ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к крышке для герметичной емкости текучего пищевого продукта и к способу ее изготовления.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Как известно, многие обладающие способностью литься пищевые продукты, такие как фруктовый сок, молоко, томатный соус и напитки, в целом продаются в большом ассортименте емкостей разнообразных типов и размеров, таких как: упаковки в форме параллелепипеда, выполненные из многослойных, на основе пластика и/или бумаги, слоистых материалов или, так называемых, многослойных картонных материалов; бокалообразные пластиковые упаковки; бутылки, формованные с раздувом; или емкости из стекла, листового металла или алюминия.
Все эти емкости предусмотрены с крышками, которые могут быть открыты для обеспечения доступа потребителю к пищевому продукту, либо для того, чтобы перелить его в сосуд для питья, либо для его потребления непосредственно из емкости.
Навинчивающиеся колпачковые крышки широко используются на емкостях типа бутылки, поскольку емкости, выполненные из многослойных картонных материалов, часто обеспечиваются просто с отрывными этикетками или с разливными отверстиями, образованными на емкостях и закрытых отрывными язычками.
Также являются известными емкости, выполненные из многослойных картонных материалов, подлежащие обеспечению пластиковыми крышками, отлитыми под давлением непосредственно на емкостях, вокруг отверстий, образованных в материале упаковки, для того чтобы полностью закрывать и герметизировать отверстия. Крышки такого типа, как правило, задают разливное отверстие емкости, которое может быть предусмотрено, например, с навинчивающимся или защелкивающимся колпачком.
Отлитые под давлением крышки, конечно, могут быть разных размеров и даже задавать всю верхнюю часть емкости, как в случае емкости, известной под зарегистрированной торговой маркой "Tetra Top", и верхняя часть которой показана в заявке на патент EP-A-0965531.
Несмотря на то, что обеспечивается возможность точного, высококачественного формообразования, верхние части емкостей, отлитые под давлением, не обеспечивают возможность включения слоя газозащитного материала в верхние части, как требуется, например, при упаковке фруктового сока с добавлением витаминов.
Как описано, например, в патенте ЕР-В-1197438 и в заявке на патент WO 03/061940, также являются известными пластиковые верхние части емкостей, подлежащие изготовлению посредством выдувного формования пластиковой трубкообразной преформы, которая может включать в себя слой газо- и также светозащитного материала.
Емкость, известная под торговой маркой "Tetra Aptiva", представляет собой один пример емкости, изготовленной посредством использования этого способа, то есть имеющей основную нижнюю часть, выполненную из многослойного картонного материала, и верхнюю часть, для переливания жидкости или текучего продукта в емкость, выполненную посредством выдувного формования пластиковой трубкообразной преформы.
Этот способ предназначен для высокой степени точности формообразования, особенно по отношению к разливному отверстию, но имеет недостаток, заключающийся в необходимости использования оборудования специального назначения.
Для того чтобы изготовить пластиковые верхние части или крышки, подлежащие наложению на часть емкости из многослойного картонного материала, недавно был разработан способ, содержащий операции высокотемпературного формообразования и литья материала под давлением, но без выдувного формования.
Один пример такого способа описывается в заявке на патент WO 2005/044538 и содержит этап высокотемпературного формообразования листового корпуса из многослойного пластикового материала, имеющего слой газозащитного материала, например ПВС. Корпус задается как одно целое посредством кольцевой опорной части, которая, в конечном счете, прикрепляется к картонной нижней части емкости, и посредством цилиндрической горловой части, отходящей от внутреннего края опорной части и, задающей, вместе с опорной частью, разливное отверстие, посредством которого разливается пищевой продукт. Так как высокотемпературное формообразование выполняется, начиная от листа пластикового материала, горловая часть закрывается на ее стороне, противоположной опорной части. Защитный внешний слой пластикового материала, с боковой резьбой для закручивания на колпачке, отливается под давлением на листовой корпус для того, чтобы образовать разливочный желоб (выпускное отверстие) для емкости.
После вышеупомянутых операций, и до наложения колпачка, материал, закрывающий разливное отверстие, удаляется.
Для того чтобы получить газонепроницаемую крышку (укупорочное средство) получающегося разливочного желоба (выпускного отверстия) после наполнения емкости, алюминиевая фольга приваривается к верхнему краю желоба. После этой операции колпачок, в конечном счете, накручивается на разливочный желоб.
Вышеупомянутый способ изготовления пластиковых верхних частей или крышек для комбинированных картонно-пластиковых емкостей, главным образом, имеет недостаток, заключающейся в привлечении значительного количества времени, работы и отходов дорогостоящего материала.
Фактически часть материала, закрывающая разливное отверстие после операции высокотемпературного формообразования, и которая удаляется до наложения колпачка, как правило, составляет приблизительно 15-20% от исходного материала и, дополнительно, имеет значительную стоимость так как, в отличие от обычно использующихся пластиковых материалов, таких как полиэтилен или полипропилен, он содержит газозащитный слой.
Более того, алюминиевая фольга, приваренная к верхнему краю разливочного желоба для того, чтобы получить газонепроницаемую крышку, является дорогостоящим дополнительным элементом, который должен быть изготовлен и прикреплен к желобу до приспосабливания колпачка на емкость.
Кроме того, получающаяся крышка требует раздражающей двухшаговой операции, выполняющейся пользователем для того, чтобы получить первое вскрытие. Фактически необходимо сначала открутить колпачок с разливочного желоба и затем оторвать алюминиевую фольгу, закрывающую желоб, для получения доступа к содержимому.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является обеспечение крышки (укупорочного средства) для герметичной емкости текучего пищевого продукта, которая предназначена для исключения вышеупомянутых недостатков несложным и недорогостоящим образом.
Другой задачей настоящего изобретения является обеспечение крышки для герметичной емкости текучего пищевого продукта, которая способна обеспечить эффективный газовый и/или световой барьер и обеспечить возможность уменьшить отходы дорогостоящего материала во время процесса ее изготовления, а также получить первое вскрытие надежным и простым образом за одношаговую операцию и с уменьшенным усилием со стороны пользователя.
По меньшей мере, одна из этих задач решается с помощью крышки для герметичной емкости текучего пищевого продукта согласно п.1 формулы изобретения.
