ОБЛАСТЬ ПРИМЕНЕНИЯ ИЗОБРЕТЕНИЯ
В настоящем изобретении описаны способы, прибор и устройства, связанные с аспектами герметизации и герметичного закрытия в отношении офтальмологических устройств и более конкретно в некоторых вариантах осуществления связанные с аспектами герметизации и герметичного закрытия при изготовлении офтальмологической линзы с многоэлементной вставкой, внутри которой или на которой есть компоненты.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Традиционно офтальмологическое устройство, такое как контактная линза или интраокулярная линза, включало в себя биосовместимое устройство с корректирующими, косметическими или терапевтическими свойствами. Например, контактная линза может обеспечивать одну или более из функций коррекции зрения, косметической коррекции и терапевтических эффектов. Каждая функция обеспечена физическими характеристиками офтальмологической линзы. Конструкция с использованием светопреломляющего свойства позволяет офтальмологической линзе обеспечивать функцию коррекции зрения. Встраивание пигмента в материал офтальмологической линзы позволяет получить косметическое улучшение. Встраивание активного агента в офтальмологическую линзу позволяет обеспечить терапевтические функции. Таких физических характеристик можно достичь без перевода офтальмологической линзы в запитываемое энергией состояние.
Недавно были высказаны предположения о возможности встраивания активных компонентов в контактную линзу. Некоторые компоненты могут включать в себя полупроводниковые устройства. В некоторых примерах описано встраивание полупроводниковых устройств в контактную линзу, помещенную на глаза животного. Однако у таких устройств пока нет механизма автономного питания. Хотя для питания таких полупроводниковых устройств можно использовать провода, проходящие от офтальмологической линзы к батарее, а также, несмотря на то, что были высказаны предположения о том, что питание к устройствам может подаваться беспроводным образом, механизма для реализации подобного беспроводного питания доступно не было.
Таким образом, желательно иметь дополнительные способы и прибор, приспособленные для образования офтальмологических линз, запитываемых энергией в степени, подходящей для обеспечения одной или более функций в офтальмологической линзе и контроля изменения оптической характеристики офтальмологической линзы или другого биомедицинского устройства. В процессе изготовления таких офтальмологических и биомедицинских устройств может быть использовано множество компонентов, в которых может быть важна природа физической и химической изоляции таких компонентов или ее отсутствие. Поэтому важны новые способы, устройства и прибор, связанные с герметизацией и герметичным закрытием различных компонентов в запитываемых энергией офтальмологических и биомедицинских устройствах.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Соответственно настоящее изобретение включает в себя инновационные решения, связанные с герметизацией и герметичным закрытием различных компонентов, включая, например, вставки, которые могут быть запитаны энергией и встроены в офтальмологическое устройство. Примеры таких офтальмологических устройств могут включать в себя, например, контактную линзу или интраокулярную линзу. С точки зрения общности используемых подходов в объем настоящего изобретения может входить множество других запитываемых энергией биомедицинских устройств. Кроме того, также представлены способы и прибор для образования офтальмологической линзы с герметизированной или герметично закрытой многоэлементной вставкой. В некоторых вариантах осуществления среда в запитываемом энергией состоянии может обеспечивать питание для компонента, который может потреблять ток. Компоненты могут включать в себя, без ограничений, элемент офтальмологической линзы с изменяемыми оптическими свойствами, полупроводниковое устройство и активное или пассивное электронное устройство. Такие компоненты также могут включать в себя возможность активации внешним сигналом различных типов. Некоторые варианты осуществления также могут включать в себя литую силикон-гидрогелевую контактную линзу с жесткой или формуемой запитываемой энергией вставкой, содержащейся внутри офтальмологической линзы биосовместимым образом.
Поэтому настоящее изобретение включает в себя способы образования вставки путем герметизации вместе по меньшей мере переднего криволинейного элемента и заднего криволинейного элемента. Способ может включать в себя этапы образования электрических соединений и прикрепления устройств к соединениям и/или к криволинейным элементам. Также включены устройства, полученные при обработке с использованием этих способов.
В некоторых альтернативных вариантах осуществления может быть второй задний криволинейный элемент, который добавляется к указанной ранее двухэлементной вставке. В этих случаях герметизация различных элементов может создавать множество полостей. Природа описанного в настоящем документе устройства, обладающего признаками изобретения, допускает этапы способа для включения в состав вставок дополнительных отдельных элементов либо на этапах последовательной обработки, либо на этапах параллельной обработки.
В некоторых вариантах осуществления вставки могут содержать электрические компоненты. Некоторые или все из этих компонентов могут быть размещены в пространстве, внутреннем по отношению к герметизированным полостям внутри вставки. Другие варианты осуществления могут быть получены в результате размещения электрических компонентов в месте, внешнем по отношению к образованным полостям. В вариантах осуществления с внешними компонентами может быть полезно герметично закрывать компоненты в их собственный материал для герметизации.
Полости, образованные в различных вариантах осуществления, также могут содержать различного рода жидкости. Например, в варианте осуществления типа жидкостного мениска центральная полость, размещенная по меньшей мере частично в оптической зоне офтальмологической вставки, может содержать жидкости, связанные с образованием оптических линз. В некоторых вариантах осуществления жидкость можно разместить внутри области, образующей полость, до или в процессе герметизации, во время которого образуется полость. В других случаях жидкость можно добавлять после образования герметизированной полости, например, путем введения игл для заполнения через одну или более областей либо в заднем криволинейном элементе, либо в переднем криволинейном элементе с последующей герметизацией полученного места прохождения в заднем криволинейном элементе или переднем криволинейном элементе.
Способы образования герметизирующих уплотнителей и полученные герметизирующие устройства являются важными аспектами различных вариантов осуществления. В некоторых вариантах осуществления герметизирующие уплотнители могут включать в себя предварительно сформированные материалы, которым придают форму, соответствующую последующему образованию герметизированных областей. В других вариантах осуществления герметизирующие уплотнители могут быть образованы на месте путем нанесения герметизирующих агентов на поверхность одного или обоих из заднего криволинейного элемента и переднего криволинейного элемента. В некоторых из этих вариантов осуществления нанесенный герметизирующий агент может быть полимеризован до сборки множества элементов; в других случаях неполимеризованный герметизирующий материал будет дополнительно обработан для сборки множества элементов.
В вариантах осуществления с использованием либо предварительно полимеризованных герметизирующих материалов, либо неполимеризованных герметизирующих материалов два элемента, которые герметизированы с помощью этих материалов друг с другом, можно удерживать на месте или прижимать вместе для образования герметизирующего уплотнителя. Затем в некоторых вариантах осуществления поверхности, которые сжимаются вместе для образования физического контакта для создания герметизирующего уплотнителя, могут впоследствии удерживаться на месте путем нанесения адгезивного материала, заходящего на оба элемента, который после полимеризации постоянно удерживает две поверхности на месте и поддерживает герметизирующий аспект герметизирующего материала между двумя элементами.
В некоторых альтернативных вариантах осуществления сжатие поверхностей вместе может активировать механизм самогерметизации. Механизм самогерметизации может фиксировать или самофиксировать два или более элемента вместе и поддерживать давление на герметизирующий материал, что в свою очередь поддерживает физический контакт для формирования целостности герметизирующего уплотнителя. Другие механизмы могут включать в себя дополнительные элементы в области герметизации, такие как, например, канавки для размещения герметизирующего материала и острые ребра на топографии поверхности для повышения эффективности области герметизации.
Элементы, прикрепленные на любом или обоих из переднего криволинейного элемента и заднего криволинейного элемента, также могут иметь варианты осуществления, относящиеся к их герметизации или герметичному закрытию. На проводящие дорожки, элементы питания и/или электронные компоненты можно нанести герметизирующий или герметично закрывающий материал таким образом, чтобы полностью покрыть дорожку, элемент питания или компонент, таким образом создавая со всех сторон контакт между герметично закрывающим и герметизирующим материалом на любом конце переднего криволинейного элемента или заднего криволинейного элемента.
Полученные многоэлементные вставные устройства можно дополнительно обработать для образования офтальмологических устройств и новых способов, относящихся к способам образования этих офтальмологических устройств. В некоторых вариантах осуществления вставку можно поместить внутри первой части формы для литья, в которой находится небольшое количество материала для образования тела офтальмологической линзы. В других вариантах осуществления эта линзообразующая смесь может включать в себя, например, образующие гидрогель материалы. Дополнительное количество линзообразующей смеси можно добавить до, во время или после приближения второй части формы для литья к первой части формы для литья. Перемещение второй части формы для литья при приближении к первой части формы для литья может образовать полость, в которой вставку и линзообразующую смесь можно отлить в композитную офтальмологическую линзу с оптическими поверхностями высокого качества. Вставка, которая встроена в полученное таким образом офтальмологическое устройство, может иметь герметично закрытые компоненты и/или компоненты, которые находятся в герметизированных областях. Кроме того, отлитую линзообразующую смесь, которая в некоторых вариантах осуществления может окружать вставку, можно рассматривать как герметично закрывающий вставку слой. Компоненты внутри или на вставке могут включать в себя электронные дорожки, устройства питания, электронные устройства, включая, например, интегральные схемы, а также активные оптические элементы, включая, например, офтальмологические линзы с жидкостным мениском.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фиг. 1 представлен пример компонентов прибора узла формы для литья, которые могут быть применимы для реализации некоторых вариантов осуществления настоящего изобретения.
