Настоящая заявка представляет собой безусловную заявку по предварительной заявке за регистрационным номером США 61/016840, поданную 27 декабря 2007 г.
ОБЛАСТЬ ПРИМЕНЕНИЯ ИЗОБРЕТЕНИЯ
В настоящем изобретении описываются офтальмологические линзы, изготовленные способом отливки и затем модифицированные с помощью лазера в соответствии с постпроизводственными критериями.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Мягкие контактные линзы популярны и часто более удобны в ношении, чем контактные линзы, изготовленные из твердых материалов. Мягкие контактные линзы из гидрогелей на основе силикона могут изготавливаться путем формования линзы в разъемной литьевой форме, сочетание частей которой обеспечивает топографию, соответствующую желаемой итоговой форме линзы. Первая часть формы может иметь выпуклый участок, соответствующий профилю задней поверхности изготавливаемой офтальмологической линзы, а вторая часть формы может иметь вогнутый участок, соответствующий профилю передней поверхности изготавливаемой офтальмологической линзы.
Типичный процесс литья включает в себя помещение мономерного материала в полость, ограниченную оптическими поверхностями противоположных частей литьевой формы. Части литьевой формы затем сводятся вместе, придавая материалу будущей линзы форму в соответствии с желаемыми параметрами изготавливаемой линзы. Затем материал будущей линзы полимеризуется, например, под действием тепла или света, тем самым превращаясь в готовую линзу.
После полимеризации части литьевой формы разделяются, этот процесс иногда называют расформовкой. Как правило, после расформовки изготовленная линза остается прилипшей к остающейся части литьевой формы. Обработка гидратирующим раствором обычно приводит к гидратации свежеизготовленной офтальмологической линзы и облегчает ее отделение от остающейся части литьевой формы.
Изменение параметров каждого типа линзы ограничивается изменением конструкции литьевых форм, используемых для изготовления линзы данного типа. Как следствие, изготавливаемые типы линз обычно ограничиваются размерами и формой, востребованными для ношения значительным количеством людей. Хотя в принципе возможна смена вкладышей в литьевые формы для изготовления малых партий линз определенного типа, расходы на изготовления новых вкладышей и автоматизированная природа производственных линий по изготовлению линз делают экономически реалистичным изготовление только относительно больших партий линз конкретного типа перед перестройкой линии на изготовление линз следующего типа.
Поэтому желательно разработать улучшенные процессы для облегчения отделения контактных линз в водный раствор.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В соответствии с вышеизложенным настоящее изобретение включает в себя процессы модификации контактной линзы после ее формования. В соответствии с настоящим изобретением линза формируется, например, способом литья путем полимеризации реакционной смеси в полости требуемой формы, образованной двумя или более частями пластиковой формы для литья. Изготовленная линза затем отделяется от одной или обеих частей литьевой формы и контролируемым образом облучается светом лазера, что приводит к абляции частей линзы и тем самым к модификации линзы.
В некоторых осуществлениях настоящего изобретения модификации основаны на одном или нескольких из следующих факторов: метрике глаза пациента; метрике зрения пациента и желаемом результате ношения модифицированной линзы. Желаемый результат может заключаться, например, в повышенной функциональности при занятиях спортом или другой деятельности, например управлении летательным средством или чтении.
Рассматриваемая офтальмологическая линза может быть изготовлена, например, из состава на основе силиконового гидрогеля или состава на основе гидрогеля. Конкретные примеры могут включать в себя линзы, изготовленные из следующих материалов: "acquafilcon A", "balafilcon A" и "lotrafilcon A", "genfilcon A", "lenefilcon A", "polymacon" и "galyfilcon A", а также "senofilcon A".
ОПИСАНИЕ РИСУНКОВ
На фиг.1 изображена форма для отливки офтальмологической линзы.
На фиг.2 приведена последовательность возможных этапов при воплощении на практике некоторых осуществлений настоящего изобретения.
На фиг.3 приведена последовательность возможных этапов при воплощении на практике некоторых осуществлений настоящего изобретения.
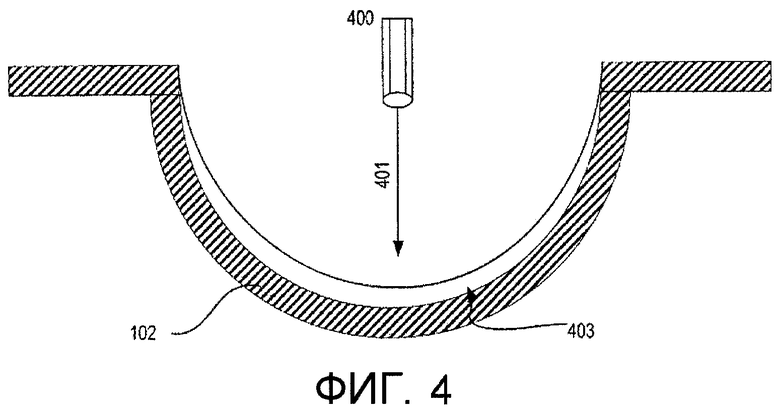
На фиг.4 показана линза, находящаяся в части литьевой формы и готовая к процедуре лазерной абляции.
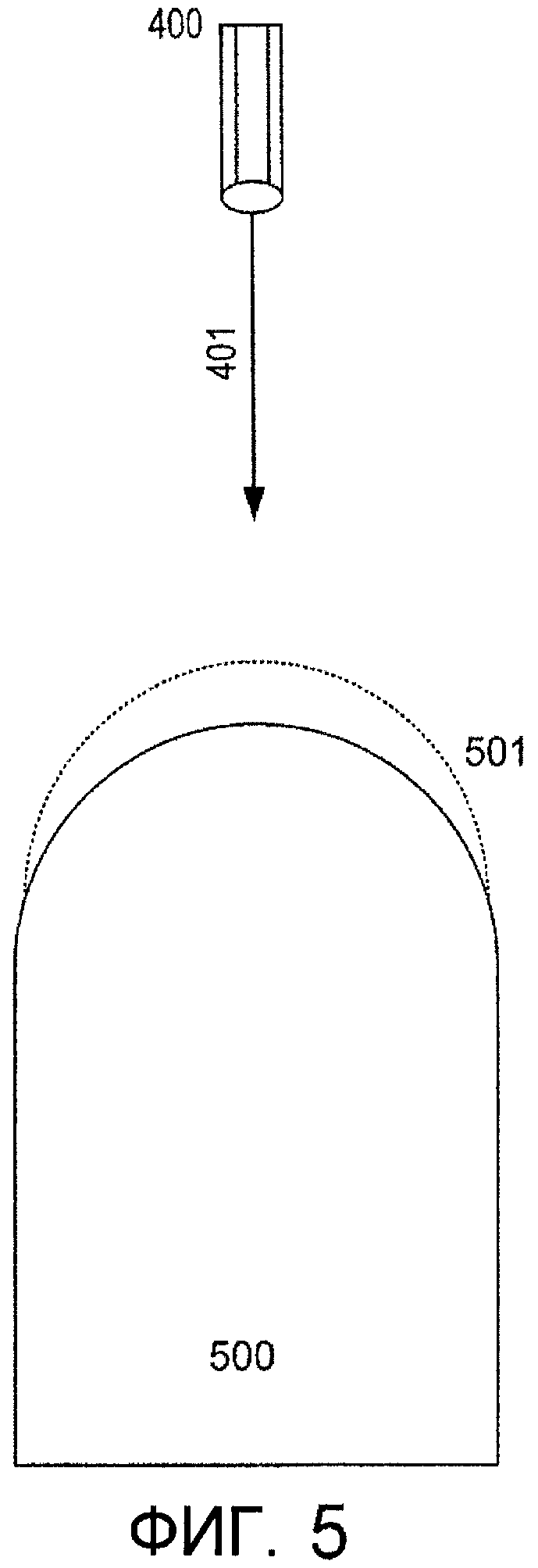
На фиг.5 показана линза, помещенная на оправку и готовая к процедуре лазерной абляции.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение включает в себя способы лазерной модификации офтальмологических линз, а также модифицированные офтальмологические линзы. В соответствии с рядом осуществлений настоящего изобретения по меньшей мере одна часть офтальмологической линзы облучается лазером, тем самым изменяя по меньшей мере одну из характеристик офтальмологической линзы. В одних осуществлениях часть офтальмологической линзы испаряется способом абляции и таким образом перестает быть частью линзы. В других осуществлениях энергия лазерного излучения приводит к изменению одного или нескольких физических параметров материала линзы, таких как коэффициент преломления или модуль упругости материала линзы.
