Предлагаемая группа изобретений относится к области ракетной техники, а именно к способам бронирования по боковой поверхности вкладных зарядов твердого ракетного топлива (ТРТ) для ракетных двигателей (РД), газогенераторов и других устройств и может быть использовано при проектировании, отработке и изготовлении вкладных зарядов ТРТ.
Известно, что процесс горения ТРТ, в силу их гомогенности, осуществляется по эквидистантным поверхностям, т.е. по поверхностям, равноудаленным от контура начальной небронированной поверхности заряда, что позволяет реализовать требуемую программированную зависимость "тяга-время" для конкретной ракетной системы. Проектирование и стендовая отработка зарядов ТРТ и РДТТ ведется с безусловным учетом этого фактора, что в целом позволило создать ряд высокоэффективных конструкций твердотопливных зарядов ТРТ с локальным бронированием боковой поверхности заряда для ракетных двигателей авиационных ракет, в т.ч. по пат. RU 2298109, RU 2355906. Однако существующие способы бронирования зарядов обладают определенными недостатками, а именно: при бронировании зарядов ТРТ по указанным патентам используют шаблон фиксированной толщины с прорезями, что, после нанесения бронесостава, приводит к образованию на боковой поверхности заряда выступающих за пределы наружной поверхности шашки ТРТ сплошных, либо прерывистых бронеполос. Выступающие бронеполосы, в т.ч. прерывистые по длине, массой ~1,5 г активно подвергаются смыву потоками продуктов сгорания (ПС) воспламенителя и заряда ТРТ, что снижает эффективность и надежность заряда ТРТ в целом, а также снижает рабочий ресурс авиационных двигателей (АД), за счет создания "забоин" на лопатках компрессора АД от столкновения с частицами бронепокрытия. Изобретение по пат.RU 2355906 от 20.05.2009 г. МПК F02К 9/10 принято авторами за прототип.
Технической задачей патентуемого изобретения является разработка эффективного и надежного способа бронирования зарядов ТРТ для РДТТ авиационных ракет, с повышенной безопасностью боевого применения для самолета-носителя и повышенным рабочим ресурсом авиационного двигателя.
Технический результат изобретения заключается в разработке способа бронирования вкладного заряда ТРТ по боковой поверхности шашки эпоксидным бронесоставом, при этом на боковой поверхности шашки выполняют конические углубления глубиной 1,0…2,0 мм, площадью 0,5…3,0 мм2 на расстоянии между коническими углублениями не менее 3 мм, обезжиривают поверхность конических углублений и заполняют их эпоксидным бронесоставом с помощью шприца, пипетки или малоразмерного "копья", после чего полимеризуют при температуре 15…35°С.
Технической задачей патентуемого изобретения является также и разработка простого и надежного способа определения вязкости эпоксидного бронесостава, достоверно характеризующего реологические характеристики эпоксидного бронесостава.
Технический результат изобретения заключается также в разработке способа определения вязкости эпоксидного бронесостава, включающего нанесение на лист белой плотной бумаги 10-ти концентрических окружностей диаметром от 6 до 60 мм с шагом 6 мм, лист бумаги с нанесенными окружностями помещают на горизонтальную подставку, выверенную по уровню, и накрывают прозрачной стеклянной пластиной, при этом на стеклянную пластину, в центр концентрических окружностей помещают навеску (0,5±0,1) г эпоксидного бронесостава и накрывают второй прозрачной стеклянной пластиной с размерами 65×65×3 мм и на нее устанавливают груз массой 100 г, через 1 мин снимают груз и за вязкость эпоксидного бронесостава принимают номер окружности наибольшего диаметра, которую достиг, либо перекрыл при расстекании эпоксидный бронесостав.
