Изобретение относится к области производства топлива, а именно каменноугольного кокса, который может быть широко использован в металлургии и других отраслях.
Известна традиционная технология производства металлургического кокса, основанная на нагревании угольной шихты и других коксующихся веществ, ориентированная главным образом на обеспечение коксом доменного производства и являющаяся в настоящее время и в перспективе крупнейшим потребителем, расходующим десятки миллионов наиболее ценных коксующихся углей. Однако требования к показателям качества кокса у ряда потребителей (чугунолитейные и шлаковые вагранки, шахтные печи цветной металлургии, например по выплавке никелевого штейна из окисленных руд и агломерата, в производстве сульфита натрия, в электротермии и др.) отличаются от требований к качеству кокса для доменного производства и требуют либо других шихт, либо другой технологии производства. Кроме того, требования к качеству кокса для доменного производства постоянно возрастают.
Традиционная технология не обеспечивает постоянного качества и однородности свойств кокса в пристенных и осевых плоскостях печей, ввиду существующих объективных особенностей:
- Независимо от применяемых способов загрузки производственной угольной шихты для коксования при исследованиях на полномасштабных моделях коксовых камер, наблюдается высокая, достигающая 20-25%, неоднородность распределения плотности загрузки по сечению коксовой камеры.
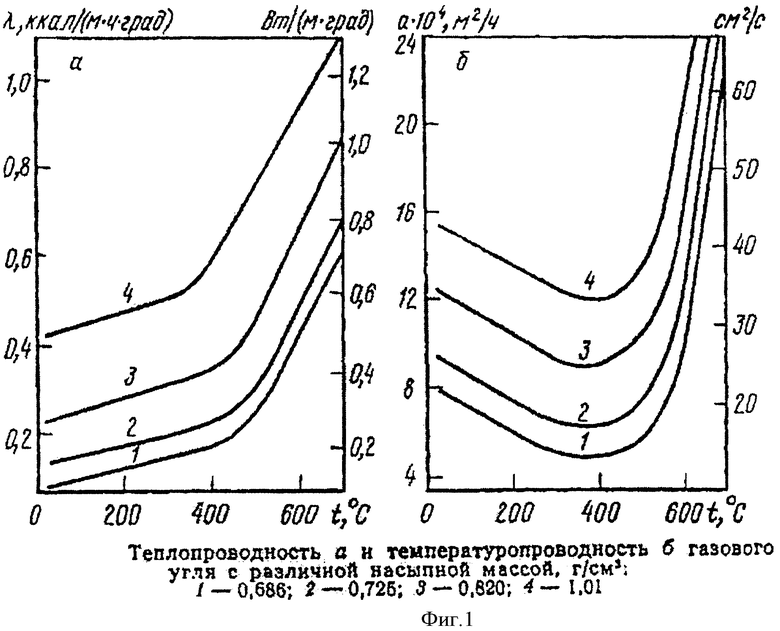
- Теплопроводность и температуропроводность насыпных масс находятся в большой зависимости от насыпной плотности углей (шихт), что усиливается также неоднородностью плотности загрузки.
- Очень большое различие в скорости нагрева частиц угольной шихты в пристенном слое и слоях, удаленных от греющей стенки, вызывает образование напряженности структуры и трещиноватости формирующегося тела кокса как в пристенном слое, так и по ширине камеры (по длине кусков кокса), обусловленные напряжениями, связанными как с различием свойств частиц угольной шихты, так и возникающими в связи с усадкой при коксовании массива (П.И.Шашмурин, И.М.Лазовский, Е.П.Болитер. «Радиографические и радиометрические исследования процесса спекания углей». Труды совещания «Научные основы производства кокса», изд. Металлургия, 1967 г.; Н.С.Грязнов. «Основы теории коксования», М., Металлургия, 1976, 312 с.).
Технические результаты, достигаемые изобретением:
- снижение напряженности структуры кокса и трещиноватости кокса;
- повышение однородности и показателей качества кокса;
- увеличение выхода товарных классов кокса и снижение потерь с мелкими классами;
- улучшение эксплуатационных свойств за счет возможности равномерной загрузки в печь и равномерной теплопередачи;
- уменьшение отходов производства.
Технический результат достигается тем, что в способе получения калиброванного кокса из коксующейся дробленой углеродсодержащей шихты осуществляют деление загрузки коксующейся дробленой шихты при помощи инертных перегородок на отдельности и ее последующее коксование.
Загрузку коксующихся веществ заранее можно выровнять по плотности.
