Область техники, к которой относится изобретение
Настоящее изобретение относится к способу производства съедобных вафель с применением экструзии, к съедобным вафлям, изготовленным таким способом, и к линии производства вафель.
Уровень техники
Пищевые продукты на зерновой основе могут изготавливаться множеством способов.
Одной из категорий пищевых продуктов на зерновой основе являются вафли. Основные виды вафель описаны K.F.Tiefenbacher в "Encyclopaedia of Food Science, Food Technology and Nutrition", p.417-420, Academic Press Ltd., London, 1993. Вафли могут выпекаться в форме плоских листов между нагреваемыми плитами, как описывается в GB 2221603, или могут выпекаться в фигурных формах для получения вафельных стаканчиков или конусов для мороженого (GB 200432). Традиционно такие вафли изготавливаются выпеканием жидкого теста для вафель, содержащего пшеничную муку, воду, некоторое количество жира и разрыхлитель для теста, например, бикарбонат натрия.
Вафли, композиция которых придает им пластичность в горячем состоянии, могут подвергаться формованию после выпечки, например, при производстве свернутых в виде конуса вафель из сахаросодержащего жидкого теста. Зерновые композиции могут также подвергаться экструзии в тонкие полоски с последующим формованием их, например, в конусы (EP 1323347 A1).
Плоские вафельные листы используются в ряде популярных кондитерских изделий, таких как KIT КАТ (шоколадные батончики с вафельной прослойкой). В типичных случаях вафельные листы могут смазываться слоем жирного сливочного крема с последующей укладкой нескольких намазанных листов вместе с верхним покровным листом без крема в так называемый многослойный вафельный пласт ("вафельную книжку"). Многослойные вафельные пласты разрезаются на небольшие бисквиты, которые могут глазироваться шоколадом или формоваться с шоколадным покрытием.
Экструзионная варка композиций на зерновой основе традиционно применяется в пищевой промышленности. Ее применение для изготовления съедобных стаканчиков для пищевых продуктов описано в US 5962055, в производстве многослойных экструдатов, украшенных сложным рисунком в US 6251452 B1, кондитерского изделия с тонкой окрашенной прослойкой в US 6579555 B1, воздушных продуктов в форме пеллет (гранул) в US 6586031 B1. Способ производства путем экструзионной варки закусочного продукта с текстурой, сходной с текстурой традиционной хрустящей тортильи (сухие хрустящие ломтики кукурузных лепешек) или крекеров, раскрывается также в US 6054166. В US 2003/0091698 A1 описывается композиция теста из высокобелкового пищевого материала, которая может подвергаться экструзии с приданием определенной формы, а затем выпекаться для получения таких пищевых продуктов, как вафли и плоские хлебцы. Ломтики хлеба или тосты, изготавливаемые способом выпекания-экструзии-расширения (в объеме), описываются в US 4217083.
Композиции теста для производства мучных закусочных продуктов раскрываются, например, в WO 99/51111 и WO 02/07538 A2. В DE 3128109 A1 также раскрывается способ производства путем экструзии однородных полосок из теста.
Общими отличительными признаками процессов экструзии являются стадия приготовления пригодного для экструзии теста, которое может подвергаться варке в одно- или двухшнековом экструдере при высокой температуре, а затем экструдироваться через экструзионную головку. Процесс экструзии через экструзионную головку может сопровождаться увеличением продукта в объеме в зависимости от влагосодержания теста и давления в самой головке. После этого продукт может разрезаться и/или подвергаться последующей обработке и охлаждению.
Готовые продукты, изготовленные описанными выше процессами экструзии, в большинстве случаев имеют такой недостаток, как неоднородный состав полученного продукта на зерновой основе. Эта проблема означает невозможность применения экструзии для изготовления однородного, большого по размеру, плоского вафельного листа, пригодного для процесса слоения в многослойный вафельный пласт ("книжку").
Поэтому задачей изобретения является обеспечение способа и производственной линии, которые устраняют вышеуказанный недостаток и, кроме того, повышают эффективность производства плоских вафель на зерновой основе.
Раскрытие изобретения
Соответственно указанная задача решается с помощью отличительных признаков независимых пунктов формулы изобретения. Зависимые пункты развивают далее основную идею изобретения.
Так, в первом аспекте изобретение обеспечивает линию производства вафель, в состав которой входят (в направлении слева направо):
(а) экструдер, снабженный кольцевой экструзионной головкой, способной формовать неплоский экструдат,
(б) дефлектор для формования экструдата в экструдированный лист,
(в) растягивающее/вытягивающее устройство для растягивания/вытягивания экструдированного листа,
(г) ламинирующее устройство для слоения экструдированного листа,
(д) сушильная установка для сушки экструдированного продукта,
(е) разделительное устройство для разделения экструдированного продукта на куски требуемых размеров.
Во втором аспекте изобретение обеспечивает способ производства вафель путем экструзии, включающий стадии:
(а) приготовления смеси ингредиентов,
(б) подачи смеси в экструдер и варки смеси,
(в) экструзии смеси после варки таким образом, чтобы сформировалась экструдированная и увеличенная в объеме неплоская структура,
(г) распрямления структуры для получения большого экструдированного листа,
(д) подвергания экструдированного листа растягиванию/вытягиванию,
(е) регулирования толщины листа для получения листа требуемой толщины,
(ж) сушки листа,
(з) разделения листа на вафли требуемого размера, например, нарезкой.
Вафли, полученные этим способом, также составляют часть изобретения.