Офтальмологическая линза может быть изготовлена многими известными в данной области способами, например, используя литье, токарную обработку или литье под давлением. Предпочтительные осуществления настоящего изобретения включают в себя литье, как будет более подробно обсуждено ниже в связи с описанием рисунков.
В соответствии с настоящим изобретением линза может быть модифицирована путем приложения к ней энергии лазерного излучения. Выполняемые модификации могут проводиться в соответствии с потребностями конкретного пациента, например, для коррекции аберраций высших порядков. Иные осуществления настоящего изобретения могут включать в себя лазерную модификацию для получения модификации конструкции линзы, например, формирования края или желобка для слез.
В ряде предпочтительных осуществлений для модификации изготовленной линзы используется один или несколько эксимерных лазеров и эксиплексный лазер. Эксимерный лазер, как правило, может генерировать лазерное излучение в ультрафиолетовой области, хотя прочие длины волн также попадают в сферу действия настоящего изобретения. Генерируемое эксимерным лазером ультрафиолетовое излучение хорошо поглощается органическими веществами, в том числе материалом, из которого изготавливается линза. Настоящее изобретение предусматривает подведение ультрафиолетового лазерного излучения к офтальмологической линзе с интенсивностью и продолжительностью, достаточными для разрушения молекулярных связей и испарения части материала линзы без существенного обугливания или разрушения оставшегося материала линзы. Абляция (испарение) в данном случае представляет собой выброс молекул материала линзы в окружающую атмосферу.
В качестве примера, длина волны лазерного излучения, используемого в рамках настоящего изобретения, может находиться в диапазоне от приблизительно 125 нанометров до приблизительно 350 нанометров. Таким образом, типичные примеры эксимеров и соответствующие им длины волн включают в себя:
Используемые для предлагаемой модификации эксимерные лазеры могут работать с частотой повторения приблизительно 100 Гц и длительностью импульса приблизительно от 8 наносекунд до 30 наносекунд. Лазерное излучение может быть сфокусировано в пятно размером приблизительно 0,25 микрон или больше.
В ряде предпочтительных осуществлений настоящего изобретения части форм для литья изготавливаются из термопластичной смолы, например полиолефиновой смолы, для получения одноразовых литьевых форм, используемых для изготовления линз. Система для литья под давлением, как правило, включает в себя прецизионные матрицу и пуансон, изготовленные из металла, например латуни, нержавеющей стали, никеля или их некоторого сочетания. Матрица и пуансон изготавливаются требуемой формы, и затем их поверхность доводится и полируется до получения требуемой точности и чистоты. После изготовления линзы в соответствии с геометрией используемой для литья формы готовая линза модифицируется с использованием энергии лазерного излучения.
Линзы
Используемый в настоящей заявке термин “линза” относится к любому офтальмологическому устройству, находящемуся в или на глазу. Подобные устройства могут обеспечивать оптическую коррекцию или применяться в косметических целях. Например, термин "линза" может относиться к контактной линзе, интраокулярной линзе, накладной линзе, офтальмологическому вкладышу, оптическому вкладышу или иному устройству подобного назначения, служащему для коррекции или модификации зрения или для косметической коррекции глаз (например, изменении цвета радужки) без ущерба для зрения.
Используемый в настоящей заявке термин "смесь для изготовления линзы" относится к смеси материалов, которые могут химически реагировать или которые могут быть полимеризованы с образованием офтальмологической линзы. В состав подобной смеси могут входить полимеризуемые компоненты (мономеры), такие добавки, как УФ-блокаторы, пигменты, фотоинициаторы или катализаторы, а также иные добавки, присутствие которых может быть желательным в офтальмологической линзе, например контактной или интраокулярной линзе.
В ряде осуществлений настоящего изобретения предпочтительный тип линзы может включать в себя линзы, в состав материалов которых входит содержащий силикон компонент. Под “содержащим силикон компонентом” подразумевается любой компонент, имеющий по меньшей мере один [-Si-O-] фрагмент в составе мономера, макромера или преполимера. Полное содержание Si и непосредственно связанного с ним O в рассматриваемом содержащем силикон компоненте предпочтительно составляет более чем приблизительно 20 весовых процентов, и более предпочтительно более чем 30 весовых процентов полного молекулярного веса содержащего силикон компонента. Полезные для целей настоящего изобретения содержащие силикон компоненты предпочтительно имеют в своем составе полимеризуемые функциональные группы, такие как акрилатную, метакрилатную, акриламидную, метакриламидную, винильную, N-виниллактамовую, N-виниламидную и стирильную функциональные группы.
Пригодные для целей настоящего изобретения содержащие силикон компоненты включают в себя соединения формулы I
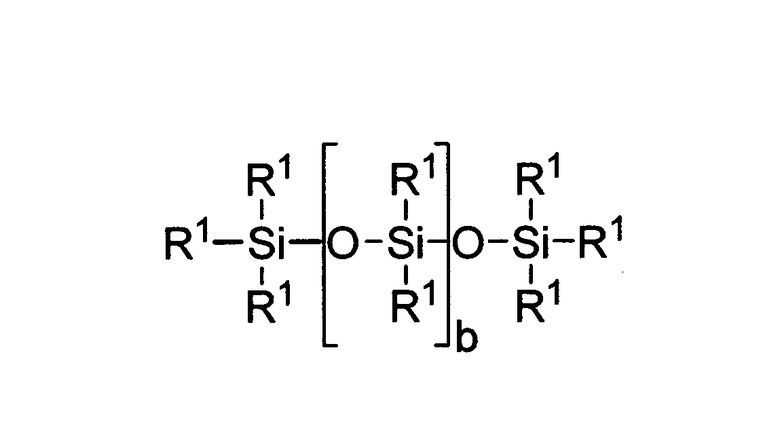
где
R1 независимо выбирают из группы, включающей в себя моновалентные реакционноспособные группы, моновалентные алкильные группы или моновалентные арильные группы, причем каждая из перечисленных химических групп может далее иметь в своем составе функциональные группы, выбираемые из следующего ряда: гидрокси, амино, окса, карбокси, алкилкарбокси, алкокси, амидо, карбамат, карбонат, галоген, а также их различные комбинации; а моновалентные силоксановые цепи имеют в своем составе 1-100 повторяющихся Si-O блоков и могут далее иметь в своем составе функциональные группы, выбираемые из следующего ряда: алкил, гидрокси, амино, окса, карбокси, алкилкарбокси, алкокси, амидо, карбамат, галоген, а также их различные комбинации;
где b = от 0 до 500, причем подразумевается, что если b отлично от нуля 0, то по b имеется распределение с модой, равной указанному значению;
причем по меньшей мере один фрагмент R1 представляет собой моновалентную реакционноспособную группу, а в некоторых осуществлениях настоящего изобретения от одного до трех фрагментов R1 представляют собой моновалентные реакционноспособные группы.
