Область техники, к которой относится изобретение
Настоящее изобретение относится к крепежным средствам и, более конкретно, к крепежной системе, включающей в себя составное крепежное средство обжимного типа и, следовательно, обжимной инструмент, который проявляет оптимальное соотношение слабой обжимной нагрузки и высокой прочности. Изобретение также относится к упрощенному способу установки с использованием крепежной системы со слабой обжимной нагрузкой.
Уровень техники
Во многих коммерческих применениях для скрепления вместе некоторого количества деталей часто используют состоящие из двух частей резьбовые или обжимные крепежные средства, часто называемые крепежными болтами. См., например, патенты США под номерами 2,531,048; 3,215,024; 3,915,053; 4,472,096 и 5,090,852. Свойства материала (например, предел прочности при растяжении и жесткость, но не ограничиваясь ими) этих крепежных средств изменяются в зависимости от коммерческого приложения, в котором будут использованы крепежные средства. Для различия изменяющихся свойств крепежных средств крепежные средства обычно обозначают Стандартами. Стандарт крепежного средства является показателем его прочности. Промышленные стандарты устанавливают требуемую прочность конкретного крепежного средства для соответствия конкретному Стандарту, причем прочность конкретного крепежного средства определяется прочностью материала болта или штифта крепежного средства. Например, диаметр штифта или участка тела болта крепежного средства в ½ дюйма Стандарта 5 составляет ½ дюйма для использования в отверстии детали с номинальным диаметром в ½ дюйма, и согласно SAE J429, Стандарту 5 или ASTM A-325 такое крепежное средство Стандарта 5 должно иметь минимальную прочность при растяжении, которая составляет 120 ksi. Для сравнения, крепежное средство должно иметь минимальную прочность на растяжение в 150 ksi, чтобы его можно было назвать крепежным средством Стандарта 8. Крепежные средства Стандарта 5 часто используют, например, для железнодорожных приложений (например, для железнодорожных вагонов). Крепежные средства Стандарта 8 обычно применяют в приложениях, связанных с коммерческими перевозками, например для скрепления компонентов грузовика при коммерческих грузоперевозках.
Обычные крепежные средства обжимного типа включают в себя штифт и хомут. Большинство этих крепежных средств является крепежными средствами затягивающего типа и включает в себя тело штифта с запирающим участком, имеющим запирающие бороздки, и затягивающим участком, имеющим затягивающие бороздки. Затягивающие бороздки приспособлены к захвату специальными зубцами в зажимных кулачках установочного инструмента с обжимной наковальней. Обжимная наковальня выполнена с возможностью сцепления с хомутом и приложения относительной аксиальной силы между штифтом и хомутом, а также передвижения над хомутом и его обжимки в запирающих бороздках. Относительная аксиальная сила содержит комбинацию растягивающей нагрузки на штифт, вызванной зажимными кулачками, и сжимающей нагрузки на хомут, вызванной обжимной наковальней. Затягивающий участок нескольких крепежных средств обжимного типа соединен с участком запирающих бороздок опасной бороздкой уменьшенной прочности. Опасная бороздка приспособлена к разрыву при заданной величине аксиальной или растягивающей силы, которая больше силы, требуемой для обжимки хомута. Следовательно, затягивающий участок или хвост штифта будет отделен и удален с тела штифта после завершения обжимки. Другие обжимные крепежные средства, тем не менее, имеют затягивающие участки, которые остаются на штифте после завершения установки. См., например, патенты США № 5,315,755, 5,548,889 и 5,604,968 (раскрывающие снабженный резьбой затягивающий участок, который не отделяется от штифта). Другими словами, эти крепежные средства не имеют штифтового хвоста. См., например, Фиг. 1-8 патента '755.
Среди проблем, часто встречающихся при использовании крепежных средств обжимного типа с относительно высокой прочностью (например, Стандарта 5 или выше), имеет место проблема чрезмерной величины прикладываемой растягивающей нагрузки, требуемой для полной обжимки хомута. Это приводит к преждевременному износу установочного инструмента, в частности затягивающего механизма, а также к стиранию затягивающих бороздок на штифте. Высокая обжимная нагрузка, в общем, также усложняет процесс установки, особенно при использовании управляемых вручную установочных инструментов. При попытке преодолеть некоторые из этих недостатков было сделано множество различных изменений установочного инструмента. Например, патент США № 4,299,519, который включен в настоящую заявку во всей полноте посредством ссылки, раскрывает затягивающий участок штифта в форме клотика и захватывающую структуру инструмента приветственной формы, которые направлены на обеспечение сцепления всех затягивающих бороздок затягивающего участка захватывающей структурой инструмента, тем самым препятствуя стиранию затягивающих бороздок. См., например, Фиг. 1-5 патента '519. Другие инструменты включают в себя только гидравлические и/или пневматические поршневые цилиндры для содействия при применении необходимой обжимной силы. См., например, патенты США под номерами 4,597,2613 и 4,878,372. Тем не менее, это увеличивает размер и вес инструмента, что может сделать неудобным его управление или ограничить его доступность, тем самым потенциально подвергая риску его точное применение при управлении крепежным средством и, таким образом, качество конечной установки. Следовательно, существует возможность улучшения установочного инструмента и способа для крепежных систем обжимного типа.
Высокая обжимная нагрузка в основном является результатом использования хомутов крепежных средств, которые имеют увеличенную толщину стенки и которые, таким образом, имеют структуру, которая переполняет или превышает толщину запирающих бороздок для достижения требуемой прочности для конкретного Стандарта крепежного средства (например, Стандарта 5 и Стандарта 8). См., например, патент США № 5,090,852, как сказано выше, (раскрывающий измененную форму резьбы штифта для включения неглубоких бороздок и обтекаемого контура профиля резьбы, причем хомут имеет увеличенную толщину стенки с достаточным количеством материала для превышения глубины таких неглубоких бороздок для достижения требуемой прочности на срез); см. также патент '755, как сказано выше, и патенты США под номерами 5,548,889 и 5,604,968 (раскрывающие конструкцию неглубоких бороздок штифта и тело хомута, объем которого имеет, по меньшей мере, 16% лишнего материала для превышения глубины бороздок). Превышение глубины запирающих бороздок проблематично. Это является первичным источником вышеупомянутой нежелательной чрезмерно высокой обжимной нагрузки. Следовательно, было сделано несколько попыток противодействовать этим недостаткам и, в частности, чрезмерно высокой обжимной нагрузке с помощью изменения конструкции крепежного средства обжимного типа.
Например, патенты США под номерами 6,233,802 и 6,497,024, которые включены в настоящую заявку во всей полноте посредством ссылки, раскрывают крепежную систему для состоящего из двух частей крепежного средства обжимного типа, имеющего широкую, неглубокую форму резьбы запирающей бороздки, конструкция которой позволяет установить крепежное средство при слабой обжимной нагрузке в отличие от традиционных крепежных средств обжимного типа сопоставимого Стандарта, все еще сохраняя те же, по существу, физические свойства (например, прочность при растяжении; расчетную нагрузку) при установке. Более слабая обжимная нагрузка допускает предпочтительное использование меньшего, более легкого установочного инструмента. Система описана при применении к крепежным средствам, имеющим штифтовые хвосты, а также к крепежным средствам, не имеющим штифтовых хвостов. Изобретение изложено для облегчения сцепления меньшей резьбы на затягивающем участке, так как не требуется чрезмерной силы, необходимой для разрыва опасной бороздки, для затягивающих обжимных крепежных средств, имеющих снабженные резьбой затягивающие участки, которые не отделяются, как в патенте '755, как сказано выше. Это, во-первых, приводит к меньшему давлению на сцепленную резьбу соответствующей резьбовой муфты или элемента гайки затягивающего инструмента, тем самым, увеличивая срок службы инструмента; во-вторых, позволяет использовать более короткий, менее дорогой штифт, так как требуется меньший выступ штифта для захвата уменьшенного количества затягивающих бороздок, которые должны быть захвачены; и, в-третьих, позволяет использовать установочный инструмент меньших размеров и поэтому более легкий и менее дорогой, так как для конечной установки требуется меньшая прикладываемая нагрузка. Система также облегчает использование внутреннего приводного устройства. См., например, Фиг. 17 и 18 патента '755 (иллюстрирующие внутреннее приводное устройство, включающее в себя затягивающий резьбовый стержень или шпиндель, сцепляемый с затягивающими бороздками резьбового ствола в конце тела штифта). Как описано в '755 патенте и патентах США под номерами 5, 548,889 и 5,604,968, которые включены в настоящую заявку во всей полноте посредством ссылки, использование такого внутреннего приводного устройства предусматривает уменьшение выступа относительно внешнего приводного устройства, что в свою очередь обеспечивает более эффективную установку и внешний вид крепежного средства.
Тем не менее, как раскрыто в патенте '024, как сказано выше, для достижения вышеописанных преимуществ было необходимо изменить форму резьбы (например, структуру запирающих бороздок) до более широкой и неглубокой конфигурации. Хотя изменение формы резьбы является жизнеспособным признаком для уменьшения обжимной нагрузки, резьба, раскрытая далее в патенте '024, является коренным изменением, требующим значительно большего угла наклона и множества различных радиусов с относительно внезапными и прерывистыми переходами между радиусами (например, от одного радиуса к другому). Производство штифтов с раскрытой формой резьбы, следовательно, является сложным и дорогостоящим. Дополнительно, прерывистый переход между радиусами формы резьбы препятствует максимизации приветственного сцепления формы резьбы с бороздками хомута при обжимке крепежного средства. Следовательно, существует также возможность дополнительного улучшения формы резьбы для запирающих бороздок штифта.
Дополнительно, хомуты типа, раскрытого в патентах '802 и '024, имеют очень узкий интервал приемлемой жесткости, так как слишком большая жесткость приводит к чрезвычайно высокой обжимной нагрузке, а слишком маленькая жесткость имеет недостаточную прочность. Конкретно, это проблематично в отношении крепежных средств более высоких Стандартов (например, Стандарта 5 и выше), для которых увеличение жесткости и болта, и хомута необходимо для соответствия промышленным требованиям в отношении прочности при растяжении. Следовательно, известные хомуты должны подвергаться термической обработке, чтобы быть достаточно мягкими для обжимки и быть совместимыми с измененной формой резьбы, но достаточно прочными, чтобы соответствовать промышленным Стандартам. Это дополнительно увеличивает стоимость и сложность производства крепежного средства. Например, два таких способа термальной обработки включают в себя снятие напряжений и резкое охлаждение и закалку; получение постоянной требуемой жесткости снятием напряжений очень сложно выполнить, а резкое охлаждение и закалку дорого и сложно выполнить без нежелательного науглероживания или обезуглероживания поверхности хомутов. Оба способа занимают много времени и являются дорогостоящими, требуя, например, дополнительных затрат на работу печи.
Следовательно, весьма желательно обеспечить высокопрочную, крепежную систему со слабой обжимной нагрузкой, которая, помимо прочих признаков, обладает всеми преимуществами крепежных средств со слабой обжимкой, раскрытыми в патентах '519, '755, '802 и '024, как сказано выше, но которая также не требует, например, значительных затрат и времени на термальную обработку хомута.
Следовательно, существует возможность улучшения в области техники, касающейся высокопрочных крепежных систем со слабой обжимной нагрузкой.
Раскрытие изобретения
Задачей настоящего изобретения является обеспечение крепежного средства обжимного типа, которое проявляет оптимальное сочетание уменьшенной обжимной нагрузки и высокой прочности.
Другой задачей настоящего изобретения является обеспечение крепежного средства, использующего упрочненный хомут, который не нужно термически обрабатывать (например, резким охлаждением и закалкой; снятием напряжений).
Другой задачей настоящего изобретения является обеспечение высокопрочного хомута с уменьшенной толщиной стенки, за счет чего, следовательно, уменьшается вес и обжимная нагрузка, но сохраняется прочность.
Дополнительной задачей настоящего изобретения является обеспечение упрочненного хомута, имеющего достаточные физические свойства (например, жесткость; прочность) для соответствия требуемому Стандарту крепежного средства (например, Стандарту 5; Стандарту 8).
Другой задачей изобретения является обеспечение хомута, который может быть использован с существующими крепежными средствами и формой их резьбы, но который имеет требуемую прочность желаемого Стандарта (например, Стандарта 5; Стандарта 8, но не ограничиваясь ими).
Другой задачей изобретения является уменьшение обжимной нагрузки, необходимой для установки крепежного средства, за счет чего уменьшается износ компонентов установочного инструмента (например, обжимной наковальни; муфт; полуобечаек, но не ограничиваясь ими) и увеличивается срок службы инструмента.
Еще одной другой задачей настоящего изобретения является обеспечение крепежного средства, которое исключает этапы дорогой термической обработки (например, снятия напряжений; резкого охлаждения и закалки) хомута крепежного средства.
Еще одной другой задачей настоящего изобретения является обеспечение хомута, применимого к широкому разнообразию крепежных средств обжимного типа, которые определенно включают в себя крепежные средства со штифтовым хвостом и крепежные средства без штифтового хвоста, но не ограничиваясь ими, причем такие крепежные средства являются новыми или являются частью существующего товарного запаса, для которого модернизируется хомут.
Другой задачей настоящего изобретения является увеличение жесткости хомута для сохранения или улучшения уровня прочности хомута, но уменьшения обжимной нагрузки не с помощью превышения глубины запирающих бороздок штифта крепежного средства.
Дополнительной задачей изобретения является обеспечение улучшенной формы резьбы запирающей бороздки крепежного средства, сконструированной для преодоления недостатков известных неглубоких или волнообразных форм резьбы.
Другой задачей изобретения является обеспечение формы резьбы запирающей бороздки, структура которой уменьшает обжимную нагрузку и которую при этом относительно легко и, таким образом, экономично сделать.
Еще одной другой задачей изобретения является обеспечение приветственной затягивающей бороздки и конфигурации захватывающей структуры инструмента, которая обеспечивает, помимо иных преимуществ, одно или более преимущество в улучшении сцепления между затягивающими бороздками и захватывающей структурой, увеличивая усталостную долговечность захватывающей структуры (например, муфты), например, уменьшением диаметра затягивающего участка штифта и увеличением сечения муфты и, таким образом, толщины и прочности затягивающей резьбы и минимальной длины выступа затягивающего участка штифта.
Следовательно, общей задачей настоящего изобретения является обеспечение улучшенного, высокопрочного крепежного средства обжимного типа и его упрочненного хомута, которые могут быть установлены при уменьшенной обжимной нагрузке с помощью существующего инструментария и которые проявляют оптимальные свойства материала (например, жесткость; прочность) требуемого Стандарта крепежного средства, и обеспечение крепежной системы со слабой обжимной нагрузкой, содержащей один или более упрочненный хомут, улучшенные затягивающий участок штифта и конфигурацию установочного инструмента и лучшую форму резьбы крепежного средства.
Этим и другим задачам соответствует настоящее изобретение, которое обеспечивает крепежные систему и способ со слабой обжимной нагрузкой.
В одном варианте изобретения крепежное средство системы может включать в себя хомут, имеющий увеличенную жесткость и уменьшенную толщину стенки хомута, которая позволяет избежать превышения глубины запирающих бороздок. Хомут может быть очень экономно произведен и легко обжат по сравнению с известными крепежными средствами сопоставимого Стандарта. Это является результатом использования уже упрочненного хомута по настоящему изобретению, за счет чего исключаются требуемая дорогостоящая термическая обработка (например, резкое охлаждение и закалка; снятие напряжений). Также не требуется изменение хомута для соответствия форме резьбы запирающей бороздки штифта. Следовательно, он без труда может быть использован с существующими штифтами и установочными инструментами, имеющими множество различных форм резьбы запирающей бороздки, и его уменьшенная обжимная нагрузка, которая свойственна его тонкой стенке, увеличивает срок службы установочного инструмента и/или позволяет использовать более легкий инструментарий. Крепежное средство и его хомут по настоящему изобретению обладают всеми вышеупомянутыми преимуществами, при этом дополнительно обеспечивая улучшенные и неожиданно высокопрочные характеристики, достаточные для соответствия Стандарту 5 и Стандарту 8 промышленных стандартов крепежных средств.
