Изобретение относится к устройству, предназначенному для разделения пласта из пластичного материала, в частности глины, который может двигаться по передаточному проходу, на продольные отрезки согласно с преамбулой пп.1, 2 или 3.
Устройство этого типа описано в DE 10 2005 021 038 А1. В случае этого ранее известного устройства надрезающее устройство размещается на опоре рамного типа, расположенного поперек прохода, где несколько опор, имеющих в каждом случае соответствующее надрезающее устройство, могут располагаться одна позади другой вдоль прохода и для каждого надрезающего устройства выделено режущее устройство, имеющее режущую проволоку, располагающееся поперек прохода и способное перемещаться от одной стороны прохода к противоположной и обратно.
Задачей изобретения является упрощение устройства, относящегося к типу, указанному во введении. Это упрощение направлено на улучшение конструкции и/или сборки или разборки опоры.
Эта задача достигается с помощью признаков, указанных в п.1 формулы изобретения. Удобные расширения изобретения описаны в соответствующих подчиненных пунктах формулы изобретения.
В случае устройства, соответствующего изобретению согласно п.1, режущее устройство располагается со своими держателями режущей проволоки и их направляющей режущей проволоки, будучи помещенным на опоре. В результате опора служит поддерживающей частью не только для надрезающего устройства, но и для режущего устройства, а конструкция значительно упрощается за счет размещения на опоре и режущего устройства, поскольку исключаются дополнительные детали признаков крепления устройства. Кроме того, опоры с режущим устройством могут быть изготовлены заранее, что тоже ведет к упрощению и допускает экономически эффективное изготовление. Дополнительное преимущество заключается в том, что не требуется особых мер по сборке для установки режущего устройства на других частях устройства, поскольку режущее устройство устанавливается на опоре, предпочтительно путем предварительного изготовления. Другое преимущество заключается в том, что опора может быть установлена на устройстве в качестве по существу предварительно изготовленного блока, например, она может быть установлена на салазках устройства, которые могут смещаться в продольном направлении, выполняя возвратно-поступательные движения, в частности путем направленного в поперечном направлении движения сборки, предпочтительно сверху, и может быть снята в противоположном направлении разборки.
Кроме того, удобно также размещать на опорном модуле режущий привод так, что режущее устройство располагается с по меньшей мере одним держателем режущего элемента и соответствующей режущей направляющей и в каждом случае одним режущим приводом или общим режущим приводом на опорном модуле. В случае этого варианта реализации режущий привод может также быть прикреплен или установлен на опорном модуле, будучи изготовленным предварительно.
Задача достигается также посредством признаков из независимого пункта 2. В случае этого варианта реализации согласно изобретению соответствующая надрезающая полоса шарнирно устанавливается в области одного своего конца в шарнирном соединении с сочлененным шпинделем, идущим параллельно проходу. В результате надрезающая полоса установлена в области одного своего конца в шарнирном соединении не только при простоте конструкции, но и устойчивым образом, так, чтобы не быть подверженной неправильному срабатыванию. Этот выгодный вариант реализации удобен также для расположенной напротив надрезающей полосы, в частности для верхней и/или нижней надрезающей полосы (полос).
Другое преимущество этого варианта реализации согласно изобретению заключается в том факте, что шарнирный привод для поворачивающейся надрезающей полосы может быть расположен не только обычным образом не только с одной стороны, т.е. смещенным наружу, но и общий шарнирный привод или расширяющий и сжимающий привод может быть использован для двух взаимно расположенных против друг друга поворачивающихся надрезающих полос. Шарнирное соединение, смещенное в наружном направлении относительно прохода, может быть смещено в продольном направлении относительно надрезающей полосы или поворотного рычага или поворотной консоли, поддерживающей ее.
Во время надрезания, т.е. во время проникновения надрезающих полос, например, в керамический материал пласта, надрезающие полосы прикладывают к пласту давление, которое может привести, в частности, к смещению пласта в случае, если пласт надрезают в поперечном направлении. Хотя во время одновременного поперечного надрезания поперечные сжимающие напряжения могут быть выровнены, это достигается только при условии, что связность или прочность материала пласта остаются одинаковыми. В результате на практике возникают обстоятельства, при которых существует опасность того, что различные напряжения надрезания могут привести к поперечному смещению пласта, что является, естественно, нежелательным и мешает дальнейшей обработке пласта.
Поэтому задачей изобретения является также формирование устройства согласно преамбуле п.3 таким образом, чтобы оно могло создавать стабилизирующий эффект на пласте.
Эта задача достигается с помощью признаков независимого пункта 3. Удобные расширения изобретения описаны в соответствующих подчиненных пунктах формулы изобретения.
В случае варианта реализации согласно изобретению, представленного в п.3, устройство содержит с обеих сторон прохода в каждом случае несущую полосу, имеющую несущую поверхность, расположенную параллельно продольной оси прохода, причем промежуток между несущими полосами соответствует поперечным размерам пласта, и несущие поверхности несущих полос располагаются против пласта и таким образом поддерживают его. В результате пласт получает поперечную поддержку, благодаря которой поперечное смещение предотвращается или по меньшей мере значительно уменьшается.
Для того чтобы иметь возможность приспособить несущие полосы к тому, чтобы они соответствовали пласту различной ширины, желательно разместить и сформировать несущие полосы таким образом, чтобы они могли регулироваться в поперечном направлении. Этот тип варианта реализации делает также возможным установку несущих полос на постоянную ширину пласта, первоначально больше чем требующуюся, и затем перемещать их в ходе функциональных операций по направлению внутрь в такой степени, что несущие поверхности могут лежать против жилы или выполнять направляющие функции.
От особого привода для несущих полос можно отказаться, если несущие полосы прикреплены к надрезающим полосам, связанных с их боковыми сторонами, и поэтому могут перемещаться приводами надрезающих полос. В этом случае несущие полосы могут быть прикреплены с внутренней стороны к надрезающим полосам и/или могут выступать от них назад. Важно, чтобы надрезающие ребра надрезающих полос выступали дальше несущих поверхностей несущих полос или надрезающих полос на величину, равную глубине надрезов, так чтобы в надрезающем конце позиционировать несущие поверхности против пласта.
Изобретение включает в себя также варианты реализации, независимые от п.п.1, 2 и 3, которые относятся к режущему устройству по п.6, и приемному устройству по п.25 для одного или нескольких несущих модулей.
Варианты реализации согласно изобретению особенно удобны для надрезающих полос, каждая из которых образована посредством двух полос со скосами, имеющих промежуток между собой в направлении вдоль прохода, где режущая проволока режущего устройства может двигаться между скошенными полосами поперек прохода. Благодаря изобретению скошенные полосы не только стабилизируются как самими поворотными консолями, так и путем установки, но они могут также располагаться каждая на собственной поворотной консоли, где соответствующие поворотные консоли имеют промежуток между собой, ориентированный вдоль прохода. Этот промежуток способствует увеличению длины продольных участков пласта, которые предполагается вырезать, т.е. в случае этого варианта реализации скошенные полосы, требующиеся для продольной части пласта, могут располагаться с обеих сторон соответствующей модульной опоры, эти скошенные полосы предпочтительно образуют движущийся узел, который может перемещаться подходящим образом с помощью привода.