Настоящее изобретение также относится к способу изготовления крышки для герметичной емкости текучего пищевого продукта согласно п.23 формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Некоторое количество предпочтительных, неограничивающих вариантов осуществления настоящего изобретения будут описаны в качестве примера со ссылкой на прилагаемые чертежи, на которых:
на фиг.1 показано вертикальное сечение крышки, в соответствии с настоящим изобретением, для герметичной емкости текучего пищевого продукта;
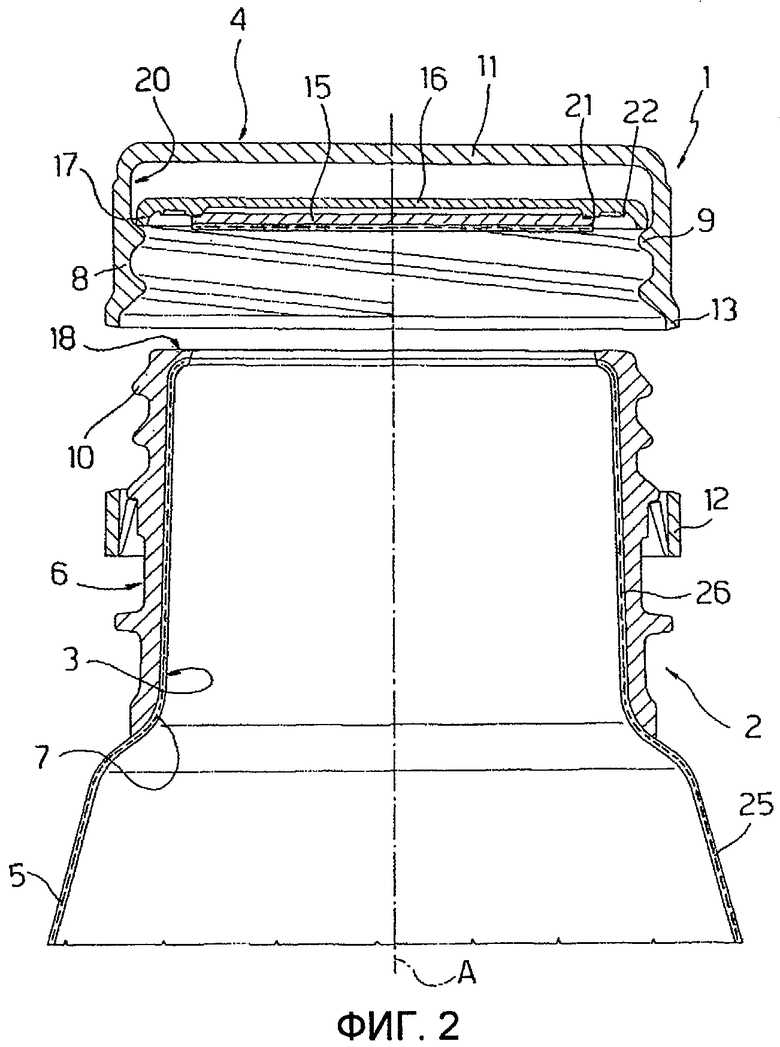
на фиг.2 показано вертикальное сечение крышки на фиг.1 после вскрытия;
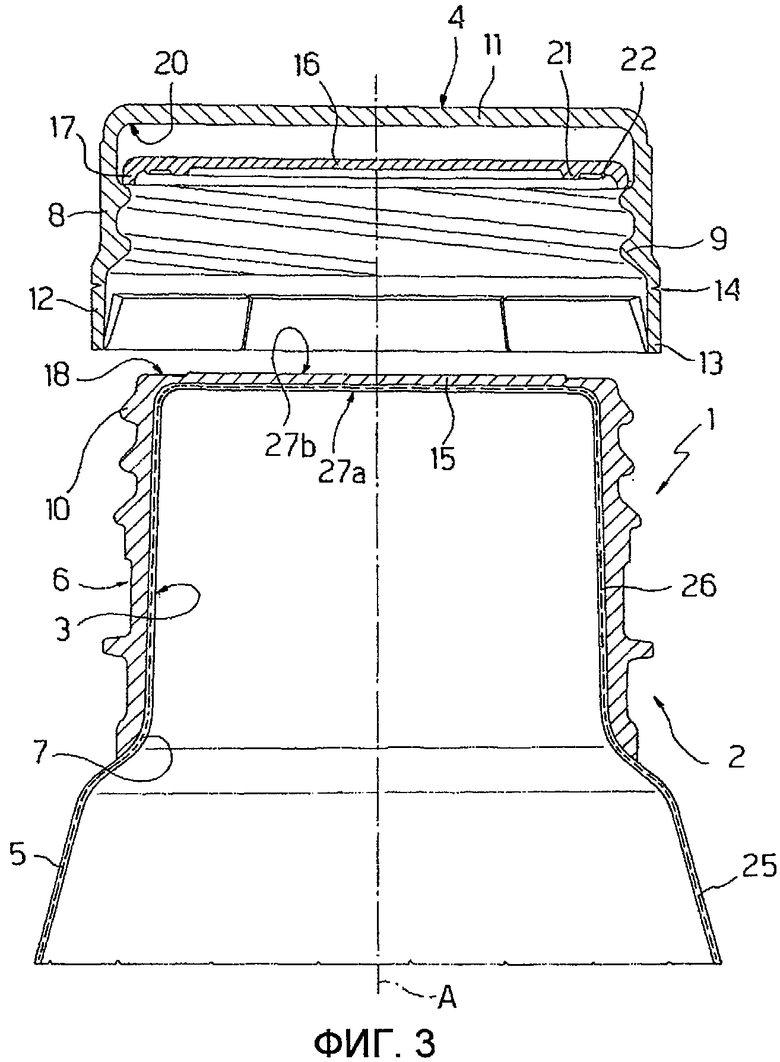
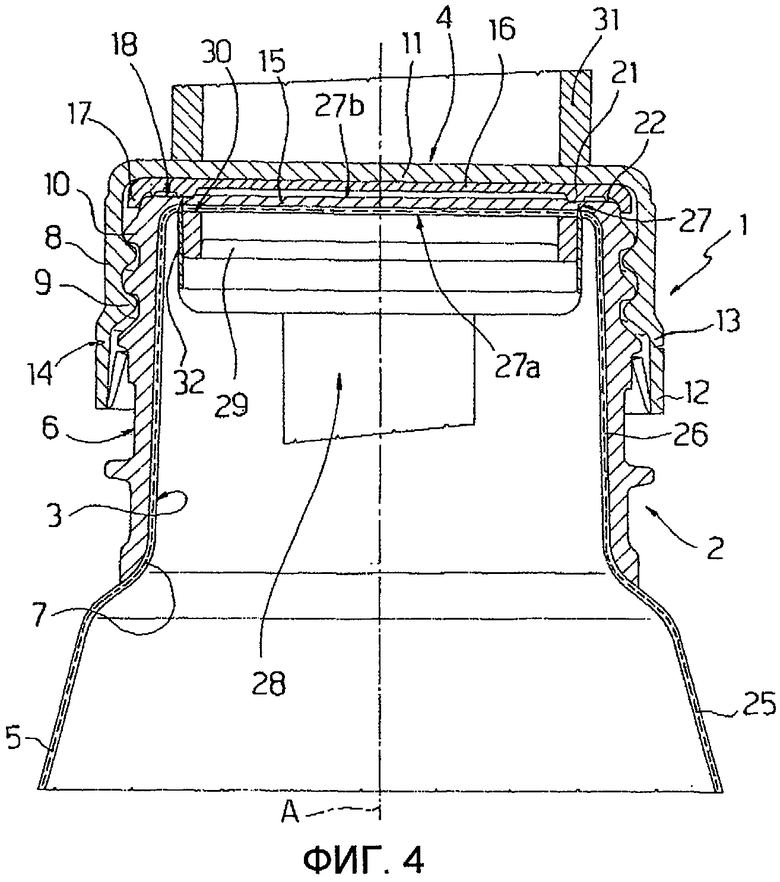
на фиг.3 и 4 показаны вертикальные сечения крышки на фиг.1 на разных этапах способа, в соответствии с настоящим изобретением;
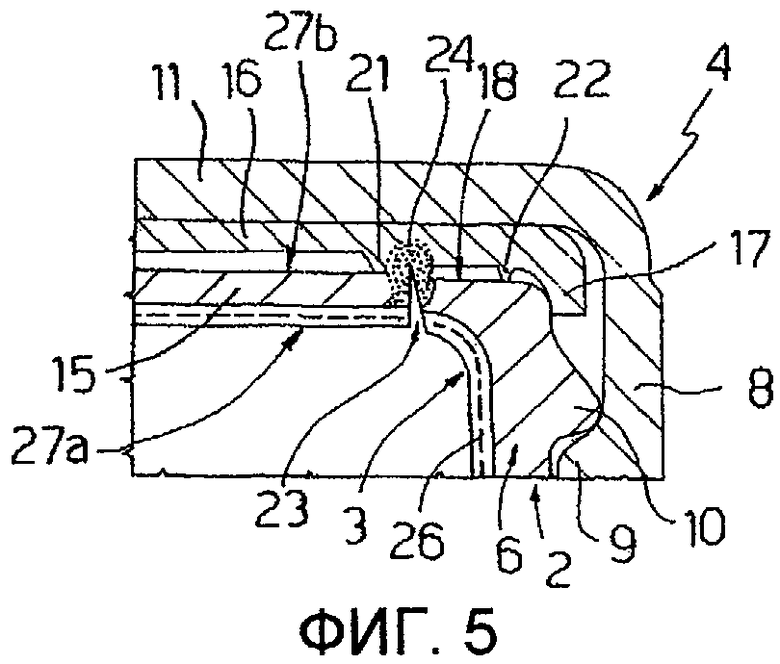
на фиг.5 показано вертикальное сечение в увеличенном масштабе детали крышки на фиг.1 на заданном этапе в возможном варианте способа, в соответствии с настоящим изобретением;
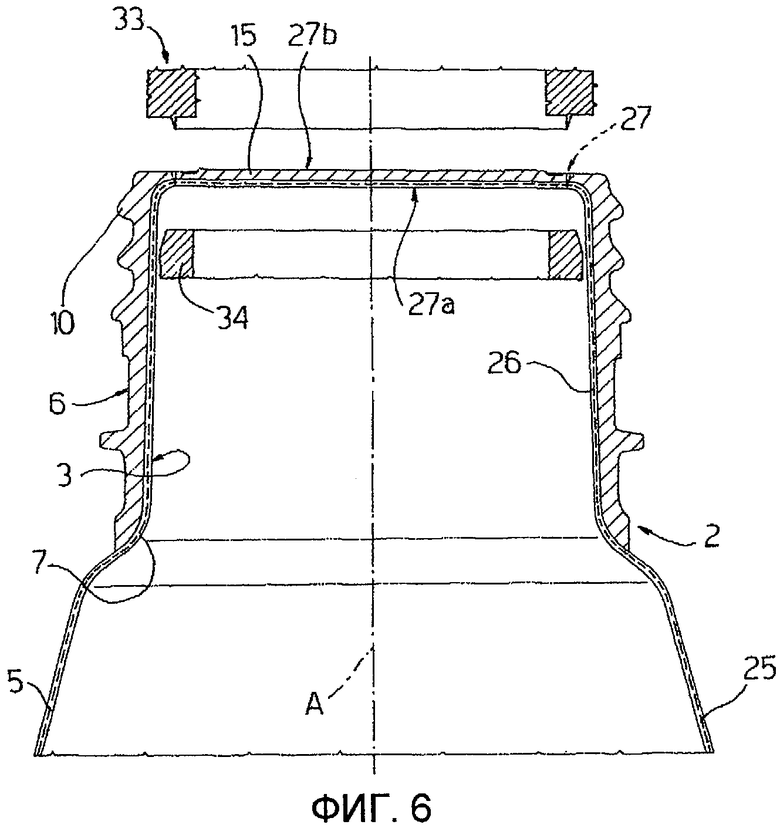
на фиг.6 показано вертикальное сечение крышки на фиг.1 на заданном этапе в другом возможном варианте способа, в соответствии с настоящим изобретением;
