Область техники
Изобретение относится в целом к протекторам шин и к пресс-формам для шин и, в частности, к протекторам шин со сложным контуром и к способам формования протекторов шин со сложным контуром.
Уровень техники
В данной области техники хорошо известна вулканизация термоотверждающихся материалов, таких как каучук (как натуральный, так и синтетический), в пресс-формах для изготовления эластомерных изделий, таких как шины и компоненты шин, включая протекторы шин. Как правило, материал, подлежащий вулканизации, помещают в пресс-форму и подвергают воздействию тепла и давления до тех пор, пока не будет обеспечена заданная степень сшивания между молекулами. Вулканизованное изделие затем извлекают из пресс-формы и подвергают дополнительным манипуляциям, таким как обрезка грата с краев изделия.
Традиционный способ изготовления протекторов шин для восстановления протекторов состоит в использовании плоской пресс-формы, при этом протектор подвергают формованию в по существу плоской или планарной ориентации. Более точно, пресс-форма, имеющая рельеф для формования элементов протектора, проходит в продольном и поперечном направлениях с по существу плоской (то есть планарной) ориентацией для образования протектора, который также проходит с по существу планарной ориентацией. При восстановлении протектора шину, как правило, шлифуют, наносят клей и/или связующий каучук и затем протектор, который отформован плоским, наматывают вокруг каркаса шины. После «склеивания» стыка посредством клея шину затем подвергают вулканизации в автоклаве для завершения технологического процесса. Процесс намотки плоского протектора на круглую шину вызывает деформирование элементов протектора, поскольку ранее плоский протектор деформируется с искривлением вокруг криволинейной периферии каркаса шины. Такая деформация вызывает раскрытие или расширение элементов протектора, таких как канавки, которые проходят через протектор, в особенности на поверхности контакта протектора (то есть на стороне контакта с дорогой) (см. фиг.1А), при наложении на поверхность круглой шины. Разработчик конструкции протектора может создать конструкцию протектора, обеспечивающую возможность компенсации увеличения размера и изменения формы, например посредством выполнения элемента, такого как канавка, с меньшими размерами или более узким, так что при его раскрытии во время наложения протектора на каркас элемент или канавка деформируется или раскрывается до его заданного размера и формы. Однако более узкие элементы протектора, такие как щелевидные дренажные канавки или узкие канавки, не могут быть выполнены с меньшими размерами для раскрытия до заданного размера и формы, когда деформация при раскрытии превышает заданную толщину подобного элемента. Щелевидные дренажные канавки представляют собой небольшие щели или прорези в блоках или ребрах шины, введенные для создания краев для сцепления и/или уменьшения жесткости блока или ребра для улучшения сцепления с дорогой и торможения в условиях движения по мокрой или покрытой льдом дороге или для замедления неравномерного износа. Соответственно, существует необходимость в разработке протектора со сложным контуром, а также средств для формования протектора по существу плоского или планарного вида при одновременном обеспечении возможности получения заданных размеров сравнительно малых элементов протектора, таких как щелевидные дренажные канавки.
Краткое описание изобретения
Определенные варианты осуществления настоящего изобретения включают протекторы со сложным контуром, а также способы и устройство для формования таких протекторов. Определенные варианты осуществления настоящего изобретения включают пресс-форму для формования протектора со сложным контуром. Пресс-форма может включать в себя первый элемент пресс-формы и второй элемент пресс-формы, при этом первый и второй элементы пресс-формы выполнены с возможностью их реверсируемого смещения друг от друга из первого закрытого положения, в котором первый и второй элементы по существу ограждают полость пресс-формы, во второе открытое положение, в котором первый и второй элементы смещены друг от друга. Определенные варианты осуществления пресс-формы также могут включать в себя первый элемент пресс-формы, содержащий полость пресс-формы, приспособленную для удерживания полимерного материала, при этом полость пресс-формы имеет множество элементов в виде внутренних стенок и элементов для образования щелевидных дренажных канавок, предназначенных для формования элементов протектора. Полость пресс-формы также может включать в себя фасонную нижнюю поверхность полости пресс-формы. Кроме того, в других вариантах осуществления второй элемент пресс-формы имеет фасонную формующую поверхность, предназначенную для контактирования с полимерным материалом в первом элементе пресс-формы во время формовочной операции для образования отформованного полимерного материала со сложным контуром.
Определенные варианты осуществления настоящего изобретения включают способы формования протектора шины со сложным контуром, при этом подобные способы включают этап размещения полимерного материала в пресс-форме, причем пресс-форма содержит первый элемент пресс-формы и второй элемент пресс-формы, при этом первый и второй элементы пресс-формы выполнены с возможностью их реверсируемого смещения друг от друга из первого закрытого положения, в котором первый и второй элементы по существу ограждают полость пресс-формы, во второе открытое положение, в котором первый и второй элементы смещены друг от друга, причем первый элемент пресс-формы содержит полость пресс-формы, приспособленную для удерживания полимерного материала, при этом полость пресс-формы имеет множество элементов в виде внутренних стенок и элементов для образования щелевидных дренажных канавок, предназначенных для формования элементов протектора, и фасонную нижнюю поверхность полости пресс-формы, и, кроме того, второй элемент пресс-формы имеет фасонную формующую поверхность, предназначенную для контактирования с полимерным материалом в первом элементе пресс-формы во время формовочной операции для образования отформованного полимерного материала со сложным контуром. Подобные способы также могут включать этап закрытия пресс-формы посредством установки первого и второго элементов в закрытом положении, в результате чего полимерный материал распределяется в полости пресс-формы для получения отформованного полимерного материала. Кроме того, подобные способы также могут включать этап открытия пресс-формы посредством установки первого и второго элементов в открытом положении.
Определенные варианты осуществления настоящего изобретения включают протектор со сложным контуром, имеющий проходящую в продольном направлении основную часть, имеющую первую сторону, имеющую один или более элементов протектора и образующую сторону поверхности контакта протектора, и вторую сторону, расположенную напротив первой стороны, при этом вторая сторона образует нижнюю поверхность крепления к шине, причем элементы протектора проходят в пределах толщины протектора между первой и второй сторонами основной части протектора. Протектор со сложным контуром также включает в себя выступ, образующий выпуклую часть вдоль первой стороны и углубление вдоль второй стороны.
Вышеуказанные и другие задачи, элементы и преимущества изобретения станут очевидными из нижеприведенного, более подробного описания определенных вариантов осуществления изобретения, проиллюстрированных на прилагаемых чертежах, на которых аналогичными ссылочными позициями обозначены аналогичные элементы изобретения.
