Предлагаемая группа изобретений относится к микросистемной технике и может быть использована при создании и изготовлении микромеханических устройств, содержащих упругие гибкие деформируемые исполнительные элементы, обеспечивающие преобразование «электрический сигнал - перемещение» и/или «изменение температуры - перемещение» для микроробототехнических систем.
В качестве ближайшего аналога предлагаемой группы изобретений выбран патент на изобретение RU 2448896, опубликованный 27.04.2012, в котором предложены тепловой микромеханический актюатор и способ его изготовления. Известный микромеханический актюатор выполнен в виде сформированной в меза-структуре упруго-шарнирной консольной балки, состоящей из параллельных трапециевидных вставок из монокристаллической кремниевой подложки p-типа с ориентацией [100], расположенных перпендикулярно основной оси консольной балки и соединенных полиимидными прослойками, образованными полиимидной пленкой, нагревателя и электропроводящих шин, образующей омический контакт с кремнием. Способ изготовления микромеханического актюатора предусматривает формирование методами объемной микрообработки и тонкопленочной технологии в кремниевой монокристаллической подложке с ориентацией [100] параллельных трапециевидных вставок из монокристаллического кремния, нагревателя, электропроводящих шин, полиимидной пленки, образующей полиимидные прослойки, меза-структуры и разделение кремниевой подложки на чипы.
Известное из RU 2448896 техническое решение направлено на преодоление недостатков аналогов, заключающихся в низкой надежности конструкции актюаторов при эксплуатации в широком диапазоне температур из-за низкой термоокислительной стойкости фотополиимида и недостаточной адгезии на межфазной границе раздела, а также в низкой технологичности и воспроизводимости процесса изготовления из-за его сложности и нестабильности. В свою очередь, в RU 2448896 были предложены актюатор и способ его изготовления, характеризующиеся возможностью эксплуатации актюатора в широком диапазоне температур, в том числе при температуре жидкого азота, при повышенной технологичности и надежности, включая устойчивость к циклическим нагрузкам. Кроме того, предложенный способ изготовления актюатора характеризуется простотой, воспроизводимостью и стабильностью процесса изготовления. Однако, как сам актюатор, описанный в RU 2448896, так и способ его изготовления, обладают рядом недостатков: движение хвостовика актюатора ограничено лишь одной траекторией, контактные площадки и электропроводящие шины расположены только с одной стороны актюатора, что в итоге приводит к низкой технологичности из-за трудностей монтажа актюаторов.
В свою очередь, предлагаемые изобретения - актюатор и способ его изготовления представляют собой дальнейшее совершенствование известных из RU 2448896 решений, позволят устранить перечисленные выше недостатки, и предложить актюатор, обладающий повышенной надежностью при эксплуатации в широком диапазоне температур, лучшей управляемостью и простотой процесса изготовления.
Указанный выше технический результат достигается при использовании микромеханического актюатора, выполненного в виде сформированной в меза-структуре упруго-шарнирной консольной балки, состоящей из параллельных трапециевидных вставок из монокристаллической кремниевой подложки p-типа с ориентацией [100]. Параллельные трапециевидные вставки расположены перпендикулярно основной оси консольной балки и соединены полиимидными прослойками, образованными полиимидной пленкой, нагревателя и электропроводящих шин, образующих омический контакт с кремнием. В отличие от аналога, трапециевидные вставки выполнены на противоположных сторонах упруго-шарнирной консольной балки и образуют, по меньшей мере, две зоны деформации. Между зонами деформации расположена кремний-полиимидная электроизолирующая гибкая прослойка, а каждая из зон деформации снабжена нагревателем, электрически не связанным с другими аналогичными нагревателями. Электропроводящие шины расположены с различных сторон упруго-шарнирной консольной балки и включают объемные кремниевые элементы, разделенные полиимидным слоем и электрически не связанные с кремниевой подложкой, и металлизированные отверстия в полиимиде.
Предложенный способ изготовления микромеханического актюатора предусматривает формирование методами объемной микрообработки и тонкопленочной технологии в кремниевой монокристаллической подложке с ориентацией [100] параллельных трапециевидных вставок из монокристаллического кремния, нагревателя, электропроводящих шин, полиимидной пленки, образующей полиимидные прослойки, меза-структуры и разделение кремниевой подложки на чипы. В отличие от аналога трапециевидные вставки формируют последовательно: жидкостным анизотропным травлением меза-структуры и канавок в кремнии в предполагаемой области трапециевидных вставок, по меньшей мере, на одной из сторон подложки, формированием полиимидного слоя, по меньшей мере, на одной из сторон подложки и последующим плазмохимическим травлением всей поверхности подложки, по меньшей мере на одной из сторон, до проявления полиимидных прослоек. В целом микромеханический актюатор формируют методами односторонней или двусторонней литографии.
