Изобретение относится к машиностроению, к обработке металлов резанием, в частности к конструкциям червячных сборных фрез, и может быть использовано для обработки зубофрезерованием с упрочнением зубьев колес методом обкатывания.
Известна конструкция фрезы, которая включает корпус, режущие и опорные зубчатые рейки и крышки. В корпусе фрезы выполнены продольные пазы со ступенчатым основанием для размещения реек, при этом ступень, предназначенная для размещения опорной зубчатой рейки, по глубине превышает ступень для размещения режущей зубчатой рейки на величину А, выбираемую из соотношения A=(0,3…0,8)m; где A - величина смещения ступеней, мм; m - модуль фрезы [1].
Недостатком известной фрезы являются узкие технологические возможности, высокая трудоемкость изготовления фрез и низкая шероховатость обработанной зубчатой поверхности, невысокая стойкость и виброустойчивость инструмента, ведущие к пониженной работоспособности и производительности.
Задачей изобретения является расширение технологических возможностей, повышение производительности и качества зубообработки, снижение величины шероховатости обработанной поверхности и повышение износостойкости, виброустойчивости и работоспособности инструмента путем введения комбинированной зубообработки с возможностью чистовой обработки и упрочнения рабочих поверхностей нарезаемых зубьев, а также снижение себестоимости процесса обработки.
