Изобретение относится к машиностроению и может быть использовано для комбинированной обработки зубофрезерованием и упрочнением зубьев червячных колес червячных передач червячными фрезами, имеющими заборный конус и работающими с использованием комбинированной подачи.
Известен способ и сборная червячная фреза-летучка, реализующая его, для нарезания червячных колес, состоящая из насадного цилиндрического червяка с неполным витком - зубом и входящего в отверстие червяка эксцентрического кольца, которое при установке фрезы на шпинделе зубофрезерного станка обеспечивает образование заднего угла и постоянный вылет зуба [1].
Недостатком известного способа и фрезы является низкая производительность, шероховатость обработанной поверхности и невысокая стойкость из-за того, что фреза выполнена монолитной и не позволяет использовать ее корпус после всех переточек зуба, а это увеличивает затраты на инструмент, кроме того, при переточках фрезу необходимо снимать со станка и передавать на заточной станок. С целью повышения износостойкости и упрочнения обработанных поверхностей зубьев червячных колес необходимо вводить специальную операцию и технологическое оборудование, а это требует дополнительных капитальных затрат и времени на технологическую подготовку производства.
Известен способ и червячная фреза-летучка для нарезания червячных колес в виде цилиндрического червяка, состоящая из корпуса и неполного витка в виде зуба, при этом фреза выполнена сборной с механическим креплением неперетачиваемой твердосплавной пластины в форме трапеции с прямолинейными боковыми профилирующими режущими кромками, свободно установленной на штифте, который запрессован во вставной нож, имеющий возможность радиального перемещения в пазу корпуса при ввертывании винтов для прижима пластины к периферийной поверхности корпуса, при этом неполный виток зуба выполнен из пакета пучков проволочного ворса в форме трапеции с прямолинейными боковыми профилирующими режущими кромками, выступающими над пластиной на величину натяга, и закреплен с помощью тяги, проходящей через отверстие в каждом пучке и соединяющей вставной нож с задней планкой с помощью гайки, на периферийной поверхности корпуса выполнен паз в форме «ласточкиного хвоста», в котором с возможностью окружного перемещения расположены вышеназванные задняя планка и пучки проволочного ворса [2].
Недостатком известного способа и фрезы, реализующей его, является низкая производительность, шероховатость обработанной поверхности и невысокая стойкость из-за того, что фреза выполнена монолитной и не позволяет использовать ее корпус после всех переточек зуба, а это увеличивает затраты на инструмент, кроме того, при переточках фрезу необходимо снимать со станка и передавать на заточной станок. С целью повышения износостойкости и упрочнения обработанных поверхностей зубьев червячных колес необходимо вводить специальную операцию с использованием дополнительного технологического оборудования, а это требует дополнительных капитальных затрат и времени на технологическую подготовку производства.
Задачей изобретения является расширения технологических возможностей, повышение производительности и качества зубообработки, снижение величины шероховатости обработанной поверхности и повышение износостойкости путем введения комбинированной зубообработки с возможностью упрочнения рабочих поверхностей нарезаемых зубьев.
Поставленная задача решается с помощью предлагаемого способа зубофрезерования и упрочнения червячных колес червячной фрезой с использованием комбинированной подачи и заборного конуса методом обкатки, при котором воспроизводят зацепление червяка с червячным колесом, причем в качестве червяка используют червячную фрезу, а в качестве червячного колеса - обрабатываемую заготовку, включающего кинематически связанные вращательные движения обрабатываемой заготовки и червячной фрезы и ее радиальную и тангенциальную подачи, при этом используют сборную червячную фрезу, состоящую из корпуса, поворотных вставных реек, запрессованных с натягом в прямоугольные пазы с подогревом корпуса и двух крышек, закрепленных с обоих торцов, причем одна крышка со стороны калибрующей части выполнена в виде диска, на периферии которого в пазу установлена игольчатая часть, набранная из пучков ворса, радиально расположенных прутков металлической проволоки, жестко закрепленных к днищу паза и соединенных друг с другом упругой массой, при этом витки игольчатой части, являющиеся продолжением витков калибрующей части фрезы, предназначены для упрочнения рабочих поверхностей зубьев заготовки, имеют не менее двух полных сплошных витков, причем толщина зуба упрочняющей игольчатой части больше толщины зуба калибрующей части на величину двойного натяга, кроме того, прутки металлической проволоки, из которых состоит зуб игольчатой части, имеют Г-образную форму и радиальное расположение ножки прутка, а отогнутая часть прутка выходит и формирует боковую рабочую часть зуба фрезы и своим торцом воздействует на боковую поверхность зубьев обрабатываемой заготовки, упрочняя ее.