Предпочтительные и целесообразные варианты реализации изобретения будут подробно разъяснены далее со ссылкой на чертежи и приведенные в качестве примера варианты реализации проиллюстрированы упрощенным образом. На чертежах:
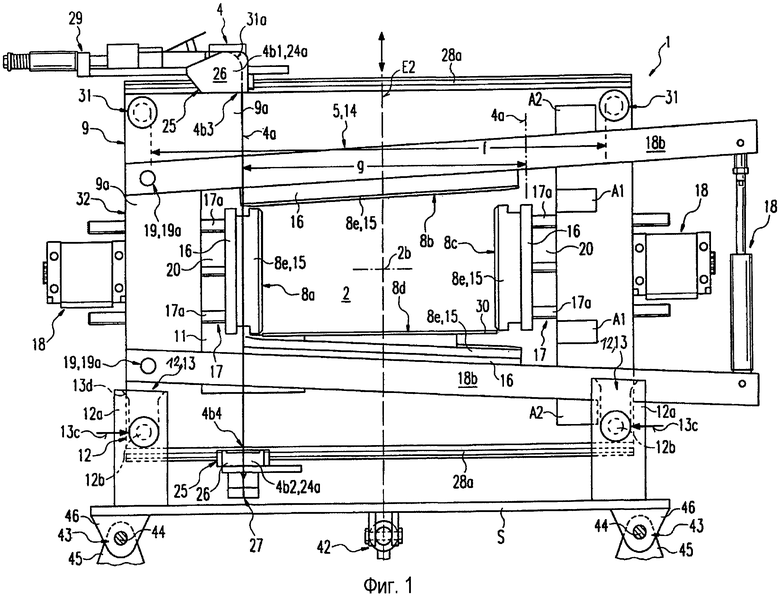
на фиг.1 показан вид сзади устройства согласно изобретению, имеющего один или несколько несущих модулей, расположенных один позади другого для разделения пласта пластичного материала, в частности глины, который может двигаться по передаточному проходу, на продольные отрезки;
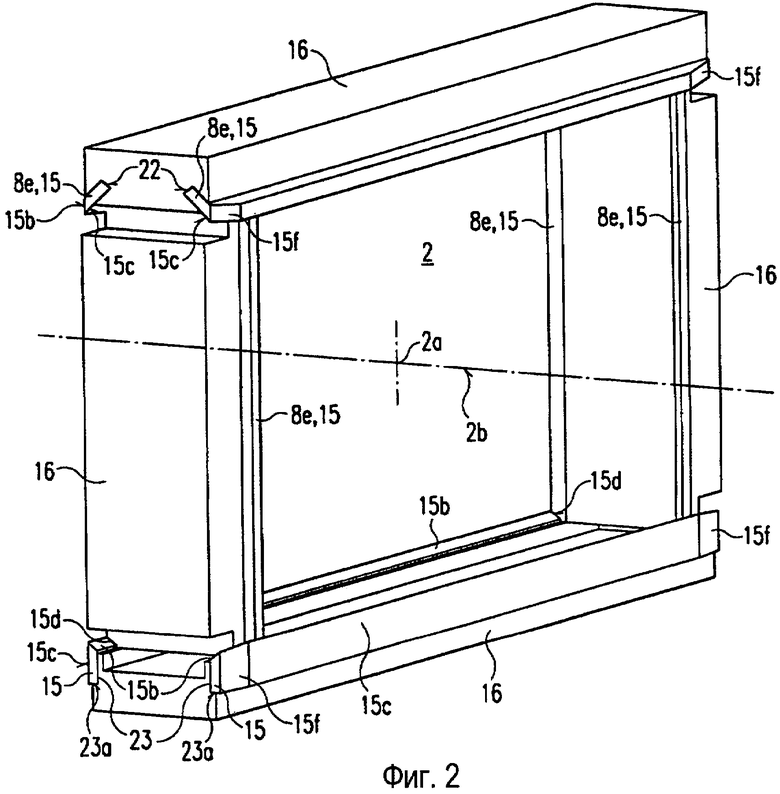
на фиг.2 показан вид в перспективе четырех скошенных полос, которые взаимодействуют в каждом случае в виде надрезающего устройства и которые располагаются в виде рамы;
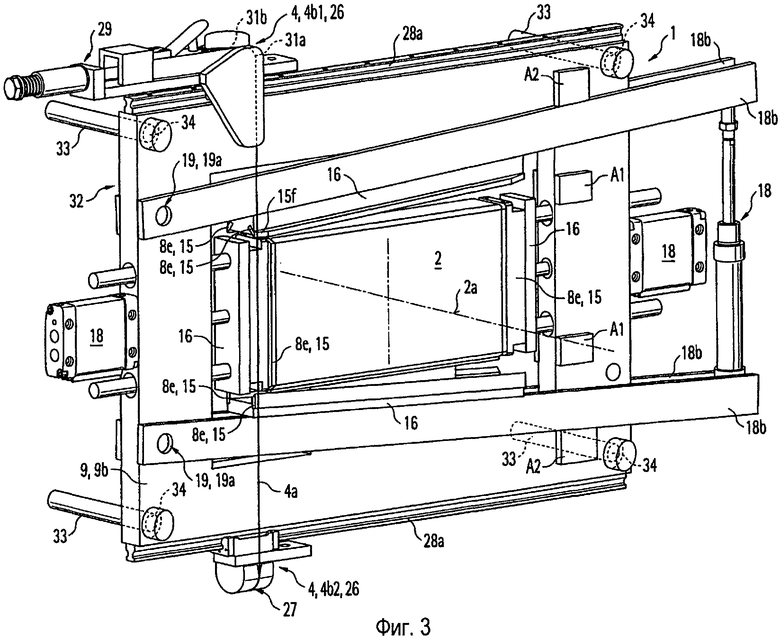
на фиг.3 показан вид в перспективе несущего модуля, показанного на фиг.1;
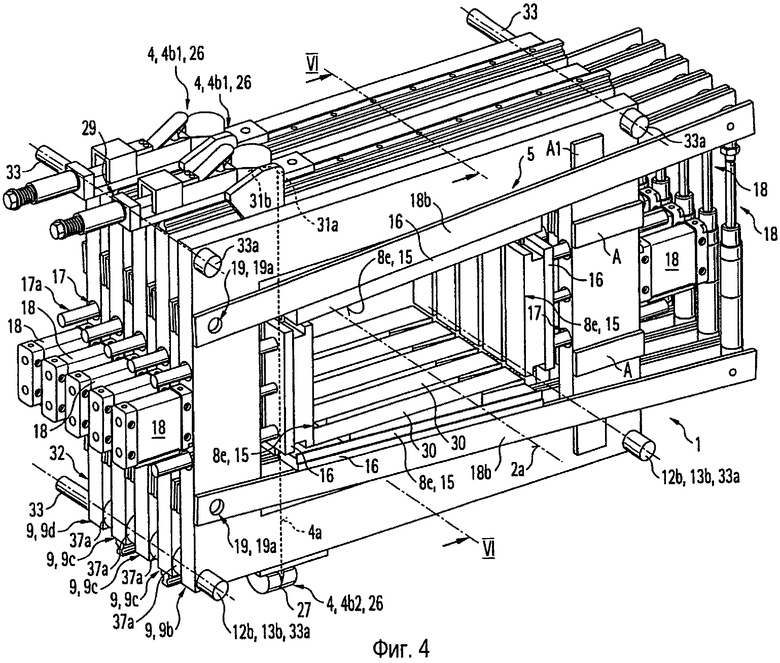
на фиг.4 показан вид в перспективе нескольких несущих модулей, которые располагаются один позади другого в продольном направлении относительно передаточного прохода и имеют надрезающие устройства и режущие устройства для поперечно направленного надрезания и резания пласта;
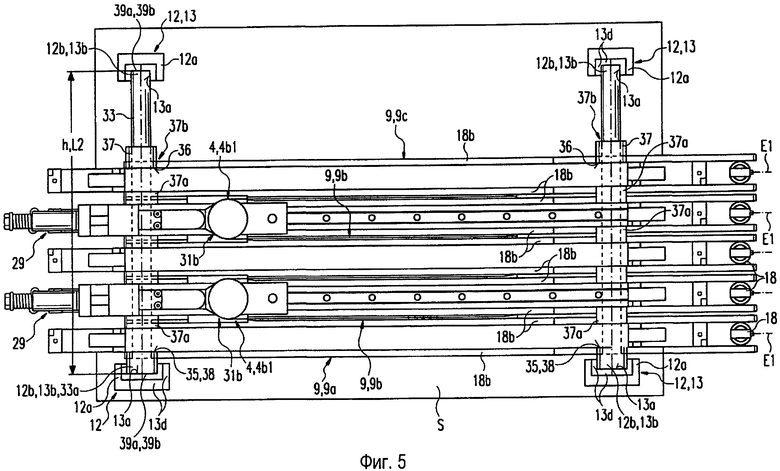
на фиг.5 показан вид в плане компоновки несущего модуля, показанной на фиг.4;
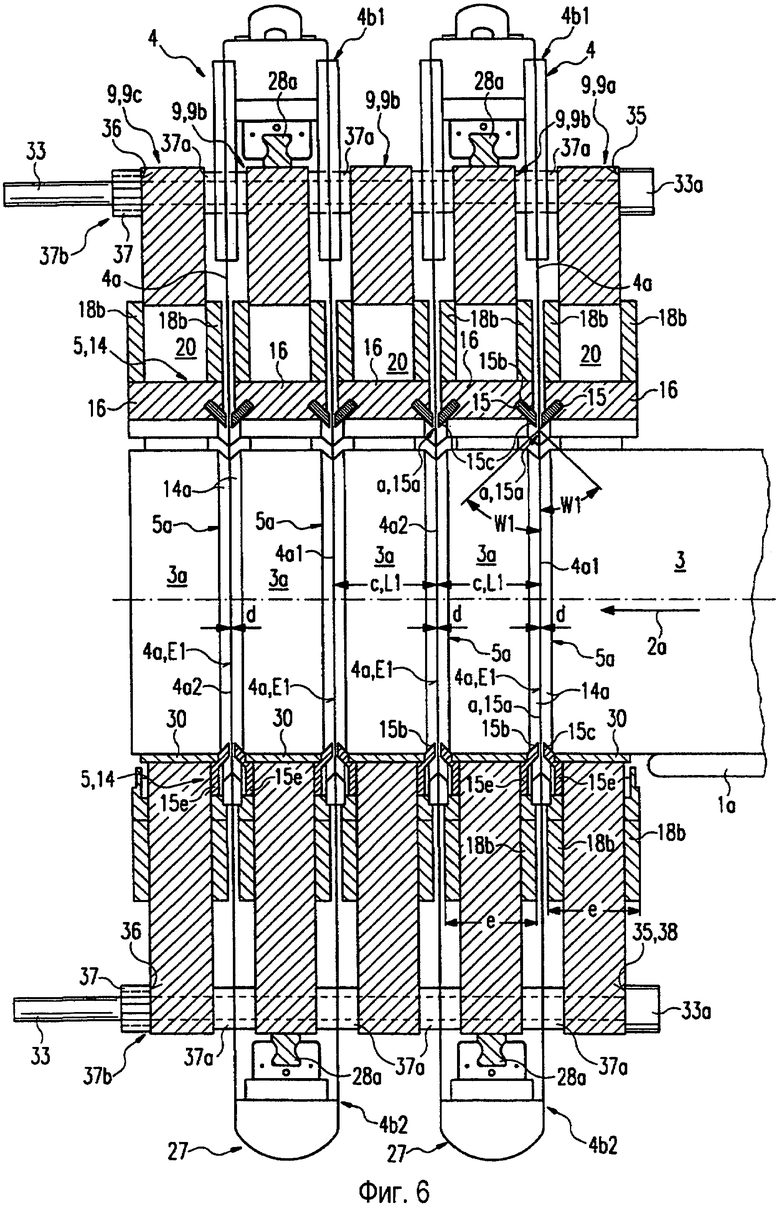
на фиг.6 показан вид в вертикальном разрезе по линии VI-VI с фиг.4;
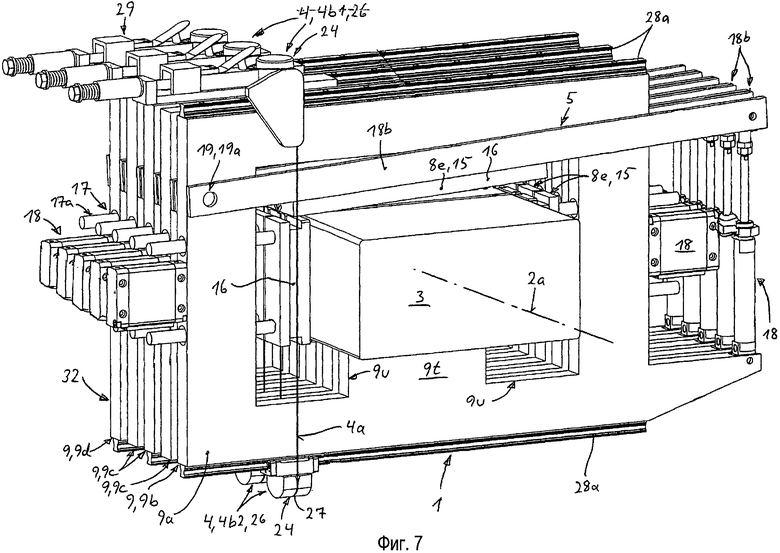
на фиг.7 показан вид в перспективе модифицированного варианта реализации нескольких несущих модулей, которые расположены один позади другого в продольном направлении относительно передаточного прохода и имеют надрезающие устройства и режущие устройства для поперечно направленного надрезания и резания пласта;
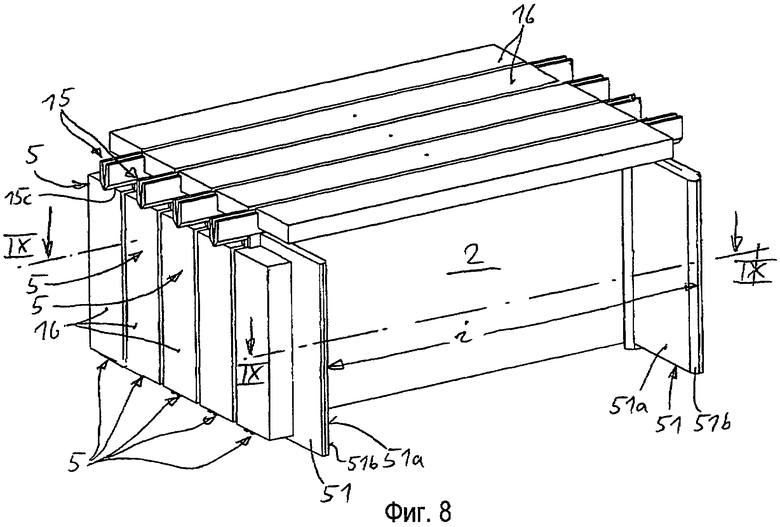