Поставленная задача решается с помощью предлагаемой комбинированной сборной червячной фрезы для нарезания зубьев колес методом обкатывания, в продольных пазах корпуса которой закреплены режущие и опорные зубчатые рейки, причем зубья опорной рейки выполнены игольчатыми, набранными из пучков ворса, радиально расположенных прутков металлической проволоки, соединенных друг с другом упругой массой, причем толщина игольчатого зуба больше толщины режущего зуба на величину двойного натяга, кроме того, прутки металлической проволоки, из которых состоит игольчатый зуб, имеют Г-образную форму и радиальное расположение ножки прутка, а отогнутая часть прутка выходит и формирует боковую рабочую часть игольчатого зуба и своим торцом воздействует на боковую поверхность зубьев обрабатываемой заготовки, срезая микронеровности и упрочняя ее.
Особенности конструкции и работы предлагаемой комбинированной сборной упрочняющей червячной фрезы поясняются чертежами.
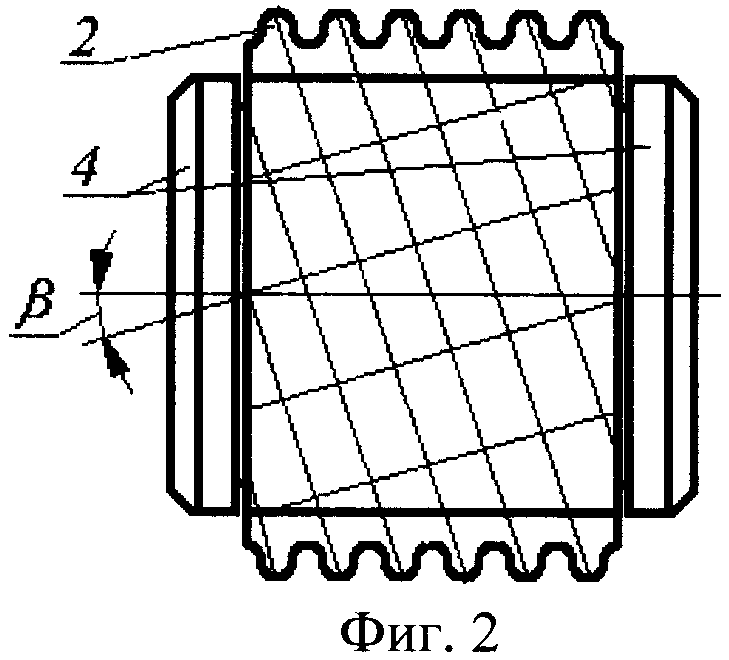
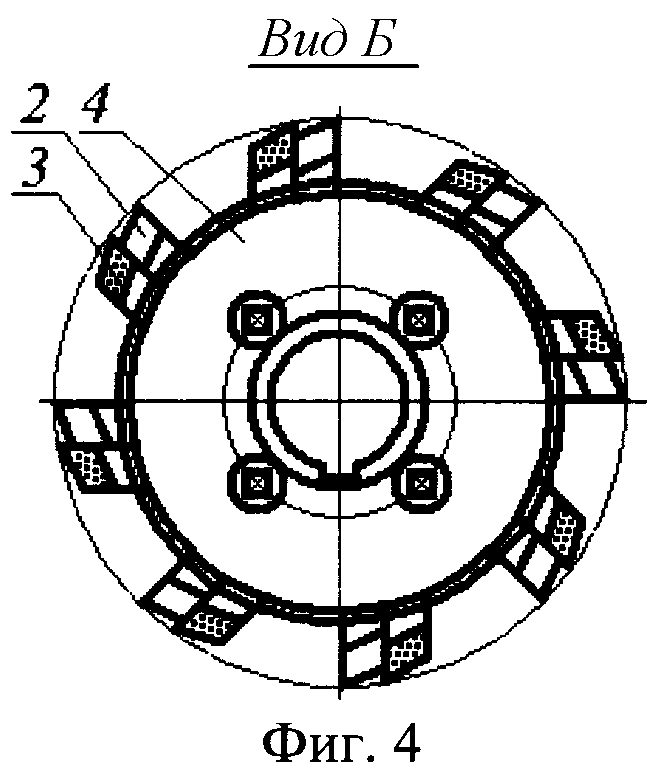
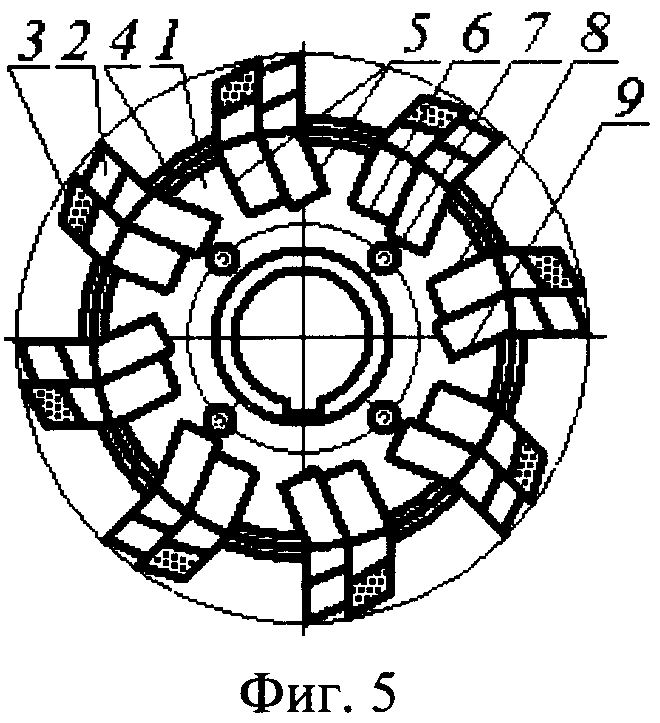
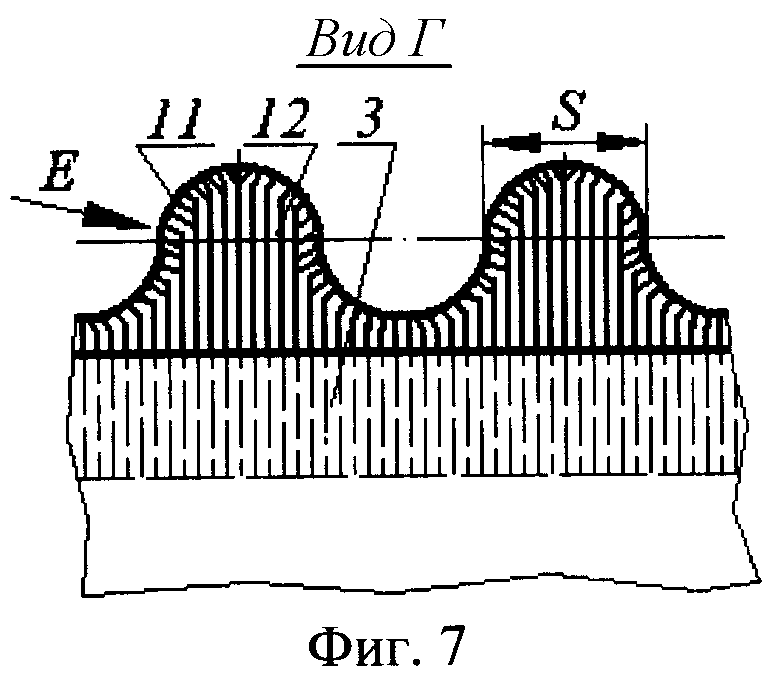
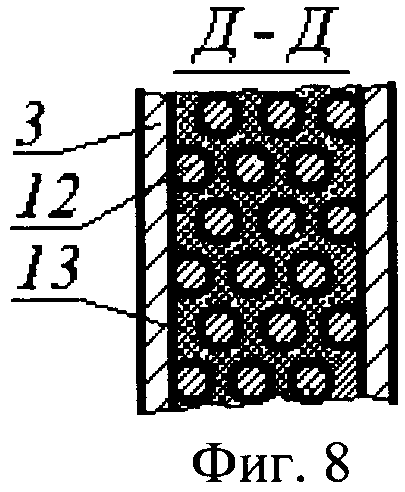
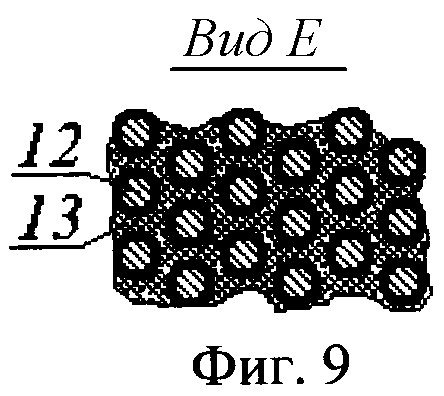