Особенности обработки по предлагаемому способу с использованием комбинированной червячной фрезы поясняются чертежами.
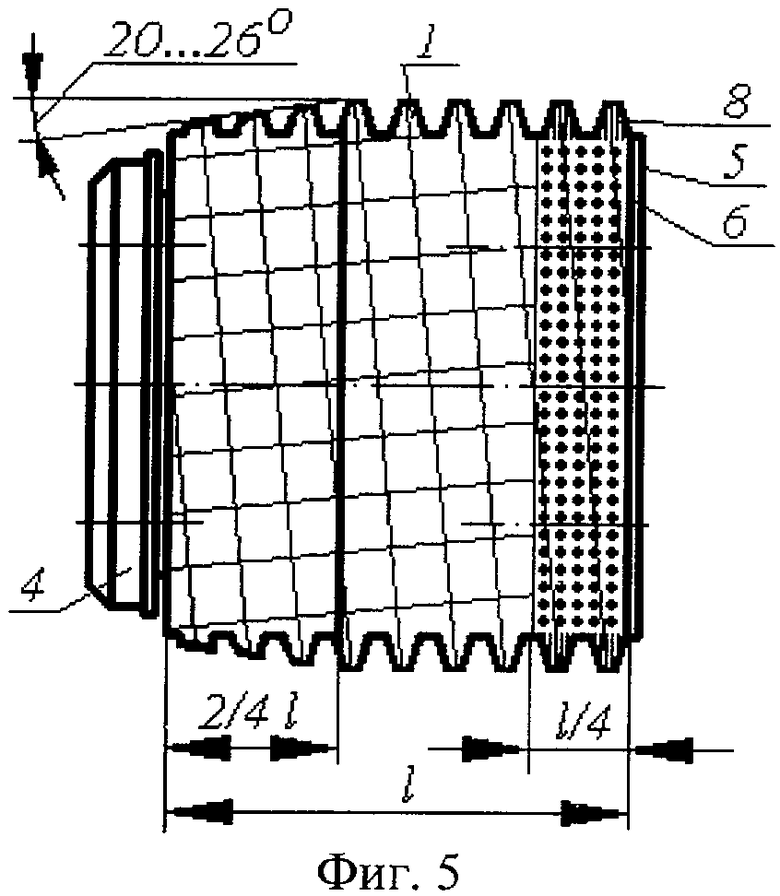
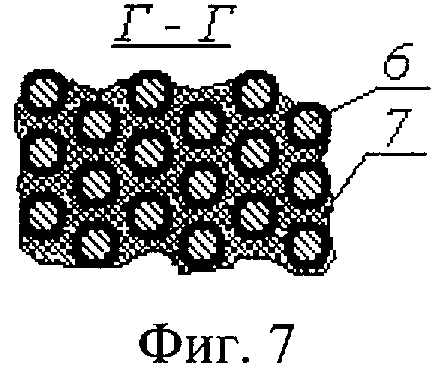
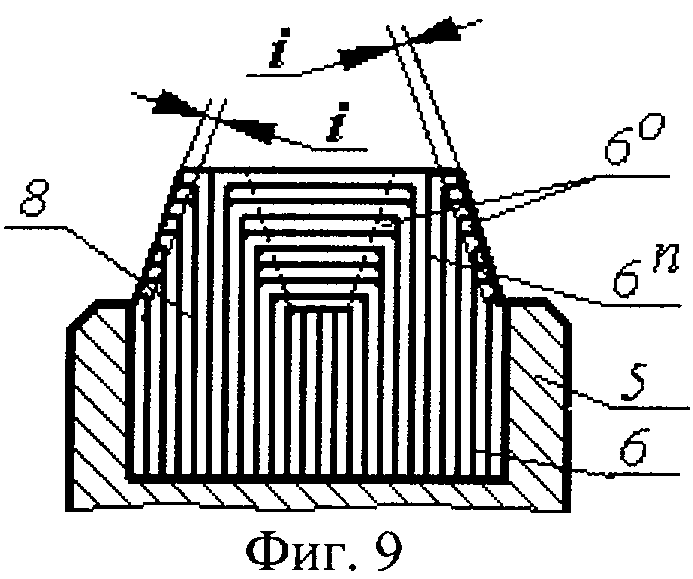
На фиг.1 представлена червячная фреза, работающая по предлагаемому способу, без заборного конуса, вид сбоку, продольный разрез; на фиг.2 - вид с торца по А на фиг.1, частичный поперечный разрез; на фиг.3 - общий вид сбоку фрезы без заборного конуса; на фиг.4 - общий вид с торца по Б на фиг.1; на фиг.5 - второй вариант конструкции фрезы с заборным конусом, общий вид сбоку; на фиг.6 - элемент В на фиг.1; на фиг.7 - сечение Г-Г на фиг.6; на фиг.8 - вид по Д на фиг.6; на фиг.9 - пакет пучка проволочного ворса, предназначенный для двух витков упрочняющей игольчатой части, смонтированный во впадине диска, операционный эскиз сборки; на фиг.10 - прорезание впадины упрочняющей игольчатой части червячной фрезы профильным шлифовальным кругом, операционный эскиз сборки.
Предлагаемый способ предназначен для зубофрезерования и упрочнения червячных колес червячной фрезой с использованием комбинированной подачи и заборного конуса методом обкатки, при котором воспроизводят зацепление червяка с червячным колесом, причем в качестве червяка используют червячную фрезу, а в качестве червячного колеса - обрабатываемую заготовку. Способ включает кинематически связанные вращательные движения обрабатываемой заготовки и червячной фрезы и ее радиальную и тангенциальную подачи, при этом используют сборную червячную фрезу.
Сборная червячная фреза с поворотными вставными рейками 1 (фиг.1-3, 5) предназначена для широкого применения, например, в автомобильной промышленности [3, 4]. Фреза имеет большую длину рейки (120…200 мм), ширину режущей части рейки до 27 мм, диаметр до 150 мм, число заходов 1…3 и число реек 11…15, реже 