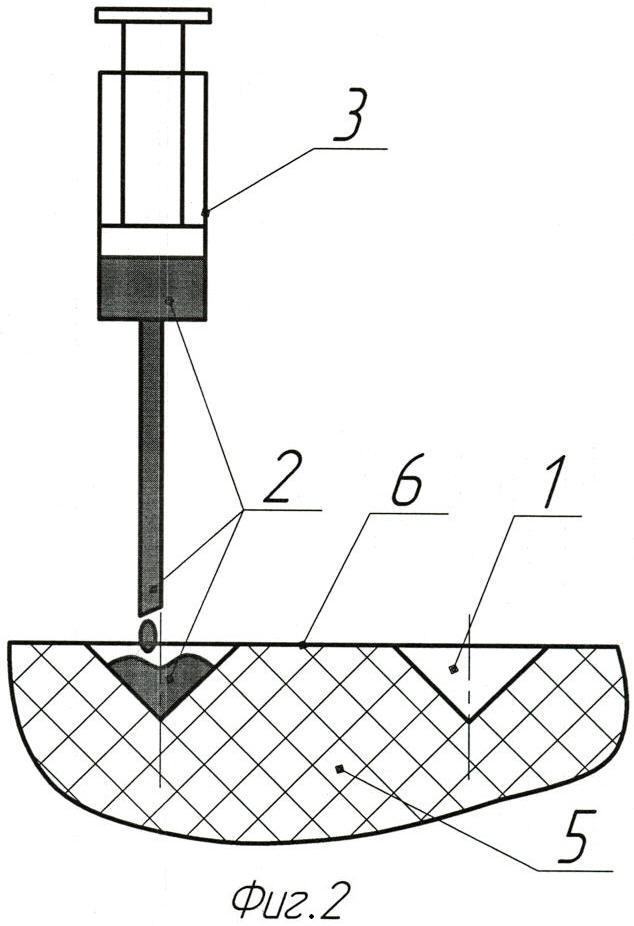
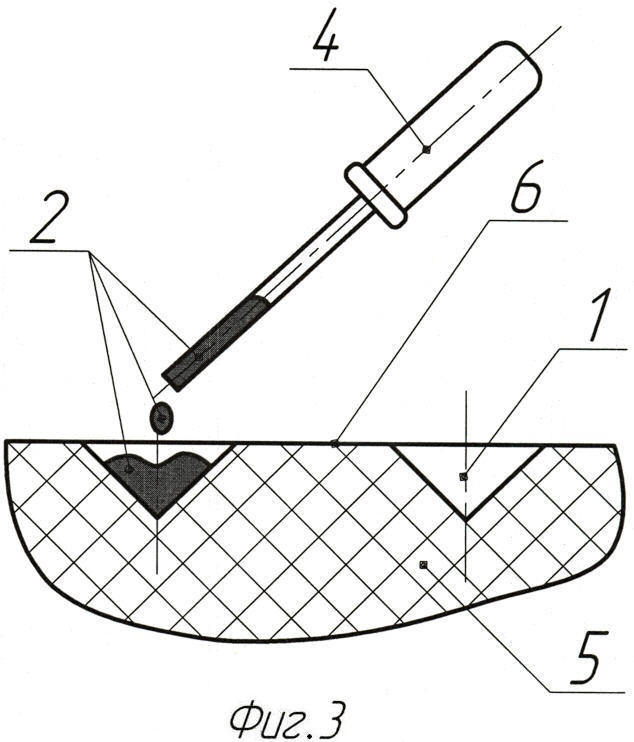
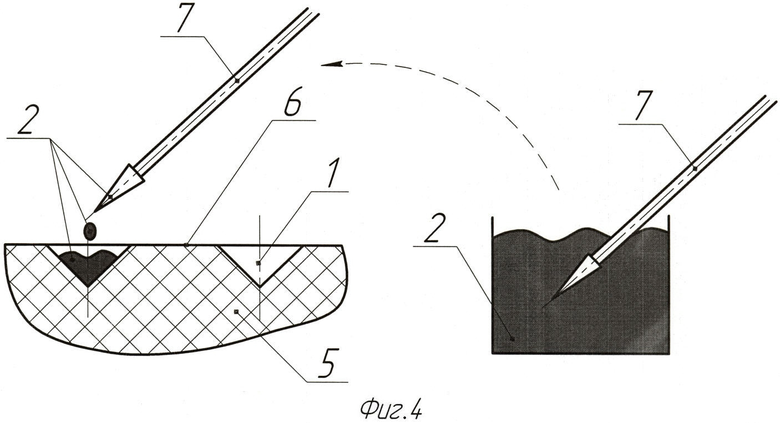
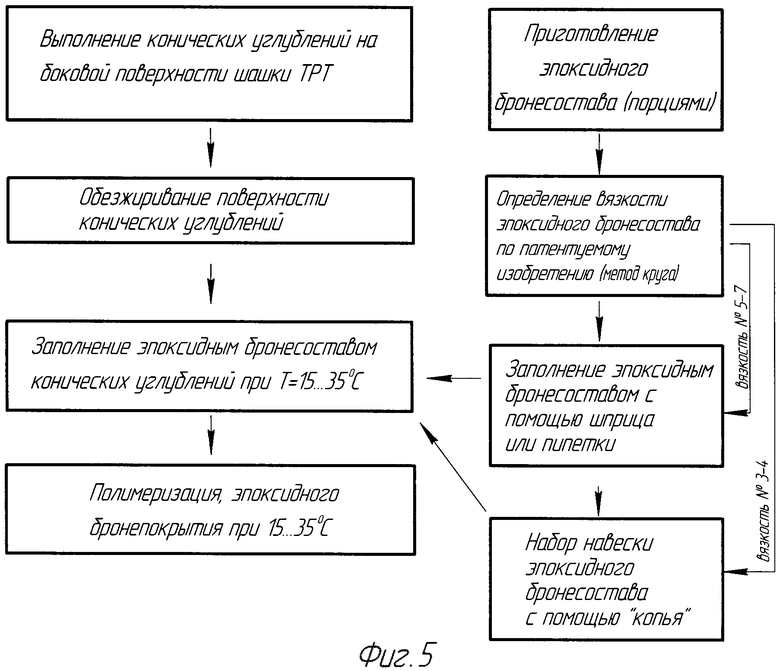
Для бронирования углублений при помощи шприца (Фиг.2), либо пипетки (Фиг.3) используют эпоксидный бронесостав, обеспечивающий вязкость №5…№7, что позволяет эффективно заполнять шприц, либо пипетку эпоксидным бронесоставом, так и обеспечивать капельное заполнение углублений на боковой поверхности шашки бронесоставом заподлицо с наружной боковой поверхностью заряда. При повышенной вязкости эпоксидных бронесоставов ниже №5, но не менее №3 заполнение углублений может производиться с помощью малоразмерного "копья" (Фиг.5). Процесс бронирования и последующей полимеризации бронепокрытия ведут при 15…35°C.
Сущность изобретения заключается в выполнении конических углублений по боковой поверхности шашки, для чего используют шприц, малоразмерное "копье", либо пипетку, позволяющие обеспечить малообъемное - капельное дозирование эпоксидного бронесостава. Использование в качестве дозирующих устройств шприцов, пипеток или "копья" с обеспечением вязкости эпоксидных бронесоставов в пределах №3…7 позволяет обеспечить качественное бронирование зарядов. При этом при вязкости меньше №3 затруднено растекание эпоксидного бронесостава в углублении, заподлицо