Могут быть предусмотрены следующие варианты изготовления электропроводящих шин.
В одном из вариантов электропроводящие шины формируются последовательно: вскрытием окон в полиимиде на одной из сторон подложки, формированием слоя металлизации на этой стороне и формированием омического электрического контакта между слоем металлизации и нагревателями при температуре от 350 до 400°C.
В другом варианте электропроводящие шины формируют последовательно: жидкостным анизотропным травлением в кремнии с двух сторон подложки областей, разделяющих объемные кремниевые элементы («островки») электроповодящих шин от кремниевой подложки; формированием на этой стороне подложки полиимидного слоя; плазмохимическим травлением с обратной стороны до проявления полиимида; формированием на этой стороне подложки полиимидного слоя. Далее выполняют травление полиимида с двух сторон подложки внутри границ объемного кремниевого элемента («островка») с последующим формированием слоев металлизации с двух сторон подложки и формированием омического электрического контакта между слоями металлизации и нагревателями при температуре от 350 до 400°C.
Согласно следующему варианту, электропроводящие шины формируют последовательно: жидкостным анизотропным травлением в кремнии с двух сторон подложки областей, где будут формироваться отверстия в полиимиде; формированием на этой стороне подложки полиимидного слоя; плазмохимическим травлением с обратной стороны до проявления полиимида; формированием на обратной стороне подложки полиимидного слоя; формированием на обратной стороне подложки слоя металлизации. Далее