Устройство относится к области машиностроения и может быть использовано для нарезания на универсальных фрезерных станках сложных по конфигурации замкнутых и незамкнутых продольных винтовых канавок, а также спиральных канавок.
Известно, что для изготовления объемных изделий с плавными переходами используют копировально-фрезерные станки. Они имеют задающее устройство (копир, шаблон, эталонную деталь, чертеж, модель и др.), связанное через копировальное устройство (щуп, копировальный палец, копировальный ролик, фотоэлемент) с исполнительным органом, который повторяет движение копировального устройства для воспроизведения режущим инструментом заданной формы изделия. Существуют две схемы работы копировально-фрезерных станков: со следящей системой и без нее. При работе по первой схеме согласование положения щупа (копировального пальца) осуществляется с помощью жесткой связи между задающим и исполнительным устройствами. Вторая схема имеет следящий механизм в системе исполнения команд. В задающем устройстве образуются управляющие сигналы, поступающие в следящий механизм, который сравнивает заданную программу с выполненной и при их расхождении подает сигнал исполнительному устройству для корректирования траектории режущего инструмента (Багдасарова Т.А. Технология фрезерных работ: учебник для нач. проф. образования / Т.А.Багдасарова. - М.: Образовательно-издательский центр «Академия»; ОАО «Московские учебники», 2010, - 128 с.). Недостатками таких устройств является их конструктивная сложность и необходимость их наладки.
Для нарезания сложных по конфигурации винтовых канавок могут использоваться фрезерные станки с числовым программным управлением (Локтева Б.П. Станки с программным числовым управлением / М.: Машиностроение, 1995), оснащенные программно-управляемой делительной головкой. Станки такого класса позволяют изготавливать канавки самой сложной конфигурации, однако они сложны конструктивно, в обслуживании требуют высококвалифицированного обслуживающего персонала, и их применение нерентабельно в крупносерийном и массовом производстве.
Технической задачей заявляемого изобретения является разработка устройства, обеспечивающего возможность изготавливать на универсальных фрезерных станках на поверхности изделий продольные замкнутые и незамкнутые винтовые и спиральные канавки требуемой формы.
Технический результат - упрощение применяемого оборудования и технологии нарезания сложных по конфигурации продольных замкнутых и незамкнутых винтовых и спиральных канавок, повышение качества обработки и ее производительности.
Поставленная задача решается тем, что заявляемое устройство содержит задающий, исполнительный и приводной органы, отличающееся тем, что задающий орган выполнен в виде цилиндрического копира, на поверхности которого изготовлена заданной конфигурации винтовая или спиральная канавка, исполнительный орган содержит корпус, надетый на копир и закрепленный неподвижно, патрон, служащий для фиксации заготовок и прикрепленный к копиру, корпус и копир через поводки, закрепленные в корпусе и частично находящиеся в канавке копира, кинематически связаны между собой, приводной орган выполнен в виде цилиндра, который надет на копир и кинематически связан с ним через шлицевое соединение. На приводном цилиндре могут быть зафиксированы или изготовлены маховик с ручкой для ручного привода, шкив ременной передачи, зубчатое колесо, а на копире выполнено несколько канавок, в которых расположены поводки, закрепленные в корпусе.
Благодаря новой совокупности существенных признаков заявляемого изобретения получаем возможность нарезания сложных по конфигурации замкнутых, незамкнутых винтовых и спиральных канавок на универсальных фрезерных и даже сверлильных станках, повышение качества обработки и ее производительности.
Это достигается тем, что при приложении крутящего момента к приводному цилиндру копир, за счет наличия шлицевого соединения его с приводным цилиндром, начинает также вращаться, при этом происходит набегание берегов паза, выполненного на копире, на поводки, находящиеся в этом пазу и закрепленные в неподвижном корпусе. Такое набегание вызывает возникновение поступательного движения копира вдоль его оси. Таким образом, копир с закрепленным на нем патроном, в котором зафиксирована заготовка, совершает вращательное и поступательное движения подачи. Совокупность этих движений подачи обеспечивает заготовке траекторию ее перемещения, соответствующую форме канавки, выполненной на копире. При этом в процессе обработки режущий инструмент - фреза совершает только главное - вращательное движение. Заглубление инструмента осуществляется его поступательным перемещением или стола, на котором закреплено заявляемое устройство (установочное движение). Такие движения не требуют наличия у станка сложной кинематики, согласования движений подачи, что существенно снижает его сложность. Кроме этого снижаются затраты на подготовку производства, обработку изделий, и обеспечивается повышение производительности труда, особенно в крупносерийном и массовом производствах, а исключение дискретности в подаче обеспечивает повышение качества обработки.
На фигуре схематично представлен вариант выполнения заявляемого устройства.
Заявляемое устройство содержит приводной цилиндр 1, в который вставлен копир 2. Приводной цилиндр 1 и копир 2 кинематически связаны между собой с помощью шлицевого соединения 3. На копире 2 закреплен патрон 4, в котором фиксируется обрабатываемая заготовка 5. Копир 2, в свою очередь, вставлен в неподвижный корпус 6. Корпус 6 и копир 2 кинематически связаны поводками 7, закрепленными в корпусе 6 и частично находящимися в пазу 8 копира 2. Нарезание канавки производится фрезой 9.