Краткое описание чертежей
Фиг.1А - вид в сечении обычного плоского отформованного протектора шины;
Фиг.1В - вид в сечении протектора с фиг.1А, который деформирован с образованием конфигурации в состоянии его крепления к шине;
Фиг.2А - вид в сечении по существу плоского протектора шины, имеющего сложный профиль, в соответствии с одним вариантом осуществления изобретения;
Фиг.2В - вид в сечении протектора с фиг.2А, который деформирован с образованием конфигурации в состоянии его крепления к шине;
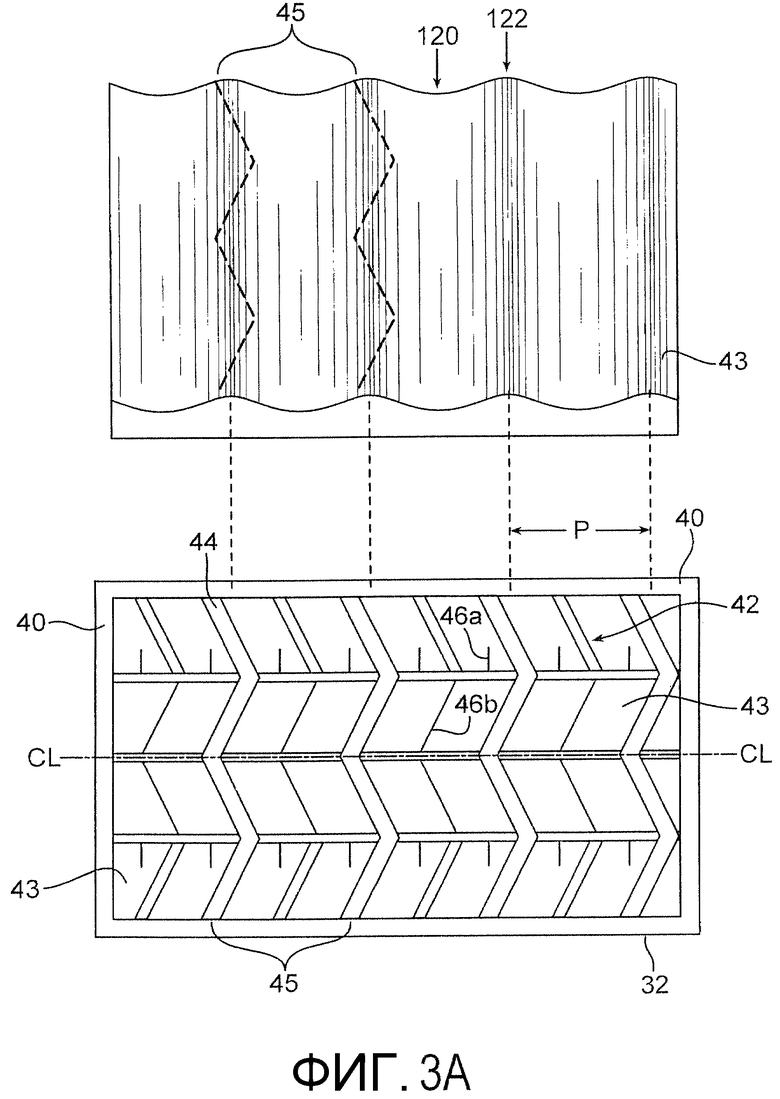
Фиг.3А - вид в перспективе сверху первого элемента пресс-формы, предусмотренного в пресс-форме для формования протектора шины со сложным контуром, показанный во взаимосвязи с фигурой, показывающей фасонную нижнюю поверхность формующей полости первого элемента пресс-формы, в соответствии с одним вариантом осуществления изобретения;
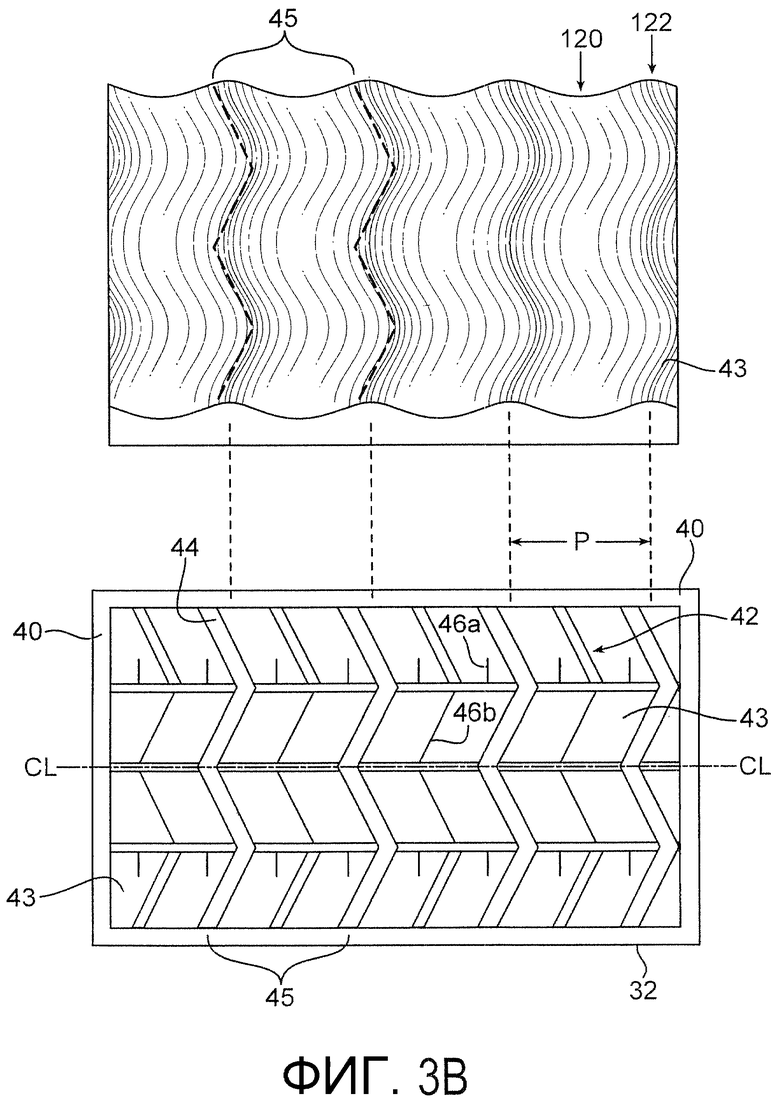
Фиг.3В - вид в перспективе сверху первого элемента пресс-формы, предусмотренного в пресс-форме для формования протектора шины со сложным контуром, показанный во взаимосвязи с фигурой, показывающей фасонную нижнюю поверхность формующей полости первого элемента пресс-формы, в соответствии с альтернативным вариантом осуществления изобретения;
Фиг.4 - вид в боковом сечении пресс-формы со сложным контуром, содержащей первый и второй элементы пресс-формы, в соответствии с одним вариантом осуществления настоящего изобретения;
Фиг.5 - вид в сечении пресс-формы со сложным контуром по фиг.4, показанной при использовании, при этом пресс-форма включает в себя первый и второй элементы пресс-формы, при закрытой конфигурации пресс-формы с полимерным материалом, в соответствии с одним вариантом осуществления изобретения;
Фиг.6 - вид в перспективе сверху альтернативного варианта осуществления фасонной формующей нижней поверхности полости, показанной на фиг.3А и 3В, который показывает множество линейных выступов, проходящих с ориентацией с наклоном вбок, в соответствии с одним вариантом осуществления изобретения;
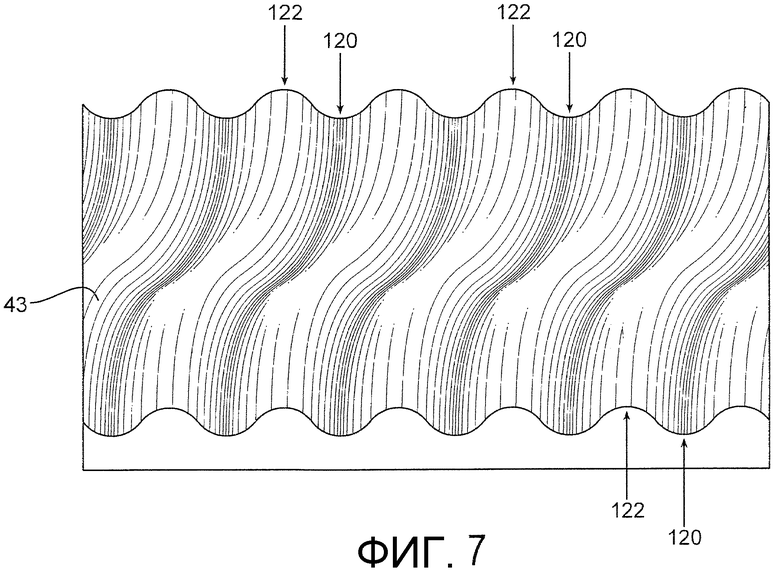
Фиг.7 - вид в перспективе сверху альтернативного варианта осуществления фасонной формующей нижней поверхности полости, показанной на фиг.3А, 3В и 6, который показывает множество нелинейных выступов, проходящих с ориентацией с наклоном вбок, в соответствии с одним вариантом осуществления изобретения;
Фиг.8 - вид в боковом сечении второго элемента пресс-формы, показывающий прерывистые элементы для образования выступов, проходящие в боковом направлении вдоль формующей поверхности второго элемента пресс-формы, в соответствии с альтернативным вариантом осуществления изобретения;
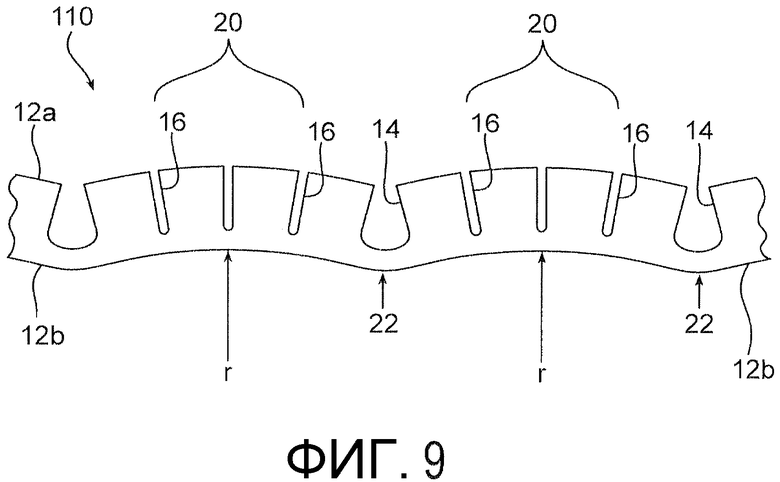
Фиг.9 - вид в сечении по существу плоского протектора шины, имеющего сложный контур, в соответствии с альтернативным вариантом осуществления изобретения.