17. Рейки 1 сборной фрезы 2 запрессовывают в прямоугольные пазы рабочего корпуса 3 с подогревом корпуса. Посадка с натягом реек 1 гарантирует высокую жесткость против осевого смещения. Дополнительно рейки удерживаются закрепленными с обоих торцов крышками 4 и 5. Вставные рейки 1 сборной фрезы обеспечивают: экономию быстрорежущей стали, более однородную структуру и твердость после термообработки, а также меньшие остаточные напряжения. Шлифование профиля зубьев рейки 1 осуществляют в технологическом корпусе (не показан) на резьбошлифовальном станке без затылования аналогично шлифованию винта большим шлифовальным кругом с высокой производительностью и точностью. Задние углы режущих кромок образуются соответствующей установкой реек в рабочем корпусе. Благодаря большой длине и ширине режущей части срок их службы в 3…5 раз выше, чем у стандартных фрез, и работают они на повышенных режимах резания (V=60…80 м/мин; s=3…6 мм/об).
Фреза, работающая по предлагаемому способу, имеет одну крышку 5 со стороны калибрующей части (см. фиг.5), выполненную в виде диска, на периферии которого в пазу установлена игольчатая часть 6, набранная из пучков ворса, радиально расположенных прутков металлической проволоки, жестко закрепленных к днищу паза и соединенных друг с другом упругой массой 7. Металлические проволочные прутки соединены друг с другом упругой массой 7, например, из полиуретана СКУ-7Л или резины, которая при вулканизации прочно соединяет прутки металлической проволоки между собой, делая витки 8 монолитными.
Витки 8 игольчатой части 6 являются продолжением витков калибрующей части 9 фрезы и предназначены для упрочнения рабочих поверхностей зубьев заготовки. Игольчатая часть 6 имеет не менее двух полных сплошных витков 8. Толщина зуба 8 упрочняющей игольчатой части 6 больше толщины зуба калибрующей части 9 на величину двойного натяга 2i.