Следовательно, крепежная система со слабой обжимной нагрузкой предназначена для крепежного средства обжимного типа, сконструированного для скрепления вместе множества деталей. Крепежное средство обжимного типа включает в себя элемент штифта, имеющий удлиненное тело штифта, выполненное с возможностью расположения в находящихся на одной линии отверстиях в деталях. Элемент штифта на одном конце оканчивается на увеличенной головке, приспособленной к сцеплению с поверхностью на одной стороне деталей, а на противоположной своей стороне оканчивается на бороздчатом участке, выполненном с возможностью протяжения за пределы противоположной поверхности на противоположной стороне деталей. Бороздчатый участок штифта содержит запирающий участок, имеющий множество запирающих бороздок, которые определяют проходящие по окружности бороздки штифта и связанные с ними заплечики штифта, оканчивающиеся на вершинах штифта.
Крепежное средство может быть выбрано из группы, состоящей из крепежных средств со штифтовым хвостом и крепежных средств без штифтового хвоста. Бороздчатый участок штифта крепежного средства может не иметь штифтового хвоста и включает в себя внутренний резьбовой канал, причем установочный инструмент включает в себя внутреннее приводное устройство, выполненное с возможностью сцепления посредством резьбы с внутренним каналом во время обжимки крепежного средства.
В другом воплощении изобретения крепежная система со слабой обжимной нагрузкой включает в себя штифт, имеющий по существу прямой затягивающий участок, который продолжается от второго конца штифта и включает в себя множество затягивающих бороздок. Затягивающий участок имеет наружный диаметр, который меньше наружного диаметра запирающего участка штифта. Соответствующий установочный инструмент имеет цангу с затягивающей областью для приветственного сцепления с затягивающими бороздками затягивающего участка. Длина выступа затягивающего участка от конца штифта относительно коротка. Следовательно, затягивающий участок может оставаться на штифте после обжимки или может быть удален с помощью сбривания или разрыва опасной бороздки, которая возможно обеспечена на штифте. Уменьшенный диаметр затягивающего участка допускает использование более толстых и прочных установочных инструментов. Прочность затягивающего участка обеспечивает улучшенное сцепление с установочным инструментом.
Диаметр первого зубца затягивающей области установочного инструмента может быть больше остатка зубца инструмента, что увеличивает срок службы инструмента. Инструмент может быть дополнительно улучшен, а обжимная нагрузка дополнительно уменьшена включением относительно маленькой обжимной нагрузки.
В еще одном другом воплощении крепежной системы со слабой обжимной нагрузкой штифт крепежного средства может включать в себя форму резьбы, которая определяется некоторым количеством плавно сопряженных радиусов, имеющих по существу плавный переход между всеми радиусами бороздок формы резьбы. За счет этого улучшается сцепление бороздок хомута при его обжимке. Такая форма резьбы исключает сложность плашек для накатывания резьбы, используемых для накатывания резьбы.
В другом аспекте раскрытия имеется крепежная система со слабой обжимной нагрузкой для крепежного средства обжимного типа, сконструированного для скрепления вместе множества деталей. Крепежное средство обжимного типа включает в себя элемент штифта, имеющий удлиненное тело штифта, которое приспособлено для расположения в находящихся на одной линии отверстиях в деталях. Элемент штифта на одном конце оканчивается на увеличенной головке, выполненной с возможностью сцепления с поверхностью на одной стороне деталей, а на противоположной своей стороне оканчивается на бороздчатом участке, выполненном с возможностью протяжения за пределы противоположной поверхности на противоположной стороне деталей.
Бороздчатый участок содержит запирающий участок, имеющий множество запирающих бороздок, которые определяют проходящие по окружности бороздки штифта и связанные с ними заплечики штифта, оканчивающиеся на вершинах штифта.
Установочный инструмент включает в себя элемент наковальни с обжимной полостью. Имеется упрочненный хомут, включающий в себя в общем прямое тело хомута, которое должно быть обжато в упомянутых запирающих бороздках на упомянутом элементе штифта в ответ на относительную аксиальную силу или обжимную нагрузку, прикладываемую между упомянутым элементом штифта и упомянутым упрочненным хомутом упомянутым установочным инструментом.
Требуемая величина нагрузки зажима на скрепляемые вместе детали образует скрепляемое соединение. Структура обжимной полости упомянутого установочного инструмента выполнена для сцепления с упомянутым телом хомута и его обжатия радиально внутрь. Упрочненный хомут при обжимке имеет бороздки и заплечики хомута, сцепляющиеся с упомянутыми бороздками и заплечиками штифта. Элемент штифта и упомянутый упрочненный хомут сделаны из различных материалов, пределы прочности при сдвиге которых имеют различную величину, чтобы избежать, по существу, пластической деформации упомянутого элемента штифта при обжимке упомянутого хомута упомянутым элементом штифта.
Цанга имеет выступ из упомянутой цанги, что увеличивает длину затягивающего участка в направлении к хомуту, тем самым увеличивая контактную область с упомянутой наковальней.
Упрочненный хомут не требует термической обработки, и прямое, в общем, тело хомута упомянутого упрочненного хомута имеет толщину стенки, которая относительно тонка, что уменьшает обжимную нагрузку, требуемую для упомянутого упрочненного хомута.
Выступ образует плоскую круглую лицевую поверхность перед ведущей резьбой цанги и рядом с ней, и затем круглую наклоненную вперед лицевую поверхность перед плоской лицевой поверхностью, и вторую плоскую лицевую поверхность, и угловую плоскую лицевую поверхность позади линии пересечения с наружным диаметром цанги.
Конец тяги не скатывается к положению диаметра, находящемуся на одной линии с основанием бороздки, что увеличивает предел прочности при сдвиге вершины конца тяги.
В еще одном другом аспекте последняя вершина тяги имеет контур, соответствующий увеличенному радиусу затягивающего устройства последнего зубца цанги.
Все вышеупомянутые механизмы со слабой обжимной нагрузкой могут быть использованы по отдельности или в любой подходящей комбинации. Также раскрыты крепежное средство обжимного типа и способ скрепления вместе множества деталей с использованием вышеупомянутой системы со слабой обжимной нагрузкой.
Краткое описание чертежей
Полное понимание изобретения может быть получено из последующего описания предпочтительных воплощений при его прочтении вместе с сопроводительными чертежами, на которых:
Фиг. 1 является сечением крепежной системы со слабой обжимной нагрузкой и ее упрочненного хомута согласно варианту изобретения, используемых для крепежного средства обжимного типа, имеющего штифт, который включает в себя съемный штифтовой хвост, причем показано крепежное средство, вставленное в находящиеся на одной линии отверстия в двух деталях, до обжимки установочным инструментом, которое показано частично;
Фиг. 2 является сечением крепежной системы со слабой обжимной нагрузкой и упрочненного хомута на Фиг. 1, используемых для крепежного средства обжимного типа, не имеющего штифтового хвоста, причем показано крепежное средство после обжимки установочным инструментом для скрепления вместе двух деталей;
Фиг. 3 является сечением крепежной системы со слабой обжимной нагрузкой и упрочненного хомута по Фиг. 1, используемых для крепежного средства обжимного типа, не имеющего штифтового хвоста, до обжимки установочным инструментом, имеющим внутреннее приводное устройство согласно другому воплощению настоящего изобретения;
Фиг. 4 является видом сверху хомута для крепежного средства обжимного типа согласно предшествующему уровню техники, причем внутренний канал хомута показан невидимой линией;
Фиг. 5 является изометрическим видом упрочненного хомута по Фиг. 1-3, который имеет уменьшенную толщину стенки согласно воплощению настоящего изобретения, причем участок хомута вырезан для упрощения иллюстрации;
Фиг. 6А, 6В и 6С являются сечениями образцов обжатых крепежных средств, имеющих волнообразную, глубокую и гибридную форму резьбы запирающей бороздки соответственно;
Фиг. 7 является сечением улучшенного затягивающего участка штифта крепежного средства и конфигурацию установочного инструмента согласно воплощению изобретения и четыре последовательных этапа установки для обжимки хомута крепежного средства с использованием улучшенного затягивающего участка штифта;
Фиг. 8 является сечением конечного участка цанги для установочного инструмента на Фиг. 7;
Фиг. 9 является сечением элемента наковальни на Фиг. 7;
Фиг. 10 является сечением улучшенного затягивающего участка штифта крепежного средства и конфигурации установочного инструмента согласно варианту изобретения и иллюстрирует четыре последовательных этапа установки для обжимки хомута крепежного средства с использованием улучшенного затягивающего участка штифта с применением различных цанг; и
Фиг. 11 является видом сечения конечного участка различных цанг для установочного инструмента на Фиг. 10.
Осуществление изобретение
Используемые здесь основные фразы, такие как верхний, нижний, передний, задний и т.д., относятся к ориентации показанных на чертежах элементов и не ограничивают формулу изобретения.
Используемый здесь термин «несколько» обозначает одно или более чем одно (например, множество).
Используемый здесь термин «упрочненный» обозначает хомут, который подвергся деформационному упрочнению, скорее, например, холодной обработке, чем изменению прочности с использованием термического процесса (например, резкому охлаждению и закалке; снятию напряжений). Хомуты по настоящему изобретению проявляют высокую прочность (например, Стандарта 5 или Стандарта 8), не требуя термической обработки.
Используемая здесь фраза «слабая обжимная нагрузка» используется с целью сравнения для описания уменьшения требуемой обжимной нагрузки, которое дают признаки (например, упрочненный хомут; затягивающий участок штифтового хвоста уменьшенного диаметра; измененная форма резьбы) крепежной системы настоящего изобретения по сравнению с известными крепежными средствами аналогичного Стандарта. Представительные примеры такой слабой или уменьшенной обжимной нагрузки определены здесь в таблицах и соответствующем раскрытии.
Подобным образом, используемая здесь фраза «уменьшенная толщина стенки» используется с целью сравнения для описания более тонкой структуры стенки хомута настоящего изобретения по сравнению с хомутами известных крепежных средств аналогичного Стандарта. Например, уменьшенная толщина стенки примерного хомута имеет меньший объем материала, и, таким образом, ее структура выполнена не для превышения глубины запирающих бороздок в отличие от многих известных крепежных средств.
Используемый здесь термин «затягивающий участок» обозначает примерный затягивающий участок штифта крепежного средства и приветственный затягивающий участок установочного инструмента для сцепления с вышеупомянутым затягивающим участком. Как будет здесь обсуждаться, примерная конфигурация затягивающего участка содержит, по существу, прямой, уменьшенный диаметр, параллельный боковой затягивающий участок, который выступает на меньшее расстояние от конца участка штифта с запирающей бороздкой, чем, например, конический, затягивающий участок в форме клотика и приветственный участок инструмента согласно патенту США № 4,299,519, который включен в настоящую заявку.
Используемая здесь фраза «форма резьбы» обозначает примерную улучшенную форму резьбы запирающей бороздки штифта по изобретению. Новая форма резьбы является гибридной, так как, помимо других признаков, форма резьбы частично является гибридом определенных признаков различных форм резьбы. Тем не менее, будет понятно, что потребовались различные проверки и эксперименты для разработки примерной гибридной формы резьбы и достижения соответствующих свойственных ей преимуществ.
Хотя примеры крепежных средств по настоящему изобретению определены со ссылкой на определенные конкретные размеры, т.е. номинальные диаметры, общие принципы могут быть легко расширены до крепежных средств с широким интервалом размеров (например, диаметров; длин).
Как показано на Фиг. 1-3 и 7, настоящее изобретение относится к многокомпонентным (например, имеющим штифт и хомут) крепежным средствам обжимного типа, таким как, например, крепежные средства, показанные и описанные в патенте '024, как сказано выше, который включен в настоящую заявку посредством ссылки. На Фиг. 1-3, 6В, 6С и 7 сопоставимые компоненты крепежного средства одинаково пронумерованы на каждой из фигур, но включают отличающиеся обозначения буквами "а" (Фиг. 2), "b" (Фиг. 3), "с" (Фиг. 6В) и "d" (Фиг. 6С и 7) и могут считаться по существу одинаковыми, пока не описан противоположный случай. Использование первого признака примерной крепежной системы 50 со слабой обжимной нагрузкой, упрочненного хомута 14, показано для каждого крепежного средства 10, 10а, 10b, 10с и 10d на Фиг. 1, 2 и 3, 6В, 6С и 7 соответственно.
Фиг. 1 показывает крепежное средство 10, включающее в себя элемент 12 штифта со штифтовым хвостом 41 и упрочненный хомут 14 со слабой обжимной нагрузкой по настоящему изобретению. Элемент 12 штифта имеет удлиненное тело 15, которое тянется через находящиеся на одной линии отверстия или каналы 16 и 17 в паре деталей 18, 20 соответственно, которые должны быть скреплены вместе. Увеличенная выступающая головка 22 на одном конце тела 15 сцепляется с задней поверхностью 23 детали 18. Тело 15 имеет прямой гладкий цилиндрический участок 24 тела, смежный с головкой 22, который выполнен с возможностью его размещения в находящиеся на одной линии каналы 16 и 17 при посадке с гарантированным зазором. Тем не менее, будет понятно, что в некоторых установках прямой участок 24 тела может иметь размер, обеспечивающий посадку с высокими требованиями по точности или с натягом в один или оба канала 16 и 17. Запирающий участок 25 тела, имеющий множество тянущихся по окружности кольцевых запирающих бороздок 26, является смежным и составляющим одно целое с прямым участком 24 тела.
Крепежное средство 10 на Фиг. 1, как обсуждалось ранее, включает в себя штифтовый хвост или затягивающий участок 41 тела, имеющий прямую кольцевую площадку 42, за которой следует множество кольцевых затягивающих бороздок 44. Опасная бороздка 40, имеющая уменьшенный внутренний диаметр, расположена между запирающим участком 25 и кольцевой площадкой 42 затягивающего участка 41 и определяет самую слабую область на теле 15 штифта. Затягивающий участок 41, включающий в себя площадку 42 и затягивающие бороздки 44, имеет уменьшенный диаметр Da по отношению к диаметру Db вершин 71 запирающих бороздок 26 запирающего участка 25. Диаметр Db также равен диаметру прямого участка 24 тела. Будет понятно, тем не менее, что в применениях, включающих посадку с высокими требованиями по точности или посадку со слабым натягом (не показаны) в каналы 16 и 17, вершины 71 запирающих бороздок 26 будут иметь меньший диаметр (не показано), чем диаметр прямого участка 24 тела. Затягивающие бороздки 44 приспособлены к захвату установочным инструментом 100, который используется для установки крепежного средства 10 способом, показанным и описанным в патенте '024, как сказано выше.
Инструментарий 100, требуемый для установки (например, обжимки) хомута 14, может быть, в общем, сконструирован известным специалистам в данной области техники образом и, следовательно, для упрощения показан только частично. Вкратце, инструмент 100 имеет носовую сборку 102 с множеством расположенных по окружности зажимов 104, приспособленных к захвату затягивающих бороздок 44 затягивающего участка 41 тела. Зажимы 104 расположены в цилиндрической сборке 106 цанги, которая поддерживается с возможностью скольжения в корпусе 108 наковальни, который оканчивается на одном конце участка 110 обжимной наковальни, имеющей обжимную полость 112. Зажимы 104 обычно упруго заталкивают по оси вперед в конические канавки 114 в радиально замкнутое положение, показанное сборкой 116 ведомого механизма зажима (не показано). Тем не менее, будет также понятно, что, как обсуждалось здесь, другие подходящие установочные конфигурации (см., например, затягивающий участок 177 штифтового хвоста с уменьшенным диаметром на Фиг. 7-9) и способы, отличные от показанных и описанных на Фиг. 1-3, предусмотрены примерной крепежной системой 50 со слабой обжимной нагрузкой.