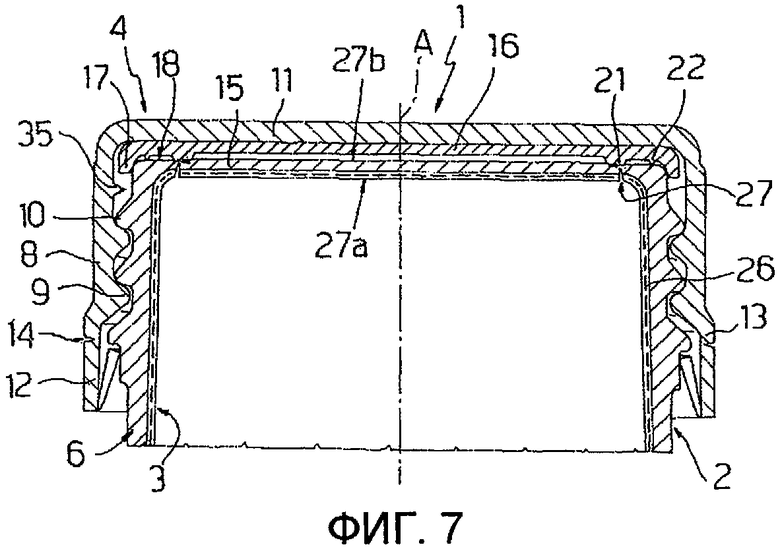
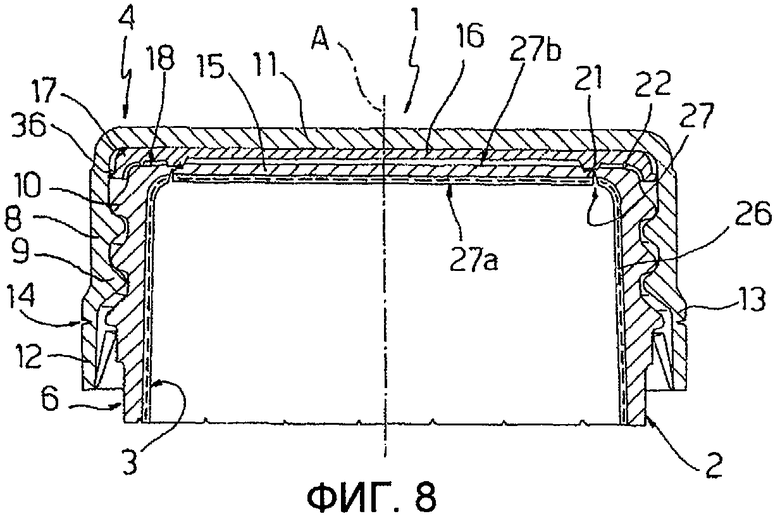
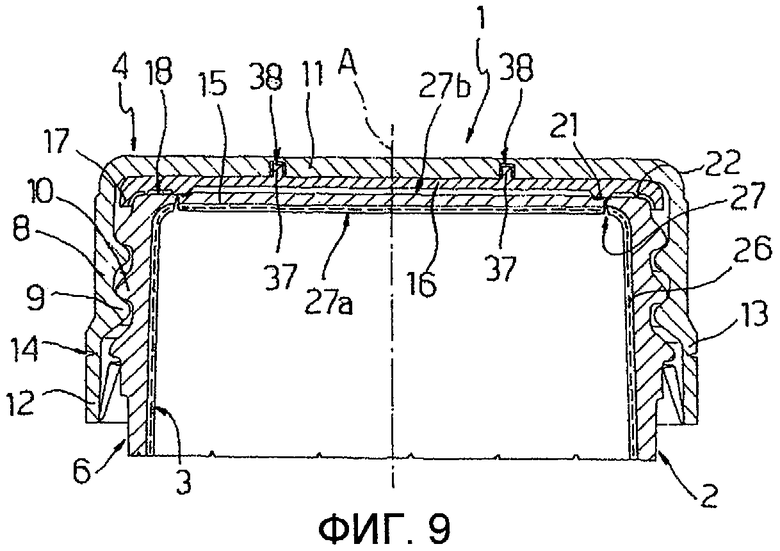
на фиг.7-11 показаны соответствующие вертикальные сечения возможных вариантов крышки на фиг.1.
НАИЛУЧШИЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Позиция 1 на фиг.1-4 обозначает полностью крышку для емкости (не показана) жидких и текучих пищевых продуктов, такую как пластмассовая крышка для комбинированной картонно-пластиковой емкости, на которые нижеследующее описание ссылается только в качестве примера.
Крышка 1 (укупорочное средство) имеет продольную ось А и, по существу, содержит разливочный желоб 2 (выпускное отверстие), имеющий, по меньшей мере, слой газо- и/или светозащитного материала, например ПВС, и задающий разливное отверстие 3, посредствам которого пищевой продукт выливается из емкости, и цилиндрический колпачок 4, прикрепленный к разливочному желобу 2 с возможностью снятия.
Более конкретно разливочный желоб 2 содержит кольцевую опорную часть 5, которая, в показанном примере, вогнута внутрь емкости, и, по существу, цилиндрическую трубкообразную горловую часть 6, которая отходит от внутреннего радиального края 7 опорной части 5 и задает, вместе с опорной частью 5, разливное отверстие 3.
