Изобретение относится к устройству согласно ограничительной части пунктов 1 или 3 формулы изобретения.
Описание устройства согласно ограничительной части пункта 1 формулы изобретения приведено в WO 2006/119929 А2. В этом известном устройстве надрезное устройство имеет четыре надрезных планки, которые расположены в поперечной плоскости прохода и установлены с возможностью перемещения с помощью собственного привода между освобождающим прямоугольное поперечное сечение прохода исходным положением и погруженным в отлитую заготовку положением надрезания. Надрезные планки и приводы расположены на соответствующей проходящей поперек прохода рамообразной балке, с которой они образуют опорный блок.
В устройстве предусмотрено режущее устройство для разрезания заготовки в создаваемых с помощью надрезных планок надрезах. Надрезные планки могут быть так называемыми разделенными или не разделенными надрезными планками. Не разделенные надрезные планки имею клиновидную форму поперечного сечения. Разделенные надрезные планки образованы с помощью соответствующих двух проходящих в окружном направлении транспортировочного прохода рядом друг с другом снимающих фаску планок, которые располагаются на расстоянии друг от друга в продольном направлении транспортировочного прохода, при этом режущее устройство имеет режущую проволоку, которая расположена с возможностью перемещения между снимающими фаску планками поперек транспортировочного прохода, соответственно, через ограниченное надрезными планками при надрезании поперечное сечение. При наличии не разделенных надрезных планок разрезание происходит со смещением по длине после надрезания в особой плоскости разрезания. При наличии разделенных надрезных планок разрезание происходит непосредственно после надрезания в общей плоскости для надрезания и разрезания. При этом вдоль прохода могут быть расположены друг за другом несколько надрезных устройств с соответствующими режущими устройствами, предназначенными для по существу одновременного приведения в действие, при этом снимающие фаску планки приводятся в действие с помощью пары поршневых цилиндров, которые удерживаются на задней стороне рамообразной балки. При этом снимающие фаску планки проходят в продольном направлении прохода через проходное отверстие в соответствующей рамообразной балке к его передней стороне настолько, что образующийся между двумя согласованными друг с другом снимающими фаску планками зазор находится между двумя опорными рамами. Соответствующее режущее устройство расположено так, что режущая проволока может перемещаться между этими опорными рамами в зазоре между снимающими фаску планками поперек прохода.
В основу изобретения положена задача улучшения надрезного привода в устройстве согласно ограничительной части пунктов 1 или 3 формулы изобретения. Кроме того, должны быть улучшены процесс надрезания и качество надрезания.
Задача решена с помощью признаков пунктов 1 или 3 формулы изобретения.
В основе изобретения лежит понимание того, что вследствие наличия расположенной на одной стороне прохода надрезной планки, направленное в окружном направлении прохода приводное движение является особенно благоприятным и обеспечивает возможность выполнения с экономией пространства для привода надрезания. Это приводное движение особенно благоприятно тогда, когда несколько надрезных планок расположены на нескольких сторонах прохода.
В варианте выполнения изобретения согласно пункту 1 формулы изобретения каждый приводной элемент соединен для обеспечения привода с базовым элементом передачи, которая направленное в окружном направлении прохода движение базового элемента преобразует в направленное поперек движение соответствующей надрезной планки. При этом используется направленное в окружном направлении прохода рабочее движение, направление и зона действия которого обеспечивают экономящее пространство расположение и выполнение соответствующих частей привода надрезания. Поэтому можно реализовать компактную конструкцию частей привода надрезания, которая в продольном направлении прохода имеет меньший размер и поэтому особенно подходит для привода надрезания.
Кроме того, в основе изобретения лежит понимание того, что проходящее в окружном направлении прохода приводное движение обеспечивает возможность простого соединения друг с другом расположенных с распределением по периметру базовых элементов привода надрезания, так что надрезные планки можно перемещать не только одновременно, но и с помощью одного общего приводного двигателя.
В варианте выполнения изобретения согласно пункту 3 формулы изобретения надрезная направляющая для надрезной планки расположена наклонно, при этом она образует острый угол со следующей в окружном направлении прохода горизонталью или вертикалью. В этом варианте выполнения вследствие наклонно направленной надрезной направляющей имеется больший приводной путь для надрезания, чем в известных вариантах выполнения, в которых надрезная направляющая ориентирована вертикально и горизонтально. Кроме того, надрезная планка выполняет соответствующее величине наклона боковое поперечное движение относительно вертикальной продольной плоскости прохода, что также сказывается положительно на надрезании и, в частности, на качестве надрезания.
Другое преимущество выполнения согласно изобретению состоит в том, что оно особенно пригодно для надрезных планок, которые перекрывают друг друга в угловых зонах и постоянно прилегают друг к другу. Однако изобретение не ограничено этой конструкцией надрезных планок.