Подробное описание конкретных вариантов осуществления изобретения
В конкретных вариантах осуществления настоящего изобретения предусмотрены протекторы со сложным контуром и способы формования полимерного материала, такого как термоотверждающийся или термопластичный материал, в пресс-форме со сложным контуром, пресс-форма со сложным контуром, предназначенная для полимерного материала, и пресс-форма для шины со сложным контуром.
Протектор шины, как правило, включает в себя проходящую в продольном и поперечном направлениях основную часть, имеющую некоторую толщину, в пределах которой имеются одна или более канавок, разделяющих контактирующие с грунтом части протектора. Данные контактирующие с грунтом части могут включать в себя блоки (то есть выступы) или ребра. Ребра обычно проходят по существу непрерывно в продольном направлении/направлении длины протектора и в конечном счете в направлении вдоль окружности вокруг шины. Ребра также ограничены одной или несколькими продольными канавками. Блоки по существу представляют собой ребра, которые разделены боковыми канавками на части меньшего размера. Канавки вне зависимости от того, являются ли они боковыми или продольными, выполнены так, что они являются достаточно большими (широкими) для образования полости, способной «поглощать» воду, глинистый грунт, грязь или любые другие среды, связанные с поверхностью, на которой работает шина. С другой стороны, щелевидные дренажные канавки имеют значительно меньшую ширину и часто используются для создания краев для сцепления или для уменьшения жесткости блоков или ребер протектора. Щелевидные дренажные канавки часто можно сопоставить с выполнением узкой прорези в протекторе. Как правило, когда шина входит в контактное взаимодействие с грунтом под нагрузкой для образования отпечатка шины, щелевидная дренажная канавка по существу закрыта или ее ширина является достаточно малой, что обеспечивает образование пренебрежимо малого «пробела» в пределах отпечатка шины. В определенных вариантах осуществления щелевидные дренажные канавки имеют ширину (раскрытие), составляющую приблизительно 1,2 миллиметра (мм) или менее. В других вариантах осуществления щелевидные дренажные канавки имеют ширину, составляющую 1,0 мм или менее. В некоторых других вариантах осуществления щелевидные дренажные канавки имеют ширину, составляющую 0,8 мм или менее. В некоторых других вариантах осуществления щелевидные дренажные канавки имеют ширину, составляющую менее 0,6 мм. Усовершенствования, обеспечиваемые протектором со сложным контуром, могут также быть благоприятными для других элементов протектора, таких как узкие канавки, а также любые другие канавки. Для ясности ссылки на «ребра» в настоящем описании следует понимать как охватывающие другие элементы протектора, такие как выступы или блоки, за исключением тех случаев, когда контекст предотвращает подобное охватывание/включение.
Как указано выше, процесс наматывания обычного плоского протектора на округлый каркас шины вызывает деформирование протектора и элементов на нем, поскольку плоский протектор изгибается с образованием криволинейной или закругленной формы, согласующейся с наружной периферией каркаса шины. Само собой разумеется, сторона протектора, которая расположена дальше всего от шины или оси вращения шины и которая представляет собой сторону поверхности контакта протектора, деформируется наиболее заметно. Далее рассматривается фиг.1А, на которой показана основная часть 10 обычного протектора, отформованного в виде плоского элемента, с приведенной в качестве примера, проходящей в боковом направлении канавкой 14, имеющей ширину GО непосредственно после формования, и проходящей в боковом направлении щелевидной дренажной канавкой 16, имеющей ширину SО непосредственно после формования. Термин «проходящий в боковом направлении» или «боковой» означает то, что упоминаемый элемент проходит в направлении по ширине протектора (или пресс-формы) и относительно продольного направления протектора (или пресс-формы). Подобное направление протяженности может быть нормальным к средней линии протектора (или пресс-формы) или может образовывать любой другой угол относительно средней линии протектора (или пресс-формы) при условии, что оно «проходит» в направлении по подобной ширине. Когда протектор 10 намотан вокруг каркаса шины (непоказанного), имеющего периферию (или кривизну), определяемую радиусом R, как показано на фиг.1В в приведенном в качестве примера варианте осуществления, первая сторона 12а (сторона поверхности контакта) протектора 10 расширяется при ее изгибании вокруг каркаса шины. Соответственно, боковая канавка 14 раскрывается или расширяется с получением ширины GΔ канавки после установки/монтажа, в то время как боковая щелевидная дренажная канавка 16 расширяется с получением ширины SΔ щелевидной дренажной канавки после установки, при этом GΔ больше GО и SΔ больше SО. Получающиеся в результате форма и размер канавки 14 в деформированном состоянии могут быть изменены посредством изменения размера и формы канавки 14, получаемых непосредственно после формования, например, посредством сужения формуемой канавки 14, так что заданная ширина канавки достигается после раскрытия канавки 14 при наложении протектора 10 на каркас шины. Другими словами, отформованный протектор может быть предусмотрен таким, что величина GО будет меньше величины GF, которая представляет собой заданную конечную ширину канавки после установки. Соответственно, поскольку заданная ширина SF щелевидной дренажной канавки 16 после установки значительно меньше, чем у канавки 14, уменьшение ширины SО щелевидной дренажной канавки 16 в состоянии после формования может привести к тому, что такая ширина будет недостаточной для обеспечения деформирования (раскрытия) щелевидной дренажной канавки 16 при наложении протектора 10 на каркас шины. Соответственно, щелевидная дренажная канавка с шириной SО непосредственно после формования может оказаться «неспособной» достичь заданной конечной ширины SF щелевидной дренажной канавки. Кроме того, могут возникнуть трудности с достижением заданных размеров других элементов протектора, например, таких как узкие канавки.
