Изобретение относится к легкой, звукоизолирующей обшивке для кузовной детали автомобиля, в частности, в виде легкой обшивки передней стенки кузова, содержащей один слой звукопоглотителя, один, по существу, воздухонепроницаемый слой звукоизоляции, соединенный непосредственно со слоем звукопоглотителя, и один примыкающий к нему слой пенистого материала. Кроме того, изобретение относится к способу изготовления такой обшивки.
Обычные обшивки передних стенок кузова для автомобилей собраны из одного звукоизолирующего плотного слоя и одного наслоения пенистого материала или наслоения нетканого материала, причем действуют наслоение пенистого материала или нетканого материала - в качестве упругого элемента, а плотный слой - в качестве массы акустической системы «упругий элемент - масса». В качестве плотного слоя при этом применяются маты, соответственно формованные детали из термопластического эластомера (ТРЕ) или этилен-пропилен-диенового каучука (EPDM), содержащие часто наполняющий материал, например, сульфат бария или карбонат кальция. Плотный слой имеет относительно большой вес. Он часто имеет массу единицы поверхности от 2 до 4 кг/м2, иногда даже массу единицы поверхности - между 4 и 8 кг/м2. В качестве эластичного упругого элемента обычно применяется полиуретановый мягкий пенистый материал или наслоение нетканого материала из полиэстерных или хлопковых волокон. Масса единицы поверхности таких обшивок передних стенок кузова находится, таким образом, как правило, в диапазоне выше 3,5 кг/м2, что в отношении снижения общего веса автомобиля соответственно расхода топлива является неблагоприятным. В частности, если для улучшения звукопоглощающей способности сторона плотного слоя, отвернутая от наслоения пенистого материала, оклеивается слоем звукопоглотителя из, например, полиэтилентерафталатного (РЭТ) нетканого материала, то по причине относительно большого количества различных примененных материалов формируется соответственно затратный по времени, а также стоимости процесс получения таких обшивок передней стенки кузова.
Из DE 2735153 А1 известна легкая по удельному весу, выполненная как двойной мат система «упругий элемент - масса», состоящая из открытопористой полиуретановой мягкой пены и покрывающего слоя из наполненной полиуретановой плотной пены и выполненная, в частности, как обшивка передней стенки кузова автомобиля. Полиуретановая плотная пена при этом выполнена как интегральная пена, имеет твердость по Шору, по шкале А - от 80 до 90 и содержит дополнительную долю наполняющего материала - от 400 до 500 весовых процентов. Для реализации названной степени твердости покрывающего слоя применяется смесь полиолей из промышленного полиоля для твердой пены и промышленного полиоля для мягкой пены. Покрывающий слой и слой полиуретановой мягкой пены соединены друг с другом посредством запенивания, причем покрывающий слой укладывается в форму и запенивается полиуретановой мягкой пеной. Изготовление этого известного двойного мата также является относительно затратным по времени и стоимости.
В основу настоящего изобретения положена задача предоставления звукоизолирующей, а также звукопоглощающей обшивки, в частности, обшивки для передней стенки кузова автомобиля, имеющей незначительный вес и которую удается реализовать относительно экономично. К тому же должен быть указан способ экономичного получения такой звукоизолирующей обшивки.
Решается эта задача сначала посредством обшивки, охарактеризованной признаками пункта 1 формулы изобретения.
Соответствующая изобретению обшивка содержит один слой звукопоглотителя, один, по существу, воздухонепроницаемый слой звукоизоляции, соединенный непосредственно со слоем звукопоглотителя, и один примыкающий к нему слой пенистого материала. Слой звукопоглотителя сформирован из пористого абсорбера, предпочтительно из волокнистого нетканого полотна или пенистого материала, имеющего при испытательном давлении 100 Па, воздухопроницаемость в диапазоне от 150 до 2000 литров/м2c. Слой звукоизоляции, согласно изобретению, образован из интегрального поверхностного слоя толщиной, по меньшей мере, 0,5 мм у слоя пенистого материала, причем слой звукоизоляции посредством запенивания пористого абсорбера соединен с последним неразъемно, с замыканием по материалу, по существу, без проникания пены.
Слой звукоизоляции и слой пенистого материала, таким образом, формируются из одинаковых исходных материалов на одном, единственном шаге технологического процесса и интегрально соединены друг с другом в готовой обшивке. Предпочтительно при слое пенистого материала речь идет о слое полиуретановой мягкой пены с, по существу, свободным от пор поверхностным слоем, служащим в качестве слоя звукоизоляции. Посредством избегания плотного слоя, полученного из другого материала, к примеру, этилен-пропилен-диенового каучука (EPDM), а также исключения шага технологического процесса по наклеиванию слоя звукопоглотителя на плотный слой соответственно слой звукоизоляции, посредством соответствующей изобретению обшивки удается достичь значительного уменьшения веса, а также экономии затрат.
Пористый абсорбер, состоящий предпочтительно из волокнистого нетканого материала или открытопористого пенистого материала, соединен неразъемно - без наклеивания - со слоем звукоизоляции (поверхностным слоем), с замыканием по материалу. Благодаря своей относительно высокой воздухопроницаемости пористый абсорбер обладает высокой звукопоглощающей способностью. Однако высокая воздухопроницаемость пористого абсорбера, в отношении пресечения проникания пены при запенивании абсорбера, является неблагоприятной. Авторы изобретения решили эту проблему, однако, посредством выгодных мероприятий способа, так что звукопоглощающей способности пористого абсорбера вряд ли причиняется ущерб запениванием.
Согласно предпочтительному варианту выполнения изобретения слой звукоизоляции имеет местами зоны поверхности различной толщины, причем различие по толщине составляет, по меньшей мере, 1 мм, в частности, по меньшей мере, 2 мм. Таким образом удается оптимизировать звукоизолирующее действие уменьшенной по весу обшивки, не принимая во внимание, как правило, неравномерного распределения уровня шума.
В отношении способа получения соответствующей изобретению обшивки вышеназванная задача решается посредством способа, охарактеризованного признаками пункта 16 формулы изобретения.
Соответствующий изобретению способ, по существу, характеризуется тем, что пористый, образованный предпочтительно из волокнистого нетканого материала или открытопористого пенистого материала слой звукопоглотителя, имеющий при испытательном давлении 100 Па воздухопроницаемость в диапазоне от 150 до 2000 литров/м2c, запенивается непосредственно в пенообразующем технологическом инструменте реакционной смесью, содержащей полиоль и изоцианат, причем реакционная смесь вводится в пенообразующий технологический инструмент, по существу, параллельно задней стороне слоя звукопоглотителя и/или параллельно поверхности дна полости пенообразующего технологического инструмента и, причем на предопределенной зоне поверхности пенообразующего технологического инструмента так устанавливается температурный режим и/или во время введения смесевая пропорция из полиоля и изоцианата изменяется так, что из реакционной смеси образуется слой пенистого материала, имеющего интегральный, по существу, воздухонепроницаемый поверхностный слой толщиной, по меньшей мере, 0,5 мм, который соединен неразъемно со слоем звукопоглотителя, с замыканием по материалу, по существу, без проникания пены. Благодаря введению соответственно протеканию реакционной смеси параллельно задней стороне пористого абсорбера предотвращается проникание пены, соответственно прохождение пористого абсорбера.
Соответствующий изобретению способ допускает применение соответствующих стандарту волокнистых нетканых материалов, в частности, объемных нетканых материалов, из полиэтиленовых волокон, полипропиленовых волокон, смеси из полиэтиленовых и полипропиленовых волокон, хлопковых волокон или смеси из полиэтиленовых и натуральных волокон. Волокнистый нетканый материал, применяющийся у соответствующей изобретению обшивки, не должен иметь никакой особенной обработки наружной поверхности; он также не должен быть специально пропитан. При волокнистом нетканом материале соответствующей изобретению обшивки речь может идти, таким образом, о стандартной продукции.
Предпочтительное осуществление соответствующего изобретению способа состоит в том, что ограниченный объем реакционной смеси вводится в пенообразующий технологический инструмент таким образом, что реакционная смесь сначала не касается пористого абсорбера, причем вслед за этим при реагировании реакционной смеси образуется неразъемное соединение с замыканием по материалу между реакционной смесью и пористым абсорбером.