с поверхностью шашки, а при вязкости эпоксидного бронесостава более №7 снижается технологичность практического применения эпоксидного бронесостава (возможно вытекание эпоксидного бронесостава на не предусмотренные для бронирования участки поверхности шашки ТРТ). Размеры точечных бронировок в заданных пределах позволяют обеспечить эффективное программирование поверхности горения S(e), где S - поверхность горения заряда, е - текущий свод. При этом площадь точечного бронепокрытия по боковой поверхности менее 0,5 мм2 ограничена технологическими возможностями бронесоставов и технологией их нанесения, а при площади точечного бронепокрытия по боковой поверхности более 3,0 мм2 снижается эффективность точечного бронепокрытия заряда в целом.
В оценке вязкости эпоксидного бронесостава сущность изобретения заключается в ее оценке по расстекаемости массы эпоксидного бронесостава в радиальных направлениях с контролем расстекаемости на определенном уровне (номере) круга. Диапазон по диаметру (6…60 мм) окружностей, шаг (6 мм), размеры стеклянной пластины и масса дополнительного груза (100 г), устанавливаемого на верхнюю стеклянную пластину, подобраны экспериментальным путем. Оптимальность выбранных параметров: массы, размеров, подтверждена в процессе практического испытания способа при отработке зарядов ТРТ.