Используемый в настоящей заявке термин "моновалентные реакционноспособные группы" относится к группам, способным к реакциям свободнорадикальной и/или катионной полимеризации. Характерные, но не ограничивающие примеры свободнорадикальных реакционноспособных групп включают в себя (мет)акрилаты, стирилы, винилы, виниловые эфиры, C1-6алкил(мет)акрилаты, (мет)акриламиды, C1-6алкил(мет)акриламиды, N-виниллактамы, N-виниламиды, C2-12алкенилы, C2-12алкенилфенилы, C2-12алкенилнафтилы, C2-6алкенилфенил-C1-6алкилы, O-винилкарбаматы и O-винилкарбонаты. Характерные, но не ограничивающие примеры катионных реакционноспособных групп включают в себя винилэфирные или эпоксидные группы, а также их смеси. В одном осуществлении настоящего изобретения свободнорадикальные реакционноспособные группы включают в себя (мет)акрилаты, акрилокси, (мет)акриламиды, а также их смеси.
Соответствующие целям настоящего изобретения моновалентные алкильные и арильные группы включают в себя незамещенные моновалентные C1-C16алкильные группы, C6-C14арильные группы, такие как замещенные и незамещенные метил, этил, пропил, бутил, 2-гидроксипропил, пропоксипропил, полиэтиленоксипропил, а также их различные комбинации и иные подобные группы.
В одном осуществлении настоящего изобретения b равно нулю, один фрагмент R1 представляет собой моновалентную реакционноспособную группу, и по меньшей мере три фрагмента R1 выбраны из моновалентных алкильных групп, содержащих от одного до 16 атомов углерода, и в другом осуществлении - из моновалентных алкильных групп, содержащих от одного до 6 атомов углерода. Характерные, но не ограничивающие примеры содержащих силикон компонентов данного осуществления настоящего изобретения включают в себя 2-метил-,2-гидрокси-3-[3-[1,3,3,3-тетраметил-1-[(триметилсилил)окси]дисилоксанил]пропокси]пропиловый эфир (“SiGMA”),
2-гидрокси-3-метакрилоксипропилоксипропилтрис(триметилсилокси)силан,
3-метакрилоксипропилтрис(триметилсилокси)силан ("TRIS"),
3-метакрилоксипропилбис(триметилсилокси)метилсилан и
3-метакрилоксипропилпентаметилдисилоксан.
В одном осуществлении настоящего изобретения b находится в диапазоне от 2 до 20, от 3 до 15 или, в некоторых осуществлениях, от 3 до 10; по меньшей мере один концевой фрагмент R1 представляет собой моновалентную реакционноспособную группу, а остальные фрагменты R1 выбраны из моновалентных алкильных групп, содержащих от одного до 16 атомов углерода, и в другом осуществлении - из моновалентных алкильных групп, содержащих от одного до 6 атомов углерода. В еще одном осуществлении настоящего изобретения b находится в диапазоне от 3 до 15, один концевой фрагмент R1 представляет собой моновалентную реакционноспособную группу, другой концевой фрагмент R1 представляет собой моновалентную алкильную группу, содержащую от одного до 6 атомов углерода, а остальные фрагменты R1 представляют собой моновалентные алкильные группы, содержащие от 1 до 3 атомов углерода. Характерные, но не ограничивающие примеры содержащих силикон компонентов осуществления настоящего изобретения включают в себя (полидиметилсилоксан (МВ 400-1000) с концевой моно-(2-гидрокси-3-метакрилоксипропил)пропил эфирной группой) ("OH-mPDMS"), (полидиметилсилоксаны (МВ 800-1000) с концевыми моно-н-бутильными и концевыми монометакрилоксипропильными группами) (“mPDMS”).
В другом осуществлении настоящего изобретения b находится в диапазоне от 5 до 400 или от 10 до 300, оба концевых фрагмента R1 представляют собой моновалентные реакционноспособные группы, а остальные фрагменты R1 независимо выбираются из моновалентных алкильных групп, содержащих от одного до 18 атомов углерода, которые могут иметь эфирные мостиковые группы между атомами углерода и могут также включать атомы галогенов.
В одном осуществлении настоящего изобретения, когда требуется изготовить линзу на основе силиконового гидрогеля, линза, составляющая предмет настоящего изобретения, изготавливается из реакционной смеси, содержащей по меньшей мере приблизительно 20 и предпочтительно приблизительно от 20 до 70% вес. содержащих силикон компонентов в расчете на полный вес содержащих реакционноспособные мономеры компонентов, из которых изготавливается искомый полимер.
В другом осуществлении настоящего изобретения от одного до четырех фрагментов R1 представляют собой винилкарбонат или -карбамат со следующей формулой :
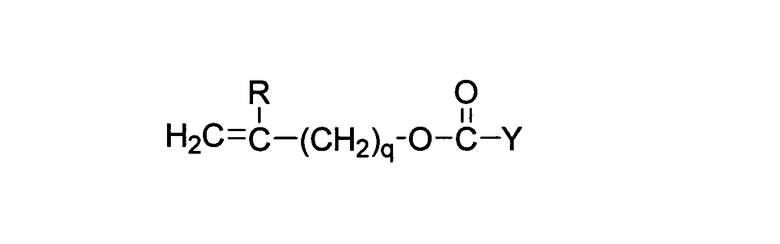
где Y означает O-, S- или NH-;
R означает водород или метил; d равен 1, 2, 3 или 4; и q равен 0 или 1.
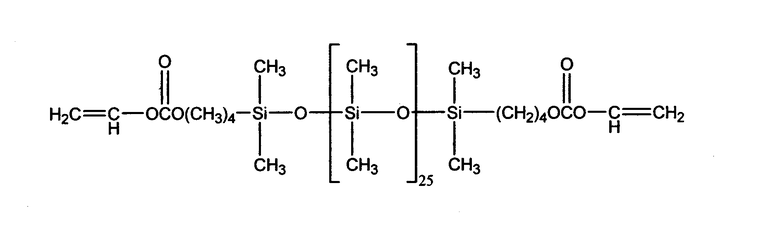
Более конкретно, содержащие силикон винилкарбонатные или винилкарбаматные мономеры включают в себя 1,3-бис[4-(винилоксикарбонилокси)бут-1-ил]тетраметилдисилоксан; 3-(винилоксикарбонилтио)пропил-[трис(триметилсилокси)силан]; 3-[трис(триметилсилокси)силил]пропилаллилкарбамат; 3-[трис(триметилсилокси)силил]пропилвинилкарбамат; триметилсилилэтилвинилкарбонат; триметилсилилметилвинилкарбонат и
Если необходимы биомедицинские устройства с модулем упругости менее 200, только один из фрагментов R1 должен представлять собой моновалентную реакционноспособную группу, и не более двух из остальных фрагментов R1 должны представлять собой моновалентные силоксановые группы.