В соответствии с возможной непоказанной альтернативой опорная часть разливочного желоба 2 также может быть предназначена для задания нераздельной (выполненной как одно целое) завершающей верхней части или торцевой стенки емкости.
Колпачок 4 выполнен в виде одного целого и, по существу, задается с помощью цилиндрической боковой стенки 8, которая имеет внутреннюю резьбу 9, с одним или более заходами, для вхождения в контакт с соответствующей резьбой 10, обеспеченной на внешней боковой поверхности горловой части 6, и с помощью дискообразной верхней стенки 11 для закрывания, при использовании, верхней части разливочного желоба 2.
В непоказанном альтернативном варианте осуществления боковая стенка 8 колпачка 4 может быть изнутри выполнена с множеством искривленных выступов, применяющихся для вхождения в контакт с соответствующими выступами на горловой части 6.
На практике, в обоих случаях, колпачок 4 обладает возможностью прикрепляться к и сниматься с разливочного желоба 2 вдоль направления перемещения, имеющего составляющую поступательного перемещения, параллельную оси А, и вращательную составляющую вокруг такой оси.
Колпачок 4 формируется, обычным способом, нераздельно с соответствующим определяющим факт вскрытия кольцом 12, соединенным соосно с нижним краем 13 боковой стенки 8 посредством разрушающихся соединительных средств 14, таких как одна кольцевая разрушающаяся перемычка или некоторое количество радиальных разрушающихся перемычек.
Колпачок 4 сначала прикрепляется к разливочному желобу 2, в полностью закрытом или герметичном положении (фиг.1), в котором колпачок полностью закручивается на горловой части 6, при этом нижний край 13 и определяющее факт вскрытия кольцо 12 по-прежнему соединены друг с другом и опираются на противоположные стороны нижней части резьбы 10 горловой части 6 или на кольцевое ребро, проходящее по горловой части в более низком положении, чем резьба 10, по отношению к оси А.
Однажды вскрытый, колпачок 4 является подвижным между открытым положением (фиг.2), в котором он раскручен с разливочного желоба 2, и снова закрытым положением, в котором он полностью закручен на разливочном желобе для того, чтобы снова уплотнять разливное отверстие 3.
Как описано более подробно ниже, разливочный желоб 2 выполняется и прикрепляется к емкости, в замкнутой конфигурации, в которой дискообразная покрывающая часть 15, составляющая одно целое с горловой частью 6, закрывает разливное отверстие 3 со стороны горловой части 6, противоположной стороне, обращенной, при использовании, к емкости; когда колпачок 4 впервые снимается с разливочного желоба 2, то есть когда емкость впервые вскрывается пользователем, покрывающая часть 15 отделяется от горловой части 6, как результат перемещения колпачка 4, таким образом, освобождая разливное отверстие 3.
Преимущественно такое воздействие колпачка 4 на покрывающую часть 15 совершается через дискообразный открывающий элемент 16, который присоединен, например, с помощью сварки, к покрывающей части 15, входит в контакт и протягивается вдоль оси А с помощью верхней части резьбы 9 или других подходящих движущих средств колпачка 4, во время его снятия с разливочного желоба 2.
В частности, открывающий элемент 16 располагается между верхней стенкой 11 колпачка 4 и покрывающей частью 15, когда соединен с последней, и не имеет какое-либо вращательное соединение с колпачком 4.
Открывающий элемент 16 имеет внешний край 17, выступающий радиально по отношению к верхней поверхности разливочного желоба 2 для того, что вводиться в контакт с помощью верхней части резьбы 9, то есть части резьбы 9, расположенной рядом с таким внешним краем, когда колпачок 4 раскручивается с горловой части 6; при этом внешний край 17 закруглен и загнут по направлению к горловой части 6 для того, чтобы проходить над его верхним краем 18.
Как ясно видно, в частности на фиг.2 и 3, верхняя стенка 11 колпачка 4, верхняя часть резьбы 9 и часть боковой стенки 8 колпачка, ограниченная между ними, задают удерживающее основание 20 для открывающего элемента 16 для того, чтобы предохранить последний от непреднамеренного удаления с колпачка.
Особая форма внешнего края 17 открывающего элемента 16 облегчает вхождение в контакт с движущими средствами и вставку в удерживающее основание 20 колпачка 4.
В частности, открывающий элемент 16 удерживается внутри основания 20 колпачка 4 с заданным отклонением в радиальном и осевом направлениях для того, чтобы свободно поворачиваться вокруг оси А и перемещаться, по существу, вдоль такой оси между верхней стенкой 11 и верхней частью резьбы 9 колпачка.
Как показано на фиг.1, 2 и 4, открывающий элемент 16 имеет первый кольцевой выступ 21, вдоль которого он приваривается к покрывающей части 15 разливочного желоба 2, и второй кольцевой выступ 22, который проходит между кольцевым выступом 21 и внешним краем 17 и задает контактирующую часть, взаимодействующую с верхним краем 18 горловой части 6 в полностью закрытом или снова закрытом положениях колпачка 4 для того, чтобы обеспечивать повторную герметизацию крышки 1 даже после первого вскрытия емкости.
Крышка 1 изготовлена в соответствии со способом, описанным ниже.
Во-первых, формообразующая операция, предпочтительно высокотемпературное формообразование или операция горячей штамповки, выполняется на многослойном пластмассовом листовом материале, содержащем слой газо- и/или светозащитного материала, например ПВС.
Формообразующая операция обеспечивает полый, по существу, шляпкообразный корпус 25, который открыт на стороне, обращенной по направлению к емкости, к которой он, в конечном счете, прикрепляется, и закрыт на противоположной стороне.
Более конкретно, корпус 25 содержит кольцевую нижнюю часть, полностью задающую опорную часть 5, и перевернутую цилиндрическую чашеобразную верхнюю часть 26, отходящую в осевом направлении от внутреннего радиального края нижней части. Верхняя часть 26 имеет боковую стенку, задающую внутреннюю сторону горловой части 6, и, следовательно, ограничивающую сбоку разливное отверстие 3, и дискообразную верхнюю стенку, закрывающую разливное отверстие 3.
В качестве альтернативы корпус 25 может быть выполнен с помощью других подходящих формообразующих методов, таких как прессование или литье материала под давлением.
Корпус 25 также может быть выполнен из пластикового материала, не имеющего газо- и/или светозащитного свойства, и слой газо- и/или светозащитного материала может быть обеспечен посредством поверхностного покрытия.
Следующее, пластиковый материал, такой как полиэтилен или полипропилен, дополнительно формуют на внешней стороне верхней части 26 корпуса 25 для формообразования резьбы 10 и других горловых элементов таким образом, чтобы придать таким частям достаточную толщину и жесткость.
Все эти операции позволяют получить разливочный желоб 2 в форме, показанной на фиг.3.
Когда формообразование разливочного желоба 2 получается с помощью прессования или литья материала под давлением, этап дополнительного формования не требуется; в действительности, прессование или литье материала под давлением обеспечивают возможность формообразования корпуса 25 и всех горловых элементов, таких как резьба 10, за один этап.
В результате описанных операций горловая часть 6 и покрывающая часть 15 задают неотъемлемые части разливочного желоба 2, в том смысле, что они получаются только посредством формообразующих операций без какой-либо необходимости их соединения с помощью сварки или приклеивания.
Одновременно колпачок 4 и открывающий элемент 16 образуются по отдельности с помощью известных способов и затем собираются друг с другом. В частности, открывающий элемент 16 вдавливается в удерживающее основание 20 колпачка 4 и удерживается на месте посредством резьбы 9.
На этой стадии сборка, заданная с помощью колпачка 4 и открывающего элемента 16, приспосабливается к разливочному желобу 2 (фиг.4) таким образом, что резьбы 9 и 10 совместно входят в контакт, и верхняя стенка 11 колпачка 4 прижимает открывающий элемент 16 к верхней поверхности разливочного желоба 2 на кольцевых выступах 21 и 22.