Загрузку коксующихся веществ можно разделить при помощи инертных перегородок на отдельности заданных размеров и массы.
Можно осуществлять уплотнение разделенной шихты.
Инертные перегородки - это перегородки, выполненные из некоксующегося материала.
На фиг.1 показаны зависимости теплопроводности и температуропроводности от насыпной плотности углей (шихт). Теплопроводность и температуропроводность резко возрастают с увеличением плотности насыпной массы. Следовательно, существующая неоднородность плотности загрузки угольной шихты обуславливает еще большую неравномерность теплопроводности и температуропроводности шихты по ширине и длине камеры, достигающие 30-40%. Это может вызвать дополнительную неравномерность коксования и напряженности в образующейся структуре пластической массы, полукокса-кокса. Поэтому в разных частях коксовой камеры наблюдаются совершенно разные температурные условия, скорости нагрева, температурные перепады и физико-химические процессы формирования пластической массы и перехода ее в полукокс, кокс, сопровождающиеся образованием разных напряжений и обусловленных этим неорганизованных процессов трещинообразования в структуре кокса.
Проведенные исследования показывают, что очень быстрый нагрев свободной насыпи частиц угольной шихты на поверхности, нагретой до температуры выше 800-900°С, то есть при температуре, близкой к температуре стенки печи в момент ее загрузки, приводит к очень быстрой их диспергации и плавлению с образованием кипящего вспененного слоя из сферических оболочек спекающихся частиц угля. На этой же поверхности в тонком (10 мм) стесненном пристенном слое угольных частиц уже под давлением (0,7-1,0)·10-2 кгс/см2 образуется плотный слой пластифицированных частиц, образующих плотную стесненную пластическую массу из перешедших в пластическое состояние частиц, затем переходящих в полукокс-кокс. Подобным образом, в стесненных условиях угольной засыпи в пристенном слое в коксовой камере образуется плотный кокс.
На фиг.2 приведена фотография полномерного куска кокса, покрытого большим количеством трещин. Образование куполообразных поверхностей и трещин в пристенном слое кокса обусловлено поверхностными натяжениями, образующимися в непрерывно меняющей свои физико-химические и механические свойства образовавшейся пластической массе при ее одновременной усадке, обусловленной потерей массы в результате быстрой потери летучих веществ. При этом в пристенном слое и на расстоянии до 50 мм от стенки высокая скорость нагрева угля, пластической массы, полукокса, кокса способствует образованию более однородной структуры, в которой практически отсутствуют крупные частицы угля с пониженной спекаемостью ввиду их термического разрушения. Кроме того, пристенный слой (ок. 50 мм) отличается пониженной мелкопористой структурой и более высокой плотностью, обусловленной дополнительно пиролизом парогазовых продуктов летучих веществ, движущихся в направлении горячей стенки печи через горячий полукокс-кокс пристенного слоя. Величина пор и пористость увеличиваются в направлении к осевой плоскости печи. Кокс пристенного слоя характеризуется повышенной структурной прочностью. В слоях кокса, удаленных на 60-120 мм от стенки, более отчетливо выделяются частицы, в том числе крупные, слабоспекающихся углей. Последние могут быть источником напряжений и образования трещин. Трещины внутри куска кокса обусловлены реализацией напряжений усадки.
Последующие слои угольной загрузки длительное время взаимодействуют с парогазовыми продуктами, затем уходящими в сторону горячей стенки и нагретого кокса, и отличаются поэтому повышенной пластификацией, повышенной пористостью, более крупным размером пор и пониженной структурной прочностью. На основе приосевой части кокса образуется большая часть коксовой мелочи.
По существующим представлениям реализация трещин осуществляется по схеме, представленной на фиг.3. Деление кусков кокса по трещинам осуществляется в процессах транспортировки, при перегрузках, механической сортировке, а частично в металлургических переделах. Так, в доменном процессе, в результате термомеханических и химических воздействий на пути от колошника до горна, происходит сильное измельчение кокса, с образованием 20-40% класса 0-25 мм. На качество кокса оказывают влияние состав и степень измельчения компонентов угольной шихты, уровень обогрева коксовых печей, период коксования и ряд других факторов.
Таким образом, кокс, получаемый по традиционной технологии, очень непрочный, так как в осевой плоскости коксовой камеры он получается рыхлым и при разделении начальных полномерных кусков кокса на отдельности образуется много коксовой мелочи.