на фиг.8 показан вид в перспективе сверху и сзади нескольких групп, которые располагаются одна позади другой и имеют в каждом случае три скошенные полосы, которые взаимодействуют в каждом случае в виде надрезающего устройства и которые располагаются в виде рамы в форме перевернутого U;
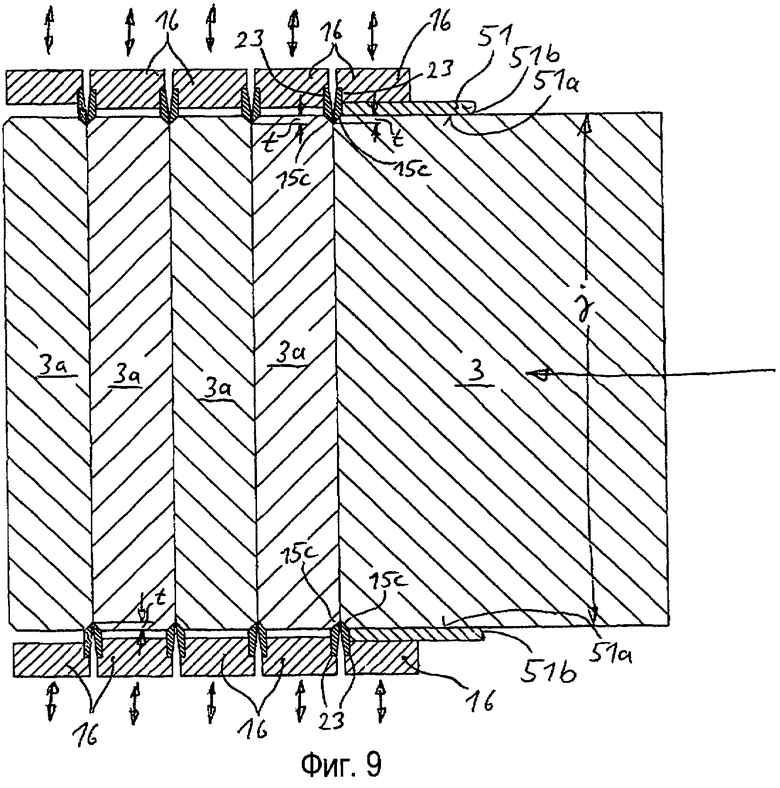
на фиг.9 показан вид в горизонтальном разрезе по линии IX-IX с фиг.8;
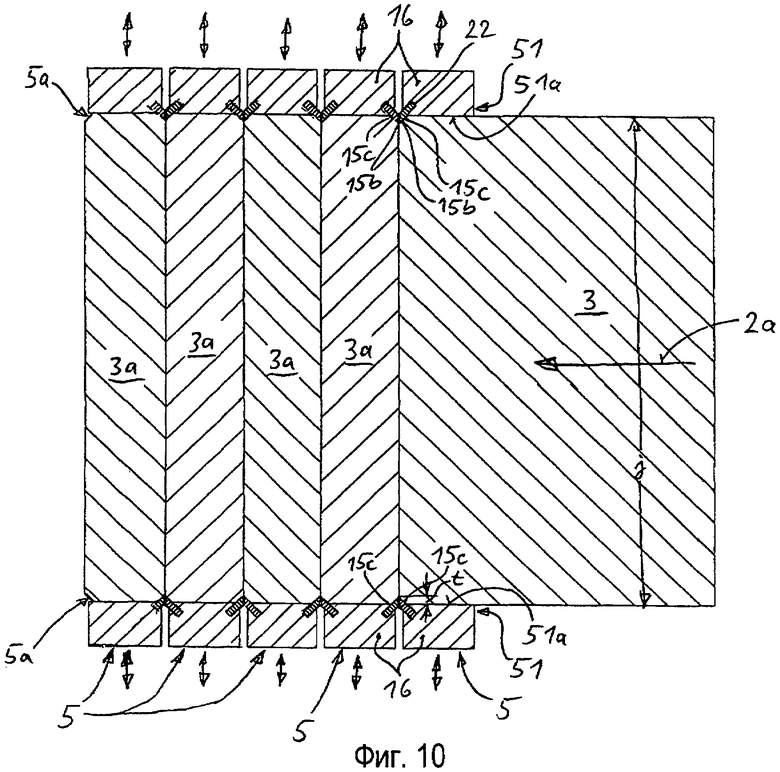
на фиг.10 показан вид в разрезе, выполненном по линии IX-IX с фиг.8 модифицированного варианта реализации нескольких групп, которые располагаются позади другой и имеют поперечные надрезающие или скошенные полосы;
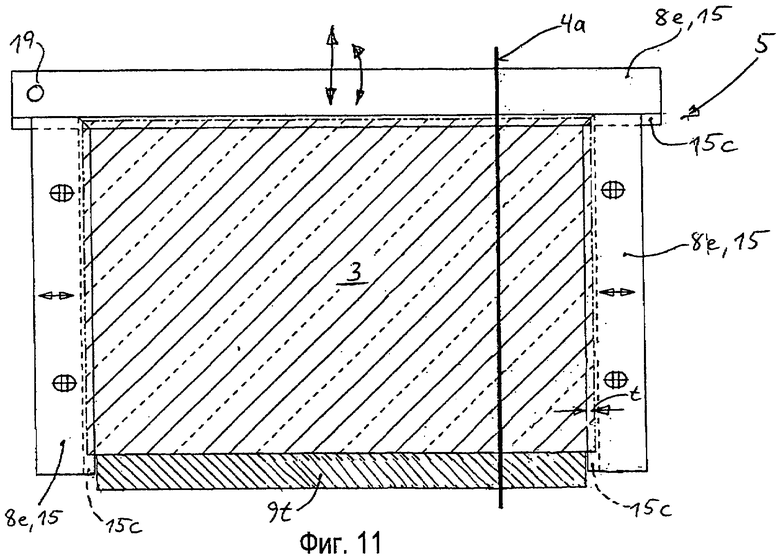
на фиг.11 показан нижний угловой участок поперечной надрезающей или скошенной полосы, наблюдаемый в продольном направлении относительно передаточного прохода;
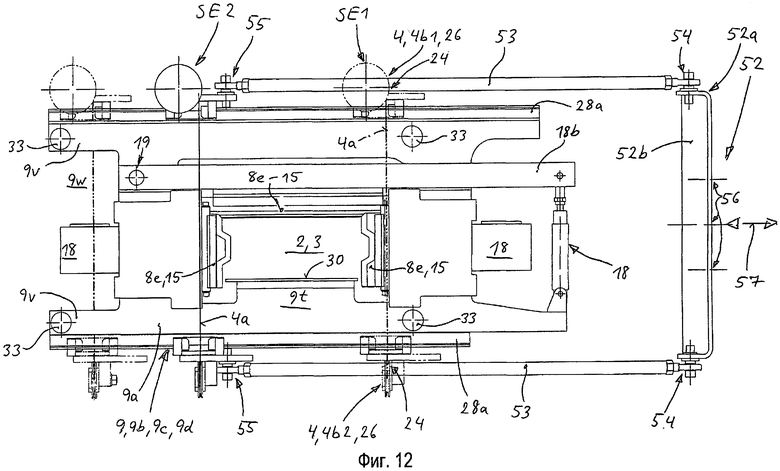
на фиг.12 показан вид спереди дополнительно модифицированного варианта реализации несущего модуля.
Устройство, которое обозначается в целом числовой позицией 1, состоит из нескольких узлов, таких, например, как рама (не проиллюстрирована), которая стоит на грунте и в которой расположен свободный проход 2, идущий в продольном направлении и предназначенный для пласта 3 (фиг.6). Для того чтобы разделить пласт 3 на продольные участки пласта 3а, по меньшей мере одно режущее устройство 4 снабжается режущей проволокой 4а, расположенной поперек прохода 2, причем перед резанием на пласт 3 со всех сторон наносят надрезы 5а, предпочтительно расположенные в общей поперечной плоскости и идущие поперечно, и пластичный материал пласта 3 режут поперек. Благодаря резанию в надрезах 5а в каждом случае устраняются остатки материала, попадающие на наружные поверхности участков пласта 3.