Для решения данной проблемы протектор со сложным контуром может быть получен посредством соответствующей пресс-формы. Как показано на фиг.2А, в приведенном в качестве примера варианте осуществления показан протектор 110 со сложным контуром. Протектор 110 по существу содержит проходящую в продольном направлении основную часть, имеющую первую сторону 12а, имеющую одну или более элементов протектора и образующую сторону поверхности контакта протектора 110, и вторую сторону 12b, расположенную напротив первой стороны, при этом вторая сторона образует нижнюю поверхность крепления к шине, при этом элементы протектора проходят в пределах толщины протектора между первой и второй сторонами основной части протектора. В показанном варианте осуществления протектор 110 включает в себя множество выступов 20, взаимодействующих с проходящими в боковом направлении элементами протектора. К элементам протектора относятся канавки 14, которые могут быть более широкими или более узкими, и щелевидные дренажные канавки 16, а также любой другой элемент, который желательно образовать в протекторе. В показанных вариантах осуществления щелевидные дренажные канавки 16 связаны с выступами 20. Выступ 20 (который проходит до вершины, расположенной дальше всего от нижней поверхности 12b) образует выпуклую часть вдоль первой стороны 12а протектора (стороны контакта) и углубление вдоль второй стороны 12b протектора (нижней стороны). Углубление, образованное выступом 20, может быть образовано с кривизной с радиусом r. В определенных вариантах осуществления, таких как вариант осуществления, показанный на фиг.2А, обращенный контур «проходит» между соседними выступами 20 с образованием впадины 22. Впадина 22 образует часть с углублением вдоль верхней или первой стороны 12а при одновременном образовании выпуклой части вдоль нижней или второй стороны 12b. В варианте осуществления, показанном на фиг.2А, множество выступов 20 и впадин 22 образованы и расположены со схемой расположения с чередованием выступов и впадин, что может быть описано как образование протектора 110 с волнистым сложным контуром.
При наложении на каркас шины, как показано в качестве примера на фиг.2В, протектор 110 изгибается дугообразно для образования кольца, поскольку он «приспосабливается» к округлой периферии (или кривизне) каркаса шины, которая определяется радиусом R (как показано на фиг.1В). Соответственно, каждая часть протектора 110, соответствующая выступу 20, фактически расплющивается в направлении вниз к каркасу (или, другими словами, впадина 22 фактически принудительно смещается наружу к выступу 20), что обеспечивает по существу устранение выступов 20 и впадин 22 и волнистости, образованной ими, для образования кольца при одновременном контактном взаимодействии с каркасом шины (и/или с клеящим веществом, размещенным между ними). Из этого следует, что щелевидные дренажные канавки 16 и канавки 14 деформируются во время наложения протектора 110 на каркас шины с достижением заданной для них ширины, обозначенной соответственно SF, GF. В определенных вариантах осуществления радиус r, образованный при формовании, обеспечивает образование дуги вдоль нижней стороны 12b, длина которой соответствует длине соответствующего блока протектора, расположенного напротив и выше вдоль стороны 12а контакта.
Для получения заданного протектора в определенных вариантах осуществления радиус r любого выступа 20 при формовании сложного контура меньше предусмотренного радиуса R при установке на каркасе так, как показано на фиг.2А и 2В. В данном варианте осуществления размер элемента протектора, имеющего открытую зону, расположенную вдоль соответствующего выступа 20, такую как щелевидная дренажная канавка 16, подобная показанной, фактически будет уменьшаться при наложении протектора 110 на каркас. Например, при продолжении рассмотрения фиг.2А и 2В можно видеть, что щелевидная дренажная канавка 16, расположенная вдоль выступа 20, имеет исходную ширину SО/A непосредственно после формования на верхнем (то есть открытом) конце и исходную ширину SО/В непосредственно после формования на нижнем (то есть закрытом) конце. В показанном варианте осуществления ширина SО/A верхнего конца непосредственно после формования больше конечной ширины SF щелевидной дренажной канавки после установки, так что, когда щелевидная дренажная канавка 16 закрывается во время наложения протектора 110 на каркас шины, щелевидные дренажные канавки достигают их заданной ширины SF после установки. В других вариантах осуществления радиус r при формовании может быть приблизительно равен установочному радиусу R каркаса, что означает, что незначительная деформация будет возникать вдоль протектора в зоне выступа 20 при наложении его на каркас шины. Соответственно, ширина SО/A верхнего конца непосредственно после формования будет приблизительно равна конечной ширине SF. Понятие «приблизительно» означает то, что радиус r при формовании может быть немного больше или меньше, чем радиус R при установке. Кроме того, предусмотрено, что в других вариантах осуществления радиус r при формовании может быть больше радиуса R при установке, что также позволяет уменьшить эффекты (то есть раскрытие боковых элементов протектора), связанные с размещением плоского протектора, не имеющего сложного контура, на каркас шины. Как показано, исходная ширина SО/В нижнего конца непосредственно после формования меньше исходной ширины SО/A верхнего конца непосредственно после формования; однако в других вариантах осуществления предусмотрено, что ширина SО/В нижнего конца может быть равна или меньше ширины SО/A верхнего конца. В приведенном в качестве примера варианте осуществления радиус R при установке составляет приблизительно 0,5 метра (м) плюс или минус 5 сантиметров, однако предусмотрены более длинные и более короткие радиусы R при установке, поскольку протекторы 110 могут быть использованы на шине или каркасе шины любого размера. Кроме того, в определенных вариантах осуществления щелевидные дренажные канавки 16 могут быть расположены на расстоянии друг от друга в продольном направлении вдоль протектора и любого контура, образованного выступами и/или впадинами, которое составляет 1,5-10 мм, хотя могут быть использованы другие расстояния, которые могут быть больше или меньше.
В определенных вариантах осуществления, подобных показанным на фиг.2А и 2В, боковые канавки 14 могут быть расположены в пределах или вдоль впадины 22. В таком случае исходная ширина GО/А верхнего (то есть открытого) конца канавки 14 непосредственно после формования может быть меньше его конечной ширины GF после установки, так что при наложении протектора 110 на шину канавка 14 раскрывается для достижения заданной ширины GF. В определенных вариантах осуществления исходная ширина GО/В нижнего (закрытого) конца непосредственно после формования может быть больше исходной ширины GО/A верхнего конца, как показано, хотя в других вариантах осуществления ширина GО/В нижнего конца может быть равна или меньше ширины GО/A верхнего конца.
Как указано выше, может быть желательно выполнить щелевидные дренажные канавки 16 или другие желательные элементы протектора (такие как узкие канавки) вдоль выступа 20. Предусмотрено, что любой элемент протектора, такой как щелевидная дренажная канавка 16, будучи расположенной на выступе 20, может проходить в том же направлении, в котором проходит выступ 20, то есть элемент протектора может проходить параллельно или в направлении, коаксиальном по отношению к направлению, в котором проходит выступ 20. Также предусмотрено, что любой подобный элемент, такой как щелевидная дренажная канавка 16, может проходить поперек выступа 20 в направлении, поперечном к направлению, вдоль которого проходит выступ 20. Например, в отношении фиг.3А можно отметить, что щелевидные дренажные канавки, образованные при использовании предназначенных для образования щелевидных дренажных канавок элементов 46а первого элемента 32 пресс-формы, будут проходить в том же направлении, что и соответствующий выступ, образованный посредством участка 120 для образования выступа. Аналогичным образом, как показано на фиг.3В, щелевидные дренажные канавки, образованные при использовании предназначенных для образования щелевидных дренажных канавок элементов 46b первого элемента 32 пресс-формы, будут проходить в том же направлении, что и соответствующий выступ, образованный посредством участка 120 для образования выступа, поскольку элемент 46b будет проходить вдоль проходящего аналогичным образом сегмента зигзагообразного участка 120. Однако, как показано на фиг.3А, щелевидные дренажные канавки, образованные при использовании элементов 46b, предназначенных для образования щелевидных дренажных канавок, будут пересекать выступ, образованный посредством участка 120 для образования выступа. То же будет справедливо для щелевидной дренажной канавки, образованной при использовании элемента 46а для образования щелевидной дренажной канавки по фиг.3В. Фиг.3А и 3В независимо показывают фасонную нижнюю поверхность 43 полости совместно с первым элементом 32, в котором «содержится» поверхность 43. Подобные фигуры также показывают сегмент 45 рисунка протектора в полости 42 в первом элементе 32 пресс-формы, «наложенный» на независимое изображение фасонной нижней поверхности 43, которое показывает расположение сегмента 45 и элементов протектора на нем относительно предназначенных для образования выступов и впадин участков 120, 122 фасонной нижней поверхности 43.