Фиг. 2 и 3 показывают примерный хомут 14, используемый на двух представительных видах крепежных средств 10а, 10b, не имеющих штифтового хвоста, соответственно. Фигуры дополнительно иллюстрируют, как примерный хомут 14 может быть легко использован вместе с широким разнообразием известных установочных инструментов. Например, Фиг. 2 показывает установочный инструмент 200, включающий в себя внешнее приводное устройство 202 с внутренним резьбовым каналом 204 и чувствительным стержнем 206. Этот установочный инструмент 200 также подробно обсуждался в патенте '024, который включен в настоящую заявку. Кратко, внешнее приводное устройство 202 сцепляется с бороздками 26а и приводит в действие или прикладывает относительную аксиальную силу к обжимной наковальне 210 так, что она помещает хомут 14 в обжимную полость 212 и сцепляется с хомутом 14 при скреплении вместе деталей 18а и 20а.
Фиг. 3 иллюстрирует примерный хомут 14, используемый для не имеющего штифтового хвоста крепежного средства 10b другого типа. Тело 15b штифта включает внутренний резьбовый канал 77, приспособленный для использования с установочным инструментом 300, включающим внутреннее приводное устройство 306 с приводным стержнем 302, имеющим резьбу 304, которая соответствует резьбе внутреннего канала 77. Такой установочный инструмент также показан и описан в патенте '024. Вкратце, внутреннее приводное устройство 306 установочного инструмента 300 сцепляется с внутренним каналом 77 тела 15b штифта и тянет обжимную наковальню 310 по направлению к хомуту 14 так, что он помещается в обжимную наковальню 310 и обжимается в ней.
Следовательно, будет понятно, что упрочненный хомут 14 со слабой обжимной нагрузкой по настоящему изобретению может быть использован для широкого разнообразия крепежных средств и их инструментов, включая крепежные средства типа, имеющего и не имеющего штифтовый хвост, которые имеют традиционные кольцевые или винтовые формы резьбы запирающей бороздки с более глубокими и более узкими бороздками или уменьшенным углом наклона по сравнению с измененной формой резьбы, показанной на Фиг. 2-3 и описанной вместе с изобретением патента '024, как сказано выше. Это является значительным улучшением, поскольку, как будет кратко обсуждено далее, хотя структура крепежного средства патента '024 приводит к уменьшению на значительную величину требуемой обжимной нагрузки, чтобы сделать это, требуется коренным образом изменить форму резьбы и подвергнуть хомут термической обработке (например, резкому охлаждению и закалке; снятию напряжений) для достижения необходимых свойств материала (например, прочности). Хомут 14 по настоящему изобретению, хотя и применим к крепежным средствам с вышеупомянутой измененной формой резьбы (см., например, Фиг. 2-3), может быть также легко использован для крепежных средств, имеющих более традиционную или традиционную форму резьбы с более узкими и более глубокими запирающими бороздками. См., например, Фиг. 7 и 7А и сопроводительное раскрытие в патенте '024. Как будет обсуждаться здесь, примерный упрочненный хомут 14 может быть также легко использован с улучшенной гибридной формой резьбы 26d (Фиг. а 6) примерной крепежной системы 50 по изобретению.
Согласно Фиг. 4 и 5, известный хомут (например, 14') предшествующего уровня техники сравнивается с примерным хомутом 14 по настоящему изобретению. Хомут 14' включает в себя борт 59', имеющий увеличенный по желанию диаметр, с цилиндрическим телом 61' и сквозным каналом 65'. Тело 61' хомута имеет, в общем, однородную цилиндрическую конфигурацию с однородной, в общем, толщиной t' стенки. Хомут 14' имеет прямой участок 69' тела, который оканчивается на его наружном конце участком 67' тела, идущим раструбом радиально наружу и обычно также имеющим толщину t'.
Как и примерный хомут 14 (Фиг. 1-3, 5 и 7) по настоящему изобретению, хомут 14' до обжимки приспособлен к расположению над телом 15 штифта (см., например, Фиг. 1) и при скреплении вместе деталей 18, 20 (Фиг. 1) будет иметь тело 61' хомута, которое находится на одной радиальной линии с внешней поверхностью 73 детали 20. Детали 18 и 20 имеют общую толщину t1 (Фиг. 1), определяющую номинальный захват крепежного средства (например, 10). Тем не менее, будет понятно, что крепежное средство 10 может быть использовано в заданном интервале захвата, изменяющемся от деталей, имеющих минимальную общую толщину, которая меньше t1 (не показано), до максимальной общей толщины, которая больше t1 (не показано).
Как обсуждалось в патенте '024, который включен в настоящую заявку посредством ссылки, относительная аксиальная нагрузка, требуемая для обжимки тела 61' хомута, минимизируется уменьшением зазора между прямым участком 69' канала хомута, имеющим однородный диаметр, и вершинами 71 (см., например, Фиг. 1) запирающих бороздок 26. В изобретении по патенту '024 этот радиальный зазор значительно уменьшен по радиусу, составляя приблизительно половину от радиуса традиционного зажимного болта. См., например, Фиг. 7 патента '024 (иллюстрирующую форму резьбы обычного крепежного средства зажимного типа). Из-за узкого радиального зазора, обеспеченного минимизированным внутренним диаметром ID', наружный диаметр OD' может быть уменьшен до толщины t', необходимой для обеспечения требуемого объема. Таким образом, как обсуждалось в патенте '024, внутренний диаметр ID' и наружный диаметр OD' выбирают для обеспечения требуемой толщины t' стенки тела 61' хомута, что приводит к необходимому объему материала хомута для обжимки и требуемому количеству наполнения запирающей бороздки, при этом обеспечивая требуемое уменьшение обжимной нагрузки.
Тем не менее, как показано на Фиг. 4А, 7А, 8А и 9А патента '024 и обсуждалось в сопроводительном раскрытии, такое крепежное средство и его хомут 14' требуют измененной формы резьбы для включения запирающих бороздок 26, которые шире и, в общем, менее глубоки (по сравнению с измененной структурой бороздки, показанной на Фиг. 4А, 8А и 9А патента '024, для крепежного средства предшествующего уровня техники по Фиг. 7А). Дополнительно, хотя измененная форма резьбы крепежного средства помогает преодолеть вышеупомянутую высокую обжимную нагрузку, она также требует дорогостоящей термической обработки хомута 14' для сохранения требуемых свойств материала (например, прочности).
Следовательно, принимая во внимание вышеупомянутые известные попытки улучшения конструкции крепежного средства обжимного типа, в уровне техники крепежных средств имеет место очевидная, давнишняя необходимость обеспечения экономичного, крепежного средства высокого Стандарта, которое проявляет оптимальное сочетание слабой обжимной нагрузки и высокой прочности. Хотя вышеупомянутые крепежные средства, по существу, соответствуют задаче уменьшения обжимной нагрузки, они до сих пор способны решить эту задачу только с помощью дорогостоящей термической обработки хомута и изменений формы резьбы. Одним из способов, с помощью которых крепежная система 50 со слабой обжимной нагрузкой по настоящему изобретению преодолевает эти недостатки, является обеспечение вышеупомянутого улучшенного хомута 14, который может быть легко использован для широкого разнообразия существующих крепежных средств и форм их резьбы и который является упроченным, не требуя термической обработки, при этом все еще проявляя свойства материала (например, прочность, но не ограничиваясь ей) высокого Стандарта (например, Стандарта 5 или Стандарта 8). Хомут 14, следовательно, ретроактивно применим к существующим крепежным средствам в качестве улучшенной отдельной компоненты или, как альтернатива, в сочетании с другими признаками со слабой обжимной нагрузкой примерной крепежной системы 50.
Фиг. 5 более подробно показывает изометрический вид примерного упрочненного хомута 14 со слабой обжимной нагрузкой, который показан при использовании с крепежными средствами 10, 10а, 10b, 10c, 10d на Фиг. 1-3 и 7 соответственно. Участок хомута 14 вырезан для иллюстрации примерной уменьшенной толщины t стенки хомута 14 (по сравнению, например, с толщиной t' хомута 14' на Фиг. 4). Таким образом, для крепежного средства сопоставимого Стандарта хомут 14 по настоящему изобретению будет иметь внутренний диаметр ID, по существу, равный наружному диаметру Db вершины 71 запирающей бороздки (Фиг. 1), аналогично диаметру ID' хомута 14' по Фиг. 4. Тем не менее, наружный диаметр OD примерного хомута 14 меньше, чем OD' хомута 14' предшествующего уровня техники, что имеет следствием примерную уменьшенную толщину t стенки тела 61 хомута. Как будет обсуждаться здесь более подробно, уменьшенная толщина t стенки приводит к меньшему объему материала, который должен быть обжат в запирающих бороздках (например, 26, 26а, 26b, 26c, 26d на Фиг. 1-3, 6В, 6С и 7 соответственно). В сочетании с увеличенной жесткостью примерного хомута 14 это приводит к отсутствию превышения глубины запирающих бороздок (например, 26, 26а, 26b, 26c, 26d), что прямо противоположно многим известным конструкциям хомутов предшествующего уровня техники. Также при уменьшении ID хомута хомут перемещается на меньшее расстояние во время обжимки для сцепления с запирающими бороздками. При обжимке хомутов по настоящему изобретению в запирающих бороздках расходуется меньшая обжимная нагрузка, так как хомуты имеют меньший зазор между наружным диаметром вершин, чем в предшествующем уровне техники. В системах зажимных болтов предшествующего уровня техники обеспечивался больший зазор между хомутами и наружным диаметром вершин, так что к хомуту прикладывалась большая обжимная нагрузка для его обжимки в воздухе до обжимки в запирающих бороздках. Уменьшенная толщина t стенки, не превышающая толщину запирающих бороздок 26, 26а, 26b, 26c и 26d, и уменьшенный зазор между хомутом и наружным диаметром вершин зажимного болта уменьшают относительную аксиальную нагрузку, требуемую для обжимки примерного хомута 14.
Следовательно, настоящее изобретение выполняет подобную задачу, касающуюся уменьшенной обжимной нагрузки, более экономичным, улучшенным способом по сравнению с предшествующим уровнем техники. Будет понятно, что точная разница или величина уменьшения толщины t стенки примерного хомута 14 по сравнению, например, с толщиной t' стенки хомута 14' будет в итоге частично зависеть от размера (например, ½ дюйма, 5/8 дюйма, ¾ дюйма, но не ограничиваясь этими размерами) конкретного крепежного средства. Например, разница в толщине стенки хомута, вероятно, будет больше между парой крепежных средств сопоставимого Стандарта, размер которых составляет ¾ дюйма, чем, например, между парой крепежных средств сопоставимого Стандарта, размер которых равен ¼ дюйма. Примеры следствий уменьшенной толщины t тела 61 хомута по настоящему изобретению, а также представительные числа для таких толщин будут дополнительно объяснены и оценены при обсуждении последующих примеров. Примеры иллюстрируют и обсуждают результаты нескольких экспериментов, проводимых с целью оценки следствий уменьшенной толщины t тела 61 хомута на упрочненных, высокопрочных хомутах 14 и крепежных средствах (например, 10, 10а, 10b, 10c и 10d). Последующие примеры обеспечены для дополнительной иллюстрации улучшений и не ограничивают изобретение.
ПРИМЕР 1
Целью первого эксперимента было определение возможности использования хомутов, имеющих размеры HS5CF-R12, в качестве упрочненных хомутов для соответствия значениям Стандарта 8. Крепежное средство HS5CF-R12 является коммерчески доступным крепежным средством обжимного типа Стандарта 5, который производит Huck International, Inc. в Уэйко, Техас.
Эксперимент включал тестирование наружного диаметра (OD), жесткости, обжимной нагрузки, эластичности и предварительной нагрузки стандартных, резко охлажденных и закаленных хомутов Стандарта 8, которые были протестированы и сравнены с упрочненными хомутами Стандарта 8. Результаты представлены ниже в Таблице 1.
Упрочненный хомут Стандарта 5
Проценты на спец.
13%
7%
10%
Проценты на спец.
13%
9%
2%
Уменьшение в процентах
Стандарт
18%
18%
Уменьшение в процентах
Стандарт
19%
19%
Как показано в Таблице 1, оба хомута “A” и “B” имели обжимную нагрузку, которая была на 18% ниже, чем у стандартного в настоящее время хомута HS5CF-R12, и оба соответствовали минимальным производственным требованиям к эластичности и предварительной нагрузке Стандарта 5. Эксперимент обнаружил, что упроченный хомут, Хомут “A”, имел два различных преимущества перед Хомутом “В”.
1) Хомут “A” не требовал термической обработки (например, резкого охлаждения и закалки; снятия напряжений) и, следовательно, не нуждался в дополнительном этапе очистки или обезуглероживания хомута; и
2) Хомут “A” имел значительно больший предел предварительной нагрузки по сравнению с минимальной производственной характеристикой, чем Хомут “B”.
Хотя Хомут “A” не имел такой же высокой действительной эластичности и предварительной нагрузки, как стандартный в настоящее время хомут Стандарта 5, он имел значительно (18%) более слабую обжимную нагрузку. Следовательно, тестирование подтвердило, что упрочненные хомуты, имеющие уменьшенный OD и, таким образом, толщину стенки, согласно настоящему изобретению могут экономично получить уменьшенную обжимную нагрузку (на 18%), при этом проявляя оптимальные свойства материала.
ПРИМЕР 2
Второй эксперимент являлся результатом необходимости развития экономичного способа увеличения срока службы установочного инструмента и уменьшения затрат на создание хомутов Стандарта 8. Конкретно, задачей эксперимента было определение того, могут ли тонкостенные упрочненные хомуты увеличить спусковую нагрузку, уменьшить обжимную нагрузку и сохранить такую же эластичность и предварительную нагрузку, как у стандартных резко охлажденных и закаленных хомутов. Спусковой является нагрузка, при которой хомут 14 первый раз сцепляется с запирающими бороздками 26, 26a, 26b, 26c, 26d штифта. После этой точки вытягивание щели листа (например, детали 18, 20; 18а, 20а; 18b, 20b; 18c, 20c) ограничено, так как хомут 14 застревает на штифте 12, 12а, 12b, 12c, 12d. Если после спуска остается щель, зажатие уменьшается, так как удлинение хомута начинает уменьшать щель вместо растяжения штифта12, 12а, 12b, 12c, 12d.
Хомуты HSCF-R20 из одного рабочего наряда и исходного материала (эластичность составляла 50 тысяч фунтов на кв. дюйм) были поделены на четыре группы. Хомуты HSCF-R20 являются коммерчески доступными хомутами, которые производит Huck International, Inc. в Уэйко, Техас.
Группа 1 была контрольной группой и была обработана традиционным способом (например, резким охлаждением и закалкой). OD хомута составлял 1.009”.
Группа 2 была упрочненной, и ее OD хомута был уменьшен до 1.000”.
Группа 3 была упрочненной, и ее OD хомута был уменьшен до 0.995”.
Группа 4 была упрочненной, и ее OD хомута был уменьшен до 0.990”.