Для передачи пласта 3 через устройство 1 в проходе 2 используют передаточное устройство 1а (фиг.6), которое перемещает пласт 3 вперед предпочтительно непрерывным образом и которое может быть образовано несколькими частями передаточного устройства, расположенными одно позади другого в направлении прохода 2а, например соответствующей конвейерной лентой. Пласт 3 может проходить от экструдинг-пресса на передаточное устройство 1а или внутрь его.
Процедуры надрезания и резания выполняются предпочтительно во время движения пласта 3 через проход. Это осуществляется с помощью салазок S, известных сами по себе, и имеющих один или несколько несущих модулей 9, которые расположены один позади другого и содержат надрезающее устройство 5 и режущее устройство 4, причем указанные салазки могут перемещаться в форме возвратно-поступательного движения в направлении прохода 2а и во время надрезания и резания перемещаются вперед со скоростью продвижения пласта 3, после чего перемещаются обратно в свое первоначальное положение, из которого выполняется следующая процедура надрезания и резания. Во время движения вперед несущего модуля 9 с надрезающим устройством 5 и режущим устройством 4 режущая проволока 4а может перемещаться всегда с целью резания от одной стороны прохода до другой стороны и может перемещаться назад после расширения отделенного продольного участка 3а во время холостого хода, что описывается, как одностороннее или однонаправленное резание (известное само по себе). Возможно также, однако, чередующееся или двунаправленное резание, при котором во время движения вперед режущая проволока 4а движется от одной стороны к другой стороне и после движения назад и во время следующего движения вперед движется назад к одной стороне без описанного выше расширения (также известного само по себе).
В принципе устройство 1 может работать только с одним режущим устройством 4 и только одним надрезающим устройством 5, которое(которые) размещается и опирается на единственный несущий модуль 9, идущий поперек прохода 2 от одной его стороны и до другой стороны, и предпочтительно выполнено в виде рамы. Несущий модуль 9 может быть выполнен в виде плиты и может располагаться на ребре и содержать сквозной проем 11, который соответствует приблизительно размерам поперечного сечения прохода 2.
Для того чтобы прикрепить несущий модуль 9 к салазкам, используется проиллюстрированное упрощенным образом соединительное устройство 12, с помощью которого несущий модуль 9 может быть собран предпочтительно путем движения сборки в поперечном направлении, например, сверху или от одной из двух горизонтальных сторон, и может затем быть демонтирован с целью разборки, когда несущий модуль 9 с надрезающим устройством 5 и режущим устройством 4 образует модульный конструкционный блок 32, который может быть собран предпочтительно и который может быть по выбору собран и разобран в устройстве 1.
На фигурах чертежей соединительное устройство 12 формируется с помощью быстродействующего соединения, например разъемного соединения 13, имеющего выемку под палец или проем под палец 13а, открытый с одной стороны (не показан) или сверху (показан на чертеже), и в который вставлен с соответствующей стороны несущий модуль 9 с сопрягаемым пальцем разъема 13b, который закрепляется разъемным запорным элементом 13с, например запорным винтом или запорным штифтом, который содержит соединяющая часть рамы или заключает его в себе и, например, заключает его в установочном проеме несущего модуля 9. Более подробно соединительное устройство 12 описывается далее.
Для улучшения рабочих характеристик и рационализации производства продольных участков 3а удобно разместить несколько таких несущих модулей 9 один позади другого в направлении прохода 2а так, как показано на фиг.4 и последующих фигурах, так что пласт 3 можно надрезать и совместно резать в нескольких плоскостях резания Е1, расположенных одна позади другой. Предпочтительно управление движением надрезающего устройства 5 и режущего устройства 4 выполняется таким образом, что все четыре надрезающих инструмента от 8а до 8d и все режущие проволоки 4а движутся одновременно. Поскольку несущие модули 9 выполнены одинаковым образом, требуется описать только один несущий модуль 9.
Несущий модуль (модули) 9 помещается вдоль направления сборки с возможностью разделения на салазках S, например, с помощью запорного элемента 13с.
Как показано, в частности, на фиг.1, несущий модуль 9 выполнен посредством рамы 9а в виде плиты, у которой соответствующие две горизонтальные и вертикальные части рамы ограничивают прямоугольный сквозной проем 11. Проход 2 располагается в сквозном проеме 11, причем последний имеет большие размеры поперечного сечения, чем проход 2, так что два взаимно противоположных боковых надрезающих инструмента 8а, 8с, верхний надрезающий инструмент 8b и нижний надрезающий инструмент 8d, имеют промежуток между внутренним краем частей рамы и проходом 2. Надрезающий инструмент может двигаться между начальным положением надрезания, которое открывает свободный проход 2 для пласта 3, и положением надрезания, заключенным в пласте 3 глубиной надреза, поперечного центральной оси 2b прохода 2.
В случае настоящего, приведенного в качестве примера варианта реализации, все четыре надрезающих инструмента выполнены с помощью надрезающих полос 8с, которые по длине идут поперек прохода 2 и приспособлены к поперечным размерам пласта 3, так что в своих положениях надрезания одни выдавливают в пласте круговой надрез 5а. Из четырех существующих надрезающих полос 8а две взаимно противоположные надрезающие полосы 8е, в данном случае верхняя и нижняя надрезающие полосы 8е, выполнены с такой длиной, что их концевые участки перекрывают две другие надрезающие полосы 8е, по меньшей мере, в их положении надрезания.
В пределах объема изобретения надрезающие полосы могут иметь поперечное сечение в форме клина, расположенного симметрично по вертикали, а их угол заострения составляет, например, около 90° (не показан). В случае надрезающего устройства этого типа, известного само по себе, надрезающие полосы, которые расположены, например, в общей поперечной плоскости Е1, располагаются со смещением относительно плоскости резания Е1, и режущего устройства 4 в направлении прохода на расстояние, равное длине участка пласта 3а.
В случае настоящего, приведенного в качестве примера варианта реализации надрезающее устройство 5 и соответствующее режущее устройство 4 располагаются - как показано на фиг.2 и последующих фигурах - в общей вертикальной поперечной плоскости или плоскости резания Е1, где надрезающее устройство 5 образовано посредством устройства со скосом 14, известного само по себе, которое по краям передних концов продольных участков 3а или заготовок, которые предполагается резать, прижимает скосы 14а к пласту 3, причем в каждом случае два скоса 14а, прилегающие один к другому на плоскости резания Е1, образуют общий надрез 5а. В случае этого варианта реализации две надрезающие полосы 8е, а именно - так называемые скошенные полосы 15, разделенные в продольном направлении, располагаются параллельно друг другу со всех четырех сторон передаточного прохода 2 и - как можно видеть в направлении поперек прохода 2 - соответствуют варианту реализации неразделенных надрезающих полос 4е. Скошенные полосы 15, однако, имеют промежуток между собой в направлении вдоль прохода 2 и имеют, таким образом, щель 15а между ними, которая с учетом зазора для перемещения соответствует размерам поперечного сечения предпочтительно круглой режущей проволоки 4а. В случае этого варианта реализации процедуры надрезания и резания могут выполняться одновременно, причем скошенные полосы 15 не только образуют направляющую для режущей проволоки 4а, но и устраняют конусообразное расширение материала пласта или заусенцы после резания.
Поверхности скосов 15с на полосах со скосами 15, соответствующие нужной форме поперечного сечения скосов 14а, предпочтительно являются также поверхностями клина, которые вместе с поперечной режущей плоскостью Е1 образуют острый угол W1, равный, в частности, приблизительно 45°, так что общий надрезающий угол составляет около 90°.
Как можно видеть в направлении, поперечном относительно направления прохода 2а, область режущей плоскости Е1 имеет две обращенные в противоположные стороны скошенные полосы 15, в которых их поверхности скосов 15с повернуты в сторону друг от друга и их обращенные друг к другу боковые поверхности 15b идут параллельно или под произвольным углом к соответствующей плоскости резания Е1. Эти две полосы со скосами 15 образуют блок надрезающего перемещения и, в особенности в качестве верхних скошенных полос 15, они могут быть соединены между собой посредством, например, пластинчатой базовой части 16 и могут опираться на нее.
Выполненный таким образом надрезающий инструмент от 8а до 8d может перемещаться приводом надрезания 18 в поперечной направляющей 17, выполняя возвратно-поступательное движение между начальным положением надрезания и положением надрезания. Поперечная направляющая 17 может быть образована с помощью одного или больше направляющих стержней 17а, отделенных друг от друга и установленных с возможностью смещения в соответствующих направляющих отверстиях в сопутствующем несущем модуле 9.
Привод надрезания 18 может быть образован, например, приводом в форме поршня в цилиндре, цилиндр которого опирается на несущий модуль 9, а поршневой шток воздействует на базовую часть 16.
В случае настоящего приведенного в качестве примера варианта реализации два взаимно противоположных надрезающих инструмента, предпочтительно верхний и нижний надрезающие инструменты 8b, 8d, располагаются каждый на соответствующей поворотной консоли 18b, в частности располагаются таким образом, чтобы выступать из нее относительно друг друга, где поворотные консоли 18b шарнирно установлены своими концевыми частями на боковую сторону прохода 2 в шарнирных соединениях 19 с горизонтальными соединительными штифтами 19а в соответствующей поперечной плоскости. В случае этого варианта реализации привод надрезания 18 может быть приводом надрезания 18, объединенным, например, с обеими поворотными консолями 18b, и являющимся, например, приводом в форме поршня в цилиндре 18а, который расположен между концевыми частями поворотных консолей 18b с другой стороны, в частности, прилегая снаружи к соответствующему несущему модулю 9, и соединяется с поворотными консолями 18b, предпочтительно на шарнирах. Поворотные консоли 18b выступают за пределы надрезающих полос 8е с обоих концов, а именно - с несущей стороны за проход 2 в область имеющего форму рамы несущего модуля 9, в области которой располагается шарнирное соединение 19, и выступает с другого конца за пределы несущего модуля 9.
Для надрезающих инструментов 8b, 8d надрезающих полос 8е, которые опираются на поворотные консоли 18b, направляющая 17 образуется шарнирными соединениями 19 и/или местом прилегания поворотных консолей 18b к задней стороне или к передней стороне несущего модуля(модулей) 9.
Соответствующие две взаимно связанные поворотные консоли 18b располагаются с передней и с задней стороны несущего модуля 9. В конструкционном отношении этот вариант реализации вмещает продольный внешний промежуток между скошенными полосами 15, каждая из которых располагается на базовой части 16.