Несмотря на то, что канавки 14 показаны в сочетании с впадинами 22, предусмотрено, что канавки 14 могут быть расположены с любой стороны обратной (переходной) закругленной зоны между выступами 20 и вдоль стороны или вершины выступа 20 в том случае, когда форма любой подобной канавки непосредственно после формования может компенсировать деформацию, возникающую во время наложения протектора на каркас шины. Аналогичным образом, щелевидные дренажные канавки 16 могут быть расположены вдоль любой части выступа 20. Например, как показано на фиг.2А, щелевидные дренажные канавки 16 расположены на вершине каждого выступа 20, в то время как на фиг.9 щелевидная дренажная канавка 16 расположена на вершине каждого выступа 20, при этом соседние щелевидные дренажные канавки 16 расположены с обеих ее сторон вдоль боковой стороны каждого выступа 20. Щелевидные дренажные канавки 16 также могут проходить линейно, дугообразно или по зигзагообразной или ступенчатой траектории. Кроме того, в поперечном сечении любая щелевидная дренажная канавка 16 может иметь форму с любыми из множества различных геометрических характеристик или форм. Соответственно, щелевидная дренажная канавка 16 может представлять собой любую щелевидную дренажную канавку, известную в области техники, связанной с шинами.
Для образования протектора 110 со сложным контуром пресс-форма 30 со сложным контуром может быть использована для образования сначала элементов протектора с криволинейной формой таким образом, что раскрыв элементов или деталей протектора будет регулируемым при наложении протектора на круглый каркас шины. В случае некоторых элементов, включая поперечные элементы, такие как канавки и щелевидные дренажные канавки, раскрыв уменьшается, устраняется или обеспечивается даже их дополнительное закрытие. Другие элементы, такие как более широкие канавки между блоками протектора, могут раскрываться в большей степени, но это может быть учтено и компенсировано при проектировании рисунка протектора. Принимая во внимание данные соображения, в пресс-форме со сложным контуром отдельные элементы и детали протектора формуют с соответствующей кривизной, обеспечиваемой, по меньшей мере, вдоль нижней стороны протектора (стороны поверхности крепления к шине) и в определенных вариантах осуществления - также вдоль верхней стороны (стороны поверхности контакта) в пресс-форме для протектора. Тем не менее, протектор в целом выполнен в основном плоским, так что он может быть отформован в традиционных формовочных прессах с плоскими пресс-формами. Конкретные варианты осуществления пресс-формы со сложным профилем включают в себя способы и устройство для формования протектора шины.
Соответственно, определенные варианты осуществления настоящего изобретения включают в себя пресс-форму для формования протектора со сложным профилем. Варианты осуществления подобной пресс-формы могут включать в себя первый элемент пресс-формы и второй элемент пресс-формы, при этом первый и второй элементы пресс-формы выполнены с возможностью их реверсируемого смещения друг от друга из первого закрытого положения, в котором первый и второй элементы по существу ограждают полость пресс-формы, во второе открытое положение, в котором первый и второй элементы смещены друг от друга. В первом закрытом положении первый и второй элементы взаимодействуют для закрытия пресс-формы и по существу ограждения полости пресс-формы, а во втором открытом положении первый и второй элементы смещены друг от друга и пресс-форма находится в открытой конфигурации. Первый элемент пресс-формы содержит полость пресс-формы, предназначенную для образования элементов и деталей протектора, предназначенных для контактного взаимодействия с поверхностью дороги или грунта. Когда материал, подлежащий формованию, размещают в пресс-форме и пресс-форму затем закрывают, материал, по меньшей мере, частично заполняет полость пресс-формы, образованную между формующей частью первого элемента пресс-формы и вторым элементом пресс-формы, и перетекает через стенки полости пресс-формы с образованием «грата», который обеспечивает изоляцию материала в полости пресс-формы. Первый и второй элементы пресс-формы могут быть размещены прямо или опосредованно на плитах для подвода к ним тепла и/или давления для формования полимерного материала и, в случае термоотверждающихся полимеров, для создания поперечных связей в полимерном материале для получения, по меньшей мере частично, отвержденного материала.
Определенные варианты осуществления подобной пресс-формы также могут включать в себя первый элемент пресс-формы, содержащий полость пресс-формы, приспособленную для удерживания полимерного материала, при этом полость пресс-формы имеет множество элементов в виде внутренних стенок и элементов для образования щелевидных дренажных канавок, предназначенных для формования элементов протектора, и фасонную нижнюю поверхность полости пресс-формы. Дополнительные варианты осуществления предусматривают наличие сложного контура нижней поверхности полости пресс-формы в первом элементе пресс-формы, соответствующего контуру формующей поверхности второго элемента пресс-формы.
В определенных вариантах осуществления пресс-формы также предусмотрен второй элемент пресс-формы, имеющий фасонную формующую поверхность, предназначенную для контактирования с полимерным материалом в первом элементе пресс-формы во время формовочной операции для образования отформованного полимерного материала со сложным контуром. В дополнительных вариантах осуществления предусмотрено, что фасонная формующая нижняя поверхность полости и фасонная формующая поверхность второго элемента пресс-формы представляют собой волнистые поверхности. Кроме того, предусмотрено то, что в определенных вариантах осуществления каждая из фасонной формующей нижней поверхности полости и фасонной формующей поверхности второго элемента пресс-формы имеет один или более участков для образования выступов и участков для образования впадин. В определенных вариантах осуществления один или более элементов для образования щелевидных дренажных канавок расположены вдоль одного или нескольких участков для образования выступов. Кроме того, предусмотрено, что, по меньшей мере, один из элементов в виде внутренних стенок расположен вдоль одного или нескольких участков для образования впадин, при этом, по меньшей мере, один из элементов в виде внутренних стенок выполнен с размерами и формой, обеспечивающими образование боковой канавки в материале протектора.
Пресс-форма 30 со сложным контуром показана в приведенном в качестве примера варианте осуществления со ссылкой на фиг.3-5. Соответственно, пресс-форма 30 со сложным контуром включает в себя первый элемент 32 пресс-формы и второй элемент 34 пресс-формы. Первый элемент 32 пресс-формы может быть расположен на нижней плите (не показано), которая обеспечивает подвод тепла для отверждения формуемого (и в некоторых вариантах осуществления подвергаемого отверждению) материала, такого как термоотверждающийся или термопластичный материал. Как показано на фиг.3А-3В, первый элемент 32 пресс-формы ограничен множеством наружных стенок 40, ограждающих формующую полость 42, имеющую некоторую ширину и некоторую длину, при этом ширина полости соответствует протяженности протектора 110 в боковом направлении и длина полости соответствует длине протектора 110 в продольном направлении, задаваемой так, чтобы он проходил вокруг окружной периферии шины. Формующая полость 42 содержит один или более элементов 44 в виде внутренних стенок, которые вместе определяют рисунок протектора в виде «негативного» рельефа. Кроме того, полость 42 также содержит один или более элементов 46 для образования щелевидных дренажных канавок. Элементы 46 для образования щелевидных дренажных канавок, а также элементы 44 в виде внутренних стенок (которые могут функционировать в качестве элементов для образования канавок, то есть для образования канавок 14) могут иметь любые из ряда геометрических характеристик и ориентаций. Соответственно, может быть получена любая известная конфигурация щелевидной дренажной канавки или канавки, которая может включать, например, прямолинейную и криволинейную конфигурации, а также конфигурации с переменными высотой и/или толщиной. Элементы 46 для образования щелевидных дренажных канавок выполнены с размерами, обеспечивающими получение заданной ширины щелевидных дренажных канавок, рассмотренной выше, в определенных вариантах осуществления.