На фиг. 2 представлен пример запитываемой энергией линзы с вариантом осуществления многокомпонентной вставки.
На фиг. 3 представлен вид в сечении примера осуществления герметизации для многоэлементной вставки.
На фиг. 4А представлен вид сверху вниз примера осуществления многоэлементной вставки в виде двухэлементной вставки.
На фиг. 4В представлен вид в сечении примера осуществления многоэлементной вставки в виде двухэлементной вставки.
На фиг. 5 представлен альтернативный вариант осуществления области герметизации многоэлементной вставки примера устройства, изображенного на фиг. 4В.
На фиг. 6 представлен альтернативный вариант осуществления области герметизации многоэлементной вставки для примера устройства, изображенного на фиг. 4В.
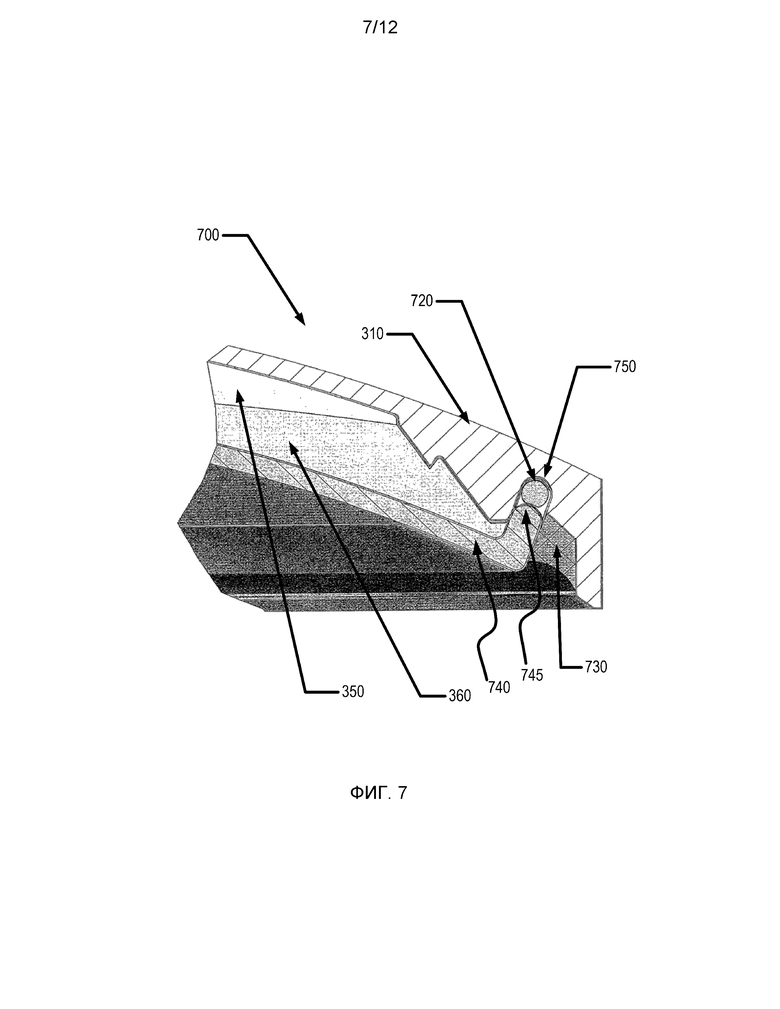
На фиг. 7 представлен альтернативный вариант осуществления области герметизации примера устройства, изображенного на фиг. 3.
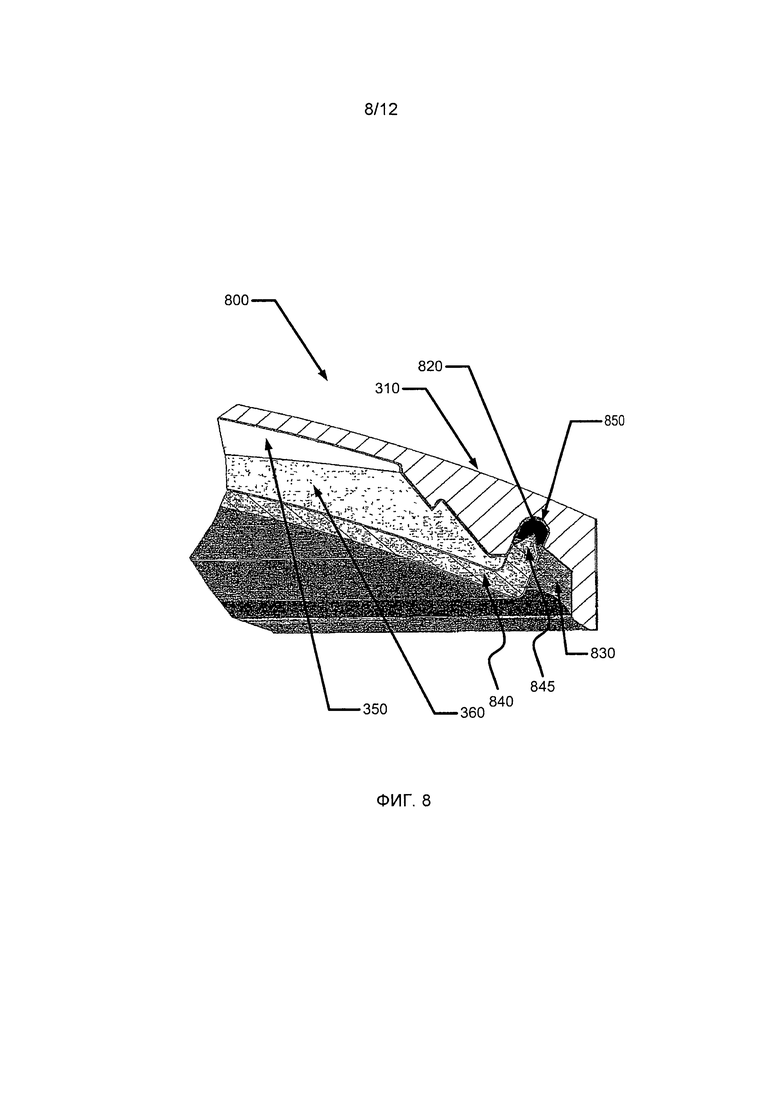
На фиг. 8 представлен альтернативный вариант осуществления области герметизации примера устройства, изображенного на фиг. 3.
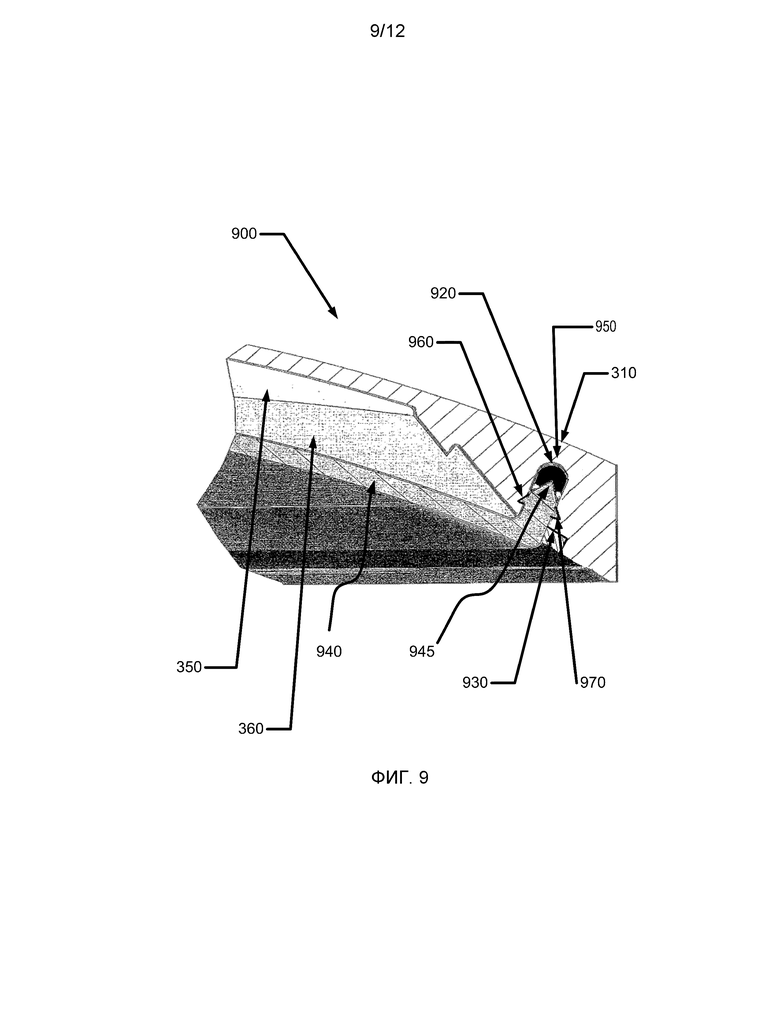
На фиг. 9 представлен альтернативный вариант осуществления области герметизации примера устройства, изображенного на фиг. 3.