Следовательно, реакционная смесь так вводится в пенообразующий технологический инструмент, что пористый абсорбер при реагировании (увеличении в объеме) реакционной смеси «всплывает» на ней. Пористый абсорбер при этом может быть зафиксирован или закреплен на нижней стороне верхней половины пенообразующего технологического инструмента.
Другие предпочтительные варианты выполнения соответствующей изобретению обшивки и способа ее получения указаны в дополнительных пунктах формулы изобретения. Изобретение подробнее поясняется чертежами, на которых представлено следующее:
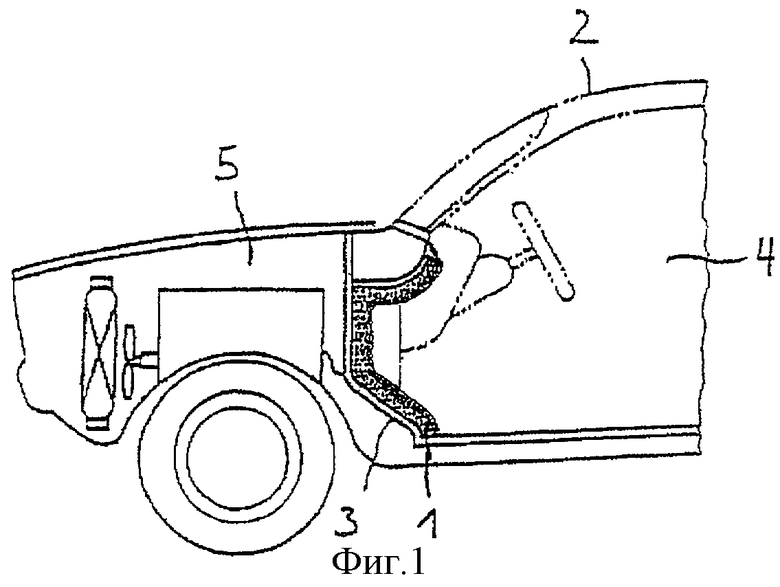
фиг.1 - сечение переднего фрагмента автомобиля со звукоизолирующей обшивкой, расположенной с внутренней стороны на передней стенке кузова, отделяющей моторное отделение от пассажирского салона;
фиг.2 - сечение фрагмента соответствующей изобретению обшивки;
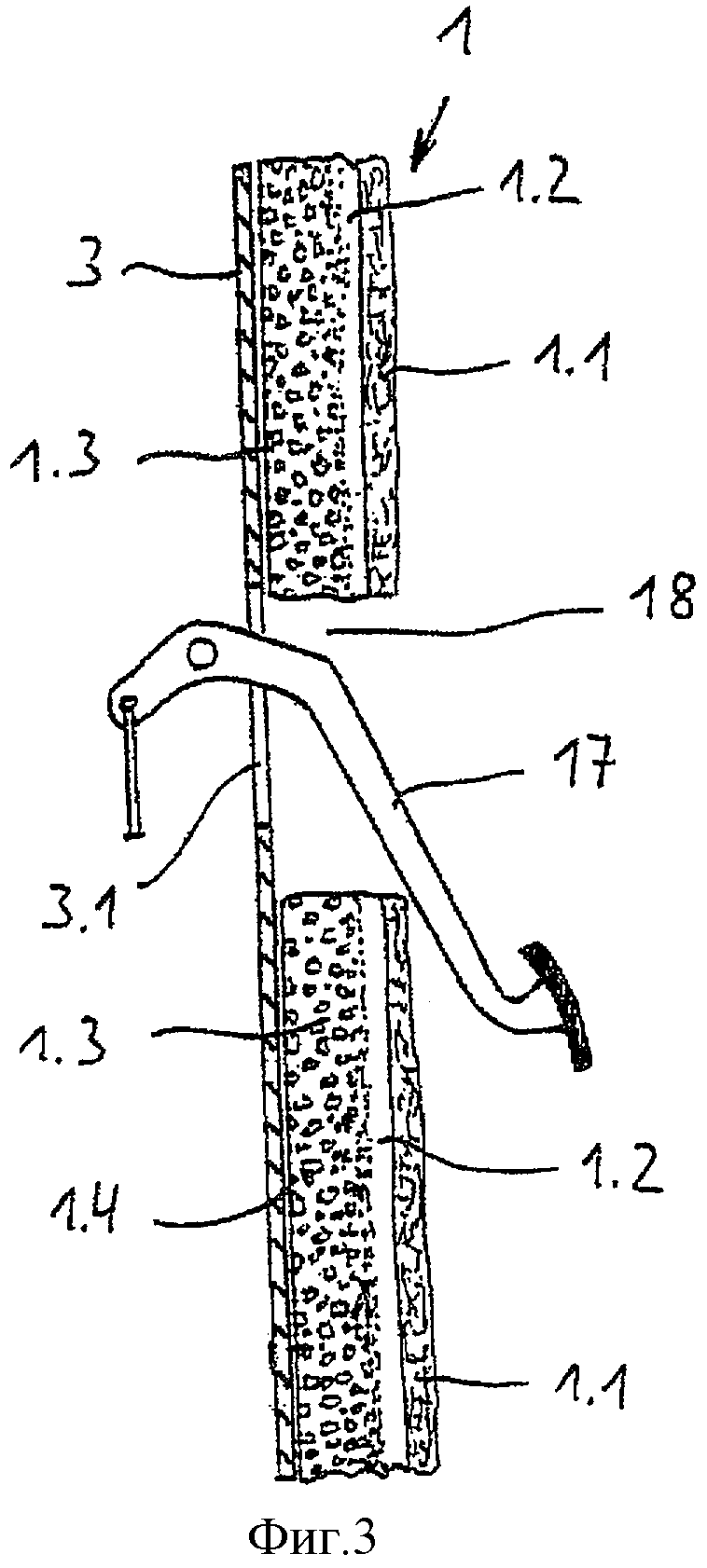
фиг.3 - сечение фрагмента другого варианта выполнения обшивки;
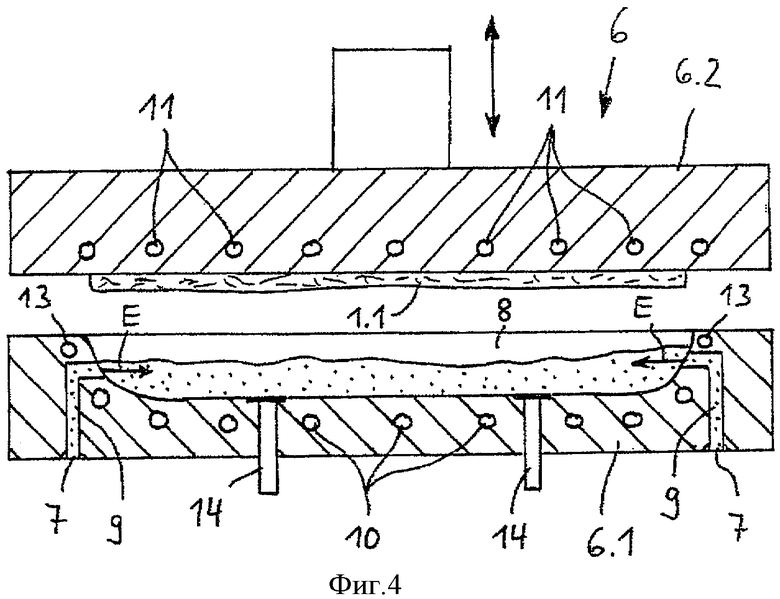
фиг.4 - сечение открытого пенообразующего технологического инструмента для формирования соответствующей изобретению обшивки, в конце фазы впрыска;
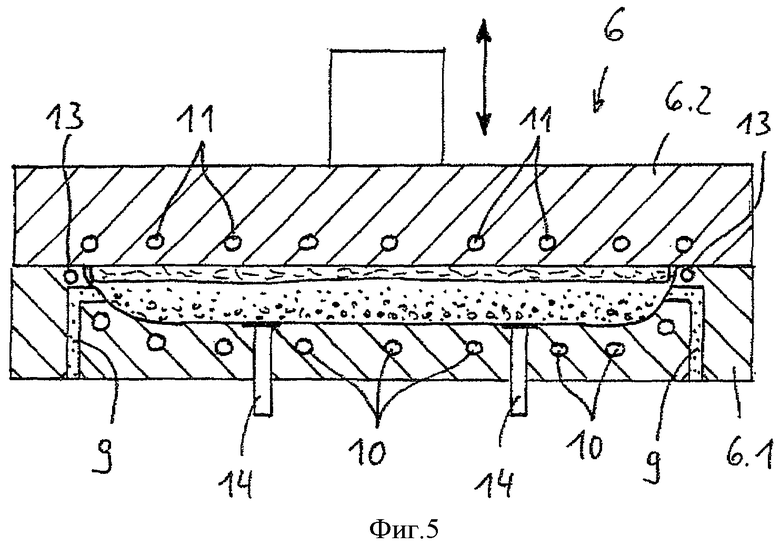
фиг.5 - сечение пенообразующего технологического инструмента по фиг.4, в закрытом состоянии;
фиг.6 - сечение другого пенообразующего технологического инструмента для формирования соответствующей изобретению обшивки, в начале фазы впрыска;
фиг.7 - сечение пенообразующего технологического инструмента по фиг.6 после завершения фазы впрыска;
фиг.8 - сечение другого пенообразующего технологического инструмента для формирования соответствующей изобретению обшивки, в начале фазы впрыска;
фиг.9 - сечение еще одного пенообразующего технологического инструмента для формирования соответствующей изобретению обшивки, в начале фазы впрыска; и
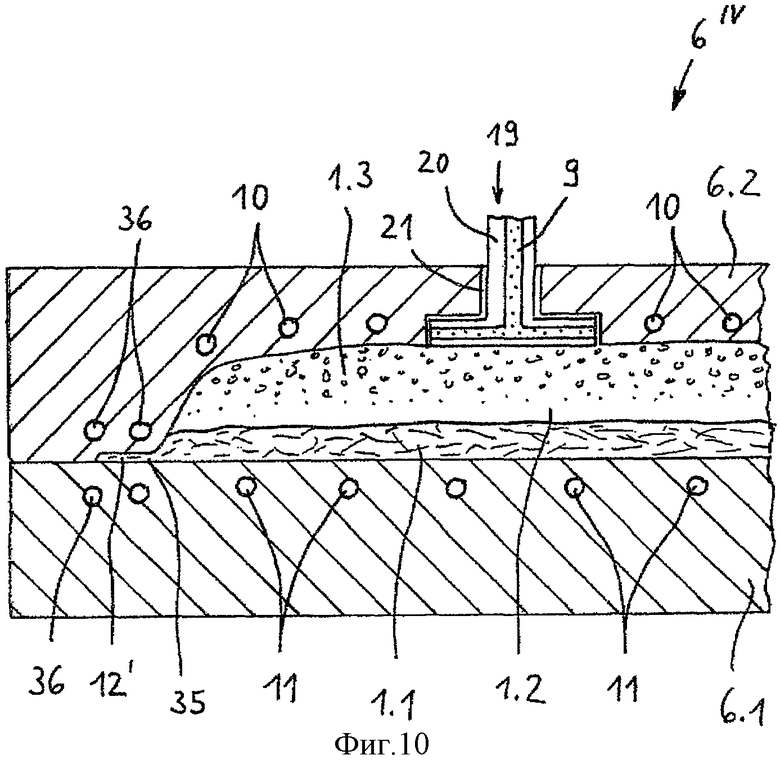
фиг.10 - сечение фрагмента другого пенообразующего технологического инструмента для получения соответствующей изобретению обшивки, после завершения фазы впрыска.
Соответствующая изобретению звукоизолирующая обшивка выполнена предпочтительно в виде внутренней обшивки 1 передней стенки кузова автомобиля 2. Она может быть выполнена, однако, принципиально так же, как звукоизолирующая обшивка для других деталей кузова автомобиля, например, как обшивка капота двигателя или как внутренняя поверхность крыши кузова.
В представленном на фиг.1 примере выполнения обшивка 1 подогнана к контуру внутренней стороны передней стенки 3 кузова, отделяющей пассажирский салон 4 от моторного отделения 5.
Обшивка 1 является самонесущей и отличается относительно малым весом. Ее общая масса единицы поверхности составляет, к примеру, менее чем 2500 г/м2, предпочтительно менее чем 2000 г/м2. Она имеет один слой 1.1 звукопоглотителя, один, по существу, воздухонепроницаемый слой 1.2 звукоизоляции и один примыкающий к нему слой 1.3 пенистого материала. Слой 1.1 звукопоглотителя образован из волокнистого нетканого материала. Слой 1.2 звукоизоляции состоит, напротив, из интегрального поверхностного слоя толщиной, по меньшей мере, 0,5 мм у слоя полиуретанового мягкого пенистого материала. Слой 1.2 звукоизоляции (поверхностный слой) соединен неразъемно со слоем 1.1 звукопоглотителя, выполненного из волокнистого нетканого материала 1.1, с замыканием по материалу. Указанный волокнистый нетканый материал запенивается для этого реакционной смесью, содержащей полиоль и изоцианат, а именно предпочтительно за один порционный впрыск («one-shot-process»), то есть за одноступенчатый рабочий цикл.