Другой класс содержащих силикон компонентов включает в себя полиуретановые макромеры со следующими формулами:
Формулы IV-VI
(*D*A*D*G)α *D*D*E1;
E(*D*G*D*A)α *D*G*D*E1 или;
E(*D*A*D*G)α *D*A*D*E1
где
D обозначает алкильный бирадикал, алкилциклоалкильный бирадикал, циклоалкильный бирадикал, арильный бирадикал или алкиларильный бирадикал, содержащий от 6 до 30 атомов углерода,
G обозначает алкильный бирадикал, циклоалкильный бирадикал, алкилциклоалкильный бирадикал, арильный бирадикал или алкиларильный бирадикал, содержащий от 1 до 40 атомов углерода, который может иметь в основной цепи эфирные, тиоэфирные или аминовые мостиковые группы;
* обозначает уретановую или уреидо мостиковую группу;
α равен по меньшей мере 1;
A обозначает дивалентный полимерный радикал со следующей формулой:
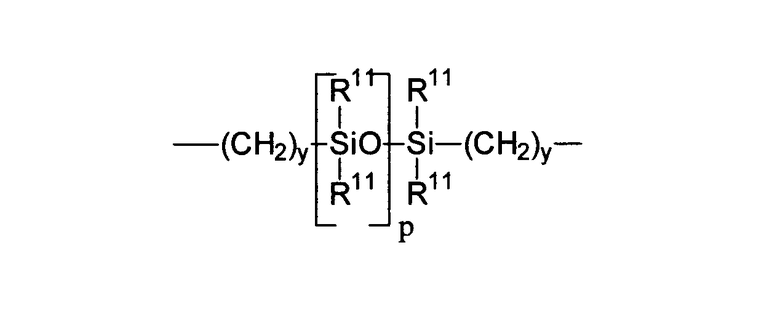
R11 независимо обозначает алкильную или фторзамещенную алкильную группу, содержащую от 1 до 10 атомов углерода, которая может иметь эфирные мостиковые группы между атомами углерода; y равен по меньшей мере 1; и p обеспечивает молекулярный вес фрагмента от 400 до 10000; каждый из E и E1 независимо обозначает полимеризуемый ненасыщенный органический радикал, представленный следующей формулой:
причем R12 представляет собой водород или метил; R13 представляет собой водород, алкильный радикал, содержащий от 1 до 6 атомов углерода, или радикал -CO-Y-R15, где Y представляет собой -O-, Y-S- или -NH-; R14 представляет собой дивалентный радикал, содержащий от 1 до 12 атомов углерода; X обозначает -CO- или -OCO-; Z обозначает -O- или -NH-; Ar обозначает ароматический радикал, содержащий от 6 до 30 атомов углерода; w находится в диапазоне от 0 до 6; x равен 0 или 1; y равен 0 или 1; и z равен 0 или 1.
Предпочтительно содержащий силикон компонент представляет собой полиуретановый макромер, представленный следующей формулой:
Формула IX

где R16 представляет собой бирадикал диизоцианата после удаления собственно изоцианатной группы, например бирадикал изофорондиизоцианата. Другим содержащим силикон макромером, соответствующим целям настоящего изобретения, является соединение формулы X (где x+y представляет собой число в диапазоне от 10 до 30), получаемое при реакции фторэфира, полидиметилсилоксана с концевой гидроксильной группой, изофорондиизоцианата и изоцианатоэтилметакрилата.
Формула X
Иные содержащие силикон компоненты, соответствующие целям настоящего изобретения, включают в себя макромеры, содержащие полисилоксановые, полиалкиленэфирные, диизоцианатные, полифторуглеводородные, полифторэфирные и полисахаридные группы; полисилоксаны с полярной фторированной привитой или боковой группой, содержащей атом водорода, присоединенный к концевому дифторзамещенному атому углерода; гидрофильные силоксанилметакрилаты, содержащие эфирные и силоксанильные мостиковые группы, а также поперечно-сшиваемые мономеры, содержащие полиэфирные и полисилоксанильные группы. Любой из перечисленных выше полисилоксанов также может быть использован в качестве содержащего силикон компонента в рамках настоящего изобретения.
В ряде осуществлений настоящего изобретения содержащая силикон офтальмологическая линза также включает в себя агент, улучшающий смачиваемость линзы, такой как, например, поливинилпирролидон (PVP) или повидон. Подобный улучшающий смачиваемость линзы агент предпочтительно находится внутри всего объема материала линзы и таким образом присутствует на ее поверхности даже после удаления части материала линзы с использованием лазерной абляции.
Формы для литья
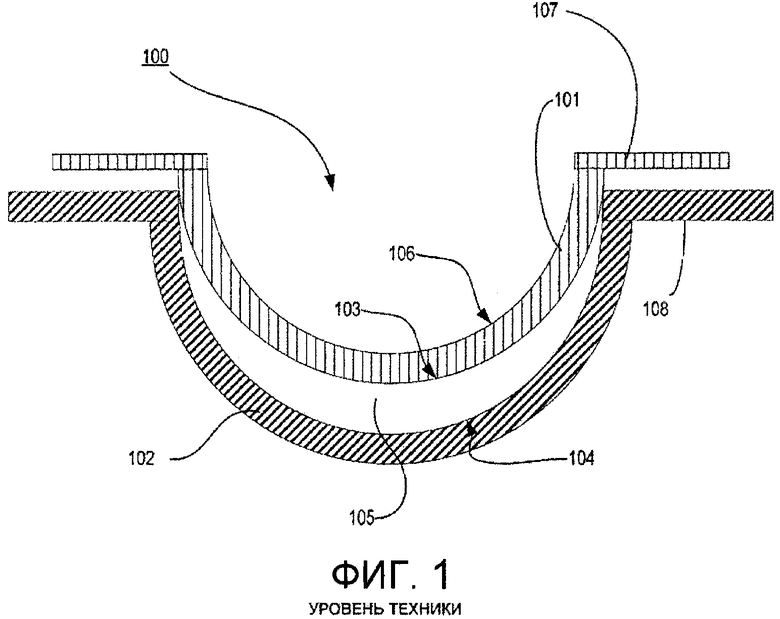
Обратимся теперь к фиг.1, на которой схематически изображен пример формы для литья офтальмологических линз. Используемые в настоящей заявке термины "форма" и "сборка формы" относятся к форме для литья 100, имеющей полость 105, в которую может быть подана смесь для изготовления линзы, так что при протекании химической реакции в или при полимеризации смеси для изготовления линзы (на рисунке не показана) в итоге получается готовая офтальмологическая линза требуемой формы. Формы и сборки 100 могут включать в себя более одной "частей формы" или "фрагментов формы" 101-102. Части формы 101-102 могут быть сближены друг с другом таким образом, что между частями формы 101-102 образуется полость 105, в которой может быть сформирована линза. Описанное сочетание частей формы 101-102 предпочтительно является временным. После формирования изготавливаемой линзы части формы 101-102 могут быть снова разъединены для извлечения готовой линзы.
По меньшей мере одна из частей формы 101-102 имеет по меньшей мере одну часть своей поверхности 103-104 в непосредственном контакте со смесью для изготовления линзы, так что при протекании химической реакции в или при полимеризации смеси для изготовления линзы данная поверхность 103-104 обеспечивает требуемую форму и размер той части линзы, с которой она находится в непосредственном контакте. Вышесказанное также справедливо для по меньшей мере еще одной части формы 101-102.
Так, например, в одном из предпочтительных осуществлений настоящего изобретения сборка формы 100 собирается из двух частей формы 101-102, вогнутой части-матрицы (передней части) 102 и выпуклой части-пуансона (задней части) 101, между которыми образуется полость. Участок вогнутой поверхность 104, находящийся в непосредственном контакте со смесью для изготовления линзы, имеет кривизну, совпадающую с требуемой кривизной передней поверхности, изготавливаемой в форме 100 офтальмологической линзы, и поверхность достаточно гладкую и такой чистоты, что поверхность офтальмологической линзы, сформированной при полимеризации смеси для изготовления линзы, находящейся в непосредственном контакте с вогнутой поверхностью 104, будет оптического качества.