Оба варианта выполнения изобретения отлично подходят для надрезного устройства, надрезные планки которого расположены и перемещаются в одной общей поперечной плоскости. При этом надрезные планки могут быть так называемыми не разделенными или разделенными надрезными планками.
Оба варианта выполнения изобретения также очень хорошо подходят для системы надрезных планок с четырехугольной или квадратной формой поперечного сечения, при которой из двух соседних друг с другом в угловой зоне надрезных планок одна надрезная планка перекрывает другую надрезную планку и имеет в обращенной к ней торцевой стороне выемку, в которую входит с замыканием надрезное ребро одной надрезной планки. Такое выполнение надрезных планок обеспечивает возможность движения надрезных планок при постоянном контакте соприкосновения в угловых зонах, так что при надрезании материал заготовки не может попадать в угловых зонах между надрезными планками.
В обоих вариантах выполнения изобретения для повышения производительности предпочтительно предусмотрено две или более лежащих друг за другом в продольном направлении прохода и расположенных на расстоянии друг от друга групп из комбинированных надрезных и режущих устройств, которые установлены с возможностью по существу одновременного перемещения для надрезания, соответственно, снятия фаски и разрезания. Таким образом, в этой модификации можно по существу одновременно осуществлять надрезание и разрезание нескольких продольных участков.
Оба варианта выполнения изобретения пригодны для режущего устройства, в котором один держатель режущей проволоки установлен с возможностью движения в окружном направлении прохода, а другой держатель режущей проволоки установлен стационарно, предпочтительно на одной из обеих опорных рам, которая может быть удлинена вбок для размещения этого стационарного держателя режущей проволоки, так что стационарный держатель режущей проволоки может быть расположен снаружи кольцевой направляющей для подвижного держателя режущей проволоки.
Другое преимущество изобретения состоит в перемещении, по меньшей мере, одной надрезной планки с помощью приводного элемента, который соединен с соответствующим базовым элементом передачи, которая преобразует направленное в окружном направлении прохода движение базового элемента в поперечное движение соответствующей надрезной планки. Такое выполнение обеспечивает возможность осуществления надрезания с желаемой скоростью надрезания, которая определяется передаточным отношением передачи. Для этого можно интегрировать различные виды передачи, при этом можно реализовать простую и небольшую конструкцию передачи. В качестве приводного элемента особенно пригоден шатун, который преобразует направленное в окружном направлении движение базового элемента в поперечное движение надрезной планки. Кроме того, расположение шатуна обеспечивает возможность уменьшающейся скорости при надрезании, что благоприятно сказывается на увеличении вытеснения подлежащего надрезанию материала при надрезании. Кроме того, с помощью шатуна можно создавать при надрезании увеличивающуюся силу надрезания.
Другие модификации изобретения обеспечивают возможность выполнения простой и небольшой конструкции деталей устройства, которые упрощают монтаж и демонтаж и снижают стоимость изготовления.
Ниже приводится более подробное пояснение изобретения на основе нескольких примеров выполнения со ссылками на прилагаемые чертежи, на которых изображено:
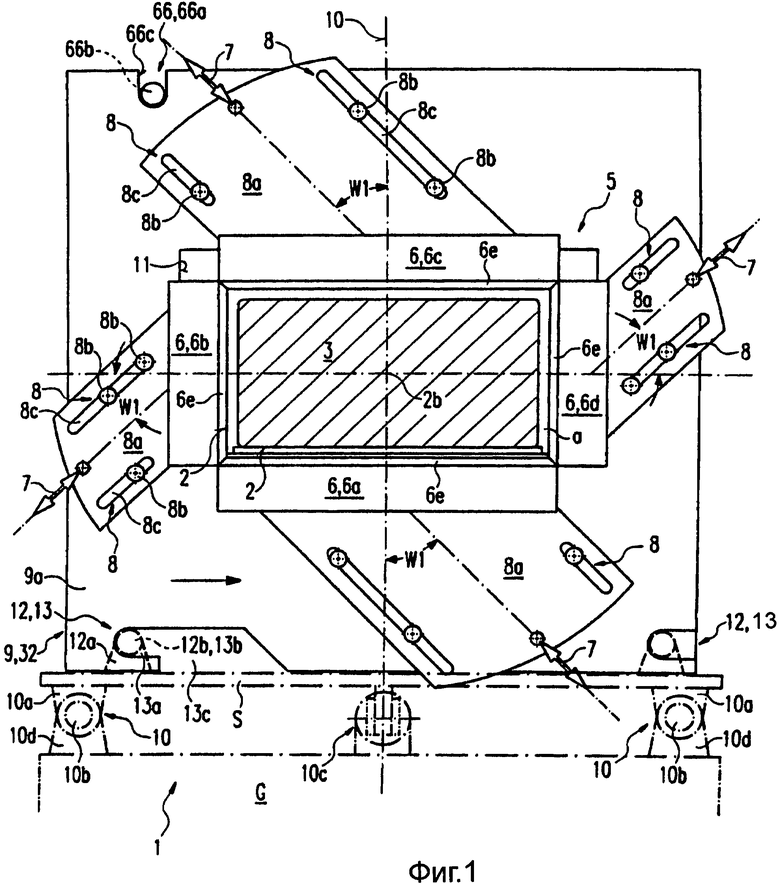
фиг.1 - надрезное устройство согласно изобретению для заявляемого устройства для разделения заготовки из пластичного материала на несколько продольных отрезков, при этом надрезное устройство находится в исходном положении его надрезных планок, упрощенный вид сзади;
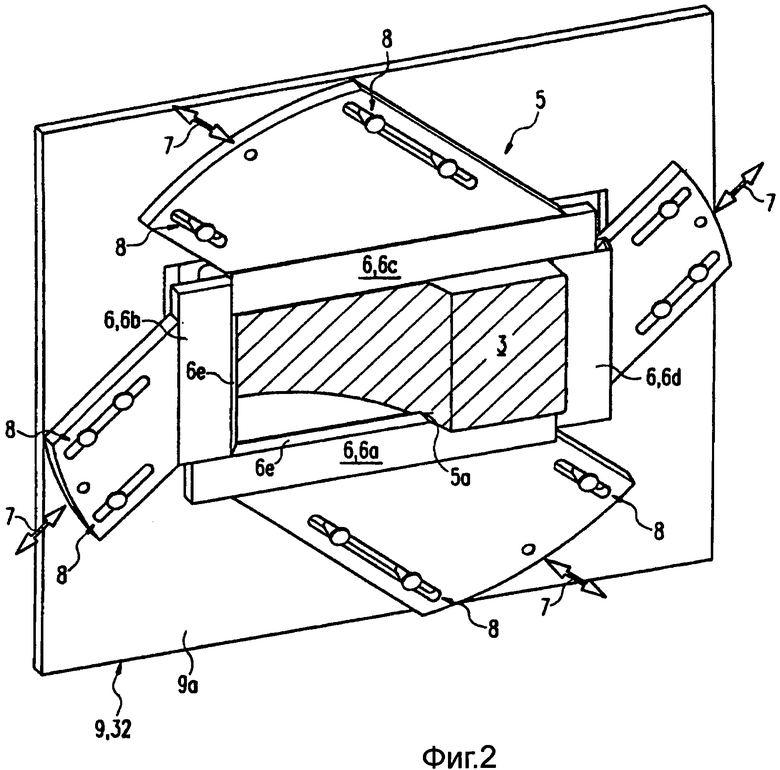
фиг.2 - надрезное устройство, при этом надрезные планки находятся в своих положениях надрезания, в изометрической проекции;
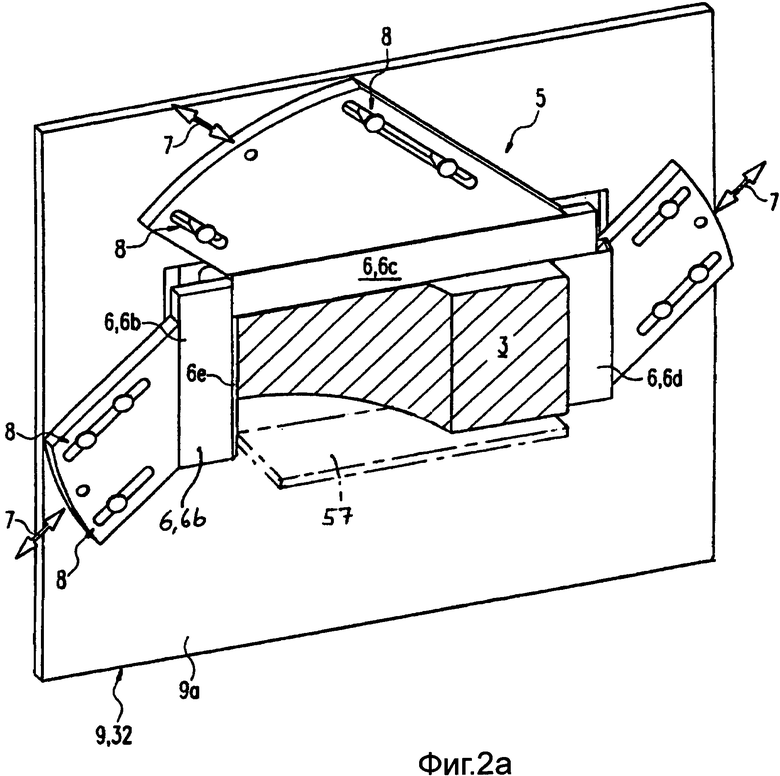
фиг.2а - надрезное устройство согласно фиг.2, однако в модифицированном выполнении;
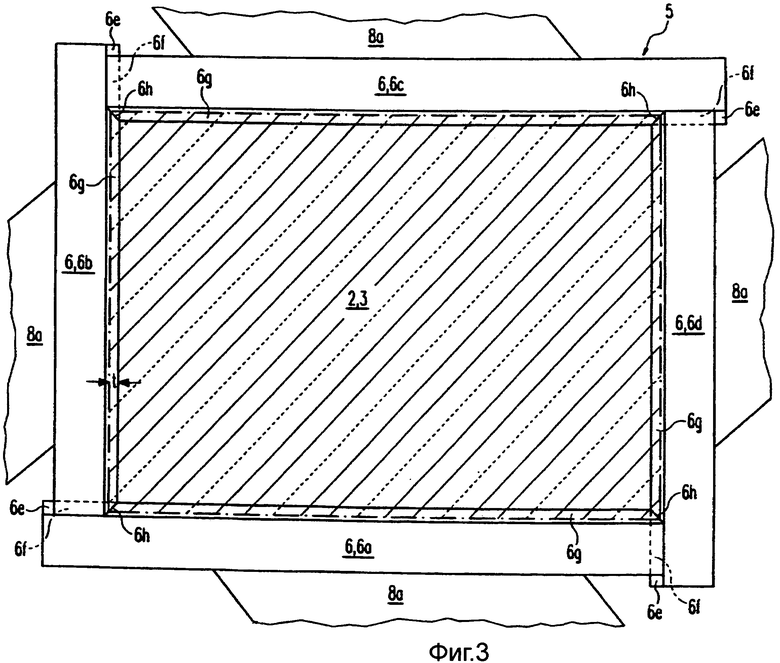
фиг.3 - комплект находящихся в положении надрезания надрезных планок согласно изобретению, вид сзади в увеличенном масштабе;
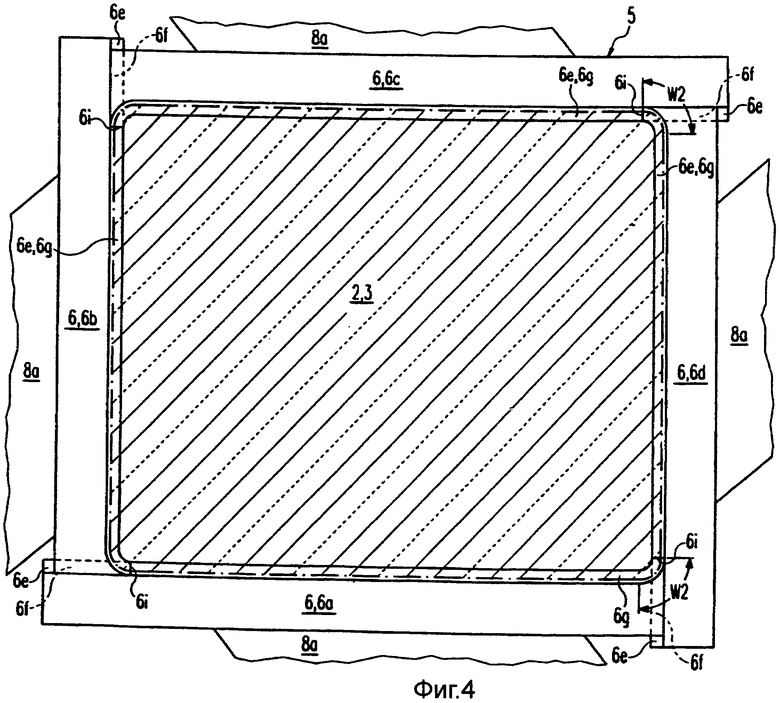
фиг.4 - комплект находящихся в положении надрезания надрезных планок согласно изобретению в модифицированном выполнении, вид сзади в увеличенном масштабе;
фиг.5 - надрезное устройство согласно изобретению в модифицированном выполнении, вид сзади в изометрической проекции;
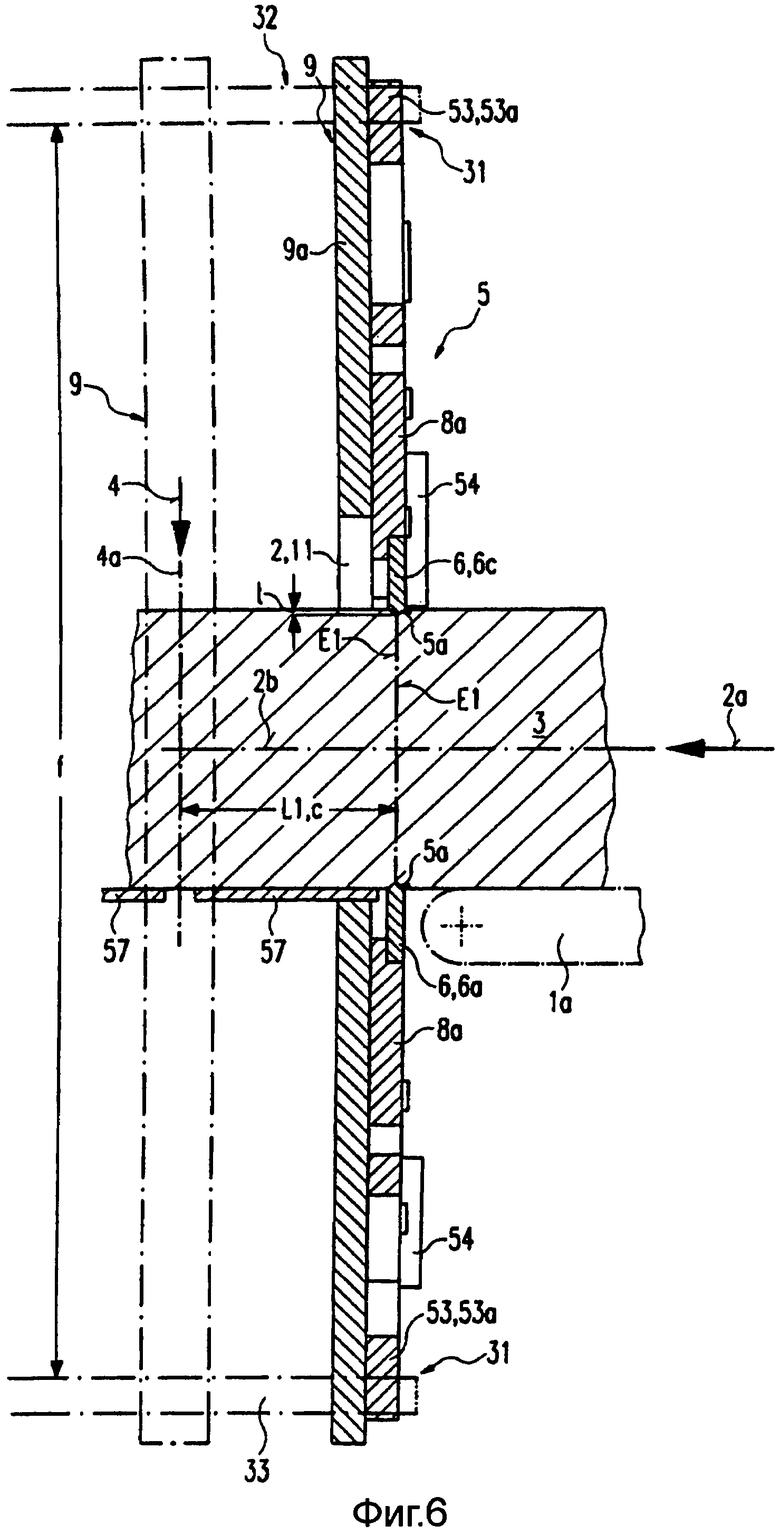
фиг.6 - вертикальный продольный разрез по линии VI-VI на фиг.5;
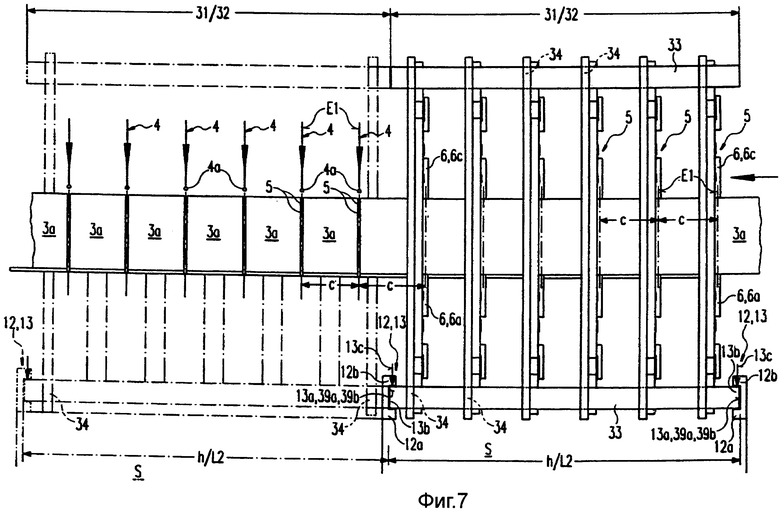
фиг.7 - имеющее форму блока приемное устройство с несколькими расположенными друг за другом вдоль прохода опорными модулями, каждый с соответствующим надрезным устройством и режущим устройством, вид сбоку;
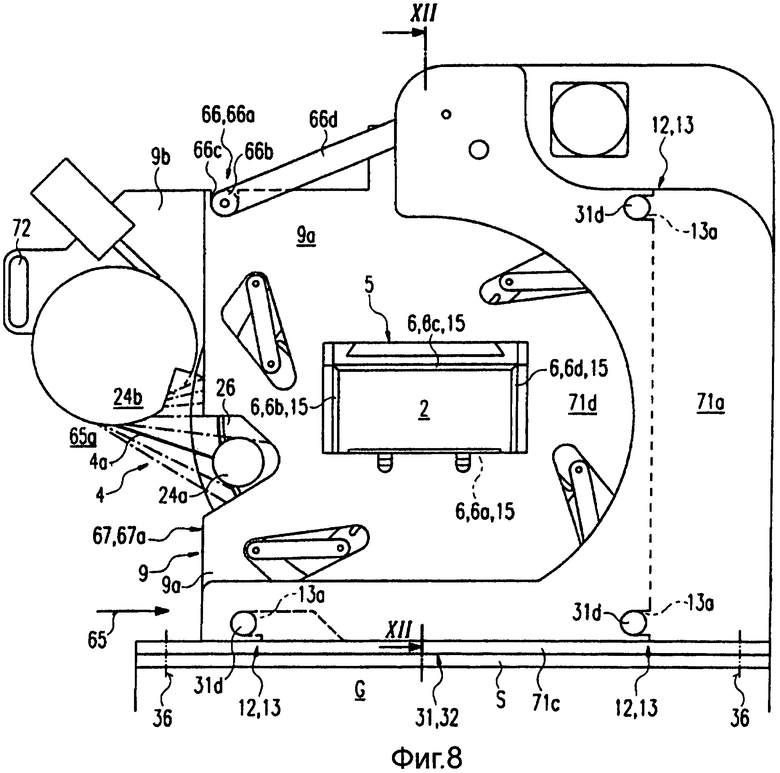
фиг.8 - модифицированное приемное устройство, вид сзади;
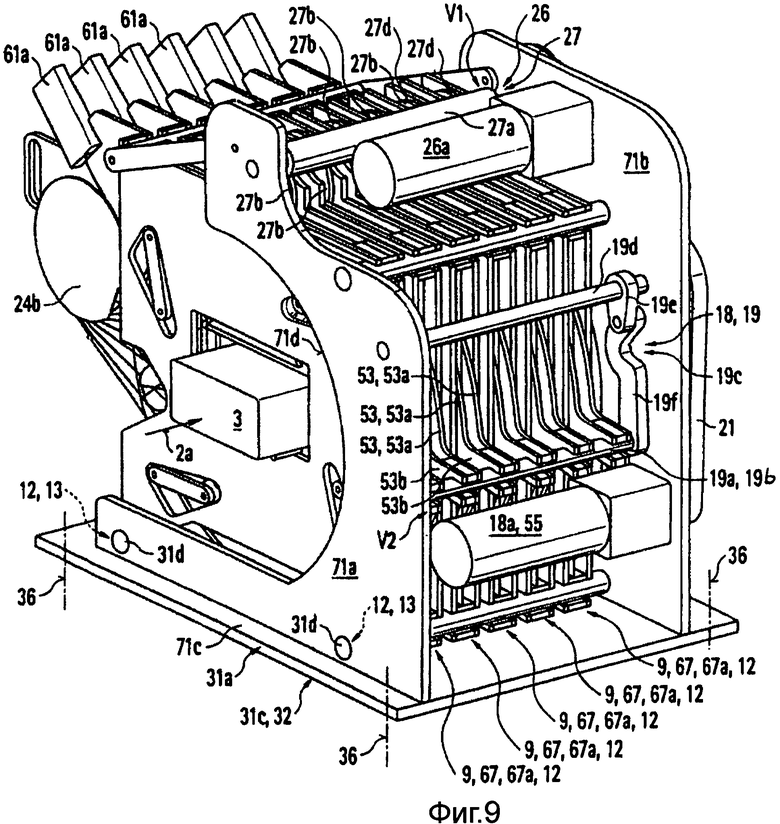
фиг.9 - приемное устройство в изометрической проекции, вид сзади и сбоку, под углом сверху;
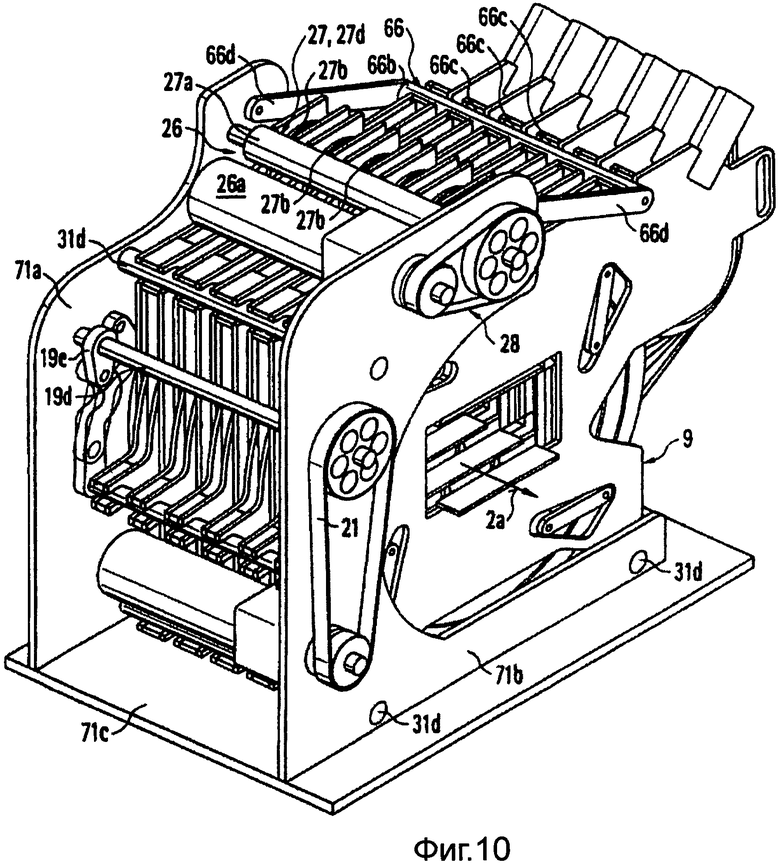
фиг.10 - приемное устройство в изометрической проекции, вид спереди и сбоку, под углом сверху;
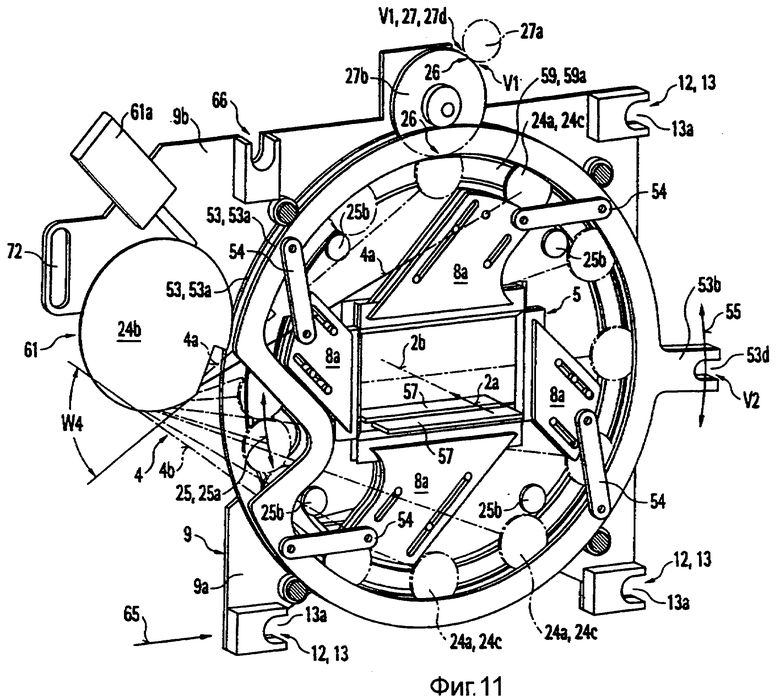
фиг.11 - частично демонтированный опорный модуль в изометрической проекции, вид сзади, под углом сверху;
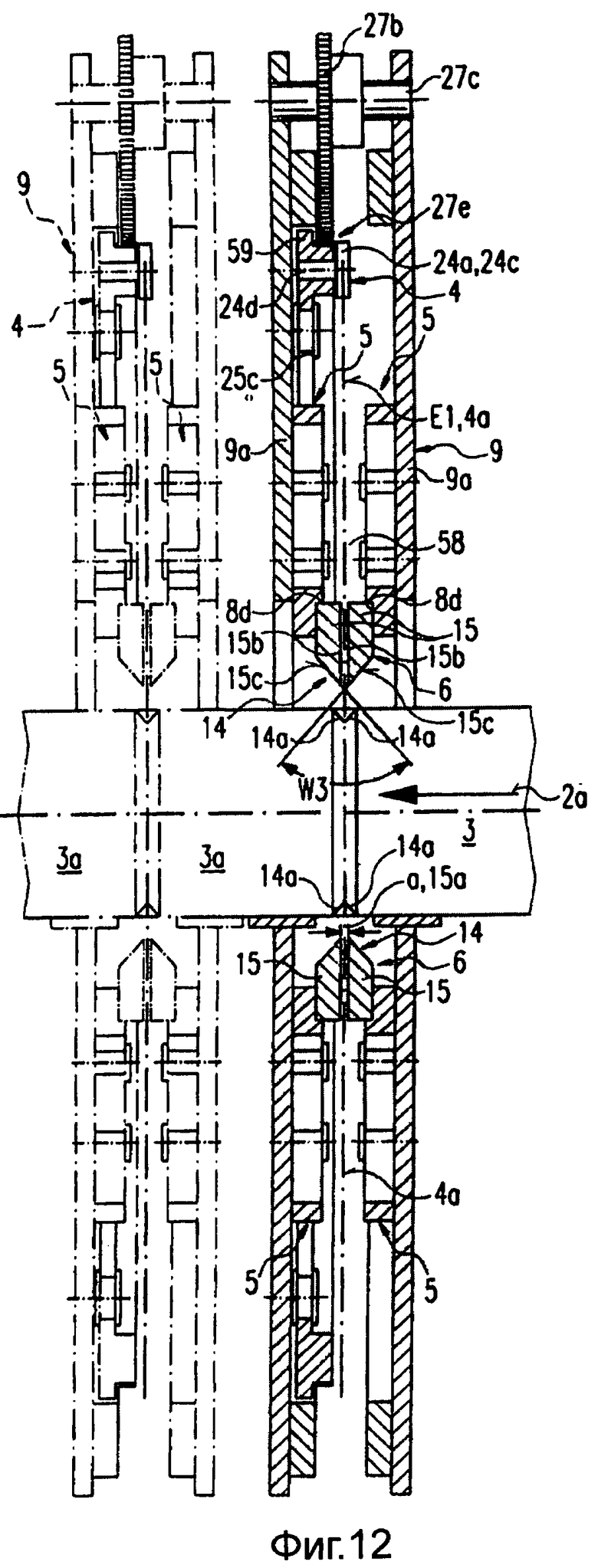
фиг. 12 - вертикальный продольный разрез по линии XII-XII на фиг.8;
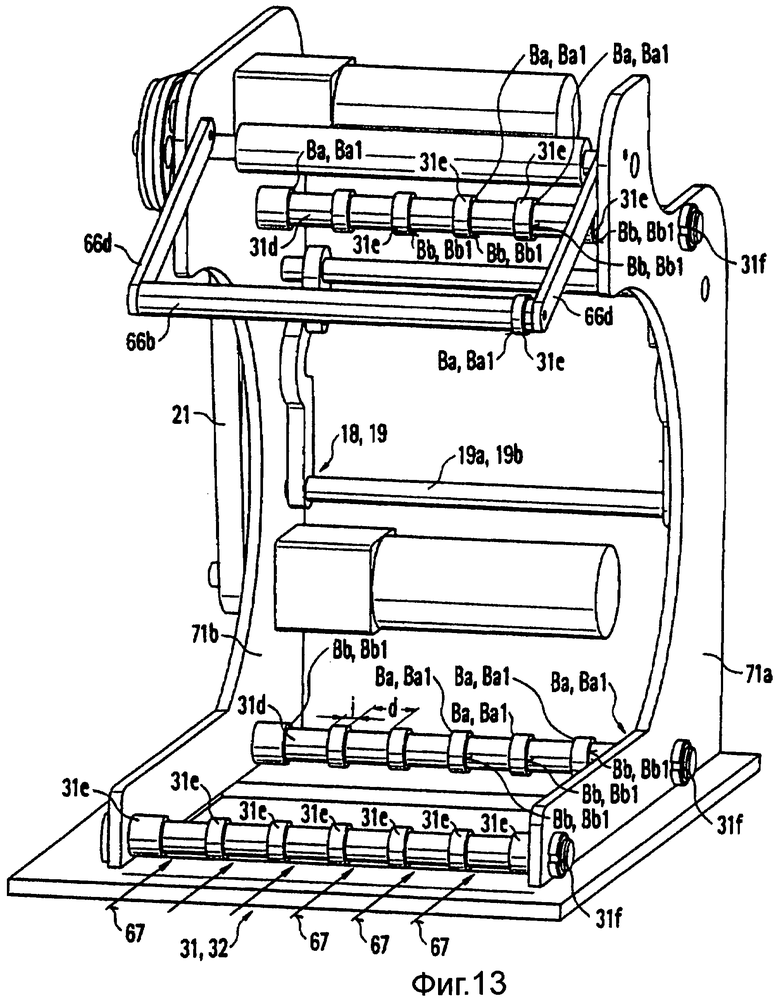
фиг.13 - приемное устройство с примерами выполнения боковых ограничений приемных отделений для опорных модулей, в изометрической проекции, вид сбоку справа и сзади;