Запенивание волокнистого нетканого материала осуществляется так, что препятствуется проникание пены через волокнистый нетканый материал. Звукопоглощающие свойства волокнистого нетканого материала остаются, следовательно, по существу, неизмененными. Для этого ориентируется, к примеру, направление протекания впрыска Е реакционной смеси параллельно нижней стороне волокнистого нетканого материала соответственно поверхности нижней половины пенообразующего технологического инструмента.
Волокнистый нетканый материал образован из полиэтиленовых волокон, полипропиленовых волокон, смеси из полиэтиленовых и полипропиленовых волокон, хлопковых волокон или смеси из полиэтиленовых и натуральных волокон. Может идти при этом речь, в частности, об объемном нетканом материале. Он обладает воздухопроницаемостью в диапазоне от 150 до 2000 литров/м2c (измеренной при испытательном давлении 100 Па). Его линейное гидравлическое сопротивление находится в диапазоне от 5 кНс/м4 до 40 кНс/м4, предпочтительно в диапазоне от 5 кНс/м4 до 25 кНс/м4.
Волокнистый нетканый материал не подвергался никакой особенной механической и/или химической обработке наружной поверхности, например, пропитке. Запенивающийся волокнистый нетканый материал вырезается, к примеру, как двумерная штампованная деталь из полотнища волокнистого нетканого материала. Смотря по поперечному сечению, волокнистый нетканый материал имеет, по существу, равномерную плотность, а также, по существу, равномерное гидродинамическое сопротивление. В качестве волокнистого нетканого материала у соответствующей изобретению обшивки может применяться, таким образом, недорогой стандартизированный продукт.
Масса единицы поверхности у волокнистого нетканого материала 1.1 находится в диапазоне от 100 г/м2 до 1600 г/м2, предпочтительно в диапазоне от 100 г/м2 до 1200 г/м2. Толщина слоя волокнистого нетканого материала 1.1 составляет, к примеру, от 2 мм до 30 мм, в частности, от 5 мм до 20 мм.
Для создания слоя 1.2 звукоизоляции используется образование поверхности полиуретанового мягкого пенистого материала при вступлении в реакцию его компонентов смеси в пенообразующем технологическом инструменте. Толщина и плотность слоя 1.2 изоляции регулируется, соответственно оказывается на них влияние посредством рецептуры реакционной смеси и/или температуры технологического инструмента. Толщина слоя 1.2 звукоизоляции составляет, например, от 1 мм до 5 мм. Его кажущаяся плотность находится, к примеру, в диапазоне от 0,08 до 2,0 г/см3, предпочтительно в диапазоне от 0,08 до 1,4 г/см3. Кажущаяся плотность слоя 1.3 пенистого материала находится, напротив, в диапазоне от 0,02 до 0,1 г/см3, к примеру, в диапазоне от 0,02 до 0,06 г/см3.