В некоторых осуществлениях настоящего изобретения передняя часть литьевой формы 102 может также иметь круговой бортик, выполненный зацело с и полностью окружающий край круглого углубления 108 и отходящий от него в плоскости, нормальной к оси и проходящей через буртик (на рисунке не показано).
Задняя часть литьевой формы 101 имеет центральный криволинейный участок с вогнутой поверхностью 106, выпуклой поверхностью 103 и полностью окружающих их круговым краем 107, причем участок выпуклой поверхности 103, находящийся в непосредственном контакте со смесью для изготовления линзы, имеет кривизну, совпадающую с требуемой кривизной задней поверхности, изготавливаемой в форме 100 офтальмологической линзы, и поверхность, достаточно гладкую, и такой чистоты, что поверхность офтальмологической линзы, сформированной при полимеризации смеси для изготовления линзы, находящейся в непосредственном контакте с задней поверхностью 103, будет оптического качества. Соответственно внутренняя вогнутая поверхность 104 передней половины литьевой формы 102 задает внешнюю поверхность изготавливаемой офтальмологической линзы, тогда как внешняя выпуклая поверхность 103 основания литьевой формы 101 задает внутреннюю поверхность изготавливаемой офтальмологической линзы.
Предпочтительные осуществления настоящего изобретения могут также включать в себя полиолефин одного или более из следующих типов: полипропилен, полистирол, полиэтилен, полиметилметакрилат, а также модифицированные полиолефины.
Термопластичные материалы, из которых могут быть изготовлены требуемые композиции с добавками, могут, например, включать в себя один или несколько из следующих материалов: полипропилен, полистирол, а также алициклические полимеры.
В ряде предпочтительных способов для изготовления форм 100 для целей настоящего изобретения используется литье под давлением в соответствии с известными способами, однако приемлемые осуществления также могут включать в себя формы, изготовленные с использованием иных способов, в том числе включая токарную обработку, алмазное точение, а также лазерную резку.
Как правило, линзы формируются на по меньшей мере одной поверхности обеих частей формы 101-102. Однако при необходимости одна из поверхностей изготавливаемой линзы может быть сформирована на одной из частей формы 101-102, а вторая поверхность изготавливаемой линзы может быть сформирована с использованием токарной обработки или иным способом.
Используемый в настоящей заявке термин "формирующая линзу поверхность" означает одну из поверхностей 103-104, которая используется при отливке линзы. В ряде осуществлений настоящего изобретения любая подобная поверхность 103-104 может иметь поверхность оптической чистоты и качества, что означает, что данная поверхность достаточно гладка и изготовлена с таким качеством, что поверхность линзы, сформированной при полимеризации смеси для изготовления линзы, находящейся в непосредственном контакте с поверхностью формы, будет оптического качества. Кроме того, в ряде осуществлений настоящего изобретения формирующая линзу поверхность 103-104 может иметь геометрию, требуемую для придания поверхности изготавливаемой линзы требуемых оптических характеристик, включая, среди прочего, коррекцию сферических, асферических и цилиндрических степенных аберраций волнового фронта, коррекцию топографии роговой оболочки и так далее, а также любых их комбинаций.
Способы
Перечисленные ниже этапы приводятся как примеры процессов, которые могут быть реализованы в соответствии с некоторыми аспектами настоящего изобретения. Как должно стать понятно, порядок, в котором представлены отдельные этапы описываемых способов, ни в коей мере не является ограничивающим, и настоящее изобретение может быть реализовано и при ином их порядке. Кроме того, не все перечисленные этапы необходимы для успешного осуществления настоящего изобретения, и дополнительные этапы могут вводиться в различных осуществлениях настоящего изобретения.
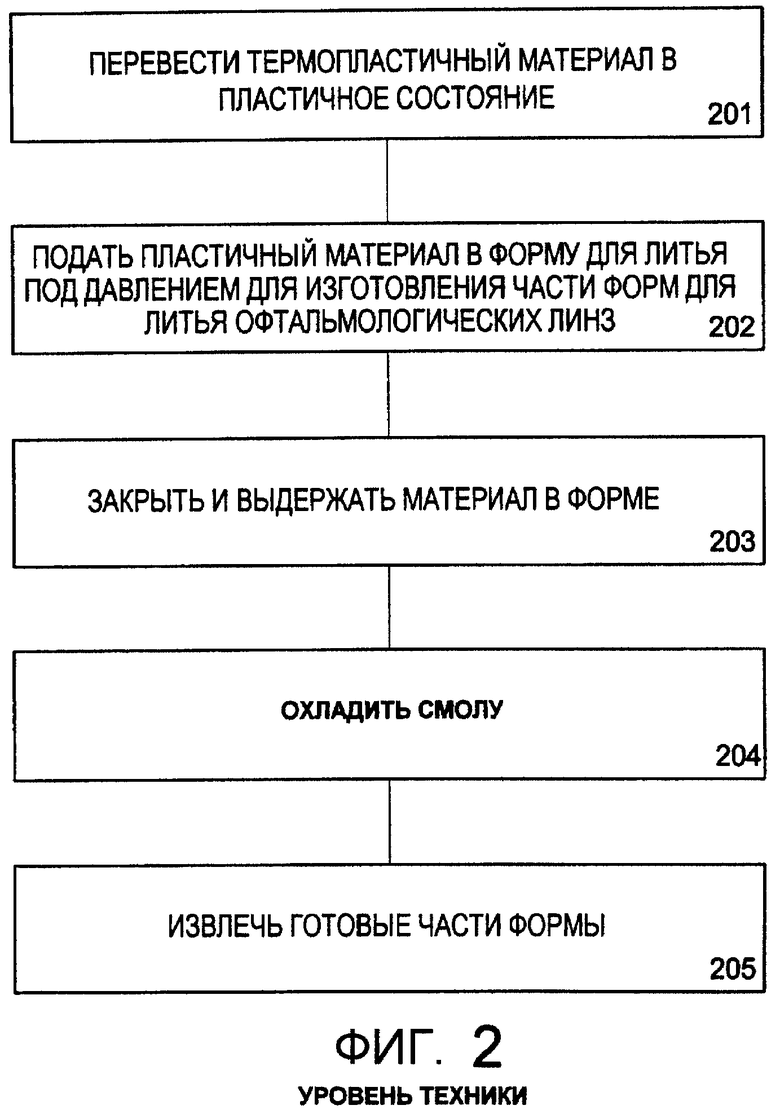
Обратимся теперь к фиг.2, на которой приведена последовательность возможных этапов при воплощении на практике некоторых осуществлений настоящего изобретения. На этапе 201 термопластичный материал приводится в пластичное состояние и подготавливается для использования в процессе литья под давлением. Способы литья под давлением хорошо известны, и подготовка, как правило, сводится к нагреву гранул материала выше точки плавления.
На этапе 202 пластичный материал под давлением подается в форму для литья под давлением, в которой будут изготовлены части форм 101-102 для последующего литья офтальмологических линз. На этапе 203 форма для литья под давлением выдерживается в закрытом состоянии при неизменных условиях соответствующее время, которое определяется такими факторами, как тип используемого материала и геометрия и размер изготавливаемой формы. На этапе 204 сформированные части форм 101-102 охлаждаются, и на этапе 205 готовые части форм 101-102 для литья выталкиваются или иным способом извлекаются из формы для литья под давлением.