Изобретение поясняется графическими материалами.
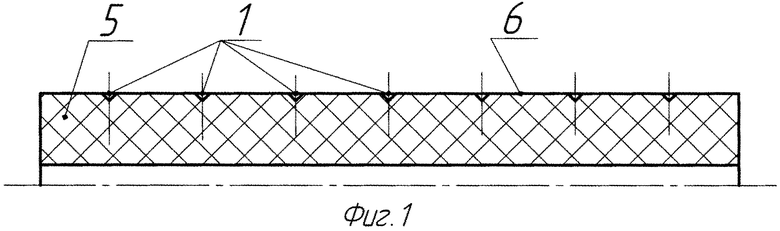
Фиг.1 Шашка заряда ТРТ, подготовленная к бронированию.
1 - конические углубления
5 - шашка ТРТ
6 - боковая поверхность шашки
Фиг.2 Заполнение конических углублений эпоксидным бронесоставом с помощью шприца
1 - конические углубления
2 - бронесостав
3 - шприц
5 - шашка ТРТ
6 - боковая поверхность шашки
Фиг.3 Заполнение конических углублений эпоксидным бронесоставом с помощью пипетки
1 - конические углубления
2 - бронесостав
4 - пипетка
5 - шашка ТРТ
6 - боковая поверхность шашки
Фиг.4 Заполнение конических углублений эпоксидным бронесоставом с помощью "копья"
1 - конические углубления
2 - бронесостав
5 - шашка ТРТ
6 - боковая поверхность шашки
7 - "копье"
Фиг.5 Технологическая схема бронирования заряда ТРТ по патентуемому способу.
Примеры практической реализации способа
Пример I
Бронированию подвергался заряд баллиститного ТРТ с размерами:
- длина 500 мм
- канал 30 мм
- наружный диаметр 100 мм
На боковой поверхности заряда было выполнено 20 конических углублений глубиной 1,5 мм и диаметром по боковой поверхности заряда ~2 мм. Заполнение конических углублений осуществлялось шприцом капельным методом с использованием эпоксидного бронесостава с вязкостью №7 на основе смолы эпоксидной марки КДА.
Пример II
Бронированию подвергался заряд баллиститного ТРТ с размерами:
- длина 80 мм
- канал 8 мм
- наружный диаметр 20 мм
На боковой поверхности заряда выполнено 18 конических углублений глубиной 1,5 мм и диаметром 1 мм. Заполнение конических углублений осуществлялось с помощью малоразмерного "копья" капельным методом эпоксидным бронесоставом с вязкостью №3 на основе смолы эпоксидной марки КДА.
Положительный эффект патентуемого изобретения - повышение надежности и безопасности боевого применения зарядов ТРТ к РДТТ авиационных ракет.
Опыты проведены в условиях ФГУП "НИИПМ".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БРОНИРОВАНИЯ ЗАРЯДОВ ТВЕРДОГО РАКЕТНОГО ТОПЛИВА ТЕРМОПЛАСТИЧНЫМИ БРОНЕСОСТАВАМИ | 2004 |
|
RU2274550C2 |
| СПОСОБ БРОНИРОВАНИЯ ШАШКИ ТВЕРДОТОПЛИВНОГО ЗАРЯДА РАКЕТНОГО ДВИГАТЕЛЯ | 2003 |
|
RU2261237C1 |
| СПОСОБ БРОНИРОВАНИЯ ВКЛАДНОГО ЗАРЯДА ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2001 |
|
RU2215721C2 |
| Способ бронирования твердотопливных зарядов | 2015 |
|
RU2606612C1 |
| СПОСОБ БРОНИРОВАНИЯ КАНАЛА ЗАРЯДА ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2006 |
|
RU2337088C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРАНУЛИРОВАННОГО БРОНЕСОСТАВА НА ОСНОВЕ ТЕРМОЭЛАСТОПЛАСТА ДЛЯ ЗАРЯДОВ ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2005 |
|
RU2305629C1 |
| ЗАРЯД ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2006 |
|
RU2336431C1 |
| ТЕРМОПЛАСТИЧНЫЙ БРОНЕСОСТАВ ДЛЯ ЗАРЯДА ТВЕРДОГО РАКЕТНОГО ТОПЛИВА БАЛЛИСТИТНОГО ТИПА | 2011 |
|
RU2465257C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВКЛАДНОГО БРОНИРОВАННОГО ЗАРЯДА БАЛЛИСТИТНОГО РАКЕТНОГО ТОПЛИВА | 2007 |
|
RU2345977C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВКЛАДНОГО БРОНИРОВАННОГО ЗАРЯДА СМЕСЕВОГО РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 2006 |