Прутки 6П металлической проволоки, из которых состоит зуб игольчатой части 6, имеют Г-образную форму и радиальное расположение ножки 6П прутка, а отогнутая часть 6O прутка выходит на боковую рабочую часть зуба 8 игольчатой части перпендикулярно ей, при этом отогнутая часть своим торцом воздействует на боковую поверхность зубьев обрабатываемой заготовки, упрочняя ее. На фиг.9 показан операционный эскиз сборки, где пакет пучка проволочного ворса, предназначенный для двух витков упрочняющей игольчатой части, смонтирован во впадине диска. На фиг.10 показан операционный эскиз сборки - прорезание впадины упрочняющей игольчатой части червячной фрезы профильным шлифовальным кругом.
Червячные фрезы для нарезания червячных колес конструктивно зависят от метода нарезания. Для нарезания с радиальной подачей фреза имеет цилиндрическую форму (см. фиг.1, 3). Червячные колеса с углом наклона линии зуба свыше 8° нарезают с тангенциальной (осевой) подачей фрезы с заборным конусом (см. фиг.5). Угол заборной части выбирают в пределах 20-26°. Заборная часть составляет примерно 2/4 общей длины фрезы. Цилиндрическая калибрующая часть фрезы имеет несколько полных витков и составляет примерно 1/4 общей длины фрезы. Упрочняющая игольчатая часть 8 имеет несколько полных витков и составляет примерно 1/4 общей длины фрезы.
Геометрические параметры данной фрезы для нарезания червячных колес должны соответствовать параметрам червяка. Число заходов червячной фрезы равно числу заходов червяка. Толщина зуба заборной и калибрующей частей фрезы должна быть больше толщины зуба червяка на величину зазора между зубьями червячной передачи, а внешний диаметр больше на удвоенную величину радиального зазора в передаче.
Толщина зуба упрочняющей игольчатой части фрезы должна быть больше толщины зуба калибрующей части фрезы на величину натяга i.
Когда фрезерование производят в две операции - черновую и чистовую, то упрочняющей игольчатой частью снабжают только чистовую фрезу.
После общей сборки перед зубофрезерованием необходимо шлифовать по профилю игольчатую часть витка с учетом натяга i.
Пример. Фрезеровали 29 зубьев, m=5 чугунное (НВ 180…220) червячное колесо на зубофрезерном станке мод. 53A20B сборной червячной зубчатой фрезой с иглоупрочняющей частью, оснащенной режущими вставными рейками из быстрорежущей стали по ГОСТ 19265-73. Твердость рабочей части рейки HRC 62…65.
Зубонарезание производили с радиально-тангенциальной подачей. Первоначально обработку осуществляли заборным конусом при внедрении его на радиальной подаче до достижения номинального межосевого расстояния между фрезой и заготовкой. Затем производили автоматическое переключение на чистовую обработку. Цилиндрическая и калибрующая части фрезы при тангенциальной подаче снимали с боковых сторон зуба минимальный припуск. При дальнейшей тангенциальной подаче в работу вступали игольчатые зубья упрочняющей части фрезы. Тангенциальный путь фрезы несколько увеличен по сравнению с традиционным способом из-за присутствия и работы упрочняющей части. Метод с радиально-тангенциальной подачей при работе данной комбинированной фрезы более высокопроизводителен, чем метод с радиальной подачей, и обеспечивает лучшее формообразование профиля с одновременным упрочнением зубьев, чем метод тангенциальной подачи.
Зубообработку с одновременным упрочнением ведем с подачей 0,09…0,15 мм/об стола, скорость резания 12…18 м/мин. В качестве ворса применяли стальную пружинную проволоку диаметром 1,0…2,0 мм из стали 65Г. Для осуществления упрочняющей обработки необходимо, чтобы твердость и предел прочности при растяжении материала проволочных элементов ворса были выше этих параметров материала обрабатываемой заготовки в 1,5…2 раза, соотношение - h/I, где h - высота пучка проволочного ворса, равная высоте зуба нарезаемого и упрочняемого зубчатого червячного колеса; I - наименьший радиус инерции поперечного сечения проволочных элементов, находилось в пределах 50…100, а коэффициент КП плотности проволочного ворса в пределах 0,7…0,9; при этом натяг составлял i=0,7…1,5 мм.