выполняют травление с другой стороны подложки отверстий в слое полиимида, с последующим нанесением слоя металлизации с этой же стороны подложки и формированием омического электрического контакта между слоями металлизации и нагревателями при температуре от 350 до 400°C.
Предложенные микромеханический актюатор и способ его изготовления поясняются чертежами:
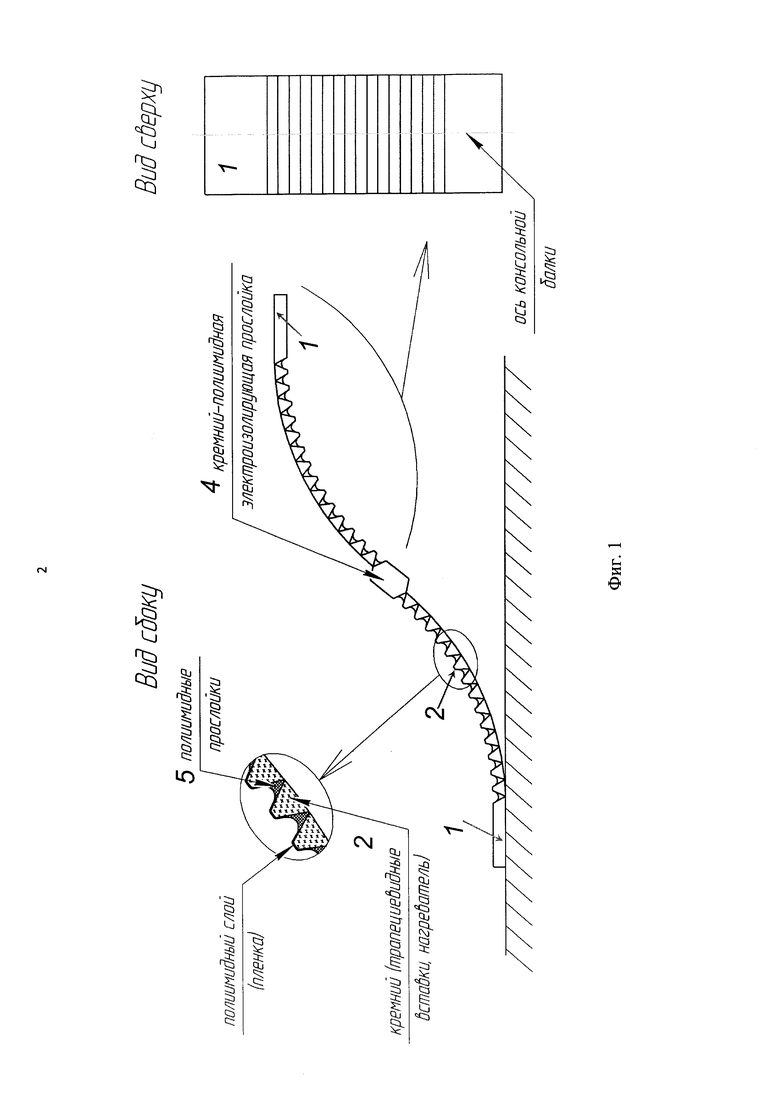
фиг. 1 - поперечнный разрез микромеханического актюатора (см. п 1 формулы изобретения);
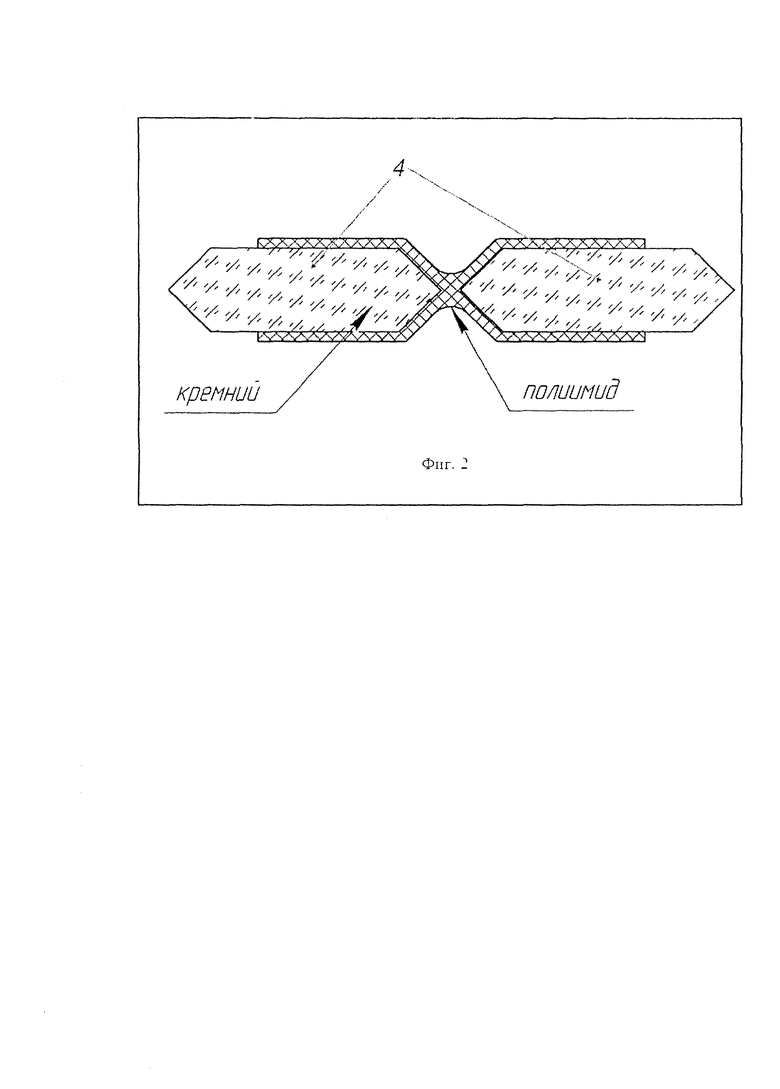
фиг. 2 - поперечный разрез электроизолирующей гибкой прослойки (см. п. 2 формулы изобретения);
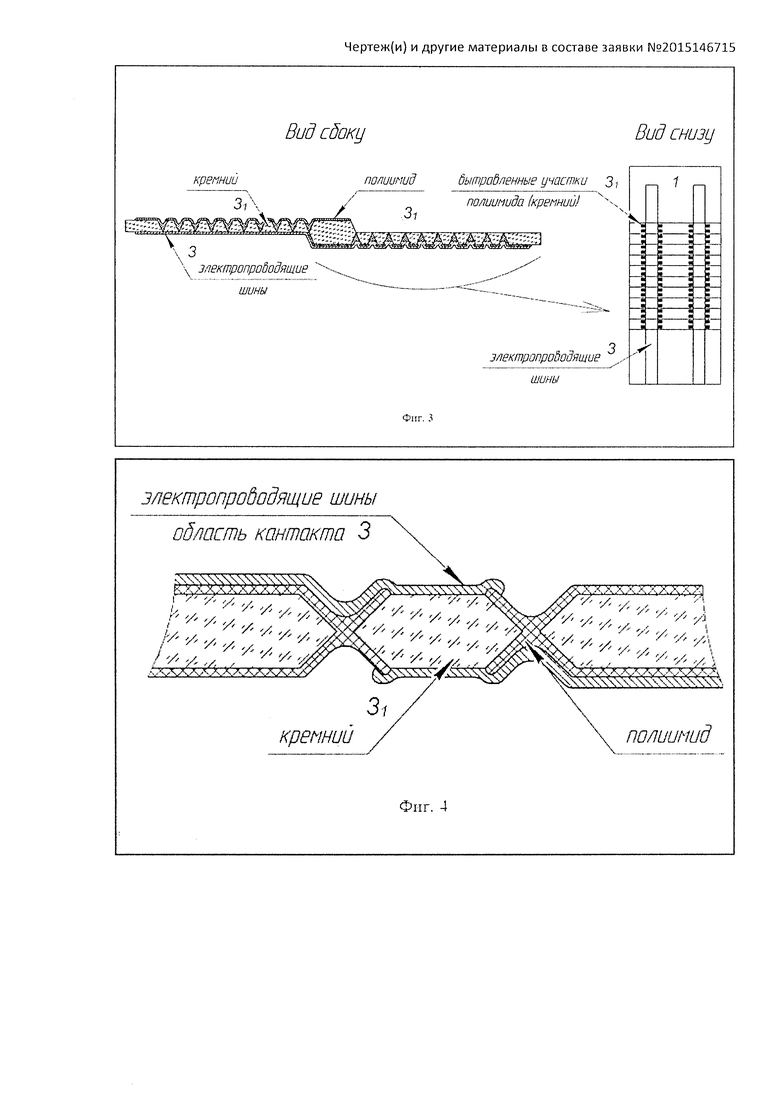
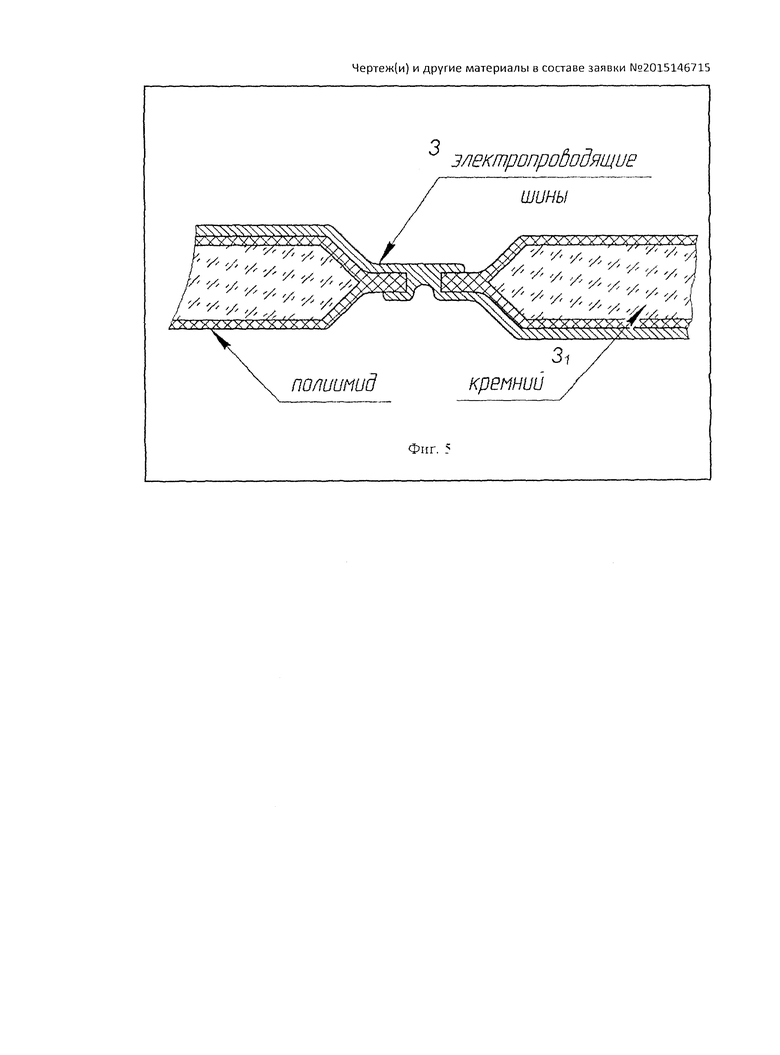
фиг. 3÷5 - поперечные разрезы электропроводящих шин (см. п. 4÷6 формулы изобретения).