В заключительном аспекте настоящее изобретение обеспечивает вафли, полученные путем растягивания непрерывного экструдированного листа на зерновой или крахмальной основе с последующей разрезкой его на вафли требуемого размера.
Краткое описание фигур
Настоящее изобретение подробно описывается ниже со ссылкой на некоторые из вариантов его практического воплощения, представленные на фигурах, из которых:
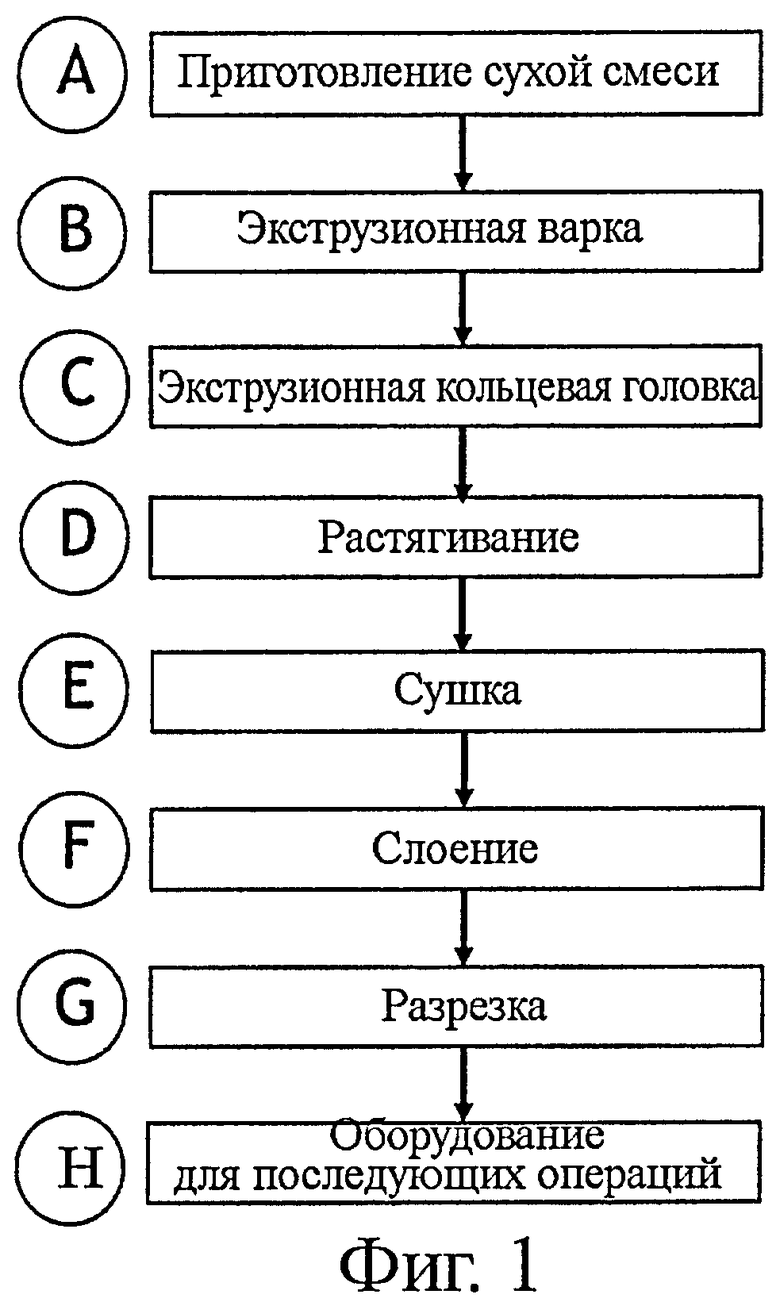
на фиг.1 схематично представлена последовательность стадий способа согласно одному из вариантов воплощения изобретения,
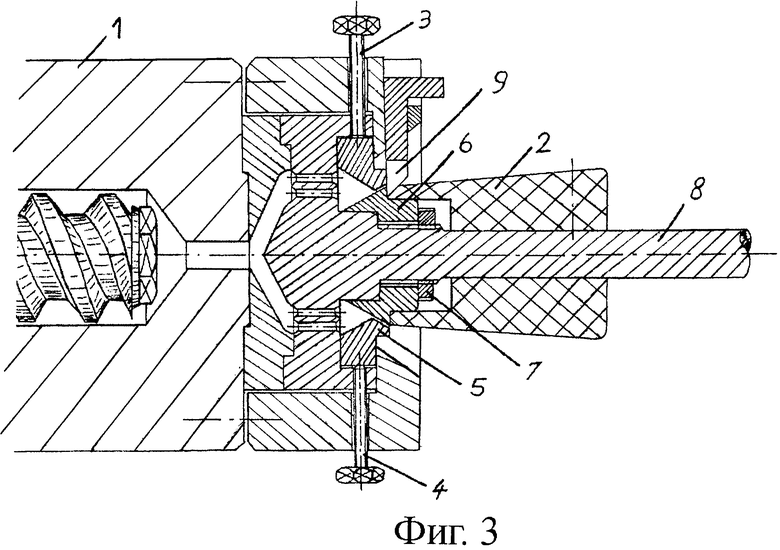
на фиг.2 представлена линия производства вафель согласно изобретению,
на фиг.3 показана концевая часть экструдера, экструзионная головка, режущее устройство, пластиковый конус и вал согласно предпочтительному варианту воплощения изобретения,
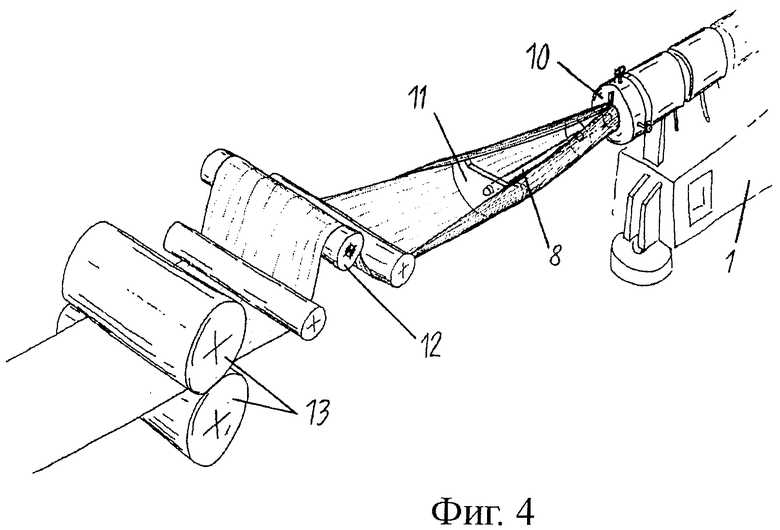
на фиг.4 показан вариант части производственной линии (экструдер, кольцевая экструзионная головка, устройство для распрямления трубчатой структуры в плоский лист, дефлектор, растягивающее устройство, вытягивающее/ламинирующее устройство) согласно изобретению.