После этой дополнительной сборочной операции открывающий элемент 16 приваривается, например термосвариванием, на покрывающую часть 15 разливочного желоба 2 на выступе 21.
Для облегчения отделения покрывающей части 15 от горловой части 6 во время первого вскрытия крышки 1 также выполняется ослабляющая кольцевая линия 27 вдоль периферии покрывающей части.
Предпочтительно (фиг.4) ослабляющая линия 27 получается в виде зазубрины (бороздки), то есть частичного надреза, выполненного на стороне 27а покрывающей части 15, обращенной по направлению к разливному отверстию 3 или, равнозначным способом, обращенной по направлению от верхней стенки 11 колпачка 4. Операция нанесения зазубрин может осуществляться, например, посредством горячего или холодного режущего элемента либо посредством ультразвуковых или лазерных устройств.
В примере, показанном на фиг.4, операции сварки и формообразования ослабляющей линии 27 выполняются одновременно посредством ультразвукового устройства 28; оно, по существу, содержит, цилиндрический трубкообразный сжимающий элемент 29, имеющий кольцевую рабочую поверхность 30, взаимодействующую с верхней стенкой корпуса 25, и ультразвуковую энергетическую установку (не показана), опорный элемент 31, взаимодействующий с верхней стенкой 11 колпачка 4 на противоположной стороне сжимающего элемента 29, и направляющие средства (не показаны) для перемещения сжимающего элемента 29 к и от опорного элемента 31 для получения требуемого сжимающего усилия во время выработки ультразвука.
Внешняя периферия сжимающего элемента 29 может быть оснащена режущим элементом 32, который оказывает действие на покрывающую часть 15 для создания ослабляющей линии 27.
Следует отметить, что разливочный желоб 2, колпачок 4 и открывающий элемент 16 могут быть выполнены из разных материалов.
В соответствии с возможной альтернативой, показанной на фиг.5, при выполнении ослабляющей операции в горячем состоянии, например, посредством использования ультразвуковых или лазерных устройств, накаленных инструментов и т.д., и через всю периферию покрывающей части 15, является возможным получить не только полный надрез 23 материала под открывающим элементом 16, но также сварной шов 24 верхней поверхности покрывающей части 15 с открывающим элементом вокруг зоны резания. На практике вследствие эффекта плавления на материале вокруг зоны резания ослабляющая операция одновременно выполняет соединение совмещающихся частей в такой зоне.
В конце вышеописанных операций покрывающая часть 15 задает слой газо- и/или светозащитного материала колпачка 4, то есть «прокладку», так как этот слой, как правило, относится к упаковке текучих пищевых продуктов.
В соответствии с другой возможной альтернативой, показанной на фиг.6, ослабляющая линия 27 может быть получена в виде зазубрины, выполненной на стороне 27b покрывающей части 15, обращенной по направлению, при использовании, к верхней стенке 11 колпачка 4.
В этом случае ослабляющая операция может выполняться непосредственно в процессе дополнительного формования резьбы 10 и других горловых элементов, например, посредством использования кольцевого выступа 33 или режущего элемента, подлежащего проталкиванию во все еще мягкий материал в пресс-форме со стороны 27b покрывающей части 15, и при этом опорный элемент 34 оказывает действие на противоположную сторону 27b покрывающей части для получения требуемого противоположного усилия. Как следствие, только операция сварки подлежит выполнению после того, как разливочный желоб 2 собирается вместе с колпачком 4 и открывающим элементом 16.
В качестве альтернативы ослабляющая операция также может выполняться после операции дополнительного формования, на отдельной установке.
В любом случае, ослабляющая операция на разливочном желобе 2 требует выполнения до того, как разливочный желоб собирается вместе с открывающим элементом 16 и колпачком 4.
В соответствии с дополнительной возможной непоказанной альтернативой ослабляющая операция также может выполняться с помощью изготовления соответствующих зазубренных линий на обеих сторонах 27а, 27b покрывающей части 15.
В соответствии с еще одной дополнительной возможной альтернативой, не показанной, открывающий элемент 16 может быть размещен и приварен к покрывающей части 15 разливочного желоба 2 и, затем, колпачок 4 может быть прикреплен к сборке, заданной с помощью разливочного желоба 2 и открывающего элемента.
Эта альтернатива применяется на любой стороне покрывающей части 15, на которой выполняется ослабляющая операция.
Первое вскрытие емкости получается за один этап с помощью раскручивания колпачка 4 разливочного желоба 2.
Так как колпачок 4 поворачивается вокруг оси А против часовой стрелки на фиг.1, соединение резьб 9 и 10 одновременно перемещает колпачок 4 в осевом направлении в сторону от разливочного желоба 2 для того, чтобы разрушить соединительные средства 14; в результате этого действия определяющее факт вскрытия кольцо 12 удерживается опирающимся в осевом направлении на нижнюю часть резьбы 10 горловой части 6.
На данной стадии открывающий элемент 16, не имеющий какого-либо вращательного соединения с колпачком 4, сохраняется неподвижным на верхней поверхности покрывающей части 15, к которой он приварен.
При дополнительном вращении колпачка 4 с последующим перемещением вдоль оси А верхняя часть резьбы 9 входит в контакт с внешним краем 17 открывающего элемента 16, и, при дальнейшем дополнительном вращении колпачка, вертикальное усилие прилагается на открывающий элемент 16 для его протягивания вверх вдоль оси А; начиная с этого момента, открывающий элемент 16 перемещается вместе с колпачком 4 вдоль оси А, таким образом, оказывая разрушающее действие на ослабляющую линию 27 для отделения покрывающей части 15 от горловой части 6 разливочного желоба 2 и для освобождения разливного отверстия 3. На практике открывающий элемент 16 приводится в движение посредством колпачка 4 с полностью поступательным перемещением вдоль оси А, тогда как колпачок имеет возможность вращательно-поступательного перемещения.
Когда колпачок 4 полностью снят с разливочного желоба 2, открывающий элемент 16 и покрывающая часть 15 удерживаются в пределах основания 20 посредством резьбы 9 в подвижном состоянии для того, чтобы не отрываться от колпачка непреднамеренно.
Благодаря сварному шву, покрывающая часть 15 остается присоединенной к открывающему элементу 16 вместо ее удаления.
Емкость может быть снова закрыта с помощью простого прикрепления колпачка 4 обратно на разливочный желоб 2. В этом состоянии повторная герметизация крышки 1 обеспечивается с помощью взаимодействия выступа 22 с верхним краем 18 горловой части 6 под давлением, оказываемым колпачком 4 на разливочный желоб 2 в снова закрытом положении.
Вариант на фиг.7 имеет отношение к другой форме движущих средств колпачка 4 для вхождения в контакт и протягивания открывающего элемента 16 вдоль оси А.
В этом случае движущие средства содержат кольцевой выступ 35, выступающий от внутренней поверхности боковой стенки 8 и, в показанном примере, расположенный на более высоком уровне, чем верхняя часть резьбы 9, вдоль оси А. Выступ 35 также может состоять из различных элементов, расположенных под углом вокруг оси А и расположенных на одинаковых или на разных уровнях по отношению к такой оси.
Движущие средства также могут быть заданы посредством выступа типа, показанного на фиг.7, но не проходящего по всей периферии вокруг оси А, и посредством верхней части резьбы 9, оба взаимодействующие с внешним краем 17 открывающего элемента 16 для протягивания его вверх вдоль оси А во время вращательно-поступательного перемещения колпачка 4.
Варианты на фиг.8 и 9 имеют отношение к разнообразным решениям для обеспечения, после первого снятия колпачка 4 с разливочного желоба 2, правильного центрирования открывающего элемента 16 внутри основания 20 колпачка, и, следовательно, по отношению к разливочному желобу, когда емкость снова закрывается. С помощью поддерживания центрирования гарантируется правильная повторная герметизация крышки 1.