Микромеханический актюатор выполнен в виде сформированной в меза-структуре упруго-шарнирной консольной балки 1. Упруго-шарнирная консольная балка 1 состоит из параллельных трапециевидных вставок 2 из монокристаллической кремниевой подложки p-типа с ориентацией [100], нагревателя и электропроводящих шин 3. Трапециевидные вставки 2 выполнены на противоположных сторонах упруго-шарнирной консольной балки 1 и образуют, по меньшей мере, две зоны деформации. Расположение трапециевидных вставок 2 на противоположных сторонах упруго-шарнирной консольной балки 1 обеспечит разнонаправленное, прямолинейное и плоскопараллельное движение хвостовика актюатора. Формирование же двух зон деформации с использованием трапециевидных вставок 2 позволит увеличить количество возможных траекторий движения актюатора. Таким образом, благодаря увеличению количества разнородных траекторий при движении актюатора, повышается его управляемость.
Каждая из зон деформации снабжена нагревателем, электрически не связанным с другими аналогичными нагревателями, при этом между зонами деформации расположена кремний-полиимидная электроизолирующая гибкая прослойка 4, что позволит сформировать отдельные каналы управления зонами деформации. Трапециевидные вставки 2 расположены перпендикулярно основной оси консольной балки 1 и соединены между собой полиимидными прослойками 5, образованными полиимидной пленкой. Образующие омический контакт с кремнием электропроводящие шины 3 расположены с различных сторон упруго-шарнирной консольной балки 1, в результате чего обеспечивается электрический контакт с нагревателями различных зон деформации, так как с одной стороны нагреватели закрыты диэлектрическим полиимидным слоем. Электропроводящие шины 3 включают объемные кремниевые элементы 31, разделенные полиимидным слоем и электрически не связанные с кремниевой подложкой, и металлизированные отверстия в полиимиде, что позволит организовать электропроводящий переход с одной стороны актюатора на другую и формировать соединения шин, расположенных на разных сторонах актюатора. Таким образом, будет повышена технологичность и упрощен монтаж актюаторов.
Способ изготовления микромеханического актюатора, конструкция которого описана выше, заключается в формировании методами объемной микрообработки и тонкопленочной технологии в кремниевой монокристаллической подложке с ориентацией [100] параллельных трапециевидных вставок 2 из монокристаллического кремния, нагревателя, электропроводящих шин 3, полиимидной пленки, образующей полиимидные прослойки 5, меза-структуры и в итоговом разделении кремниевой подложки на чипы. Микромеханический актюатор формируют методами односторонней и/или двусторонней литографии. Трапециевидные вставки 2 формируют последовательно: жидкостным анизотропным травлением меза-структуры в кремнии в предполагаемой области трапециевидных вставок 2 с противоположной стороны подложки, формированием полиимидного слоя, по меньшей мере, на одной из сторон подложки и последующим плазмохимическим травлением всей поверхности подложки до проявления полиимидных прослоек 5. Предложенный перечень операций способа технологически оптимален для заявленной конструкции актюатора.
Предложено несколько вариантов формирования электропроводящих шин 3 при осуществлении описанного выше способа, предназначенных для формирования омического электрического контакта между слоями металлизации и нагревателями при температуре от 350 до 400°C. В одном из вариантов электропроводящие шины формируются последовательно: вскрытием окон в полиимиде на одной из сторон подложки, формированием слоя металлизации на этой стороне. Данный вариант используют для удаления диэлектрического полиимидного слоя для обеспечения электрического контакта между шинами и нагревателем при расположении электрических шин 7 со стороны полиимидного слоя.
В других вариантах, в зависимости от использования в электропроводящих шинах объемных кремниевых элементов либо металлизированных отверстий, электропроводящие шины 3 формируют последовательно: жидкостным анизотропным травлением в кремнии с одной стороны подложки областей, либо разделяющих объемные кремниевые элементы («островки») 31 электропроводящих шин 3 от кремниевой подложки, либо областей, где будут формироваться отверстия в полиимиде с формированием на этой стороне подложки полиимидного слоя. Далее в данных вариантах выполняют жидкостное анизотропное травление в кремнии с обратной стороны подложки областей, либо отделяющих объемные кремниевые элементы 31 электропроводящих шин 3 от кремниевой подложки, либо тех областей, где будут формироваться отверстия в полиимиде. Выполняют плазмохимическое травление с обратной стороны до проявления полиимида с формированием на этой стороне подложки полиимидного слоя, либо травление полиимида с двух сторон подложки в области внутри границ объемного кремниевого элемента («островка»). Слои металлизации наносят с двух сторон подложки, либо формируют слой металлизации на обратной стороне подложки слоя металлизации, с травлением с другой стороны подложки отверстий в слое полиимида, с последующим нанесением слоя металлизации с этой же стороны подложки и формированием топологического рисунка электропроводящих шин с двух сторон пластины.