|
RU2315741C1 |
При бронировании вкладного заряда твердого ракетного топлива эпоксидным бронесоставом на боковой поверхности шашки выполняют конические углубления глубиной 1,0…2,0 мм, площадью 0,5…3,0 мм и на расстоянии между коническими углублениями не менее 3 мм. Обезжиривают поверхность конических углублений, заполняют их эпоксидным бронесоставом с помощью шприца, пипетки или малоразмерного "копья" и полимеризуют при температуре 15…35°С. При определении вязкости эпоксидного бронесостава наносят на лист бумаги 10-ть концентрических окружностей диаметром 6…60 мм с шагом 6 мм. Лист бумаги с нанесенными окружностями помещают на горизонтальную подставку, выверенную по уровню, и накрывают прозрачной стеклянной пластиной. На стеклянную пластину, в центр концентрических окружностей помещают навеску 0,5±0,1 г эпоксидного бронесостава, накрывают второй прозрачной стеклянной пластиной с размерами 65×65×3 мм и на нее устанавливают груз массой 100 г. Через 1 мин снимают груз и за вязкость эпоксидного бронесостава принимают номер окружности наибольшего диаметра, которую достиг, либо перекрыл при расстекании эпоксидный бронесостав. Изобретения позволяют повысить надежность заряда твердого ракетного топлива, за счет повышения качества его бронепокрытия. 2 н.п. ф-лы, 5 ил.
1. Способ бронирования вкладного заряда твердого ракетного топлива эпоксидным бронесоставом по боковой поверхности, включающий частичное бронирование боковой поверхности шашки заряда, отличающийся тем, что на боковой поверхности шашки выполняют конические углубления глубиной 1,0…2,0 мм, площадью 0,5…3,0 мм2 на расстоянии между коническими углублениями не менее 3 мм, обезжиривают поверхность конических углублений и заполняют их эпоксидным бронесоставом с помощью шприца, пипетки или малоразмерного "копья", после чего полимеризуют при температуре 15…35°С.
2. Способ определения вязкости эпоксидного бронесостава, включающий нанесение на лист белой плотной бумаги 10-ти концентрических окружностей диаметром от 6 до 60 мм с шагом 6 мм, лист бумаги с нанесенными окружностями помещают на горизонтальную подставку, выверенную по уровню, и накрывают прозрачной стеклянной пластиной, при этом на стеклянную пластину в центр концентрических окружностей помещают навеску (0,5±0,1) г эпоксидного бронесостава и накрывают второй прозрачной стеклянной пластиной с размерами 65×65×3 мм и на нее устанавливают груз массой 100 г, через 1 мин снимают груз и за вязкость эпоксидного бронесостава принимают номер окружности наибольшего диаметра, которую достиг либо перекрыл при расстекании эпоксидный бронесостав.
| ЗАРЯД ТВЕРДОГО РАКЕТНОГО ТОПЛИВА ДЛЯ ДВИГАТЕЛЯ АВИАЦИОННОЙ РАКЕТЫ | 2007 |
|
RU2355906C1 |
| Устройство для определения вязкости | 1979 |
|
SU894471A1 |
| ТВЕРДОТОПЛИВНЫЙ ЗАРЯД ДЛЯ РАКЕТНОГО ДВИГАТЕЛЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2298109C2 |
| US 3017744 A, 23.01.1962 | |||
| СПОСОБ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ УГЛОВ | 0 |
|
SU395709A1 |
| Способ определения вязкости полимеров | 1988 |
|
SU1670533A1 |

