Изобретение относится к области получения сферических порохов (СФП) для стрелкового оружия.
В литературе [1] известны вращающиеся барабаны для смешения сыпучих материалов, в которых возможно проведение графитовки СФП. Недостатком графитовки в таких барабанах является то, что процессы загрузки и выгрузки СФП являются сравнительно опасными операциями. Следует также отметить, что нахождение в аппарате большого количества пороха (150…200 кг) является нежелательным.
В качестве прототипа [2] авторами выбран способ получения сферического пороха, по которому в сферический порох после отжима от воды вводится графитовая суспензия с последующей подачей пороха с графитом в пневмотранспортную линию под давлением сжатого воздуха, где в потоке движения сферического пороха с графитом в потоке нагретого воздуха в режиме кипения при температуре 80…95°С происходит сушка и графитовка пороха.
Недостатком данного способа является то, что графит неравномерно распределяется по поверхности пороховых элементов, что в итоге снижает сыпучесть и приводит к зависанию пороха при снаряжении патронов на роторных линиях. Кроме того, известный способ графитовки пороха не позволяет автоматизировать и механизировать технологическую фазу графитовки пороха, что приводит к дополнительным трудозатратам при транспортировании сферического пороха с фазы отжима.
Целью изобретения является разработка безопасного способа графитовки СФП, снижение трудозатрат и повышение автоматизации производства графитовки.
Поставленная цель достигается тем, что в СФП после отжима от воды до влажности 18…22 мас.% вводят графитовую суспензию, состоящую из 1 части графита и 6…7 частей воды, в количестве 0,15…0,2 мас.% в пересчете на сухой вес графита и подают в бункер-накопитель, из которого шнек-питателем подают в пневмотранспортную линию под давлением сжатого воздуха 0,5…4,5 кгс/см2 и с температурой от 50 до 100°С через циклон-осадитель на сушку, при этом в процессе движения СФП с графитом в пневмотранспортной линии и в режиме кипения в процессе сушки происходит полная графитовка пороха.
По разработанному авторами способу отжим от воды СФП проводится до влажности 18…22 мас.%. Уменьшение влажности пороха менее 18 мас.% связано с увеличением длительности технологического процесса, а увеличение влажности более 22 мас.% связано с появлением свободной воды в СФП, что ведет к дополнительным энергозатратам на ее испарение.
Графитовая суспензия готовится из 1 части графита и 6…7 частей воды. Снижение воды в графитовой суспензии менее 6 частей способствует увеличению вязкости графитовой суспензии, что вызывает трудности при ее дозировании, а увеличение воды более 7 частей приводит к расслаиванию суспензии графита и воды.
В сферический порох вводится графитовая суспензия в расчете 0,15…0,2 мас.% в пересчете на сухой вес графита. Уменьшение графита менее 0,15 мас.% не обеспечивает полного и равномерного распределения графита по поверхности пороховых элементов, что в итоге ухудшает сыпучесть пороха и электростатические характеристики, а увеличение графита более 0,2 мас.% приводит к появлению свободного графита в процессе сушки.
Сферический порох с графитом шнек-питателем подается в пневмотранспортную линию под давлением сжатого воздуха 0,5…4,5 кгс/см2 и температурой воздуха 50…100°С через циклон-осадитель на сушку. Снижение давления в пневмотранспортной линии менее 0,5 кгс/см2 приводит к забиванию пневмотранспорта, а увеличение давления более 4,5 кгс/см2 связано с дополнительными трудозатратами. При снижении температуры менее 50°С уменьшается испарение поверхностной влаги в пневмотранспортной системе, а увеличение температуры более 100°С связано с опасностью транспортировки пороха.
По разработанному авторами способу графитовка пороха в системе пневмотранспорта и далее в процессе сушки происходит с более равномерным распределением графита по поверхности пороховых элементов в сравнении с графитовкой в полировальном барабане. В связи с этим ликвидирована фаза графитовки СФП в полировальном барабане, снижены трудозатраты при изготовлении СФП, а процесс графитовки полностью механизирован и автоматизирован.
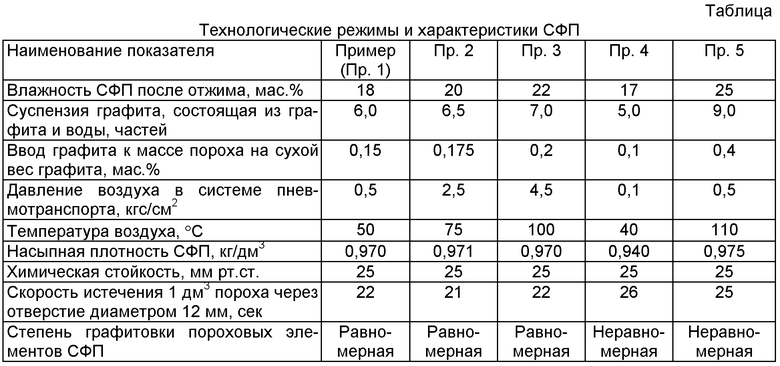
Технологические режимы и характеристики СФП по разработанному авторами способу в пределах граничных условий (примеры 1…3) и за их пределами (примеры 4, 5) приведены в таблице.