В заявляемом способе предложено, с целью снижения и регулирования напряженности при коксовании, а также с целью выравнивания качества кусков кокса по ширине камеры, угольную шихту перед загрузкой в коксовую камеру выровнять по плотности и разделить при помощи инертных (неспекающихся, некоксующихся) перегородок на отдельности заданных размеров и массы. При этом в значительной мере меняется и напряженная структура, механизм коксообразования и трещиноватость кокса за счет организованного снятия части напряжения. Формирование кокса и возникающих напряжений происходит самостоятельно в каждой отдельности. При этом возрастает выход крупного металлургического кокса, растут показатели прочности кокса по M10 и М40, по сравнению с обычной засыпью. Получается калиброванный по размеру и массе кокс.
При делении массы угольной шихты предупреждается движение пластической массы и парогазовых продуктов к осевой плоскости печи, т.е. движение пластической массы прерывается на границах разделения сыпучей угольной шихты, следовательно, формирование напряжений осуществляется в границах каждой отдельности. Формирование кокса происходит внутри объемов по границам разделения. Таким образом, напряжения формируются отдельно по границам разделения и в пределах выделяемых объемов, а не всего массива. Следовательно, предотвращается образование рыхлого непрочного осевого слоя кокса.
Целесообразно, чтобы высота слоя для каждой отдельности была равна 60-100 мм. Эта высота примерно соответствует высоте прочного объема (до образований трещин) куска кокса из неделенной шихты. Таким образом обеспечивается образование куска кокса в границах допустимых напряжений (как уже отмечалось выше).
В заявляемом способе получения калиброванного кокса коксование может протекать как с обычной насыпью, так и с уплотнением.
В качестве инертной перегородки может быть использован любой некоксующийся материала - бумага, коксовая или колошниковая пыль, металлические перегородки и т.п.
Заявляемый способ получения калиброванного кокса позволяет повысить выход крупных классов товарного кокса и его прочности и таким образом повысить ценность образующегося кокса.
Пример осуществления заявляемого способа
Осуществлялось коксование дробленой коксовой шихты следующего состава: ГЖ - 17%, Ж - 22%, КЖ - 25%, К + КСН - 36%. Указанная шихта характеризуется следующими показателями: уровень измельчения 80% класса менее 3 мм; зольность 8,9%; влажность 8,0%, выход летучих веществ 26,5%; толщина пластического слоя «У» - 16 мм; усадка «X» - 30 мм.
Коксования проводились в полузаводской печи шириной 410 мм. Объем загрузки печи 410×860×790 мм.
Величина разовой загрузки - 200 кг. Загрузка размещалась в металлической реторте по габаритам печи и устанавливалась в разогретую печь. Период коксования - 15 часов. Температура в обогреваемых простенках составляла 1350°С.
Коксование шихты, разделенной на отдельности, отличалось тем, что уменьшились напряжения, возникающие при коксовании. Под действием теплового потока от стенки в каждой отдельности по высоте печи, а также и по ее длине в пристенном пластичном слое образуются куполообразные поверхности. Тепловой поток распространяется по поверхностям раздела быстрее, чем в единой неразделенной массе, и каждая отдельность в границах разделения быстрее (чем при коксовании неразделенной массы) покрывается пластичным слоем.
Отдельностью названа часть шихты, выделенная в коксующемся массиве инертными перегородками, из которой образуется кусок «калиброванного» кокса, т.е. кусок кокса заданных размеров.
Были проведены ретортные коксования шихт по 200 кг.
Пример 1
С обычной засыпью (неразделенная дробленая угольная шихта) угольной шихты в реторту (прототип).