В варианте осуществления на фиг.8 открывающий элемент 16 имеет, вдоль его внешней периферии, тонкое выступающее удлинение 36, взаимодействующее с внутренней поверхностью боковой стенки 8 колпачка 4 для того, чтобы поддерживать содержание открывающего элемента, зацентрированного внутри основания 20, без ослабления сборки таким элементом с колпачком 4.
В варианте осуществления на фиг.9 открывающий элемент 16 и верхняя стенка 11 колпачка 4, соответственно, имеют выступы 37 и взаимодействующие углубления 38, совместно входящие в контакт для задания центрального положения открывающего элемента по отношению к колпачку в его полностью закрытом или снова закрытом положениях. Каждый выступ 37 и взаимодействующее углубление 38 также могут иметь конические формы по направлению к внутренней части верхней стенки 11 для облегчения их совместного вхождения в контакт во время заключительной стадии закручивающего перемещения колпачка на разливочном желобе 2.
Является очевидным, что выступы 37 также могут быть обеспечены на верхней стенке 11 колпачка 4 и взаимодействующие углубления 38 - на открывающем элементе 16.
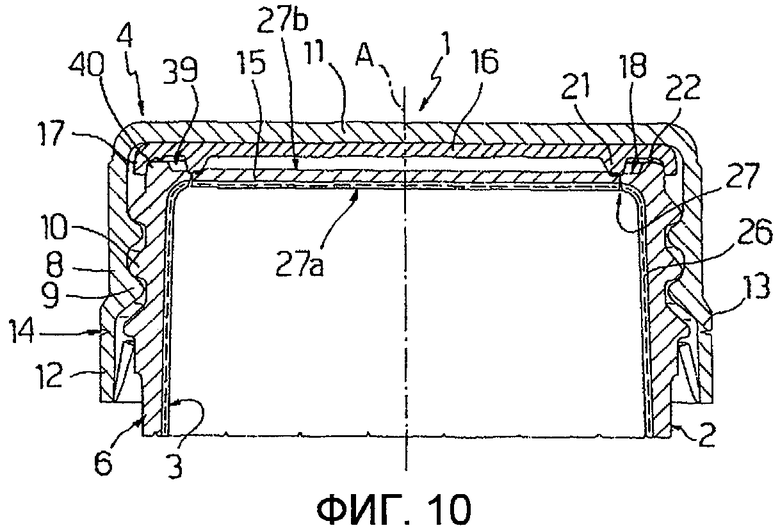
Вариант на фиг.10 имеет отношение к другому решению разливочного желоба 2, чей верхний край 18 имеет закругленный кольцевой выступ 40, способный производить приятное ощущение на рот пользователя во время потребления продукта непосредственно из емкости.
В этом случае, благодаря наличию закругленного выступа 40, форма открывающего элемента 16 изменяется; в частности, выступ 21 открывающего элемента 16 имеет большую высоту, при сравнении с вышеописанными решениями, для того чтобы привариваться к покрывающей части 15, и разграничивает посредством внешнего края 17 кольцевое основание 39, имеющее U-образный участок для размещения, с заданным отклонением, закругленного выступа 40 разливочного желоба 2.
Повторная герметизация получается с помощью взаимодействия выступа 22 открывающего элемента 16 и закругленного выступа 40 разливочного желоба 2.
В соответствии с дополнительным возможным непоказанным вариантом повторная герметизация крышки 1 также может быть получена с помощью конфигурации основания 39, точно с формой, взаимодействующей с таким одним закругленным выступом 40 разливочного желоба 2; в этом случае выступ 22 возможно не является необходимым. Кроме того, это расположение также может способствовать обеспечению правильного центрирования открывающего элемента 16 по отношению к разливочному желобу 2.
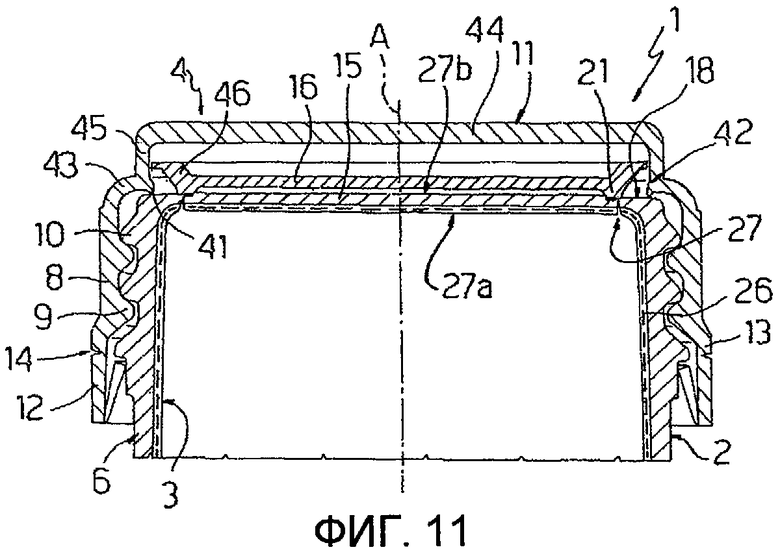
В варианте на фиг.11 повторная герметизация крышки 1 после первого вскрытия обеспечивается посредством выступающей закраины 41 колпачка 4, которая также задает движущие средства для вхождения в контакт и проталкивания открывающего элемента 16 вдоль оси А во время первого снятия колпачка 4 с разливочного желоба 2.
В частности, в этом случае открывающий элемент 16 только выполняет функцию восприятия вертикального усилия от колпачка 4 во время первого вскрытия крышки 1 и передачи этого усилия покрывающей части 15 для отделения последней от оставшейся части разливочного желоба 2.
Более конкретно, для того чтобы выполнять обе функции повторной герметизации крышки 1 и приведения в движение открывающего элемента 16 в его тянущееся вверх перемещение, верхняя стенка 11 колпачка 4 имеет перевернутую цилиндрическую чашеобразную форму с открытым концевым краем 42, снаружи соединенным с боковой стенкой 8 посредством кругового пояска 43 и изнутри снабженным выступающей закраиной 41.
Более подробно, верхняя стенка 11 колпачка 4 неотъемлемо содержит дискообразную основную часть 44, имеющую диаметр, больший, чем диаметр разливного отверстия 3, и расположенную на более высоком уровне, чем круговой поясок 43 по отношению к оси А, и боковую цилиндрическую часть 45, соединяющую основную часть 44 с круговым пояском 43 и задающую, на пересечении с последним, концевой край 42.
Выступающая закраина 41 отходит, соответствующим образом, от концевого края 42 по направлению к верхней поверхности разливочного желоба 2 и по направлению к оси А для того, чтобы выставлять в радиальном направлении боковую цилиндрическую часть 45.
Когда колпачок 4 полностью закручен на разливочном желобе 2, выступающая закраина 41 прижимается к верхнему краю 17 горловой части 6, таким образом, обеспечивая повторную герметизацию крышки 1.
В этом случае открывающий элемент 16 имеет внешней край 46 в форме усеченного конуса, выступающий по направлению к боковой цилиндрической части 45 и к основной части 44 для того, чтобы вводиться в контакт и протягиваться вдоль оси А посредством выступающей закраины 41 во время первого вскрытия крышки 1.
Взаимодействие между выступающей закраиной 41 и внешним краем 46 также обеспечивает правильное центрирование открывающего элемента 16 по отношению к колпачку 4.
Преимущества крышки 1 и способ ее изготовления станут понятными из вышеприведенного описания.
Благодаря тому факту, что герметизация разливочной стороны разливочного желоба 2 задается посредством покрывающей части 15, которая просто получается посредством формообразующей операции для изготовления желоба, какие-либо потери материала исключаются, в частности, когда этот материал имеет газо- и/или светозащитный материал и, следовательно, является довольно дорогостоящим. В действительности, в этом случае, покрывающая часть 15 просто приваривается к открывающему элементу 16 для того, чтобы позже отделяться от желоба во время первого вскрытия емкости, вместо того, чтобы сначала сниматься в конце формообразующей операции разливочного желоба и, затем, замещаться посредством дополнительного элемента, приваренного к желобу, и который требует повторного удаления при первом использовании.