Запенивание волокнистого нетканого материала для слоя 1.1 звукопоглотителя может производиться как в закрытом, так и в открытом пенообразующем технологическом инструменте. Получение соответствующей изобретению обшивки поясняется теперь со ссылкой на фиг.4-10.
На фиг.4 схематично представлен многоэлементный пенообразующий технологический инструмент 6. Другие элементы установки, такие как резервуары для хранения, емкости с вращающейся мешалкой, дозирующие насосы, трубопроводы, смесительные головки и так далее, не представлены для наглядности. Основные компоненты (изоцианат и полиоль) передаются из резервуаров для хранения в промежуточные емкости, к которым подводится необходимая температура, и посредством дозирующих агрегатов подаются на смесительную головку (не показано), присоединенную к одному или нескольким заливочным отверстиям 7 на нижней половине 6.1 пенообразующего технологического инструмента.
К реакционной смеси соответственно ее основным компонентам может быть добавлен наполняющий материал. В качестве наполняющего материала годятся, к примеру, сульфат бария и/или мел. Опционально можно, конечно, отказаться и от наполняющего материала. Наполняющий материал (BaSO4 и/или мел) комбинируется в случае необходимости с CO2. Благодаря добавлению CO2 удается уменьшить кажущуюся плотность слоя 1.3 мягкой пены.
Пенообразующий технологический инструмент 6 имеет нижнюю половину 6.1 технологического инструмента и верхнюю половину 6.2 технологического инструмента, определяющие вместе, в закрытом состоянии технологического инструмента, полость 8, соответствующую изготавливающейся обшивке. Верхняя половина 6.2 технологического инструмента выполнена с возможностью подниматься и опускаться относительно нижней половины 6.1 технологического инструмента.
На нижней стороне половины 6.2 технологического инструмента зафиксирована с возможностью сниматься выкройка заготовки слоя 1.1 звукопоглотителя. Выкройка заготовки производится, к примеру, посредством механического раскроя. Для фиксирования с возможностью снятия слоя 1.1 звукопоглотителя на нижней стороне половины 6.2 технологического инструмента могут быть предусмотрены, к примеру, иглы, в частности иглы, имеющие зацепляющие элементы, ленты-липучки, захватывающие элементы и тому подобное.
Введение реакционной смеси в полость 8 технологического инструмента производится по одному или нескольким каналам подвода 9, выполненным в нижней половине 6.2 (формующей половине) технологического инструмента. Соответствующий канал подвода выполнен так, что направление протекания впрыска Е реакционной смеси ориентировано, по существу, параллельно нижней стороне слоя 1.1 звукопоглотителя, соответственно поверхности дна 8.1 полости технологического инструмента.
Впрыск реакционной смеси в полость 8 технологического инструмента производится в открытом состоянии пенообразующего технологического инструмента 6. Реакционная смесь, таким образом, сначала не касается слоя 1.1 звукопоглотителя, выполненного из волокнистого нетканого материала. После того как в пенообразующий технологический инструмент 6 введен ограниченный, соответственно заранее определенный объем реакционной смеси, пенообразующий технологический инструмент закрывается. Непосредственное неразъемное соединение с замыканием по материалу между реакционной смесью и волокнистым нетканым материалом образуется при реагировании реакционной смеси, распространенной по объему полости 8. Волокнистый нетканый материал при этом практически всплывает на поднимающейся полиуретановой мягкой пене.
Пенообразующий технологический инструмент 6 снабжен устройством установления температурного режима, охватывающим раздельно регулируемые каналы для жидкотекучей среды, интегрированные в половины 6.1, 6.2 технологического инструмента, посредством которых могут быть целенаправленно нагреты и удержаны на необходимой температуре (охлаждены) заранее определенные зоны поверхностей пенообразующего технологического инструмента 6, ограничивающие полость 8.
Поддержание на необходимой температуре зон поверхностей пенообразующего технологического инструмента 6 в настоящем контексте означает относительное охлаждение упомянутых зон поверхностей по отношению к более теплой реакционной смеси для мягкой пены.
Нижняя половина 6.1 технологического инструмента имеет группу каналов 10 для жидкотекучей среды, подсоединенных к общему, подводящему жидкотекучую среду распределительному трубопроводу (не показан) и к общему, отводящему жидкотекучую среду собирающему трубопроводу (не показан). Температура жидкотекучей среды, подводимой этой группой каналов для жидкотекучей среды, отрегулирована так, что поверхности технологического инструмента, ближайшие к этим каналам 10 жидкотекучей среды, имеют температуру в диапазоне от 50°C до 90°C, например, около 70°C±15°C, соответственно там устанавливается температура в названном температурном диапазоне.
Каналы 11 для жидкотекучей среды, интегрированные в верхнюю половину 6.2 технологического инструмента, образуют вторую группу каналов для жидкотекучей среды, подсоединенных к другому общему, подводящему жидкотекучую среду распределительному трубопроводу (не показан) и к другому, отводящему эту жидкотекучую среду собирающему трубопроводу (не показан), причем температура жидкотекучей среды отрегулирована так, что поверхности верхней половины 6.2 технологического инструмента, ближайшие к каналам 11 жидкотекучей среды, имеют температуру в диапазоне от 15°C до 60°C, например, около 35°C±15°C, соответственно там устанавливается температура в этом температурном диапазоне.
Разница температур между ограничивающими полость поверхностями половин 6.1, 6.2 технологического инструмента составляет, по меньшей мере, 15°C, предпочтительно, по меньшей мере, 25°C.
Структура пены слоя мягкого пенистого материала возникает, по существу, благодаря воздействующим газам, возникающим при химической полимеризации реакционной смеси. Добавленный при необходимости CO2 поддерживает процесс вспенивания. Благодаря относительному охлаждению поверхности верхней половины 6.2 технологического инструмента против поверхности нижней половины 6.1 технологического инструмента подавляется процесс вспенивания в реакционной смеси в области, граничащей с более холодной поверхностью технологического инструмента, так что там создается интегральный, по существу, свободный от пор поверхностный слой с толщиной от, по меньшей мере, 0,5 мм, предпочтительно, по меньшей мере, 0,8 мм, особенно предпочтительно, по меньшей мере, 1 мм. Поверхностный слой действует как звукоизолирующий слой 1.2 изоляции. Он является предпочтительно воздухонепроницаемым или, по меньшей мере, по существу, воздухонепроницаемым. Поверхностный слой 1.2 соединяется неразъемно, с замыканием по материалу, с обратной стороной слоя 1.1 звукопоглотителя, выполненного из волокнистого нетканого материала.
Волокнистый нетканый материал 1.1 при своем размещении в пенообразующем технологическом инструменте 6 имеет температуру, находящуюся значительно ниже температуры поверхности верхней половины 6.1 технологического инструмента. Согласно преимущественному осуществлению изобретения предусмотрено, что волокнистый нетканый материал 1.1 охлаждается до температуры в диапазоне от 10°C до 15°C и фиксируется в этом охлажденном состоянии на верхней половине 6.2 технологического инструмента. На более теплой поверхности нижней половины 6.2 технологического инструмента посредством процесса вспенивания образуется, напротив, открытопористый слой 1.3 пенистого материала, имеющий только открытопористую наружную поверхность или лишь очень тонкий поверхностный слой, который является звукопропускающим или звукопроницаемым слоем 1.4. Поверхностный звукопроницаемый слой 1.4 имеет толщину менее чем 400 мкм, предпочтительно менее чем 250 мкм. Он, к примеру, тоньше чем 150 мкм и может быть выполнен даже только местами.
Соответствующая изобретению обшивка 1 при необходимости имеет со стороны края гибкую уплотнительную кромку 12, которая может выравнивать случайные имеющиеся допуски на изготовление и таким образом обеспечивает плотную подгонку обшивки 1 к граничащим конструктивным элементам, соответственно участкам кузова (см. фиг.2).