Все хомуты подвергались дробеструйной очистке и вощению для получения одинаковой текстуры поверхности и смазочного материала. Дополнительно, для тестирований использовались штифты из одного рабочего наряда с тем же установочным инструментарием и теми же проверочными инструментами. Для каждой группы для каждой категории спусковой нагрузки, обжимной нагрузки и предварительной нагрузки и эластичности были проведены три тестирования. Для простоты в Таблице 2 приведены только средние значения тестирований.
Тонкостенные, упрочненные хомуты
Rb
Фунты
Фунты
Фунты (26,080 мин)
Фунты (37,300 мин)
1.009” OD
1.000” OD
Область допустимых значений для OD хомута для стандартных хомутов составляет от 1.006” до 1.012”. При использовании той же области допустимых значений для упроченных хомутов интервал доступных OD хомута приблизительно составляет от.995” до 1.001”. Как показано, интервал значений OD в Таблице 2 приблизительно составляет от.990” до 1.000”, и эти значения могут быть взяты в качестве минимального и максимального значений. Средние значения 1.000” и.995”, следовательно, можно непосредственно сравнить с номинальными значениями 1.009”.
Как видно из результатов, представленных в Таблице 2, упроченные хомуты предлагают следующие преимущества перед стандартными резко охлажденными и закаленными хомутами:
1. Улучшенные механические значения: спусковая нагрузка (вытягивание щели) больше приблизительно на 44%, обжимная нагрузка меньше приблизительно на 11%, предел прочности при растяжении больше приблизительно на 5% и такая же предварительная нагрузка. Предварительная нагрузка больше минимальной промышленной характеристики приблизительно на 7% для обоих типов хомутов, но предел прочности при растяжении улучшается от 3% приблизительно по сравнению с минимальной характеристикой до 9% приблизительно по сравнению с характеристикой при использовании упрочненного хомута. Упрочненный хомут также обеспечивает уменьшение давления установочного инструмента приблизительно от 10% до 20%, что является весьма существенным преимуществом, которое приводит к уменьшенному износу инструмента, более доступным, более маленьким инструментам и более легким инструментам.
2. Улученное качество: при отсутствии резкого охлаждения и закалки хомутов устраняются случайные проблемы и проблемы обезуглероживания. Дополнительно, сохраняется жесткость, так как интервал жесткости, в котором могут находиться упрочненные хомуты, составляет приблизительно 10 Rb. Также возможно, что определенные резко охлажденные и закаленные хомуты могут не отвечать требованиям эластичности, если жесткость приближается к минимальной характеристике Стандарта, составляющей 68 Rb. Это не является проблемой для примерных упрочненных хомутов с увеличенной жесткостью.
3. Уменьшенная стоимость: при исключении термической обработки и связанным с ней этапом пескоструйной очистки упрочненные хомуты уменьшают производственные затраты. Дополнительно, могут быть уменьшены затраты на исходный материал хомута заменой проволоки из отожженной стали AISI 1010, которую обычно используют для производства хомутов, на горячекатаную проволоку AISI 1006, которая может быть использована для производства примерных упрочненных хомутов, так как величина ее механического упрочнения, по существу, такая же, как у проволоки из отожженной стали AISI 1010. Упрочненные хомуты могут быть сделаны из неотожженной или отожженной низкоуглеродистой стали. Она также является неотожженной и, следовательно, менее дорогой.
4. Уменьшенный срок разработки: исключение термической обработки и связанной с ней проверки сохраняет два или три дня, которые обычно необходимы для производства хомутов.
Следовательно, результаты ПРИМЕРА 2 дополнительно подтверждают преимущества использования упрочненного хомута согласно настоящему изобретению. Дополнительно, при рассмотрении вместе с ПРИМЕРОМ 1 становится очевидной способность крепежного средства и его хомута по настоящему изобретению уменьшать износ компонент установочного инструмента (например, наковальни; муфты) и, таким образом, увеличивать срок службы инструмента. Хотя ожидается увеличение износа наковальни, так как примерные упрочненные хомуты являются более жесткими, настоящее изобретение обнаружило, что в действительности износ наковальни не изменяется значительно при уменьшении OD и, таким образом, толщины t стенки примерного хомута 14 и срок службы муфты увеличивается в результате уменьшения требуемого давления инструмента.
ПРИМЕР 3
Дополнительно к результатам первых двух экспериментов третий эксперимент дополнительно протестировал следствия увеличения жесткости хомута при уменьшении толщины стенки хомута при попытке найти оптимальное сочетание высокой прочности и слабой обжимной нагрузки. Вытягивание щели приводит к зажиму соединения, которое меньше оптимального. Тем не менее, увеличение жесткости хомута также увеличивает обжимную силу для установки хомута, как доказано в ПРИМЕРЕ 2. Уменьшение толщины стенки хомута диспропорционально понижает обжимную силу по сравнению со спусковой нагрузкой (вытягиванием щели). Следовательно, объединяя результаты вышеописанных экспериментов, данный эксперимент был направлен на преодоление ограничений конструкции известных крепежных средств сочетанием увеличенной жесткости хомута и уменьшения толщины стенки хомута для сохранения такой же эластичности и предварительной нагрузки и увеличения спусковой нагрузки при уменьшении обжимной нагрузки, тем самым увеличивая срок службы установочного инструмента. Задачей эксперимента было также выполнение вышеперечисленного без изменений стандартного штифта или установочного инструмента, чтобы возможная будущая замена на новый хомут была максимально простой и экономичной.
Для согласованности в эксперименте были использованы хомуты того же рабочего наряда. Толщина стенки хомута была уменьшена машинной обработкой OD хомута на.010”. Для оптимальной толщины стенки были проверены спусковая нагрузка, обжимная нагрузка, выталкивающая нагрузка, предварительная нагрузка и предел прочности при растяжении. Наиболее последовательным способом значительного увеличения жесткости хомута, как показали ПРИМЕРЫ 1 и 2, было использование упрочненных хомутов, которые дают общее увеличение жесткости между точками 20-25 Rb приблизительно. Когда была определена оптимальная толщина стенки хомута, аналогичные тестирования проводились для сравнения стандартных штифтов со штифтами, описанными выше вместе с патентом 024, причем последние подвергались термической обработке для получения такой же жесткости и точки разрушения штифта. Это делали для определения следствий формы запирающей бороздки. Все тестирования были проведены на оборудовании для пробной эксплуатации при использовании стандартных проверочных процедур.
Для упрощения отчета, а также из-за незначительного изменения между тестированиями, приведены только средние значения трех тестирований для каждого условия. Таблица 3 показывает здесь результат примерного уменьшения толщины стенки хомута при использовании штифтов со стандартной формой резьбы.
Уменьшенная толщина стенки хомута со стандартной формой резьбы
Rb
OD”
Стенка”
Фунты
Фунты
Фунты
Фунты
Фунты
Закаленный
Как можно вычислить из Таблицы 3, вычисленный OD упрочненного жесткого хомута, равный.975”, давал бы такие же значения зажима и эластичности, как и OD стандартного в настоящее время хомута, но спусковая нагрузка увеличилась бы приблизительно на 54%, а обжимная нагрузка уменьшилась бы приблизительно на 6%. Эти результаты дополнительно подтверждают признаки крепежного средства и его упрочненных, тонкостенных хомутов со слабой обжимной нагрузкой по настоящему изобретению.
Данные спуска, зажима и эластичности для стандартных запирающих бороздок (например, типа, который обсуждался со ссылкой на Фиг. 7 и 7А в патенте '024) из этой группы подтверждают первую группу данных в Таблице 3. Обжимная нагрузка была приблизительно на 1,300 фунтов ниже, чем предсказывалось, или была уменьшена приблизительно на 12% вместо исходного уменьшения на 6%. Между значениями не было существенной разницы из-за формы резьбы запирающей бороздки. Имело место значительное (приблизительно на 40%) уменьшение обжимной нагрузки, связанное с измененной гибридной запирающей бороздкой и жестким, тонкостенным упрочненным хомутом по сравнению с обжимными нагрузками, связанными со стандартной винтовой формой резьбы запирающей бороздки и резко охлажденным и закаленным хомутом.
В итоге эксперимент подтверждает, что жесткость может быть последовательно увеличена использованием упроченных хомутов и толщина стенки хомута может быть уменьшена, так как кольцевая прочность увеличивается из-за такой высокой жесткости. Уменьшение OD хомута приблизительно до.975” не изменяет действительные значения предварительной нагрузки или эластичности, но увеличивает вытягивание щели приблизительно на 50% и уменьшает обжимку приблизительно на 10%. Увеличенная приблизительно на 20 Rb точек жесткость также увеличивает вычисленное сопротивление износу хомута приблизительно на 40%, и для обжимки упрочненных хомутов не требуются изменения штифта или обжимной наковальни. Следовательно, не только создание крепежных средств и их хомутов крепежной системы 50 по настоящему изобретению приводит к проявлению оптимизированных физических свойств, низкой обжимной нагрузки и экономической эффективности, но хомуты 14 могут быть также легко использованы с широким разнообразием существующих штифтов крепежных средств и форм их резьбы, а также с улучшенной гибридной формой 26d резьбы (Фиг. 6С) согласно изобретению.
Желательно, чтобы штифт 12, 12а, 12b, 12c, 12d (Фиг. 1-3, 6ВБ 6С и 7) был достаточно жестким по отношению к жесткости хомута 14 для сопротивления раздавливанию или чрезмерной податливости напряжению или образованию шейки из-за сжимающих обжимных нагрузок. Следовательно, в одной форме изобретения, например для крепежного средства Стандарта 5, штифт 12, 12а, 12b, 12c, 12d может быть сделан из стали AISI 1038 или стали AISI 1541 или других сопоставимых материалов для того же Стандарта, имеющих жесткость приблизительно от Rc24 до приблизительно Rc35 и предельную прочность при растяжении, равную, по меньшей мере, 120 тысяч фунтов на кв. дюйм. Обычно традиционные хомуты (например, 14') для таких крепежных средств сделаны из AISI 1010 углеродистой стали, которая должна подвергаться термической обработке при жесткости, составляющей приблизительно от Rb65 приблизительно до Rb85, и предельной прочности при растяжении, равной, по меньшей мере, приблизительно 60 тысяч фунтов на кв. дюйм.
Тем не менее, как обсуждалось выше, примерный хомут 14 сделан, например, из AISI стали или любого другого подходящего материала из отожженной или неотожженной низкоуглеродистой стали. AISI 1006 сталь является неотожженной. Проволока из неотожженной стали, обычно называемая «зеленой» проволокой, является менее дорогой, что позволяет более экономно производить примерный хомут 14. Штифт 12, 12а, 12b, 12c, 12d имеет значительную жесткость для принятия требуемых предварительных нагрузок с высоким растяжением и обжимных нагрузок хомута 14 без значительной податливости. Дополнительно, хомут 14, как и хомуты, обсуждавшиеся, например, в патенте '024, может быть покрыт традиционным смазочным материалом, таким как водорастворимый полиэтиленовый воск или цетиловый спирт. Хомут 14 может быть также оцинкован. Это содействует сохранению низкого уровня обжимных нагрузок и также минимизирует износ обжимной полости 112, 212, 312, 412. Таким образом, как показано с помощью ПРИМЕРОВ 1-3, тело 6 (Фиг. 5) хомута 14 снабжено достаточной толщиной t стенки и, таким образом, объемом, чтобы гарантировать, что в удлинение по оси будет перемещаться достаточное количество материала хомута, но в то же время оно будет иметь достаточную прочность из условия, чтобы заплечики 60 штифта (Фиг. 1) и заплечики хомута, образованные во время обжимки, оставались, по существу, полностью сцепленными при достижении соединения растягивающей нагрузкой конструкции. В этом смысле требуемая толщина t стенки (Фиг. 5) примерного тела 61 хомута незначительно увеличится для крепежных средств, имеющих больший диаметр, и уменьшится для крепежных средств, имеющих меньший диаметр, при этом оставаясь достаточно тонкой, чтобы проявлять преимущества, обнаруженные в настоящем изобретении, и более тонкой, чем известные хомуты предшествующего уровня техники сопоставимого размера и Стандарта. Таблица 4 дополнительно суммирует улучшения хомута 14 путем сравнения известных резко охлажденных и закаленных хомутов 14' и упрочненных хомутов 14 по изобретению, используемых с известными крепежными средствами 10, 10a, 10b, 10c, 10d Стандарта 5 и Стандарта 8 и с улучшенными крепежными средствами 10с, 10d (Фиг. 6 и 7) Стандарта 5 и Стандарта 8 примерной крепежной системы 50 со слабой обжимной нагрузкой. Различные размеры хомута показаны для трех различных номинальных размеров крепежного средства, составляющих ½ дюйма, 5/8 дюйма и ¼ дюйма. Для первых двух типов крепежного средства размеры хомута существующего резко охлажденного и закаленного хомута 14' показаны первыми, а значения упрочненного хомута 14 по изобретению показаны направленными и смещенными вправо. Для крепежных средств Стандарта 5 и Стандарта 8, озаглавленных “Следующее поколение”, показаны значения только для упрочненных хомутов. Эти крепежные средства используют примерную гибридную форму резьбы 126 (Фиг. 6С) по изобретению, которая будет обсуждаться здесь.
Размер хомута; сравнение
Размер щели до болта Р.Ох./Зак. хомута
I.D. Р.Ох./Зак. хомута
O.D. Р.Ох./Зак. хомута
Отношение O.D./I.D. Р.Ох./Зак. хомута
Стенка Р.Ох./Зак. хомута
.021
.521
.798
1.532
.139
.029
.654
.987
1.509
.167
.034
.784
1.184
1.510
.200
I.D. упрочненного хомута
O.D. упрочненного хомута
Отношение O.D./I.D. упрочненного хомута
Стенка упрочненного хомута
.521
.789
1.514
.134
.654
.975
1.491
.161
.784
1.171
1.494
.193
Размер щели до болта Р.Ох./Зак.
I.D. Р.Ох./Зак. хомута
O.D. Р.Ох./Зак. хомута
Отношение O.D./I.D. Р.Ох./Зак. хомута
Стенка Р.Ох./Зак. хомута
.812
1.559
.145
1.009
1.557
.180
1.213
1.549
.215
I.D. упрочненного хомута
O.D. упроченного хомута
Отношение O.D./I.D. упрочненного хомута
Стенка упрочненного хомута
.522
.803
1.538
.141
.648
.998
1.540
.175
.783
1.200
1.533
.209
Размер щели до болта упрочненного хомута
I.D. упрочненного хомута
O.D. упроченного хомута
Отношение O.D./I.D. упрочненного хомута
Стенка упрочненного хомута
.510
.756
1.482
.123
.638
.945
1.481
.154
.766
1.134
1.480
.184
Размер щели до болта упрочненного хомута
I.D. упрочненного хомута
O.D. упроченного хомута
Отношение O.D./I.D. упрочненного хомута
Стенка упрочненного хомута
.510
.766
1.502
.128
.638
.958
1.502
.160
.766
1.150
1.501
.192
Как показано в Таблице 4, для упрочненного хомута по настоящему изобретению было обнаружено, что отношение O.D. к I.D. упрочненного хомута составляет приблизительно: (i) 1.491 для существующего крепежного средства в 5/8 дюйма Стандарта 5, (ii) 1.540 для существующего крепежного средства в 5/8 дюйма Стандарта 8, (iii) 1.481 для крепежного средства в 5/8 дюйма Стандарта 5 следующего поколения и (IV) 1.502 для крепежного средства в 5/8 дюйма Стандарта 8 следующего поколения. Применимым интервалом отношений O.D. к I.D. хомута по настоящему изобретению, вероятно, был бы интервал приблизительно от 1.47 до 1.55 или любой другой интервал, попадающий в данный интервал. Дополнительные примерные воплощения интервалов не изложены для упрощения описания. Для резко охлажденных и закаленных хомутов предшествующего уровня техники было обнаружено, что отношение O.D. к I.D. хомута составляет приблизительно: (i) 1.509 для крепежного средства в 5/8 дюйма Стандарта 5 и (ii) 1.557 для крепежного средства в 5/8 дюйма Стандарта 8.