Осуществление изобретения
В настоящем изобретении под термином "вафли" имеется в виду пищевой продукт на зерновой или крахмальной основе, имеющий пористую структуру, нежную хрустящую консистенцию и толщину, обычно составляющую от 0,5 до 4 мм, хотя толщина вафель настоящего изобретения может доходить до 10 мм или более. В поперечном сечении матрица вафель имеет сильно выраженную воздушную структуру, главным образом, из клейстеризованного крахмала.
Согласно фиг.1, способ по изобретению включает в качестве первой стадии приготовление смеси ингредиентов (фиг.1A, фиг.2A). Смесь ингредиентов может быть сухой или влажной. Предпочтительно смесь ингредиентов является смесью на зерновой или крахмальной основе.
В типичных случаях смесь ингредиентов содержит от 50% до 99% муки зерновых, от 0 до 50% сахара, от 0,05% до 1,8% соли, от 0 до 6% масла или жира и от 0 до 25% добавленной воды. Мука зерновых может быть, например, пшеничной, кукурузной, ячменной, овсяной, рисовой, гороховой мукой или их комбинацией. Сахар может выбираться из сахарозы, инвертного сахара, фруктозного сиропа, глюкозного сиропа с различным DE (декстрозный эквивалент), мальтодекстринов с различным DE и др. и их комбинаций.
Смесь может включать также другие потенциальные ингредиенты, такие как, например, молоко, сухое молоко, фруктовые порошки, муку из цельного зерна, какао-порошок, солодовый экстракт, отруби (в виде мучки и/или крупки), ароматизаторы и/или красители, разрыхлители теста (обычно в количестве от 0 до 1%), улучшители муки, такие как ферменты (обычно в количестве от 0 до 0,02%) и др.
Помимо этого, композиция смеси ингредиентов согласно изобретению может включать также кусочки пищевого материала. Примерами таких включений являются кусочки орехов, ореховая паста, миндаль, сахар, шоколад, хрустящий материал, воздушный материал наряду с другими. Она может включать также оболочки семян, которые могут встречаться, например, в обычной муке.
Соответственно настоящее изобретение обеспечивает вариабельность рецептуры смеси в широких пределах.
Так, смесь может приготавливаться путем начального смешивания порошкообразных компонентов с получением сухой смеси. Сухая смесь может подаваться в экструдер для экструзионной варки или может предварительно смешиваться перед подачей в экструдер с жидкими или текучими компонентами.
После поступления в экструдер смесь ингредиентов может перемешиваться в первой смесительной секции традиционного экструдера для пищевой промышленности, главным образом, экструдера с двойными шнеками, например. В предпочтительном варианте воплощения в экструдер может впрыскиваться вода (и/или подаваться пар) и/или сахарный раствор, и/или жировой раствор. Это предпочтительно осуществляется при низкой скорости подачи. Влажность в экструдере обычно составляет от 10% до 25%. Влагосодержание смеси на этой стадии предпочтительно не превышает 15%, более предпочтительно оно составляет от 5% до 15%.
Затем смесь ингредиентов подвергается варке в экструдере (фиг.1B, фиг.2B). Экструдеры для экструзионной варки представляют собой машины непрерывного действия, укомплектованные устройствами для проведения нескольких технологических операций (транспортирование, перемешивание, плавление/тепловая обработка, увеличение в объеме, формование). Таким образом, в соответствии с изобретением смесь ингредиентов подается и подвергается варке в экструдере с двойным шнеком или в одношнековом экструдере, причем шнек экструдера имеет специфическую конфигурацию, а работа его нагревательных элементов регулируется таким образом, чтобы гарантировался определенный температурный профиль.
Варка смеси может проводиться при температуре от 80°С до 180°С, предпочтительно - от 130°С до 170°С, под давлением от 8 до 15 МПа в течение от 5 до 50 сек в последовательных секциях экструдера, в которых смесь нагревается, сжимается и подвергается воздействию усилия сдвига таким образом, чтобы сформировалась термопластичная масса. Предпочтительно среднее время пребывания в экструдере составляет около 30 сек. При указанных режимах материал плавится под комбинированным воздействием сил механического трения между элементами шнека(-ов) и тепловой энергии, пропускаемой через цилиндр экструдера. Затем полученный расплав транспортируется к головке экструдера, в которой он подвергается воздействию давлением.