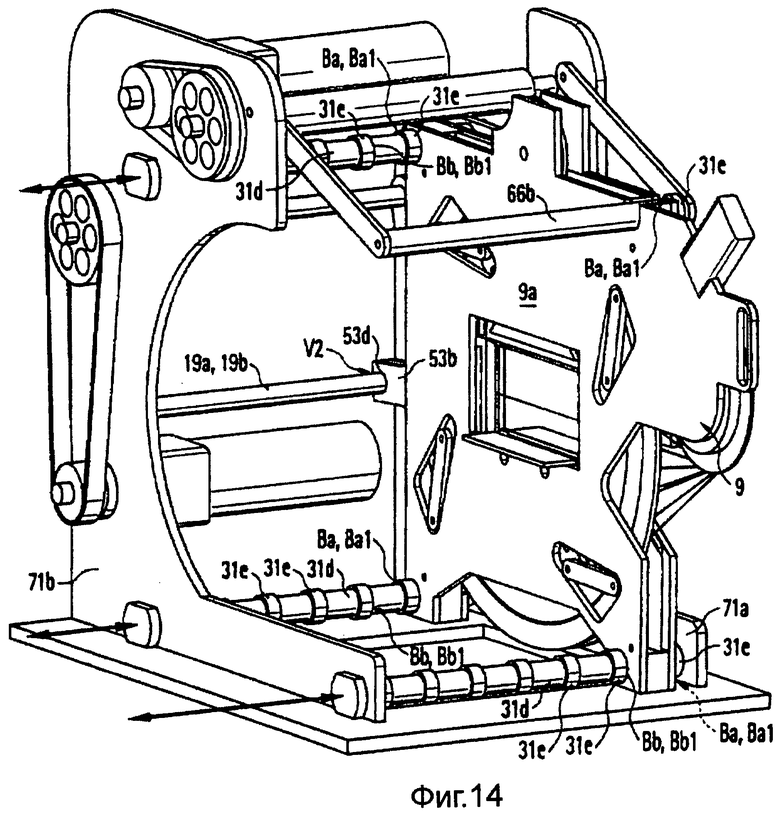
фиг.14 - приемное устройство согласно фиг.13, при этом приемное устройство снабжено лишь первым опорным модулем, в изометрической проекции, сбоку справа и спереди;
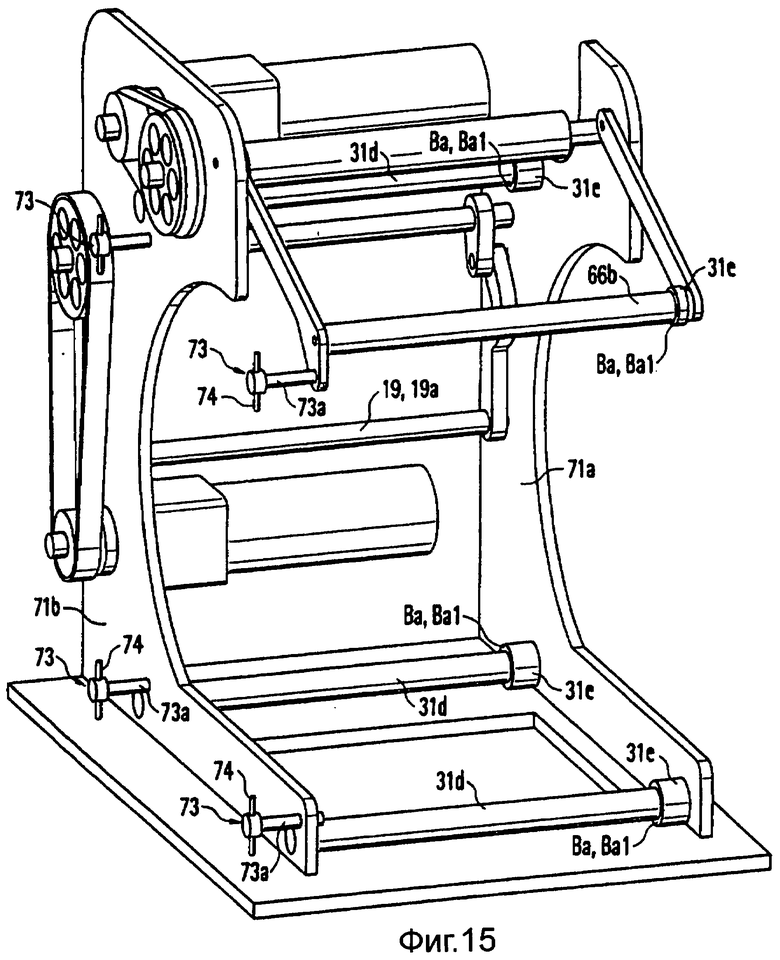
фиг.15 - приемное устройство с модифицированными ограничениями для приемных отделений, без опорных модулей, в изометрической проекции, вид сбоку справа и спереди;
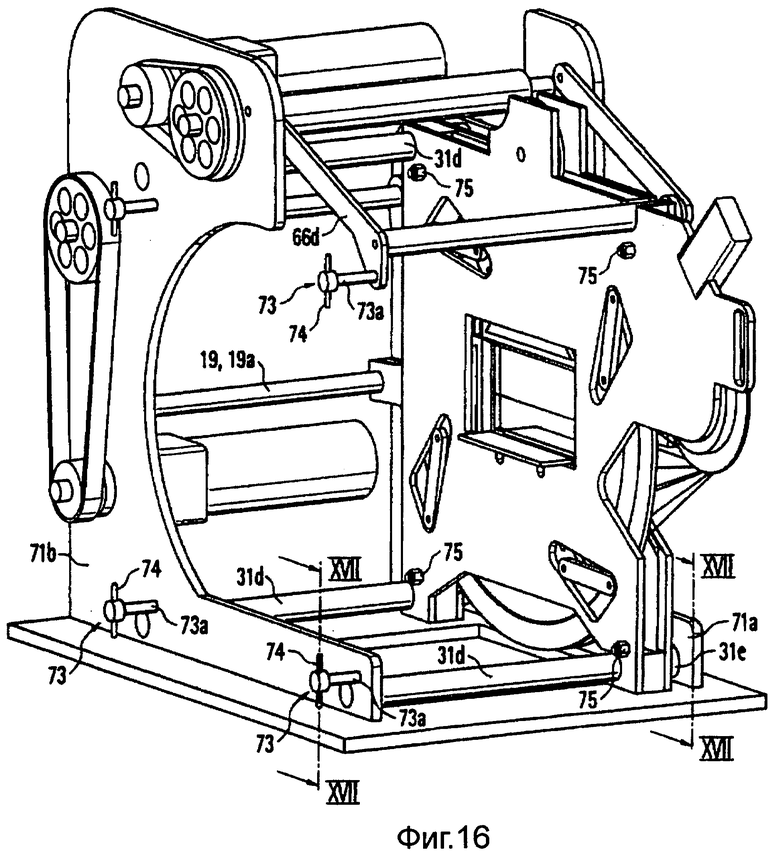
фиг.16 - приемное устройство согласно фиг.15, при этом приемное устройство снабжено лишь первым опорным модулем;
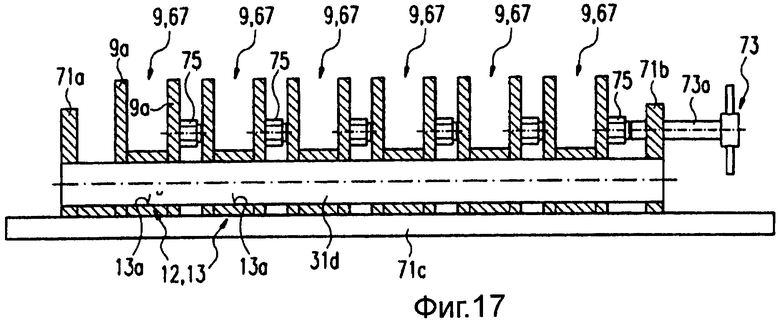
фиг.17 - частичный разрез по линии XVII-XVII на фиг.16, при этом приемное устройство полностью снаряжено опорными модулями.
Обозначенное в целом позицией 1 устройство состоит из нескольких конструктивных блоков, содержащих, например, стоящую на полу станину G (обозначена лишь на фиг.1), в которой расположен проходящий в продольном направлении свободный транспортировочный проход 2 для заготовки 3. Для разделения заготовки 3 на продольные отрезки 3а предусмотрено, по меньшей мере, одно режущее устройство 4 с проходящей поперек прохода 2 режущей проволокой 4а, при этом заготовка 3 перед разрезанием снабжается со всех сторон проходящими предпочтительно в одной общей поперечной плоскости надрезами 5а, которые проходят поперек и в которых пластичный материал заготовки 3 разрезают в поперечном направлении. За счет разрезания в надрезах 5а исключается или уменьшается грат разрезания, в частности предотвращается выступающий за наружные поверхности отрезков 3а заготовки грат. В зависимости от требований к выполнению кромок продольных отрезков 3а заготовки, получаемых с помощью устройства 1 посредством разрезания, может быть достаточным располагать одну надрезную планку 6 на одной стороне или две надрезные планки 6 на двух противоположных друг другу сторонах прохода 2, с помощью которых обеспечивается возможность вдавливания расположенных в одной общей поперечной плоскости надрезов 5а на двух противоположных друг другу сторонах заготовки 3, при этом возникающие при надрезании силы давления по существу гасятся за счет противоположного друг другу расположения. Однако может быть достаточным располагать для трехстороннего надрезания в одной общей поперечной плоскости три надрезные планки 6, которые окружают заготовку 3, соответственно, проход 2 в зоне двух соседних друг с другом углов. Проходящая между двумя противоположными друг другу надрезными планками 6 третья надрезная планка 6 предпочтительно является верхней надрезной планкой 6с. При таком расположении без нижней надрезной планки 6а заготовка 3, соответственно, продольные отрезки 3а получают надрезы лишь по бокам и сверху. Для более качественных продольных отрезков 3а устройство 1 имеет на всех четырех сторонах надрезные планки 6 для вдавливания окружного надреза 5а.
Режущая проволока 4а удерживается с натяжением с помощью двух находящихся на расстоянии друг от друга в поперечном направлении и расположенных по обе стороны прохода 2 держателей 24а, 24b режущей проволоки, при этом держатели 24а, 24b режущей проволоки установлены с возможностью поперечного движения от одной стороны к другой стороне прохода 2 с помощью изображенного лишь на фиг.8 и на последующих фигурах режущего привода 26.
Во всех примерах выполнения одинаковые или аналогичные части обозначены одинаковыми позициями.
Для транспортировки заготовки 3 в проходе 2 сзади вперед с помощью устройства 1 служит предпочтительно непрерывно перемещающее вперед заготовку 3 транспортировочное устройство 1а (фиг.6), которое может быть образовано с помощью нескольких расположенных друг за другом в направлении 2а прохода участков транспортировочного устройства, например, с помощью транспортировочной ленты или опорных участков. При этом заготовка 3 может приходить в транспортировочное устройство 1а из штранг-пресса.
Надрезание и разрезание предпочтительно происходит во время проходного движения заготовки 3. Для этого может быть предусмотрен сам по себе известный толкатель S, который несет, по меньшей мере, один опорный модуль 9 с надрезным устройством 5 и смещенным в продольном направлении вперед режущим устройством 4 (не изображено на фиг.1-5), или же опорный модуль 9, по меньшей мере, с одним надрезным устройством 5 и смещенный относительно него в продольном направлении вперед опорный модуль 9, по меньшей мере, с одним режущим устройством 4 (показано в качестве примера на фиг.6), и выполнен с возможностью перемещения взад и вперед вдоль направления 2а прохода, и при надрезании и разрезании перемещается вперед со скоростью подачи заготовки 3, а затем снова возвращается в свое исходное положение, из которого можно осуществлять следующий процесс надрезания и разрезания. Во время движения вперед, по меньшей мере, одного опорного модуля 9 с надрезным устройством 5 и режущим устройством 4, режущая проволока 4а может перемещаться для разрезания всегда с одной стороны прохода 2 к другой стороне и после отвода отделенного продольного отрезка 3а снова возвращаться назад во время холостого хода, что называется односторонним или однонаправленным разрезанием (само по себе известно). Однако возможно попеременное или двунаправленное разрезание, при котором режущая проволока 4а во время движения вперед перемещается от одной стороны к другой стороне и после движения назад, а также при следующем движении вперед снова возвращается к одной стороне без указанного выше отвода (также само по себе известно).