В процессе обработки впадины заготовки червячного колеса пучки ворса входят в распор между зубьями и прижимаются к обрабатываемой поверхности заготовки с натягом. Мгновенный вход во впадину и прижим проволочных элементов к обрабатываемой поверхности сопровождается ударом. Благодаря тому, что пучки ворса имеют Г-образную форму и своим свободным торцом обращены к обрабатываемой поверхности, зуб упрочняющей части фрезы оказывает силовое воздействие на обрабатываемые боковые поверхности зубьев, упрочняя их.
Основное силовое воздействие на обрабатываемую поверхность осуществляют пучки проволочного ворса, расположенные ближе к ножке зуба игольчатой части фрезы. Прутки проволоки, формирующие вершину зуба игольчатой части фрезы, имеют наибольшую свободную длину и прогиб, однако, попадая во впадину между зубьями обрабатываемого колеса, упруго поджимаются друг к другу, несколько увеличивая сосредоточенное суммарное воздействие на обрабатываемые поверхности.
Испытания комбинированной червячной фрезы показали, что усилие прижатия пучка к обрабатываемой поверхности заготовки составляет 200…600 Н на 10 мм ширины рабочей поверхности инструмента, а тангенциальная составляющая силы резания равна 150…550 Н.
Для обработки данным инструментом необходимо соблюдать условие: р/σв=1,5…2,0, где p - давление при иглоупрочнении, МПа; σв - предел прочности материала обрабатываемой заготовки, МПа.
Выбор соответствующего давления p зависит от физико-механических свойств материала проволочного ворса, от жесткости и плотности последнего, а также от натяга i [5].
Предлагаемый способ, осуществляемый червячной комбинированной фрезой, расширяет технологические возможности зубообработки, повышает производительность за счет совмещения операций зубофрезерования и зубоупрочнения быстрорежущими рейками и пучками проволочного ворса, сокращает количество операций и число рабочих мест, а также улучшает качество и точность зубообработки, снижает величину шероховатости обработанной поверхности и повышает износостойкость рабочих поверхностей нарезаемых зубьев.
Источники информации
1. А.с. СССР №107509, МПК B23F 21/18. Червячная фреза-летучка для нарезания червячных колес. И.С.Сахно. Заявка 7102/455163, 05.07.1955.
2. Патент РФ 2 332 283 C1. МПК B23F 21/20. Червячная иглофреза-летучка. Степанов Ю.С, Киричек А.В., Тарапанов А.С, Харламов Г.А., Сухарский И.Н., Афанасьев Б.И., Фомин Д.С., Брусов С.И. Заявка №2007105776/02; 15.02.07. 27.08.2008. Бюл. №24 - прототип.
3. Справочник технолога-машиностроителя. В 2-х т. Т.1. Под ред. А.Г.Косиловой и Р.К.Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение. 1986. С.371-372.
4. Справочник технолога-машиностроителя. В 2-х т. Т.2. Под ред. А.Г.Косиловой и Р.К.Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение. 1985. С.192-197, рис.23.
