Изобретение относится к многослойному металлическому листу, в частности, для изготовления конструкционных элементов или кузовных деталей, с металлическими покровными листами и по меньшей мере одним размещенным между покровными листами сердцевинным слоем из полимера, который соединен с покровными листами с замыканием материала. В частности, изобретение относится к способу изготовления многослойного металлического листа, в частности, для применения в строительстве или в изготовлении автомобильного кузова, в котором металлические покровные листы с использованием давления и тепла соединяют с замыканием материала с размещенным между ними сердцевинным слоем из полимера.
Многослойный материал такого рода известен.
Под наименованием «LITECOR» известен разработанный фирмой-заявителем многослойный лист, который составлен двумя покровными листами из стали и одним сердцевинным слоем из синтетического материала. Этот многослойный лист отличается относительно малым весом при хорошей жесткости на изгиб для вариантов применения, среди прочих, в изготовлении автомобильного кузова. Сердцевинный слой этого материала состоит из термопластичного сополимера.
В основу настоящего изобретения положена задача дальнейшего усовершенствования многослойного листа указанного типа в том отношении, чтобы он имел экономичный и обладающий повышенными характеристиками жесткости сердцевинный слой, без ограничения возможностей его использования, и, в частности, который мог быть пригоден для холодного формования. Более того, должны быть расширены потенциальные возможности применения такого многослойного листа.
Для решения этой задачи предлагается многослойный металлический лист с признаками согласно пункту 1 формулы и, соответственно, способ изготовления с признаками согласно пункту 9 формулы.
Сердцевинный слой соответствующего изобретению многослойного металлического листа (далее - лист) имеет волокнистый армирующий компонент и окружающую волокна армирующего компонента полиуретановую матрицу, причем последняя сформирована из водной не содержащей растворителя полиуретановой дисперсии, причем волокна присутствуют в полиуретановой матрице в виде коротких отрезков волокон с длиной максимально 50 мм.
Посредством волокнистого армирующего компонента создается основа, которая в сочетании с окружающей волокна полиуретановой матрицей представляет экономичный и легкий сердцевинный слой многослойного листа. Благодаря окруженным полиуретановой матрицей и, соответственно, предварительно импрегнированным коротким отрезкам волокон многослойный лист может быть особенно хорошо подвергнут холодному формованию.
В качестве волокон для сердцевинного слоя соответствующего изобретению многослойного листа могут быть применены волокна разнообразных недорогих сортов. С помощью волокон можно влиять на свойства многослойного листа и тем самым расширять возможности его применения.
Согласно одному предпочтительному варианту исполнения соответствующего изобретению многослойного листа волокна сердцевинного слоя состоят из минеральных волокон, предпочтительно из керамических волокон. В результате этого может быть достигнут легкий, жаростойкий многослойный лист с жесткостью на изгиб от хорошей до очень хорошей.
Один дополнительный предпочтительный вариант осуществления изобретения отличается тем, что полиуретановая дисперсия содержит блокированный изоцианат, соответственно, тем, что к водной не содержащей растворителя полиуретановой дисперсии для получения сердцевинного слоя добавляется блокированный изоцианат. Жаростойкие волокна, такие как керамические волокна и стеклянные волокна, могут быть хрупкими и допускают лишь незначительную возможность формования (деформации). Для повышения, в частности, эластичности и прочности склеивания волокнистого пропитанного водной не содержащей растворителя полиуретановой (PU) дисперсией армирующего компонента для применения в качестве сердцевинного слоя соответствующего изобретению многослойного листа, к PU-дисперсии добавляется блокированный NCO (изоцианат). «Блокированный» означает, что NCO-группы в PU-дисперсии при комнатной температуре (около 20°С) находятся в изолированном состоянии и активируются лишь по достижении определенной температуры. Благодаря этому, помимо прочего, обеспечивается возможность более интенсивного сшивания полиуретановой дисперсии. В качестве блокированного NCO предпочтительно добавляются ароматические изоцианаты (например, мономерный дифенилметандиизоцианат) и/или алифатические изоцианаты (например, изофорондиизоцианат).