Способ формования полимерного материала посредством пресс-формы со сложным контуром, выполненной в соответствии с изобретением, может быть описан со ссылкой на фиг.4-5. Полимерный материал может представлять собой термоотверждающийся или термопластичный материал. К термоотверждающимся материалам относятся натуральный и синтетический каучук, такой как полимеры и сополимеры из бутадиена и/или изопрена. К термопластичным материалам относятся такие полимеры, как сложные полиэфиры, поликарбонаты и тому подобное. Фиг.4 показывает боковое сечение пресс-формы 30 со сложным контуром, включающей в себя первый элемент 32 пресс-формы и второй элемент 34 пресс-формы, при открытой конфигурации пресс-формы, то есть в состоянии, когда первый элемент 32 пресс-формы и второй элемент 34 пресс-формы смещены друг от друга. Полимерный материал, подлежащий формованию, размещают в формующей полости 42 в количестве, достаточном для того, чтобы тогда, когда первый и второй элементы 32, 34 пресс-формы будут перемещены в закрытое положение, подобное показанному на фиг.5, материал занимал заданную часть формующей полости 42. Некоторое количество избыточного материала может выходить из формующей полости 42 с образованием уплотнения между первым элементом 32 пресс-формы и вторым элементом 34 пресс-формы. Данную часть материала называют «гратом, заусенцем».
Предусмотрено, что любой рисунок протектора со сложным контуром может быть образован посредством пресс-формы со сложным контуром, подобной описанной в настоящем описании. Соответственно, по меньшей мере, часть рисунка протектора, образуемая формующей полостью 42, может «проходить» вдоль контура вдоль нижней поверхности 43 полости. Более точно, участки рисунка протектора, образуемые элементами 44, 46 в полости 42, могут быть расположены соответственно в сочетании с участками 120, 122 для образования выступов и впадин, которые могут образовывать контуры вдоль нижней поверхности 43 полости и формующей поверхности 36а для получения протектора 110 со сложным контуром, имеющего заданную схему расположения элементов. Фасонная формующая поверхность 36а второго элемента 34 пресс-формы показана как имеющая участки 120, 122 для образования выступов и впадин на фиг.4-5 и 8 в приведенных в качестве примера вариантах осуществления. Контуры нижней поверхности 43 полости и формующей поверхности 36а могут быть по существу аналогичными в определенных вариантах осуществления (таких, как показанный на фиг.4-5) или могут отличаться друг от друга в других вариантах осуществления, при этом, тем не менее, они обеспечивают получение протектора 110 со сложным контуром. Из этого следует, что соответствующие контуры сторон 12а и 12b протектора также могут быть одинаковыми или разными.
В определенных вариантах осуществления предусмотрено, что периферия первого элемента 32 пресс-формы образована сторонами 40. Кроме того, более специфические варианты осуществления, такие как показанный на фиг.4, включают в себя продольные стороны 40, имеющие контур 36b, аналогичный фасонной формующей поверхности 36а, для обеспечения контактного взаимодействия со вторым элементом 34, когда пресс-форма 30 находится в по существу закрытом положении. По существу закрытое положение предусматривает то, что заусенец/грат протектора может быть расположен между первым и вторым элементами 32, 34 пресс-формы.
После того как материал будет отформован и/или отвержден в заданной степени и при этом будет желательно удалить отформованный и/или, по меньшей мере, частично отвержденный материал из пресс-формы 30 со сложным контуром, первый элемент 32 пресс-формы и второй элемент 34 пресс-формы разделяют и возвращают к открытой конфигурации, в результате чего пресс-форма 30 открывается. Соответственно, в пресс-форме 30 образуется отформованное полимерное изделие, такое как протектор 110 шины, который имеет соответствующий контур, «проходящий» вдоль длины изделия или протектора 110, при этом общая ориентация отформованного протектора или изделия в более общем смысле является плоской или планарной. В определенных вариантах осуществления отформованное изделие имеет первую сторону 12а, которая функционирует в качестве стороны поверхности контакта протектора 110, которая выполнена с конфигурацией, обеспечивающей возможность контакта с поверхностью грунта или дороги, и вторую сторону 12b, которая функционирует в качестве нижней поверхности крепления к шине, выполненной с конфигурацией, обеспечивающей возможность крепления протектора 110 к каркасу шины (не показано). Канавки 14 и щелевидные дренажные канавки 16 также будут выполнены, как рассмотрено выше со ссылкой на фиг.2А и 2В.
Как рассмотрено в настоящем описании, протектор может быть выполнен с контуром, обеспечивающим заданные размеры элементов протектора, когда такой плоский протектор со сложным контуром будет размещен вдоль круглого каркаса шины. Соответственно, проходящие в боковом направлении выступы 20 и впадины 22 могут быть расположены вдоль протектора, и соответствующие элементы могут быть расположены аналогичным образом в пресс-форме для получения заданного рисунка и элементов протектора. На фиг.3А и 3В показан рисунок протектора, образованный в полости 42 первого элемента 32 пресс-формы. Кроме того, независимое изображение фасонной нижней поверхности 43 каждого подобного первого элемента 32 пресс-формы также показано сверху и во взаимосвязи с рисунком протектора, имеющимся в полости 32 пресс-формы. Это выполнено для того, чтобы более четко показать взаимосвязь между контурами нижней поверхности и элементами рисунка протектора. Как рассмотрено ранее, первый элемент 32 пресс-формы имеет полость 42 пресс-формы, которая имеет фасонную нижнюю поверхность 43. Как показано, контуры каждой нижней поверхности 43 и формующей поверхности 36а могут быть образованы участками 120 для образования выступов и участками 122 для образования впадин. Каждый участок 120, 122 может быть «совмещен» с любыми определенными элементами протектора в полости 42 пресс-формы для получения любого заданного протектора. Формующая поверхность 36а второго элемента 34 пресс-формы может также содержать участки 120 для образования выступов и участки 122 для образования впадин, как показано в целом на фиг.4-5 и 8. Участки 120, 122 для образования выступов и впадин, показанные на фиг.3А-3В, также могут проходить в боковом направлении вдоль формующей поверхности 36а.
В определенных вариантах осуществления протектор состоит из множества сегментов 45, расположенных на расстоянии друг от друга вдоль длины протектора. Соответственно, выступ 20 и/или впадина 22 могут быть выполнены в сочетании с каждым сегментом 45 протектора для облечения их надлежащего размещения относительно заданных элементов протектора. Как показано на фиг.3А и 3В, конструктивные элементы и детали протектора образованы и выполнены в полости 42 пресс-формы в первом элементе 32 пресс-формы. В данных приведенных в качестве примера вариантах осуществления участки 120 для образования выступов и участки 122 для образования впадин, отображающие соответственно выступы 20 и впадины 22, показаны выровненными относительно частей рисунка протектора в полости 42. Как показано, щелевидные дренажные канавки 46а, 46b каждого сегмента 45 расположены или выровнены вдоль участков 120 для образования выступов, в то время как внутренние стенки 44, «связанные» с боковыми канавками 14, частично расположены вдоль участков 122 для образования впадин. Как показано, предусмотрено, что каждый выступ 20 и впадина 22 могут повторяться с каждым сегментом 45 протектора. Или, другими словами, сегменты 45 протектора могут быть расположены вдоль участков 120, 122 для образования выступов и впадин или могут соответствовать участкам 120, 122 для образования выступов и впадин желательным образом. На чертежах периферия сегмента 45 расположена над соответствующей частью показанной независимо нижней поверхности 43 полости, чтобы показать более четко, как внутренние стенки 44 и элементы 46 для образования щелевидных дренажных канавок «связаны» с фасонной нижней поверхностью 43. Предусмотрено, что любой рисунок протектора, а также любая соответствующая полость 42 пресс-формы может включать фасонную нижнюю поверхность 43 полости, обеспечивающую любую взаимосвязь с рисунком протектора так, как желательно. Соответственно, предусмотрено, что местоположение щелевидных дренажных канавок 16 и других элементов рассматриваемого протектора и расстояние между ними могут варьироваться у разных рисунков протекторов.