Может быть приведен следующий практический пример изготовления актюаторов. Выполняют окисление поверхности кремниевой подложки толщиной 0,5±0,1 мкм. Осаждают пленку нитрида кремния толщиной 0,15±0,02 мкм. Наносят методом центрифугирования фоторезист на лицевую и обратную стороны подложки. Формируют параллельный или перепендикулярный базовому срезу пластины кремния двусторонний топологический рисунок канавок и мезаструктур в нитриде кремния и окисле методами нанесения фоторезиста центрифугированием, контактной фотолитографии, плазмохимического и жидкостного химического травлений. Выполняют жидкостное анизотропное травление кремния по маске нитрида кремния и окисла и спреевое нанесение фоторезиста на лицевую сторону пластины. Формируют площадки под контакты в слое нитрида кремния и окисла методами спреевого нанесения фоторезиста, контактной фотолитографии, плазмохимического травления нитрида кремния, жидкостного химического травления окисла. Последовательно формируют полиимидные покрытия с адгезионным подслоем на лицевой и обратной поверхностях подложки. Выполняют вакуумное напыление металлической маски на две стороны пластины. Формируют металлическую маску на двух сторонах пластины методами спреевого нанесения фоторезиста, контактной фотолитографии и жидкостного химического травления. Выполняют последовательное, изотропное, селективное, плазмохимическое травления полиимида на лицевой и обратной стороне пластины и жидкостное химическое травление металлической маски с двух сторон пластины.
Возможно изготовление актюаторов по трем различным вариантам. Первый вариант описывает изготовление металлических шин с одной стороны актюатора. Выполняют вакуумное напыление металлической пленки с лицевой стороны пластины, формируя металлическую маску. Выполняют изотропное, селективное, плазмохимическое травление полиимида на лицевой стороне пластины и жидкостное химическое травление металлической маски с лицевой стороны пластины. Далее выполняют вакуумное напыление металлической пленки с лицевой стороны пластины и формируют электропроводящие шины методами спреевого нанесения фоторезиста, контактной фотолитографии и жидкостного химического травления металла.
Во втором варианте изготовления предложено изготовление металлических шин с двух сторон пластины с электропроводящими переходами через кремниевые элементы. Выполняют вакуумное напыление металлической пленки с двух сторон пластины, формируя металлическую маску. Выполняют изотропное, селективное, плазмохимическое травления полиимида на лицевой стороне пластины, формируя, тем самым, в местах расположения кремниевых элементов «окна» в полиимиде, и жидкостное химическое травление металлической маски с двух сторон пластины. Далее выполняют вакуумное напыление металлической пленки с двух сторон пластины и формируют электропроводящие шины методами спреевого нанесения фоторезиста, контактной фотолитографии и жидкостного химического травления металла.
Последний вариант заключается в формировании металлических шин с двух сторон пластины с электропроводящими переходами через металлизированные отверстия в полиимиде. Выполняют вакуумное напыление металлического слоя на обратной стороне пластины. Далее выполняют вакуумное напыление металлической маски на лицевую сторону пластины. Формируют металлическую маску под проводящие отверстия в полиимиде на лицевой стороне пластины методами спреевого нанесения фоторезиста, контактной фотолитографии и жидкостного химического травления. Выполняют изотропное, селективное, плазмохимическое травления полиимида на лицевой стороне пластины. Обратную сторону пластины закрывают слоем фоторезиста и проводят жидкостное химическое травление металлической маски с лицевой стороны пластины. Далее удаляют фоторезист и выполняют вакуумное напыление металлической маски на лицевую сторону пластины и формируют электропроводящие шины с двух сторон пластины методами спреевого нанесения фоторезиста, контактной фотолитографии и жидкостного химического травления металла.
После описанных выше операций для всех трех вариантов изготовления формируют омические контакты нагревательных шин с кремниевыми балками и выполняют разделение подложки на кристаллы (чипы).
Предложенный способ может предусматривать различные дополнения, изменения, усовершенствования, согласно существу предложенного изобретения и особенностям решаемой технической задачи.