В дополнительном варианте осуществления изобретения волокнистый армирующий компонент для сердцевинного слоя многослойного листа выполнен в виде однонаправленно упорядоченного текстильного материала, ткани, трикотажного полотна или нетканого материала. Посредством структуры волокнистого армирующего компонента можно влиять на прочность на изгиб и способность к формованию соответствующего изобретению многослойного листа. Для достижения особенно высокой жесткости на изгиб волокнистый армирующий компонент предпочтительно выполнен в виде ткани. Напротив, способность к формованию от хорошей до очень хорошей может быть лучше достигнута со слоем волокон, выполненным в виде нетканого материала.
Толщина сердцевинного слоя соответствующего изобретению многослойного листа предпочтительно лежит в диапазоне от 0,4 до 2,0 мм, особенно предпочтительно составляет максимально 1,5 мм.
В качестве покровных листов для соответствующего изобретению многослойного листа пригодны листы из алюминиевого, магниевого или стального материала, и их комбинации. В особенности предпочтительно применение покровных листов из стального материала, которые имеют толщину в диапазоне от 0,1 до 1,0 мм, предпочтительно в диапазоне от 0,2 до 0,8 мм. Стальной материал представляет собой относительно недорогой материал, который отличается высокой термостойкостью, высоким пределом прочности на растяжение и хорошей формуемостью, в частности благоприятными характеристиками при глубокой вытяжке и/или поведением при штамповке. Типичные значения предела текучести для используемых здесь стальных покровных листов лежат в диапазоне 250 и 350 МПа. Также применимы другие величины жесткости с более высокими пределами текучести.
Для достижения благоприятной стоимости материалов и в то же время длительного срока службы соответствующего изобретению конструкционного элемента предусматривается такой дополнительный вариант осуществления изобретения, что покровные листы снабжаются коррозионно-защитным слоем. Коррозионно-защитный слой выполняется, например, горячим облагораживанием и/или электролитическим нанесением покрытия на металлические покровные листы. Типичные покрытия для горячего облагораживания представляют собой: Z: 99% Zn, ZA: 95% Zn+5% Al; AZ: 5% Al+43,4% Zn+1,6% Si; AS: 88-92% Al+8-12% Si.
Один дополнительный предпочтительный вариант исполнения соответствующего изобретению многослойного листа отличается тем, что покровные листы имеют различную толщину и/или снабжены различающимися коррозионно-защитными слоями. Тем самым может быть получен многослойный лист с оптимальными характеристиками в отношении высокой жесткости на изгиб, малого веса конструкционной детали и высокой коррозионной стойкости.
В одном дополнительном варианте исполнения соответствующего изобретению многослойного листа по меньшей мере один из покровных листов снабжен выполненным из цинка коррозионно-защитным слоем. Альтернативно или дополнительно, по меньшей мере один из покровных листов может быть также снабжен выполненным из алюминия коррозионно-защитным слоем.
Наряду с классическим горячим покрытием, а также с электролитическим покрытием, также могут быть применены покрытия, образованные методами CVD (химического осаждения из паровой фазы), PVD (физического осаждения из паровой фазы), и/или золь-гель-покрытия. Кроме того, покровные листы также могут быть дополнительно облагорожены, например, анодированием, или являются такими. Благодаря этому цветовое оформление не имеет границ.
Согласно одному дополнительному варианту исполнения соответствующего изобретению многослойного листа, по меньшей мере один из покровных листов снабжен органическим слоем, например, в форме лака или лакированной пленки или, соответственно, лаковой пленки. Благодаря этому становится безграничным цветовое оформление соответствующего изобретению многослойного листа. Органический слой предпочтительно имеет свойство самосвечения (самосветящийся характер).
Один предпочтительный вариант исполнения соответствующего изобретению способа отличается тем, что сердцевинный слой перед соединением с покровными листами пронизывают и/или механически обезвоживают. Благодаря этому эффективно снижается содержание воды в волокнистом армирующем компоненте после того, как он был пропитан водной не содержащей растворителя полиуретановой дисперсией. Тем самым может быть надежно предотвращена внутренняя коррозия металлических покровных листов. Снижение содержания воды может быть выполнено, например, при формировании сердцевинного слоя из нескольких волокнистых армирующих компонентов (волоконных слоев) путем послойного нанесения водной не содержащей растворителя PU-дисперсии, предпочтительно с добавлением блокированного NCO, причем PU-дисперсия подвергается прессованию, например, с помощью по меньшей мере одного игольчатого ролика, валика с резиновой оболочкой или тому подобного, в каждом волоконном слое, и/или выдавливается избыточная вода. Напротив, при применении только одного волоконного слоя снижение содержания воды может быть достигнуто, например, повышением пористости волоконного слоя.