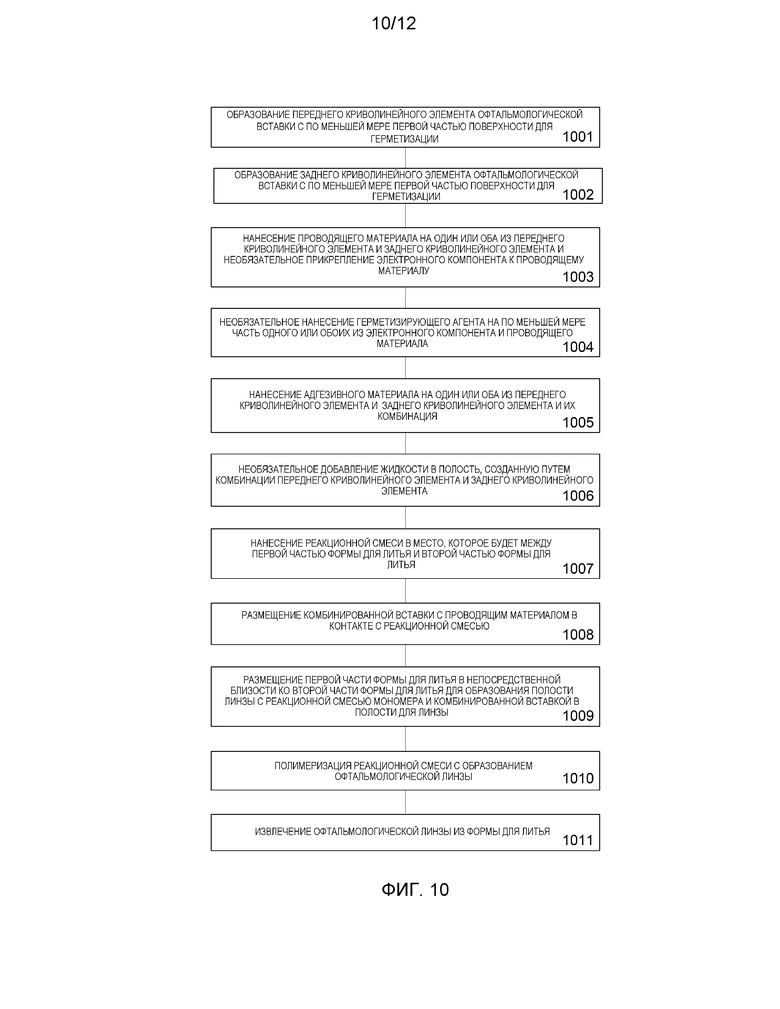
На фиг. 10 представлены этапы способа формирования запитываемой энергией офтальмологической линзы с герметизированной и герметично закрытой многоэлементной вставкой в соответствии с некоторыми вариантами осуществления настоящего изобретения.
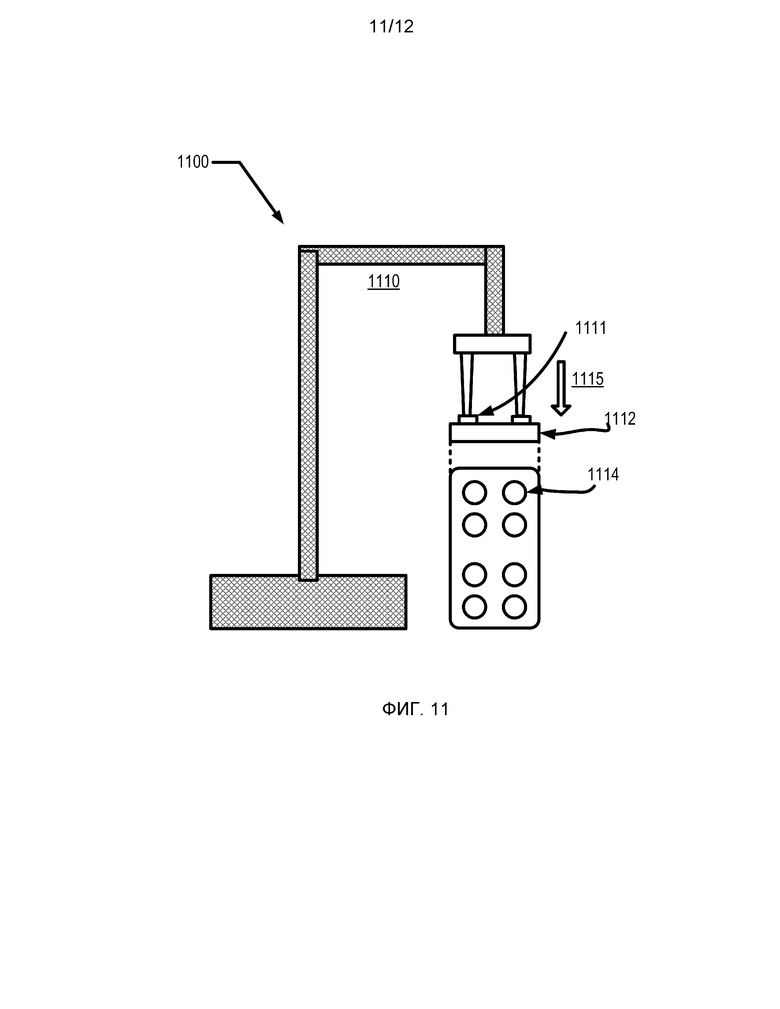
На фиг. 11 представлен пример компонентов прибора для помещения герметизированной вставки в часть формы для литья офтальмологической линзы.
На фиг. 12 представлен процессор, который можно использовать для реализации некоторых вариантов осуществления настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение включает в себя способы и прибор для изготовления офтальмологической линзы с многоэлементной вставкой, где части вставки и компоненты, входящие в состав вставки, могут включать в себя аспекты герметизации и герметичного закрытия. Кроме того, настоящее изобретение включает в себя офтальмологическую линзу с многоэлементной вставкой, встроенной в офтальмологическую линзу, включая аспекты герметизации и герметичного закрытия.
В соответствии с настоящим изобретением образована запитываемая энергией офтальмологическая линза со встроенной вставкой и источником энергии, таким как электрохимический элемент или батарея, в качестве средства хранения энергии. В некоторых вариантах осуществления материалы, содержащие источник энергии, герметично закрыты и изолированы от среды, в которую помещают офтальмологическую линзу.
В некоторых вариантах осуществления многоэлементная вставка также включает в себя набор схем, компонентов и источников энергии. Различные варианты осуществления могут включать в себя многоэлементную вставку, в которой набор схем, компонентов и источников питания размещен вокруг периферии оптической зоны, через которую - видит пользователь офтальмологической линзы. Другие варианты осуществления могут включать в себя набор схем, компонентов и источников энергии, которые имеют такой достаточно малый размер, что они не оказывают негативного влияния на зрение пользователя контактной линзы и, следовательно, в многоэлементной вставке они могут размещаться внутри или снаружи оптической зоны.
По существу в соответствии с некоторыми вариантами осуществления настоящего изобретения многоэлементную вставку встраивают в офтальмологическую линзу с помощью автоматического устройства, которое размещает источник энергии в желаемом месте относительно части формы для литья, используемой для формирования офтальмологической линзы. Варианты осуществления, в которых в офтальмологическую линзу помещают различные компоненты, могут использовать один или более этапов, на которых компоненты герметизируют и приклеивают на место или на которых компоненты герметично закрывают.
В некоторых вариантах осуществления источник энергии находится в электрическом соединении с компонентом, который может быть активирован по команде и который потребляет электрический ток от источника энергии, включенного внутри офтальмологической линзы. Компонент может включать в себя, без ограничений, полупроводниковое устройство, активное или пассивное электрическое устройство или электрически активируемое устройство, включая, например, микроэлектромеханические системы (МЭМС), наноэлектромеханические системы (НЭМС) или микромашины. После размещения источника энергии и компонента часть формы для литья может придать реакционной смеси форму и полимеризовать ее для образования офтальмологической линзы.
В следующих разделах будет приведено подробное описание вариантов осуществления настоящего изобретения. Описания как предпочтительных, так и альтернативных вариантов осуществления являются только примерами осуществления, и следует понимать, что специалисту в данной области будут понятны возможности внесения изменений, модификаций и создания альтернатив. Поэтому следует понимать, что объем настоящего изобретения не ограничен указанными примерами осуществления.
СПИСОК ТЕРМИНОВ
В этом описании и пунктах формулы, которые относятся к настоящему изобретению, могут использоваться различные термины, для которых будут приняты следующие определения.
Задний криволинейный элемент - при использовании в настоящем документе термин относится к сплошному элементу многоэлементной вставки, который после сборки в составе указанной вставки занимает положение на стороне офтальмологической линзы, которая находится сзади. В офтальмологическом устройстве такой элемент будет размещен на стороне вставки, которая ближе к поверхности глаза пользователя. В некоторых вариантах осуществления задний криволинейный элемент может содержать и включать в себя область в центре офтальмологического устройства, через которую свет может проходить в глаз пользователя. Такая область может называться оптической зоной. В других вариантах осуществления элемент может иметь форму кольца и не содержать или включать в себя некоторые или все области оптической зоны. В некоторых вариантах осуществления офтальмологической вставки можно использовать множество задних криволинейных элементов, и один из них может включать в себя оптическую зону, в то время как другие могут иметь форму кольца или сегментов кольца.
Компонент - при использовании в настоящем документе термин относится к устройству, которое может получать электрический ток от источника энергии для одного или более из изменения логического состояния или физического состояния.
Запитываемый энергией - при использовании в настоящем документе термин относится к состоянию возможности подачи электрического тока или хранения электрической энергии внутри.
Энергия - при использовании в настоящем документе термин относится к способности физической системы совершать работу. В рамках настоящего изобретения указанная способность может относиться к способности выполнять электрические действия при совершении работы.