На фиг.1 представлена конструкция комбинированной сборной упрочняющей червячной фрезы для нарезания зубьев колес зацепления Новикова методом обкатывания, частичный продольный разрез; на фиг.2 - комбинированная сборная упрочняющая червячная фреза, общий вид; на фиг.3 - поперечное сечение А-А на фиг.1; на фиг.4 - вид с торца Б на фиг.1; на фиг.5 - вид с торца Б, крышка условно снята; на фиг.6 - элемент В на фиг.3; на фиг.7 - вид Г на фиг.6; на фиг.8 - сечение Д-Д на фиг.6; на фиг.9 - вид Е на фиг.7; на фиг.10 - пакеты пучков проволочного ворса из П-образных прутков, смонтированных в пазу опорной рейки, операционный эскиз сборки; на фиг.11 - операционный эскиз прорезания впадины игольчатой зубчатой опорной рейки профильным шлифовальным кругом.
Предлагаемая комбинированная сборная упрочняющая червячная фреза предназначена для зубофрезерования с одновременным иглофрезерованием микронеровностей и упрочнением рабочих поверхностей в основном крупномодульных прямозубых цилиндрических эвольвентных колес, зубьев косозубых колес, прямозубых конических колес, зубчатых реек, шлицевых валов, а также колес зацепления Новикова методом обкатывания.
Особенности устройства предлагаемого зубофрезерного инструмента рассмотрим на примере крупномодульной фрезы для обработки колес зацепления Новикова.