Для, по существу, свободного от пор выполнения уплотнительной кромки 12 в нижней формующей половине 6.1 вблизи участка полости, соответствующего уплотнительной кромке, расположены каналы 13 для жидкотекучей среды, подсоединенные также к распределительному трубопроводу для жидкотекучей среды (не показан), приданному второй группе каналов 10 для жидкотекучей среды. Жидкотекучая среда, протекающая по каналам 10 и 13 для жидкотекучей среды, имеет, таким образом, одинаковую температуру.
В нижнюю формующую половину 6.1 интегрированы к тому же толкатели 14, посредством которых готовая формованная деталь, а следовательно, обшивка 1 может быть вытолкнута после открытия пенообразующего технологического инструмента 6.
Во многих звукоизолирующих обшивках для деталей кузова должны быть выполнены проемы, предпочтительные, например, для выведения кабелей, соединительных шлангов и/или механических агрегатов. Как показано на фиг.2, на проеме 15 для кабеля или соединительного шланга выполнена предпочтительно эластично расширяемая втулка 16 для уплотненного выведения кабеля, соответственно соединительного шланга (не показан) на покрытую поверхностным слоем сторону обшивки 1 и, следовательно, на сторону, имеющую интегральный, по существу, свободный от пор поверхностный слой 1.2.
На фиг.3, на виде в сечении схематично представлен фрагмент передней стенки 3 кузова автомобиля с педальным узлом 17, просунутым через проем 3.1 передней стенки кузова. На внутренней стороне передней стенки 3 кузова расположена соответствующая изобретению обшивка 1, имеющая проем 18 для педального узла 17.
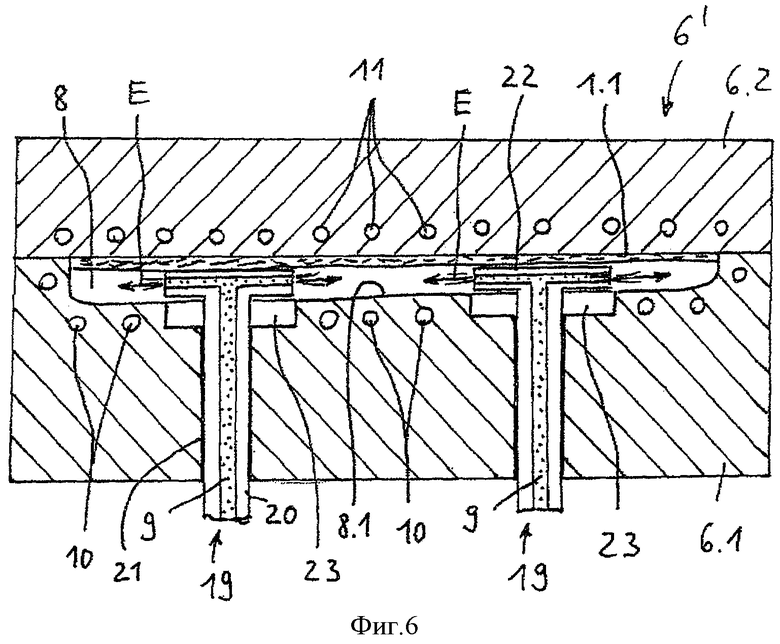
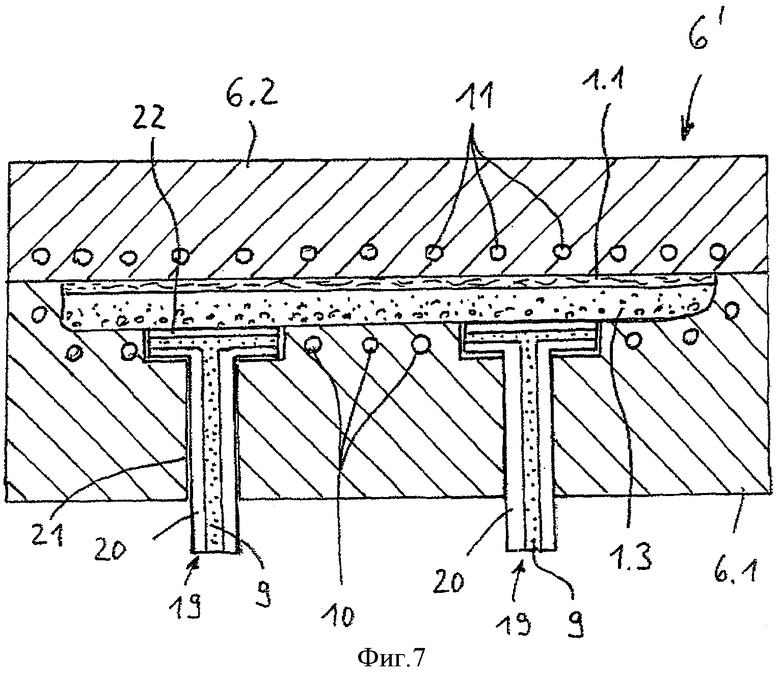
На фиг.6 и 7 схематично показан другой пенообразующий технологический инструмент 6' для формирования соответствующей изобретению обшивки 1. В отличие от пенообразующего технологического инструмента 6 согласно фиг.4 в нижней формующей половине 6.1 вставлены впрыскивающие элементы 19, имеющие возможность передвигаться. Впрыскивающие элементы 19 имеют соответственно трубчатую деталь 20, установленную в обработанное отверстие 21 нижней половины 6.1 технологического инструмента с возможностью осевого передвижения. Трубчатая деталь 20 на своем конце, повернутом к полости 8 пенообразующего технологического инструмента 6', снабжена перенаправляющим элементом 22, по которому реакционная смесь, содержащая полиоль и изоцианат, перенаправляется радиально относительно трубчатой детали. Перенаправляющий элемент 22 обеспечивает, что реакционная смесь, по существу, не впрыскивается перпендикулярно на слой 1.1 звукопоглотителя, выполненный из волокнистого нетканого материала. За счет перенаправляющего элемента 22 направление протекания впрыска Е реакционной смеси ориентировано скорее, по существу, параллельно поверхности волокнистого нетканого материала 1.1, соответственно поверхности дна 8.1 полости 8. Перенаправляющий элемент 22 может быть выполнен, к примеру, в форме дискообразной пластины.
Согласно изобретению при осуществлении способа вполне возможно, что реакционная смесь при впрыскивании в полость 8 также приходит в контакт непосредственно со слоем 1.1 звукопоглотителя, выполненного из волокнистого нетканого материала, и течет вдоль нижней стороны волокнистого нетканого материала. Направление протекания впрыска Е, а с ним и главное направление протекания, соответственно усилие давления реакционной смеси ориентированы все же, по существу, параллельно нижней стороне волокнистого нетканого материала. Таким образом, осуществляется, по существу, ламинарное течение реакционной смеси параллельно нижней стороне волокнистого нетканого материала.
Кроме того, в рамках изобретения предусмотрен пористый слой 1.1 звукопоглотителя (например, волокнистого нетканого материала) только местами, в одной или нескольких составляющих зонах соответствующей изобретению обшивки 1. Это действительно, в частности, в случае проема для пропускания кабеля или соединительного шланга через соответствующую изобретению обшивку 1. В зоне, где не предусмотрен волокнистый нетканый материал 1.1, реакционная смесь при необходимости также может быть впрыснута (порционно впрыснута) перпендикулярно верхней половине 6.2 технологического инструмента. В зоне слоя 1.1 звукопоглотителя, выполненного из волокнистого нетканого материала, она все же впрыскивается не перпендикулярно ему, а, по существу, параллельно его нижней стороне.
Выходящие в полость 8 концы обработанных отверстий 21 увеличены соответственно посредством выборки 21, в которую после завершения фазы впрыска вдвигается перенаправляющий элемент 22. Впрыскивающий элемент 19 служит к тому же в качестве толкателя для того, чтобы выталкивать готовую сформованную деталь из полости технологического инструмента.