Как показано, в частности, на фиг.6, две поворотные консоли 18b, которые прилегают друг к другу в области соответствующей режущей плоскости Е1, имеют по меньшей мере один ползунок между ними, предназначенный для режущей проволоки 4а.
Для того чтобы проиллюстрировать и начальное положение, и положение резания скошенных полос 15, фиг.6 иллюстрирует верхние скошенные полосы 15 в начальном положении и нижние скошенные полосы 15 в положении надрезания.
Надрезающие полосы 8е или их приводы являются распределенными ограничителями А1, А2, которые ограничивают движение при надрезании надрезающих полос 8е в положении надрезания и, например, также в начальном положении. Для поворотных консолей 18b, например, ограничители А1, А2 типа полос могут располагаться на концевых участках, удаленных от шарнирных соединений 19, в задней и/или в передней стороне модулей 9, в частности, на внутренней стороне между поворотными консолями 18b или, и, например, также на наружной стороне поворотных консолей 18b.
Нижние скошенные полосы 15 могут быть расположены, например, по вертикали и могут быть расположены и закреплены в передней и задней выемках 23 соответствующей базовой части 16, которая в каждом случае поддерживает соответствующую скошенную полосу 15 ступенчатой поверхностью 23а, против которой располагается скошенная полоса 15 и, таким образом, располагается сбоку и снизу (фиг.2 и 3).
Как показано, в частности, на фиг.3 на нижнем левом или переднем угловых участках, две взаимно перекрывающиеся надрезающие полосы 8е или скошенные полосы 15 могут быть приспособлены к тому, чтобы их концевые торцовые поверхности 15d соответствовали контуру или скосу надрезающей поверхности 15с, прилегающей перекрывающей скошенные полосы 15, где перекрывающие скошенные полосы 15 выполнены на их торцевых поверхностях 15d, обращенных к перекрывающим скошенным полосам 15, например, наклонно, и лежат против поверхностей скоса 15с в положении надрезания. В результате получается надрез круговых скосов 14а, а скошенные полосы 15 стабилизируются посредством взаимного прилегания и поддержки.
Однако скошенные поверхности 15 могут также быть соединены в одной части или в двух частях с сопряженной поворотной консолью 18b, в которой соединительное полотно проходит предпочтительно в вертикальной проекции относительно соответствующей поворотной консоли 18b, для того чтобы занять как можно меньше места в продольном направлении (нижняя часть фиг.6).
Для того чтобы стабилизировать крепление скошенных полос 15, используют еще два варианта реализации, показанные на фиг.6. Верхняя и нижняя скошенные полосы 15 образованы с помощью полос, расположенных наклонно и плоских сами по себе, и которые вместе со своими внутренними боковыми поверхностями образуют скошенные поверхности 15с, и чьи взаимно удаленные внешние стороны образуют боковые поверхности 15b. Эти наклонные скошенные полосы 15 могут быть вставлены и закреплены в соответствующих наклонных пазах 22 в сопряженных базовых частях 16.
Как показано на фиг.6, нижние скошенные поверхности 15 аналогичным образом располагаются наклонно в описанном выше смысле, причем они прикреплены, однако, посредством вертикальных полотен 15е к сопряженным нижним поворотным консолям 19b.
Между нижними скошенными полосами 15 располагаются, например, пластинчатые несущие части 30, верхние поверхности которых располагаются на высоте верхней поверхности передаточного устройства, предназначенного для пласта 3 и которые опираются на нижнюю часть соответствующего несущего модуля 9, 9b, 9c, 9d, например, непосредственно на нижнюю часть рамы имеющего форму рамы несущего модуля 9, 9b, 9c, 9d.
Для того чтобы удерживать скошенные полосы 15, имеющие между собой промежуток в продольном направлении, требуются по меньшей мере два несущие модуля, которые аналогичным образом имеют между собой промежуток для режущей проволоки 4а, и в области своих взаимно обращенных друг к другу сторон поддерживают скошенные полосы 15 на четырех периферийных сторонах.
Для того чтобы одновременно получить надрезы на всех четырех сторонах и разрезать пласт 3 по меньшей мере в одном общем промежутке с, который соответствует нужной длине L1 продольных участков 3а, желательно разместить три или несколько несущих модулей 9, из которых начальный модуль 9b поддерживает задние скошенные полосы 15 первого комплекта скошенных полос, центральный модуль 9с поддерживает в области своей задней стороны передние скошенные полосы 15 первого комплекта скошенных полос и поддерживает в области своей передней стороны скошенные полосы 15 второго комплекта скошенных полос и третий несущий модуль или концевой модуль 9d поддерживает скошенные полосы 15 передней стороны второго комплекта скошенных полос. В случае приведенного в качестве примера варианта реализации размещаются пять несущих модулей 9, расположенных один позади другого, когда практически в одно и то же время могут быть получены четыре надреза 5а и отделены четыре продольных участка 3а.
Скошенные полосы 15, которые связаны с центральными несущими модулями 9с, а именно - передние скошенные полосы 15 первого комплекта скошенных полос и задние скошенные полосы 15 второго комплекта скошенных полос предпочтительно прикрепляются в каждом случае к соответствующей базовой части 16, которая прикреплена, например, к поворотным консолям 18b соответствующего центрального модуля 9d, предпочтительно снизу.
Между базовыми частями 16 и несущими модулями 9, 9b, 9c, 9d помещаются расположенные по вертикали или по горизонтали свободные промежутки 20, которые допускают движение скошенных полос 15 наружу за пределы первоначального положения для получения поперечных сечений больших размеров.
В обоих случаях, где только один модуль 9 оборудован одним режущим устройством 4, размещенным и закрепленным на нем, а также в случае, когда несколько несущих модулей 9 снабжены режущими устройствами 4, размещенными и закрепленными на них, каждое режущее устройство 4 содержит по меньшей мере два держателя режущей проволоки 4b1, 4b2, которые оба направляются с возможностью передвижения направляющей держателя 25 в направлении поперек прохода, в настоящем приведенном в качестве примера варианте реализации горизонтально, и могут выполнять в каждом случае возвратно-поступательное движение посредством привода резания 26 и, в частности, оба держателя проволоки 24 могут перемещаться одновременно и, предпочтительно, единообразно. Две направляющих держателя 25 могут располагаться в верхней и нижней частях соответствующего несущего модуля 9, например, на его верхней и нижней сторонах.
Настоящее по меньшей степени одно режущее устройство 4 содержит, таким образом, независимую характеристику, поскольку оно выполнено с двумя режущими проволоками 4а1, 4а2, которые расположены на обеих сторонах соответствующего несущего модуля 9 в двух разделенных продольным промежутком плоскостях Е, промежуток с по существу равен сумме длин L1 продольных участков 3а с добавлением размера поперечного сечения режущей проволоки 4а. Этот промежуток с продольного размера e несущего модуля 9, в котором он может быть наружным размером поворотных консолей 18b. Режущие проволоки 4а1, 4а2 могут удерживаться каждая двумя находящимися с передней стороны держателями режущей проволоки 4b1, 4b2 и соответствующими держателями режущей проволоки с задней стороны.
Режущие проволоки 4а1, 4а2 предпочтительно образуются общей режущей проволокой 4а, которую изгибают по меньшей мере в одной сопутствующей граничной части несущего модуля 9, например посредством изгибающего устройства 27, имеющего изгибающий элемент, которым может быть, например, круглый элемент скольжения или установленный с возможностью вращения ролик и который располагается или установлен с возможностью вращения на соответствующем держателе проволоки 24.
В случае настоящего приведенного в качестве примера варианта реализации режущее устройство и его расположение на соответствующем несущем модуле 9 выполняются все идентичным образом, так что требуется описание только одного режущего устройства 4.
Если обе режущие проволоки 4а1, 4а2 образованы посредством общей изогнутой режущей проволоки 4а, желательно для упрощения конструкции разместить и закрепить это режущее устройство с обеими режущими проволоками 4а1, 4а2 на соответствующем несущем модуле 9. Поэтому в присутствии только одного двустороннего режущего устройства 4 необходимо формирование только центрального модуля 9с вместе с его двойным режущим устройством 4, а в присутствии более чем трех несущих модулей 9 требуется выполнить с режущим устройством 4 только каждый второй центральный модуль 9с, как показано на фиг.6.
Держатели проволоки 24 могут быть выполнены каждый на ползуне 24а, на который воздействует привод резания 26 и который установлен с возможностью перемещения на направляющую держателя 25. В случае приведенного в качестве примера варианта реализации направляющая держателя 25 образуется посредством соответствующего направляющего рельса 28а, который расположен на нижней стороне и на верхней стороне центрального модуля 9с, и на котором соответствующий ползун 25а перемещается с помощью сопряженного направляющего элемента. Приводом резания 26 может быть, например, привод в форме поршня в цилиндре или привод шпинделя. В первоначальном положении надрезания, показанном на фиг.1, 2 и 4, режущая проволока 4а или режущие проволоки 4а1, 4а2 располагаются в граничной части одной стороны прохода 2, например в области или с наружной стороны вертикальных надрезающих полос 8е или базовых частей 16. Из этого положения по меньшей мере одна режущая проволока может быть передвинута в противоположную граничную часть прохода 2.
Разделяющие участки промежутка, удаленные от продольной оси 2а прохода 2b, предпочтительны выполнены расходящимися наружу, в особенности в случае, если в начальном положении надрезания режущая проволока 4а смещается наружу относительно надрезающих полос. Это улучшает заправку режущей проволоки 4а. Как показано на фиг.2 и 3, скошенные полосы 15 снабжены по концам наклонными или закругленными вложенными поверхностями 15f.
Два держателя проволоки 24 или соответствующие ползуны 24а, или их направляющие элементы могут механически объединяться вместе и/или могут перемещаться посредством действующего снаружи рычага (не показан) для улучшения привода перемещения.
В режущем устройстве предпочтительно размещают зажимное устройство 29, которое соединяется с одним концом режущей проволоки 4а; 4а1, 4а2, которая изгибается или располагается с одной стороны.