Термопластичная масса может экструдироваться путем проталкивания ее шнеком или двойным шнеком экструдера через отверстия экструзионной головки (фильеры), размещающейся на конце экструдера. Поскольку экструзионная головка образует концевое сужение на выходе из экструдера, ее геометрия может целенаправленно подбираться с целью придания продукту определенной формы. В настоящем изобретении экструзия проводится через кольцевую экструзионную головку (фиг.1C, 2C). Кольцевые экструзионные головки в большинстве случаев применяются в производстве лазаньи. Их преимущество в том, что они обеспечивают равномерное распределение продуктового потока.
На фиг.3 схематично изображена концевая часть экструдера с экструзионной головкой, где 1 - экструдер; 3 и 4 - винты, обеспечивающие центрирование параллельных плоскостей 5 и 6, называемых формующими губами экструзионной головки; 7 - резьбовая муфта, регулирующая движение формующих губ экструзионной головки; 8 - вал; 9 - режущее приспособление для разрезания структуры экструдата таким образом, чтобы обеспечить формование структуры в виде тонкой полоски с помощью дефлектора, размещающегося на конце вала (не показан), и 2 - пластиковая коническая часть, предназначенная для радиального расширения экструдированного продукта.
Таким образом, в способе по изобретению подвергнутая варке смесь экструдируется через кольцевую экструзионную головку (фильеру) с образованием неплоской структуры (ср. фиг.4). Неплоская структура обычно является трубчатой или эллиптической.
Далее, при экструзионной варке зерновых продуктов в ходе продвижения влагосодержащего экструдата в условиях поддерживаемого в начале процесса высокого давления и высокой температуры к экструзионной головке вода испаряется, что вызывает быстрое увеличение экструдата в объеме с формированием пузырьково-вспененной структуры. Традиционно экструдированный продукт сразу же расширяется или "взрывается" за счет мгновенной конверсии сжатого водяного пара в пар, когда продукт проходит через экструзионную головку и выходит в окружающую среду (процесс мгновенного испарения влаги). Применение кольцевой экструзионной головки обеспечивает то, что расширение в целом происходит вблизи нее. Именно таким путем формируется увеличенная в объеме экструдированная неплоская структура (ср. фиг.4).
Кроме этого применение кольцевой экструзионной головки (фиг.4 - поз.10) позволяет получить экструдат большей окружности и, следовательно, большей ширины впоследствии по сравнению с традиционными способами экструзии пищевых продуктов на зерновой основе. Этому может способствовать наличие пластиковой конической части на выходе экструзионной головки (ср. фиг.3 - поз.2), которая обеспечивает начальное радиальное растягивание и заставляет продукт расширяться преимущественно в радиальных направлениях кнаружи. Кроме того, коническая часть служит скользящей опорой для экструдированного листа по мере выхода его из экструдера. Возможность производства неплоских экструдатов таких размеров дает то преимущество, что производственная линия по изобретению имеет более высокую производительность по производству экструдированного материала на зерновой или крахмальной основе и пригодна для эффективного изготовления плоских вафель, которые могут использоваться в процессах слоения для производства, например, многослойных вафельных пластов ("вафельных книжек").
Экструзионная головка, применяемая в настоящем изобретении, может комплектоваться механической системой из 4 винтов (фиг.3 - поз.3, 4), обеспечивающих центрирование параллельных плоскостей, называемых формующими губами экструзионной головки (фиг.3 - поз.5, 6), в процессе экструзии. За счет возвратно-поступательного движения внутренней формующей губы экструзионной головки, регулируемого с помощью резьбовой муфты (фиг.3 - поз.7), может изменяться также и толщина продукта в ходе экструзии.
Следующей стадией способа изобретения является распрямление неплоской структуры (показано на фиг.4) в большой экструдированный лист.
"Большой" означает, что указанный экструдированный лист может использоваться для производства большого количества вафель. Так, указанный большой лист может разрезаться в длину, т.е. по направлению выхода экструдированного листа и/или по ширине, т.е. в направлении, перпендикулярном направлению выхода экструдированного листа. В типичных случаях большой экструдированный лист может иметь, например, по меньшей мере, 8 см; предпочтительно, по меньшей мере, 15 см; более предпочтительно, по меньшей мере, 20 см; наиболее предпочтительно - свыше 25 см.
Указанное распрямление экструдата в лист экструдированного материала в типичных случаях достигается за счет использования:
- однометрового вала (фиг.3 и 4 - поз.8), закрепленного на экструзионной головке и управляющего движением конической части (фиг.3 - поз.2), которая может быть смонтирована справа от выхода экструзионной головки. Указанная пластиковая коническая часть (фиг.3 - поз.2) используется для поддержания продукта на выходе из экструзионной головки и обеспечивает начальное радиальное растягивание продукта, заставляя его расширяться преимущественно в радиальных направлениях кнаружи. С помощью специально предусмотренного небольшого ножа (фиг.3 - поз.9) и/или дискового режущего приспособления, прочно закрепленного на выходе экструзионной головки, выходящий продукт разделяется или разрезается;
- второго пластикового дефлектора (фиг.4 - поз.11) определенной конфигурации, прочно закрепленного на валу (фиг.3 и 4 - поз.8) на расстоянии 500 мм от экструзионной головки и предназначенного для преобразования продукта из неплоской структуры в плоскую полоску. Указанный дефлектор (фиг.4 - поз.11) помогает также ограничить повторяющиеся время от времени геометрические проблемы, возникающие при переходе с продукта круглого поперечного сечения на продукт линейного поперечного сечения. Примером такой геометрической проблемы может быть покоробленная или неоднородная текстура поперечного сечения полоски продукта;
- разницы высот между экструзионной головкой и растягивающим устройством, что также важно в плане предупреждения вышеупомянутых геометрических проблем. Установлена оптимальная высота подъема примерно в 150 мм по направлению к отверстию от центральной оси экструзионной головки и растягивающего/вытягивающего устройства. При правильной разнице высот степень неравномерного растягивания в поперечном сечении полоски продукта не превышает 2%.