Источник энергии - при использовании в настоящем документе термин относится к устройству, способному подавать энергию или переводить биомедицинское устройство в запитываемое энергией состояние.
Устройство сбора энергии - при использовании в настоящем документе термин относится к устройству, способному извлекать энергию из окружающей среды и преобразовывать ее в электрическую энергию.
Передний криволинейный элемент - при использовании в настоящем документе термин относится к сплошному элементу многоэлементной вставки, который после сборки в составе указанной вставки занимает положение на стороне офтальмологической линзы, которая находится спереди. В офтальмологическом устройстве такой элемент будет размещен на стороне вставки, дальней от поверхности глаза пользователя. В некоторых вариантах осуществления этот элемент может содержать и включать в себя область в центре офтальмологического устройства, через которое свет может проходить в глаз пользователя. Такая область может называться оптической зоной. В других вариантах осуществления элемент может иметь форму кольца и не содержать или включать в себя некоторые или все области оптической зоны. В некоторых вариантах осуществления офтальмологической вставки может быть использовано множество передних криволинейных элементов, и один из них может включать в себя оптическую зону, тогда как другие могут иметь форму кольца или сегментов кольца.
Линзообразующая смесь, или реакционная смесь, или реакционная смесь мономера (РСМ) - при использовании в настоящем документе термин относится к мономерному или форполимерному материалу, который можно полимеризовать и поперечно сшить или поперечно сшить для образования офтальмологической линзы. Различные варианты осуществления могут включать в себя линзообразующие смеси с одной или более добавками, такими как, например, УФ-блокаторы, красители, фотоинициаторы или катализаторы, а также другими добавками, которые применимы в офтальмологических линзах, таких как контактные или интраокулярные линзы.
Линзообразующая поверхность - при использовании в настоящем документе термин относится к поверхности, используемой для литья офтальмологической линзы. В некоторых вариантах осуществления любая такая поверхность может иметь оптическое качество обработки поверхности, что указывает на то, что поверхность является достаточно гладкой и образована таким образом, что поверхность офтальмологической линзы, изготовленной путем полимеризации линзообразующей смеси в контакте с формирующей поверхностью, имеет оптически приемлемое качество. Дополнительно в некоторых вариантах осуществления формирующая линзу поверхность может иметь геометрию, необходимую для придания поверхности офтальмологической линзы желаемых оптических характеристик, включая, без ограничений, коррекцию сферической, асферической и цилиндрической оптической аберрации, аберраций волнового фронта, коррекцию топографии роговой оболочки или их комбинации.
Литий-ионный элемент - при использовании в настоящем документе термин относится к электрохимическому элементу, в котором электрическая энергия вырабатывается в результате движения ионов лития через элемент. Такой электрохимический элемент, обычно называемый батареей, в своих типичных формах может быть возвращен в состояние с более высоким зарядом, или перезаряжен.
Многоэлементная вставка - при использовании в настоящем документе термин относится к формуемой или жесткой подложке, способной поддерживать источник энергии внутри офтальмологической линзы. В некоторых вариантах осуществления многоэлементная вставка также поддерживает один или более компонентов.
Форма для литья - при использовании в настоящем документе термин относится к жесткому или полужесткому объекту, который можно использовать для образования офтальмологических линз из неполимеризованных составов. Некоторые предпочтительные формы для литья включают в себя две части формы для литья, образующие часть формы для литья передней криволинейной поверхности и часть формы для литья задней криволинейной поверхности.
Офтальмологическая линза, или линза, - при использовании в настоящем документе термин относится к любому офтальмологическому устройству, расположенному в или на глазу. Эти устройства можно использовать для оптической коррекции или в косметических целях. Например, термин «офтальмологическая линза» может относиться к контактной линзе, интраокулярной линзе, накладной офтальмологической линзе, глазной вставке, оптической вставке или другому аналогичному устройству, посредством которого осуществляется коррекция или модификация зрения или косметическое улучшение физиологии глаза (изменение цвета радужной оболочки) без ущерба для зрения. В некоторых вариантах осуществления предпочтительные офтальмологические линзы настоящего изобретения представляют собой мягкие контактные линзы, изготовленные из силиконовых эластомеров или гидрогелей.
Оптическая зона - при использовании в настоящем документе термин относится к области офтальмологической линзы, через которую смотрит пользователь офтальмологической линзы.
Мощность - при использовании в настоящем документе термин относится к совершенной работе или переданной энергии за единицу времени.
Перезаряжаемый или перезапитываемый - при использовании в настоящем документе термин относится к возможности возврата в состояние с более высокой способностью совершать работу. В рамках настоящего изобретения указанная способность, как правило, может относиться к восстановлению способности подавать электрический ток определенной величины в течение определенного периода времени восстановления.
Перезапитывать или перезаряжать - при использовании в настоящем документе термин относится к восстановлению состояния с более высокой способностью совершать работу. В рамках настоящего изобретения указанная способность, как правило, может относиться к восстановлению способности устройства подавать электрический ток определенной величины в течение определенного периода времени восстановления.
Высвобожденный из формы для литья - при использовании в настоящем документе термин относится к действию, при котором офтальмологическая линза либо полностью отделена от формы для литья, либо лишь слабо прикреплена к ней так, что она может быть отделена легким встряхиванием или сдвинута с помощью тампона.
Многослойные интегрированные многокомпонентные устройства (SIC-устройства) - при использовании в настоящем документе термин относится к результату применения технологий упаковки, позволяющих собирать тонкие слои подложек, которые могут включать электрические и электромеханические устройства, в функциональные интегрированные устройства путем наложения по меньшей мере части каждого слоя друг на друга. Такие слои могут содержать компоненты устройств различных типов, форм и размеров, а также изготовленных из различных материалов. Более того, слои могут быть выполнены по различным технологиям изготовления устройств для возможности встраивания и получения различных профилей.
ОФТАЛЬМОЛОГИЧЕСКИЕ ЛИНЗЫ
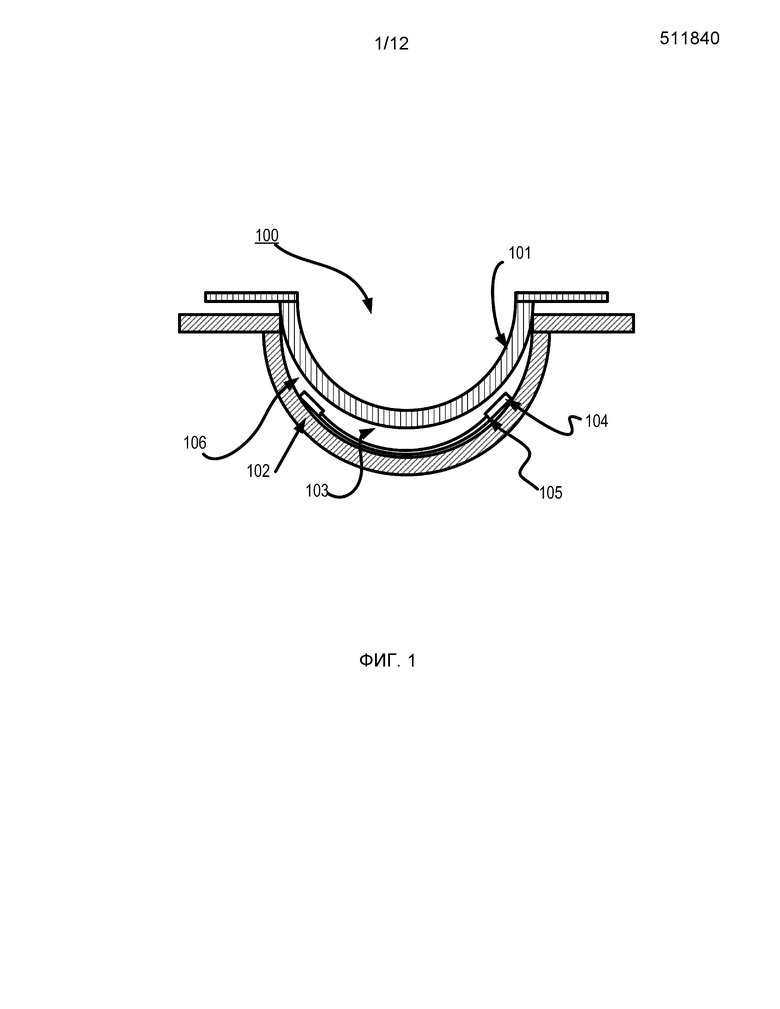
На фиг. 1 представлен прибор 100 для образования офтальмологических устройств, содержащих герметизированные и герметично закрытые вставки. Прибор включает в себя пример формы для литья передней криволинейной поверхности 102 и соответствующей ей формы для литья задней криволинейной поверхности 101. Вставку 104 и тело 103 офтальмологического устройства можно разместить внутри формы для литья передней криволинейной поверхности 102 и формы для литья задней криволинейной поверхности 101. В некоторых вариантах осуществления материал тела 103 может представлять собой материал на основе гидрогеля, и вставка 104 может быть окружена этим материалом на всех поверхностях.
Вставка 104 может представлять собой один из множества различных типов вставок. На Фиг. 1 показано, что может быть по меньшей мере одна герметизированная поверхность 105 вставки 104. Другие варианты осуществления могут включать в себя другие типы герметизирующих уплотнителей и герметично закрывающих элементов, некоторые из которых описаны в разделах ниже. Применение прибора 100 может позволить создать новое офтальмологическое устройство, образованное из комбинации компонентов с множеством герметизированных областей.