Зажимное устройство 29 может быть соединено с помощью второго изгибающего устройства 31 со вторым, например установленным с возможностью вращения, изгибающим элементом.
В этом случае могут быть представлены два изгибающих устройства 27, 31а, 31b, из которых первое 31а изгибает идущую вверх режущую проволоку по горизонтали и приблизительно параллельно проходу 2, а второе 31b изгибает режущую проволоку горизонтально наружу в направлении зажимного устройства 29. В случае настоящего приведенного в качестве примера варианта реализации на участке с той же стороны, что и зажимное устройство 29, помещают устройство для закрепления конца 33 или подвесное устройство для режущей проволоки.
С другой стороны, режущее устройство 33 может быть выполнено с размоточным устройством для проволоки и с намоточным устройством для проволоки и с соответствующим приводом, так что режущая проволока может двигаться постоянно или время от времени в продольном направлении.
В случае устройства 1, имеющего только один несущий модуль 9 или несколько несущих модулей 9, расположенных один позади другого вдоль передаточного прохода 2, особенно удобно соединять несущий модуль (модули) 9 посредством приемного устройства 31 предпочтительно с возможностью разделения для формирования модульного конструкционного блока 32, который с помощью соединительного устройства 12 может быть соединен с салазками S и может таким образом быть собран на них, а затем снят и заменен, предпочтительно путем сборочного и разборочного движения, направленного в поперечном направлении, в частности по вертикали, относительно прохода 2.
Приемное устройство 32 содержит по меньшей мере два приемных стержня 33, которые располагаются на взаимно противоположных сторонах и идут параллельно проходу 2 и на которых размещается несущий модуль(модули) 9 путем совмещения приемных отверстий 34, расположенных на них. Для повышения устойчивости модульного конструкционного блока 32 предпочтительно применяются больше чем два приемных стержня 33, которые пропущены через приемные отверстия 34 и которые располагаются предпочтительно в верхней и в нижней частях несущего модуля(модулей) 9. В случае настоящих приведенных в качестве примера вариантов реализации применяются четыре приемных стержня 33, которые пропущены через четыре приемных отверстия 34, которые расположены на угловых частях несущего модуля(модулей) 9. Промежуток f (фиг.1) между приемными стержнями 33, идущий поперек прохода 2 и поперек режущих проволок 4а или 4а1, 4а2, больше промежутка g между режущими проволоками 4а в их двух позициях режущего конца, так что приемные стержни 33 располагаются снаружи области резания или прохода 2 и не преграждают его.
Между несущими модулями 9 могут создаваться продольные промежутки с помощью прокладок 37а, например распорных колец, которые размещаются на соединительных стержнях 33.
Модельный конструкционный блок 32 может быть собран с произвольным числом несущих модулей 9, так что может быть быстро собрано нужное предварительно изготовленное приемное устройство 31. Предполагаемая удобная и быстрая разборка и/или сборка может быть обеспечена с помощью соединительного устройства 12 в форме быстродействующего соединения, в частности - в форме разъемного соединения 13.
В случае настоящих приведенных в качестве примера вариантов реализации с несколькими несущими модулями 9, размещенными один позади другого, в каждом случае на обеих сторонах прохода помещаются одно позади другого два соединительных устройства 12 с целью увеличения устойчивости крепления.
Соединительные устройства 12 выполнены горизонтально реверсированными относительно вертикальной продольной центральной плоскости Е2 прохода 2 или устройства 1.
Соединительные части соединительного устройства 12, которые связаны с салазками S, обозначены позицией 12а, а соединительные части, отнесенные к модульному конструкционному блоку 32, обозначены позицией 12b. В пределах изобретения последние соединительные части 12b могут быть также расположены на несущем модуле (модулях) 9.
Разъемное соединение 13, представленное в приведенных в качестве примера вариантах реализации, образовано в каждом случае выемкой под палец или проемом под палец 13а в одной соединительной части и сопрягаемым пальцем разъема 13b в другой соединительной части. В случае приведенных в качестве примера вариантов реализации выемка под палец 13а располагается на соединительных частях 12а со стороны салазок и предпочтительно открыта сверху, в то время как соединительные части 12b со стороны модуля образованы соединительными стержнями 33, например концевыми частями соединительных стержней 33, плотно посаженными в выемки под палец 13а. Для того чтобы облегчить вкладывание пальцев разъема 13b, выемки под палец 13а содержат на своем входе расходящиеся установочные поверхности 13d, которые могут быть выполнены наклонными или закругленными.
Приемные стержни 33 содержат каждый первую поверхность уступа 35, к которой прилегает самый внешний несущий модуль 9, позиционированный таким образом в продольном направлении. С другой стороны в продольном направлении несущий модуль(модули) 9 позиционируется второй поверхностью уступа 36, которая предпочтительно образуется соответствующей торцевой поверхностью винтовой гайки 37, с помощью которой несущий модуль(модули) 9 можно прижать к первой поверхности уступа 35. На приемных стержнях 33 имеется соответствующая наружная резьба, на которую навинчиваются винтовые гайки 37.
Ориентированный в продольном направлении винтовой отрезок приемных стержней 33 является достаточно длинным для того, чтобы дать возможность скрепить нужное количество несущих модулей 9 и прижать их с помощью винтовой гайки 37 к первой поверхности уступа 35.
Приемные стержни 33 расположены в продольном направлении. В результате первые поверхности уступа 35 образуют опорный ограничитель 38, гарантирующий получение всегда одинакового положения первого несущего модуля 9 относительно устройства 1. В случае настоящего приведенного в качестве примера варианта реализации первые поверхности уступа 35 каждая посредством головки стержня 33а, который в приведенном в качестве примера варианте реализации размещается на заднем конце приемных стержней 33. Винтовая гайка 37 и первая поверхность уступа 35 образуют разъемное зажимное устройство 37b.
Для того чтобы позиционировать модульный конструкционный блок 32 в продольном направлении, используются две поперечные установочные поверхности соединительных частей 12а со стороны ползуна, обращенные, например, друг к другу, и против которых располагаются установочные поверхности со стороны модуля 39b, соответствующие им. Это позволяет получить конструкцию, одновременно простую и дешевую в производстве, если установочные поверхности 39а образованы поперечными базовыми поверхностями выемок под палец 13а и установочные поверхности 39b, соответствующие им, образуются торцовыми поверхностями приемных стержней 33.
В обоих случаях, когда имеются только два соединительных устройства 12, лежащих в поперечном направлении напротив друг друга, или четыре соединительных устройства 12 применяются согласно приведенному в качестве примера варианту реализации, модульный конструкционный блок 32 позиционируется во всех направлениях по горизонтали посредством установочного устройства, выполненного таким образом. Нежелательное перемещение вверх может быть предотвращено запорными элементами 13с, из которых требуется например, наличие только двух, предпочтительно лежащих поперек или диаметрально противоположно друг другу.
Ориентированный в продольном направлении промежуток h между установочными поверхностями 39а равен, таким образом, длине L2 приемных стержней 33.
Салазки S могут двигаться назад и вперед в описанном выше смысле в продольной направляющей с помощью привода салазок 42, в котором с помощью подходящего контроля перемещения во время перемещения вперед сохраняется подходящая скорость пласта 3, или соответствующего передаточного устройства 1а, так что процедуры надрезания и резания могут быть выполнены во время перемещения вперед несущего модуля(модулей) 9, известных сами по себе.
В случае приведенного в качестве примера варианта реализации для салазок S применяют две продольные направляющие 43, которые располагаются с обеих сторон прохода 2 и каждая из которых образуется направляющим стержнем 44, имеющим соответствующую длину, и который опирается посредством концевых опор 45 прямо или косвенно на раму устройства 1 и на которых салазки S установлены таким образом, чтобы их можно было перемещать в продольном направлении с помощью направляющих втулок 46.
Привод салазок 42 аналогичным образом опирается прямо или косвенно на раму устройства 1 и он воздействует на салазки S для того, чтобы двигать их вперед и назад в описанном выше смысле.
Салазки S могут быть выполнены в виде плиты или рамы, идущей приблизительно горизонтально от одного граничного участка прохода 2 к другому граничному участку.
Как показано, в частности, на фиг.5, выемки под палец 12а могут быть сформированы с помощью вертикальных прорезей во взаимно обращенных друг к другу сторонах соединительных частей, прямо или косвенно отходящих вверх от салазок S.
Подобно приведенным в качестве примера вариантам реализации, описанным выше, приведенные в качестве примера варианты реализации, показанные на фиг.7-11, содержат также различные конфигурации, которые образуют удачные конструкции сами по себе, а также в сочетании с одной или несколькими другими конфигурациями. На этих фигурах сходные или сопоставимые части обозначены также одинаковыми числовыми позициями.
Как показано на фиг.7-11, устройство 1 содержит модифицированное надрезающее устройство 5, которое приспособлено для надрезания или скашивания пласта 3а только с обеих сторон и с верхней стороны. Это надрезающее устройство 5 не включает в себя нижний надрезающий инструмент 8d или нижнюю надрезающую полосу 8е, или нижние скашивающие полосы 15, относящиеся к паре. Две боковых и верхний надрезающие инструменты 8а, 8b, 8с, или надрезающие полосы 8е, или скошенные полосы 15 могут быть выполнены согласно описанным выше приведенным в качестве примера вариантам реализации или могут также быть выполнены иным образом.
На фиг.7 проиллюстрированы один или несколько, т.е. пять несущих блоков 9, которые расположены один позади другого и образуют модульный конструкционный блок 32, и которые отличаются от описанных выше в качестве примера вариантов реализации отсутствием нижнего надрезающего инструмента 8d, или надрезающей полосы 8е, или скошенных полос 15. В каждом случае надрезающий инструмент 8а, 8b, 8с, или надрезающая полоса 8е, или скошенная полоса 15 помещаются только с обеих сторон или сверху. Для того чтобы нести или поддерживать пласт 3, каждый несущий модуль 9 или каждая рама 9а содержит опорную базу 9t, у которой плоская верхняя сторона лежит в плоскости перемещения и поддерживает с возможностью скольжения пласт 3. Ориентированная в поперечном направлении ширина i опорной базы/баз 9t несколько меньше чем ширина j по горизонтали пласта 3, так что с обеих сторон опорных баз 9t предусмотрены пустые выемки 9u, которые образуют свободные пространства. В случае этого приведенного в качестве примера варианта реализации опорные базы 9t могут поддерживать на верхней стороне пластинчатые опорные части 30. Между рамами 9а нескольких несущих модулей 9, расположенных один позади другого, предусмотрены зазоры. Для резания режущая проволока 4а может перемещаться между боковой и верхней скошенными полосами 15 и в описанном выше зазоре в виде однонаправленного и двунаправленного резания.