Толкатель S может быть пластинчатой балкой, и он установлен с возможностью сдвига туда и обратно расположенными на нем направляющими втулками 10а на проходящих вдоль прохода 2 направляющих штангах 10b с помощью продольного привода 10с. Направляющие штанги 10b опираются с помощью опорных кронштейнов 10d на станину G. Для сдвига толкателя S в обозначенной позицией 10 продольной направляющей продольный привод 10с может иметь подходящий двигатель передвижения.
Устройство 1 может в принципе работать лишь с одним надрезным устройством 5 и лишь одним изображенным на фиг.6 режущим устройством 4, которые могут быть расположены и опираться на опорный модуль 9, который проходит поперек прохода 2 от одной его стороны к другой стороне и предпочтительно выполнен в виде рамы. При этом эти опорные модули 9 могут быть выполнены в виде пластинчатых рам 9а и поставлены на ребро, иметь примерно соответствующее величине поперечного сечения прохода 2 сквозное отверстие 11 и быть смещены на длину L1 продольного отрезка 3а заготовки в продольном направлении 2а прохода. Режущее устройство 4 расположено со смещением относительно надрезного устройства 5 в направлении 2а прохода на это расстояние.
Для крепления одного или, по меньшей мере, двух опорных модулей 9 на толкателе S служит изображенное упрощенно на фиг.1 соединительное устройство 12, с помощью которого опорный модуль 9 можно монтировать на салазках S и снова демонтировать за счет направленного поперек монтажного движения, например сверху (не изображено) или с одной из обеих горизонтальных сторон (не изображено), при этом каждый опорный модуль 9 с надрезным устройством 5 и режущим устройством 4 может образовывать предварительно монтируемый модульный блок 32, который можно по выбору монтировать и демонтировать в устройстве 1.
В показанных на фигурах примерах выполнения соединительное устройство 12 образовано быстро закрывающимся соединением, например штекерным соединением 13 с открытой с одной стороны или сверху гнездовой колодкой или гнездовой выемкой, в которую можно вставлять опорный модуль 9 с соответствующей стороны и фиксировать с помощью разъемного фиксирующего элемента. Более подробное описание соединительного устройства 12 будет приведено ниже.
Для увеличения производительности и рационального выполнения продольных отрезков 3а предпочтительно, как показано на фиг.7, располагать друг за другом несколько таких опорных модулей 9 в проходном направлении 2а, например, с одинаковыми интервалами с, так что заготовку можно надрезать и разрезать в нескольких расположенных друг за другом плоскостях. Предпочтительно система управления движениями надрезного устройства 5 и режущего устройства 4 выполнена так, что все надрезные устройства 5 и все режущие устройства 4 перемещаются одновременно. Поскольку опорные модули 9 выполнены по существу одинаково, то можно привести описание лишь одного опорного модуля 9.
Как показано, в частности, на фиг.2, опорный модуль 9 образован пластинчатой рамой 9а, в которой два горизонтальных и вертикальных участка рамы ограничивают четырехугольное проходное отверстие 11. Проход 2 находится в проходном отверстии 11, при этом оно в поперечном сечении больше наибольшего поперечного сечения заготовки.
Надрезное устройство 5 имеет на всех сторонах периметра надрезные планки 6, например четыре надрезные планки 6, соответственно 6a, 6b, 6c, 6d, которые проходят по всем четырем сторонам прохода 2 поперек всех соответствующих сторон прохода 2 в одной общей поперечной плоскости Е1 (фиг.6), которая перпендикулярна средней оси 2b прохода 2. Надрезные планки 6 установлены с возможностью перестановки поперек прохода 2 с помощью обозначенного на фиг.1-4 двойной стрелкой привода 7 толкающе-тянущего типа. Приводы 7 толкающе-тянущего типа могут быть образованы, например, с помощью шпиндельного привода или с помощью гидравлического цилиндра с выдвигаемым и вдвигаемым толкающим или тянущим штоком. При этом обеспечивается возможность сдвига надрезных планок 6 из отпирающего положения каждой, в котором находящееся у ее внутреннего края надрезное ребро 6е имеет некоторое расстояние от заготовки 3, соответственно, от соответствующего габарита поперечного сечения прохода 2 (фиг.1), в направлении к проходу 2 в положение надрезания, в котором надрезное ребро 6е вдавливается на заданную глубину t надреза в заготовку 3. Надрезные ребра 6е имеют желаемый, предпочтительно клиновидный надрезной контур, или желаемый, в частности, клиновидный надрезной угол.
Как указывалось выше, надрезное устройство 5 может иметь в рамках изобретения менее чем четыре надрезные планки, при этом на одной или нескольких соответствующих сторонах надрезная планка 6 отсутствует. На фиг.2 показано в качестве примера надрезное устройство с тремя надрезными планками 6b, 6c, 6d, которые образованы двумя боковыми и одной верхней надрезной планкой. На нижней стороне прохода 2 надрезная планка отсутствует. При таком выполнении концы имеющихся надрезных планок 6, которые обращены к незанятой стороне, выполнены настолько длинными, что они, по меньшей мере, покрывают соответствующую сторону заготовки 3, при этом эти свободные концы надрезных планок 6 могут выходить за проходящую поперек них сторону заготовки 3. В показанном на фиг.2 примере выполнения, в котором отсутствует нижняя надрезная планка 6А, надрезные планки 6b, 6d проходят, по меньшей мере, до верхней стороны участков 57 прилегания, на которых лежит заготовка 3 и транспортируется через проход 2. Предпочтительно, надрезные планки 6d, 6d выступают вниз за верхнюю сторону участков 57 прилегания и тем самым за заготовку 3.