Более того, благодаря использованию открывающего элемента 16, приваренного к покрывающей части 15 разливочного желоба 2, первое вскрытие крышки 1 может быть достигнуто пользователем с помощью одношаговой операции и с помощью небольшого усилия.
Фактически, во время поворачивания колпачка 4, открывающий элемент 16 приводится в движение посредством колпачка в строго поступательное перемещение вдоль оси А, посредством чего выполняется одновременное отделение покрывающей части 15 от горловой части 6 с помощью растягивающего усилия.
Заявитель отмечает, что этот вид усилия на покрывающую часть разливочного желоба позволяет достичь первого вскрытия емкости с уменьшенным усилием со стороны пользователя, при сравнении с напряжением сдвига на всем профиле материала, подлежащего удалению. Полностью равнозначным образом, для того чтобы обеспечить для пользователя возможность первого вскрытия емкости с помощью подходящего открывающего момента, использование растягивающего усилия оказывает уменьшенное воздействие на требование ослабления разрушаемой зоны, при сравнении с напряжением сдвига.
Фактически заявитель вычислил, что, в последнем случае, достаточное ослабление разрушаемой зоны требует того, чтобы материал, остающийся в надрезе (то есть соединяющий две части, впоследствии подлежащие отделению), был настолько тонким, как несколько сотых миллиметра, с точностью несколько тысячных миллиметра. Это может быть очень трудно осуществимо на практике.
В случае настоящего изобретения заявитель оценил, что требование на ослабление разрушаемой зоны снижается, приблизительно, на один порядок величины.
Более того, с помощью расположения движущих средств (например, верхней части резьбы 9 и/или одного или многочисленных выступов 35) на колпачке 4 на разных уровнях вдоль оси А для того, чтобы начинать вхождение в контакт с внешним краем 17 открывающего элемента 16 на одной конкретной точке и чтобы постепенно увеличивать контактную площадь по мере того как поворачивается колпачок, при этом дополнительно может снижаться требование на ослабление. В действительности, в этом случае, усилие момента, требующееся пользователю, меньше, чем такое усилие в случае, когда все движущие средства расположены на одинаковом уровне вдоль оси А.
Кроме того, благодаря тому факту, что открывающий элемент 16 не имеет какое-либо вращательное соединение с колпачком 4, угол вращения колпачка до начала разрушения покрывающей части 15 может быть установлен, например, для того, чтобы этот угол вращения был больше, чем этот угол, требующийся для разрушения соединительных средств 14, соединяющих определяющее факт вскрытия кольцо 12 с колпачком. Это может быть выполнено с помощью заблаговременного задания величины отклонения от направления оси А между открывающим элементом 16 и удерживающим основанием 20 колпачка 4.
Очевидно, что изменения могут быть внесены относительно описанных и проиллюстрированных здесь крышки 1 и способа, однако, не выходя за объем, как определенный в прилагаемой формуле изобретения.
Изобретение относится к крышке для герметичной емкости текучего продукта и к способу ее изготовления. Крышка (1) для герметичной емкости текучего пищевого продукта содержит разливочный желоб (2), задающий разливное отверстие (3), закрытое снаружи покрывающей частью (15), колпачок (4), прикрепленный к разливочному желобу с возможностью снятия, открывающий элемент (16), расположенный между колпачком (4) и покрывающей частью (15) разливочного желоба (2) и соединенный с покрывающей частью (15), и движущие средства (9, 35, 41), расположенные на колпачке (4), для введения в контакт и протягивания открывающего элемента (16) вдоль направления (А), поперечного ему, при снятии колпачка (4) с разливочного желоба (2) для того, чтобы отделить покрывающую часть (15) от горловой части (6) и освободить разливное отверстие (3) при первом вскрытии крышки (1) пользователем. Изобретение позволяет уменьшить отходы дорогостоящего материала, использующегося при изготовлении крышки, а также обеспечить первое вскрытие надежным и простым образом за одношаговую операцию с меньшими усилиями пользователя. 2 н. и 39 з.п. ф-лы, 11 ил.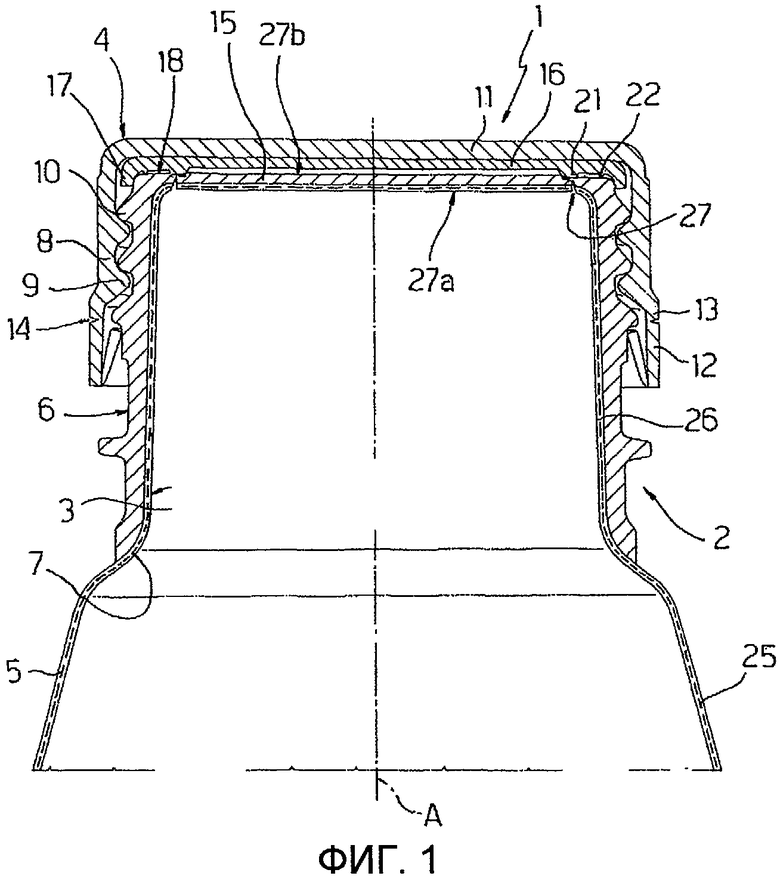
1. Крышка (1) для герметичной емкости текучего пищевого продукта, при этом указанная крышка (1) содержит:
разливочный желоб (2), имеющий горловую часть (6) для задания разливного отверстия (3) и покрывающую часть (15), закрывающую разливное отверстие (3) со стороны указанной горловой части (6), противоположной стороне, обращенной при использовании по направлению к емкости; и
колпачок (4), выполненный с возможностью прикрепления к разливочному желобу и снятия с него;
отличающаяся тем, что она дополнительно содержит открывающий элемент (16), расположенный между колпачком (4) и покрывающей частью (15) разливочного желоба (2) и соединенный с указанной покрывающей частью (15); и
движущие средства (9, 35, 41), расположенные на колпачке (4) для введения в контакт и протягивания открывающего элемента (16) вдоль оси (А), поперечной ему, при снятии указанного колпачка (4) с разливочного желоба (2) для того, чтобы отделить покрывающую часть (15) от горловой части (6) и освободить разливное отверстие (3), при первом вскрытии крышки (1) пользователем.
2. Крышка по п.1, в которой разливочный желоб (2) имеет, по меньшей мере, слой газо- и/или светозащитного материала.
3. Крышка по п.1, в которой колпачок (4) выполнен с возможностью снятия с разливочного желоба (2) вдоль направления перемещения имеющего, по меньшей мере, составляющую, параллельную указанной оси (А).