Таким образом, распрямление неплоской структуры приводит к получению большой полоски продукта. Ширина полоски составляет, по меньшей мере, 8 см; предпочтительно, по меньшей мере, 15 см; более предпочтительно, по меньшей мере, 20 см; наиболее предпочтительно - свыше 25 см.
Как только продукт приобретет форму большой плоской полоски, он подвергается продольному растягиванию/вытягиванию (фиг.1D). Растягивающее устройство (фиг.4 - поз.12) обеспечивает продольное растягивание продукта под воздействием растягивающего усилия примерно от 0,1 до 80 Н. Предпочтительно растягивающее усилие составляет от 30 до 50 Н. Этот процесс начинается сразу после экструзии, пока продукт находится еще в термопластичном состоянии. В типичных случаях растягивание/вытягивание выполняется с помощью от 2 до 5 комплектов последовательно размещенных валков с гладкой поверхностью (фиг.4). В типичных случаях скорость вращения растягивающих/вытягивающих устройство может варьироваться от 10 м/мин до 50 м/мин.
После растягивания/вытягивания экструдированного листа проводится регулирование его толщины до достижения требуемого значения. Это обычно достигается с помощью стадии слоения (фиг.2D), Под слоением имеется в виду процесс уменьшения толщины вафельного листа с образованием тонкого слоя, получаемого, например, путем пропускания между вальцами (ср. фиг.4 - поз.13). Полученные вафли могут быть, в основном, плоскими.
В этом случае вытягивающее/ламинирующее устройство используется для перемещения продукта из экструзионной головки на линию. Оно прикладывает к продукту некоторое продольное растягивающее усилие и уменьшает его толщину при операции слоения. Указанное устройство представляет собой комплект вальцов, приводимых во вращение электродвигателями с точно регулируемой скоростью.
Температура вальцов регулируется с помощью системы циркуляции воды в них во избежание прилипания продукта.
В предпочтительном варианте воплощения настоящего изобретения экструдированный лист подвергается второй стадии растягивания/вытягивания. Цель этой стадии заключается в облегчении регулирования толщины листа. Малая толщина (в типичных случаях от 2 до 2,5 мм) листа особенно важна при производстве тонких вафель, а также для предупреждения покоробленности листа. Она позволяет и далее уменьшать толщину листа в строго контролируемом режиме.
Согласно изобретению продукт после растягивания/вытягивания может подвергаться сушке (фиг.1Е). Предпочтительно стадия сушки проводится с применением инфракрасного (ИК) нагревателя или сушкой горячим воздухом. В типичных случаях продукт помещается на сетчатый (с определенным меш) конвейер, который проходит через ИК сушильную установку (показанную на фиг.2Е), что обеспечивает воздействие на продукт ИК-излучения сверху и снизу. Стадия сушки обычно снижает влагосодержание продукта примерно с 15% до 1%-6,5%. Предпочтительно вафли высушиваются до конечного остаточного содержания влаги от 1% до 4%, более предпочтительно - от 3% до 4%. Может проводиться и кондиционирование продукта по влажности, хотя в этом нет необходимости.
В предпочтительном варианте воплощения изобретения используется второе ламинирующее устройство с целью регулирования толщины продукта на выходе из сушильной установки, пока он находится еще в термопластичном состоянии, и для обеспечения постоянства растягивания продукта в продольном направлении в процессе сушки (ср. фиг.1F). В этом втором ламинирующем устройстве (показанном на фиг.2F) температура вальцов регулируется путем циркуляции воды в них во избежание прилипания продукта. Ламинирующие устройства занимают важное место в регулировании толщины экструдированного листа. Толщина является важным параметром, который влияет не только на внешний вид готового вафельного продукта, но и на его плотность. Толщина листа после слоения и перед разрезкой предпочтительно составляет от 0,5 до 10 мм, более предпочтительно - от 1 до 5 мм, наиболее предпочтительно - от 1,5 до 3 мм.
В заключение растянутый/вытянутый экструдированный лист разделяется на множество вафель требуемого размера. В типичных случаях стадия разделения осуществляется с помощью режущего приспособления гильотинного типа (фиг.1G). Во избежание блокировки и для достижения хорошего качества разрезки режущее приспособление предпочтительно совершает круговое движение с переменной скоростью.
Размеры могут варьировать в широких пределах в зависимости от последующего применения. В любом случае большой лист может использоваться для производства вафель самого разного размера для различных целей применения.
Полученные таким способом вафли могут далее охлаждаться в охлаждающем устройстве арочного типа.
Большой экструдированный лист, полученный способом изобретения, можно также украсить необязательно рельефным рисунком методами, известными квалифицированному в данной области техники специалисту, или может сохраняться плоским в зависимости от его назначения.