На Фиг. 2 представлен пример осуществления 200 указанного нового офтальмологического устройства в сечении. Вариант осуществления 200 может быть окружен оболочкой офтальмологического устройства 230. Оболочка 230 может быть образована вариантом осуществления формы для литья 100, изображенной на фиг. 1, и может быть образована из множества материалов, включая, например, гидрогелевые соединения.
Этот вариант осуществления 200 может также включать в себя вставку 240. В некоторых вариантах осуществления вставка 240 может быть образована из множества элементов, а при сборке вставки 240 могут использоваться герметизирующие уплотнители различных типов.
Этот вариант осуществления 200 может включать в себя слой компонентов устройства 210, которые могут включать в себя, например, элементы активации, элементы обработки сигнала, элементы питания и чувствительные элементы. Для включения слоя компонентов устройства 210 можно использовать множество схем герметичного закрытия. В некоторых вариантах осуществления слои 210 можно приклеить к другим компонентам, таким как, например, активное оптическое устройство 220, до фиксации полученной вставки в офтальмологическом устройстве, как показано на Фиг. 1. Активное оптическое устройство 220 может представлять собой офтальмологическую линзу типа линзы с жидкостным мениском, заполненной двумя различными несмешиваемыми жидкостями и затем герметизированной.
ГЕРМЕТИЗИРУЮЩИЕ УПЛОТНИТЕЛИ И ГЕРМЕТИЧНО ЗАКРЫВАЮЩИЕ ЭЛЕМЕНТЫ - КЛЕЕВАЯ КАНАВКА
На Фиг. 3 представлено увеличенное изображение края 300 примера оптического устройства 220 в сечении. Например, водная фаза 360 и неводная фаза 350 могут представлять собой две несмешивающиеся жидкости в офтальмологической линзе типа линзы с жидкостным мениском. Передний криволинейный элемент 310 активного устройства может быть отлита в виде отдельного элемента, на который нанесены различные металлические слои электродов. Литой передний криволинейный элемент 310 может иметь клеевую канавку, углубление или паз 320, который затем пересечется с отдельным литым задним криволинейным элементом 340. Эта клеевая канавка 320 может использоваться в качестве приемника, например, для адгезива, герметика или клея. После сближения переднего криволинейного элемента 310 и заднего криволинейного элемента 340 друг с другом либо до, либо после того, как жидкости 350 и 360 заполнят полость, образованную передним криволинейным элементом 310 и задним криволинейным элементом 340, задний криволинейный элемент 340 можно подать вперед для плотного вхождения в клеевую канавку 320. После этого в оставшееся пространство клеевой канавки 320 можно поместить адгезив 330 для создания герметизированной области. В некоторых вариантах осуществления эта клеевая канавка 320 может быть размещена по всей периферии самого устройства офтальмологической линзы.
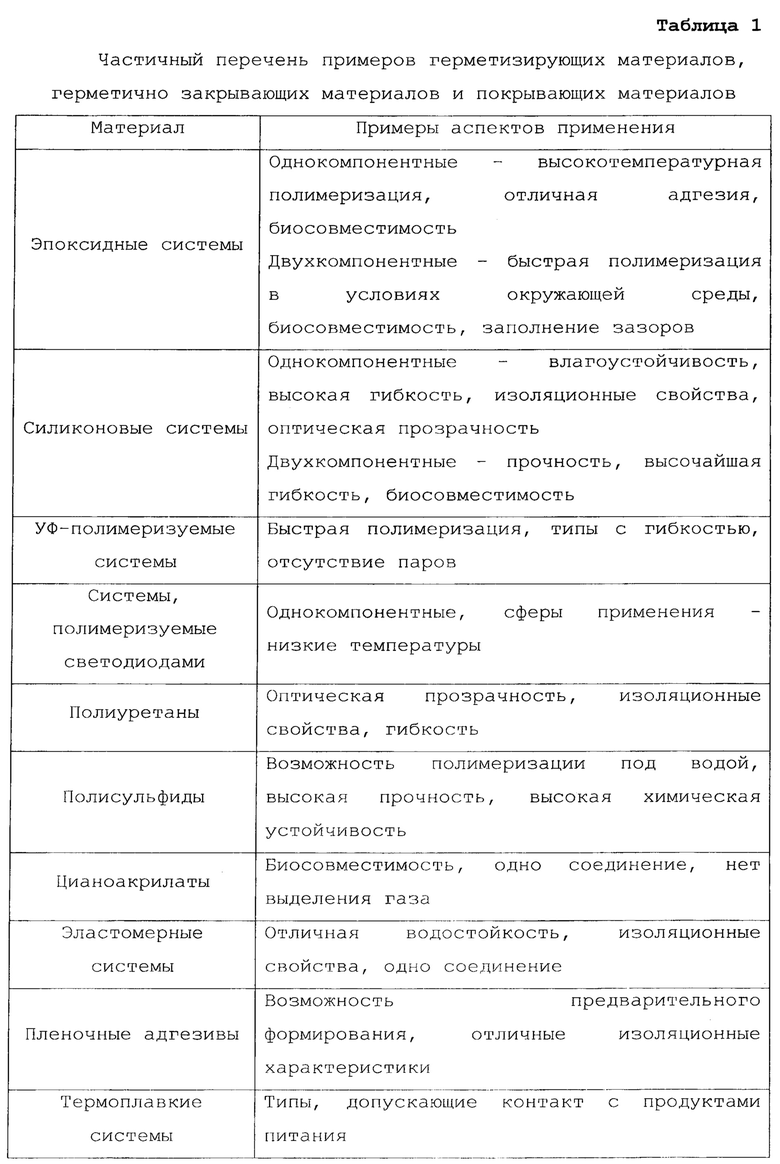
Для эффективного помещения адгезивов в клеевую канавку 320 можно применять множество способов. Некоторые варианты осуществления могут включать в себя нанесение с использованием распыляющих форсунок, как, например, в печатном оборудовании, или в других вариантах осуществления в клеевую канавку 320 можно помещать предварительно сформированные адгезивы 330, которые затем переводят в текучее и склеивающее состояние с использованием либо нагрева, света, давления, либо других стандартных средств образования герметизирующих уплотнителей и клеевых соединений. Герметизированную область можно образовать из адгезивов множества типов. В таблице 1 перечислены некоторые примеры типов материалов, которые можно использовать для такого герметизирующего применения, и возможные соответствующие варианты осуществления. В таблице 1 также описаны некоторые представительные характеристики некоторых материалов в каждой из перечисленных категорий. Специалисту в данной области будет понятно, что в объем формулы изобретения также могут быть включены и другие материалы, отличные от описанных.

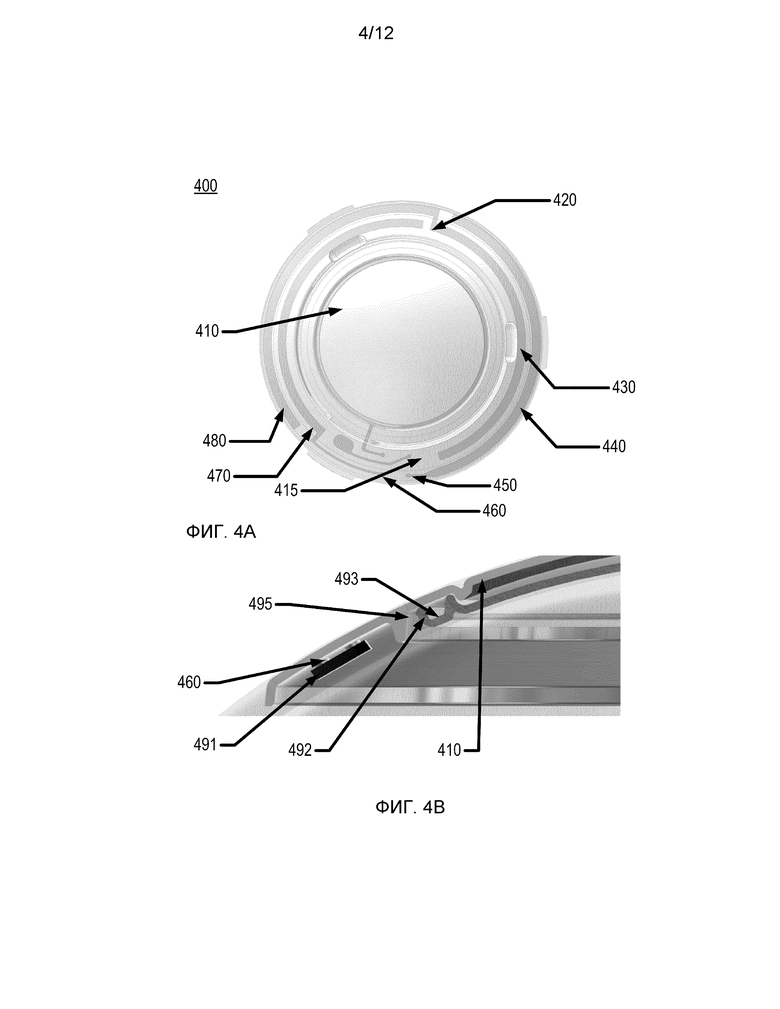
На фигурах 4А и 4В представлен другой вариант осуществления 400 с клеевой канавкой 495. Этот вариант осуществления может быть образован из двухэлементного узла с передним криволинейным элементом 410 и задним криволинейным элементом 492, причем между двумя элементами 410 и 492 есть полость, используемая для размещения активного оптического устройства, такого как, например, офтальмологическая линза менискового типа. Передний криволинейный элемент 410 может быть отлит или сформован большего размера, чем размер активного оптического элемента, причем дополнительный размер создает область поддержки 415, которая обеспечивает поверхность для размещения компонентов, соединений и, в конечном итоге, множество типов герметизирующих аспектов. На Фиг. 4А сверху вниз представлен увеличенный передний криволинейный элемент 410.