Таким образом, предложен усовершенствованный микромеханический актюатор, отличающийся повышенными функциональными возможностями, и способ его изготовления, обеспечивающий технологичность и воспроизводимость изготовления предложенного актюатора.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕПЛОВОЙ МИКРОМЕХАНИЧЕСКИЙ АКТЮАТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2448896C2 |
| Термомеханическая система обеспечения теплового режима космического аппарата | 2021 |
|
RU2774867C1 |
| МИКРОСИСТЕМНОЕ УСТРОЙСТВО УПРАВЛЕНИЯ ПОВЕРХНОСТЬЮ ДЛЯ КРЕПЛЕНИЯ МАЛОГАБАРИТНОЙ АНТЕННЫ | 2011 |
|
RU2456720C1 |
| МИКРОСИСТЕМНЫЙ ЁМКОСТНОЙ ДАТЧИК ИЗМЕРЕНИЯ ФИЗИЧЕСКИХ ВЕЛИЧИН | 2013 |
|
RU2541415C1 |
| МИКРОСИСТЕМНЫЙ КОСМИЧЕСКИЙ РОБОТ-ИНСПЕКТОР (ВАРИАНТЫ) | 2014 |
|
RU2566454C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШУНТИРУЮЩЕГО ДИОДА ДЛЯ СОЛНЕЧНЫХ БАТАРЕЙ КОСМИЧЕСКИХ АППАРАТОВ | 2011 |
|
RU2479888C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ МИКРОПЕЧАТНОЙ ПЛАТЫ | 2012 |
|
RU2520568C1 |
| Способ формирования объемных элементов в кремнии для устройств микросистемной техники и производственная линия для осуществления способа | 2022 |
|
RU2794560C1 |
| Способ изготовления термомеханического актюатора для защиты электронного блока космического аппарата от перегрева и термомеханический актюатор, изготовленный по данному способу | 2023 |
|
RU2813613C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШУНТИРУЮЩЕГО ДИОДА ДЛЯ СОЛНЕЧНЫХ БАТАРЕЙ КОСМИЧЕСКИХ АППАРАТОВ | 2009 |
|
RU2411607C1 |
Использование: для изготовления микромеханических устройств, содержащих упругие гибкие деформируемые исполнительные элементы. Сущность изобретения заключается в том, что микромеханический актюатор выполнен в виде сформированной в меза-структуре упруго-шарнирной консольной балки, состоящей из параллельных трапециевидных вставок из монокристаллической кремниевой подложки p-типа с ориентацией [100], расположенных перпендикулярно основной оси консольной балки и соединённых полиимидными прослойками, образованными полиимидной пленкой, нагревателя и электропроводящих шин, образующих омический контакт с кремнием, трапециевидные вставки выполнены на противоположных сторонах упруго-шарнирной консольной балки и образуют, по меньшей мере, две зоны деформации. Технический результат: обеспечение возможности повышения надежности при эксплуатации в широком диапазоне температур. 2 н. и 9 з.п. ф-лы, 5 ил.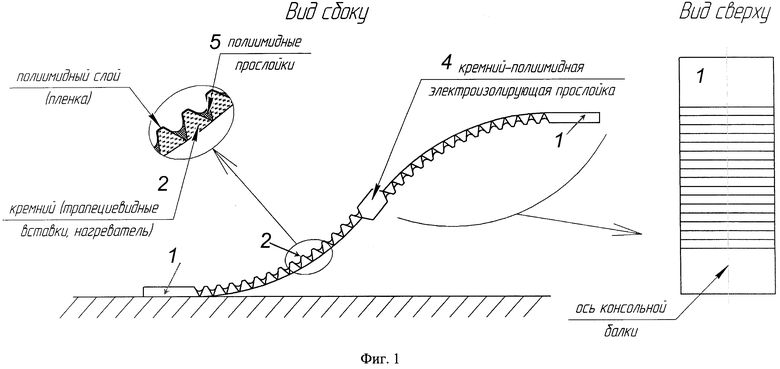
1. Микромеханический актюатор, выполненный в виде сформированной в меза-структуре упруго-шарнирной консольной балки, состоящей из
параллельных трапециевидных вставок из монокристаллической кремниевой подложки p-типа с ориентацией [100], расположенных
перпендикулярно основной оси консольной балки и соединённых
полиимидными прослойками, образованными полиимидной пленкой,
нагревателя и
электропроводящих шин, образующих омический контакт с кремнием, отличающийся тем, что
трапециевидные вставки выполнены на противоположных сторонах упруго-шарнирной консольной балки и образуют,
по меньшей мере, две зоны деформации.