Способ изобретения может осуществляться на линии производства вафель согласно изобретению. На фиг.2 показана такая производственная линия, причем буквенные обозначения соответствуют стадиям способа, перечисленным на фиг.1.
Так, согласно одному из вариантов воплощения изобретения, показанному на фиг.2, линия производства вафель включает (в направлении слева направо) экструдер (фиг.2B), который может быть оборудован кольцевой экструзионной головкой (фиг.2C). Концевая часть экструдера и кольцевая экструзионная головка более подробно изображены на фиг.3 и фиг.4 - поз.10.
Экструдер может быть одно- или двухшнековым. Экструдированный продукт имеет неплоскую форму на выходе из кольцевой экструзионной головки. Для формования экструдата в экструдированный плоский лист предусмотрен дефлектор (фиг.4 - поз.11), который размещается справа от экструдера.
Растягивающее/вытягивающее устройство (фиг.4 - поз.12) для растягивания/вытягивания продукта, экструдированного в указанном экструдере, размещается на выходе экструзионной головки (после дефлектора), а после него предусмотрено ламинирующее устройство (фиг.4 - поз.13 и фиг.2D).
Эти устройства обеспечивают равномерное растягивание экструдата и за счет этого улучшенные характеристики текстуры готового продукта.
Сушильная установка для сушки экструдированного продукта размещается справа от ламинирующего устройства (фиг.2Е). Сушильная установка может представлять собой инфракрасную сушильную установку или установку для сушки горячим воздухом и обеспечивает требуемое влагосодержание продукта, составляющее предпочтительно от 1% до 6,5%, более предпочтительно - от 1% до 4%, наиболее предпочтительно - от 3% до 4%.
Между ламинирующим устройством и сушильной установкой необязательно может размещаться второе растягивающее устройство.
Необязательное ламинирующее устройство для слоения сухого экструдированного продукта также может входить в состав линии, как показано на фиг.2F. В предпочтительном варианте воплощения линия производства вафель содержит ленточный транспортер (показанный на фиг.2 между поз.F и G) после второго ламинирующего устройства. Он предусмотрен для обеспечения определенного времени охлаждения продукта с тем, чтобы сделать его менее термопластичным, перед последующей операцией разделения (разрезки).
Разделительное устройство для разделения экструдированного продукта на куски требуемого размера завершает линию производства вафель по изобретению. Разделительное устройство (фиг.2G) может представлять собой режущее устройство любого типа, например резальный механизм гильотинного типа. За ним может следовать охлаждающее устройство, такое как охладитель арочного типа, которое может размещаться, например, после разделительного/режущего устройства.
Согласно изобретению вафли могут изготовляться вышеописанным способом на линии производства вафель по изобретению.
Способ изобретения обладает многими преимуществами. Применение кольцевой экструзионной головки в комбинации с растягивающим/вытягивающим устройством сообщает получаемым продуктам преимущества, которых ранее невозможно было достигнуть с помощью процесса экструзии. Равномерное распределение продуктовой массы, обеспечиваемое наличием кольцевой экструзионной головки, по всему экструдированному листу приводит к ее равномерному распределению и в экструдированном продукте. Помимо этого, текстура готового продукта заметно улучшается в результате равномерного растягивания материала с гладкой поверхностью. Сведение к минимуму покоробленности материала улучшает также технологичность (т е. пригодность к обработке) экструдированного продукта. Кроме того, за счет использования кольцевой экструзионной головки изобретение обеспечивает экструдированный материал беспрецедентной ширины. Благодаря этому способ по изобретению позволяет получать большой экструдированный увеличенный в объеме вафельный лист. В результате этого повышается эффективность производственной линии.
Способ по изобретению имеет и другие преимущества, такие как пониженное потребление энергии, возможность быстрого переключения с одного формата продукта на другой, сокращение производственных отходов, гибкость способа в плане разнообразия форм получаемых продуктов и возможность осуществления способа в непрерывном режиме с получением непрерывного, а не отдельного вафельного листа.
Помимо вафель, полученных вышеописанным способом, частью изобретения являются также вафли, полученные путем растягивания и последующего разделения экструдированного листа на зерновой или крахмальной основе.
Применение вафель настоящего изобретения может включать потребление их в нативном виде или использование в качестве основы пищевых продуктов, изготавливаемых путем слоения вафель с кремовой прослойкой и/или с покрытием, например, из жировой, сахарной и/или шоколадной глазури и др. Они могут использоваться для производства конусов для мороженого, печенья, шоколадных батончиков, кондитерских изделий, сладких блюд, кормов для домашних животных и др. Предпочтительной сферой их использования является производство кондитерских вафельных батончиков. С помощью способа по изобретению можно получать тонкие плоские или рельефные вафли с пористой хрустящей легкой текстурой, быстро распадающейся во рту.
Вафли по изобретению могут иметь толщину от 0,5 до 10 мм, предпочтительно - от 1 до 5 мм, более предпочтительно - от 1,5 до 3 мм.
Обычно плоские вафли, выпекаемые в традиционных печах между нагреваемыми плитами, с трудом снимаются с плит, если выпечка их не доводится до низкого влагосодержания - ниже 1,5% в типичных случаях. Поэтому вафли, особенно вафли, используемые для производства содержащих вафли формованных продуктов с покрытием, требуют проведения кондиционирования в помещении с контролируемой атмосферой (с определенной влажностью) до тех пор, пока они не достигнут требуемого влагосодержания. Если этот процесс кондиционирования не проводить или проводить не надлежащим образом, то может иметь место влагообмен между вафлями с нанесенным покрытием и окружающей средой, что может вызвать разбухание вафель и последующее растрескивание покрытия.