Альтернативно реакционная смесь также может быть распылена или залита в полость формующего технологического инструмента с поддерживаемой температурой (не показано), а слой 1.1 звукопоглотителя, выполненный в виде вырезанной выкройки волокнистого нетканого материала, затем накладывается на верхнюю сторону введенной реакционной смеси. Верхняя сторона свеженанесенной мягкой пены и/или волокнистого нетканого материала охлаждается при этом предпочтительно по отношению к формующему технологическому инструменту с поддерживаемой температурой. Вырезанная выкройка волокнистого натканного материала фиксируется при этом, предпочтительно удержанием, относительно поднимающейся реакционной смеси. Волокнистый нетканый материал «всплывает», таким образом, при расширении в объеме (вспенивании) реакционной смеси на слое 1.3 пенистого материала и при затвердении пены соединяется неразъемно, с замыканием по материалу, с интегральным, по существу, воздухонепроницаемым поверхностным слоем 1.2 звукоизоляции у слоя 1.3 пенистого материала.
На фиг.8-10 представлены схематично другие многоэлементные пенообразующие технологические инструменты для получения соответствующих изобретению обшивок.
Образованный из пористого абсорбера, предпочтительно из волокнистого нетканого материала, в частности, объемного нетканого материала или из открытоячеистого, воздухопроницаемого пенистого материала слой 1.1 звукопоглотителя может быть расположен по всей поверхности или местами на одной стороне вспененного слоя 1.2 звукоизоляции.
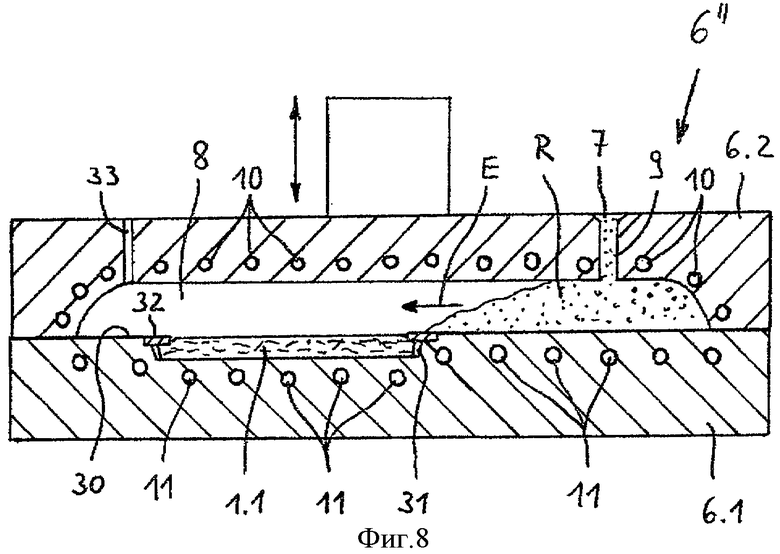
Соответствующая изобретению обшивка со слоем звукопоглотителя, покрывающегося только по части поверхности слоем звукоизоляции, может быть получена посредством пенообразующего технологического инструмента 6'', как это эскизно изображено, к примеру, на фиг.8. Нижняя половина 6.1 технологического инструмента определяет формующую стенку (формующую поверхность) 30, в которой выполнено, по меньшей мере, одно углубление (карман) 31 для приема вырезанной выкройки пористого, воздухопроницаемого слоя 1.1 звукопоглотителя. Определенное углублением 31 полое пространство, по существу, полностью заполняется вложенной в него вырезанной выкройкой абсорбера 1.1. На край углубления 31, соответственно переход к формующей стенке 30 половины 6.1 технологического инструмента, наложена огибающая рамка 32. Рамка 32 предотвращает, что впрыснутая в полость 8 пенообразующего технологического инструмента 6'' для получения слоя пенистого материала реакционная смесь R течет под слой 1.1 звукопоглотителя. Рамка 32 перекрывает край слоя 1.1 звукопоглотителд и пролегает снаружи по краю углубления 31. Рамка 32 выполнена плоской и состоит, к примеру, из стали. Она покрыта слоем разделяющего средства (антиадгезионного средства).
По меньшей мере, один канал впрыска 9 (так называемая точка порционного впрыска) пенообразующего технологического инструмента 6'' относительно, по меньшей мере, одного углубления 31, принимающего один слой звукопоглотителя, расположен так, что реакционная смесь R вводится в пенообразующий технологический инструмент 6'', по существу, параллельно обратной стороне слоя 1.1 звукопоглотителя. На фиг.8 стрелкой Е обозначено, что реакционная смесь R, введенная в полость по каналу впрыска 9, течет, по существу, параллельно обратной стороне вырезанной выкройки абсорбера 1, вложенной в углубление 31. Пенообразующий технологический инструмент 6 имеет, кроме того, входящее в полость 8 обработанное отверстие 33 для удаления воздуха, образованное, к примеру, в верхней половине 6.2 технологического инструмента.
Позициями 10 и 11 снова обозначены различные группы каналов для жидкотекучей среды. Через каналы 10 для жидкотекучей среды направляется жидкотекучая среда, температура которой находится в диапазоне от 50°C до 90°C, в то время как через каналы 11 для жидкотекучей среды направляется жидкотекучая среда, температура которой находится в диапазоне от 15°C до 60°C. Температуры жидкотекучих сред регулируется так, что между поверхностями половин 6.1, 6.2 технологического инструмента, ограничивающими полость 8, устанавливается разность температур, по меньшей мере, 15°C, предпочтительно, по меньшей мере, 20°C.
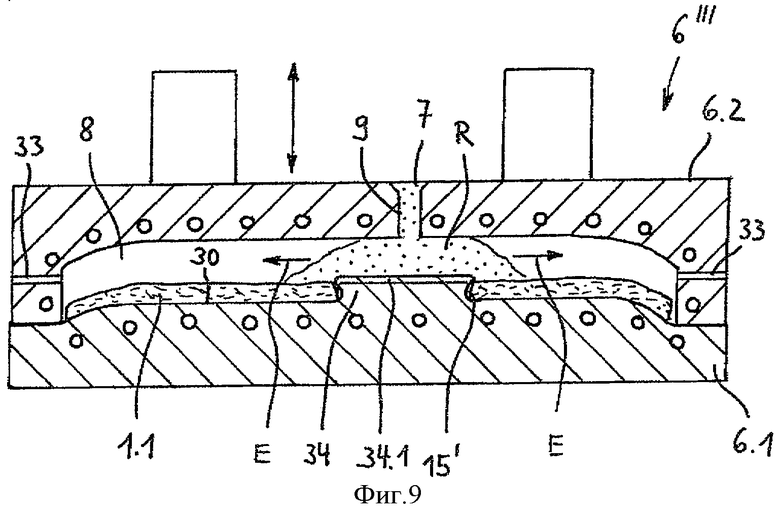
На фиг.9 эскизно изображен пенообразующий технологический инструмент 6''' для получения соответствующей изобретению обшивки, которая должна иметь, по меньшей мере, один проем для проведения одной магистрали и/или механического конструктивного элемента. Для этого применяется вырезанная выкройка слоя 1.1 звукопоглотителя, в которой уже вырезан, по меньшей мере, один проем 15'.
Ограничивающая полость 8 формующая стенка 30 пенообразующего технологического инструмента снабжена, по меньшей мере, одним выступом 34 в виде цоколя или торчка, сопряженного с проемом 15' слоя 1.1 звукопоглотителя. Выступ 34 проходит проем 15' слоя 1.1 звукопоглотителя, когда этот слой вложен в полость 8 пенообразующего технологического инструмента 6'''. Выступ 34 имеет окружающее поднутрение, так что он накрывает край проема 15' на запенивающейся обратной стороне слоя 1.1 звукопоглотителя и таким образом предотвращает, что впрыснутая реакционная смесь R течет по проему 15' к передней стороне слоя 1.1 звукопоглотителя. Поднутрение образовано, к примеру, посредством отражающей пластины 34.1, закрепленной на наружной торцевой стороне выступа 34.
За исключением выступа 34, проходящего через соответствующий проем 15', слой 1.1 звукопоглотителя, состоящего предпочтительно из воздухопроницаемого нетканого материала, покрывает, по существу, по всей площади формующую стенку 30 половины 6.1 технологического инструмента, ограничивающую полость 8. По меньшей мере, один канал впрыска 9 (точка порционного впрыска 7) пенообразующего технологического инструмента 6''' входит в полость 8 расположенным напротив отражающей пластины 34.1 или торцевой стороны выступа 34, так что впрыснутая в закрытую полость реакционная смесь R вводится в пенообразующий технологический инструмент, по существу, параллельно обратной стороне слоя 1.1 звукопоглотителя, как обозначено на фиг.9 стрелкой Е. Пенообразующий технологический инструмент 6''' снова снабжен каналами 33 удаления воздуха, входящими в полость 8 вблизи наружного края вложенного слоя 1.1 звукопоглотителя.