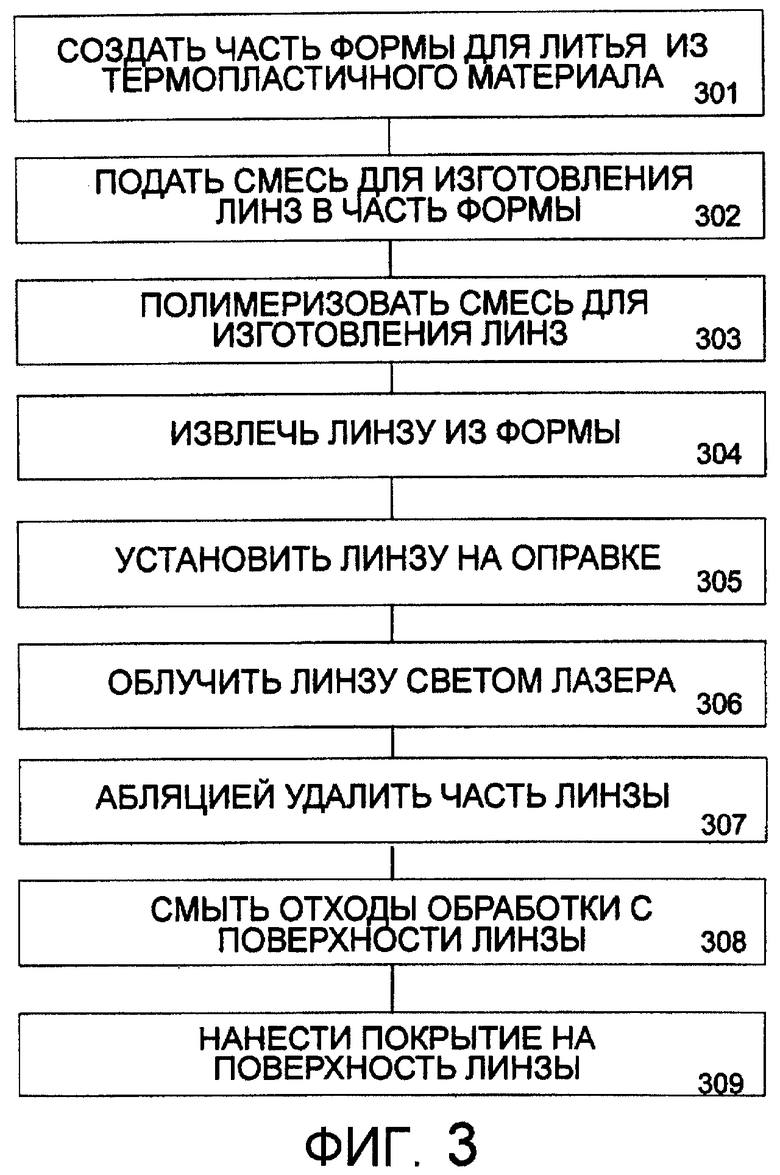
Обратимся теперь к фиг.3, показывающей, что некоторые осуществления настоящего изобретения включают в себя способы изготовления офтальмологических линз, включающих в себя, по существу состоящих из, или состоящих из следующих этапов. На этапе 301 создается одна или более частей форм для литья 101-102. На этапе 302 неполимеризованная смесь для изготовления линз подается в одну или более частей формы 101-102, и на этапе 303 смесь для изготовления линз полимеризуется в соответствующих условиях. Дополнительные этапы могут включать в себя, например, гидратацию полимеризованной линзы для ее отделения от частей формы 101-102, а также вымывание вызывающих острый дискомфорт для глаз веществ из изготовленной линзы.
Используемый в настоящей заявке термин "неполимеризованный" относится к физическому состоянию смеси для изготовления линз перед итоговой полимеризацией смеси, приводящей к получению готовой линзы. В некоторых осуществлениях настоящего изобретения смеси для изготовления линз могут содержать смеси мономеров, которые требуют только одной полимеризации. В других осуществлениях могут использоваться частично полимеризованные смеси для изготовления линз, которые содержат мономеры, частично полимеризованные мономеры, макромеры и иные компоненты.
Используемый в настоящей заявке термин "полимеризация в соответствующих условиях" относится к любому способу полимеризации смеси для изготовления линз, такому как облучение, нагрев и использование соответствующих катализаторов, приводящему к получению полимеризованной линзы. Использование света в ряде конкретных примеров может включать в себя использование ультрафиолетового света. Полимеризация может включать в себя облучение смеси для изготовления линз актиничным светом, достаточным для перевода смеси для изготовления линз в полностью полимеризованное состояние.
На этапе 304 в некоторых осуществлениях настоящего изобретения изготовленная линза может дополнительно быть извлечена из формы и на этапе 305 быть установлена на соответствующую оправку. Другие осуществления настоящего изобретения предполагают оставление изготовленной линзы на одной из частей использовавшейся для литья формы, пока линза облучается светом лазера и по меньшей мере часть материала линзы удаляется в ходе абляции.
На этапе 306 линза облучается светом лазера, и на этапе 307 по меньшей мере часть изготовленной офтальмологической линзы модифицируется энергией лазерного излучения. Указанная модификация может включать в себя абляцию отдельных частей линзы.
В некоторых осуществлениях настоящего изобретения при проведении процесса абляции линза может находиться в контакте с, или даже быть полностью погружена в некоторый раствор, например солевой раствор. Указанный солевой раствор может поддерживать линзы в гидратированном состоянии в ходе абляции и облегчать контроль искривления при облучении лазерным пучком.
Дополнительные осуществления настоящего изобретения могут включать в себя абляцию в атмосфере с пониженным содержанием кислорода, например в среде с содержанием кислорода менее 20% или в существенно бескислородной атмосфере, например окружающей атмосфере, состоящей в основном из одного или из обоих: гелия или азота; или по существу в атмосфере вакуума.
На этапе 308 с поверхности линзы убираются остатки обработки, например, несмачиваемая стружка. Стружка может быть удалена путем промывания в растворе или путем обдува в воздушной бане. На этапе 309 на линзу наносится покрытие. Наносимое покрытие может включать в себя любое известное офтальмологическое покрытие, такое как, например, покрытие для повышения комфортности силиконовых линз.
Используемый в настоящей заявке термин "лазерная абляция" относится к процессу, в котором материал удаляется с офтальмологической линзы при облучении последней энергией лазерного света. При относительно низкой плотности потока лазерного излучения при поглощении энергии лазерного излучения материал офтальмологической линзы разогревается и испаряется или сублимирует. При относительно высокой плотности потока лазерного излучения материал офтальмологической линзы может быть переведен в состояние плазмы. Обычно термин "лазерная абляция" относится к процессу удаления материала действием импульсного лазера, однако при достаточно высокой интенсивности пучка абляция материала вполне возможна и под действием непрерывного лазера.
Толщина слоя, в котором поглощается энергия лазерного излучения, и тем самым количество материала офтальмологической линзы, удаляемое за один импульс лазера, может варьироваться в соответствии с оптическими свойствами материала офтальмологической линзы и мощностью и длиной волны лазерного излучения.
Лазерные импульсы могут контролироваться с высокой точностью путем изменения длительности импульса и плотности потока лазерного излучения, при этом длительность импульса может варьироваться, например, от миллисекунд до фемтосекунд. Короткие лазерные импульсы способны удалять материал офтальмологической линзы настолько быстро, что окружающий материал практически не успеет нагреться.
Установка
Обращаясь теперь к фиг.4, лазерная установка 400 установлена в непосредственной близости от офтальмологической линзы 403, причем офтальмологическая линза 403 удерживается на части литьевой формы 102. Как показано на рисунке, в ряде осуществлений настоящего изобретения для поддержки и надежного закрепления офтальмологической линзы в процессе модификации лазерного излучения 401, испускаемого лазерной установкой 400, может использоваться часть литьевой формы.