Круговинтовые передачи Новикова применяют в тяжелых машинах, и профили зубьев колес очерчиваются дугами окружностей, см. ГОСТ 15023-76 [2]. Начальное касание (без нагрузки) происходит в точке, которая перемещается не по высоте зубьев, а только в осевом направлении, таким образом линия зацепления параллельна осям колес, при этом зубчатые колеса косозубые с углом наклона линии зуба β. К достоинствам таких зубчатых передач относятся: пониженные контактные напряжения, благоприятные условия для образования масляного клина, возможность применения колес с малым числом зубьев и, следовательно, большие передаточные числа. Несущая способность передач Новикова по критерию контактной прочности существенно выше, чем эвольвентных. Поэтому проблемы повышения производительности, качества, износостойкости зубчатых колес зацепления Новикова весьма актуальны.
Предлагаемая комбинированная сборная упрочняющая червячная фреза состоит из корпуса 1, выполненного в виде диска с центральным отверстием для установки фрезы на оправке шпинделя зубофрезерного станка, режущих зубчатых реек 2, опорных реек 3 с игольчатыми режущими и упрочняющими зубьями и крышек 4. В корпусе имеются продольные пазы 5 со ступенчатым основанием. На одну из ступеней 6 устанавливается рейка 3 с игольчатыми режущими и упрочняющими зубьями, а на другую ступень 7 - режущая зубчатая рейка 2. Боковые стороны 8 и 9 каждого паза могут быть выполнены как параллельными, так и непараллельными между собой в зависимости от выполнения зубчатых реек.
В пазу 10 опорной рейки 3 установлены игольчатые зубья 11, набранные из пучков ворса, радиально расположенных прутков 12 металлической проволоки, соединенных друг с другом упругой массой 13. Крепление проволочного ворса к металлическим рейкам осуществляется известными способами [5]. На фиг.6, 7, 10, 11 показано крепление проволочного ворса в пазу рейки путем запрессовки с последующим паянием или точечной сваркой. Металлические проволочные прутки 12 соединены друг с другом упругой массой 13, например, из полиуретана СКУ-7Л или резины, которая при вулканизации прочно соединяет прутки металлической проволоки между собой, делая зубья 11 монолитными.
Игольчатые зубья 11 расположены за режущими зубьями фрезы и предназначены для срезания микронеровностей, оставленных режущими зубьями, и упрочнения рабочих поверхностей зубьев заготовки. Делительная толщина S игольчатого зуба 11 больше делительной толщины режущего зуба на двойную величину натяга - 2i.
Прутки металлической проволоки, из которых состоит игольчатый зуб, имеют Г-образную форму и радиальное расположение ножки прутка, а отогнутая часть прутка выходит на боковую рабочую часть игольчатого зуба, перпендикулярно ей, при этом отогнутая часть своим торцом воздействует на боковую поверхность зубьев обрабатываемой заготовки, срезая микронеровности и упрочняя ее (фиг.7-9).
Для получения игольчатых зубьев составляют пакеты пучков проволочного ворса из П-образных прутков и монтируют пакеты в пазу опорной рейки, см. операционный эскиз сборки, показанный на фиг.10, таким образом, что в один зуб входят половинки двух соседних пакетов.
Игольчатая зубчатая рейка помимо резания микронеровностей и упрочнения зубчатой поверхности служит для создания дополнительной площади контакта режущей зубчатой рейки, что способствует повышению жесткости фрезы в целом, увеличению количества переточек. Режущая и игольчатая зубчатые рейки изготовляются комплектами для каждой фрезы разных размеров по толщине, высоте и профилю зубьев, поэтому они устанавливаются на различные основания 7 и 6.
Режущая и игольчатая зубчатые рейки запрессовываются попарно в пазы корпуса с подогревом последнего. Посадка с натягом реек в пазах гарантирует высокую жесткость против осевого смещения. Дополнительно рейки удерживаются закрепленными с обоих торцов корпуса крышками 4 и клеем. Крышки на торцах имеют буртики, которыми надеваются на выступающие концы реек, и крепятся к корпусу винтами. Клей соединяет воедино корпус и рейки, создавая необходимую монолитную конструкцию, что особенно важно для крупномодульных конструкций фрез.