Другой предпочтительный вариант выполнения соответствующей изобретению обшивки состоит в том, что только один ее слой звукопоглотителя образует гибкую уплотнительную кромку 12'. Слой 1.1 звукопоглотителя для этого выдавлен со стороны края, то есть остаточно сжат. Он выступает при этом сбоку, по краю вспененного слоя 1.2 звукоизоляции. Уплотнительная кромка 12' при этом может пролегать вдоль общего периметра или также только вдоль одного или нескольких составляющих отрезков края слоя 1.2 звукоизоляции.
Выдавливание со стороны края слоя 1.1 звукопоглотителя, состоящего предпочтительно из термопластического нетканого материала, представлено на фиг.10. Верхняя половина 6.1 технологического инструмента и нижняя половина 6.2 технологического инструмента у пенообразующего технологического инструмента 6IV образуют на краю полости зону защемления 35. Слой 1.1 звукопоглотителя, наложенный на нижнюю половину 6.1 технологического инструмента имеет такие размеры, что его край после закрытия пенообразующего технологического инструмента 6IV зажат в зоне защемления 35. Зажимание слоя 1.1 звукопоглотителя с краевой стороны предотвращает обтекание реакционной смесью, впрыснутой в закрытую полость, края слоя 1.1 звукопоглотителя. Введение реакционной смеси для запенивания слоя 1.1 звукопоглотителя производится посредством одного или нескольких имеющих возможность осевого передвижения впрыскивающих элементов 19, соответствующих впрыскивающим элементам 19, представленным на фиг.6 и 7. Толщина воздухопроницаемого термопластичного слоя 1.1 звукопоглотителя находится, к примеру, в диапазоне от 10 мм до 20 мм. Толщина гибкой уплотнительной кромки 12' составляет напротив примерно от 2 до 3 мм. Пенообразующий технологический инструмент 6IV имеет нагревательное устройство, сопряженное с зоной защемления 35, посредством которого сжатый там край термопластичного слоя 1.1 звукопоглотителя может быть нагрет до температуры выше 100°C, к примеру до около 120°C. Нагревательное устройство охватывает - в представленном примере выполнения - каналы 36 для жидкотекучей среды, в которых циркулирует подходящая жидкость, к примеру, масло. Альтернативно нагревательное устройство может также иметь электрические нагревательные элементы. В остальном пенообразующий технологический инструмент 6IV снова снабжен каналами 10, 11 для жидкотекучей среды, причем температуры протекающих там жидкотекучих сред, регулируются, как выше упомянуто со ссылкой на фиг.8.
Согласно другому предпочтительному варианту выполнения соответствующей изобретению обшивки предусмотрено, что пористый абсорбер 1.1 или дополнительно прикрепленный на нем покрывающий нетканый материал сформирован из препятствующего воспламенению волокнистого нетканого материала предпочтительно из полиэстерного нетканого материала. Обшивка при этом преимущественно оснащена так, что она обладает стойкостью к температуре, по меньшей мере, 150°C. Соответствующую изобретению обшивку таким образом удается применять в околомоторной зоне автомобиля или в зонах с подобным температурным нагруженном.
Осуществление изобретения не ограничено описанными выше примерами. Скорее являются допустимыми различные варианты, применяемые также при форме воплощения, принципиально отклоняющейся от замысла изобретения, воспроизведенного в формуле изобретения. Так, вместо волокнистого нетканого материала может быть применен и пористый, открытопористый пенистый материал в качестве слоя звукопоглотителя. Кроме того, соответствующая изобретению обшивка 1 может иметь, к примеру, местами несколько зон звукоизоляции, то есть несколько интегральных, отстоящих друг от друга, по существу, свободных от пор, воздухопроницаемых зон поверхностного слоя, расположенных целенаправленно на обшивке 1 соответственно акустическим требованиям по звукоизолированию.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКОЙ ЗВУКОИЗОЛЯЦИОННОЙ ОБШИВКИ ДЛЯ АВТОМОБИЛЕЙ И СООТВЕТСТВУЮЩАЯ ОБШИВКА | 2007 |
|
RU2408457C2 |
| КОВРОВОЕ ПОКРЫТИЕ ПОЛА АВТОМОБИЛЯ | 2019 |
|
RU2762577C1 |
| МНОГОСЛОЙНЫЙ ПЕРФОРИРОВАННЫЙ ЗВУКОПОГЛОТИТЕЛЬ | 2013 |
|
RU2639594C2 |
| ПОКРЫТИЕ ПОЛА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2008 |
|
RU2429320C2 |
| ШТУЧНЫЙ ЗВУКОПОГЛОТИТЕЛЬ КОЧЕТОВА СО ЗВУКООТРАЖАЮЩИМ ЭЛЕМЕНТОМ | 2015 |
|
RU2576263C1 |
| ЗВУКОПОГЛОТИТЕЛЬ КОЧЕТОВА ДЛЯ ГЛУШИТЕЛЕЙ ШУМА КОМПРЕССОРНЫХ СТАНЦИЙ | 2015 |
|
RU2581969C1 |
| ШТУЧНЫЙ ЗВУКОПОГЛОТИТЕЛЬ СО ЗВУКООТРАЖАЮЩИМ ОБЪЕМНЫМ ЭЛЕМЕНТОМ | 2014 |
|
RU2649651C2 |
| ШТУЧНЫЙ ЗВУКОПОГЛОТИТЕЛЬ СО ЗВУКООТРАЖАЮЩИМ ОБЪЕМНЫМ ЭЛЕМЕНТОМ | 2015 |
|
RU2658932C2 |
| МНОГОСЛОЙНЫЙ МЕТАЛЛИЧЕСКИЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2627863C2 |
| ЭЛЕМЕНТ КОЧЕТОВА ДЛЯ ГЛУШИТЕЛЯ ШУМА КОМПРЕССОРНЫХ СТАНЦИЙ | 2015 |
|
RU2587515C1 |
Использование: звукоизоляционная обшивка для кузова автомобиля. Сущность: обшивка (1) для кузовной детали автомобиля, в частности, в виде легкой обшивки передней стенки кузова, охватывающей один слой (1.1) звукопоглотителя, один, соединенный непосредственно со слоем звукопоглотителя, по существу, воздухонепроницаемый (1.2) слой звукоизоляции и один, примыкающий к нему слой (1.3) пенистого материала, причем слой (1.1) звукопоглотителя сформирован из пористого абсорбера, предпочтительно волокнистого нетканого материала или пенистого материала, имеющего при испытательном давлении 100 Па воздухопроницаемость в диапазоне от 150 до 2000 литров/м2с. Слой (1.2) звукоизоляции состоит из интегрального поверхностного слоя толщиной, по меньшей мере, 0,5 мм у слоя (1.3) пенистого материала и посредством запенивания пористого абсорбера соединен неразъемно, с замыканием по материалу, с пористым материалом абсорбера, по существу, без проникания пены. Изобретение относится также к способу изготовления такой обшивки. Технический результат: обеспечение возможности повышения звукоизоляции кузова автомобиля при ее незначительном весе. 2 н. и 22 з.п. ф-лы, 10 ил.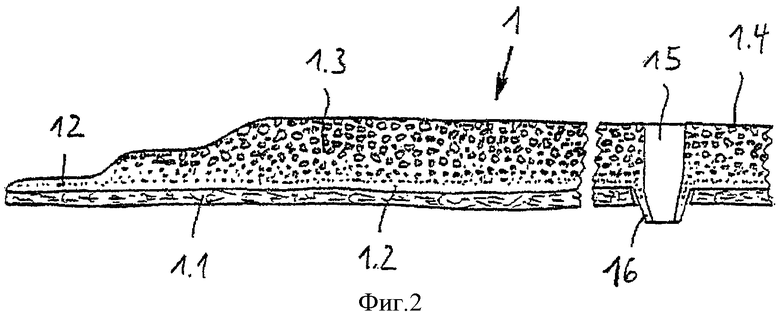
1. Легкая, звукоизолирующая обшивка (1) для кузовной детали автомобиля, в частности, в виде легкой обшивки передней стенки кузова, содержащая один слой звукопоглотителя, один, соединенный непосредственно со слоем звукопоглотителя, по существу, воздухонепроницаемый слой звукоизоляции и один, примыкающий к нему слой (1.3) пенистого материала, причем слой (1.1) звукопоглотителя сформирован из пористого абсорбера, предпочтительно волокнистого нетканого материала или пенистого материала, отличающаяся тем, что пористый абсорбер при испытательном давлении 100 Па имеет воздухопроницаемость в диапазоне от 150 до 2000 л/м2с, причем слой (1.2) звукоизоляции сформирован из интегрального, толщиной, по меньшей мере, 0,5 мм поверхностного слоя у слоя (1.3) пенистого материала и посредством запенивания пористого абсорбера соединен неразъемно, с замыканием по материалу, с пористым абсорбером, по существу, без проникания пены.