Во время надрезания, т.е. в случае настоящих приведенных в качестве примера вариантов реализации, в процессе вдавливания скошенных полос 15 вокруг пласта 3 к нему прикладывается давление, которое может привести к смещению пласта 3, что, конечно, является нежелательным. Это в особенности относится к поперечному надрезанию, поскольку при надрезании сверху пласт 3 лежит на опорной базе 9b, или на опорных частях 30, и поддерживается по вертикали.
Для того чтобы поддерживать пласт 3 в его положении, в случае приведенного в качестве примера варианта реализации, как показано на фиг.8 и 9, предлагается применение с каждой стороны устройства 1 или прохода 2 опорной части 51, расположенной по краю, например, в виде опорной полосы, имеющей опорную поверхность 51, которая тянется параллельно продольной оси 2b прохода 2 и обращена к проходу 2. С учетом просвета на движение поперечный промежуток k между взаимно противоположными несущими поверхностями 51а соответствует ширине j пласта 3, так что он поддерживается в поперечном направлении несущими полосами 51 и не может быть смещен в сторону во время надрезания. Для того чтобы избежать защемления во время перемещения пласта 3 между несущими полосами 51, задние вертикальные внутренние кромки несущих полос 51 содержат расходящиеся назад вставные поверхности 51b, которые могут быть образованы, например, с помощью наклонных поверхностей или закругленных поверхностей.
В случае устройства 1, которое имеет только ширину j пласта 3, несущие полосы 51 могут быть расположены жестко и неподвижно, т.е. на соответствующем или самом заднем несущем модуле 9b, где они предпочтительно выступают назад.
Для того чтобы иметь возможность приспособить несущие полосы 51 для того, чтобы они соответствовали различной ширине j полос 3, желательно установить несущие полосы 51 таким образом, чтобы они могли перемещаться в поперечном направлении с помощью соответствующего регулирующего привода, так что они могут быть приспособлены к соответствующей ширине j, предпочтительно симметрично относительно продольной центральной оси 2b.
В случае приведенного в качестве примера варианта реализации, показанного на фиг.8 и 9, например, две несущие полосы 51 прикреплены к взаимно противоположным надрезающим полосам 8е, например, на самых задних боковых надрезающих полосах 8е, так что они могут перемещаться вместе с их несущим положением с помощью привода соответствующих надрезающих полос и могут затем перемещаться назад наружу в их положении высвобождения. Для того чтобы увеличить размеры несущих поверхностей 51а, несущие полосы 51 могут выступать назад за пределы надрезающих полос 8е, которые являются, например, самыми задними на фиг.9.
Если, как описано выше, надрезающие полосы 5 состоят из базовой полосы и прикрепленной к ней скошенной полосы 15, несущие полосы 51, как показано на фиг.9, могут быть расположены на внутренних сторонах базовых частей 16 и прикреплены к ним, причем они выступают вперед настолько же, насколько скошенные полосы 15, причем надрезающие полотна скошенных полос 15 выступают за пределы несущих поверхностей 51а несущих полос 51 внутрь на глубину t надрезов 5а. Наклонные надрезающие поверхности 15с скошенных полос 15 оканчиваются, расходясь или будучи наклонными к несущим поверхностям 51а.
В случае данного варианта реализации несущие полосы 51 вместе с соответствующими надрезающими полосами 8а движутся одновременно при надрезающих полосах 8е, находящихся между их несущими положениями и прилегающих к пласту 3, и при их положениях высвобождения, смещенных наружу от полос, и движутся также одновременно и в противоположных направлениях с обеих сторон, причем они выполняют свою несущую функцию при самом внутреннем несущем положении.
Кроме того, согласно приведенному в качестве примера варианта реализации, показанному на фиг.2, боковые и верхняя надрезающие полосы 8е или скошенные полосы 15 могут быть выполнены в верхней части. Как показано на фиг.9, скошенные полосы 15 могут поддерживаться и закрепляться с возможностью принудительной блокировки в пазах 23 с передней и/или задней стороны базовых частей 16, которые поддерживают их.
В случае модифицированного варианта реализации, показанного на фиг.10, базовые части 16, которые поддерживают скошенные полосы 15, сами образуют несущие полосы 51, так что не требуется особых несущих полос 51. Это достигается за счет того факта, что базовые части 16 образуют вместе со своими внутренними поверхностями, идущими параллельно продольной оси 2а прохода 2, несущие поверхности 51а, которые в настоящем случае являются плоскими. В случае этого варианта реализации скошенные полосы 15 могут быть, например, прикреплены таким образом к базовым частям 16 и в этом случае могут быть помещены в наклонные пазы 22, где выступают за пределы внутренних поверхностей или несущих поверхностей 51а базовых частей 16 на величину глубины t надреза 5а. Базовые части 16 могут перемещаться соответствующими приводами надрезания таким образом, что несущие поверхности 51а располагаются в положении надрезания на пласте 3.
Для того чтобы добиться нужной стабилизации пласта 3, не все из надрезающих полос 8е должны быть сформированы с несущими частями 51 или несущими поверхностями 51а, но только некоторые или одна, которая также способствует стабилизации.
Область нижнего угла между боковыми скошенными полосами 15 и опорной базой 9b может быть сформирована таким образом, что нижние концы скошенных полос 15 выступают приблизительно вниз за пределы опорной базы 9b или опорной плиты 30. В конечных положениях надрезания скошенными полотнами скошенных полос 15 могут содержать просвет для перемещения в зазоре между ними и боковыми поверхностями опорной базы 9t, как показано на фиг.11.
В случае варианта реализации, как показано на фиг.8, верхние скошенные полосы 15 выступают наружу за пределы боковых скошенных полос 15. Это дает то преимущество, что режущая проволока 4а, которая идет приблизительно вертикально, может оставаться в своих боковых положениях конца режущего хода между верхними скошенными полосами 15а и поэтому не нуждается в заправке во время своего дальнейшего поперечного движения по горизонтали.
В случае приведенного в качестве примера варианта реализации, показанного на фиг.12, несущий модуль(модули) 9 или рама 9а удлиняются в стороны путем верхнего и нижнего поперечного удлинения 9d, предпочтительно на той стороне, на которой располагается верхнее соединение 19, где между этими соединениями 9v помещается открытая в сторону выемка 9w, которая образует свободное пространство между удлинениями 9v. Кроме того, держатели проволоки 24 или 24а могут перемещаться дальше обычного положения конца режущего хода в удлиненной направляющей держателя 25 вплоть до удлинений 9v, так что режущая проволока 4а располагается в области выемки 9w и, таким образом, в связанном с ней свободном пространстве. В этом положении возможно выполнение работ по сборке, разборке и обслуживанию режущего устройства 4 или режущей проволоки 4а способом, облегчающим доступ к ним, и, таким образом, облегчающим обращение с ними.
Кроме того, приведенный в качестве примера вариант реализации, показанный на фиг.11, показывает также, что надрезающие полосы 8е или скошенные полосы 15 могут идти не только по прямой, но могут также иметь контур, отклоняющийся от прямой, например обратный U-образный контур для того, чтобы иметь возможность прикреплять скошенные поверхности 15с к глиняным кирпичам, которые с одной стороны содержат сетку, а с другой стороны - сопрягаемую выемку.
В отличие от приведенного в качестве примера варианта реализации, показанного на фиг.1, 3 и 4, в котором приводы резания 26, которые осуществляют привод держателей режущей проволоки 24 по существу одинаковым образом, располагаются на соответствующем несущем модуле 9, в случае приведенного в качестве примера варианта реализации, показанного на фиг.12, только часть 52а привода резания 52, которая упоминается ниже, располагается на несущем модуле 9. Остальная, не показанная на иллюстрации часть привода резания 52 может опираться, например, на салазки S.
Как показано на фиг.12, для общего привода держателей проволоки 24 предусмотрена поперечина привода 52b, и в случае настоящего приведенного в качестве примера варианта реализации она идет приблизительно вертикально и ее концы достигают области размещения держателей проволоки 24. Поперечина привода 52b соединяется посредством нажимных и вытяжных стержней 53 с держателями проволоки 24, которые идут приблизительно горизонтально и соединяются посредством соединений 54, 55, например имеющих вертикальные сочлененные шпиндели, с держателями проволоки 24 и поперечиной привода 52b, предпочтительно с возможностью разделения. В центральной части поперечины привода 52 помещается центральный соединительный элемент 56 или два соединительных элемента 56, расположенные эксцентрично, предназначенные для соединения нажимного и вытяжного элемента привода 57, который проиллюстрирован набросками, и ход которого имеет такую величину, при которой держатели проволоки 24 могут перемещаться между типичными концевыми положениями резания SE1, SE2 или - при наличии - далее соответствующего концевого положения резания в область удлинений 9v и в наружное концевое положение или положение обслуживания. Длина нажимных стержней и вытяжных стержней 53 имеет соответствующую величину.
Поперечина привода 52b и нажимные стержни, и вытяжные стержни 53 образуют таким образом вилочный элемент привода в форме наклоненного в сторону U, ветви которого, образованные нажимными стержнями и вытяжными стержнями 53, располагаются в области верхнего и нижнего конца несущего модуля 9 и взаимодействуют с ним в виде U.
Вилочный элемент привода может быть также образован жестко выступающими нажимными деталями и вытяжными деталями, которые имеют разъемное соединение с держателями проволоки 24, например, посредством соединений 55.
Описанный выше привод резания и/или описанные выше несущие полосы 51 могут быть также внедрены в надрезающих устройствах 5, которые могут быть выполнены как в виде трехстороннего надрезания, так и в виде четырехстороннего надрезания.
В рамках изобретения описанные выше варианты реализации могут также быть представлены в каждом случае в виде других сочетаний и в других композициях.
