,18) мм3, чувствительность к температуре (0,0003-0,0055) град/°C на одну вставку, развиваемые усилия (0,9×10-3-8,8×10-3) Н.
Другим примером реализации конструкции является вариант теплового микромеханического актюатора со сформированным нагревателем. В качестве подложки использовали кремниевые монокристаллические подложки типа КЭФ или КДБ с ориентацией [100], нагревателями служили тонкопленочные структуры, выполненные методами тонкопленочной технологии на основе резистивного сплава типа PC 5406 на поверхности трапециевидных кремниевых вставок, со стороны вытравленной меза-структуры. Полиимидная пленка была выполнена из слоя полипиромеллитимида толщиной (2-3) мкм, прилегающего к вставкам, армированного углеродными нанотрубками с концентрацией приблизительно 11×10-3 г/см3, и неармированного внешнего слоя полипиромеллитимида толщиной (10-12) мкм. Полученные согласно заявляемым техническим решениям тепловые микромеханические актюаторы обладали следующими характеристиками: геометрические размеры - 12×0,5×(0,16-0,18) мм3, предельная мощность нагревателей (0,3-0,4) Вт, чувствительность к температуре (0,003-0,0045) град/°C на одну вставку, развиваемые усилия (3,8×10-4-4,9×10-3) Н.
Третьим примером реализации конструкции является вариант теплового микромеханического актюатора со сформированным в теле трапециевидных кремниевых вставок нагревателем. В качестве подложки использовали кремниевые монокристаллические подложки типа КДБ с сопротивлением 7,5 Ом*см, с ориентацией [100]. Нагревателем служили параллельные трапециевидные вставки из легированного бором монокристаллического кремния со сформированными в них омическими контактами на основе алюминиевых шин толщиной 1 мкм. Полиимидная пленка была выполнена из слоя полипиромеллитимида толщиной (2-3) мкм, прилегающего к вставкам, армированного углеродными нанотрубками с концентрацией приблизительно 7,141×10-3 г/см3, и неармированного внешнего слоя полипиромеллитимида толщиной (35-40) мкм. Полученные согласно заявляемым техническим решениям тепловые микромеханические актюаторы обладали следующими характеристиками: геометрические размеры - 12×4×(0,16-0,18) мм3, предельная мощность нагревателей (1,14-3,3) Вт, чувствительность к температуре (0,003-0,0045) град/°С на одну вставку, развиваемые усилия (6,2×10-4-7,1×10-3) Н.
Тепловой микромеханический актюатор изготавливали следующим образом.
В кремниевой монокристаллической пластине с ориентацией [100] методами тонкопленочной технологии с использованием сформированной маски на основе слоев высокотемпературного нитрида и оксида кремния анизотропным травлением формировали V-образные канавки, трапециевидные вставки и меза-структуру. Затем поверхность обрабатывали промотором адгезии и центрифугированием раствора полиамидокислоты на основе пиромеллитового диангидрида и оксидианилина в диметилформамиде с введенными в полиимидную матрицу углеродными нанотрубками с функциональными карбоксильными группами концентрацией не более 11×10-3 г/см3 с последующей сушкой формировали слои полиамидокислоты толщиной приблизительно 2-2,5 мкм. После этого формировали слой полиамидокислоты толщиной 14-35 мкм, подвергали двухслойную систему сушке и термоимидизации при температуре 250°С. Затем травлением подложки через маску с обратной стороны в индуктивно связанной фторсодержащей плазме при температуре, не превышающей температуру имидизации, дотравливали меза-структуру до расстояния d, равного или отличного от нуля, между соседними трапециевидными вставками в поперечном сечении (табл.1). Затем со стороны меза-структуры на поверхности трапециевидных вставок методами вакуумного напыления и фотолитографии формировали тонкопленочный нагреватель, состоящий из резистивного слоя марки РС-5406 (ρs~500 Ом/☐) и проводникового алюминиевого слоя толщиной приблизительно 1 мкм. После этого микромеханические актюаторы разделяли на чипы и они деформировались, образуя начальный угол отклонения от плоскости подложки.
В таблице 1 представлена зависимость начального угла отклонения микромеханического актюатора при различном расстоянии между соседними кремниевыми вставками d (при температуре 25°С)
В другом варианте изготовления теплового микромеханического актюатора нагреватель изготавливали из трапециевидных монокристаллических, легированных бором кремниевых вставок (кремниевые пластины марки КДБ ρ=7,5 Ом*см) путем формирования в них омического контакта (фиг.8) на основе алюминиевых шин толщиной приблизительно 1 мкм, расположенных со стороны меза-структуры, при отжиге не более 350°С в течение двух часов (температура отжига не превышала температуру имидизации полиимида). Линейная зависимость тока, протекающего через нагреватель, от напряжения (фиг.8) свидетельствует о невыпрямляющем характере образованного при выбранных режимах контакта. После всех указанных операций кремниевые пластины разделяли на чипы.