Обращаясь теперь к фиг.5, лазерная установка 400 установлена в непосредственной близости от офтальмологической линзы 501, причем офтальмологическая линза 501 закреплена на оправке 500. Как показано на рисунке, в ряде осуществлений настоящего изобретения для поддержки и надежного закрепления офтальмологической линзы в процессе модификации энергией лазерного излучения 401, испускаемого лазерной установкой 400, может использоваться специальная оправка 500. Некоторые осуществления настоящего изобретения также предусматривают индикацию того или иного типа для облегчения установки линзы на оправку. Например, подобная индикация может заключаться в наличии кольцевой канавки, центрирующей линзу в процессе абляции.
Примеры
Приведенные ниже характерные, но не ограничивающие примеры иллюстрируют некоторые возможные осуществления настоящего изобретения, которые могут быть использованы для изготовления нестандартных контактных линз с помощью лазерного устройства.
Пациент приходит на прием к врачу, который по результатам осмотра рекомендует ему использовать нестандартную линзу. Причиной может быть наличие аберраций высокого порядка (“АВП") или потребность в линзе более высокой точности.
Пациент носит стандартную, предпочтительно стабилизированную контактную линзу, и, в некоторых осуществлениях настоящего изобретения, подгоночную линзу конструкции, помогающей производителю разработать нестандартную линзу. В подгоночной линзе предусмотрены специальные точки для облегчения измерения углового положения линзы и смещения ее центра относительно глаза пациента.
Один или более из относящихся к данному пациенту факторов, например, один или более из следующих факторов: метрика глаза пациента; конкретные потребность, условия использования; симптом; медицинские показания, или иные факторы вводятся в компьютеризованную систему для определения модификации готовой линзы или конструкции новой линзы. В одном примере с помощью аберрометра, например устройства типа COAS или Wavescan, для глаза определяется волновой фронт. Полученный волновой фронт отражает остаточные оптические ошибки, которые не корректирует стандартная линза или подгоночная линза.
В некоторых осуществлениях настоящего изобретения полученный файл с волновым фронтом передается производителю линз, предпочтительно с использованием электронных средств связи, таких как телефонные линии и сеть Интернет, и размещается заказ на изготовление конкретного количества линз данного типа.
Изготовитель линз получает файлы с волновым фронтом и заказ на изготовление линз и с помощью компьютера генерирует конструкцию требуемой контактной линзы. Конструкция может представлять собой просто геометрию двух оптических поверхностей с указанием материала линзы, предпочтительно изготовление силиконовой контактной линзы с внутренним смачивающим агентом, таким как PVP.
Другие осуществления настоящего изобретения включают в себя расчет модификаций к существующей конструкции линзы или конструкции линзы на основе входных факторов для конкретного пациента. Один или более параметров модификации и параметров конструкции затем передаются на устройство, которое может провести модификации или изготовить новую конструкцию.
В некоторых осуществлениях настоящего изобретения для генерации исходной конструкции или формы для модификации может использоваться компьютеризованная система. Предпочтительные осуществления настоящего изобретения могут включать серийно изготавливаемые конструкции линз, доступные по рецепту врача. В других осуществлениях настоящего изобретения исходную форму линзы определяет врач-офтальмолог. Выбор исходной формы может основываться, например, на рассмотрении количества материала, которое потребуется удалить путем лазерной абляции, или расчете минимального времени цикла.
Соответствующая исходная форма может быть получена, например, 1) способом литья или 2) “получена” со склада. При получении исходной формы со склада она должна быть извлечена из своей упаковки.
Затем линза устанавливается для проведения лазерной абляции. При изготовлении исходной формы на месте имеется несколько возможностей для установки линзы для проведения лазерной абляции: 1) линза остается на матричной (задней) части формы после расформовки, 2) линза остается на пуансонной (передней) части формы после расформовки, 3) линза крепится на оправке после гидратации, или 4) линза крепится на оправке после солевой отмывки. При получении исходной формы со склада линза устанавливается на оправке (вогнутой или выпуклой) или ином устройстве, которое удерживает линзу на месте без деформаций в процессе лазерной абляции. На этой стадии линза предпочтительно гидратирована - приведена к равновесным размерам в деионизованной воде или солевом растворе. Однако линза может находиться и в сухом состоянии - при содержании воды менее 10%. Как смогут разобраться специалисты в данной области, существует много вариантов установки контактной линзы для проведения лазерной абляции.
Линза устанавливается под лазерное устройство, причем либо 1) предпочтительно используемое лазерное устройство имеет программное обеспечение, аналогичное программному обеспечению технологии слежения за положением глаза в пространстве системы LASIK, которое само "отыскивает" центр линзы, что может быть реализовано путем поиска характерных элементов линзы (отметок оптических зон, 123, штриха и т.д.), или 2) линза точно устанавливается под лазерный пучок так, что центр линзы всегда находится в одном и том же месте.
После того как лазерное устройство “знает” положение центра линзы, либо лазерное устройство либо сама линза перемещаются таким образом, что абляция производится на участках, требуемых для зрачка пациента. Например, лазерное устройство или (установленная на оправке) линза может быть смещена на 300 микрон назально и 0,050 микрон вверх для воспроизведения положения зрачка пациента относительно центра линзы. Такие смещения были определены врачом при осмотре.
Лазерное устройство (предпочтительно эксимерный лазер с длиной волны 193 нм, но может использоваться любая другая длина волны, приводящая к эффективной абляции материала контактной линзы без его термической деградации) способом лазерной абляции наносит требуемый контур волнового фронта на переднюю либо на заднюю поверхность линзы в инертной атмосфере (азот, гелий и т.д. >90%).
Линза снимается с оправки и возможно дополнительно очищается от остатков обработки и/или регидратируется.
Линза не требует дополнительной обработки после выполнения лазерной абляции для восстановления ее смачиваемости.
Линза стерилизуется в автоклаве или с помощью УФ-стерилизатора.
Линза упаковывается и отправляется заказчику (или врачу).
Пример 1
Лазерную абляцию нестандартных контактных линз с использованием реальных файлов с волновым фронтом выполнили следующим образом.
Пациент был обследован в клинике на рефрактометре под наблюдением оптометриста и получил наиболее соответствующие из имеющихся контактные линзы типа Acuvue Advance for Astigmatism (AAFA), которые представляют собой стабилизированные относительно вращений силиконовые контактные линзы. Выписанные для пациента линзы имели следующие параметры -1,75/-0,75/160 OD, и -1,75/-0,75/030 OS. Описанные линзы использовали в качестве подгоночных. Положение зрачка в данном эксперименте не измерялось. Провели измерение волнового фронта на системе COAS при надетых линзах для последующего сравнения результатов. У пациента были обнаружены значительные аберрации класса комы типа Z(3,-1), представляющие собой аберрации высших порядков.
При надетых линзах AAFA на аберрометре типа WaveScan генерировали волновой фронт для каждого глаза пациента и записали полученные файлы на флэш-карту. Использовали систему WaveScan, поскольку она может "общаться" с конкретным устройством лазерной коррекции LASIK, используемым в данной работе.
Флэш-карту вставили в LASIK устройство типа VISX Star S4 и с помощью встроенного алгоритма сгенерировали программу абляции, включающую в себя частоту повторения импульсов, варьируемый размер лазерного пятна, его положение и количество импульсов.
Со склада получили новые линзы (-1,75/-0,75/160 OD и 1,75/-0,75/030 OS) в стерильной упаковке.
Линзу устанавливали на кварцевую оправку (радиус 8,3 мм) для удержания линзы в процессе лазерной абляции. Линзу держали в увлажненном состоянии с помощью капель, но не пересыщали ее раствором.