Применение экструзионного способа по изобретению позволяет напрямую изготавливать большие плоские вафельные листы при повышенном влагосодержании. Это устраняет необходимость проведения стадии кондиционирования, которая является трудоемкой и требует дополнительного помещения и которая, вследствие этого, увеличивает окончательную стоимость продукта.
Кроме того, в производстве традиционных вафель вафельные листы строго определенного размера разрезаются для получения продуктов требуемого размера. Если же возникает потребность в изменении размера изготовляемого продукта, то такое изменение лимитируется необходимостью максимально возможного использования цельного вафельного листа. Вафельный материал, остающийся после вырезания вафель требуемого размера из листа, должен направляться на вторичную обработку, что снижает производительность и увеличивает стоимость. Переоборудование печи для выпечки вафель плитами различных размеров является дорогостоящим мероприятием. В случае же вафель и способа изобретения проблема изменения, при необходимости, размера вафель решается очень легко и эффективно с точки зрения стоимости, а именно путем замены экструзионной головки.
Другим преимуществом вафель по настоящему изобретению является то, что они могут не содержать жира, что очень важно для потребителей, контролирующих потребление количества калорий. В производстве традиционных вафель жидкое вафельное тесто содержит некоторое количество жира для облегчения снятия вафельного листа с плит для выпечки или выемки его из формы. Вафли по изобретению подвергаются экструзии и поэтому не нуждаются в наличии жира, хотя при необходимости они могут содержать некоторое количество жира.
Экструдированный увеличенный в объеме вафельный продукт на зерновой основе по настоящему изобретению может различаться своим поперечным сечением. Например, он может отличаться тем, что он изготовлен из растянутого материала. Фактически способ изготовления вафель, в частности растяжение экструдированного материала, приводит к тому, что клетки и каналы приобретают более удлиненную форму. Это свойство внутренней структуры влияет на текстуру вафель, которая является пористой, хрустящей, плавящейся, либо на приобретение вафлями легкой текстуры, быстро распадающейся во рту.
Настоящее изобретение иллюстрируется нижеприведенными примерами, не ограничивающими его масштаб.
Примеры
Процесс экструзии
Сухая смесь (с влагосодержанием около 10%) помещается в экструдер. Она входит в Архимедов шнек или двойные шнеки, снабженные термостатическими рубашками (цилиндрами), и вода вводится при относительно низкой скорости подачи (общая влажность в машине обычно составляет от 15% до 25%). Могут также вводиться и другие ингредиенты, такие как жир, сахарный раствор, вода и/или пар. Материал начинает плавиться под комбинированным воздействием сил механического трения между элементами шнека(-ов) и сырьем в шнеке и тепловой энергии, пропускаемой через цилиндр. Расплав проталкивается в направлении экструзионной головки, где он подвергается воздействию давления. Типичные режимы процесса: температура - от 130°С до 170°С, давление - от 8 до 15 МПа, среднее время пребывания в экструдере около 30 секунд. Продукт проходит через головку, в которой он может формоваться.
Композиция
Типичная композиция смеси по изобретению приводится ниже в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЪЕДОБНЫЕ ВАФЕЛЬНЫЕ ПРОДУКТЫ, ИЗГОТОВЛЕННЫЕ ЭКСТРУЗИЕЙ | 2007 |
|
RU2438331C2 |
| КОНУСНЫЙ СТАКАНЧИК ИЗ ЗЕРНОВЫХ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СПОСОБ ПРИДАНИЯ СТАКАНЧИКУ ИЗ ЗЕРНОВЫХ ОСОБОЙ ПРИВЛЕКАТЕЛЬНОСТИ | 2002 |
|
RU2307509C2 |
| СЪЕДОБНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2013 |
|
RU2628424C2 |
| ВАФЛИ С ОТСУТСТВИЕМ ИЛИ НИЗКИМ СОДЕРЖАНИЕМ САХАРА ИЛИ ВСПУЧЕННЫЙ ЭКСТРУДИРОВАННЫЙ ЗЕРНОВОЙ ПРОДУКТ, СОДЕРЖАЩИЕ МОНОДИСПЕРСНЫЕ МАЛЬТОДЕКСТРИНЫ ИЛИ ФРУКТООЛИГОСАХАРИДЫ, ТЕСТО ДЛЯ НИХ, СПОСОБ ИЗГОТОВЛЕНИЯ И ПРИМЕНЕНИЕ. | 2009 |
|
RU2513748C2 |
| ВКУСОАРОМАТИЧЕСКАЯ КОМПОЗИЦИЯ | 2019 |
|
RU2808482C2 |
| СИСТЕМА ЭКСТРУДЕРА И СПОСОБ | 2014 |
|
RU2662785C2 |
| КОНДИТЕРСКИЙ ПРОДУКТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2507861C1 |
| ВАФЕЛЬНЫЙ ПРОДУКТ ИЛИ ВОЗДУШНЫЙ ЭКСТРУДИРОВАННЫЙ ЗЕРНОВОЙ ПРОДУКТ | 2016 |
|
RU2732321C2 |
| СОЭКСТРУДИРОВАННЫЙ ПРОДУКТ | 2007 |
|
RU2449632C2 |
| ПРОИЗВОДСТВО ПРОДУКТОВ ИЗ ДРОБЛЕНОГО ЦЕЛЬНОГО ЗЕРНА | 2006 |
|
RU2395212C2 |