Для определения предельной (окончательной) концентрации углеродных нанотрубок в полиимиде изготавливали образцы тепловых микромеханических актюаторов без нагревателя, которые подвергали испытаниям на растяжение. Формирование полиимидной пленки проводили на поверхности с предварительно нанесенной металлизацией и неметаллизированной поверхности, обработанной промотором адгезии перед формированием меза-структуры в два этапа, последовательным нанесением из раствора полиамидокислоты в диметилформамиде на основе пиромеллитового диангидрида и оксидианилина и сушкой прилегающего к кремнию слоя, армированного углеродными нанотрубками с функциональными карбоксильными группами и различной концентрацией, нанесением, сушкой второго слоя и одновременной термоимидизацией первого и второго слоев. В таблице 2 представлены рассчитанные по диаграммам разрушения средние значения параметров деформационно-прочностных свойств при растяжении образцов тепловых микромеханических актюаторов, полученных по предложенному способу.
В таблице 2 представлены средние значения деформационно-прочностных свойств образцов упругошарнирных консольных балок тепловых микромеханических актюаторов, рассчитанные по диаграммам разрушения параметров.
В таблице 2 представлены средние значения деформационно-прочностных свойств образцов упругошарнирных консольных балок тепловых микромеханических актюаторов, рассчитанные по диаграммам разрушения параметров.
Сравнение результатов испытаний образцов тепловых микромеханических актюаторов без нагревателя при нулевой концентрации углеродных нанотрубок свидетельствует о значительном влиянии модификации поверхности кремния перед формированием полиимидной пленки на их деформационно-прочностные свойства. При модификации поверхности кремния магнетронным распылением металлов V-Ni и нанесением промотора адгезии нагрузка, при которой происходит разрушение слоистых структур, и предельное удлинение образцов при растяжении существенно выше, чем в случае модификации поверхности кремния напылением Al. Армирование полиимидного слоя, прилегающего к поверхности кремния, введением нанотрубок во всех случаях повышает деформационно-прочностные характеристики тепловых микромеханических актюаторов, причем введение нанотрубок в количестве 11×10-3 г/см3 оказывается более эффективным, чем 18×10-3 г/см3.
Проведение испытаний на циклическую усталость при температуре 373-390 К показало, что образцы, не подвергнутые модификации, выдержали 6,5 миллионов циклов нагружения до разрушения. Образцы, модифицированные нанотрубками, промотором адгезии или металлизацией, выдержали 13 миллионов циклов.
Для образцов, модифицированных промотором адгезии, угол подъема уменьшился на 20% после 2,5 миллионов циклов нагружения.
Таким образом, обобщая полученные результаты исследования влияния армирования слоя полиимида модифицированными нанотрубками и нанесения на поверхность кремния слоев промотора адгезии, Al и системы V-Ni на характер разрушения и деформационно-прочностные свойства при растяжении консольных балок тепловых микромеханических актюаторов, можно сделать вывод, что с точки зрения повышения их надежности и долговечности необходимо наносить на поверхность кремния магнетронным распылением тонкий металлический слой (приблизительно 0,1 мкм), в частности, системы металлов V-Ni или модифицировать ее промотором адгезии. Эффект армирования полиимидного слоя, прилегающего к поверхности кремния, углеродными нанотрубками заметно проявляется при количестве последних не более 11×10-3 г/см3.
Предложенный способ изготовления теплового микромеханического актюатора обеспечивает воспроизводимость технологического процесса и позволяет получать тепловые микромеханические актюаторы, сформированные в едином технологическом цикле на одной подложке с идентичными характеристиками.
Тепловые микромеханические актюаторы, полученные согласно заявляемым техническим решениям, обладают следующими характеристиками: геометрические размеры - (5-16)×(0,5-10)×(0,16-0,18) мм3, предельная мощность нагревателей - (0,3-3,3) Вт, чувствительность к температуре - (0,0003-0,0055) град/°С на одну вставку, развиваемые усилия - (3,8×10-4-8,8×10-3) Н.
Источники информации, принятые во внимание
1. Wei, T.Chu Due, G.K.Lau, P.M.Sarro, Novel electrothermal bimorph actuator for large out-of-plane displacement and force, IEEE MEMS 2008, Tucson, Arizona, USA, Jan 13-17, 2008, pp.46-49 - (Л1).