5. Гавриленко И.Г. Способ совмещения предварительной и окончательной иглофрезерной зачистки цилиндрических деталей. // Автоматизация и современные технологии. - 1992. - №9. - С.27-30.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2412027C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2457928C1 |
| КОМБИНИРОВАННАЯ СБОРНАЯ УПРОЧНЯЮЩАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2011 |
|
RU2457085C1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| СПОСОБ ЗУБОИГЛОФРЕЗЕРОВАНИЯ ЧЕРВЯЧНОЙ ИГЛОФРЕЗОЙ-ЛЕТУЧКОЙ | 2007 |
|
RU2332282C1 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| ЧЕРВЯЧНАЯ ИГЛОФРЕЗА-ЛЕТУЧКА | 2007 |
|
RU2332283C1 |
| СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ СПИРОИДНЫХ ЧЕРВЯКОВ С УПРОЧНЕНИЕМ | 2008 |
|
RU2385798C1 |
| ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ СПИРОИДНОГО ЧЕРВЯКА | 2008 |
|
RU2385797C1 |
| ИГЛОШЕВЕР ДЛЯ ЧЕРВЯЧНЫХ КОЛЕС | 2007 |
|
RU2344025C1 |







Способ осуществляют методом обкатки. При этом кинематически связаны вращательные движения обрабатываемой заготовки и сборной червячной фрезы и ее радиальная и тангенциальная подачи. Червячная фреза состоит из корпуса, поворотных вставных реек, запрессованных с натягом в прямоугольные пазы с подогревом корпуса, и двух крышек, закрепленных с обоих торцов. Для расширения технологических возможностей путем введения комбинированной зубообработки с возможностью упрочнения рабочих поверхностей нарезаемых зубьев одну крышку со стороны калибрующей части выполняются в виде диска, на периферии которого в пазу устанавливают игольчатую часть, набранную из пучков ворса в виде радиально расположенных прутков металлической проволоки, жестко закрепленных к днищу паза и соединенных друг с другом упругой массой. Витки игольчатой части выполняются в виде продолжения витков калибрующей части, предназначены для упрочнения рабочих поверхностей зубьев заготовки и имеют не менее двух полных сплошных витков, причем толщина зуба упрочняющей игольчатой части диска больше толщины зуба калибрующей части фрезы на величину двойного натяга. При этом прутки металлической проволоки, из которых состоит зуб игольчатой части, имеют Г-образную форму и радиальное расположение ножки прутка, а отогнутая часть прутка выходит и формирует боковую рабочую часть зуба фрезы и своим торцом воздействует на боковую поверхность зубьев обрабатываемой заготовки и упрочняет ее. 10 ил.
Способ зубофрезерования и упрочнения червячных колес червячной фрезой с использованием комбинированной подачи и заборного конуса методом обкатки, при котором воспроизводят зацепление червяка с червячным колесом, причем в качестве червяка используют сборную червячную фрезу, а в качестве червячного колеса - обрабатываемую заготовку, включающий кинематически связанные вращательные движения обрабатываемой заготовки и сборной червячной фрезы и ее радиальную и тангенциальную подачи, при этом используют сборную червячную фрезу, состоящую из корпуса, поворотных вставных реек, запрессованных с натягом в прямоугольные пазы с подогревом корпуса и двух крышек, закрепленных с обоих торцов, отличающийся тем, что одну крышку со стороны калибрующей части червячной фрезы выполняют в виде диска, на периферии которого в пазу устанавливают игольчатую часть, набранную из пучков ворса в виде радиально расположенных прутков металлической проволоки, жестко закрепленных к днищу паза и соединенных друг с другом упругой массой, при этом витки игольчатой части выполняют в виде продолжения витков калибрующей части фрезы, предназначенных для упрочнения рабочих поверхностей зубьев заготовки и имеющих не менее двух полных сплошных витков, причем толщина зуба упрочняющей игольчатой части диска больше толщины зуба калибрующей части фрезы на величину двойного натяга, при этом прутки металлической проволоки, из которых состоит зуб игольчатой части, имеют Г-образную форму и радиальное расположение ножки прутка, а отогнутая часть прутка выходит и формирует боковую рабочую часть зуба фрезы и своим торцом воздействует на боковую поверхность зубьев обрабатываемой заготовки и упрочняет ее.
| ЧЕРВЯЧНАЯ ИГЛОФРЕЗА-ЛЕТУЧКА | 2007 |
|
RU2332283C1 |
| Червячная фреза-летучка для нарезания червячных колес | 1955 |
|
SU107509A1 |
| ЛЕТУЧАЯ ФРЕЗАВСЕСОЮЗНАЯnnT?r!THO'lLXKvr'F:fБ!1ьЛИО':-ЕКА | 0 |
|
SU344944A1 |
| БЕЗЗАЗОРНАЯ ЧЕРВЯЧНАЯ ПЕРЕДАЧА И СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ ЧЕРВЯЧНОГО КОЛЕСА БЕЗЗАЗОРНОЙ ЧЕРВЯЧНОЙ ПЕРЕДАЧИ | 2005 |
|
RU2291337C1 |
| US 3587385 А, 28.06.1971. | |||