Изобретение относится к способу производства вафель на зерновой или крахмальной основе путем экструзии, включающему стадии приготовления смеси ингредиентов, подачи смеси в экструдер и варки смеси, экструзии смеси после варки таким образом, чтобы сформировалась экструдированная и увеличенная в объеме неплоская структура, распрямления структуры для получения большого экструдированного листа, подвергания экструдированного листа растягиванию/вытягиванию, регулирования толщины листа для получения листа требуемой толщины, сушки листа, разделения листа на вафли требуемого размера. Изобретение относится также к вафлям на зерновой или крахмальной основе, полученным вышеописанным способом, и к линии производства вафель. Использование заявленного изобретения позволит повысить эффективность производства плоских вафель на зерновой основе. 4 н. и 19 з.п. ф-лы, 1 табл., 4 ил., 1 пр.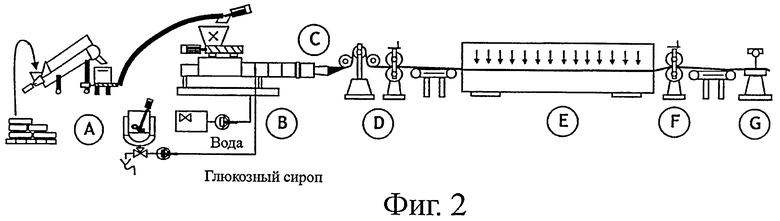
1. Линия производства вафель на зерновой или крахмальной основе, включающая в направлении слева направо:
(а) экструдер, снабженный кольцевой экструзионной головкой, способной формовать неплоский экструдат,
(б) дефлектор для формования экструдата в экструдированный лист,
(в) растягивающее/вытягивающее устройство для растягивания/вытягивания экструдированного листа,
(г) ламинирующее устройство для слоения экструдированного листа,
(д) сушильную установку для сушки экструдированного продукта,
(е) разделительное устройство для разделения экструдированного продукта на куски требуемых размеров.
2. Линия производства вафель по п.1, в которой экструдат имеет трубчатую или эллиптическую форму.
3. Линия производства вафель по п.1, в которой второе растягивающее устройство размещается справа от ламинирующего устройства.
4. Линия производства вафель по п.1, в которой ламинирующее устройство размещается справа от сушильной установки перед разделительным устройством.
5. Линия производства вафель по п.4, в которой ленточный транспортер размещается после указанного ламинирующего устройства.
6. Линия производства вафель по п.1, в которой охлаждающее устройство размещается после разделительного устройства.
7. Линия производства вафель по любому из предшествующих пунктов, в которой сушильная установка представляет собой инфракрасную сушилку или сушилку для сушки горячим воздухом.
8. Способ производства вафель на зерновой или крахмальной основе путем экструзии, включающий стадии:
(а) приготовления смеси ингредиентов,
(б) подачи смеси в экструдер и варки смеси,
(в) экструзии смеси после варки таким образом, чтобы сформировалась экструдированная и увеличенная в объеме неплоская структура,
(г) распрямления структуры для получения большого экструдированного листа,
(д) подвергания экструдированного листа растягиванию/вытягиванию,
(е) регулирования толщины листа для получения листа требуемой
толщины,
(ж) сушки листа,
(з) разделения листа на вафли требуемого размера.
9. Способ по п.8, в котором сахарный и/или жировой раствор и/или воду впрыскивают в экструдер на стадии (б).
10. Способ по п.8 или 9, в котором влагосодержание смеси на стадии (б) составляет до 15%.
11. Способ по п.8 или 9, в котором экструзию на стадии (в) проводят через кольцевую экструзионную головку.
12. Способ по п.8 или 9, в котором на стадии (в) формируется трубчатая или эллиптическая структура.
13. Способ по п.8 или 9, в котором стадию (е) выполняют с помощью ламинирующего устройства.
14. Способ по п.8 или 9, в котором последующую стадию растягивания/вытягивания экструдированного продукта выполняют после стадии (е).
15. Способ по п.8 или 9, в котором стадию сушки осуществляют инфракрасным нагревом или сушкой горячим воздухом.
16. Способ по п.8 или 9, в котором на стадии сушки влагосодержание листа понижается до 1-6,5%.
17. Способ по п.8 или 9, в котором стадию слоения выполняют после стадии сушки.
18. Способ по п.8 или 9, в котором экструдированный лист имеет ширину, по меньшей мере, 8 см.
19. Способ по п.8 или 9, в котором экструдированный лист после стадии (е) и перед стадией (з) имеет толщину от 0,5 до 10 мм.
20. Способ по п.8 или 9, в котором экструдированный лист является плоским или рельефным.
21. Способ по п.8 или 9, в котором разделение экструдированного листа обеспечивает получение множества вафель.
22. Вафли на зерновой или крахмальной основе, полученные способом по любому из пп.8-21.
23. Вафли на зерновой или крахмальной основе, полученные путем растягивания непрерывного экструдированного листа из зерновой или крахмальной смеси и последующей разрезки его на куски требуемого размера.
| US 4217083 A, 12.08.1980 | |||
| DE 3128109 A1, 03.02.1983 | |||
| СПОСОБ ФОРМОВАНИЯ ЭКСТРУДИРОВАННОГО ЖИРОСОДЕРЖАЩЕГО КОНДИТЕРСКОГО ВЕЩЕСТВА И ИЗДЕЛИЯ ИЗ НЕГО | 1996 |
|
RU2133572C1 |
| Устройство для составления смесок | 1934 |
|
SU41400A1 |
| US 6586031 B1, 01.07.2003. | |||