В рамках изобретения вместо отсутствующей надрезной планки 6а на соответствующей балке 9а могут быть расположены направляющие и удерживающие элементы 8а, 8b, 8c. В этом случае можно по выбору монтировать и демонтировать надрезную планку 6а.
Поскольку надрезные планки 6 выполнены одинаково и, соответственно, одинаково расположены относительно прохода 2 и имеют возможность одновременного сдвигания с помощью согласованного привода 7 толкающе-тянущего типа, то для упрощения описания можно отказаться от подробного описания остальных надрезных планок 6.
Заготовка 3 может иметь всегда одинаковый размер поперечного сечения или разные размеры поперечного сечения, при этом форма поперечного сечения заготовки 3 предпочтительно является прямоугольной или квадратной. Однако в рамках данного изобретения возможны также другие формы поперечного сечения. Во многих случаях применения желательно также иметь для заготовки 3 прямоугольную или квадратную форму поперечного сечения со скругленными углами. При таком выполнении надрезные ребра 6е предпочтительно также скруглены в скругленной угловой зоне, как будет пояснено ниже применительно к фиг.4.
Для поперечно направленного движения надрезных планок 6а-6d предусмотрены соответствующие направляющие устройства 8, которые образуют с вертикалью, соответственно, горизонталью острый угол W1, который составляет предпочтительно примерно 30-60°, в частности примерно 45°. При этом направляющие устройства 8, если смотреть в продольном направлении транспортировочного прохода 2, расположены с наклоном в одинаковом окружном направлении, так что направления лежащих противоположно друг другу направляющих устройств 8 ориентированы параллельно друг другу, соответственно совпадают друг с другом. Направляющие устройства 8 с надрезными планками 6 опираются на раму 9а, которая предпочтительно выполнена в виде диска для достижения относительно небольшого, соответственно, короткого размера в продольном направлении. Тем самым при имеющей форму пластины раме 9а надрезные устройства 5 расположены на одной из ее широких сторон, например на обращенной назад, соответственно, к экструдеру широкой стороне. Ориентированная поперек форма рамы 9а может быть предпочтительно также прямоугольной или квадратной.
В показанных примерах выполнения направляющее устройство 8 образовано с помощью, по меньшей мере, одного, в частности, пластинчатого направляющего толкателя 8а, который опирается широкой стороной на раму 9а и на своем обращенном к средней оси 2b внутреннем крае соединен с соответствующей надрезной планкой 6 и несет ее.
Толкатель 8а может при вертикальном, соответственно, горизонтальном направлении направляющей, проходить вертикально относительно верхней или нижней надрезной планки 6а, 6с и горизонтально относительно боковых надрезных планок 6b, 6d. При наклонном направлении движения толкатель 8а проходит под углом к нему.
Проходящая, в частности, прямо направляющая выполнена и действует между толкателем 8а и рамой 9а. В показанном примере выполнения направляющая образована с помощью расположенных по обе стороны продольной оси соответствующего толкателя 8а и находящихся в зацеплении друг с другом направляющих элементов между толкателем 8а и рамой 9а. Такая пара направляющих или две расположенные параллельно друг другу направляющие пары (изображены) могут быть образованы с помощью, по меньшей мере, одной направляющей цапфы 8b на одной направляющей части, например на раме 9а, которая проходит в соответствующую направляющую канавку 8с в другой направляющей части. Направляющие цапфы 8b могут быть образованы предпочтительно круглыми в поперечном сечении направляющими пальцами, при этом на более длинной стороне оси толкателя может быть предусмотрена одна удлиненная направляющая цапфа или же две расположенные на расстоянии друг от друга направляющие цапфы 8b. Однако могут быть также предусмотрены другие направляющие элементы или направляющие, например направляющие с гайкой и шариками.
Обозначенные двойными стрелками на фиг.1 и 2 приводы 7 толкающе-тянущего типа могут опираться на раму 9а, и они сцеплены с соответствующим толкателем 8а, в частности, в его обращенной от соответствующей надрезной планки 6 концевой зоне.
В показанных примерах выполнения все четыре надрезные планки 6 согласованы относительно их проходящих поперек прохода 2 длины с поперечными размерами заготовки 3 так, что они в своих положениях надрезания вдавливают в заготовку 3 проходящий по периметру надрез 5а, как показано на фиг.2. На фиг.1 надрезные планки 6 показаны в своем отведенном назад и освобождающем заготовку 3 положении, в котором надрезные ребра 6е расположены на расстоянии от заготовки 3, соответственно, от соответствующего поперечного габарита прохода 2.
Как показано, в частности, в увеличенном масштабе на фиг.3, надрезные планки 6а-6d выполнены в соответствующей угловой зоне четырехугольного комплекта надрезных планок с такой длиной, что они перекрывают соответствующую соседнюю и проходящую поперек надрезную планку, по меньшей мере, в зоне надрезного ребра 6е соседней надрезной планки, при этом соседняя надрезная планка имеет на своей обращенной к одной надрезной планке торцевой стороне проходящую в общей для надрезных планок плоскости выемку 6f, форма поперечного сечения которой соответствует и согласована с формой поперечного сечения надрезного ребра 6е одной надрезной планки, так что поверхности надрезного ребра 6е и выемки 6f прилегают друг к другу.
Предпочтительно, одна надрезная планка перекрывает соседнюю надрезную планку примерно полностью, при этом выемка 6f проходит по всему поперечному размеру соседней надрезной планки.
Это расположение с перекрытием надрезных планок в угловых зонах комплекта надрезных планок выполнено одинаково во всех углах, однако при этом перекрытие от угловой зоны к угловой зоне расположено с поворотом на 90° в окружном направлении. То есть направление перекрытия, с которым одна надрезная планка перекрывает соседнюю надрезную планку, направлено во всех угловых зонах в одинаковом окружном направлении.
Это выполнение надрезных планок 6, соответственно, комплекта надрезных планок обеспечивает возможность поперечного движения надрезных планок 6 на один ход надрезания, т.е. имеет размеры освобождающего расстояния на фиг.1 с добавлением глубины t надрезания, при этом при одинаковом и одновременном движении надрезных планок 6 сохраняется прилегание надрезных планок в угловой зоне, так что при надрезании материал заготовки не может попадать между надрезными планками 6. При таком предпочтительно плоском прилегании соответствующее надрезное ребро 6е заполняет выемку 6f. При этом боковые поверхности 6g перекрытого надрезного ребра 6е проходят по боковым поверхностям 6g перекрывающего надрезного ребра 6е. При ограниченной надрезными планками 6 прямоугольной форме поперечного сечения выбег боковых поверхностей 6g перекрытого надрезного ребра 6е виден на фиг.1 в виде наклонной кромки 6h. При этом речь идет не о наклоне скоса, а об образующемся выбеге боковой поверхности 6g перекрытого надрезного ребра 6е.
Если должна обеспечиваться прямоугольная форма поперечного сечения со скругленными углами для заготовки 3, как показано в примере выполнения на фиг.4, то обращенные к зоне перекрытия концевые зоны надрезных ребер 6е перекрытых надрезных планок изогнуты в противоположном направлению перекрытия направлении, при этом они образуют скругление угла и, будучи смещены в противоположном направлению перекрытия направлении, заканчиваются на боковых поверхностях 6g перекрывающей надрезной планки 6е. Этот выбег можно видеть на фиг.4 на проходящих горизонтально, соответственно, вертикально кромках 6i выбега, которые образуют с соответствующей горизонталью, соответственно, вертикалью угол W2 примерно 90°.
Пример выполнения согласно фиг.5 и 6 отличается от указанных выше примеров выполнения, среди прочего, другим выполнением привода 7 толкающе-тянущего типа. В этом выполнении между соответствующей надрезной планкой 6а-6d, соответственно, соответствующим направляющим толкателем 8а включена передача 51, которая преобразует направленное в окружном направлении прохода 2 и обозначенное двойной стрелкой 52 приводное движение соответствующего базового элемента 53 в направленное поперек продольной оси 2b прохода 2 движение надрезания и движение возврата. Такая передача 51 может быть реализована с различными конструкциями. В показанном примере выполнения направляющий толкатель 8а шарнирно соединен с помощью приводного элемента 54 в виде шатуна 54а с базовым элементом 53 так, что в исходном положении направляемого с возможностью движения в окружном направлении базового элемента 53 шатун 54а поворачивается относительно наклонного исходного положения направляющего направления направляющего толкателя 8а в положение надрезания, в котором шатун 54а повернут в приближающееся к направляющему направлению положение или в соответствующее ему положение. Проходящая в окружном направлении надрезная направляющая обозначена позицией 50.
Такая передача 51 отличается не только небольшой и простой конструкцией, которую можно легко интегрировать, но также обеспечивает управление движением соответствующей надрезной планки 6, при этом скорость движения уменьшается с увеличением сдвига в направлении надрезания, а действующая сила надрезания увеличивается, поскольку шатун 54 и приводной элемент 54 образуют кривошипно-коленный механизм.
Приводные элементы 54 всех надрезных планок 6 предпочтительно механически соединены друг с другом в окружном направлении. За счет этого обеспечивается возможность использования общего приводного двигателя 55 для движения всех приводных элементов 54 и надрезных планок 6а-6d, за счет чего упрощается конструкция и управление, а также уменьшается необходимое для привода место.
Направленное в окружном направлении соединение всех приводных элементов 54 в показанном примере выполнения реализовано с помощью кольцевого приводного тела 53а, в частности в виде замкнутого кольца, с которым может входить в зацепление по секущей или по касательной приводной двигатель 55, как обозначено двойной стрелкой 52, представляющей приводной двигатель 55. Для соединения приводного двигателя 55 может быть предусмотрен соединительный штуцер 53b, выступающий, например, в радиальном направлении наружу и соединяемый с приводным двигателем 55 с помощью шарнира 53с.
Для направления кольцевого приводного тела 53а пригодна кольцевая направляющая, которая в показанном примере выполнения образована, по меньшей мере, тремя или четырьмя направляющими роликами 56, которые опираются с возможностью вращения на раму 9а с распределением по ее окружности, ограничивают приводное тело 53 по его наружному краю (не изображен) или внутреннему краю (не изображен) и направляют в окружном направлении. Направляющие ролики 56 предпочтительно имеют в своей боковой поверхности кольцевую канавку, по которой направляется край, например наружный край, приводного кольца 53а.
В зоне опорного модуля 9 предусмотрена пластинчатая опорная часть 57 с горизонтальным расположением, к которой прилегает заготовка 3 и может транспортироваться со скольжением. Опорная часть 57 может быть предпочтительно закреплена на нижнем крае проходного отверстия 11, при этом она находится, например, рядом с нижней надрезной планкой 6а.
Для упрощения изготовления и монтажа и демонтажа особенно предпочтительно в устройстве 1 с несколькими расположенными друг за другом вдоль прохода 2 опорными модулями 9 соединять их предпочтительно разъемно с помощью приемного устройства 31 в модульный блок 32, который с помощью соединительного устройства 12 можно соединять с толкателем S, и тем самым монтировать и снова демонтировать или заменять, предпочтительно посредством направленного поперек прохода 2, в частности горизонтального движения монтажа, соответственно, демонтажа.
Приемное устройство 31 имеет, по меньшей мере, две расположенные на противоположных сторонах и проходящие параллельно проходу 2 приемные штанги 33, на которые насажены опорные модули 9 расположенными в них, например, внизу подходящими приемными отверстиями 34. Предпочтительно, для увеличения стабильности модульного блока 32 предусмотрено более двух, например три или четыре приемные штанги 33 треугольной или четырехугольной формы, которые проходят через приемные отверстия 34, которые предпочтительно расположены в верхней и нижней зоне опорных модулей 9. В показанном примере выполнения предусмотрено три или четыре приемные штанги 33, которые проходят через приемные отверстия 34, расположенные в угловых зонах опорных модулей 9, например внизу две и вверху одна приемная штанга 33. Замеренное поперек прохода 2 и поперек режущих проволок 4а расстояние f (фиг. 6) между приемными штангами 33 больше расстояния между режущими проволоками 4а в их обоих положениях резания, так что приемные штанги 33 находятся снаружи зоны разрезания или прохода 2 и не создают помех.
Опорные модули 9 могут удерживаться на расстоянии друг от друга в продольном направлении с помощью расположенных на соединительных штангах 33 распорных частей, например распорных колец.
Модульный блок 32 можно предварительно монтировать с выбранным количеством опорных модулей 9, так что обеспечивается возможность быстрого монтажа желаемого предварительно изготовленного модульного блока 32. При этом достигается желаемый простой и быстрый демонтаж и/или монтаж с помощью соединительного устройства 12 в виде быстро закрывающегося соединения, в частности в виде штекерного соединения 13.
При одном или нескольких расположенных друг за другом опорных модулях 9 предусмотрены два расположенных друг за другом на обеих сторонах прохода 2 соединительных устройства 12 с целью увеличения стабильности крепления.
Согласованные с толкателем S соединительные части, например опорные кронштейны соединительного устройства 12, обозначены позицией 12а, а согласованные с модульным блоком 32 соединительные части обозначены позицией 12b.