Преимуществом сборной упрочняющей червячной фрезы предлагаемой конструкции является снижение трудоемкости ее изготовления по сравнению с известными конструкциями. Корпус предлагаемой фрезы выбирается значительно меньших по наружному диаметру размеров, так как на нем не требуется производить прорезку резьбового профиля под будущие опорные рейки. Это способствует значительной экономии стали. Поэтому после токарной обработки корпуса только фрезеруются продольные ступенчатые пазы набором дисковых фрез.
Одновременно изготавливается необходимый комплект режущих и игольчатых зубчатых реек. В дальнейшем в технологическом корпусе производится обработка основного профиля зубьев режущих реек на токарном или резьбофрезерном станке и профилирование игольчатых реек на резьбошлифовальном станке (фиг.11, где ШК - обозначен профильный шлифовальный круг). После термической обработки всех деталей конструкции осуществляются их очистка и нанесение клея на соединяемые поверхности пазов корпуса и реек и сборка конструкции. Отверждение клеевого соединения производится в печах или на воздухе при заданной температуре. В дальнейшем операции механической обработки предлагаемой червячной фрезы ничем не отличаются от операций финишной обработки известных сборных червячных фрез [3, 4].
После общей сборки перед зубофрезерованием необходимо шлифовать по профилю игольчатые зубья с учетом натяга i.
Пример. На зубофрезерном станке мод. 53А80 нарезали зубья на зубчатом колесе зацепления Новикова: модуль - 9 мм, число зубьев - 34, угол наклона зуба - β=17°0/0//, направление линии зуба - левое, нормальный исходный контур - по ГОСТ 15023-76, зацепление Новикова; коэффициент смещения -0,063; степень точности - 9-С; длина общей нормали - 200,6+0,05 -0,1 мм; число зубьев при измерении общей нормали - 8; диаметр окружности выступов - 335,1 мм; делительный диаметр - 320 мм; диаметр окружности впадин - 299,96 мм; высота зуба (глубина врезания) - 17,57 мм; коэффициент врезания - 0,934; осевой коэффициент перекрытия - 1,2; передаточное число ступени - 2,43; материал колеса - Сталь 18ХГТ ГОСТ 4543-71; цементировать h=1,5…2,0 мм; HRC 54…58. Обработку проводили предлагаемой сборной упрочняющей червячной зубчатой фрезой с иглоупрочняющими зубьями, оснащенной режущими вставными зубчатыми рейками из быстрорежущей стали по ГОСТ 19265-73. Твердость рабочей части режущей рейки HRC 62…65. Основные размеры фрезы: модуль - 9 мм; диаметр окружности выступов - 200 мм; длина рабочей части фрезы - 170 мм; диаметр отверстия под шпиндель - 60 мм; число пазов - 10.
Зубообработку с одновременным упрочнением вели с подачей 0,09…0,15 мм/об стола, скорость резания 12…18 м/мин. В качестве ворса применяли стальную пружинную проволоку диаметром 1,0…2,0 мм из стали 65Г. Для осуществления упрочняющей обработки необходимо, чтобы твердость и предел прочности при растяжении материала проволочных элементов ворса были выше этих параметров материала обрабатываемой заготовки в 1,5…2 раза, отношение h/I, где h - высота пучка проволочного ворса, равная высоте впадины нарезаемого зубчатого колеса; I - наименьший радиус инерции поперечного сечения проволочных элементов, находилось в пределах 50…100, а коэффициент Кп плотности проволочного ворса в пределах 0,7…0,9; при этом натяг составлял - i=0,7…1,5 мм.
В процессе обработки впадины заготовки колеса пучки ворса входят в распор между зубьями и прижимаются к обрабатываемой поверхности заготовки с натягом. Мгновенный вход во впадину и прижим проволочных элементов к обрабатываемой поверхности способствуют срезанию микронеровностей и сопровождаются ударом. Благодаря тому что пучки ворса имеют Г-образную форму и своим торцом обращены к обрабатываемой поверхности, игольчатый зуб фрезы удаляет микронеровности и оказывает силовое воздействие на обрабатываемые боковые поверхности зубьев, упрочняя их.