2. Обшивка по п.1, отличающаяся тем, что пористый абсорбер имеет линейное гидравлическое сопротивление в диапазоне от 5 кНс/м4 до 40 кНс/м4, предпочтительно в диапазоне от 5 кНс/м4 до 25 кНс/м4.
3. Обшивка по п.1 или 2, отличающаяся тем, что пористый абсорбер в поперечном сечении имеет одну, по существу, равномерную плотность и/или одно, по существу, равномерное гидравлическое сопротивление.
4. Обшивка по п.1 или 2, отличающаяся тем, что пористый абсорбер имеет массу единицы поверхности от 100 г/м2 до 1600 г/м2 и/или толщину в диапазоне от 2 мм до 30 мм.
5. Обшивка по п.1 или 2, отличающаяся тем, что пористый абсорбер сформирован из волокнистого нетканого материала из полиэтиленовых волокон, полипропиленовых волокон, смеси из полиэтиленовых и полипропиленовых волокон, хлопковых волокон или смеси из полиэтиленовых и натуральных волокон.
6. Обшивка по п.1 или 2, отличающаяся тем, что слой (1.2) звукоизоляции имеет толщину в диапазоне от 1 мм до 5 мм.
7. Обшивка по п.1 или 2, отличающаяся тем, что слой (1.2) звукоизоляции имеет кажущуюся плотность в диапазоне от 0,08 до 2,0 г/см3, предпочтительно в диапазоне от 0,08 до 1,4 г/см3.
8. Обшивка по п.1 или 2, отличающаяся тем, что слой (1.2) звукоизоляции имеет зоны различной толщины, причем различие по толщине составляет, по меньшей мере, 1 мм.
9. Обшивка по п.1 или 2, отличающаяся тем, что слой (1.3) пенистого материала имеет кажущуюся плотность в диапазоне от 0,02 до 0,1 г/см3.
10. Обшивка по п.1 или 2, отличающаяся тем, что ее общая масса единицы поверхности составляет менее чем 2500 г/м2, предпочтительно менее чем 2000 г/м2.
11. Обшивка по п.1 или 2, отличающаяся тем, что слой (1.2) звукоизоляции, по существу, по всей площади накрывает пористый абсорбер (1.1).
12. Обшивка по п.1 или 2, отличающаяся тем, что слой (1.2) звукоизоляции содержит участки, накрытые пористым абсорбером.
13. Обшивка по п.1 или 2, отличающаяся тем, что один слой (1.1) звукопоглотителя образует гибкую уплотнительную кромку (12').
14. Обшивка по п.1 или 2, отличающаяся тем, что она обладает жаростойкостью, по меньшей мере, 150°С.
15. Обшивка по п.1 или 2, отличающаяся тем, что пористый абсорбер выполнен из затрудняющего воспламенение волокнистого нетканого материала, предпочтительно, из полиэстерного нетканого полотна.
16. Способ изготовления легкой звукоизолирующей обшивки (1) для кузовной детали автомобиля, в частности легкой обшивки передней стенки кузова, при котором пористый слой (1.1) звукопоглотителя запенивают посредством реакционной смеси, содержащей полиоль и изоцианат, непосредственно в пенообразующем технологическом инструменте (6, 6'), отличающийся тем, что в качестве пористого слоя (1.1) звукопоглотителя применяют абсорбер, имеющий при испытательном давлении 100 Па воздухопроницаемость в диапазоне от 150 до 2000 л/м2с, причем реакционную смесь вводят в пенообразующий технологический инструмент, по существу, параллельно обратной стороне слоя (1.1) звукопоглотителя и/или параллельно плоскости дна (8.1) полости пенообразующего технологического инструмента, при этом в заранее определенной зоне поверхности пенообразующего технологического инструмента устанавливают температурный режим и/или во время введения смесевой пропорции из полиоля к изоцианату ее изменяют так, что из реакционной смеси формируется слой (1.3) пенистого материала, имеющего интегральный, по существу, воздухонепроницаемый поверхностный слой (1.2) звукоизоляции толщиной, по меньшей мере, 0,5 мм, который соединен неразъемно, с замыканием по материалу, со слоем (1.1) звукопоглотителя, по существу, без проникания пены.
17. Способ по п.16, отличающийся тем, что ограниченный объем реакционной смеси вводят в пенообразующий технологический инструмент (6, 6'), при этом реакционная смесь сначала не касается пористого слоя (1.1) звукопоглотителя, причем при реагировании реакционной смеси формируют неразъемное соединение с замыканием по материалу между реакционной смесью и пористым слоем (1.1) звукопоглотителя.
18. Способ по п.16 или 17, отличающийся тем, что запенивание пористого слоя (1.1) звукопоглотителя выполняют в открытом пенообразующем технологическом инструменте (6).
19. Способ по п.16 или 17, отличающийся тем, что запенивание пористого слоя (1.1) звукопоглотителя выполняют в закрытом пенообразующем технологическом инструменте (6').
20. Способ по п.19, отличающийся тем, что реакционную смесь впрыскивают в закрытый пенообразующий технологический инструмент (6') с применением перенаправляющего устройства (22), причем перенаправляющее устройство (22) задает реакционной смеси направление протекания впрыска (Е), ориентированное, по существу, параллельно обратной стороне пористого слоя (1.1) звукопоглотителя.
21. Способ по п.16 или 17, отличающийся тем, что пористый слой (1.1) звукопоглотителя в поперечном сечении имеет одну, по существу, равномерную плотность и/или одно, по существу, равномерное гидравлическое сопротивление.
22. Способ по п.16 или 17, отличающийся тем, что пористый слой (1.1) звукопоглотителя имеет линейное гидравлическое сопротивление в диапазоне от 5 кНс/м4 до 40 кНс/м4, предпочтительно в диапазоне от 5 кНс/м4 до 25 кНс/м4.
23. Способ по п.16 или 17, отличающийся тем, что пористый слой (1.1) звукопоглотителя имеет массу единицы поверхности от 100 г/м2 до 1600 г/м2 и/или толщину в диапазоне от 2 мм до 30 мм.
24. Способ по п.16 или 17, отличающийся тем, что пористый слой (1.1) звукопоглотителя формируют из полиэтиленовых волокон, полипропиленовых волокон, смеси из полиэтиленовых и полипропиленовых волокон, хлопковых волокон или смеси из полиэтиленовых и натуральных волокон.
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКОЙ ЗВУКОИЗОЛЯЦИОННОЙ ОБШИВКИ ДЛЯ АВТОМОБИЛЕЙ И СООТВЕТСТВУЮЩАЯ ОБШИВКА | 2007 |
|
RU2408457C2 |
| DE 102004054646 A1, 01.06.2006 | |||
| DE 10143167 A1, 27.03.2003 | |||
| Шариковая передача В.М.Красноярова | 1987 |
|
SU1434196A1 |
| ДЕТАЛЬ ИНТЕРЬЕРА САЛОНА ТРАНСПОРТНОГО СРЕДСТВА | 1992 |
|
RU2081010C1 |