Имеющееся в показанном примере выполнения штекерное соединение 13 образовано с помощью гнездовой колодки или гнездовой выемки 13а в одной соединительной части и вставной цапфы 13b в другой соединительной части. Например, как показано на фиг.7, гнездовая выемка 13а расположена в соединительных частях 12а на стороне толкателя и предпочтительно открыта сбоку, при этом соединительные части 12b на стороне модулей могут быть образованы соединительными штангами 33, например торцевыми зонами соединительных штанг 33, которые входят надлежащим образом в гнездовые выемки 13а.
Для ориентированного в продольном направлении позиционирования модульного блока 32 служат две расположенные поперек позиционирующие поверхности 39а на расположенных на стороне толкателя соединительных частях 12а, которые направлены, например, друг к другу, и к которым затем прилегают соответствующие расположенные на стороне модуля позиционирующие поверхности 39b. Получается простая и дешевая конструкция, когда позиционирующие поверхности 39а образованы расположенными поперек боковыми поверхностями гнездовых выемок 13а, а взаимодействующие с ними позиционирующие поверхности 39b образованы торцевыми поверхностями приемных штанг 33.
Расстояние h в продольном направлении между позиционирующими поверхностями 39а может тем самым соответствовать длине L2 приемных штанг 33.
Для фиксации против непреднамеренного движения назад могут служить один или несколько фиксирующих элементов 13с, которые в показанном на фиг.7 примере выполнения обозначены принципиально, а на фиг.8-11 выполнены в виде устройства, описание которого приводится ниже.
Как показано на фиг.7, модульный блок 32 для надрезания и модульный блок 32 для разрезания могут быть расположены по отдельности или в виде общего модульного блока 32.
Показанный на фиг.8-12 пример выполнения отличается от указанных выше примеров выполнения во многих отношениях, а именно относительно надрезного устройства 5, режущего устройства 4, опорных модулей 9 и модульного блока 32.
В противоположность указанным выше примерам выполнения, в которых, по меньшей мере, одно надрезное устройство 5 и, по меньшей мере, одно режущее устройство 4 расположены на расстоянии друг от друга в продольном направлении, в примерах выполнения согласно фиг.8-12 одно или несколько надрезных устройств 5 и одно или несколько режущих устройств 4 расположены и действуют в соответствующей одной общей поперечной плоскости, соответственно, плоскости Е1 резания. Надрезное устройство 5 образовано само по себе известным снимающим фаску устройством 14, которое на краях торцевых концов еще подлежащих разрезанию продольных отрезков 3а, соответственно, заготовок вдавливает фаски 14а в заготовку 3, при этом каждые две соседние друг с другом в поперечной плоскости Е1 фаски 14а образуют общий надрез 5а. При таком выполнении на всех четырех сторонах транспортировочного прохода 2 расположены параллельно друг другу разделенные в своем продольном направлении надрезные планки 6, а именно две так называемые снимающие фаску планки 15, которые при рассматривании поперек прохода 2 в виде пары снимающих фаску планок соответствуют варианту выполнения не разделенных надрезных планок 6. Однако при этом снимающие фаску планки 15 имеют расстояние а друг от друга в продольном направлении прохода 2 и тем самым зазор 15а между ними, который с учетом обеспечивающего движение зазора соответствует размеру поперечного сечения предпочтительно круглой режущей проволоки 4а. При этом выполнении можно осуществлять надрезание и разрезание по существу одновременно, соответственно, непосредственно друг за другом в одной и той же поперечной плоскости Е1, при этом снимающие фаску планки 15 не только обеспечивают направление режущей проволоки 4а, но также предотвращают или уменьшают выбросы материала заготовки, соответственно грата. Однако фаски на краях отрезков заготовки могут быть желательными также по другим причинам, например на отрезках заготовки, которые представляют собой дорожный клинкер.
Соответствующие желаемой форме поперечного сечения фасок 14а фасочные поверхности 15с на снимающих фаску планках 15 предпочтительно являются также клиновидными поверхностями, которые образуют с проходящей поперек плоскостью Е1 резания острый угол W3, равный, например, 30-60°, в частности, примерно 45°, так что общий угол надреза составляет 60-120°, в частности, примерно 90°.
При рассматривании поперек проходного направления 2а в зоне плоскости Е1 надрезания/разрезания расположены зеркально симметрично относительно друг друга две образующие пару снимающие фаску планки 15, фасочные поверхности 15с которых противоположны друг другу, причем их обращенные друг к другу боковые поверхности 15b проходят параллельно или с задним углом относительно соответствующей плоскости Е1 разрезания. Эти обе снимающие фаску планки 15 образуют подвижный блок движения надрезания. При этом обе снимающие фаску планки 15 закреплены каждая на соответствующем направляющем толкателе 8а, предпочтительно в ступенчатой выемке 8d, в которой они опираются с геометрическим замыканием на ступеньку выемки против давления надрезания. При этом снимающие фаску планки 15 в зоне своих обращенных друг от друга сторон также опираются на соответствующий направляющий толкатель 8а и/или закреплены на нем, при этом направляющие толкатели 8а на своих обращенных друг от друга сторонах расположены на соответствующей пластинчатой раме 9а и направляются с возможностью сдвига в соответствующем направляющем устройстве 8. Обе расположенные зеркально симметрично относительно плоскости Е1 надрезания и разрезания рамы 9а соединены, например, с помощью соединительных штанг 36 в опорный модуль 9, описание которого будет приведено ниже.
Между согласованными друг с другом направляющими толкателями 8а имеется свободное пространство 58, предназначенное для движения режущей проволоки 4а режущего устройства 4 поперек прохода 2, и которое на своих обращенных к держателям проволоки сторонах или же, согласно фиг.8-12, на своей обращенной к стационарному держателю 24а проволоки окружной стороне открыто для прохождения режущей проволоки 4а.
В рамках изобретения для удерживания и направления движения режущей проволоки могут быть предусмотрены два держателя 24а, 24b проволоки, между которыми, по меньшей мере, временно находится проход 2 и которые установлены с возможностью такого перемещения, что обеспечивается возможность движения режущей проволоки 4а от одной стороны к другой стороне прохода 2. При этом во всех примерах выполнения направление движения может быть ориентировано, например, примерно вертикально или примерно горизонтально, при этом держатели 24а, 24b проволоки установлены с возможностью движения туда и обратно в соответствующей направляющей 25 движения разрезания.
В примере выполнения согласно фиг.8-12 режущее устройство 4 имеет лишь один подвижный, а именно подвижный в направляющей 25 держатель 24а проволоки, который расположен в свободном пространстве 58 между согласованными друг с другом направляющими толкателями 8а, соответственно, рамами 9а с возможностью перемещения туда и обратно так, что режущая проволока 4а перемещается от одной к другой стороне прохода 2. Другой держатель 24b проволоки является неподвижным, соответственно, установлен стационарно на станине G, предпочтительно, как показано на фиг.8-12, между лежащими противоположно друг другу рамами 9а, а именно, в таком положении, что режущая проволока 4а при движении разрезания одного держателя 24а проволоки проходит по угловой зоне W4 движения.
В показанном примере выполнения подвижный держатель 24а проволоки направляется с возможностью движения в кольцевой направляющей 25а примерно концентрично вокруг продольной оси 2b прохода 2. При этом подвижный держатель 24а проволоки образован, например, пластинчатым удерживающим элементом 24с, который установлен с возможностью поворота вокруг параллельной проходу 2 поворотной оси 24d на режущем толкателе 59, который установлен с возможностью движения в изогнутой примерно коаксиально вокруг прохода 2 направляющей 25 движения в окружном направлении прохода 2. На фиг.11 показано штрихпунктирными линиями несколько окружных положений подвижного держателя 24а с режущей проволокой 4а.
В данном примере выполнения режущие толкатели 59 образованы с помощью окружающего проход 2 кольцевого толкателя 59а, а направляющая 25 движения образована с помощью расположенных с распределением по периметру, например четырех направляющих роликов 25b, по которым направляется с возможностью поворота кольцевой толкатель 59а своим краем, предпочтительно своим внутренним краем. Направляющие ролики 25b могут быть установлены с возможностью вращения в положении направляющего контакта с внутренним краем кольцевого толкателя 59а (изображено) или с наружным краем на соответствующей раме 9а. Направляющая 25 движения может воздействовать с геометрическим замыканием со всех сторон на кольцевой толкатель 59а за счет того, что направляющие ролики 25b охватывают кольцевой толкатель 59а с обеих сторон направляющими фланцами 25с.
Стационарный, однако установленный с возможностью поворота вокруг своей оси, имеющий форму катушки держатель 24b проволоки расположен в радиальном направлении снаружи кольцевого толкателя 59а и удерживается между рамами 9а на одной или обеих рамах 9а или, как в показанном примере выполнения, на удлинении одной из обеих рам 9а.
Режущий толкатель 59, соответственно, кольцевой толкатель 59а перемещаются с помощью привода 26 резания вокруг прохода 2 так, что режущая проволока 4а попадает от одной стороны к другой стороне прохода 2. Предпочтительно, режущий толкатель 59 приводится во вращение в окружном направлении, при этом он для одного разрезания поворачивается из исходного положения держателя 24b проволоки, которое лежит, например, на фиг.11 в положении 13 часов, в одном окружном направлении, и при этом режущая проволока 4а с держателем 24b проволоки попадает на другую сторону прохода 2, а затем снова в исходное положение. Для однонаправленного разрезания кольцевой толкатель 59а может совершать один оборот, при этом он возвращается в свое исходное положение. Для двунаправленного разрезания кольцевой толкатель 59а можно поворачивать туда и обратно между его исходным положением и противоположным положением. При обоих видах разрезания подвижный держатель 24а проволоки выполняет дуговое движение, при котором расстояние между держателями 24а, 24b проволоки изменяется в соответствии с дугой. Поэтому для обеспечения возможности изменения длины режущей проволоки между держателями 24а, 24b проволоки один держатель проволоки, в частности стационарный держатель 24b проволоки, выполнен так, что при сохранении удерживания им режущей проволоки обеспечивается необходимое изменение длины режущей проволоки 4а. Это обеспечивается, например, тем, что этот держатель 24b проволоки выполнен в виде катушки, так что при увеличении длины режущей проволоки 4а она автоматически сматывается с держателя 24b, а при уменьшении длины режущей проволоки 4а она автоматически наматывается на интегрированную катушку держателя 24b проволоки. Для обеспечения этого сам держатель 24b проволоки или интегрированная катушка, на которой удерживается соответствующий конец режущей проволоки 4а, податливо натянуты в направлении наматывания так, что при увеличении длины проволоки режущей проволоки 4а она сматывается, а при уменьшении длины режущей проволоки 4а она наматывается. Для обеспечения напряжения этой упругой податливости в этот держатель 24b проволоки одновременно интегрировано натяжное устройство 61, сила натяжения которого так велика, что режущая проволока 4а достаточно натянута. Создающий силу натяжения натяжной элемент натяжного устройства 61 в показанном примере выполнения образован с помощью поршневого цилиндра 61а, поршневой шток которого нагружает установленный стационарно и, например, с возможностью поворота держатель 24b проволоки или его катушку в направлении поворота, которое обращено от подвижного держателя 24а проволоки.
Надрезное устройство 5 может соответствовать показанному на фиг.5 примеру выполнения, при этом по два базовых элемента 53 или два кольцевых тела 53а могут быть установлены с возможностью поворота противоположно друг другу в продольном направлении на соответствующей раме 9а, которые механически соединены каждая с помощью шатунов 54 с надрезными планками 6, соответственно, их направляющими толкателями 8а. Обе имеющие свободное пространство 58 между ними приводные ветви могут приводиться в движение с помощью общего приводного двигателя 55, за счет чего при небольшом и компактном выполнении обеспечивается одновременное движение образующих пару задней и передней снимающих фаску планок 15.
Примеры выполнения согласно фиг.8-12 отличаются от примеров выполнения согласно фиг.1-6 также различным выполнением приемного устройства 31, модульного блока 32 и приводов для надрезных устройств 5 и режущих устройств 4.
Приемное устройство 31 выполнено так, что обеспечивается возможность монтажа, соответственно, демонтажа опорных модулей 9 по отдельности или выборочно с помощью направленного поперек прохода 2, предпочтительно горизонтального движения, при этом соединительное устройство 12 может быть выполнено также в виде быстрого соединения, в частности штекерного соединения, которое обеспечивает возможность удобного и быстрого монтажа, соответственно, демонтажа, в частности, с целью предотвращения при примерно горизонтальном направлении 65 вдвигания самостоятельного, соответственно, непреднамеренного выталкивания опорных модулей 9 из приемного устройства 31, для чего предусмотрено действующее в положении вдвигания фиксирующее устройство 66, которое действует между опорными модулями 9 и приемным устройством 31. Для дополнительного улучшения простоты обращения фиксирующее устройство 66 предпочтительно образовано стопорным устройством, которое в положении вдвигания, в частности, самостоятельно стопорится и может быть разомкнуто, например, вручную.
Для приема и позиционирования опорных модулей 9 приемное устройство 31 имеет соответствующее приемное отделение 67, которое образовано с помощью ограниченной ограничительными элементами гнездовой выемки 67а. Таким образом, обеспечивается возможность вставления опорных модулей 9 с помощью небольшого движения в приемные отделения 67 и извлечения из них, при этом предпочтительно приемные отделения 67 и опорные модули 9 имеют одинаковые размеры, так что обеспечивается возможность монтажа опорных модулей 9 в выбираемые приемные отделения 67.