На этом увеличенном переднем криволинейном элементе 410 могут быть размещены различные взаимные соединения 430 и 440. В некоторых вариантах осуществления эти взаимные соединения 430 и 440 могут подключаться к элементам питания, таким как, например, аккумуляторные батареи. В других вариантах осуществления элементы питания могут быть размещены или прикреплены на взаимных соединениях 430, 440, 470 и 480. В некоторых конкретных вариантах осуществления первое взаимное соединение может быть прикреплено ко второму взаимному соединению 480 через перемычку 420. Точки соединения 450 и 460 можно использовать для соединения элементов питания с другими элементами.
Элементы могут быть образованы из материалов, которые могут быть или могут не быть стабильны в среде, в которой находится офтальмологическое устройство, включая, например, слезную жидкость на поверхности глаза, с которой элемент находится в контакте. Варианты применения могут включать в себя формирование герметично закрывающих слоев из покрытий, включая, например, семейство париленов, включая, без ограничений, элементы из семейства париленов С, N и D. В некоторых вариантах осуществления нанесение герметично закрывающего покрытия может проводиться до или после нанесения других адгезивных или герметизирующих слоев.
На Фиг. 4В представлено направление сечения для образования нижнего изображения сечения. Как указано выше, некоторые варианты осуществления включают в себя элементы соединения, такие как, например, точка соединения, к которой прикреплены компоненты 491. Пример компонента 491 может включать в себя, например, интегральную схему, прикрепленную к точке соединения 460 с помощью проводящей эпоксидной смолы в качестве примера проводящего материала. В некоторых вариантах осуществления прикрепленные компоненты 491, как правило, могут быть приклеены к области поддержки 415 переднего криволинейного элемента 410 путем неполного заполнения адгезивом пространства под или между корпусом компонента и прикрепляющей поверхностью. Затем на интегральную схему или другой компонент 491 можно нанести покрытие или адгезивы для их герметичного закрытия и соединения с передним криволинейным элементом 410. Как показано на изображении сечения, может быть предусмотрен задний криволинейный элемент 493. Природа конструкций герметизирующего уплотнителя, основанных на варианте осуществления 490 с таким задним криволинейным элементом 493, будет более подробно описана в последующих разделах.
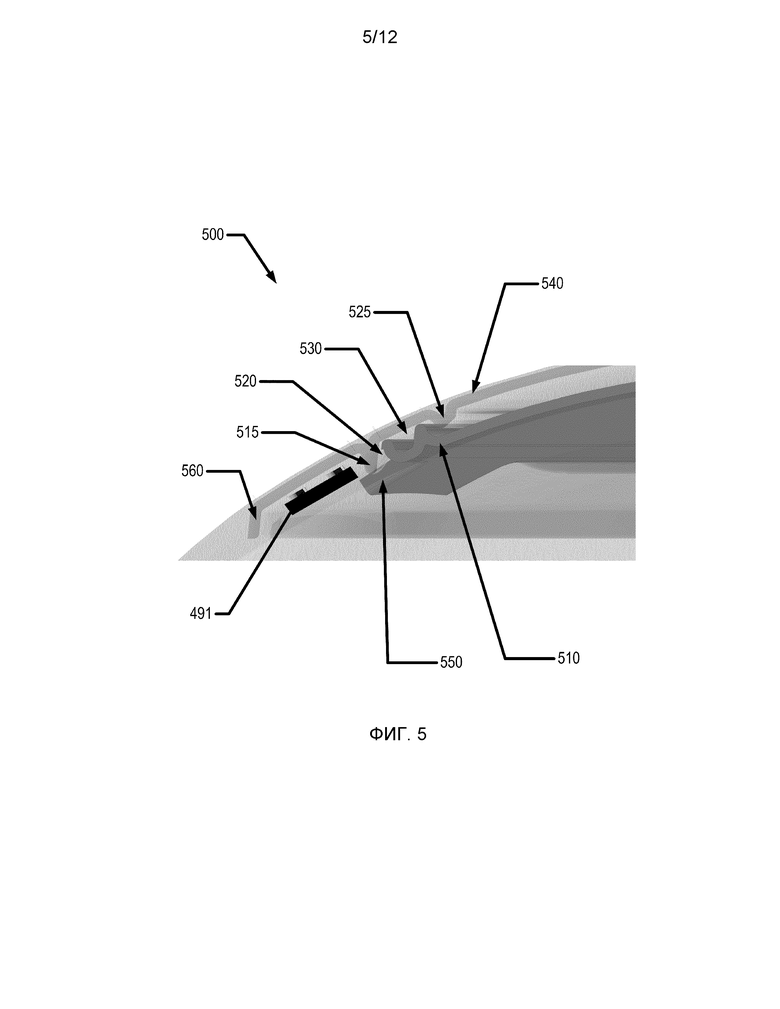
На Фиг. 5 показано, что этот вариант осуществления 500 включает в себя примеры герметизирующих элементов вариантов осуществления двухэлементных вставок, изображенных на фигурах 4А и 4В. В некоторых вариантах осуществления, таких как в варианте, изображенном на Фиг., передний криволинейный элемент 540 многоэлементной вставки может содержать литой или образованный элемент 525, который может выполнять две функции - образование одной границы области клеевой герметизации 520 и обеспечение поверхности, на которую можно нанести электроды для различных целей. В некоторых вариантах осуществления, таких, как показаны на фигуре, передний криволинейный элемент 540 может включать в себя выступ 515, который используется в качестве противоположной границы области клеевой герметизации 520. Задний криволинейный элемент 510 многоэлементной вставки может иметь литой элемент, образующий сопрягающуюся поверхность для выступа 515. В этом варианте осуществления задний криволинейный элемент 510 имеет двухэлементную сопрягающуюся поверхность, которая затем образует область внутренней полости 530 и внешнюю область 520 клеевой герметизации полученного клеевого герметизирующего уплотнителя.
В некоторых вариантах осуществления области клеевой герметизации 520 и 530 можно заполнить адгезивом до размещения на месте заднего криволинейного элемента 510, что приводит к потоку адгезива вокруг двух областей герметизации 520 и 530. Альтернативно область клеевой герметизации 530 можно заполнить до перемещения заднего криволинейного элемента 510 на место напротив переднего криволинейного элемента 540, что позволяет адгезиву течь вокруг полости с образованием как герметизирующего уплотнителя, так и клеевого соединения. В некоторых вариантах осуществления область клеевой герметизации 520 можно заполнить адгезивом на отдельном этапе, причем для этих целей можно использовать тот же или другой материал по сравнению с материалом, использованным для первого этапа заполнения полости. В указанных вариантах осуществления 500 можно использовать различные материалы из таблицы 1. Это включает в себя, без ограничений, использование адгезивов для работы в условиях водной среды или использование относительно твердых, предварительно сформированных герметиков для заполнения области клеевой герметизации 530.
В других вариантах осуществления герметизирующую систему можно разместить ближе к внешнему краю 560 переднего криволинейного элемента 540. Минимальное расстояние между выступом 515 и внешним краем 560 позволяет разместить и поддерживать компонент 491, такой как, например, интегральная схема.
Другие альтернативные варианты осуществления могут включать в себя отворот, выступ или расширение 550, которые протягивают задний криволинейный элемент 510 до внешнего края 560 переднего криволинейного элемента 540. Такое расширение 550 может выполнять двойную функцию - упрочнение области клеевой герметизации 520 и дополнительная защита компонента 491.