В одном дополнительном предпочтительном варианте исполнения соответствующего изобретению способа предусматривается, что изготовленный из покровных листов и сердцевинного слоя многослойный металлический лист непосредственно после завершения соединения с замыканием материала сердцевинного слоя и покровных листов подвергается охлаждению и во время охлаждения одновременно прессованию или прокатке (вальцовке). Это может содействовать объемной усадке, обусловленной удалением воды, и, соответственно, уплотнению сердцевинного слоя. В частности, благодаря этому могут быть целенаправленно снижены напряжения в композите (многослойном металлическом листе).
Далее изобретение разъясняется с помощью представляющих примеры исполнения чертежей. Как схематически показано:
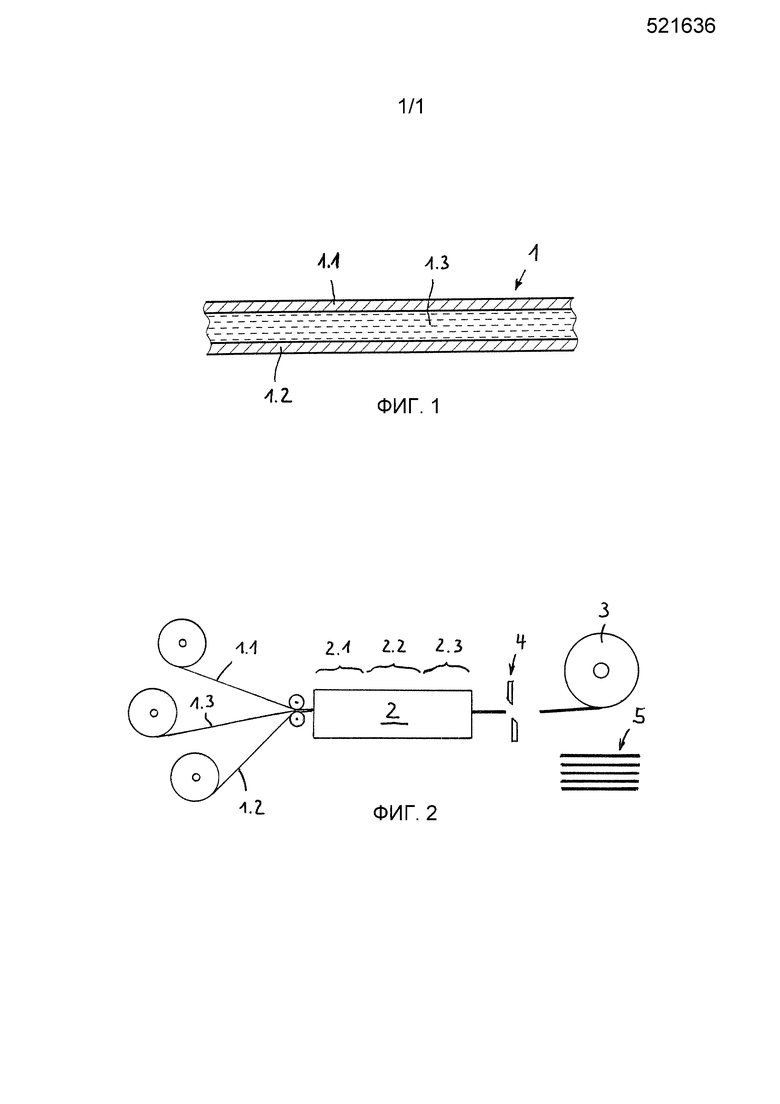
Фиг. 1 представляет вид в разрезе фрагмента соответствующего изобретению многослойного металлического листа.
Фиг. 2 представляет установку для изготовления соответствующего изобретению многослойного металлического листа.
Представленный в чертеже многослойный металлический лист 1 выполнен из двух металлических покровных листов 1.1, 1.2 и волокнистого жаростойкого сердцевинного слоя 1.3.
Покровные листы 1.1, 1.2 предпочтительно состоят из стального листа, который снабжен коррозионно-защитным слоем. При этом предпочтительно применяются коррозионно-защитные слои на основе цинка или алюминия. Толщина соответствующего покровного слоя (покровного листа) 1.1, 1.2 составляет, например, от около 0,1 до 0,8 мм, предпочтительно максимально 0,5 мм, особенно предпочтительно максимально 0,4 мм. В показанном на фиг.1 примере исполнения оба покровных листа 1.1, 1.2 имеют по существу одинаковую толщину, например около 0,3 мм, и выполнены из материала одинакового качества. Но для изготовления композитного материала 1 могут быть также применены покровные листы 1.1, 1.2 с различной толщиной и/или из материалов различного качества. В частности, покровные листы 1.1, 1.2 могут быть снабжены различными коррозионно-защитными слоями. Так, например, покровный лист 1.1 или 1.2 может быть снабжен покрытием на основе алюминия, которое обладает высокой теплоотражающей способностью, тогда как другой покровный лист 1.2 или 1.1 снабжен покрытием на основе цинка.
Сердцевинный слой 1.3 выполнен по меньшей мере из одного волоконного слоя, соответственно, волокнистого армирующего компонента, и окружающей волокна полиуретановой (PU) матрицы. Матрица изготавливается пропитыванием, соответственно, просачиванием/импрегнированием волокнистого армирующего компонента или волокнистых армирующих компонентов водной не содержащей растворителя полиуретановой (PU) дисперсией. Под понятием «препрег» в этой связи понимаются предварительно пропитанные волокна, причем волокна могут находиться в полиуретановой матрице как бесконечные волокна, а также как более короткие отрезки волокон, например, с длиной волокон максимально 50 мм. PU-дисперсия и, соответственно, PU-матрица действует как связующий материал (клеевое средство).
Полиуретановая дисперсия предпочтительно дополнительно содержит блокированный NCO (изоцианат), который при комнатной температуре является инертным и активируется лишь при нагревании до определенной температуры, например выше 50°С. Для такого блокированного средства пригодны ароматические и алифатические изоцианаты, например мономерный дифенилметандиизоцианат и изофорондиизоцианат. Благодаря применению соответствующего блокированного средства может быть достигнуто усиленное сшивание полиуретановой дисперсии. Смесевое соотношение PU-дисперсии и блокированного NCO зависит от температуры активации, а также от желательной степени сшивания внутри волокнистого армирующего компонента.
Волокна армирующего компонента состоят из минеральных, устойчивых к высоким температурам волокон, предпочтительно из керамических негорючих волокон. При этом волокнистый армирующий компонент может быть выполнен в виде однонаправленно упорядоченного текстильного материала, ткани или нетканого материала. Применяемый для изготовления сердцевинного слоя 1.3 волокнистый армирующий компонент является пористым в смысле открытопористого материала, следовательно, проницаемого для жидкостей.
Для изготовления соответствующего изобретению многослойного листа 1 используется сердцевинный слой 1.3 в виде предварительно сформированного полуфабриката, например, в форме так называемого препрега. Под понятием «препрег» в этой связи понимаются предварительно пропитанные волокна, причем волокна могут находиться в полиуретановой матрице как бесконечные волокна, а также как более короткие отрезки волокон, например, с длиной волокон максимально 50 мм.
Сердцевинный слой 1.3 соответствующего изобретению многослойного листа имеет толщину в диапазоне от 0,4 мм до 2,0 мм, предпочтительно максимально 1,5 мм. Он обладает термостабильностью по меньшей мере до температур в 300°С, предпочтительно по меньшей мере 700°С. Кроме того, сердцевинный слой 1.3 содержит минеральное не содержащее галогенов огнезащитное средство, которое проявляет высокое дымоподавляющее действие.
Волокнистый сердцевинный слой 1.3 придает многослойному листу 1 согласно изобретению, наряду с высокой термостабильностью при хорошей в то же время теплоизоляции, также явственно повышенные характеристики жесткости по сравнению с традиционным сердцевинным слоем из термопластичного синтетического материала. Эти повышенные характеристики жесткости позволяют применять относительно более тонкие металлические покровные листы 1.1, 1.2 и тем самым уменьшать вес многослойного листа 1.
На фиг. 1 можно различить, что каждый из покровных листов 1.1, 1.2 композитного материала 1 выполнен значительно более тонким, чем сердцевинный слой 1.3. Для получения легковесного многослойного листа толщина сердцевинного слоя 1.3 составляет по меньшей мере 1,5-кратную, предпочтительно по меньшей мере 2-кратную, и в особенности предпочтительно по меньшей мере 2,5-кратную величину толщины самого тонкого из обоих покровных слоев 1.1, 1.2.
На фиг. 2 схематически представлен способ изготовления соответствующего изобретению многослойного листа 1. Покровные листы 1.1, 1.2 и предварительно сформированный сердцевинный слой 1.3 предпочтительно подготовлены в виде рулона (мотка) и разматываются. В альтернативном варианте компоненты 1.1, 1.2 и 1.3 также могут подготавливаться в виде раскроенных заготовок (пластин) и соединяться друг с другом.
Покровные листы 1.1, 1.2 и предварительно сформированный сердцевинный слой 1.3 подаются в нагреваемый пресс 2, предпочтительно двухленточный пресс. В прессе 2 композит нагревается до температуры от около 120 до 180°С, предпочтительно максимально 160°С. Создаваемое прессом, в частности двухленточным прессом 2, давление может быть по существу постоянным. Прилагаемое давление может составлять, например, максимально до 30 бар. Но предпочтительно пресс 2 может работать и при различно высоких давлениях прессования. Так, например, в двухленточном прессе 2, который подразделен на зону 2.1 нагревания, зону 2.2 выдерживания и зону 2.3 охлаждения, давление прессования в зоне 2.2 выдерживания является явно более высоким, чем в последующей зоне охлаждения (этап охлаждения).
Как уже упоминалось выше, PU-матрица действует как связующий материал (клеевое средство), в частности, когда к водной не содержащей растворителя PU-дисперсии, которой были пропитаны/импрегнированы волоконный слой или, соответственно, волоконные слои, был добавлен блокированный NCO (изоцианат). В результате нагревания композитного материала, состоящего из покровных листов 1.1, 1.2 и предварительно сформированного сердцевинного слоя 1.3, активируется клеящее действие PU-матрицы, и/или она становится реакционноспособной. Соответствующий изобретению предварительно сформированный сердцевинный слой 1.3 для соединения с замыканием материала с покровными листами 1.1, 1.2 не требует никакого дополнительного слоя усилителя сцепления, в частности никакого органического слоя усилителя сцепления.
В зоне 2.3 охлаждения, в которой композитный материал охлаждается предпочтительно до комнатной температуры, предпочтительно преобладает умеренное давление прессования, посредством которого может поддерживаться, соответственно, поддерживается обусловленное удалением воды из PU-матрицы уплотнение (объемная усадка) сердцевинного слоя. Этим путем целенаправленно снимаются обычно имеющиеся в композитном материале напряжения.
После двухленточного пресса 2 изготовленный многослойный лист 1 наматывается в рулон 3 или с помощью режущего устройства 4 разрезается на отдельные панели 5 заданной длины.
Соответствующий изобретению многослойный лист 1 может легко подвергаться пластическому формованию, в частности, процессом глубокой вытяжки и/или штамповкой. Для этого, например, из соответствующего лентообразного композитного материала 1 вырезаются листовые заготовки и подвергаются холодному формованию в формовочном прессе (не показан) с образованием трехмерных конструкционных деталей, например деталей автомобильного кузова. При этом конструкционные детали, в частности детали автомобильного кузова, благодаря короткой длине волокон в полиуретановой матрице могут быть изготовлены с почти любыми формами и, соответственно, профилями, и с разнообразными размерами.
Соответствующий изобретению многослойный лист 1 может быть эффективно использован, например, в кораблестроении, самолетостроении, в производстве железнодорожного подвижного состава, в производстве промышленного оборудования, а также при изготовлении мебели.
Варианты осуществления изобретения не ограничиваются представленными на чертежах примерами исполнения. Напротив, возможны многообразные варианты соответствующего изобретению многослойного листа и, соответственно, способа его изготовления, которые также в случае вариантов оформления, которые отличаются от представленных примеров исполнения, входят в объем обозначенного в пунктах прилагаемой формулы изобретения. Так, например, покровные листы 1.1, 1.2 могут состоять также из алюминиевого и/или магниевого материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕПРЕГИ И ПОЛУЧАЕМЫЕ ИЗ НИХ ФОРМОВАННЫЕ ИЗДЕЛИЯ | 2010 |
|
RU2540078C2 |
| ВОДНАЯ ДИСПЕРСИЯ ПОЛИУРЕТАН-ПОЛИМОЧЕВИНА И КРАСКА НА ВОДНОЙ ОСНОВЕ, СОДЕРЖАЩАЯ УКАЗАННУЮ ДИСПЕРСИЮ | 2015 |
|
RU2678207C2 |
| ВОДНАЯ ДИСПЕРСИЯ ПОЛИУРЕТАН-ПОЛИМОЧЕВИНЫ И КРАСКА НА ВОДНОЙ ОСНОВЕ, СОДЕРЖАЩАЯ УКАЗАННУЮ ДИСПЕРСИЮ | 2015 |
|
RU2678012C2 |
| УСТОЙЧИВЫЕ ПРИ ХРАНЕНИИ ПОЛИУРЕТАНОВЫЕ ПРЕПРЕГИ И ПОЛУЧЕННЫЕ ИЗ НИХ ВОЛОКНИСТЫЕ КОМПОЗИЦИОННЫЕ КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ | 2013 |
|
RU2616696C2 |
| АРМИРУЮЩЕЕ ВОЛОКНО И ЕГО ПРИМЕНЕНИЕ ДЛЯ АРМИРОВАНИЯ БЕТОНА | 2011 |
|
RU2583387C2 |
| ПРЕПРЕГИ И ПОЛУЧАЕМЫЕ ИЗ НИХ ПРИ ПОНИЖЕННОЙ ТЕМПЕРАТУРЕ ФОРМОВАННЫЕ ИЗДЕЛИЯ | 2010 |
|
RU2545066C9 |
| ТКАНЬ ДЛЯ ПОКРЫТИЯ ВОЗДУШНЫХ ЛЕТАТЕЛЬНЫХ АППАРАТОВ ГРАЖДАНСКОЙ АВИАЦИИ | 2008 |
|
RU2436880C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ ДЛЯ ПОЛУЧЕНИЯ СПЕЦИАЛЬНЫХ ПОВЕРХНОСТНЫХ ЭФФЕКТОВ | 2003 |
|
RU2317358C2 |
| КРАСКИ НА ВОДНОЙ ОСНОВЕ, ВКЛЮЧАЮЩИЕ СШИВАЮЩИЕ ПОЛИУРЕТАНОВЫЕ СВЯЗУЮЩИЕ ВЕЩЕСТВА И ОПРЕДЕЛЕННУЮ КОМПОЗИЦИЮ РАСТВОРИТЕЛЕЙ | 2016 |
|
RU2690855C1 |
| ПОЛИУРЕТАНОВЫЕ ПРЕПРЕГИ И ИЗГОТАВЛИВАЕМЫЕ ИЗ НИХ ВОЛОКНИСТЫЕ КОМПОЗИТНЫЕ ЭЛЕМЕНТЫ | 2014 |
|
RU2656051C2 |
Изобретение относится к многослойным конструкционным материалам, в частности, для изготовления конструкционных элементов или кузовных деталей и касается многослойного металлического листа и способа его изготовления. Металлический лист содержит металлические покровные листы и по меньшей мере один размещенный между покровными листами сердцевинный слой из полимера, который соединен с замыканием материала с покровными листами. Сердцевинный слой многослойного листа имеет волокнистый армирующий компонент и окружающую волокна армирующего компонента полиуретановую матрицу, сформированную из водной не содержащей растворителя полиуретановой дисперсии. Волокна присутствуют в полиуретановой матрице в виде коротких отрезков волокон с длиной максимально 50 мм. Волокна армирующего компонента состоят из минеральных волокон, в частности из керамических волокон. Изобретение обеспечивает создание многослойного металлического листа, обладающего повышенными характеристиками жесткости сердцевинного слоя, без ограничения его использования, в частности пригодного для холодного формования. 2 н. и 14 з.п. ф-лы, 2 ил.