Совокупность приемных отделений 67 ограничена в продольном направлении прохода 2 задней и передней торцевой частью 71а, 71b, которые соединены друг с другом с помощью проходящих в продольном направлении соединительных частей 71с, например, с помощью донной части. В показанном примере выполнения эти части 71а, 71b, 71с являются пластинчатыми частями, которые образуют имеющее форму корпуса приемное тело 31а, которое открыто, по меньшей мере, со своей стороны 65а вдвигания. В показанном примере выполнения приемное тело 31а открыто с обеих сторон и сверху. Торцевые части 71а, 71b могут иметь С-образную форму, которая предпочтительно открыта со стороны 65а обслуживания. За счет С-образной формы в торцевых частях 71а, 71b образованы выемки 71d, величина поперечного сечения которых, по меньшей мере, соответствует величине поперечного сечения требуемого прохода 2 и тем самым также образует проход 2.
Существенным признаком приемного устройства 31, соответственно, приемного тела 31а является то, что приводные части привода 18 надрезания и/или привода 26 резания опираются на приемное устройство 31, соответственно, на приемное тело 31а. За счет этого можно выполнять приемное устройство 31 с одним или с обоими приводами 18, 26 в виде приемного блока 31с и модульного блока 32, которые можно предварительно изготавливать и монтировать, соответственно, демонтировать в виде узла в устройстве 1, или же заменять другим, выполненным одинаково в отношении возможности замены приемным блоком 31с, соответственно, модульным блоком. Приемные блоки 31с можно соединять, например, с помощью соответствующих изображенных лишь схематично соединительных элементов 36 с толкателем S.
Привод 18 надрезания и/или привод 26 резания имеют предпочтительно общий приводной двигатель 18а, соответственно, 26а для относящихся к опорным модулям 9 надрезных, соответственно, режущих устройств 5, 4.
Надрезной привод 18 имеет взаимодействующий с кольцевыми приводными телами 53а опорных модулей 9 предпочтительно один общий приводной элемент 19а, который образован с помощью проходящей горизонтально между торцевыми сторонами 71а, 71b соединительной штанги 19b, которая выполнена с возможностью перемещения туда и обратно, в показанном примере выполнения вверх и вниз. Кривошипный механизм 19 имеет проходящий предпочтительно над соединительной штангой 19b между торцевыми частями 71а, 71b коленчатый вал 19d, из которого выступают одно или два имеющих расстояние друг от друга плеча 19е кривошипа, каждый из которых соединен через коленчатое шарнирное соединение с шатуном 19f, который в своей свободной концевой зоне соединен с соединительной штангой 19b. Имеются два кривошипных механизма 19, которые соединены с угловыми зонами соединительной штанги 19b и расположены между торцевыми частями 71а, 71b. Общий надрезной приводной двигатель 55 также расположен между торцевыми частями 71а, 71b и закреплен, например, на одной торцевой части 71b. Для соединения общего приводного двигателя 5 и коленчатого вала 19d предусмотрен вращательный привод 21, например ременный привод, который может быть расположен, например, снаружи на соответствующей торцевой части 71b, при этом коленчатый вал 19d и приводной вал приводного двигателя 55 могут проходить через проходное отверстие в этой торцевой части 71b.
Привод 26 резания также имеет общий приводной двигатель 26а, который расположен между торцевыми частями 71а, 71b и закреплен на внутренней стороне одной из торцевых частей, предпочтительно на той же торцевой части 71b, что и приводной двигатель 18а надрезания. При этом приводной двигатель 26а резания может находиться над опорными модулями 9. Приводной двигатель 26а резания приводит в движение общий для режущих устройств 4 вращательный приводной элемент 27а, который в показанном примере выполнения является частью вращательного привода 27а, в частности зубчатой передачи, которая приводит в движение кольцевой толкатель 59а режущего устройства 4. Приводной элемент 27а, например цилиндрическое зубчатое колесо, проходит по всему продольному размеру опорных модулей 9 и может быть установлен на торцевых частях 71а, 71b с возможностью вращения в опорах вращения. В случае зубчатой передачи 27d, выполненный таким образом приводной вал 27а может быть снабжен непрерывными продольными зубьями или же иметь по количеству опорных модулей 9 зубчатые колеса, которые находятся в зацеплении с зубчатыми колесами 27b, которые установлены с возможностью вращения на соответствующем опорном модуле 9, например, с помощью вала 27с или оси, которая опирается на опорную раму 9а. Зубчатые колеса 27b находятся в зацеплении через другую зубчатую передачу 27е с расположенным на окружности кольцевого толкателя 59а зубчатым венцом.
Общий приводной двигатель 26 резания соединен через вращательный привод 28, в частности ременный привод, с общим приводным элементом 27а, при этом вращательный привод 28 может быть расположен снаружи относительно соответствующей торцевой части 71b.
Стопорное устройство 66а имеет общую для опорных модулей 9 стопорную штангу 66b, которая входит во вдвинутом положении предпочтительно автоматически в стопорные выемки 66с в опорных модулях 9. Стопорные выемки 66с предпочтительно расположены на верхнем крае опорных модулей 9 и открыты сверху, при этом стопорная штанга 66b установлена над опорными модулями 9 с возможностью примерно вертикального движения и за счет силы тяжести при вдвигании опорных модулей 9 автоматически входит со стопорением в стопорные выемки 66с. Стопорная штанга 66b установлена на приемном теле 31а с возможностью вертикального движения, например, с помощью двух поворотных рычагов 66d, которые на своих обращенных от стопорной штанги 66b концах опираются с возможностью вертикального поворота на торцевые части 71а, 71b.
Ниже приводится описание других подробностей соединительного устройства 12 для разъемного монтажа опорных модулей 9 на устройстве 1, которое предпочтительно образовано с помощью, по меньшей мере, одного быстро закрывающегося соединения, в частности, в виде штекерного соединения 13.
В примере выполнения согласно фиг.1-4 предусмотрено два быстрозакрывающихся соединения, соответственно, штекерных соединения 13, которые выполнены так, что за счет движения вдигания опорного модуля 9 гнездовая цапфа 13b входит в соответствующую гнездовую выемку 13а. Если гнездовые выемки 13а расположены на опорном модуле 9, как показано на фиг.1, то они открыты в направлении 65 вдвигания, при этом задняя в направлении 65 вдвигания гнездовая выемка 13а за счет удлиненного отверстия 13с открыта также с нижней стороны, чтобы соответствующая цапфа 13b могла попадать в гнездовую выемку 13а. Если гнездовая выемка 13а расположена на опорном модуле 9, то цапфа 13b расположена, соответственно, закреплена на толкателе S, например, с помощью опорных кронштейнов 12а.
Стопорная выемка 66с расположена в верхней зоне опорного модуля 9 и открыта сверху, при этом она предпочтительно расположена со смещением из середины к стороне 65 обслуживания устройства 1. На фиг.1 показано штекерное соединение 13 и стопорное устройство 66а в фиксированном конечном положении вдвигания.
Пример выполнения согласно фиг.8-12 отличается в отношении указанного выше соединительного устройства 12 также тем, что предпочтительно образованные также гнездовыми устройствами 13 соединительные устройства 12 расположены и действуют не между опорным модулем 9 и толкателем S, а между опорным модулем 9 и приемным устройством 31. То есть не относящиеся к опорному модулю 9 соединительные части 12а расположены на приемном устройстве 31, соответственно, на приемном теле 31а. При этом в случае расположения гнездовых выемок 13а на опорном модуле 9 общая гнездовая цапфа 31d может быть расположена на приемном устройстве 31, соответственно, на приемном теле 31а, которые проходят в виде гнездовой штанги 31d между торцевыми сторонами 71а, 71b и закреплены на них, так что они стабилизируются с помощью гнездовых штанг 31d.
В примере выполнения согласно фиг.8-12 предусмотрено три гнездовых устройства 13, при этом относительно опорных модулей 9 третье гнездовое устройство 13 расположено в верхней зоне на стороне, противоположной стороне 65а обслуживания, для увеличения стабильности.
В частности, на фиг.1 и 8 проиллюстрирована простота обращения при монтаже или демонтаже, по меньшей мере, одного опорного модуля 9. Можно видеть, что в концевой зоне движения вдвигания гнездовые устройства 13 автоматически приходят в положения своего позиционирования.
Для такого простого обращения и упрощения монтажа и демонтажа предусмотрена зубчатая передача 27d, которая выполнена так, что зубья соответствующих зубчатых колес 27а, 27b в конце движения вдвигания автоматически входят в зацепление, а при извлечении автоматически расцепляются. Это возможно в этом примере выполнения, поскольку зубья, например, общего зубчатого колеса 27а и зубчатых колес 27b перекрывают друг друга в конечном положении вдвигания, при этом ведущее зубчатое колесо 27а расположено выше зубчатых колес 27b или же со смещением в соответствующем направлению 65 вдвигания окружном направлении и тем самым глубже, чем над зубчатыми колесами 27b, так что зубья при движении вдвигания или выдвигания автоматически входят в зацепление, соответственно, выходят из зацепления. Это разъемное приводное соединение обозначено на фиг.11 позицией V1.
Функционально аналогичное приводное соединение V2 предусмотрено также между общим для всех надрезных устройств 5 приводным кольцевым телом 53а и приводным двигателем 55 надрезания. То есть это приводное соединение V2 автоматически замыкается при вдвигании опорного модуля 9, соответственно, опорных модулей 9 и при выдвигании автоматически размыкается. Так же, как в приводном соединении V1, в приводном соединении V2 нет необходимости в особых монтажных, соответственно, демонтажных мерах для замыкания и размыкания приводных соединений V1, V2 при вдвигании и выдвигании. Это справедливо при наличии лишь одного опорного модуля 9 лишь с одним надрезным устройством 5 согласно фиг.5 и 6 или при наличии нескольких надрезных устройств согласно фиг.7, а также при наличии нескольких опорных модулей 9 согласно фиг.8-12.
Приводное соединение V2 может быть образовано, например, с помощью штекерного соединения, которое при относительном движении частей штекерного соединения в направлении 65 вдвигания замыкается и против направления 65 вдвигания размыкается. Такое штекерное соединение может быть образовано с помощью гнездовой выемки, которая открыта в направлении 65 вдвигания или в противоположном направлении и предназначена для вставления или извлечения соответствующей гнездовой цапфы.
В приведенных примерах выполнения это штекерное соединение расположено с помощью открытой в направлении 65 вдвигания гнездовой выемки 53d в соответствующем кольцевом теле 53b или соединительном штуцере 53b, при этом гнездовая цапфа может быть образована шарнирным пальцем соответствующего шарнира 53с (фиг. 5), который в показанном на фиг.8-13 примере выполнения образован шатуном 19b имеющегося там кривошипного механизма 19 и может перемещаться в окружном направлении прохода 3, соответственно, вверх и вниз для приведения в действие привода 5 надрезания, по меньшей мере, одного опорного модуля 9.
Для дальнейшего упрощения монтажа и демонтажа предпочтительно располагать в противоположной направлению 65 вдвигания краевой зоне опорных модулей 9 захватный элемент 72 для ручного захвата, который образован в этом примере выполнения отверстием, например вертикальным удлиненным отверстием. Для дополнительного улучшения доступности захватный элемент 72 расположен в свободной краевой зоне удлинения 9b одной из двух опорных рам 9а. Предпочтительно, это удлинение имеет в горизонтальном направлении такую длину, что оно, соответственно, выполненный на нем захватный элемент 72 выступает за расположенный сбоку со смещением стационарный держатель 24b режущей проволоки, соответственно его катушку.
В приемных отделениях 67 соответствующий опорный модуль 9 ограничен со всех сторон с небольшим зазором и тем самым позиционирован. Это обеспечивается в направлении 65 вдвигания и в противоположном направлении с помощью фиксирующего устройства 66, в котором вертикали ограничены соединительными устройствами 12 и по сторонам, то есть в проходном направлении 2а - боковыми ограничениями Ва, Bb, которые могут быть образованы опорными рамами 9а или специальными ограничительными элементами Ва1, Bb1. При этом ограничительные элементы Ва1, Bb1 предпочтительно расположены на внутренних сторонах торцевых стенок 71а, 71b или на других частях приемного устройства. Это справедливо как для одного, так и для нескольких расположенных друг за другом вдоль прохода 2 приемных отделений 67. В последнем случае с каждым опорным модулем 9 согласовано одно приемное отделение 67, в котором соответствующий опорный модуль 9 позиционирован независимо от соседних опорных модулей 9.
Однако можно использовать один или оба опорных модуля 9 в качестве ограничений Ва, Bb, например, за счет того, что имеется лишь заднее ограничение Ва, к которому прилегает соответствующий опорный модуль 9 своей задней широкой стороной, при этом второй, третий и т.д. опорный модуль своей задней стороной примыкает к передней стороне предшествующего опорного модуля 9. Такое выполнение и расположение показаны на фиг.15-17, описание которых будет приведено ниже.
При наличии образованных отдельными деталями ограничительных элементов Ва1, Bb1 необходимо, по меньшей мере, три таких расположенных в зоне периметра опорного модуля, соответственно, опорных модулей 9 элемента для обеспечения стабильной по сторонам опоры. При этом предпочтительно располагать в нижней зоне два ограничительных элемента Ва1, соответственно, Bb1 на обеих сторонах прохода 2, и в верхней зоне, по меньшей мере, один ограничительный элемент Ва1, Bb1, при этом последний может быть расположен посередине или не посередине относительно соответствующей широкой стороны опорного модуля 9.
В примере выполнения согласно фиг.13 ограничительные элементы Ва1, Bb1 образованы кольцевыми буртиками 31е на гнездовых цапфах 31d, соответственно, гнездовых штангах, при этом кольцевые буртики 31е сформированы на них за одно целое или же могут быть образованы с помощью насаженных гильз, которые фиксированы, например, с помощью не изображенного фиксирующего винта.
Расстояние d кольцевых буртиков 31е друг от друга определяется с учетом небольшого зазора в направлении ширины соответствующего опорного модуля 9. Расстояния d при предпочтительно одинаковых опорных модулях 9 также одинаковы. Ширина i кольцевых буртиков 31 выбрана настолько большой, что опорные модули 9 имеют боковое расстояние друг от друга.