4. Крышка по п.3, в которой направление перемещения колпачка (4) по отношению к разливочному желобу (2) имеет вращательную составляющую вокруг указанной оси (А), и где колпачок (4) выполнен с возможностью свободного вращения вокруг указанной оси (А) по отношению к открывающему элементу (16).
5. Крышка по п.1, в которой покрывающая часть (15) разливочного желоба (2) имеет ослабление (27) вдоль ее внешней периферии для облегчения отделения покрывающей части (15) от горловой части (6) во время первого вскрытия крышки (1).
6. Крышка по п.5, в которой ослабление (27) содержит зазубрину, выполненную на стороне (27а) покрывающей части (15), обращенной в сторону от колпачка(4).
7. Крышка по п.5, в которой ослабление содержит зазубрину, выполненную на стороне (27b) покрывающей части (15), обращенной по направлению к колпачку (4).
8. Крышка по п.5, в которой ослабление (27) содержит зазубрины, выполненные на обеих сторонах (27а, 27b) покрывающей части (15).
9. Крышка по п.5, в которой ослабление содержит надрез (23) через всю покрывающую часть (15), причем сварочная площадка (24) проходит между покрывающей частью (15) и открывающим элементом (16) вокруг надреза(23).
10. Крышка по п.1, в которой верхняя часть (11, 8) колпачка (4) и движущие средства (9, 35, 41) задают удерживающее основание (20) для открывающего элемента (16) для того, чтобы предохранить открывающий элемент (16) от непреднамеренного удаления с колпачка (4).
11. Крышка по п.10, в которой открывающий элемент (16) удерживается с возможностью свободного вращения в пределах удерживающего основания (20) колпачка (4).
12. Крышка по п.10, в которой открывающий элемент (16) размещен внутри удерживающего основания (20) колпачка (4) с заданным отклонением вдоль указанной оси (А).
13. Крышка по п.10, в которой она дополнительно содержит центрирующие средства (36, 37, 38) для удерживания открывающего элемента (16) зацентрированным внутри удерживающего основания (20) колпачка(4).
14. Крышка по п.13, в которой указанные центрирующие средства содержат совместно входящие в контакт средства (37, 38) в виде выступа и углубления, обеспеченные на колпачке (4) и открывающем элементе (16).
15. Крышка по п.3, в которой горловая часть (6) и колпачок (4) имеют соответствующие входящие в контакт резьбы (10, 9) для задания указанного направления перемещения.
16. Крышка по п.15, в которой движущие средства содержат часть резьбы (9) колпачка (4), расположенную рядом с открывающим элементом (16).
17. Крышка по п.1, в которой движущие средства содержат, по меньшей мере, один элемент (35), отходящий от боковой стенки (8) колпачка (4) по направлению к горловой части (6) разливочного желоба (2).
18. Крышка по п.17, в которой движущие средства содержат некоторое количество указанных элементов (35), расположенных на разных уровнях вдоль указанной оси (А).
19. Крышка по п.1, в которой открывающий элемент (16) имеет контактную часть (22) для взаимодействия с областью (18) разливочного желоба (2) вокруг разливного отверстия (3) для обеспечения повторной герметизации крышки (1) даже после ее первого вскрытия.
20. Крышка по п.1, в которой колпачок (4) имеет контактную часть (41) для взаимодействия с областью (18) разливочного желоба (2) вокруг разливного отверстия (3) для обеспечения повторной герметизации крышки (1) даже после ее первого вскрытия.
21. Крышка по п.20, в которой контактная часть (41) колпачка (4) представляет собой выступающую закраину (41), также действующую в качестве движущих средств для введения в контакт и вытягивания открывающего элемента (16) во время первого снятия колпачка (4) с разливочного желоба (2).
22. Крышка по п.1, в которой она выполнена таким образом, чтобы задавать нераздельную завершающую торцевую стенку емкости.
23. Способ изготовления крышки (1) по любому из пп.1-22, при этом указанный способ содержит этапы:
формообразования разливочного желоба (2) в замкнутой конфигурации, в которой покрывающая часть (15) закрывает разливное отверстие (3); и
формообразования колпачка (4), подлежащего прикреплению к разливочному желобу (2) с возможностью снятия;
при этом указанный способ отличается тем, что содержит следующие дополнительные этапы:
формообразование открывающего элемента (16); и
соединение открывающего элемента (16) с покрывающей частью (15) разливочного желоба (2) таким образом, чтобы он располагался при использовании между колпачком (4) и покрывающей частью (15).
24. Способ по п.23, в котором указанный этап формообразования разливочного желоба (2) содержит этапы:
формообразования корпуса (25), отрытого на стороне, обращенной при использовании по направлению к емкости, и закрытого на противоположной стороне; и
дополнительного формования пластикового материала на сторону корпуса (25), противоположную стороне, ограничивающей разливное отверстие (3), для завершения разливочного желоба (2).
25. Способ по п.24, в котором указанный этап дополнительного формования содержит этап формообразования резьбы (10) на корпусе (25) для вхождения в контакт с резьбой (9) колпачка (4).
26. Способ по п.24, в котором этап формообразования корпуса (25) выполняют с использованием пластикового материала, имеющего газо- и/или светозащитный слой.
27. Способ по п.24, в котором слой газо- и/или светозащитного материала обеспечивается с помощью поверхностного покрытия указанного корпуса (25).
28. Способ по п.23, в котором он дополнительно содержит этап изготовления ослабления (27) вдоль периферии покрывающей части (15) для облегчения отделения покрывающей части (15) от горловой части (6) во время первого вскрытия крышки (1).
29. Способ по п.28, в котором ослабление (27) выполняют, по меньшей мере, как образование зазубрины покрывающей части (15).
30. Способ по п.28, в котором этап изготовления ослабления (27) выполняют на стороне (27а) покрывающей части (15), обращенной в сторону от колпачка (4) разливного отверстия (3).
31. Способ по п.28, в котором этапы соединения и изготовления ослабления (27) выполняют после размещения открывающего элемента (16) на разливочном желобе (2).
32. Способ по п.31, в котором этапы соединения и изготовления ослабления (27) выполняют одновременно.
33. Способ по п.32, в котором указанный этап изготовления ослабления выполняют в горячем состоянии и через всю периферию покрывающей части (15) для того, чтобы выполнить полный надрез материала под открывающим элементом (16) и сварной шов покрывающей части (15) с открывающим элементом (16) вокруг зоны резания.
34. Способ по п.28, в котором этап изготовления ослабления (27) выполняют на стороне (27b) покрывающей части (15), обращенной при использовании по направлению к колпачку (4).
35. Способ по п.34, в котором этап изготовления ослабления (27) выполняют во время указанного этапа дополнительного формования.
36. Способ по п.34, в котором этап изготовления ослабления (27) выполняют после указанного этапа дополнительного формования.
37 Способ по п.34, в котором этап изготовления ослабления (27) выполняют до этапа соединения открывающего элемента (16) с покрывающей частью (15).
38. Способ по п.28, в котором этап изготовления ослабления (27) выполняют на обеих сторонах (27а, 27b) покрывающей части (15).
39. Способ по п.23, в котором указанный этап соединения выполняют после того, как колпачок (4) и открывающий элемент (16) собирают и приспосабливают к разливочному желобу (2).
40. Способ по п.23, в котором указанный этап соединения выполняется до того, как колпачок (4) собирают с открывающим элементом (16) и приспосабливают к разливочному желобу (2).
41. Способ по п.23, в котором указанный этап соединения представляет собой этап сварки.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Композиционный слоистый материал | 1980 |
|
SU931729A1 |
| Способ измерения аналоговых сигналов | 1983 |
|
SU1147990A1 |
| ОТКРЫВАЮЩЕЕСЯ ПРИСПОСОБЛЕНИЕ ДЛЯ КОНТЕЙНЕРА | 1994 |
|
RU2126350C1 |
| US 6184746 A, 09.02.1993. | |||