Из приведенных результатов таблицы видно, что полученный СФП по разработанному авторами способу графитовки удовлетворяет всем требованиям. За пределами граничных условий полученный СФП имеет неравномерное распределение графита по поверхности пороховых элементов и большое пыление графита в процессе сушки.
Литература
1. Касаткин А.Г. Основные процессы и аппараты химической технологии. - М.: Химия, 1973. - 750 с.
2. Способ получения сферического пороха, патент RU 2183604, С06В 21/00, опубл. 20.06.20002, 6 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СФЕРИЧЕСКОГО ПОРОХА ДЛЯ СТРЕЛКОВОГО ОРУЖИЯ | 2012 |
|
RU2505513C1 |
| СПОСОБ ГРАФИТОВКИ СФЕРИЧЕСКОГО ПОРОХА | 2015 |
|
RU2597317C2 |
| СПОСОБ ПОЛУЧЕНИЯ СФЕРИЧЕСКОГО ПОРОХА ДЛЯ СТРЕЛКОВОГО ОРУЖИЯ | 2012 |
|
RU2525544C2 |
| СПОСОБ ПОЛУЧЕНИЯ СФЕРИЧЕСКОГО ПОРОХА | 2012 |
|
RU2516516C2 |
| СПОСОБ ПРЕДВАРИТЕЛЬНОЙ СУШКИ СФЕРИЧЕСКОГО ПОРОХА | 2012 |
|
RU2497792C1 |
| СПОСОБ ПОЛУЧЕНИЯ СФЕРИЧЕСКОГО ПОРОХА | 2012 |
|
RU2497789C1 |
| СПОСОБ ПОЛУЧЕНИЯ СФЕРИЧЕСКОГО ВЛАГОСТОЙКОГО ПОРОХА ДЛЯ ДРОБОВЫХ ПАТРОНОВ К ГЛАДКОСТВОЛЬНОМУ ОРУЖИЮ | 2012 |
|
RU2497794C1 |
| СПОСОБ СУШКИ СФЕРИЧЕСКОГО ПОРОХА | 2014 |
|
RU2598091C2 |
| СПОСОБ ПОЛУЧЕНИЯ СФЕРИЧЕСКОГО ПОРОХА ДЛЯ СТРЕЛКОВОГО ОРУЖИЯ | 2015 |
|
RU2593451C1 |
| СПОСОБ ПОЛУЧЕНИЯ СФЕРИЧЕСКОГО ПИРОКСИЛИНОВОГО ПОРОХА | 2001 |
|
RU2183604C1 |
Изобретение относится к области получения сферических порохов (СФП) для стрелкового оружия, а именно стадии его графитовки. Способ включает введение в сферический порох после отжима от воды до влажности 18-22 мас.% графитовой суспензии, состоящей из 1 части графита и 6-7 частей воды, подачу смеси в бункер-накопитель, из которого шнек-питателем подают в пневмотранспортную линию под давлением сжатого воздуха 0,5-4,5 кгс/см2 и с температурой от 50 до 100°С через циклон-осадитель на сушку. Способ обеспечивает равномерное распределение графита по поверхности пороховых элементов в сравнении с графитовкой в полировальном барабане. При этом ликвидация стадии графитовки в полировальном барабане позволяет повышать безопасность получения СФП, а также позволяет снизить трудозатраты при его изготовлении, полностью механизировать и автоматизировать процесс. 1 табл., 5 пр.
Способ графитовки сферического пороха, включающий введение в сферический порох после отжима от воды графитовой суспензии с последующей подачей пороха с графитом в пневмотранспортную линию под давлением сжатого воздуха, где в процессе движения сферического пороха с графитом в потоке нагретого воздуха в режиме кипения происходит процесс сушки и графитовки пороха, отличающийся тем, что в сферический порох после отжима от воды до влажности 18,0-22,0 мас.% вводят графитовую суспензию, состоящую из 1 мас.ч. графита и 6-7 мас.ч. воды, в количестве 0,15-0,2 мас.% к массе пороха в пересчете на сухой вес графита и подают в бункер-накопитель, из которого шнек-питателем подают в пневмотранспортную линию под давлением сжатого воздуха 0,5-4,5 кгс/см2 и с температурой от 50 до 100°С через циклон-осадитель на сушку.
| СПОСОБ ПОЛУЧЕНИЯ СФЕРИЧЕСКОГО ПИРОКСИЛИНОВОГО ПОРОХА | 2001 |
|
RU2183604C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОГО ПОРОХА ИЗ КРОШКИ ПЛОТНЫХ ПОРОХОВ ПОД СПОРТИВНЫЕ И ОХОТНИЧЬИ ПАТРОНЫ | 2007 |
|
RU2367641C2 |
| СПОСОБ ПЕРЕРАБОТКИ ПОРОХОВ С ИСТЕКШИМ СРОКОМ ХРАНЕНИЯ МАРОК ВУ И ВТМ ДЛЯ СНАРЯЖЕНИЯ ОХОТНИЧЬИХ ПАТРОНОВ КАЛИБРА 7,62×39 И 7,62×54 И 7,62 мм ПАТРОНОВ К СТРЕЛКОВОМУ ОРУЖИЮ ИНД. 57-Н-323С | 2006 |
|
RU2315025C1 |
| Устройство для определения водопрочности дисперсных пород | 1983 |
|
SU1126695A1 |
| US 3637444 A, 25.01.1972. | |||