Основное силовое воздействие на обрабатываемую поверхность осуществляют пучки проволочного ворса, расположенные ближе к ножке игольчатого зуба фрезы. Прутки проволоки, формирующие вершину игольчатого зуба фрезы, имеют наибольшую свободную длину и прогиб, однако попадая во впадину между зубьями обрабатываемого колеса, упруго поджимаются друг к другу, несколько увеличивая сосредоточенное суммарное воздействие на обрабатываемые поверхности.
Испытания предлагаемой комбинированной червячной фрезы показали, что усилие прижатия пучка к обрабатываемой поверхности заготовки составляет 200…600 H на 10 мм ширины рабочей поверхности инструмента, а тангенциальная составляющая силы резания равна 150…550 H.
Для обработки предлагаемым инструментом необходимо соблюдать условие: p/σв=1,5…2,0, где p - давление при иглоупрочнении, МПа; σв - предел прочности материала обрабатываемой заготовки, МПа.
Выбор соответствующего давления p зависит от физико-механических свойств материала проволочного ворса, от жесткости и плотности последнего, а также от натяга i [5].
Предлагаемая червячная комбинированная фреза расширяет технологические возможности зубообработки, повышает производительность за счет совмещения операций зубофрезерования быстрорежущими рейками и иглоупрочнения пучками проволочного ворса, сокращает количество операций и число рабочих мест, а также улучшает качество и точность зубообработки, снижает величину шероховатости обработанной поверхности и повышает износостойкость рабочих поверхностей нарезаемых зубьев.
По сравнению с зубофрезерованием стандартной червячной фрезой обработка предлагаемой комбинированной червячной фрезой с упрочнением позволила увеличить производительность в 2,5…3,0 раза, уменьшить параметр шероховатости обработанной поверхности зубьев до Ra=2,5 мкм, снизить уровень звукового давления на 2-3 дБ, повысить стабильность размеров зубчатого зацепления и качество. Стойкость фрезы повысилась в 2,2 раза. Зубья колес, обработанные комбинированной фрезой, во время термической обработки вследствие более однородной структуры поверхностных слоев деформировались меньше, чем стандартной червячной фрезой.
Предлагаемая комбинированная червячная фреза с упрочнением повышает производительность обработки за счет совмещения операций черновой, чистовой и упрочняющей обработки, сокращает количество операций и число рабочих мест, улучшает качество и точность зубообработки введением игольчатых зубьев, расположенных вслед за черновыми зубьями, повышает период стойкости, виброустойчивость инструмента, его работоспособность, снижает параметры шероховатости и дает возможность регулирования шероховатости поверхности, а также снижает себестоимость процесса зубофрезерования.
Источники информации
1. А.С. SU №1276449, МКП B23F 21/16. Сборная червячная фреза. А.Н.Шевченко. Заявка №3945200/25-08, 27.06.85; 15.12.86; Бюл. №46.
2. Передачи Новикова цилиндрические с двумя линиями зацеплениями. Исходный контур. ГОСТ 15023-76. Москва. Изд. стандартов, 1976.
3. Справочник технолога-машиностроителя. В 2-х т. Т.1. Под ред. А.Г.Косиловой и Р.К.Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение. 1986. С.371-372.
4. Справочник технолога-машиностроителя. В 2-х т. Т.2. Под ред. А.Г.Косиловой и Р.К.Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение. 1985. С.192-197, рис.23.