1. Многослойный металлический лист с металлическими покровными листами (1.1, 1.2) и по меньшей мере одним размещенным между покровными листами сердцевинным слоем (1.3) из полимера, который соединен с замыканием материала с покровными листами (1.1, 1.2), отличающийся тем, что сердцевинный слой (1.3) имеет волокнистый армирующий компонент и окружающую волокна армирующего компонента полиуретановую матрицу, причем полиуретановая матрица выполнена из водной не содержащей растворителя полиуретановой дисперсии, причем волокна присутствуют в полиуретановой матрице в виде коротких отрезков волокон с длиной максимально 50 мм, причем волокна армирующего компонента состоят из негорючих керамических волокон.
2. Многослойный лист по п. 1, отличающийся тем, что он используется для изготовления конструкционных элементов или кузовных деталей.
3. Многослойный лист по п. 1 или 2, отличающийся тем, что полиуретановая дисперсия содержит блокированный изоцианат.
4. Многослойный лист по п. 1, отличающийся тем, что волокнистый армирующий компонент выполнен в виде однонаправленно упорядоченного текстильного материала, ткани или нетканого материала.
5. Многослойный лист по п. 1, отличающийся тем, что сердцевинный слой (1.3) имеет толщину в диапазоне от 0,4 до 2,0 мм, предпочтительно максимально 1,5 мм.
6. Многослойный лист по п. 1, отличающийся тем, что покровные листы (1.1, 1.2) изготовлены из алюминиевого, магниевого, стального материала или их комбинаций.
7. Многослойный лист по п. 1, отличающийся тем, что соответствующий покровный лист (1.1, 1.2) имеет толщину в диапазоне от 0,1 до 1,0 мм, предпочтительно в диапазоне от 0,2 до 0,8 мм.
8. Многослойный лист по п. 1, отличающийся тем, что по меньшей мере один из покровных листов (1.1, 1.2) снабжен коррозионно-защитным слоем.
9. Способ изготовления многослойного металлического листа, при котором металлические покровные листы (1.1, 1.2) соединяют с замыканием материала с размещенным между ними сердцевинным слоем (1.3) из полимера с использованием давления и тепла, отличающийся тем, что в качестве сердцевинного слоя используют предварительно сформированный сердцевинный слой (1.3), который имеет волокнистый армирующий компонент и окружающую волокна армирующего компонента полиуретановую матрицу, причем полиуретановую матрицу образуют из водной не содержащей растворителя полиуретановой дисперсии, причем волокна присутствуют в полиуретановой матрице в виде коротких отрезков волокон с длиной максимально 50 мм, причем в качестве волокнистого армирующего компонента используют армирующий компонент, изготовленный из негорючих керамических волокон.
10. Способ по п. 9, отличающийся тем, что многослойный металлический лист используют для строительства или изготовления кузовов.
11. Способ по п. 9, отличающийся тем, что к полиуретановой дисперсии добавляется блокированный изоцианат.
12. Способ по п. 9, отличающийся тем, что в качестве блокированного изоцианата добавляется ароматический и/или алифатический изоцианат.
13. Способ по п. 9, отличающийся тем, что сердцевинный слой (1.3) перед соединением с покровными листами (1.1, 1.2) пронизывают и/или механически обезвоживают.
14. Способ по п. 9, отличающийся тем, что в качестве покровных листов (1.1, 1.2) используются листы из алюминиевого, магниевого, стального материала или их комбинаций.
15. Способ по п. 9, отличающийся тем, что в качестве покровных листов (1.1, 1.2) применяются листы из стального материала, которые снабжены коррозионно-защитным слоем, предпочтительно слоем цинка.
16. Способ по п. 9, отличающийся тем, что изготовленный из покровных листов (1.1, 1.2) и сердцевинного слоя (1.3) многослойный металлический лист (1) непосредственно после завершения соединения с замыканием материала сердцевинного слоя и покровных листов подвергается охлаждению и во время охлаждения одновременно прессованию или прокатке.
| Штамп для гибки | 1982 |
|
SU1118451A1 |
| WO 2011100734 A1, 18.08 | |||
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| WO 2009106500 A1, 03.09.2009 | |||
| US 6696164 B2, 24.02.2004 | |||
| DE 10062009 A1, 04.07 | |||
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |