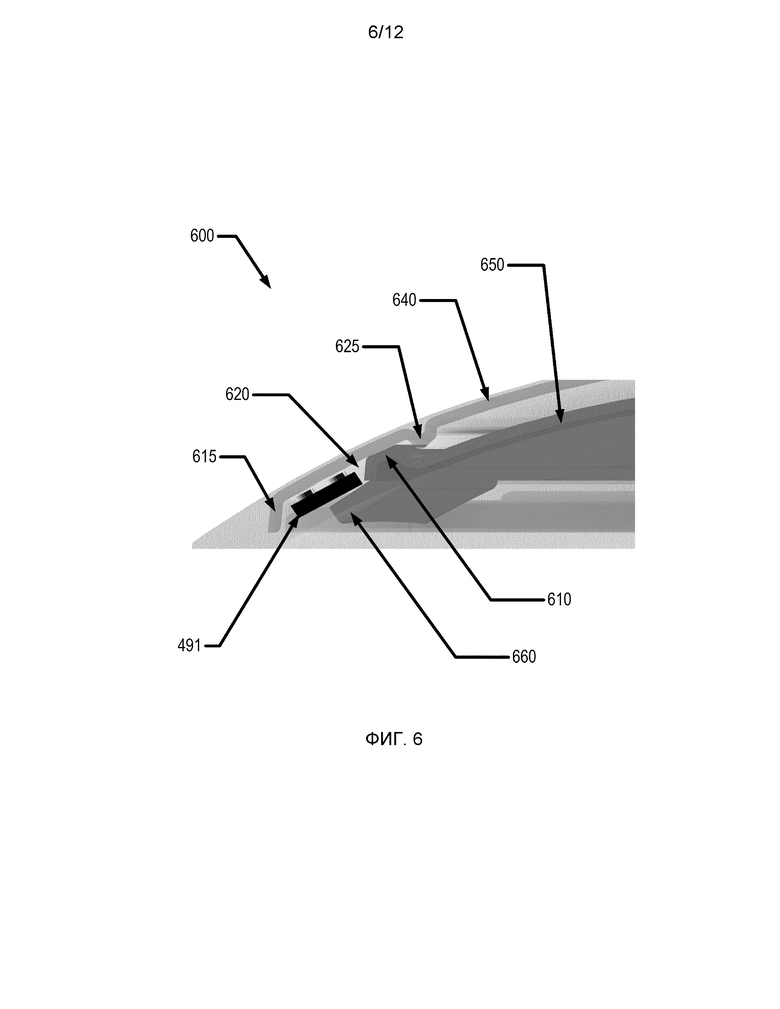
На Фиг. 6 представлен другой пример осуществления 600, который включает в себя передний криволинейный элемент 640 многоэлементной вставки и задний криволинейный элемент 650. В данном варианте осуществления область 620 клеевой герметизации может охватывать внутреннюю полость между задним криволинейным элементом 650 и передним криволинейным элементом 640 от образованного элемента 625 до внешнего края 615 и может быть модифицирована для того, чтобы встроить компонент 491, такой как, например, соединение и интегральная схема. Образованный элемент 625 может выполнять двойную функцию - задание границ области 620 клеевой герметизации от образованного элемента 625 до внешнего края 615 и обеспечение поверхности для размещения образованных электродов.
В другом альтернативном варианте осуществления конструкция элемента 610 заднего криволинейного элемента 650, который находится в области клеевой герметизации 620 от образованного элемента 625 до внешнего края 615, может представлять собой один элемент 610. В таком примере осуществления внутренняя полость в области 620 клеевой герметизации от образованного элемента 625 до внешнего края 615 образована элементом отворота 660 и герметизирующим элементом 610. Указанные в таблице 1 материалы являются примерами материалов, которые могут быть эффективны при герметизации и герметичном закрытии вставного устройства. С точки зрения общности используемых подходов специалисту в данной области может быть понятно, что представляется возможным множество вариантов осуществления областей клеевой герметизации и элементов переднего криволинейного элемента и заднего криволинейного элемента, и такие устройства также входят в объем формулы изобретения.
ГЕРМЕТИЗИРУЮЩИЕ УПЛОТНИТЕЛИ И ГЕРМЕТИЧНО ЗАКРЫВАЮЩИЕ ЭЛЕМЕНТЫ - КОМПРЕССИОННЫЙ ГЕРМЕТИЗИРУЮЩИЙ УПЛОТНИТЕЛЬ
На Фиг. 7 представлен альтернативный вариант осуществления, который включает в себя другой тип герметизирующей системы, которая может герметизировать многоэлементное вставное устройство 700. В некоторых вариантах осуществления особенность по меньшей мере одного из герметизирующих уплотнителей может включать компрессионный герметизирующий уплотнитель между двумя поверхностями. Этот вариант осуществления 700 включает в себя пример заднего криволинейного элемента 740 с поверхностью 745, которая сжимает другой герметизирующий элемент 720, который может быть образован в виде нанесенного герметизирующего уплотнителя из различных адгезивных материалов, включая, например, материалы, указанные в таблице 1. В конкретном варианте осуществления герметизирующий элемент 720 может представлять собой уплотнительное кольцо из эластомера, которое размещают в канавке 750 в переднем криволинейном элементе 310, что создает место сжатия для герметизирующих элементов. При приложении давления к переднему криволинейному элементу 310 и заднему криволинейному элементу 740 может быть образован компрессионный герметизирующий уплотнитель между поверхностью 745 на заднем криволинейном элементе 740 и герметизирующим элементом 720 в канавке 750. В некоторых вариантах осуществления в остальную часть герметизирующей канавки 730 можно поместить адгезив для фиксации переднего криволинейного элемента 310 и заднего криволинейного элемента 740 в канавке 750. В этом варианте осуществления герметизирующий уплотнитель компрессионного типа в офтальмологическом устройстве содержит вариант осуществления жидкостной менисковой линзы. В других вариантах осуществления этот тип герметизирующего уплотнителя можно использовать для решения задач по герметизации в среде офтальмологической линзы, такой как, например, герметизирующая система, представленная на Фиг. 6.
ГЕРМЕТИЗИРУЮЩИЕ УПЛОТНИТЕЛИ И ГЕРМЕТИЧНО ЗАКРЫВАЮЩИЕ ЭЛЕМЕНТЫ - ЗАОСТРЕННЫЙ УПЛОТНИТЕЛЬ
На Фиг. 8 представлен альтернативный вариант осуществления герметизирующего уплотнителя, который может быть образован для герметизации многоэлементного вставного устройства 800. В указанных вариантах осуществления особенность по меньшей мере одного из герметизирующих уплотнителей может включать использование заостренного уплотнителя между задним криволинейным элементом 840 и передним криволинейным элементом 310. Пример заднего криволинейного элемента 840 может иметь заостренную поверхность в качестве заостренного элемента 845, которая может фиксироваться в другом герметизирующем элементе 820. В некоторых вариантах осуществления герметизирующий элемент 820 может быть образован в виде нанесенного герметизирующего уплотнителя, используя, например, адгезивные материалы, указанные в таблице 1. Другие варианты осуществления могут включать в себя использование предварительно сформированного элемента типа уплотнительного кольца в качестве герметизирующего элемента 820, которое может быть помещено в канавку 850, причем заостренный элемент 845 может быть сжат в герметизирующий элемент 820. Альтернативно в канавку 850 можно поместить неполимеризованный или полимеризованный адгезивный материал для создания герметизирующего элемента 820, в который можно вдавить заостренный элемент 845. В тех вариантах осуществления, в которых герметизирующий элемент 820 представляет собой неполимеризованный адгезив, передний криволинейный элемент 310 и задний криволинейный элемент 840 могут быть герметизированы и адгезивно скреплены поверхностью, сформированной заостренным элементом 845 в герметизирующем элементе 820.
В других вариантах осуществления, независимо от характера герметизирующего уплотнителя, образованного с помощью герметизирующего элемента 820, последующий пример этапа способа может включать в себя помещение адгезива в остальную часть герметизирующей канавки 830 для фиксации переднего криволинейного элемента 310 и заднего криволинейного элемента 840 на месте. В этом конкретном варианте осуществления система заостренного уплотнителя в офтальмологическом устройстве 800 основана на варианте осуществления типа жидкостной менисковой линзы. Этот тип герметизирующей системы также можно эффективно использовать для решения других задач по герметизации в среде офтальмологической линзы, такой как, например, герметизирующая система типа изображенной на Фиг. 6.
На Фиг. 9 представлен альтернативный вариант осуществления уплотнения заостренного типа в офтальмологическом вставном устройстве 900. В этом варианте осуществления, основанном на варианте осуществления на базе жидкостной менисковой линзы, для герметизации и герметичного закрытия указанного многоэлементного устройства 900 передний криволинейный элемент 310 многоэлементной вставки и задний криволинейный элемент 940 зафиксированы вместе с использованием самофиксирующего механизма. В самофиксирующем механизме использован профилированный выступ 970, проходящий от заостренного элемента 945 на заднем криволинейном элементе 940, и канавка паза 960 на переднем криволинейном элементе 310. Когда передний криволинейный элемент 310 и задний криволинейный элемент 940 сводят вместе, профилированный выступ 970 и канавка паза 960 создают жесткое фиксированное соединение. В примере варианта осуществления канавка 950 также может образовывать место сжатия для дополнительной фиксации заостренного элемента 945 в герметизирующем элементе 920. Следует понимать, что любые связанные варианты осуществления герметизирующих соединений, отличных от заостренного элемента, также могут находиться в рамках объема настоящего изобретения.
Другой необязательный элемент этого варианта осуществления может включать в себя углубление 930 вдоль всей периферии самофиксирующего герметизирующего механизма. В указанное углубление 930 можно поместить адгезив или герметик, такой как, например, материал, указанный в таблице 1. В этом варианте осуществления 900 представлено только одно место герметизации, но в других вариантах осуществления может потребоваться множество мест герметизации. Например, в устройстве 400 на Фиг. 4А самофиксирующий герметизирующий механизм может обеспечивать дополнительное разнообразие сфер применения для понятий, представленных в пунктах формулы изобретения. Первую герметизирующую поверхность можно использовать для герметизации содержащих жидкость областей центра офтальмологической линзы, в то время как второй кольцевой элемент может быть впоследствии размещен с внутренним кольцевым герметизирующим уплотнителем и внешним кольцевым герметизирующим уплотнителем для закрытия соединений, элементов питания и электронных компонентов. Задний криволинейный элемент может быть образован таким образом, чтобы он проходил как единый фрагмент над всеми областями. При использовании множества герметизирующих поверхностей для различных областей можно комбинировать различные варианты осуществления герметизирующего соединения или использовать их во множестве мест.