Пример 2
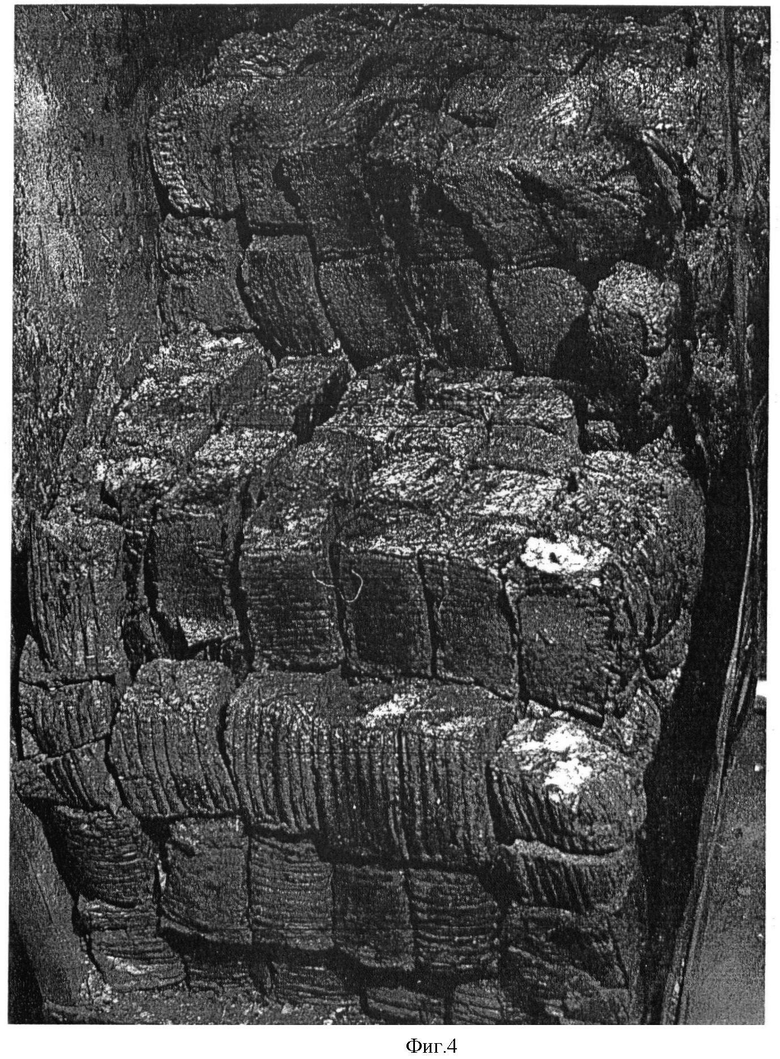
С засыпью, разделенной бумажными (газетная бумага) перегородками на слои высотой по 100 мм, при этом каждый слой разделен также бумажными перегородками на отдельности размером 67,0×67,0×100 мм3. Калиброванный кокс для рассмотренного примера показан на фиг.4.
Пример 3
С засыпью угольной шихты, разделенной бумажными перегородками на горизонтальные слои высотой 100 мм. Каждый слой разделен на полосы шириной 67 мм. Полосы шихты расположены параллельно греющим стенкам реторты. Это предупреждает (снижает) возможность образования рыхлого осевого высокопористого кокса.
Пример 4
С засыпью дробленой шихты, разделенной бумажными перегородками на слои высотой 70 мм.
Пример 5
Засыпь угольной шихты разделена на слои высотой 100 мм границами из коксовой пыли с установок сухого тушения кокса.
Пример 6
Засыпь угольной шихты разделена перегородками из колошниковой пыли на слои высотой 100 мм и полосы шириной 67 мм, параллельные греющим стенкам печи.
Пример 7
Засыпь угольной шихты разделена на слои высотой 100 мм и полосы шириной 67 мм, параллельные греющим стенкам, при помощи пылевых фракций железорудного концентрата.
Пример 8
Засыпь угольной шихты разделена на ячейки 67,0×67,0×100 мм3 при помощи перегородок из извести пушонки.
Пример 9
Засыпь угольной шихты разделена бумажными перегородками на ячейки различных размеров.
В пристенных слоях - 50×50×70 мм3; в промежуточном слое между пристенным и приосевом - 65×65×70 мм3; в приосевом слое - 85×85×100 мм3.
Пример 10
Засыпь шихты осуществлялась слоями высотой по 90 мм, а каждый слой разделялся насадкой из жести на ячейки размером 67×67×90 мм3.
Качество полученного кокса для всех вышеуказанных примеров приведено в Таблице:
кий состав кокса, %
Необходимо отметить, что по границам разделения дробленой угольной шихты ускорялось проникновение тепловых потоков и образование пластической массы вокруг каждой отдельности. При этом возникающие напряжения от поверхностного напряжения пластической массы и последующего формирования структуры кокса, связанные с усадкой, направлены внутрь образующихся отдельностей и способствуют их уплотнению, что приводит к повышению структурной и механической прочности кокса по сравнению с традиционной засыпкой.
Для примера 10 необходимо отметить, что жестяная насадка является одновременно теплопроводом, ускоряющим подвод тепла, а, кроме того, рядом с ней интенсивно происходит пиролиз парогазовых продуктов с образованием блестящего пироуглерода на поверхности образующихся кусков калиброванного кокса.