Заявляемое устройство работает следующим образом. К приводному цилиндру 1 прикладывается крутящий момент, вызывающий его проворот. Через шлицевое соединение 3 крутящий момент передается на копир 2 и также вызывает его проворот. Проворачиваясь, копир 2 через поводки 7 воздействует на корпус 6. Берега паза 8 копира 2, набегая на поводки 7, вызывают поступательное движение копира 2. Таким образом, копир 2 совершает вращательное и поступательное движения, при этом траектория движения копира 2 соответствует форме паза, выполненного на нем. Так как на копире 2 закреплен патрон 4, а в нем зафиксирована заготовка 5, перемещение заготовки 5 повторяет форму копира, и с помощью фрезы 9 производится нарезание канавки заданной формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поршневая машина | 2016 |
|
RU2625606C1 |
| ПОРШНЕВАЯ МАШИНА | 2007 |
|
RU2336419C1 |
| Поршневая машина | 2018 |
|
RU2698867C1 |
| Аксиальный поршневой двигатель внутреннего сгорания | 2021 |
|
RU2773409C1 |
| ОСЕВАЯ ПОРШНЕВАЯ МАШИНА | 2014 |
|
RU2549747C1 |
| ПОРШНЕВАЯ МАШИНА | 2005 |
|
RU2301343C1 |
| ПОРШНЕВАЯ МАШИНА | 2004 |
|
RU2267012C1 |
| ОСЕВАЯ ПОРШНЕВАЯ МАШИНА | 2007 |
|
RU2336420C1 |
| Способ нарезания винтовых канавок на внутренней поверхности цилиндрической оболочки и устройство для его осуществления | 2019 |
|
RU2760768C2 |
| "Универсальный токарно-фрезерный станок "Короед-3" | 1991 |
|
SU1838093A3 |
Изобретение относится к машиностроению и может быть использовано для нарезания на универсальных фрезерных станках сложных по конфигурации замкнутых и незамкнутых продольных винтовых и спиральных канавок. Устройство содержит задающий, исполнительный и приводной органы. Задающий орган выполнен в виде цилиндрического копира, на поверхности которого изготовлена винтовая или спиральная канавка заданной конфигурации. Исполнительный орган содержит корпус, надетый на цилиндрический копир и закрепленный неподвижно. Патрон, предназначенный для фиксации заготовок, прикреплен к цилиндрическому копиру. Корпус и цилиндрический копир через поводки, закрепленные в корпусе и частично находящиеся в канавке копира, кинематически связаны между собой. Приводной орган выполнен в виде приводного цилиндра, который надет на цилиндрический копир и кинематически связан с ним через шлицевое соединение. Обеспечивается возможность изготовления на поверхности изделий сложных по конфигурации продольных замкнутых и незамкнутых винтовых и спиральных канавок требуемой формы на универсальных фрезерных станках, повышается качество и производительность обработки. 2 з.п. ф-лы, 1 ил.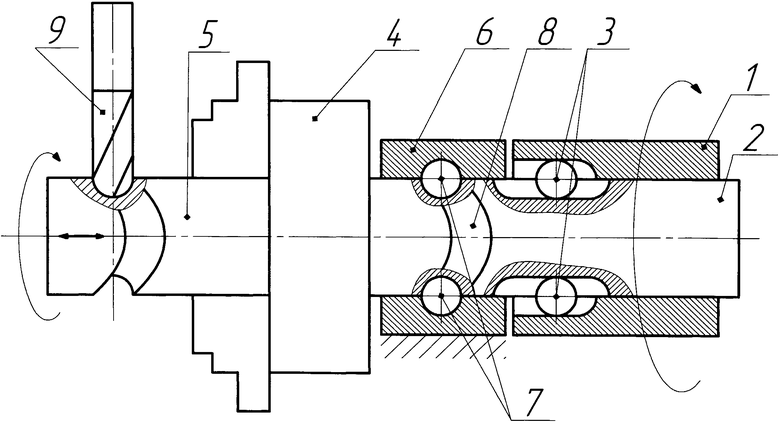
1. Устройство для фрезерования замкнутых продольных винтовых и спиральных канавок, содержащее задающий, исполнительный и приводной органы, отличающееся тем, что задающий орган выполнен в виде цилиндрического копира, на поверхности которого изготовлена винтовая или спиральная канавка заданной конфигурации, исполнительный орган содержит корпус, надетый на цилиндрический копир и закрепленный неподвижно, патрон, предназначенный для фиксации заготовок и прикрепленный к цилиндрическому копиру, при этом корпус и цилиндрический копир через поводки, закрепленные в корпусе и частично находящиеся в канавке копира, кинематически связаны между собой, а приводной орган выполнен в виде приводного цилиндра, который надет на цилиндрический копир и кинематически связан с ним через шлицевое соединение.
2. Устройство по п.1, отличающееся тем, что на приводном цилиндре зафиксированы или выполнены маховик с ручкой для ручного привода, шкив ременной передачи и зубчатое колесо.
3. Устройство по п.1, отличающееся тем, что цилиндрический копир выполнен с канавками для расположения закрепленных в корпусе поводков.
| Устройство для нарезания спиральной канавки на тороидной поверхности | 1988 |
|
SU1703294A1 |
| Копировальное приспособление к металлорежущему станку | 1982 |
|
SU1036474A1 |
| Устройство к фрезерному станку для обработки винтовых поверхностей | 1978 |
|
SU664771A1 |
| US 3463050 А, 26.08.1969. | |||