Изобретение относится к устройству, предназначенному для разделения пласта из пластичного материала, в частности глины. Техническим результатом является упрощение устройства. Устройство, содержащее, по меньшей мере, одно надрезающее устройство, предназначенное для поперечного надрезания пласта, и режущее устройство, предназначенное для поперечного резания пласта в надрезах. Причем надрезающее устройство содержит надрезающий инструмент, установленный с возможностью перемещения в поперечном направлении с помощью привода инструмента между начальным положением надрезания и положением надрезания. При этом режущее устройство содержит, по меньшей мере, один держатель режущего элемента, выполненный с возможностью перемещения поперек прохода с помощью привода резания в направляющей резания. Причем надрезающее устройство расположено со своим надрезающим инструментом и своим приводом инструмента на несущем модуле, установленном с возможностью перемещения вперед и назад вдоль прохода. Режущее устройство расположено со своим держателем режущего инструмента, его направляющей резания и его приводом резания на несущем модуле. 3 н. и 17 з.п. ф-лы, 12 ил.
1. Устройство (1), предназначенное для разделения пласта (3) из пластичного материала, в частности глины, перемещающийся по передаточному проходу (2), на продольные отрезки (3а), содержащее по меньшей мере одно надрезающее устройство (5), предназначенное для поперечного надрезания пласта (3), и режущее устройство (4), предназначенное для поперечного резания пласта (3) в надрезах (5а), причем надрезающее устройство (5) содержит надрезающий инструмент (8a-8d), установленный с возможностью перемещения в поперечном направлении с помощью привода инструмента (18) между начальным положением надрезания и положением надрезания, причем
режущее устройство (4) содержит по меньшей мере один держатель режущего элемента (24), выполненный с возможностью перемещения поперек прохода (2) с помощью привода резания (26) в направляющей резания (25),
при этом надрезающее устройство (5) расположено со своим надрезающим инструментом (8a-8d) и своим приводом инструмента (18) на несущем модуле (9), установленном с возможностью перемещения вперед и назад вдоль прохода (2),
отличающееся тем, что режущее устройство (4) расположено со своим держателем режущего инструмента (24), его направляющей резания (25) и его приводом резания (26) на несущем модуле (9).
2. Устройство (1), предназначенное для разделения пласта (3) из пластичного материала, в частности глины, перемещающегося по передаточному проходу (2), на продольные отрезки (3а), которое имеет по меньшей мере одно надрезающее устройство (5), предназначенное для поперечного надрезания пласта (3), и режущее устройство (4), предназначенное для поперечного резания пласта (3) в надрезах (5а), причем надрезающее устройство (5) содержит надрезающий инструмент (8a-8d), который установлен с возможностью перемещения в поперечном направлении с помощью привода инструмента (18) между начальным положением надрезания и положением надрезания, причем
надрезающее устройство (5) расположено со своим надрезающим инструментом (8a-8d) и своим приводом инструмента (18) на несущем модуле (9), установленном с возможностью перемещения вперед и назад вдоль прохода (2), при этом
по меньшей мере на одной стороне прохода (2) соответствующий надрезающий инструмент (8a-8d) образован с помощью надрезающей полосы (8е),
отличающееся тем, что надрезающая полоса (8е) установлена с возможностью поворота в шарнирном соединении (19) перпендикулярно самому себе, причем указанное шарнирное соединение расположено на несущем модуле (9), будучи смещено наружу относительно прохода (2).
3. Устройство (1), предназначенное для разделения пласта (3) из пластичного материала, в частности глины, перемещающегося по передаточному проходу (2), на продольные отрезки (3а), которое имеет по меньшей мере одно надрезающее устройство (5), предназначенное для поперечного надрезания пласта (3), и режущее устройство (4), предназначенное для поперечного резания пласта (3) в надрезах (5а), причем надрезающее устройство (5) содержит надрезающий инструмент (8a-8d), установленный с возможностью перемещения в поперечном направлении с помощью привода инструмента (18) между начальным положением надрезания и положением надрезания,
причем надрезающее устройство (5) расположено со своим надрезающим инструментом (8a-8d) и своим приводом инструмента (18) на опоре (9), установленной с возможностью перемещаться вперед и назад вдоль прохода (2),
при этом на по меньшей мере двух взаимно противоположных сторонах прохода (2) соответствующий надрезающий инструмент (8a-8d) образован режущей полосой (8е), которая тянется вокруг прохода (2),
отличающееся тем, что устройство (1) содержит на сторонах, на которых расположены полосы (8е), в каждом случае несущую полосу (51), имеющую несущую поверхность (51а) для поперечной поддержки пласта (3), причем несущая поверхность расположена параллельно центральной оси (2b) прохода (2).
4. Устройство по пп.1, 2 или 3, отличающееся тем, что режущее устройство (4) содержит два держателя режущей проволоки (24), которые направляются таким образом, чтобы перемещаться предпочтительно горизонтально от одной стороны прохода (2) к другой стороне двух направляющих держателя (25), расположенные на взаимно противоположных сторонах проходах (2).
5. Устройство по п.4, отличающееся тем, что направляющие держателя (25) расположены на взаимно противоположных граничных участках несущего модуля (9) и предпочтительно расположены на взаимно противоположных узких сторонах несущего модуля (9).
6. Устройство по п.4, отличающееся тем, что режущее устройство (4) содержит две режущие проволоки (4а1, 4а2), имеющие между собой промежуток (с) в продольном направлении прохода и расположенные предпочтительно с задней стороны и с передней стороны несущего модуля (9).
7. Устройство по п.6, отличающееся тем, что режущие проволоки (4а1, 4а2) образованы общей режущей проволокой (4а), изгибающейся в граничной области несущего модуля (9) посредством первого изгибающего устройства (27).
8. Устройство по п.7, отличающееся тем, что граничная область, находящаяся против первого изгибающего устройства (27), снабжена вторым изгибающим устройством (32), которое изгибает режущую проволоку (4а) предпочтительно в поперечном относительно первого изгибающего устройства направлении, в частности горизонтально и наружу.
9. Устройство по п.4, отличающееся тем, что устройство размещает зажимное устройство (29) для режущей проволоки (4а), причем зажимное устройство расположено предпочтительно в верхнем угловом участке несущего модуля (9), в частности в соответствующей узкой стороне несущего модуля (9).
10. Устройство по п.9, отличающееся тем, что зажимное устройство (29) расположено в граничной области несущего модуля (9), в котором расположено также устройство (33) для крепления конца проволоки, в особенности в верхней граничной области несущего модуля (9).
11. Устройство по п.4, отличающееся тем, что поворачивающаяся надрезающая полоса (8е) является верхней надрезающей полосой (8е), или тем, что две взаимно противоположно расположенные и поворотно установленные надрезающие полосы (8е) являются верхней и нижней надрезающими полосами (8b, 8d).
12. Устройство по п.4, отличающееся тем, что по меньшей мере одна надрезающая полоса (8е) выступает из поворотной консоли (18b) в направлении продольной оси (2b) прохода (2).
13. Устройство по п.4, отличающееся тем, что надрезающие полосы (8е), размещенные в общей поперечной плоскости (Е1), образованы в каждом случае посредством двух скошенных полос (15), проходящих по окружности прохода (3) и которые имеют промежуток (а) между собой, ориентированный вдоль прохода (3), в котором между скошенными полосами (15) поперек прохода (3) может перемещаться режущая проволока (4а) режущего устройства (4).
14. Устройство по п.13, отличающееся тем, что две или более пары скошенных полос, расположенные одна позади другой вдоль прохода (3), снабжены по меньшей мере одной режущей проволокой (4а) и выполнены с возможностью перемещения предпочтительно, по существу, одновременно.
15. Устройство по п.14, отличающееся тем, что три или несколько несущих модулей (9, 9d, 9c, 9d), расположенные один позади другого вдоль прохода (3), и из которых начальный модуль (9b) поддерживает задние скошенные полосы (15) первых пар скошенных полос в области своей передней стороны, следующий центральный модуль (9c) поддерживает в области своей задней стороны передние скошенные полосы первых пар скошенных полос и поддерживает в области своей передней стороны задние скошенные полосы вторых пар скошенных полос, а следующий модуль или конечный модуль (9d) поддерживает в области своей задней стороны передние скошенные полосы вторых пар скошенных полос.
16. Устройство по п.4, отличающееся тем, что только каждый второй центральный модуль (9c) поддерживает режущее устройство (4), имеющее две режущих проволоки (4а1, 4а2).
17. Устройство по п.4, отличающееся тем, что по меньшей мере на верхнем участке и/или в боковых участках прохода (3) скошенные полосы (15), расположенные на соответствующих несущих модулях (9, 9b), прикреплены к базовой части (16), на которой действует привод инструмента (18).
18. Устройство по п.4, отличающееся тем, что несущие части (30), предназначенные для поддержки пласта (3), расположены между нижними надрезающими полосами (8е) или скошенными полосами (15).
19. Устройство по п.4, отличающееся тем, что в концевых частях режущего устройства (4) по меньшей мере одна режущая проволока (4а) расположена в концевой части надрезающих полос (8е) или скошенных полос (15), расположенных поперек относительно режущей проволоки (4а), или смещена наружу относительно ее.
20. Устройство по п.4, отличающееся тем, что промежуток (а) между скошенными полосами (15), в частности в участках промежутка, удаленных от продольной оси (2b) прохода (3), или в концевых частях, перекрывающих друг друга (15), расширяется путем расхождения наружу.
| WO 2006119929 A2, 16.11.2006 | |||
| УСТРОЙСТВО для РЕЗКИ БРУСАМАСС | 0 |
|
SU300330A1 |
| Способ разделения пластичного бруса на отдельные изделия | 1982 |
|
SU1034910A1 |
| Отрезной станок к ленточному прессу | 1932 |
|
SU32983A1 |
| НЕСИММЕТРИЧНЫЙ БАЛАНСИРНЫЙ ПРИВОД ВЕДУЩИХ КОЛЕС ЗЕМЛЕРОЙНО-ТРАНСПОРТНЫХ МАШИН | 2013 |
|
RU2544247C1 |
| Устройство поштучной выдачи деталей | 1988 |
|
SU1590330A1 |