Уменьшение обжимной нагрузки позволяет уменьшить размер установочного инструмента (например, 100, 200, 300 на Фиг. 1-3 соответственно; см. также установочный инструмент 400 на Фиг. 7-9), что приводит к соответствующему уменьшению веса вплоть до 40% по сравнению с весом традиционных установочных инструментов. См., например, патент '024, как сказано выше, (обсуждающий уменьшение веса инструмента по сравнению с инструментом 148 на Фиг. 7 этого патента).
Ввиду того что многие крепежные средства (например, 10, 10a, 10b, 10c, 10d), с которыми может быть использован хомут 14 по настоящему изобретению, имеют затягивающие участки и/или штифтовые хвосты уменьшенного размера и/или длины, может потребоваться обеспечение механизма для удержания штифта и хомута вместе при их первом предварительном монтаже на деталях при приготовлении к установке. Следовательно, хомут может быть, если требуется, снабжен гибкой пластинкой 50 (Фиг. 5) для предварительной сборки. См., например, патент США № 4,813,834. Структура и действие необязательной сборочной пластинки 90, если она используется, в основном аналогичны раскрытым в патенте '024, как сказано выше, причем такое раскрытие включено в настоящую заявку во всей полноте посредством ссылки. Вкратце, сборочная пластинка 90 расположена в утопленном участке 55 канала хомута 14 и имеет ограниченную длину окружности. Сборочная пластинка 90, как отмечено в патенте '834, как сказано выше, предпочтительно имеет гибкую конструкцию и, по существу, может быть сделана из пластичного материала, такого как, например, полиуретан. Пластинка 90 тянется радиально внутрь на расстояние, достаточное для расположения внутри запирающих бороздок, таких как бороздки 26, 26а, 26b, 26c, 26d. Таким образом, при расположении в одной из запирающих бороздок хомут 14 будет удерживаться на соответствующем штифте 12, 12а, 12b, 12c, 12d. Пластинка 90 расположена в утопленном участке 55 канала, который находится в положении на одной линии с бортом 59. Необязательная пластинка 90 облегчает движение хомута 14 на штифте и индексирование пластинки 90 над вершинами запирающей бороздки. Будет понятно, что пластинка 90 альтернативно может быть расположена на противоположном конце хомута 14. Также будет понятно, что необязательно использование хомутом необязательной пластинки 90.
Также будет понятно, что один или более участков хомута 14 могут иметь конфигурацию, отличную от показанной и описанной здесь. Например, хомут может не иметь борта (не показано) или может иметь борт уменьшенного размера (не показано), и/или хомут может не включать утопленный участок 55 канала. Дополнительно, хомут 14 может, если требуется, включать в себя такой утопленный участок канала на противоположном конце хомута (не показано). Также будет понятно, что, как обсуждалось в патенте США № 4,867,625, необязательная сборочная пластинка (например, 90) может содержать более значимую, ограниченную резьбу (не показано) предварительно выбранного размера из условия, чтобы достигалась некоторая величина исходного зажима детали дополнительно к удержанию хомута 14 и связанного с ним штифта в условиях предварительной сборки на деталях. См., например, патент '625 (относящееся к ограниченной охватывающей резьбе раскрытие, включенное в настоящую заявку во всей полноте посредством ссылки).
Другое средство, с помощью которого крепежная система 50 со слабой обжимной нагрузкой по изобретению уменьшает обжимные нагрузки, показано на Фиг. 6С и, в частности, показано путем сравнения Фиг. 6С с Фиг.6А и 6B. Конкретно, как показано на Фиг. 6С, гибридная форма 26d резьбы обеспечивается для запирающих бороздок 26d штифта 12d, что улучшает известные формы резьбы, такие как примеры формы резьбы волнообразной запирающей бороздки 26b и глубокой запирающей бороздки 26с на Фиг. 6А и 6В соответственно. Примерная форма резьбы на Фиг. 6С определяется однозначным гибридом признаков, включающих некоторое количество плавно сопряженных радиусов, которые обеспечивают, по существу, плавный переход между вершинами 28d, 30d и основанием запирающих бороздок 26d. Более конкретно, первая вершина 28d имеет первый радиус R1, вторая вершина 30d имеет четвертый радиус R4, а два промежуточных радиуса R2, R3 определяют участок основания или впадину 132 бороздки 26d, при этом плавно соединяя первый радиус R1 и четвертый радиус R4. Таким образом, гибридная форма 26d резьбы (Фиг. а 6С) улучшает относительно несглаженный и резкий переход между неглубокими и глубокими формами 26b, 26c резьбы на Фиг. 6А и 6В соответственно. В частности, относительно неглубокая волнообразная форма 26b на Фиг. 6А требует намного больше радиусов и имеет относительно прерывистый переход между радиусами, а глубокая форма 26с резьбы запирающей бороздки на Фиг. 6В имеет относительно резкий, неплавный переход между радиусами. Дополнительно, волнообразная форма 26b на Фиг. 6А имеет большой угол 36b наклона и относительно неглубокую глубину 38b, тогда как глубокая форма 26с резьбы на Фиг. 6В наоборот имеет относительно маленький угол 36с наклона и намного большую глубину 38с, как показано.
Продолжая ссылаться на Фиг. 6А и 6В соответственно, можно оценить, что волнообразная форма 26b стремится к превышению глубины при обжимке хомута 14, как обсуждалось ранее, что невыгодно увеличивает обжимную нагрузку. Наоборот, как показано, резкие изменения глубины формы 26с резьбы по Фиг. 6В стремятся к противоположному эффекту с меньшей, чем ожидается, величиной сцепления, которое имеет место между запирающими бороздками 26с штифта 12с и хомутом 14 при его обжимке.
Ссылаясь далее на Фиг. 6С и сравнивая примерную гибридную форму 26d резьбы с формами 26b и 26с резьбы по Фиг. 6А и 6В соответственно, будет понятно, что гибридная форма резьбы имеет до некоторой степени промежуточные угол 36d наклона и глубину 38d. Вместе с вышеупомянутыми плавно сопряженными радиусами R1, R2, R3, R4 это обеспечивает плавную форму 26d резьбы с плавным сопряжением, которая, следовательно, содействует соответствующему блокирующему сцеплению бороздок 62 хомута с запирающими бороздками 26d при обжимке хомута 14, тем самым уменьшая обжимную нагрузку. Преимущества примерной формы 126 резьбы могут быть дополнительно оценены с помощью значений последующей таблицы, Таблицы 5, которая суммирует неограничивающий сравнительный пример значений для трех различных крепежных средств в 5/8 дюйма Стандарта 8, имеющих штифты 12b, 12c, 12d с различными формами 26b, 26c, 26d резьбы, которые показаны и описаны в отношении Фиг. 6А, 6В и 6С.
Сравнение форм резьбы крепежного
средства в 5/8 дюйма стандарта 8
Глубокая форма резьбы запирающей бороздки, представленная в Таблице 5, была разработана для уменьшения проблем, связанных со стиранием внутреннего резьбового канала 204, изображенного на Фиг. 2. Было обнаружено, что увеличение глубины запирающих бороздок 26с помогло уменьшить повреждение внутреннего резьбового канала 204. Далее, было определено, что для глубоких запирающих бороздок 26с необязателен затягивающий механизм 177 типа, показанного на Фиг. 7. Гибридная форма резьбы запирающей бороздки, представленная в Таблице 5, была разработана для использования с затягивающим механизмом 177 типа, показанного на Фиг. 7.
Как показано, гибридная форма 26d резьбы запирающей бороздки (Фиг. а 6С) имеет относительно промежуточные глубину 38d и угол 36d наклона по сравнению с волнообразной и глубокой формами 26b, 26c резьбы запирающей бороздки соответственно, при этом достигая всех вышеупомянутых преимуществ, включая сохранение уменьшенной обжимной нагрузки, сравнимой, в общем, с глубокой запирающей бороздкой 26с на Фиг. 6В. Будет также понятно, что примерная гибридная форма 26В резьбы может быть использована вместе с вышеупомянутым упрочненным хомутом 14 для дополнительного уменьшения обжимных нагрузок. Например, для крепежного средства в 5/8 дюйма Стандарта 8 на Фиг. 6С и Таблице 5 можно ожидать, что обжимная нагрузка уменьшится приблизительно на 11% по сравнению с волнообразной формой запирающей бороздки при использовании примерной гибридной формы 26d резьбы по Фиг. 6С вместе с вышеупомянутым упрочненным хомутом 14. Также для крепежного средства в 5/8 дюйма Стандарта 8 на Фиг. 6С и Таблице 5 можно ожидать, что обжимная нагрузка уменьшится приблизительно на 40% по сравнению со стандартной винтовой формой резьбы запирающей бороздки при использовании примерной гибридной формы 26d резьбы на Фиг. 6С вместе с вышеупомянутым хомутом 14.
Для упрочненного хомута по настоящему изобретению было обнаружено, что отношение пределов прочности при сдвиге между штифтом и хомутом составляет приблизительно: (i) 1.8 для крепежного средства Стандарта 8 и (ii) 1.6 для крепежного средства Стандарта 5. Применимым интервалом отношений пределов прочности при сдвиге между штифтом и хомутом по настоящему изобретению вероятно был бы интервал приблизительно от 1.5 до 2.1 или любой другой интервал, который попадает в данный интервал. Дополнительные примерные воплощения интервалов не изложены для упрочения описания. Для резко охлажденных и закаленных хомутов предшествующего уровня техники было обнаружено, что отношение пределов прочности при сдвиге между штифтом и хомутом составляет приблизительно: (i) 2.5 для крепежного средства Стандарта 8 и (ii) 2.2 для крепежного средства Стандарта 5.
Для упрочненного хомута по настоящему изобретению было также обнаружено, что запирающие бороздки обычно заполнены: (i) приблизительно на 40% для глубокой формы 26c резьбы запирающей бороздки и приблизительно на 60% для гибридной формы 26d резьбы запирающей бороздки для крепежного средства Стандарта 8 и (ii) приблизительно на 30% для глубокой формы 26c резьбы запирающей бороздки и приблизительно на 50% для гибридной формы 26d резьбы запирающей бороздки для крепежного средства Стандарта 5. Было обнаружено, что использование более глубокой запирающей бороздки без превышения глубины запирающих бороздок желательно с точки зрения вмещения крашеного покрытия, применяемого к штифту, которое накапливается во впадинах запирающих бороздок.
Также было обнаружено, что обычное отношение шага между углами наклона и глубиной запирающей бороздки составляет приблизительно 2.8 для глубокой формы резьбы запирающей бороздки и приблизительно 3.6 для гибридной формы резьбы запирающей бороздки. Применимым интервалом обычных отношений шага между углами наклона и глубиной запирающей бороздки, вероятно, был бы интервал приблизительно от 2.5 до 4.0 или любой другой интервал, который попадает в данный интервал. Отношение шага между углами наклона и глубиной запирающих бороздок для волнообразной формы резьбы запирающей бороздки предшествующего уровня техники было равно приблизительно 4.8.
Фиг. 7, 8 и 9 показывают другие дополнительные механизмы для ослабления обжимных нагрузок и, таким образом, увеличения срока службы установочного инструмента согласно изобретению. Как и обсуждавшиеся ранее гибридная форма 26d резьбы и упрочненный хомут 14, следующие механизмы со слабой обжимной нагрузкой могут быть также использованы независимо или в соответствующей комбинации с вышеупомянутой гибридной формой 26d резьбы (Фиг. 6С) или с упрочненным хомутом 14 (Фиг. 1-3, 5, 6А, 6В и 6С) или с ними обоими.
Фиг. 7 показывает крепежное средство 10d и установочный инструмент 400 для скрепления вместе двух деталей 18d, 20d, причем крепежное средство имеет механизм 177, содержащий, по существу, прямой, относительно короткий затягивающий участок 179 на втором конце 19 штифта 12d. Дополнительно, показаны четыре последовательных этапа для установки крепежного средства 10d с использованием примерной системы 50 со слабой обжимной нагрузкой согласно способу изобретения.
Затягивающий участок 179 штифта 12d имеет относительно короткую длину 183 и, таким образом, тянется или выступает из второго конца 19 штифта 12d на короткое расстояние. В действительности длина 183 выступа примерного затягивающего участка настолько коротка, что в отличие от затягивающего участка в форме клотика патента США № 4,299,519 (см., например, Фиг. 1-5), который включен в настоящую заявку посредством ссылки, затягивающий участок 179 по изобретению не направлен на отделение при последующей установке, хотя отделение затягивающего участка 179 возможно при использовании опасной бороздки на штифте 12d или сбривании затягивающего участка 179 разделяющим инструментом в других воплощениях изобретения (не показано). Это предпочтительно исключает ударное нагружение установочного инструмента 400, которое, как известно, вызывает неожиданный разрыв опасной бороздки (см., например, опасную бороздку 40 на Фиг. 1). Также это исключает обломки штифтового хвоста и шум при разрыве штифта. Предпочтительное воплощение затягивающего участка в форме клотика патента '519 страдает от этих недостатков. Более конкретно, например, для крепежного средства 10d в 5/8 дюйма Стандарта 8 примерный затягивающий участок 179 тянется, по существу, по одной линии со всеми затягивающими бороздками 181, имеющими, по существу, одинаковый диаметр DB, который меньше наружного диаметра Da запирающего участка 25d штифта 12d, как показано. Как будет обсуждаться, прямая конфигурация примерного затягивающего участка 179 с уменьшенным диаметром DB содействует лучшему сцеплению с установочным инструментом 400 и увеличению срока службы инструмента. Также ее значительно легче произвести, чем, например, суженную конфигурацию в форме клотика патента '519, где каждая бороздка затягивающего участка имеет различный диаметр.
Другие улучшения крепежной системы 50 изобретения также показаны на Фиг. 7, 8 и 9. Конкретно, примерный установочный инструмент 400 для установки крепежного средства 10d включает цангу 402, имеющую затягивающий участок 404 со множеством зубцов 408, которые выполнены для приветственного сцепления с бороздками 181 затягивающего участка 179 штифта (например, штифта 12d), и элемент 140 наковальни, имеющий обжимную полость 412 для обжимки хомута 14, как обсуждалось ранее. Конфигурация примерного затягивающего участка 179 с уменьшенным диаметром DB, но, в общем, прямая, позволяет увеличить толщину Т сечения (Фиг. 7 и 8) цанги 402 (Фиг. 7 и 8). Конкретно, толщина Т может быть увеличена вплоть до величины, равной полной разнице между диаметрами Da' и DB запирающего участка 25с штифта и затягивающего участка 179 соответственно. Примерный затягивающий участок 179 с уменьшенным радиусом также приводит к тому, что для производства затягивающего участка 179 требуется меньше материала по сравнению, например, с затягивающим и запирающим участком 25а крепежного средства 10а на Фиг. 2. Это в свою очередь позволяет затягивающим бороздкам 181 примерного затягивающего участка 179 штифта и соответствующим зубцам 408 затягивающего участка 404 установочного инструмента иметь большую толщину, тем самым уменьшая стирание и заедание затягивающих бороздок 181. Стирание и заедание затягивающей резьбы являются давними известными недостатками в данном уровне техники. Первые несколько витков резьбы суженной конфигурации в форме клотика патента '519 могут быть чувствительны к стиранию и заеданию, так как эти витки резьбы имеют уменьшенный диаметр и, таким образом, уменьшенную прочность и сопротивление стиранию.