Контуры, рассматриваемые в настоящем описании, могут содержать любой фасонный контур, который может включать симметричный, асимметричный, переменный или постоянный контур. Определенные контуры показаны на фиг.3А-3В вдоль нижней поверхности 43 полости, при этом они симметричны относительно вертикальной плоскости, проходящей в боковом направлении через пресс-форму (или протектор) и нормально как к средней (осевой) линии пресс-формы (или протектора), так и к наружной плоской нижней поверхности первого элемента 32 пресс-формы (то есть продольному направлению пресс-формы/протектора); однако контур не симметричен относительно нормальной плоскости, проходящей как в боковом направлении, так и в продольном направлении вдоль пресс-формы (или протектора). В других вариантах осуществления, показанных на фиг.6-7 и показывающих альтернативные варианты осуществления изображенной независимо фасонной нижней поверхности 43 полости по фиг.3А-3В, показан синусоидальный контур, который симметричен как относительно вертикальной, так и относительно продольной нормальных плоскостей (описанных в предыдущем предложении). В любом варианте осуществления амплитуда (то есть высота) любого контура (или «волны») может увеличиваться или уменьшаться в продольном и/или боковом направлении протектора для получения переменного контура. Кроме того, в любом варианте осуществления длина Р шага между соседними впадинами 22 или выступами 20 может единообразно повторяться или изменяться желательным образом вдоль длины протектора 110 (и соответствующей пресс-формы 30). В приведенном в качестве примера варианте осуществления длина Р шага составляет 2-4 дюйма (25,4-101,6 мм) и в другом варианте осуществления - от 4 до 10 дюймов (от 101,6 до 254 мм), однако могут быть использованы меньшие или большие длины шагов.
Контуры, соотнесенные с протектором 110, а также соответственно с первым и вторым элементами 32, 34 пресс-формы, могут «проходить» вбок в любом направлении или по любой траектории. Более точно, выступы 20 и/или впадины 22, а также соответствующие участки 120, 122 для образования выступов и впадин, проходящие соответственно вдоль нижней поверхности 43 полости и формующей поверхности 36а, могут проходить вбок в любом направлении и любым образом. Как показано, например, в варианте осуществления по фиг.3А участки 120, 122 для образования выступов и впадин, которые также отображают выступы 20 и впадины 22 протектора, проходят линейно в боковом направлении, нормальном к средней линии CL протектора, в то время как в варианте осуществления по фиг.3В и 7 выполнены участки 120, 122 для образования выступов и впадин, проходящие в боковом направлении нелинейно. Как показано на фиг.6, участки 120, 122 для образования выступов и впадин проходят в боковом направлении с наклоном (под углом, отличным от угла нормали) по ширине протектора 110. Кроме того, как показано на фиг.8, участок 120 для образования выступа (но также любой участок 122 для образования впадины в других вариантах осуществления) может быть прерывистым в боковом направлении (то есть выступ или впадина могут не проходить полностью по ширине протектора 110, но вместо этого проходят на одном или нескольких сегментах). Соответственно, выступы 20 и впадины 22, а также участки 120, 122 для образования выступов и впадин, могут быть расположены с любой ориентацией для «размещения» элементов любого заданного рисунка протектора.
Соответственно, определенные варианты осуществления настоящего изобретения включают способ образования протектора шины со сложным контуром. В определенных вариантах осуществления подобные способы могут включать этап размещения полимерного материала в пресс-форме, при этом пресс-форма содержит первый элемент пресс-формы и второй элемент пресс-формы, причем первый и второй элементы пресс-формы выполнены с возможностью их реверсируемого смещения друг от друга из первого закрытого положения, в котором первый и второй элементы по существу ограждают полость пресс-формы, во второе открытое положение, в котором первый и второй элементы смещены друг от друга, при этом первый элемент пресс-формы содержит полость пресс-формы, приспособленную для удерживания полимерного материала, причем полость пресс-формы имеет множество элементов в виде внутренних стенок и элементов для образования щелевидных дренажных канавок, предназначенных для формования элементов протектора, и фасонную нижнюю поверхность полости пресс-формы, и, кроме того, второй элемент пресс-формы имеет фасонную формующую поверхность, предназначенную для контактирования с полимерным материалом в первом элементе пресс-формы во время формовочной операции для образования отформованного полимерного материала со сложным контуром. Другие этапы подобных способов могут включать закрытие пресс-формы посредством установки первого и второго элементов в закрытом положении, в результате чего полимерный материал распределяется в полости пресс-формы для получения отформованного полимерного материала, и открытие пресс-формы посредством установки первого и второго элементов в открытом положении.
Несмотря на то, что данное изобретение было описано со ссылкой на конкретные варианты его осуществления, следует понимать, что подобное описание приведено в качестве иллюстрации, а не в качестве ограничения. Соответственно, объем и идея изобретения определяются только прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕМЕНТЫ ДЛЯ СОХРАНЕНИЯ ПУСТЫХ ПОЛОСТЕЙ В ПРОТЕКТОРЕ ШИНЫ | 2008 |
|
RU2480344C2 |
| ПРОТЕКТОР ШИНЫ ДЛЯ ДВИЖЕНИЯ ПО СНЕГУ, СОДЕРЖАЩИЙ БОРОЗДКИ И ПОЛОСТИ | 2013 |
|
RU2600961C1 |
| ПРОТЕКТОР ШИНЫ | 2000 |
|
RU2246408C2 |
| ФОРМОВОЧНЫЙ ЭЛЕМЕНТ, СОДЕРЖАЩИЙ РЕЖУЩЕЕ СРЕДСТВО ДЛЯ ФОРМОВКИ И ВУЛКАНИЗАЦИИ ПРОТЕКТОРА ШИНЫ | 2012 |
|
RU2605966C2 |
| ПРОТЕКТОР ШИНЫ БЕЗ НАСЕЧЕК | 2002 |
|
RU2288846C2 |
| ШИНА С УЛУЧШЕННЫМИ ЭКСПЛУАТАЦИОННЫМИ ХАРАКТЕРИСТИКАМИ КАЧЕНИЯ | 2010 |
|
RU2502607C1 |
| ВОЛНООБРАЗНЫЙ ПРОГРЕССИВНЫЙ ФОРМООБРАЗУЮЩИЙ ЭЛЕМЕНТ ДЛЯ ШИНЫ | 2008 |
|
RU2469858C1 |
| ПНЕВМАТИЧЕСКАЯ ШИНА | 2011 |
|
RU2531532C2 |
| ФОРМОВОЧНЫЙ ЭЛЕМЕНТ, СОДЕРЖАЩИЙ РЕЖУЩИЕ СРЕДСТВА, ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПРОТЕКТОРА ШИНЫ | 2012 |
|
RU2604630C2 |
| СИСТЕМА ДЛЯ ЗАМЕНЫ КАНАВОЧНЫХ ПЛАСТИНОК ДЛЯ ФОРМОВАНИЯ ИЛИ ВОССТАНОВЛЕНИЯ ШИН | 2009 |
|
RU2472618C1 |








Изобретение относится к пресс-форме и способу формования протектора со сложным контуром. Пресс-форма для формования протектора со сложным контуром содержит первый элемент пресс-формы и второй элемент пресс-формы. Первый и второй элементы пресс-формы выполнены с возможностью реверсируемого смещения друг от друга из первого закрытого положения, в котором первый и второй элементы по существу ограждают полость пресс-формы, во второе открытое положение, в котором первый и второй элементы смещены друг от друга. Первый элемент пресс-формы содержит полость пресс-формы, приспособленную для удерживания полимерного материала и имеющую элементы в виде внутренних стенок и элементы для образования щелевидных дренажных канавок. Первый элемент пресс-формы имеет фасонную нижнюю поверхность полости пресс-формы, и второй элемент пресс-формы имеет фасонную формующую поверхность. Изобретение позволяет формовать протектор с заданными размерами его элементов. 2 н. и 13 з.п. ф-лы, 12 ил.