2. T.Ebefors, Polyimide V-groove joints for three-dimensional silicon transducer. Instrumentation Laboratory Department of Signals, Sensors and Systems. Royal Institute of Technology, Stockholm, 2000, 144 p. - (Л2).
| название | год | авторы | номер документа |
|---|---|---|---|
| Двунаправленный тепловой микромеханический актюатор и способ его изготовления | 2015 |
|
RU2621612C2 |
| МИКРОСИСТЕМНОЕ УСТРОЙСТВО ТЕРМОРЕГУЛЯЦИИ ПОВЕРХНОСТИ КОСМИЧЕСКИХ АППАРАТОВ | 2012 |
|
RU2518258C1 |
| МИКРОСИСТЕМНЫЙ КОСМИЧЕСКИЙ РОБОТ-ИНСПЕКТОР (ВАРИАНТЫ) | 2014 |
|
RU2566454C2 |
| МИКРОСИСТЕМНЫЙ ЁМКОСТНОЙ ДАТЧИК ИЗМЕРЕНИЯ ФИЗИЧЕСКИХ ВЕЛИЧИН | 2013 |
|
RU2541415C1 |
| Термомеханическая система обеспечения теплового режима космического аппарата | 2021 |
|
RU2774867C1 |
| МИКРОСИСТЕМНОЕ УСТРОЙСТВО УПРАВЛЕНИЯ ПОВЕРХНОСТЬЮ ДЛЯ КРЕПЛЕНИЯ МАЛОГАБАРИТНОЙ АНТЕННЫ | 2011 |
|
RU2456720C1 |
| Способ изготовления термомеханического актюатора для защиты электронного блока космического аппарата от перегрева и термомеханический актюатор, изготовленный по данному способу | 2023 |
|
RU2813613C1 |
| МИКРОСТРУКТУРНАЯ СИСТЕМА ТЕРМОРЕГУЛИРОВАНИЯ КОСМИЧЕСКОГО АППАРАТА | 2010 |
|
RU2465181C2 |
| Кремниево-полиимидное гибкое сочленение для микросистем | 2016 |
|
RU2621465C1 |
| МИКРОСХЕМА С МИКРОЭЛЕКТРОМЕХАНИЧЕСКОЙ ЗАЩИТОЙ ОТ ЭЛЕКТРИЧЕСКИХ И/ИЛИ ТЕПЛОВЫХ ПЕРЕГРУЗОК | 2011 |
|
RU2466496C1 |
Изобретение относится к области микросистемной техники и может быть использовано при создании и изготовлении микромеханических устройств, содержащих упругие гибкие деформируемые исполнительные элементы, обеспечивающие преобразование «электрический сигнал - перемещение» и/или «изменение температуры - перемещение» для микроробототехнических систем. Изобретение направлено на расширение диапазона температур, повышение технологичности и надежности, что обеспечивается за счет того, что тепловой микромеханический актюатор включает кремниевую монокристаллическую пластину с ориентацией [100] с меза-структурой, состоящей из параллельных трапециевидных вставок, соединенных полиимидными прослойками, образованными полиимидной пленкой, нагревателя и металлизации нагревателя. При этом, согласно изобретению, полиимидная пленка выполнена из слоя полипиромеллитимида, прилегающего к параллельным трапециевидным вставкам, армированного углеродными нанотрубками с функциональными карбоксильными группами и концентрацией не более 11×10-3 г/см3, и неармированного внешнего слоя полипиромеллитимида. 2 н. и 8 з.п. ф-лы, 2 табл., 8 ил.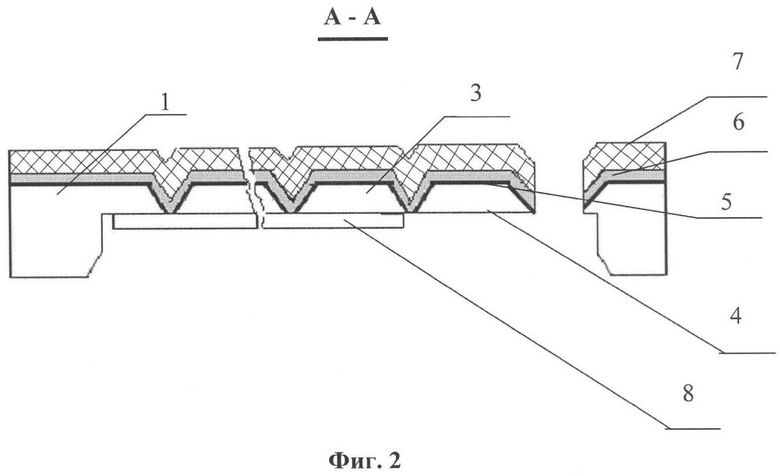
1. Тепловой микромеханический актюатор, включающий кремниевую монокристаллическую пластину с ориентацией [100] с меза-структурой, состоящей из параллельных трапециевидных вставок, соединенных полиимидными прослойками, образованными полиимидной пленкой, нагревателя и металлизации нагревателя, отличающийся тем, что полиимидная пленка выполнена из слоя полипиромеллитимида, прилегающего к параллельным трапециевидным вставкам, армированного углеродными нанотрубками с функциональными карбоксильными группами и концентрацией не более 11·10-3 г/см3, и неармированного внешнего слоя полипиромеллитимида.