Как отмечено, Фиг. 7 также показывает общий способ установки с использованием примерной крепежной системы 50 со слабой обжимной нагрузкой по изобретению. Конкретно, как показано, в действии, как только штифт 12d вставлен в сквозные находящиеся на одной линии отверстия 16d, 17d в деталях 18d, 20d, хомут 14 прикладывают ко второму концу 19 штифта 12d. Как обсуждалось ранее, хомутом может быть вышеупомянутый примерный упрочненный хомут 14, но не обязательно. Затягивающий участок 179 штифта 12d затем сцепляется с цангой 402 установочного инструмента 400. Примерной цангой является расщепленная захватывающая цанга 402, которая расширяется при открытом положении (Фиг. 7, верхняя иллюстрация) и сжимается при сжатом или закрытом положении (Фиг. 7, вторая иллюстрация сверху), причем зубцы 408 затягивающего участка 404 цанги приветственно, по существу, полностью сцепляются с затягивающими бороздками 181 затягивающего участка 179. Установочный инструмент 400 затем приводят в действие, тем самым втягивая цангу 402 в обжимную наковальню 410 и закрывая затягивающий участок 404 цанги 402, чтобы цанга 402 тянула штифт 12d хомут 14 в обжимную полость 412 наковальни 410, тем самым применяя направленную радиально внутрь обжимную нагрузку и обжимая хомут 14 в запирающих бороздках 26d штифта. Чувствительный стержень 406 затем обнаруживает, что обжимка завершена, определяя, что штифт 12d полностью затянут и, следовательно, выводит из работы установочный инструмент 400, вытягивая цангу 402, освобождая затягивающий участок 179 и вытаскивая хомут 14 из наковальни 410. Следовательно, примерная установочная система 50 и способ значительно улучшают и упрощают установку крепежного средства достижением всех преимуществ установки при отсутствии штифтового хвоста, при этом избегая связанных с такой установкой недостатков, таких как более высокий износ при вращении на муфте, которую заменяют цангой 402 с меньшим износом. Это также исключает множество других отдельных компонент установочного инструмента, таких как отдельная цанга, спусковой выталкиватель, отдельные зажимы и ведомый механизм и пружина, и заменяет их, по существу, одной частью, примерной расщепленной захватывающей цангой 402. Таким образом, изобретение уменьшает время установочного цикла, стоимость и сложность известного вращения на сцеплениях и обеспечивает инструментарий, который является более быстрым, более легким, более тихим и который содержит меньше подвижных частей, что приводит к значительному снижению себестоимости.
Будет понятно, что могут быть использованы другие установочные способы и конфигурации, отличные от показанных и описанных здесь. Например, как обсуждалось ранее, возможно использование затягивающего участка штифта (не показано) или конфигурации внутреннего приводного затягивающего механизма (не показано) без отклонения от объема изобретения. Также будет понятно, что, хотя показано, что, затягивающий участок 179 имеет кольцевые затягивающие бороздки 181, возможно использование других форм резьбы (например, винтовой резьбы, но не ограничиваясь ею), если также сделаны соответствующие изменения установочного инструмента.
Улучшения примерного установочного инструмента 400, которые дает примерная конфигурация затягивающего участка штифта, будут дополнительно оценены при ссылке на Фиг. 8 и 9.
Фиг. 8 показывает часть затягивающего участка 404 примерной расщепленной захватывающей цанги 402 для установочного инструмента 400. Затягивающий участок 404 имеет зацепляющий конец 405 (ориентированный налево на Фиг. 8) и множество зубцов 408. В примере на Фиг. 8 затягивающий участок 404 имеет четыре зубца 408. Первый зубец 409, который является смежным с зацепляющим концом 405, имеет первый внутренний диаметр ID1. Остальные зубцы 408 имеют второй внутренний диаметр ID2, который меньше, чем ID1. Раскрывая внутренний диаметр ID1 первого затягивающего зубца 409, как показано, конструкция цанги по изобретению препятствует скалыванию этого зубца 409.
Конкретно, вершина (показана пунктирной линией на Фиг. 8) примерного первого зубца 409 удаляется, чтобы раскрыть внутренний диаметр ID1 в этом положении. Это в свою очередь передвигает первичную точку нагрузки из этого положения в положение, которое дополнительно отодвинуто назад в затягивающий участок 404 (например, вправо в отношении Фиг. 8), тем самым уменьшая мгновенную нагрузку на самый дальний передний радиус r основания зубца 409 и, таким образом, увеличивая усталостную долговечность цанги 402. Более конкретно, например, ссылаясь на высоту h первого зубца в примере на Фиг. 8, уменьшение высоты зубца приблизительно на 30% приводит к существенному увеличению усталостной долговечности инструмента 400 приблизительно на 24,000 установочных циклов при обжимном давлении, приблизительно составляющем 12,000 фунтов для крепежного средства Стандарта 5, имеющего примерный затягивающий участок 179 (Фиг. 7), поскольку ранее передний зубец 409 повреждался после 14,000 циклов. Это существенное улучшение является результатом, как обсуждалось ранее, уменьшения прикладываемого к переднему зубцу 409 смещающего рычага вследствие увеличения ID1, который сдвигал состояние повреждения назад к более крепкой области (например, четвертому зубцу 408 слева) затягивающего участка 404 цанги 402. Это является дополнительным улучшением к вышеупомянутому увеличению срока службы инструмента, которое дает увеличенная толщина Т стенки цанги 402. Дополнительно, как обсуждалось ранее, все это достигается путем использования примерной однокомпонентной расщепленной захватывающей цанги 402, которая приспособлена к расширению и сжатию, не требуя отдельных зажимов, спускового выталкивателя или отдельного ведомого механизма и пружины. Это следствие того, что примерная расщепленная захватывающая цанга 402 включает одну или более щель (не показано), которая позволяет сжать цангу из расслабленного или открытого положения (верхняя иллюстрация на Фиг. 7) в закрытое или сжатое положение (вторая иллюстрация на Фиг. 7) при ее затягивании во внутренний канал 420 (Фиг. 7) наковальни 410, которая прикладывает радиально направленную силу для закрытия затягивающего участка 404 цанги. Тем не менее, будет понятно, что для сцепления и затягивания затягивающего участка 179 штифта (Фиг. 7), например, может быть использована любая известная или подходящая альтернативная конструкция цанги (не показано), имеющая, например, отдельные закрываемые зажимы (не показано), не ограничиваясь ими.
Фиг. 9 показывает еще одно другое преимущество примерной крепежной системы 50 со слабой обжимной нагрузкой.
Конкретно, примерная обжимная наковальня 410 включает в себя обжимную полость 412, которая, как показано, имеет изогнутый по радиусу входной участок 414 для облегчения исходного сцепления с хомутом 14 (Фиг. 7), обжимную площадку 416 и внутренний канал 420. Обжимная площадка 416 имеет первый диаметр D1, а внутренний канал 420 имеет второй диаметр D2, который больше, чем первый диаметр D1. Следовательно, диаметр D2 внутреннего канала, который раскрывается за обжимной площадкой 416, ослабляет сжимающую обжимную нагрузку на хомут 14 (Фиг. 7). Это возможно благодаря относительно узкой (т.е. маленькой) примерной обжимной площадке 416 (лучше всего видно при рассмотрении вида крупным планом сечения на Фиг. 9). Узкая ширина 418 обжимной площадки определяет маленькую обжимную область, так как затем она ведет к внутреннему каналу 420, имеющему больший диаметр D2 в отличие от случая с одним непрерывным диаметром для полной, по существу, длины L обжимной наковальни 410. Увеличенный диаметр D2 внутреннего канала 420 примерной наковальни 410 также обеспечивает пространство для вмещения более толстой и, таким образом, более прочной толщины Т стенки цанги 402 (Фиг. 7 и 8), тем самым дополнительно увеличивая срок службы инструмента. Кроме того, длина L улучшенной наковальни 410 по изобретению может быть также укорочена по сравнению, например, с наковальней 110 на Фиг. 1. Следовательно, крепежная система 50 со слабой обжимной нагрузкой по изобретению также обеспечивает некоторое количество улучшений установочного инструмента 400 уменьшением количества частей для инструмента, уменьшением веса инструмента, уменьшением обжимных нагрузок, требуемых инструментом, уменьшением стоимости создания инструмента и увеличением ожидаемого срока службы инструмента.
Подробности взаимодействия хомута и болта показаны со ссылкой на Фиг. 6А, 6В и 6С. Когда хомут первый раз пытаются стянуть болтом с предварительной нагрузкой, хомут недостаточно прочен, поэтому первая вершина болта сдвигает хомут, создавая пустое пространство и скатывая материал хомута напротив вершины болта. То же самое происходит в меньшей степени на второй вершине болта. В результате, достаточное количество материала хомута сцепляется с болтом, так что образования пустого пространства и скатывания материала не происходит. Это происходит быстрее при использовании упрочненных хомутов, которые тверже, чем резко охлажденные/закаленные хомуты, так как они имеют более высокий предел прочности при сдвиге. Более твердые хомуты стягиваются болтами быстрее и создают большую предварительную нагрузку.
Фиг. 10 является сечением улучшенного затягивающего участка штифта крепежного средства и конфигурации установочного инструмента согласно воплощению изобретения и четырех последовательных установочных этапов для обжимки хомута крепежного средства с помощью улучшенного затягивающего участка штифта при использовании различные цанг. Показана система, аналогичная системе на Фиг. 7. На Фиг. 11, которая аналогична Фиг. 8, показан вид сечения конечного участка различных цанг для установочного инструмента на Фиг. 10.
В раскрытии на Фиг. 10 и 11 имеет место крепежная система со слабой обжимной нагрузкой для крепежного средства обжимного типа, структура которого предназначена для скрепления вместе множества деталей. Крепежное средство обжимного типа включает в себя элемент штифта, имеющий удлиненное тело штифта, приспособленное к расположению в находящихся на одной линии отверстиях в деталях. Элемент штифта на одном конце оканчивается на увеличенной головке, приспособленной к сцеплению с поверхностью на одной стороне деталей, а на противоположной своей стороне оканчивается на бороздчатом участке, выполненном с возможностью протяжения за пределы противоположной поверхности на противоположной стороне деталей. Бороздчатый участок содержит запирающий участок, имеющий множество запирающих бороздок, которые определяют тянущиеся по окружности бороздки штифта и связанные с ними заплечики штифта, оканчивающиеся на вершинах штифта.
Установочный инструмент включает элемент 40 наковальни с обжимной полостью. Имеет место упрочненный хомут 14, включающий в себя, в общем, прямое тело хомута, приспособленное к обжимке в упомянутых запирающих бороздках на элементе штифта в ответ на относительную аксиальную силу или обжимную нагрузку, прикладываемую между элементом штифта и упрочненным хомутом установочным инструментом.
Желаемая величина спусковой нагрузки на детали, которые скрепляются вместе, образует скрепляемое соединение. Структура обжимной полости упомянутого установочного инструмента приспособлена к сцеплению с упомянутым телом хомута и к его обжимке радиально внутрь. При обжимке упрочненный хомут имеет бороздки и заплечики хомута, сцепляющиеся с упомянутыми бороздками и заплечиками штифта. Элемент штифта и упомянутый упрочненный хомут сделаны из различных материалов, имеющих различные величины предельных касательных напряжений, чтобы избежать, по существу, податливости упомянутого элемента штифта при обжимке упомянутого хомута на упомянутом элементе штифта.
Цанга 600 имеет выступ 602 из упомянутой цанги, посредством которого увеличивается длина 604 затягивающего участка по направлению к хомуту 14, что увеличивает контактную область с наковальней 410. Увеличение длины затягивающего устройства увеличивает контактную область с наковальней, что уменьшает давление и заедание. Также это предусматривает возвращение угла подъёма резьбы, в качестве затягивающего устройства, через меньший канал наковальни.
Упрочненный хомут не требует термической обработки, и, в общем, прямое тело хомута упрочненного хомута имеет толщину стенки, которая относительно тоньше, что уменьшает обжимную нагрузку, необходимую упрочненному хомуту.
Выступ 600 образует плоскую круговую лицевую поверхность 600 перед ведущей резьбой 608 цанги 600 и рядом с ней. Имеет место круглая наклоненная вперед лицевая поверхность 610 перед плоской лицевой поверхностью 606. Имеет место вторая плоская лицевая поверхность 612 и угловая плоская лицевая поверхность 614 позади линии 616 пересечения с наружным диаметром цанги 600. Предел прочности при сдвиге последней вершины болта увеличивается благодаря отсутствию скатывания вниз диаметра не имеющей резьбы головки на конце болта
Конец 618 тяги 620 не скатывается к положению диаметра, находящемуся на одной линии с основанием 622 бороздки 624. Это увеличивает предел прочности при сдвиге вершины 626 конца тяги 620. Зубцы затягивающего устройства срезают резьбу болта на линии 636.
Последняя вершина 626 тяги имеет контур 628, соответствующий увеличенному радиусу 630 затягивающего устройства последнего зубца 620 цанги 600.
Также укороченный первый зубец 632 затягивающего устройства, увеличивающий его толщину 634, таким образом, уменьшает скалывание.
Ввиду вышесказанного изобретение обеспечивает крепежную систему со слабой обжимной нагрузкой и способ с многочисленными улучшенными признаками крепежного средства и установочного инструмента, включающими упрочненный хомут, гибридную форму резьбы запирающей бороздки, улучшенный затягивающий участок штифта и множество улучшений установочного инструмента, которые все по отдельности или в любой подходящей комбинации понижают обжимные нагрузки и улучшают установку крепежных средств обжимного типа.
Хотя подробно описаны конкретные воплощения изобретения, специалисты в данной области техники оценят, что могут быть разработаны различные изменения и альтернативы этим подробностям в свете общей сущности раскрытия. Следовательно, раскрытые конкретные воплощения предназначены только для иллюстрации и не ограничивают объем изобретения, который в полной степени приведен в приложенной формуле изобретения и любых и всех ее эквивалентах.