1. Пресс-форма для формования протектора со сложным контуром, содержащая:
первый элемент пресс-формы и второй элемент пресс-формы, каждый из которых проходит в продольном направлении между противоположными концами и в боковом направлении между противоположными сторонами, при этом первый и второй элементы пресс-формы выполнены с возможностью их реверсируемого смещения друг от друга из первого закрытого положения, в котором первый и второй элементы по существу ограждают полость пресс-формы, во второе открытое положение, в котором первый и второй элементы смещены друг от друга, причем полость пресс-формы проходит в продольном и боковом направлениях вдоль первого и второго элементов пресс-формы и имеет ширину, ограниченную противоположными первой и второй сторонами, каждая из которых соотносится с формующей поверхностью одного из первого и второго элементов пресс-формы, при этом формующая поверхность, по меньшей мере, одного из первого и второго элементов пресс-формы образует фасонную формующую поверхность, причем, по меньшей мере, одна из формующих поверхностей включает в себя, по меньшей мере, один участок для образования выступа и/или участок для образования впадины, проходящий в боковом направлении для образования отформованного протектора шины, имеющего толщину, ограниченную фасонной верхней поверхностью и фасонной нижней поверхностью,
при этом первый элемент пресс-формы включает в себя множество элементов в виде внутренних стенок, предназначенных для образования элементов протектора в отформованном протекторе шины, причем элементы в виде внутренних стенок проходят наружу от фасонной формующей поверхности первого элемента пресс-формы и во внутреннее пространство полости пресс-формы.
2. Пресс-форма по п.1, в которой каждая из фасонной формующей поверхности первого элемента пресс-формы и фасонной формующей поверхности второго элемента пресс-формы образует волнистую поверхность.
3. Пресс-форма по п.1, в которой каждая из фасонной формующей поверхности первого элемента пресс-формы и фасонной формующей поверхности второго элемента пресс-формы включает в себя множество участков для образования выступов и/или участков для образования впадин для образования множества выступов и/или множества впадин, проходящих в боковом направлении и расположенных в продольном направлении вдоль противоположных первой и второй сторон полости пресс-формы.
4. Пресс-форма по п.1, в которой один или более элементов для образования щелевидных дренажных канавок расположены вдоль одного или нескольких участков для образования выступов.
5. Пресс-форма по п.1, в которой, по меньшей мере, один из элементов в виде внутренних стенок расположен вдоль одного или нескольких участков для образования впадин, при этом, по меньшей мере, один из элементов в виде внутренних стенок выполнен с размерами и формой, обеспечивающими образование боковой канавки в отформованном протекторе шины.
6. Способ образования протектора шины со сложным контуром, включающий:
размещение полимерного материала в пресс-форме, содержащей первый элемент пресс-формы и второй элемент пресс-формы, каждый из которых проходит в продольном направлении между противоположными концами и в боковом направлении между противоположными сторонами, при этом первый и второй элементы пресс-формы выполнены с возможностью их реверсируемого смещения друг от друга из первого закрытого положения, в котором первый и второй элементы по существу ограждают полость пресс-формы, во второе открытое положение, в котором первый и второй элементы смещены друг от друга, причем полость пресс-формы проходит в продольном и боковом направлениях вдоль первого и второго элементов пресс-формы и имеет ширину, ограниченную противоположными первой и второй сторонами, каждая из которых соотносится с формующей поверхностью одного из первого и второго элементов пресс-формы, при этом формующая поверхность, по меньшей мере, одного из первого и второго элементов пресс-формы образует фасонную формующую поверхность, причем, по меньшей мере, одна из формующих поверхностей включает в себя, по меньшей мере, один участок для образования выступа и/или участок для образования впадины, проходящий в боковом направлении для образования отформованного протектора шины, имеющего толщину, ограниченную фасонной верхней поверхностью и фасонной нижней поверхностью, при этом первый элемент пресс-формы включает в себя множество элементов в виде внутренних стенок, предназначенных для образования элементов протектора в отформованном протекторе шины, причем элементы в виде внутренних стенок проходят наружу от фасонной формующей поверхности первого элемента пресс-формы и во внутреннее пространство полости пресс-формы;
закрытие пресс-формы посредством установки первого и второго элементов в закрытом положении, в результате чего полимерный материал распределяется в полости пресс-формы для образования отформованного протектора шины; и
открытие пресс-формы посредством установки первого и второго элементов в открытом положении.
7. Способ по п.6, при которой каждая из фасонной формующей поверхности первого элемента пресс-формы и фасонной формующей поверхности второго элемента пресс-формы включает в себя множество образующих сложный контур выступов и/или впадин для образования множества выступов и/или множества впадин, проходящих в боковом направлении и расположенных в продольном направлении вдоль противоположных первой и второй сторон формующей полости.
8. Способ по п.6, при котором отформованный протектор шины со сложным контуром содержит проходящую в продольном направлении основную часть, имеющую первую сторону, содержащую фасонную верхнюю поверхность, имеющую один или более элементов протектора и образующую сторону поверхности контакта протектора, и вторую сторону, расположенную напротив первой стороны, причем вторая сторона содержит фасонную нижнюю поверхность и образует нижнюю поверхность крепления к шине, при этом элементы протектора проходят в пределах толщины протектора между первой и второй сторонами основной части протектора; выступ, проходящий в боковом направлении вдоль основной части протектора и образующий выпуклую часть вдоль первой стороны и углубление вдоль второй стороны основной части протектора, расположенное напротив выпуклой части.
9. Способ по п.8, при котором протектор дополнительно содержит впадину, проходящую в боковом направлении вдоль основной части протектора и образующую углубление вдоль первой стороны и выпуклую часть вдоль второй стороны основной части протектора, расположенную напротив углубления, при этом впадина расположена в продольном направлении относительно выступа вдоль основной части протектора.
10. Способ по п.9, при котором множество выступов и впадин выполнены и расположены в продольном направлении со схемой расположения с чередованием выступов и впадин вдоль каждой из первой и второй сторон протектора.
11. Способ по п.8, при котором один или более элементов протектора включают в себя одну или более боковых щелевидных дренажных канавок, при этом одна или более боковых щелевидных дренажных канавок расположены вдоль выступа.
12. Способ по п.8, при котором один или более элементов протектора включают в себя одну или более боковых канавок, при этом одна или более боковых канавок расположены вдоль углубления.
13. Способ по п.8, при котором выступ проходит в боковом направлении, по существу нормальном к продольной средней линии основной части протектора.
14. Способ по п.8, при котором выступ проходит в боковом направлении нелинейно.
15. Способ по п.8, при котором углубление, расположенное напротив выступа, определяется контуром, имеющим радиус, который меньше радиуса углубления, когда протектор размещен на каркасе шины.
| US 4013390 А, 22.03.1977 | |||
| US 2006144491 А1, 06.07.2006 | |||
| Прессформа для вулканизации покрышек пневматических шин | 1972 |
|
SU585802A3 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1973 |
|
SU531481A3 |
| ПРЕСС-ФОРМА К ВУЛКАНИЗАЦИОННОМУПРЕССУ ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХПОЛОСОВЫХ ЗУБЧАТЫХ РЕЗИНОВЫХ ЗАГОТОВОКПЕРЕМЕННОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 1972 |
|
SU426859A1 |