5. Гавриленко И.Г. Способ совмещения предварительной и окончательной иглофрезерной зачистки цилиндрических деталей. // Автоматизация и современные технологии. - 1992. - №9. - С.27-30.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЯЮЩЕГО ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2457928C1 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2412027C1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2410208C1 |
| ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ СПИРОИДНОГО ЧЕРВЯКА | 2008 |
|
RU2385797C1 |
| СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ СПИРОИДНЫХ ЧЕРВЯКОВ С УПРОЧНЕНИЕМ | 2008 |
|
RU2385798C1 |
| СПОСОБ ЗУБОИГЛОФРЕЗЕРОВАНИЯ ЧЕРВЯЧНОЙ ИГЛОФРЕЗОЙ-ЛЕТУЧКОЙ | 2007 |
|
RU2332282C1 |
| ЧЕРВЯЧНАЯ ИГЛОФРЕЗА-ЛЕТУЧКА | 2007 |
|
RU2332283C1 |
| СПОСОБ ИГЛОШЕВИНГОВАНИЯ СПИРОИДНЫХ ЧЕРВЯКОВ | 2008 |
|
RU2377103C1 |




Фреза предназначена для нарезания зубьев колес методом обкатывания и содержит корпус, в продольных пазах которого закреплены режущие и опорные зубчатые рейки. Для расширения технологических возможностей зубья опорной рейки выполнены игольчатыми, набранными из пучков ворса в виде радиально расположенных прутков металлической проволоки, соединенных друг с другом упругой массой, причем толщина игольчатого зуба больше толщины режущего зуба на величину двойного натяга. При этом прутки металлической проволоки, из которых состоит игольчатый зуб, имеют Г-образную форму с радиальным расположением ножки прутка и отогнутой частью прутка, выходящей с формированием боковой рабочей части игольчатого зуба и предназначенной для воздействия своим торцом на боковую поверхность зубьев обрабатываемой заготовки посредством ее упрочнения и срезания микронеровностей. 11 ил.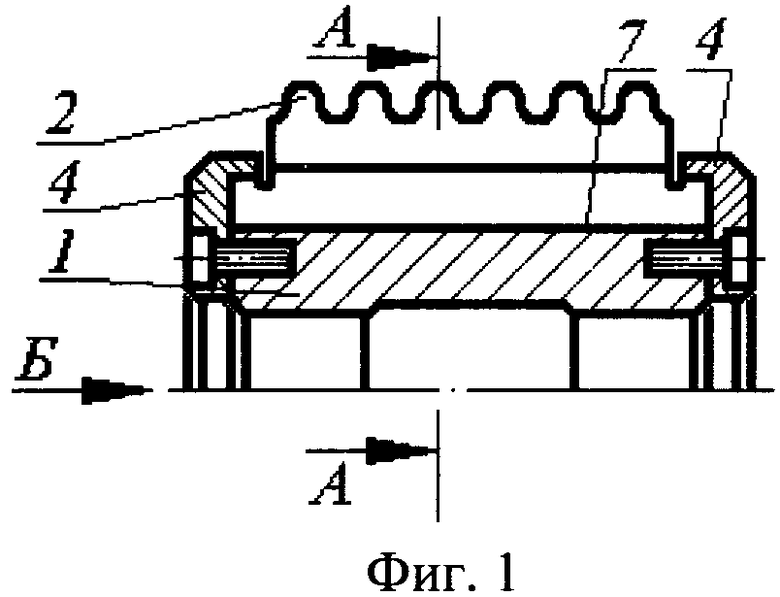
Комбинированная сборная червячная фреза для нарезания зубьев колес методом обкатывания, содержащая корпус, в продольных пазах которого закреплены режущие и опорные зубчатые рейки, отличающаяся тем, что зубья опорной рейки выполнены игольчатыми, набранными из пучков ворса в виде радиально расположенных прутков металлической проволоки, соединенных друг с другом упругой массой, причем толщина игольчатого зуба больше толщины режущего зуба на величину двойного натяга, при этом прутки металлической проволоки, из которых состоит игольчатый зуб, имеют Г-образную форму с радиальным расположением ножки прутка и отогнутой частью прутка, выходящей с формированием боковой рабочей части игольчатого зуба и предназначенной для воздействия своим торцом на боковую поверхность зубьев обрабатываемой заготовки посредством ее упрочнения и срезания микронеровностей.
| Сборная червячная фреза | 1985 |
|
SU1276449A1 |
| ЧЕРВЯЧНАЯ ИГЛОФРЕЗА-ЛЕТУЧКА | 2007 |
|
RU2332283C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2412027C1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |