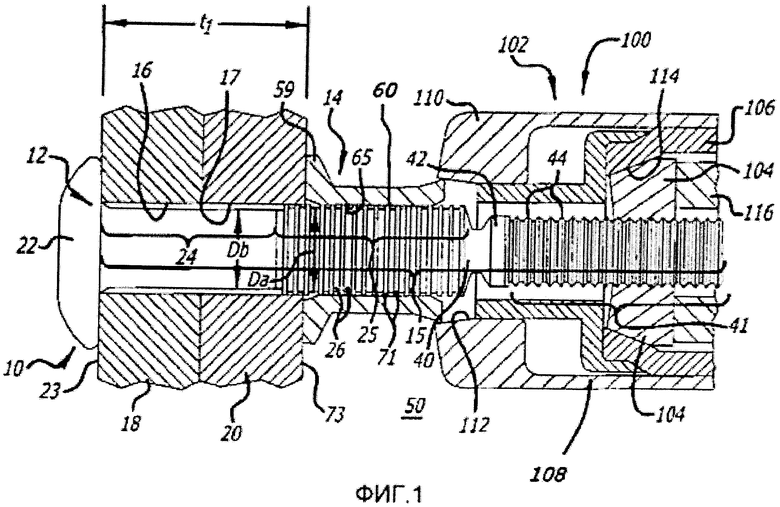
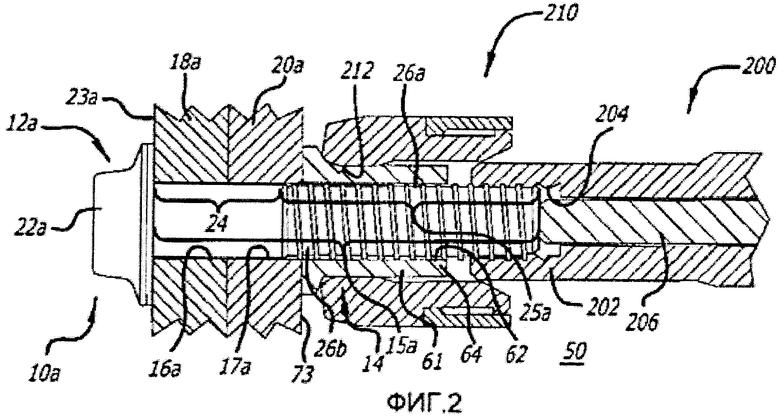
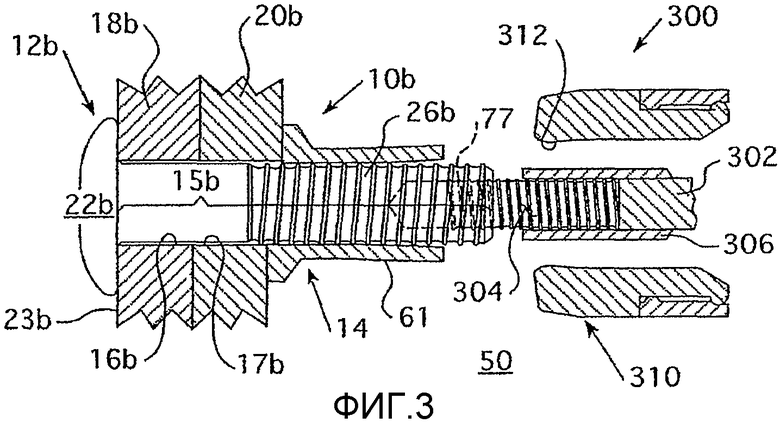
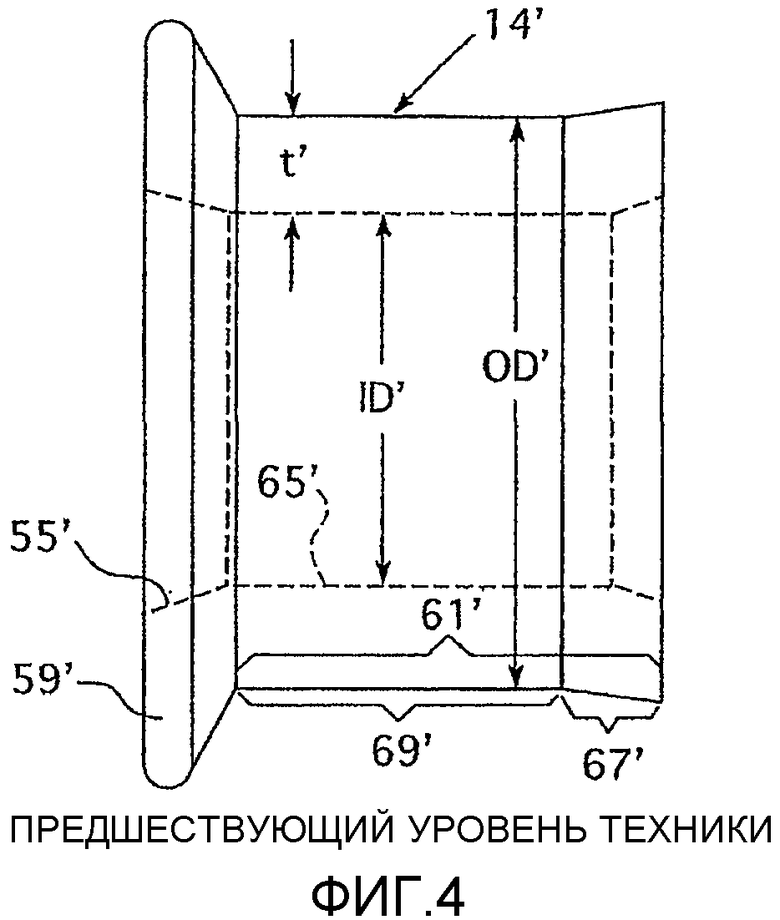

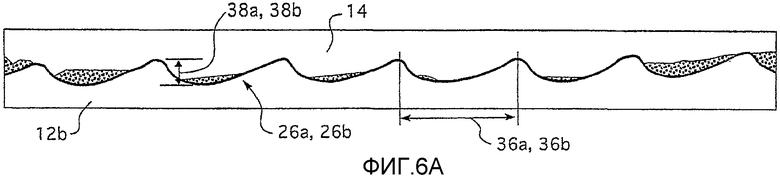

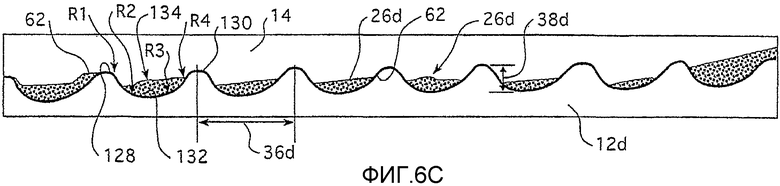
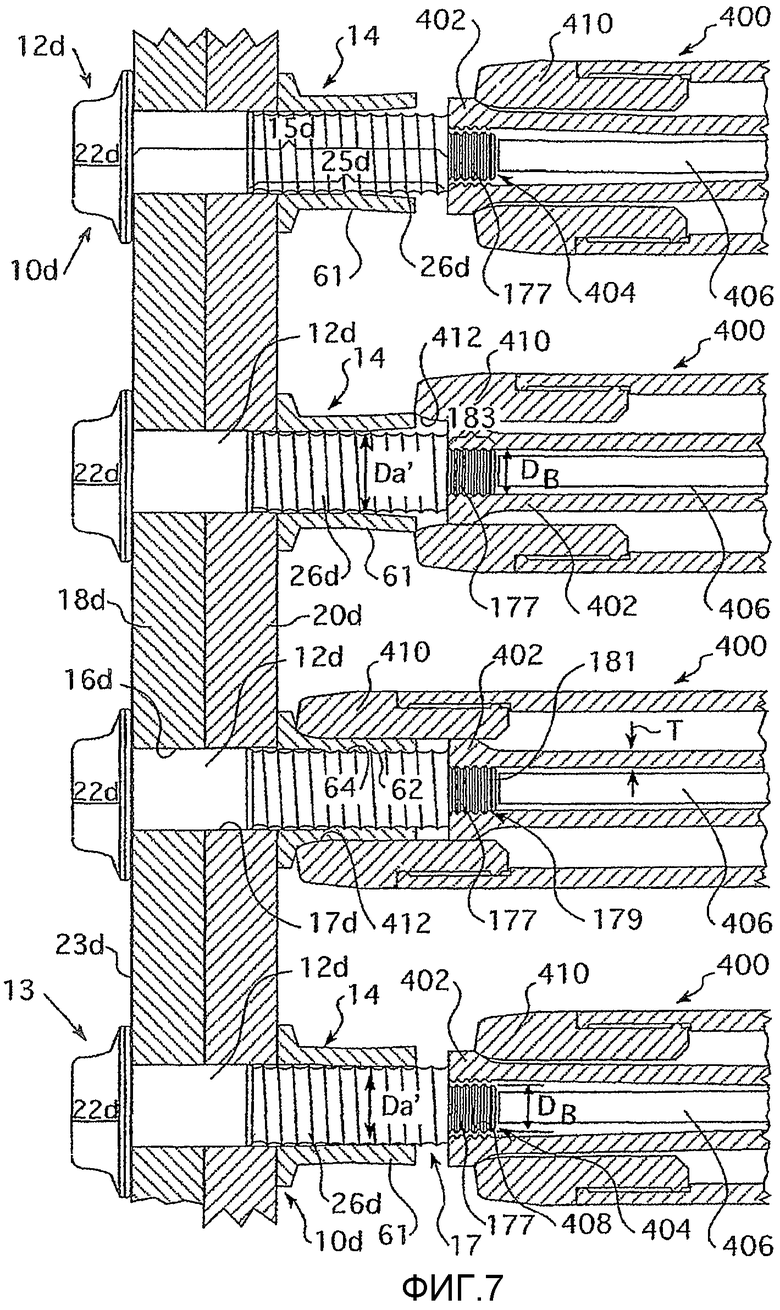
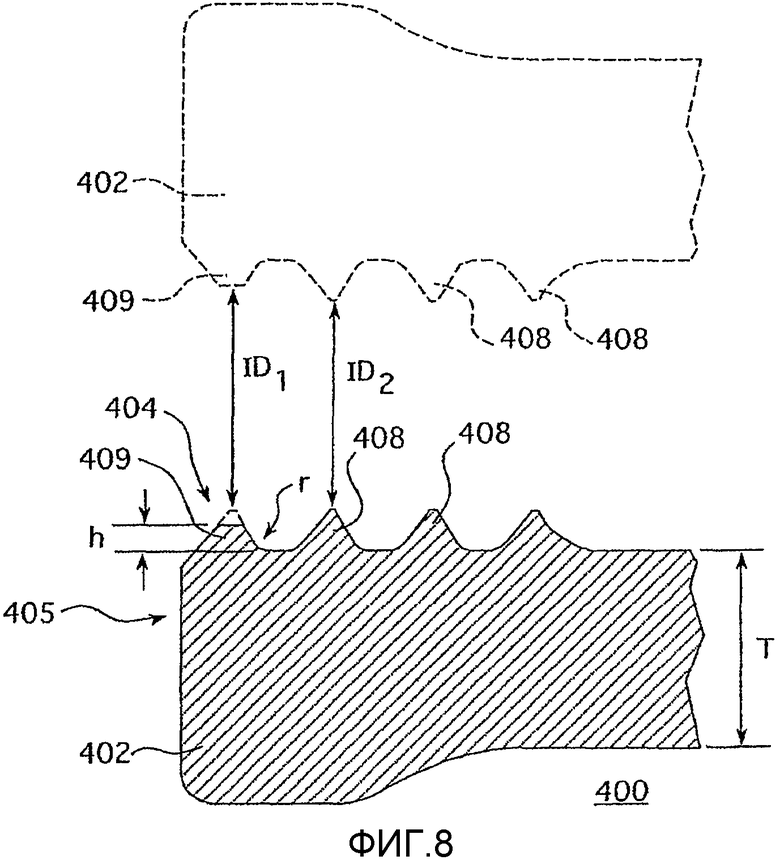
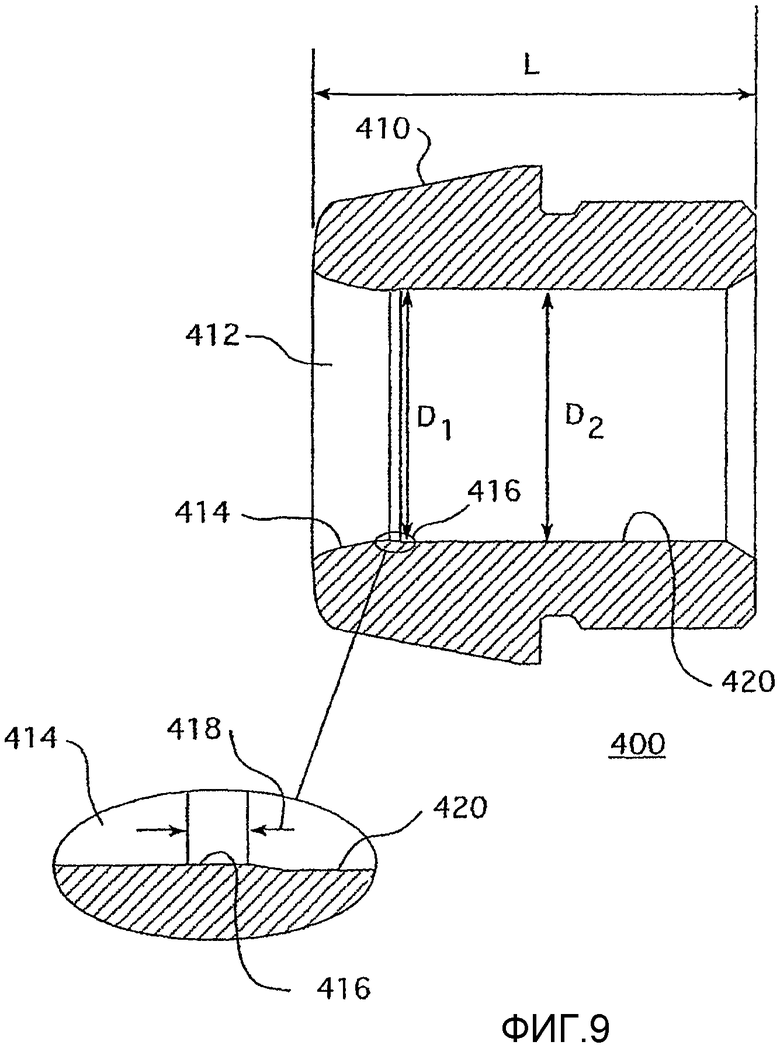
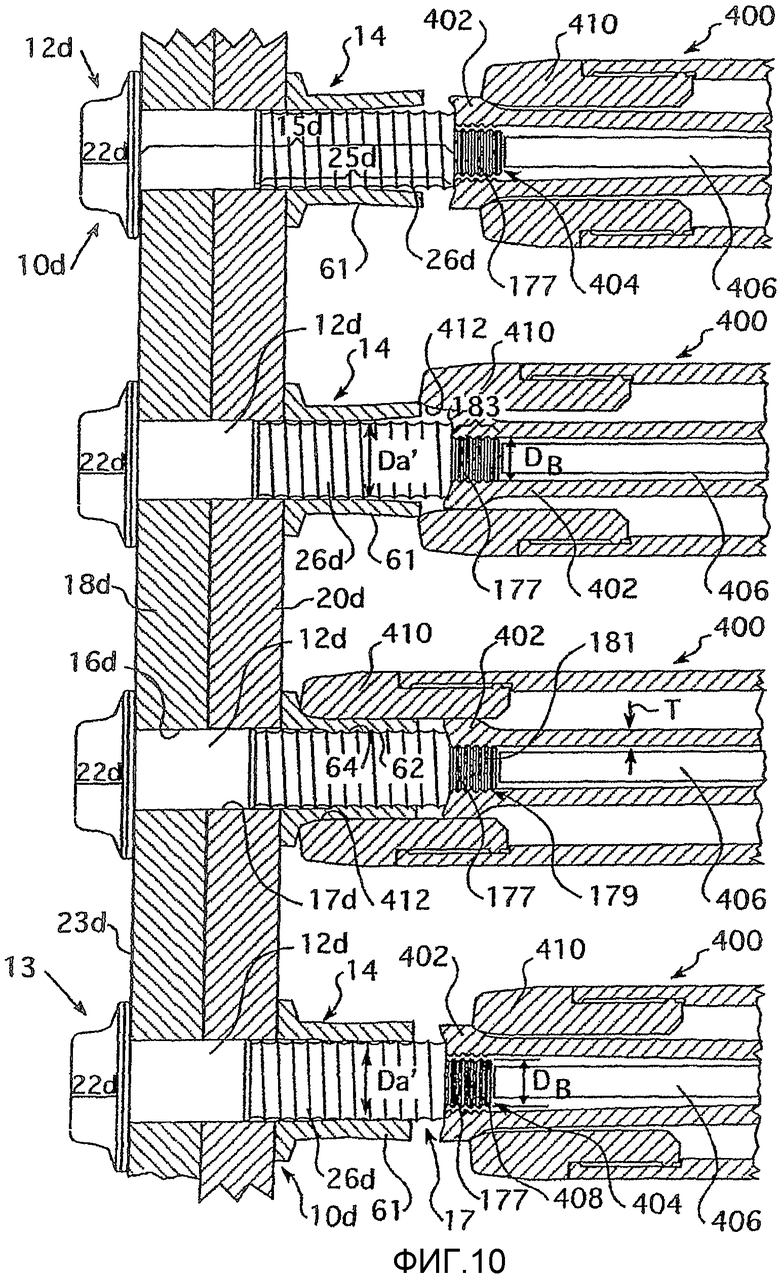
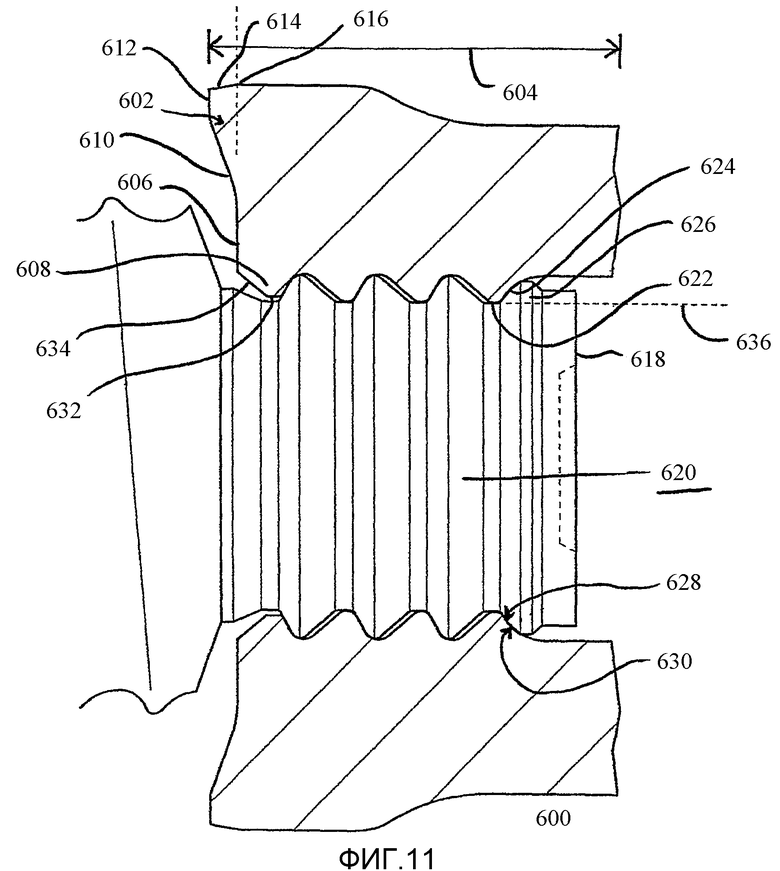
Изобретение относится к крепежным средствам и направлено на обеспечение высокой прочности крепежного средства при уменьшении обжимной нагрузки. Крепежное средство включает в себя хомут и элемент штифта, имеющий удлиненное тело штифта. Увеличенная головка на одном конце штифта сцепляется с одной стороной деталей. Бороздчатый участок штифта тянется за пределы противоположной стороны деталей. Хомут включает в себя участок тела, приспособленный к обжимке в запирающих бороздках штифта в ответ на относительную аксиальную обжимную нагрузку, прикладываемую установочным элементом. В одном аспекте системы хомут является упроченным и не требует термической обработки, обеспечивая оптимальное сочетание уменьшенной толщины стенки тела хомута и увеличенной жесткости, что минимизирует обжимную нагрузку. Также обеспечивается форма резьбы со слабой обжимной нагрузкой для запирающих бороздок штифта, и также раскрыты уменьшенный диаметр, относительно короткое удлинение затягивающего участка штифта, улучшения установочного инструмента и соответствующий способ использования. 5 н. и 11 з.п. ф-лы, 13 ил., 5 табл.