2. Актюатор по п.1, отличающийся тем, что поверхности параллельных трапециевидных вставок металлизированы слоем алюминия или ванадий-никеля.
3. Актюатор по п.2, отличающийся тем, что полиимидные прослойки, образованные полиимидной пленкой между параллельными трапециевидными вставками, выполнены в V-образной или трапециевидной форме в поперечном сечении с расстоянием между соседними параллельными трапециевидными вставками, отличным от нуля.
4. Актюатор по п.3, отличающийся тем, что нагреватель выполнен в меза-структуре в твердом теле параллельных трапециевидных вставок из легированного бором монокристаллического кремния со сформированными в них омическими контактами на основе алюминиевых шин.
5. Актюатор по п.3, отличающийся тем, что нагреватель выполнен пленочным на основе резистивного сплава, высокоомного металла или кермета в меза-структуре на поверхности параллельных трапециевидных вставок.
6. Способ изготовления теплового микромеханического актюатора, включающий формирование методами объемной микрообработки и тонкопленочной технологии в кремниевой монокристаллической пластине с ориентацией [100] параллельных трапециевидных вставок из монокристаллического кремния, нагревателя, металлизацию нагревателя, формирование полиимидной пленки, образующей полиимидные прослойки, меза-структуры и разделение кремниевой пластины на чипы, отличающийся тем, что формирование полиимидных прослоек, образованных полиимидной пленкой, на поверхности параллельных трапециевидных вставок происходит в две стадии последовательным нанесением из раствора полиамидокислоты на основе пиромеллитового диангидрида и оксидианилина в полярном растворителе и сушкой прилегающего к кремнию слоя, прилегающего к параллельным трапециевидным вставкам, армированного углеродными нанотрубками с функциональными карбоксильными группами и концентрацией не более 11·10-3 г/см3, нанесением, сушкой неармированного внешнего слоя и одновременной термоимидизацией двух слоев.
7. Способ по п.6, отличающийся тем, что поверхности параллельных трапециевидных вставок металлизируют слоем алюминия или ванадия-никеля перед формированием полиимидных прослоек, образованных полиимидной пленкой.
8. Способ по п.7, отличающийся тем, что меза-структуру предварительно формируют жидкостным травлением одновременно с формированием параллельных трапециевидных вставок из монокристаллического кремния с ориентацией [100] и окончательно после формирования полиимидных прослоек, образованных полиимидной пленкой, плазмохимическим травлением при температуре, не превышающей температуру имидизации полиимида, до расстояния между соседними параллельными трапециевидными вставками в поперечном сечении, отличного от нуля.
9. Способ по п.8, отличающийся тем, что нагреватель выполняют в сформированной травлением меза-структуре в твердом теле параллельных трапециевидных вставок из легированного бором монокристаллического кремния формированием в них омического контакта на основе алюминиевых шин при температуре не более 350°C в течение не менее двух часов перед разделением кремниевой пластины на чипы.
10. Способ по п.8, отличающийся тем, что нагреватель выполняют в сформированной травлением меза-структуре на поверхности параллельных трапециевидных вставок из монокристаллического кремния на основе резистивного сплава, высокоомного металла или кермета при температуре, не превышающей температуру имидизации полиимида перед разделением кремниевой пластины на чипы.
| T.EBEFORS POLYIMIDE V-GROOVE JOINTS THREE-DIMENSIONAL SILICON TRANSDUCER | |||
| INSTRUMENTATION LABORATORY OF SIGNALS, SENSORS AND SYSTEMS /ROYAL INSTITUTE OF TECHNOLOGY, STOCKHOLM, 2000, 144 P/ | |||
| JP 2000246676 A, 12.09.2000 | |||
| JP 2002307393 A, 23.10.2002 | |||
| JP 2000309000 A, 07.11.2000 | |||
| W.M.HUANG, Q.Y.LIU, L.M.HE, J.H.YEO | |||
| MICRO NiTi-Si CANTILEVER WIHT THREE |