Как видно из Таблицы, в готовом коксе, полученном заявляемым способом (примеры 2, 9, 10), практически нет мелочи, весь кокс крупный, практически отсутствуют переходные классы.
Из Таблицы видно, что с уменьшением объема отдельностей коксуемой шихты качество кокса улучшается (примеры 2, 6, 7, 8, 9, 10). Т.е. разделение на отдельности является более эффективным, чем разделение на слои (примеры 4, 5). Также размещение каждого слоя или ячейки в печи параллельно греющей стенке более эффективно, чем перпендикулярно к ней.
Основное преимущество заявляемого способа заключается в том, что практически весь кокс (98%) получается одинакового размера, отсутствуют мелкие и промежуточные классы. Кокс, в силу особенностей формирования свойств, имеет повышенную структурную прочность и повышенную механическую прочность, а также пониженную реакционную способность в кусковом виде (почти гладкая поверхность). Также среди преимуществ заявляемого способа следует отметить возможность широкого спектра использования, как для доменного процесса, так и для других металлургических процессов, в которых используется слоевое сжигание топлив (печи цветной металлургии, все виды обжиговых печей и вагранок для плавки металла и шлаковых расплавов).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛАБОРАТОРНАЯ ПЕЧЬ ДЛЯ МОДЕЛИРОВАНИЯ ПРОЦЕССА СЛОЕВОГО КОКСОВАНИЯ | 1992 |
|
RU2105031C1 |
| СПОСОБ ПОДГОТОВКИ УГОЛЬНОЙ ШИХТЫ К КОКСОВАНИЮ | 2012 |
|
RU2501838C2 |
| СПОСОБ ПОЛУЧЕНИЯ БЕЗДЫМНОГО КУСКОВОГО УГЛЕРОДИСТОГО ТОПЛИВА | 2007 |
|
RU2367681C2 |
| Способ получения кокса | 1980 |
|
SU941392A1 |
| СПОСОБ ПОДГОТОВКИ К СЛОЕВОМУ КОКСОВАНИЮ ШИХТЫ, СОДЕРЖАЩЕЙ ПРОДУКТЫ ТЕРМИЧЕСКОЙ ПЕРЕРАБОТКИ БУРЫХ УГЛЕЙ | 2007 |
|
RU2343179C1 |
| Способ ведения доменной плавки | 2024 |
|
RU2836969C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРИКЕТНОГО ТОПЛИВА | 2008 |
|
RU2375414C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕДНОГО ШТЕЙНА | 2010 |
|
RU2441080C1 |
| Способ получения продукта углеродсодержащего | 2023 |
|
RU2814328C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОЛНОТЫ ИСТЕЧЕНИЯ РАСПЛАВА ПРИ ДОМЕННОЙ ПЛАВКЕ | 2014 |
|
RU2558840C1 |


Изобретение относится к области производства каменноугольного кокса, который может быть широко использован в металлургии и других отраслях. Способ получения калиброванного кокса заключается в делении загрузки коксующейся дробленой шихты при помощи инертных перегородок на отдельности и ее последующее коксование. Технический результат - изобретение позволяет получить кокс со сниженной напряженностью структуры и с малым количеством трещин, с повышенной однородностью и показателями качества кокса, с увеличенным выходом товарных классов кокса и снижением потерь с мелкими классами, с улучшенными эксплуатационными свойствами за счет возможности равномерной загрузки в печь и равномерной теплопередачи, с уменьшением отходов производства. 3 з.п. ф-лы, 10 пр., 1 табл., 4 ил.
1. Способ получения калиброванного кокса из коксующейся дробленой углеродсодержащей шихты, включающий деление загрузки коксующейся дробленой шихты при помощи инертных перегородок на отдельности и ее последующее коксование.
2. Способ по п.1, отличающийся тем, что загрузку шихты заранее выравнивают по плотности.
3. Способ по п.1, отличающийся тем, что загрузку шихты делят при помощи инертных перегородок на отдельности заданных размеров и массы.
4. Способ по п.1, отличающийся тем, что осуществляют уплотнение разделенной шихты.
| СПОСОБ КОКСОВАНИЯ УГОЛЬНОЙ ШИХТЫ | 2006 |
|
RU2311440C1 |
| Весоизмерительное устройство | 1979 |
|
SU859825A1 |
| 0 |
|
SU79529A1 | |
| Способ приготовления стерильного препарата для инъекций | 1924 |
|
SU14435A1 |