2. Микромеханический актюатор по п. 1, отличающийся тем, что между зонами деформации располагается кремний-полиимидная электроизолирующая гибкая прослойка.
3. Микромеханический актюатор по п. 1, отличающийся тем, что каждая из зон деформации снабжена нагревателем, электрически не связанным с другими аналогичными нагревателями.
4. Микромеханический актюатор по п. 1, отличающийся тем, что электропроводящие шины расположены с различных сторон упруго-шарнирной консольной балки.
5. Микромеханический актюатор по п. 4, отличающийся тем, что электропроводящие шины включают
объёмные кремниевые элементы, разделённые полиимидным слоем и электрически не связанные с кремниевой подложкой.
6. Микромеханический актюатор по п. 4, отличающийся тем, что электропроводящие шины включают металлизированные отверстия в полиимиде.
7. Способ изготовления микромеханического актюатора по любому из пп. 1-6, предусматривающий
формирование методами объемной микрообработки и тонкопленочной технологии в кремниевой монокристаллической подложке с ориентацией [100]
параллельных трапециевидных вставок из монокристаллического кремния, нагревателя, электропроводящих шин, полиимидной плёнки, образующей полиимидные прослойки, меза-структуры и
разделение кремниевой подложки на чипы, отличающийся тем, что
трапециевидные вставки формируют последовательно:
жидкостным анизотропным травлением меза-структуры и канавок в кремнии в предполагаемой области трапециевидных вставок, по меньшей мере, на одной из сторон подложки,
формированием полиимидного слоя, по меньшей мере, на одной из сторон подложки и последующим
плазмохимическим травлением всей поверхности подложки, по меньшей мере на одной из сторон, до проявления полиимидных прослоек.
8. Способ по п. 7, отличающийся тем, что электропроводящие шины формируются последовательно:
вскрытием окон в полиимиде на одной из сторон подложки,
формированием слоя металлизации на этой стороне и
формированием омического электрического контакта между слоем металлизации и нагревателями при температуре от 350 до 400°С.
9. Способ по п. 7, отличающийся тем, что электропроводящие шины формируют последовательно:
жидкостным анизотропным травлением в кремнии с двух сторон подложки областей, разделяющих объёмные кремниевые элементы («островки») электроповодящих шин от кремниевой подложки;
формированием на этой стороне подложки полиимидного слоя;
плазмохимическим травлением с обратной стороны до проявления полиимида;
формированием на этой стороне подложки полиимидного слоя;
травлением полиимида с двух сторон подложки в области внутри границ объёмного кремниевого элемента («островка»);
последующим формированием слоёв металлизации с двух сторон подложки и
формированием омического электрического контакта между слоями металлизации и нагревателями при температуре от 350 до 400°С.
10. Способ по п. 7, отличающийся тем, что электропроводящие шины формируют последовательно:
жидкостным анизотропным травлением в кремнии с двух сторон подложки областей, где будут формироваться отверстия в полиимиде;
формированием на этой стороне подложки полиимидного слоя;
плазмохимическим травлением с обратной стороны до проявления полиимида;
формированием на обратной стороне подложки полиимидного слоя;
формированием на обратной стороне подложки слоя металлизации;
травлением с другой стороны подложки отверстий в слое полиимида, с последующим нанесением слоя металлизации с этой же стороны подложки,
формированием топологического рисунка электропроводящих шин с двух сторон пластины,
формированием омического электрического контакта между слоями металлизации и нагревателями при температуре от 350 до 400°С.
11. Способ по п. 7, отличающийся тем, что микромеханический актюатор формируют методами односторонней и/или двусторонней литографии.
| ТЕПЛОВОЙ МИКРОМЕХАНИЧЕСКИЙ АКТЮАТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2448896C2 |
| Козлов Д.В., ТЕРМОМЕХАНИЧЕСКИЕ АКТЮАТОРЫ ДЛЯ СИСТЕМ МИКРОПЕРЕМЕЩЕНИЙ В УСЛОВИЯХ ОТКРЫТОГО КОСМИЧЕСКОГО ПРОСТРАНСТВА, Автореферат диссертации на соискание ученой степени кандидата технических наук, Москва, 2012 | |||
| US 6275325 B1, 14.08.2001 | |||
| US 20090174014 A1, 09.07.2009 | |||
| WO 2001088371 A2, 22.11.2001. | |||