С помощью LASIK устройства (эксимерный лазер 193 нм, плотность энергии излучения на мишени 160 мДж/см2) провели абляцию передней поверхности линзы, наблюдали помутнение поверхности линзы. Позднее было обнаружено, что проведение абляции силиконовой линзы в инертной атмосфере (гелий, приблизительный расход 2 куб. фута в минуту через трубку диаметром ½” с выходным отверстием прямо над линзой) позволяет значительно уменьшить помутнение. При проведении абляции сухих линз (линз, оставленных на кварцевой оправке на несколько дней) образовывались мелкие частицы, падавшие обратно на поверхность линзы.
Линзу снимали с кварцевой оправки и помещали в стеклянный сосуд, содержащий стандартный солевой раствор.
Линзы визуально осматривали на наличие дефектов.
Линзы стерилизовали автоклавированием в стеклянном сосуде.
У линз способом неподвижной капли измерили контактный угол и обнаружили, что силиконовые линзы не удерживали капли воды, что указывает на малый контактный угол.
Оптометрист установил линзы пациенту, выполнил измерения на системе COAS и сравнил полученные результаты с результатами исходных измерений. Пациент имел кому -0,4579 Z(3,-1) при наиболее подходящих стандартных линзах AAFA, после лазерной абляции кома снизилась до -0,1296. Пациент сообщил, что эффекты гало при наблюдении ярких точечных источников света (симптом аберрации типа комы) значительно снизились. Оптометрист сообщил, что прошедшие процедуру лазерной абляции линзы имели равномерно влажную поверхность, а пациент сообщил, что линзы очень удобны при ношении.
Заключение
Настоящее изобретение описано выше и более подробно зафиксировано в приводимых ниже пунктах формулы изобретения.
Изобретение относится к способу модификации силиконовой контактной линзы с использованием лазерной абляции и к получаемой таким образом модифицированной линзе. Согласно способу вводят в цифровом виде исходные данные в устройство для управления процессом абляции. Вычисляют в устройстве для управления процессом абляции схему управления лазерным устройством на основе данных, относящихся к требуемой модификации. Вычисляют последовательность управления для управления лазерным устройством. Устанавливают офтальмологическую линзу в положение для подведения к ней энергии лазерного излучения. Воздействуют на офтальмологическую линзу энергией лазерного излучения в соответствии с последовательностью управления. Офтальмологическую линзу подвергают гидратации в солевом растворе до и во время воздействия на офтальмологическую линзу энергией лазерного излучения, при этом офтальмологическая линза содержится в среде с пониженным содержанием кислорода во время абляции. Удаляют отходы обработки с поверхности линзы. Техническим результатом изобретения является получение линз с заданными параметрами, а также упрощение процесса отделения контактных линз в водный раствор. 2 н. и 18 з.п. ф-лы, 5 ил., 1 пр.
1. Способ модификации офтальмологической линзы, содержащий следующие этапы, при которых
вводят в цифровом виде исходные данные в устройство для управления процессом абляции, причем упомянутые данные относятся к модификации офтальмологической линзы;
вычисляют в устройстве для управления процессом абляции схему управления лазерным устройством на основе данных, относящихся к требуемой модификации;
вычисляют последовательность управления для управления лазерным устройством;
устанавливают офтальмологическую линзу в положение для подведения к ней энергии лазерного излучения;
воздействуют на офтальмологическую линзу энергией лазерного излучения в соответствии с последовательностью управления, причем офтальмологическую линзу подвергают гидратации в солевом растворе до и во время воздействия на офтальмологическую линзу энергией лазерного излучения, при этом офтальмологическая линза содержится в среде с пониженным содержанием кислорода во время абляции; и
удаляют отходы обработки с поверхности линзы.
2. Способ по п.1, в котором отходы обработки удаляются с линзы путем промывки в растворе.
3. Способ по п.1, в котором отходы обработки удаляются с линзы путем обдува в воздушной бане.
4. Способ по п.2, в котором данные представляют собой данные о топографии глаза.
5. Способ по п.1, в котором данные, относящиеся к требуемой модификации офтальмологической линзы, представляют собой данные, предназначенные для использования офтальмологической линзы, причем данные, предназначенные для использования офтальмологической линзы, являются фактором, определяющим последовательность управления.
6. Способ по п.2, дополнительно включающий в себя этап нанесения на линзу покрытия после этапа воздействия на офтальмологическую линзу энергией лазерного излучения.
7. Способ по п.2, дополнительно включающий в себя этап введения исходной формы офтальмологической линзы до модификации.
8. Способ по п.2, в котором офтальмологическая линза состоит из силиконового материала.
9. Способ по п.5, в котором назначение использования включает улучшение зрения при наличии дальнозоркости.
10. Способ по п.5, в котором этап воздействия на офтальмологическую линзу энергией лазерного излучения проводится в среде с содержанием кислорода менее 20%.
11. Способ по п.1, дополнительно включающий в себя этапы размещения линзы на оправке и юстировки оправки для подведения энергии лазерного излучения.
12. Способ по п.1, дополнительно включающий в себя этап размещения формы для литья с находящейся в ней линзой для подведения энергии лазерного излучения.
13. Способ по п.2, в котором энергия лазерного излучения создается эксимерным лазерным устройством.
14. Способ по п.2, в котором энергия лазерного излучения создается эксиплексным лазерным устройством.
15. Способ по п.2, в котором воздействие энергии лазерного излучения на офтальмологическую линзу достаточно для абляции части офтальмологической линзы.
16. Способ по п.1, в котором вводимые данные, относящиеся к модификации офтальмологической линзы, получены под наблюдением врача-офтальмолога.
17. Способ по п.16, в котором данные, относящиеся к модификации офтальмологической линзы, вводятся в виде цифровых данных.
18. Способ по п.2, дополнительно включающий в себя этапы повторной упаковки офтальмологической линзы и стерилизации модифицированной линзы.
19. Офтальмологическая линза, изготавливаемая способом, содержащим этапы, при которых
дозируют неполимеризованную смесь для изготовления линзы в первую часть формы для литья;
устанавливают вторую часть формы для литья относительно упомянутой первой части формы для литья с образованием содержащей смесь для изготовления линзы полости с формой и размером, соответствующими изготавливаемой офтальмологической линзе;
полимеризуют упомянутую смесь для изготовления линзы в актиничных условиях, соответствующих используемой неполимеризованной смеси для изготовления линзы;
вводят данные, относящиеся к модификации офтальмологической линзы; рассчитывают схему управления лазерным устройством на основе данных, относящихся к модификации;
рассчитывают последовательность управления для управления лазерным устройством;
закрепляют офтальмологическую линзу в положение для подведения энергии лазерного излучения;
воздействуют на офтальмологическую линзу энергией лазерного излучения в соответствии с последовательностью управления, причем офтальмологическую линзу подвергают гидратации в солевом растворе до и во время воздействия на офтальмологическую линзу энергией лазерного излучения, при этом офтальмологическая линза содержится в среде с пониженным содержанием кислорода во время абляции; и
удаляют отходы обработки с поверхности линзы.
20. Офтальмологическая линза по п.19, в которой неполимеризованная смесь для изготовления линзы представляет собой смесь для получения силиконового гидрогеля.
| DE 10316576 В3, 18.11.2004 | |||
| Устройство для обработки имеющей выпуклую и вогнутую поверхности контактной линзы после формования и средство для транспортировки контактной линзы | 1991 |
|
SU1838135A3 |
| US 2005105048 А1, 19.05.2005 | |||
| US 4206518 А, 10.06.2008 | |||
| US 5725576 А, 10.03.1998. | |||