Для стабильной боковой опоры достаточно, если в нижней зоне расположены два ограничительных элемента Ва1, Bb1, а в верхней зоне один ограничительный элемент Ва1, Bb1 с распределением по окружности в виде треугольника, например, на гнездовых штангах 31d. Дополнительно к этому или в качестве третьего ограничительного элемента Ва1, Bb2 может быть образован, по меньшей мере, один предпочтительно также образованный с помощью кольцевого буртика 31е ограничительный элемент Ва1, Bb1 на фиксирующем элементе фиксирующего устройства 66, например на фиксирующей штанге 66b.
В рамках изобретения может иметься лишь самый задний кольцевой буртик 31е или также остальные не изображенные кольцевые буртики. На фиг.14 показан поясненный выше пример выполнения приемного устройства 31, соответственно, модульного блока 32 с первым вдвинутым в первое приемное отделение 67 опорным модулем 9, который позиционирован со всех сторон.
Положения ограничений Ва, Bb, соответственно, ограничительных элементов Ва1, Bb1 вдоль прохода 2 можно регулировать. Это можно осуществлять посредством освобождения, сдвига или фиксации, например, буртиков 31е. Может быть также предусмотрена возможность освобождения, крепления или замены гнездовых штанг 31d и/или фиксирующих штанг 66b, выполненных с соответствующими различными размерами d, i, как показано двойной стрелкой на фиг.14. Гнездовые штанги 31d или же фиксирующие штанги 66b могут иметь, например, на одном конце головку, а на другом конце навинчиваемую гайку 31f.
Пример выполнения согласно фиг.15-17 отличается от указанного выше примера выполнения во многих отношениях, при этом ограничения Ва, Bb приемных отделений 67, за исключением самого заднего ограничения Ва, образованы задними и передними широкими сторонами опорных модулей 9. Имеются лишь самые задние, например, три или четыре ограничительных элемента Ва1, которые образуют вертикальную опорную поверхность, к которой прилегает самый задний опорный модуль 9 своей задней стороной и тем самым также весь пакет опорных модулей.
При таком выполнении пакет опорных модулей на своей противоположной стороне, а именно на передней широкой стороне самого переднего опорного модуля 9, может быть ограничен с помощью передних ограничительных элементов Bb1, которые расположены на соответствующем одному из наружных размеров пакета опорных модулей расстоянии от задних ограничительных элементов Ва1. Однако в примере выполнения согласно фиг.15-17 передние ограничительные элементы Bb1 образованы с помощью, по меньшей мере, одного прижимного устройства 73, которое предназначено для прижимания опорных модулей 9 к задним ограничительным элементам Ва1. Может быть расположено три или четыре прижимных устройства 73 с распределением по периметру, предпочтительно вдоль ограничительных элементов Ва1 противоположно или вблизи, соответственно, рядом с гнездовыми штангами 31d.
Прижимные устройства 73 могут приводиться в действие вручную. В этом примере выполнения каждое из них образовано резьбовым шпинделем 73а, который ввинчен в горизонтальное резьбовое отверстие, которое находится, например, в соответствующей торцевой стенке 71b рядом с отверстиями для гнездовых штанг 31d и могут быть расположены в зоне фиксирующего устройства 66 в соответствующем поворотном рычаге 66d. Резьбовые шпиндели 73а имеют каждый в зоне своего наружного конца, по меньшей мере, один вращательный рабочий элемент 74, который может быть образован, например, с помощью выступающих под углом или Т-образно рычажных плеч.
Прижимные устройства 73, соответственно, шпиндели 73 выполнены такой длины, что они могут прижиматься к выбранному количеству опорных модулей 9.
Расположение, по меньшей мере, одного прижимного устройства 73 обеспечивает возможность удерживания опорного модуля или опорных модулей 9 не только без зазора, но также с прижатием к образующим опорную плоскость Е2 передним сторонам ограничительных элементов Ва1, за счет чего обеспечивается возможность точного позиционирования опорных модулей 9 в продольном направлении прохода 2.
Во всех примерах выполнения согласно фиг.8-17 самое переднее приемное отделение 67 может также служить в качестве первого отделения 67, при этом другие опорные модули могут быть объединены друг за другом в один пакет.
Поэтому во всех примерах выполнения можно исходя из первого (самого заднего или самого переднего) опорного модуля свободно выбирать количество опорных модулей 9.
В примере выполнения согласно фиг.13 и 14 можно устанавливать выбранное количество опорных модулей 9 в выбранные приемные отделения 67.
В рамках изобретения указанные выше выполнения могут быть предусмотрены также в других комбинациях, а также в других вариантах выполнения.
Группа изобретений относится к устройствам для разделения перемещаемой вдоль транспортировочного прохода (2) заготовки (3) из пластичного материала на продольные отрезки (3а). Устройство (1) содержит надрезное устройство (5) и режущее устройство (4) для разрезания заготовки (3). Надрезное устройство (5) имеет надрезную планку (6), которая с помощью приводного элемента (54) движется туда и обратно в направляющем устройстве (8) между положением освобождения и положением надрезания. В первом варианте устройства приводной элемент (54) соединен с базовым элементом (53) передачи (51), которая преобразует окружное движение базового элемента (53) в поперечное движение соответствующей надрезной планки (6). Во втором варианте изобретения направляющее устройство (8) расположено наклонно. Улучшено качество надрезания. 2 н. и 16 з.п. ф-лы. 17 ил.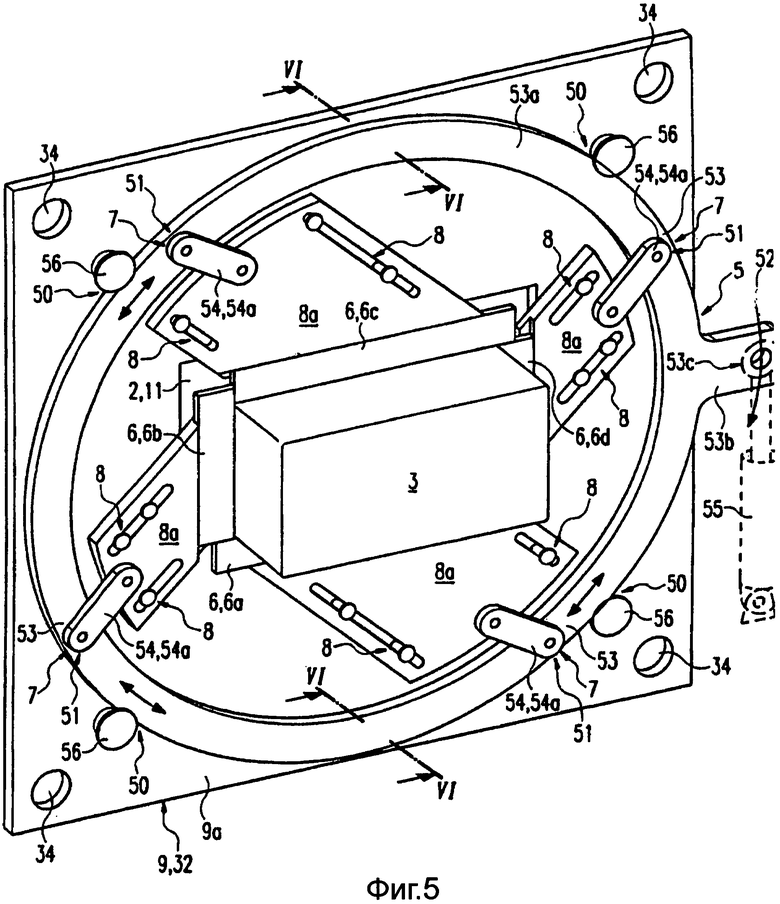
1. Устройство (1) для разделения перемещаемой вдоль транспортировочного прохода (2) заготовки (3) из пластичного материала на продольные отрезки (3а), содержащее, по меньшей мере, одно надрезное устройство (5) для направленного поперек надрезания заготовки (3) и одно режущее устройство (4) для разрезания заготовки (3) в надрезах (5а), причем надрезное устройство (5) имеет, по меньшей мере, одну надрезную планку (6), которая расположена на одной стороне прохода (2) и в поперечной плоскости (Е1), причем надрезная планка (6) установлена с возможностью приведения в возвратно-поступательное движение с помощью приводного элемента (54) в направляющем устройстве (8) между положением освобождения и положением надрезания, отличающееся тем, что приводной элемент (54) соединен для обеспечения привода с базовым элементом (53) передачи (51), которая направленное в окружном направлении прохода (2) движение базового элемента (53) преобразует в направленное поперек движение соответствующей надрезной планки (6).
2. Устройство по п.1, отличающееся тем, что направляющие (8) расположены наклонно и образуют острый угол (W1) со следующей в окружном направлении прохода (2) горизонталью или вертикалью.
3. Устройство (1) для разделения перемещаемой вдоль транспортировочного прохода (2) заготовки (3) из пластичного материала на продольные отрезки (3а), содержащее, по меньшей мере, одно надрезное устройство (5) для направленного поперек надрезания заготовки (3) и одно режущее устройство (4) для разрезания заготовки (3) в надрезах (5а), причем надрезное устройство (5) имеет, по меньшей мере, одну надрезную планку (6), которая расположена на одной стороне прохода (2) и установлена с возможностью приведения в возвратно-поступательное движение в поперечной плоскости (Е1) с помощью приводного элемента (54) в направляющем устройстве (8) между положением освобождения и положением надрезания, отличающееся тем, что направляющее устройство (8) расположено наклонно.
4. Устройство по любому из пп.1 или 3, отличающееся тем, что надрезное направляющее устройство (8) образует с вертикалью или горизонталью угол (W1) 45°.
5. Устройство по любому из пп.1 или 3, отличающееся тем, что надрезное устройство (5) имеет две надрезные планки (6) в общей плоскости (Е1), при этом надрезные планки (6) расположены противоположно друг другу, предпочтительно расположены по бокам прохода и в вертикальном положении.
6. Устройство по п.5, отличающееся тем, что между двумя надрезными планками (6) проходит третья надрезная планка (6), которая предпочтительно является верхней надрезной планкой (6с).
7. Устройство по п.6, отличающееся тем, что надрезное устройство (5) для надрезания заготовки (3) по периметру имеет четвертую надрезную планку (6), которая предпочтительно является нижней надрезной планкой (6а).
8. Устройство по п.5, отличающееся тем, что направляющее устройство (8) образует одинаковый угол (W1) со следующей в окружном направлении прохода (2) горизонталью или вертикалью.
9. Устройство по пп.1 или 3, отличающееся тем, что базовые элементы (53) соединены механически друг с другом в окружном направлении.
10. Устройство по п.9, отличающееся тем, что базовые элементы (53) образованы с помощью дуги или кольца (53а).
11. Устройство по любому из пп.1, 3 или 10, отличающееся тем, что базовый элемент (53) установлен с возможностью перемещения в проходящей в окружном направлении надрезной направляющей (50).
12. Устройство по п.11, отличающееся тем, что надрезная направляющая (50) образована с помощью нескольких расположенных с распределением по периметру направляющих роликов (56), на которые опирается с возможностью поворота внутренний край или наружный край дуги или кольца (53а).
13. Устройство по п.12, отличающееся тем, что направляющие ролики (56) охватывают дугу или кольцо (53а) с помощью фланцев.
14. Устройство по п.1 или 3, отличающееся тем, что две противоположные друг другу надрезные планки (6а, 6b, 6с, 6d), в частности две боковые надрезные планки (6b, 6d), или все надрезные планки выполнены с возможностью одновременного перемещения.
15. Устройство по п.1 или 3, отличающееся тем, что из двух соседних друг с другом в одном углу надрезных планок (6) одна надрезная планка по меньшей мере с помощью ее надрезного ребра (6е) продлена по меньшей мере за надрезное ребро (6е) другой надрезной планки, и эта другая надрезная планка по меньшей мере в своей перекрываемой первой надрезной планкой зоне передней стенки имеет выемку (6f), которая согласована с формой поперечного сечения надрезного ребра (6е) первой надрезной планки, причем надрезные планки в своих следующих в окружном направлении угловых зонах выполнены и расположены с поворотом на 90° относительно предыдущей угловой зоны.
16. Устройство по п.15, отличающееся тем, что одна надрезная планка проходит до наружного края другой надрезной планки, и выемка (6f) в другой надрезной планке проходит насквозь.
17. Устройство по п.1 или 3, отличающееся тем, что каждая надрезная планка (6) образована задней и передней проходящими рядом друг с другом в окружном направлении прохода (2) снимающими фаску планками (15), которые располагаются на расстоянии (а) друг от друга в продольном направлении прохода (2), причем режущее устройство (4) расположено и выполнено с возможностью перемещения режущей проволоки (4а) между снимающими фаску планками (15) поперек прохода (2), причем снимающие фаску планки (15) выполнены с возможностью приведения в движение с помощью соответствующего приводного элемента (54).
18. Устройство по п.17, отличающееся тем, что образующие каждую надрезную планку (6) снимающие фаску планки (15) расположены между задней и передней опорными рамами (9а), причем опорные рамы (9а) проходят поперек прохода (2) и образуют опорный модуль (9), причем задние снимающие фаску планки (15) опираются на переднюю сторону задней опорной рамы (9А), а передние снимающие фаску планки (15) - на заднюю сторону передней опорной рамы (9а).
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Способ фиксации лавсановых эндопротезов крестообразных связок коленного сустава | 1982 |
|
SU1109137A1 |
| Способ разделения пластичного бруса на отдельные изделия | 1982 |
|
SU1034910A1 |
| DE 3306852 С1, 29.03.1984 | |||
| DE 2921176 А1, 27.11.1980. | |||