1. Крепеж, содержащий:
элемент штифта, имеющий удлиненное тело штифта, выполненное с возможностью размещения в находящихся на одной линии отверстиях во множестве деталей, элемент штифта оканчивается на одном конце на головке, которая выполнена с возможностью сцепления с поверхностью на одной стороне деталей, и оканчивается на противоположном конце на бороздчатом участке, который выполнен с возможностью выступать за пределы противоположной поверхности на противоположной стороне деталей, при этом бороздчатый участок содержит запирающий участок, имеющий множество запирающих бороздок, образованных посредством проходящих по окружности бороздок штифта, и связанные с ним заплечики штифта, оканчивающиеся на вершинах штифта; и
упрочненный хомут, включающий в себя, в общем, прямое тело хомута, выполненное с возможностью его обжимки в запирающих бороздках элемента штифта в ответ на обжимную нагрузку, прикладываемую между элементом штифта и упрочненным хомутом, тем самым обеспечивая требуемую величину спусковой нагрузки на детали, при этом упрочненный хомут при обжимке образует бороздки хомута и заплечики хомута, сцепляющиеся с бороздками штифта и заплечиками штифта,
при этом элемент штифта и упрочненный хомут имеют максимальные напряжения при сдвиге различных величин для того, чтобы, по существу, избегать пластической деформации элемента штифта при обжиме хомута на элемент штифта,
при этом упрочненный хомут не требует термической обработки, и тело хомута упрочненного хомута выполнено с такой толщиной стенки, которая обеспечивает уменьшение обжимной нагрузки, необходимой для обжима упрочненного хомута,
и при этом упрочненный хомут имеет внешний диаметр и внутренний диаметр, и при этом соотношение внешнего диаметра и внутреннего диаметра упрочненного хомута составляет приблизительно от 1,47 до 1,55.
2. Крепеж по п.1, в котором толщина стенки тела хомута упрочненного хомута выполнена с возможностью сопротивления превышению глубины запирающих бороздок элемента штифта, тем самым дополнительно уменьшая обжимную нагрузку, необходимую для обжимки упрочненного хомута.
3. Крепеж по п.1, в котором хомут проявляет физические свойства, достаточные для соответствия Стандарту крепежного средства, выбранного из группы, состоящей из Стандарта 5 и Стандарта 8 Американского общества по испытанию материалов (ASTM).
4. Крепеж по п.3, в котором жесткость упрочненного хомута составляет приблизительно от 85 до 95 по шкале Роквелла (Rb).
5. Крепеж по п.1, в котором упрочненный хомут выполнен из неотожженной низкоуглеродистой стали.
6. Крепеж по п.1, в котором упрочненный хомут выполнен из отожженной низкоуглеродистой стали.
7. Крепеж по п.1, при этом хомут включает в себя увеличенный борт на одном конце тела хомута, причем увеличенный борт выполнен с возможностью сцепления с противостоящей поверхностью на соседней одной из деталей.
8. Крепеж по п.1, дополнительно содержащий сборочную пластинку, выполненную с возможностью сцепления с запирающими бороздками элемента штифта для удержания крепежа в положении сборки при заданной предварительной нагрузке до обжимки упрочненного хомута.
9. Крепеж, содержащий:
элемент штифта, имеющий удлиненное тело штифта, выполненное с возможностью его размещения в находящихся на одной линии отверстиях во множестве деталей, и оканчивающийся на первом конце на головке, которая сцепляется с поверхностью на одной стороне деталей, и на втором конце оканчивающийся на бороздчатом участке, который выступает за пределы противоположной поверхности на противоположной стороне деталей, при этом бороздчатый участок содержит запирающий участок, имеющий множество запирающих бороздок, которые образованы проходящими по окружности бороздками штифта и связанными с ним заплечиками штифта, оканчивающимися на вершинах штифта, причем запирающий участок элемента штифта имеет наружный диаметр;
по существу, прямой затягивающий участок, который продолжается от второго конца элемента штифта и включает в себя множество затягивающих бороздок, причем затягивающий участок имеет наружный диаметр, который меньше, чем наружный диаметр запирающего участка элемента штифта; и
хомут, включающий в себя, по существу, прямое тело хомута, выполненное с возможностью его обжимки в запирающих бороздках элемента штифта в ответ на относительную аксиальную затягивающую силу, прикладываемую к затягивающему участку элемента штифта, тем самым обеспечивая требуемую величину спусковой нагрузки на детали, при этом хомут при обжимке образует бороздки хомута и заплечики хомута, которые сцепляются с бороздками штифта и заплечиками штифта, элемент штифта и хомут имеют максимальные напряжения при сдвиге различных величин для того, чтобы, по существу, избегать пластической деформации элемента штифта при обжиме на него хомута,
при этом затягивающий участок элемента штифта имеет длину, которая меньше длины запирающего участка элемента штифта; и при этом затягивающий участок выполнен с возможностью сохранения второго конца элемента штифта после установки крепежа.
10. Крепеж по п.9, в котором все затягивающие бороздки затягивающего участка элемента штифта имеют, по существу, один диаметр.
11. Крепеж, содержащий:
элемент штифта, имеющий удлиненное тело штифта, выполненное с возможностью его размещения в находящихся на одной линии отверстиях во множестве деталей, и оканчивающийся на первом конце на головке, которая сцепляется с поверхностью на одной стороне деталей, и на втором конце оканчивающийся на бороздчатом участке, который выступает за пределы противоположной поверхности на противоположной стороне деталей, при этом бороздчатый участок содержит запирающий участок, имеющий множество запирающих бороздок, которые образованы проходящими по окружности бороздками штифта и связанными с ним заплечиками штифта, оканчивающимися на вершинах штифта, причем запирающий участок штифта имеет наружный диаметр; и
хомут, включающий в себя, в общем, прямое тело хомута, выполненное с возможностью его обжимки в запирающих бороздках элемента штифта в ответ на обжимную нагрузку, прикладываемую между элементом штифта и хомутом, тем самым обеспечивая требуемую величину спусковой нагрузки на детали, при этом хомут при обжимке образует бороздки хомута и заплечики хомута, сцепляющиеся с бороздками штифта и заплечиками штифта,
при этом элемент штифта и хомут имеют максимальные напряжения при сдвиге различных величин для того, чтобы, по существу, избегать пластической деформации элемента штифта при обжиме на него хомута, при этом запирающие бороздки элемента штифта содержат профиль резьбы, образующийся некоторым количеством закруглений для каждой из бороздок штифта, заплечиков штифта и вершин штифта запирающих бороздок, причем закругления выполнены так, чтобы иметь, по существу, плавный переход между закруглениями и тем самым содействуют соответствующему запирающему сцеплению бороздок хомута с запирающими бороздками при обжимке хомута и уменьшают обжимную нагрузку, требуемой для обжимки хомута,
и при этом каждая из запирающих бороздок имеет шаг резьбы и глубину, при этом отношение шага резьбы к глубине составляет приблизительно от 2,5 до 4.
12. Крепеж по п.11, при этом вершина каждой бороздки штифта включает в себя первую вершину и вторую вершину; при этом расстояние между первой и второй вершинами определяет шаг запирающих бороздок; при этом закругления включают в себя первое, второе, третье и четвертое закругления; и при этом второе закругление и третье закругление определяют нижний участок бороздки штифта, первое, второе, третье и четвертое закругления плавно сопряжены для обеспечения, по существу, плавного перехода между ними.
13. Крепеж по п.12, при этом профиль резьбы, определенный посредством плавно сопряженных закруглений, выбирается из группы, состоящей из кольцевого профиля резьбы, винтового профиля резьбы и волнообразного профиля резьбы.
14. Крепеж по п.11, в котором отношение пределов прочности при сдвиге между элементом штифта и хомутом составляет приблизительно от 1,5 до 2,1.
15. Крепеж, содержащий:
элемент штифта, имеющий удлиненное тело штифта, выполненное с возможностью размещения в находящихся на одной линии отверстиях во множестве деталей, элемент штифта оканчивается на одном конце на головке, которая выполнена с возможностью сцепления с поверхностью на одной стороне деталей, и оканчивается на противоположном конце на бороздчатом участке, который выполнен с возможностью выступать за пределы противоположной поверхности на противоположной стороне деталей, при этом бороздчатый участок содержит запирающий участок, имеющий множество запирающих бороздок, образованных посредством проходящих по окружности бороздок штифта, и связанные с ним заплечики штифта, оканчивающиеся на вершинах штифта; и
упрочненный хомут, включающий в себя, в общем, прямое тело хомута, выполненное с возможностью его обжимки в запирающих бороздках элемента штифта в ответ на обжимную нагрузку, прикладываемую между элементом штифта и упрочненным хомутом, тем самым обеспечивая требуемую величину спусковой нагрузки на детали, при этом упрочненный хомут при обжимке образует бороздки хомута и заплечики хомута, сцепляющиеся с бороздками штифта и заплечиками штифта, при этом элемент штифта и упрочненный хомут имеют максимальные напряжения при сдвиге различных величин для того, чтобы, по существу, избегать пластической деформации элемента штифта при обжиме хомута на элемент штифта,
при этом упрочненный хомут не требует термической обработки, и тело хомута упрочненного хомута выполнено с такой толщиной стенки, которая обеспечивает уменьшение обжимной нагрузки, необходимой для обжима упрочненного хомута,
и при этом прочность упрочненного хомута составляет приблизительно от 85 до 95 Rb.
16. Крепеж, содержащий:
элемент штифта, имеющий удлиненное тело штифта, выполненное с возможностью размещения в находящихся на одной линии отверстиях во множестве деталей, элемент штифта оканчивается на одном конце на головке, выполненной с возможностью сцепления с поверхностью на одной стороне деталей, и оканчивается на противоположном конце на бороздчатом участке, выполненном с возможностью выступать за пределы противоположной поверхности на противоположной стороне деталей, при этом бороздчатый участок содержит запирающий участок, имеющий множество запирающих бороздок, образованных посредством проходящих по окружности бороздок штифта, и связанные с ним заплечики штифта, оканчивающиеся на вершинах штифта;
по существу, прямой затягивающий участок, проходящий от противоположного конца элемента штифта и включающий в себя множество затягивающих бороздок; и
упрочненный хомут, включающий в себя, в общем, прямое тело хомута, выполненное с возможностью его обжимки в запирающих бороздках элемента штифта в ответ на обжимную нагрузку, прикладываемую между элементом штифта и упрочненным хомутом, тем самым обеспечивая требуемую величину спусковой нагрузки на детали, при этом упрочненный хомут при обжимке образует бороздки хомута и заплечики хомута, сцепляющиеся с бороздками штифта и заплечиками штифта, элемент штифта и упрочненный хомут имеют максимальные напряжения при сдвиге различных величин для того, чтобы, по существу, избегать пластической деформации элемента штифта при обжиме хомута на элемент штифта,
при этом конец затягивающего участка не осаживается до величины диаметра основания затягивающих бороздок затягивающего участка, что увеличивает предел прочности при сдвиге вершины конца затягивающего участка,
при этом упрочненный хомут не требует термической обработки, и, по существу, прямое тело хомута упрочненного хомута выполнено с такой толщиной стенки, которая обеспечивает уменьшение обжимной нагрузки, необходимой для обжима упрочненного хомута.
| US 20010029651 A1, 18.10.2001 | |||
| US 6325582 B1, 04.12.2001 | |||
| US 5125778 A, 30.06.1992 | |||
| US 4921384 A, 01.05.1990 | |||
| US 4531871 A, 30.07.1985 | |||
| ЛЕКАРСТВЕННОЕ СРЕДСТВО ДЛЯ ЛЕЧЕНИЯ ЗАБОЛЕВАНИЙ ПРЕДСТАТЕЛЬНОЙ ЖЕЛЕЗЫ И СПОСОБ ЛЕЧЕНИЯ ЗАБОЛЕВАНИЙ ПРЕДСТАТЕЛЬНОЙ ЖЕЛЕЗЫ | 2010 |
|
RU2531049C2 |
| Заклепочное соединение | 1982 |
|
SU1097837A1 |