СПОСОБЫ И МАТЕРИАЛЫ ДЛЯ ОФТАЛЬМОЛОГИЧЕСКИХ ЛИНЗ, СОЗДАННЫХ НА ОСНОВЕ ВСТАВОК
На Фиг. 1 представлена схема примера устройства формы для литья 100 офтальмологической линзы с многоэлементной вставкой 104. При использовании в настоящем документе устройство формы для литья 100 включает в себя пластик, образованный для придания формы полости 106, в которую может быть подана линзообразующая смесь, так что при протекании химической реакции или при полимеризации линзообразующей смеси получается офтальмологическая линза желаемой формы. Формы для литья и узлы формы для литья 100, составляющие предмет настоящего изобретения, образованы из более чем одной части или элемента формы для литья 101 и 102. Части формы для литья 101 и 102 можно свести вместе таким образом, чтобы образовать между частями формы для литья 101 и 102 полость 106, в которой будет образована офтальмологическая линза. Эта комбинация частей формы для литья 101 и 102 предпочтительно является временной. После формирования офтальмологической линзы части формы для литья 101 и 102 можно снова разъединить для извлечения офтальмологической линзы.
По меньшей мере часть поверхности по меньшей мере одной части формы для литья 101 и 102 находится в контакте с линзообразующей смесью, так что при протекании химической реакции или полимеризации линзообразующей смеси поверхность обеспечивает желаемую форму и геометрию части офтальмологической линзы, с которой она находится в контакте. Это справедливо и для по меньшей мере одной другой части формы для литья 101 и 102.
Таким образом, например, в одном примере осуществления устройство формы для литья 100 образовано из двух частей 101 и 102 - вогнутого элемента (форма для литья передней изогнутой поверхности) 102 и выпуклого элемента (форма для литья задней изогнутой поверхности) 101, между которыми образована полость 106. Часть вогнутой поверхности, которая находится в контакте с линзообразующей смесью, имеет кривизну передней изогнутой поверхности офтальмологической линзы, которую получают в форме для литья 100. Указанная часть является достаточно гладкой и образована так, что поверхность офтальмологической линзы, образованной путем полимеризации линзообразующей смеси, которая находится в контакте с указанной вогнутой поверхностью, является оптически приемлемой.
В некоторых вариантах осуществления форма для литья передней изогнутой поверхности 102 также может иметь круговой буртик, выполненный в виде единого целого с и окружающий круговой край, выходящий от формы для литья передней изогнутой поверхности 120 в плоскости, перпендикулярной оси и также проходящей от буртика (не показано).
Линзообразующая поверхность может включать в себя поверхность оптического качества, что означает, что данная поверхность является достаточно гладкой и образована таким образом, чтобы поверхность офтальмологической линзы, полученной путем полимеризации линзообразующей смеси, которая находится в контакте с формирующей поверхностью, была оптически приемлемого качества. Дополнительно в некоторых вариантах осуществления формирующие линзу поверхности элементов формы для литья 101 и 102 могут иметь геометрию, которая необходима для придания поверхности офтальмологической линзы желаемых оптических характеристик, включая, без ограничений, коррекцию сферических, асферических и цилиндрических аберраций; аберраций волнового фронта; коррекцию топографии роговой оболочки и их комбинации. Специалисту в данной области будет понятно, что в объем настоящего изобретения также могут быть включены и другие характеристики, отличные от описанных выше.
Источник энергии и компонент устанавливают на многоэлементную вставку 104, которая может быть образована из любого принимающего материала, на котором можно разместить источник энергии. В некоторых вариантах осуществления многоэлементная вставка 104 также может включать в себя, например, дорожки схемы, компоненты и другие аспекты, применимы для размещения источника энергии, который находится в электрическом соединении с компонентом, и обеспечения потребления компонентом электрического тока от источника энергии. Описанные в настоящем документе новые подходы к герметизации и герметичному закрытию, такие как, например, герметизированная поверхность 105, позволяют изготавливать функциональную вставку в виде множества элементов и затем надежно собирать их и герметизировать для последующего включения в офтальмологическое устройство, причем материалы во внешней среде офтальмологического устройства и материалы внутри вставного устройства не могут диффундировать через материалы вставки или указанные герметизирующие уплотнители 105.
Различные варианты осуществления также включают в себя размещение источника энергии в многоэлементной вставке 104 до помещения многоэлементной вставки 104 в часть формы для литья, используемой для образования офтальмологической линзы. Многоэлементная вставка 104 также может включать в себя один или более компонентов, которые будут принимать электрический заряд с помощью источника энергии.
В некоторых вариантах осуществления офтальмологическая линза с многоэлементной вставкой 104 может включать конструкцию с жестким центром и мягкими краями, причем центральный жесткий оптический элемент находится в непосредственном контакте с атмосферой и поверхностью роговицы на соответствующей передней и задней поверхностях. Мягкие края материала офтальмологической линзы (как правило, материала на основе гидрогеля) прикрепляются по периферии жесткого оптического элемента, который также функционирует как многоэлементная вставка, обеспечивающая энергию и функциональность для полученной офтальмологической линзы. В этих вариантах осуществления важна функция герметично закрывающих материалов и герметизирующих уплотнителей 105.
Некоторые дополнительные варианты осуществления включают в себя многоэлементную вставку 104, которая является жесткой вставкой офтальмологической линзы и полностью герметично закрыта внутри матрицы из гидрогеля. Многоэлементная вставка 104, представляющая собой жесткую вставку офтальмологической линзы, может быть изготовлена, например, с использованием технологии микролитьевого формования. Варианты осуществления могут включать в себя, например, смолу из сополимера поли(4-метилпент-1-ена) с диаметром приблизительно от 6 мм до 10 мм, радиусом передней поверхности приблизительно от 6 мм до 10 мм, радиусом задней поверхности приблизительно от 6 мм до 10 мм и толщиной центральной части приблизительно от 0,050 мм до 0,5 мм. Некоторые примеры осуществления включают в себя вставку диаметром приблизительно 8,9 мм, радиусом передней поверхности приблизительно 7,9 мм, радиусом задней поверхности приблизительно 7,8 мм, толщиной центральной части приблизительно 0,100 мм и профилем края приблизительно 0,050 радиуса. Одним примером машины для микролитья может быть пятитонная система Microsystem 50 компании Battenfield Inc. Некоторые или все герметизирующие элементы, включая, без ограничений, канавки, пазы, приливы и острые края, могут быть образованы в процессе литья или образованы позднее при последующей обработке результата процесса литья.
Многоэлементная вставка может быть помещена в часть формы для литья 101 и 102, используемой для образования офтальмологической линзы. Материал части формы для литья 101 и 102 может включать в себя, например, полиолефин одного или более следующих типов: полипропилен, полистирол, полиэтилен, полиметилметакрилат, а также модифицированные полиолефины. Другие формы для литья могут включать в себя керамический или металлический материал.
Другие материалы формы для литья, которые могут быть использованы в комбинации с одной или более добавками для образования формы для литья офтальмологической линзы, включают в себя, например, полипропиленовые смолы Zieglar-Natta (иногда называемые znPP); очищенный статистический сополимер для чистого литья в соответствии с разделом 21 Свода федеральных правил США (CFR) (с) 3.2 Управления по контролю пищевых продуктов и лекарственных препаратов США (FDA); статистический сополимер (znPP) с этиленовой группой.
Дополнительно в некоторых вариантах осуществления формы для литья настоящего изобретения могут содержать такие полимеры, как полипропилен, полиэтилен, полистирол, полиметилметакрилат, модифицированные полиолефины с алициклическим фрагментом в основной цепи и циклические полиолефины. Эту смесь можно использовать для любой или обеих половин формы для литья. Предпочтительно эта смесь используется на заднем криволинейном элементе, а передний криволинейный элемент состоит из алициклических сополимеров.
В некоторых предпочтительных способах изготовления форм для литья 100 в соответствии с настоящим изобретением используется литье под давлением в соответствии с известными методиками. Варианты осуществления также могут включать в себя формы для литья, выполненные с использованием других методик, включая, например, токарную обработку, алмазную обточку или лазерную резку.
Как правило, офтальмологические линзы образуются по меньшей мере на одной поверхности обеих частей формы для литья 101 и 102. Однако в некоторых вариантах осуществления одна поверхность офтальмологической линзы может быть образована из части формы для литья 101 и 102, а другая поверхность офтальмологической линзы может быть образована, например, путем токарной обработки.
В некоторых вариантах осуществления многоэлементная вставка 400 может иметь переднюю криволинейную поверхность 410 с оптической зоной, которая включает в себя элемент с изменяемыми оптическими свойствами, запитываемый источником энергии, размещенным на многоэлементной вставке 400. Многоэлементная вставка 400 также может включать в себя компонент 491, такой как, например, интегральная схема, для управления элементом с изменяемыми оптическими свойствами, включенными в оптическую зону. В настоящем описании элемент с изменяемыми оптическими свойствами может считаться компонентом.
Источник энергии может находиться в электрическом соединении с компонентом 491. Компонент 491 может представлять собой любое устройство, которое реагирует на электрический заряд изменением состояния, такое как, например, полупроводниковая ИС на кристалле, пассивное электрическое устройство или оптическое устройство, такое как кристалл офтальмологической линзы.
В некоторых конкретных вариантах осуществления источник энергии включает в себя, например, аккумуляторную батарею или другой электрохимический элемент, конденсатор, ультраконденсатор, суперконденсатор или другой компонент для хранения. Некоторые конкретные варианты осуществления могут включать в себя аккумуляторную батарею, размещенную на многоэлементной вставке 400 на периферии офтальмологической линзы за пределами оптической зоны.
В некоторых вариантах осуществления тип офтальмологической линзы может включать в себя офтальмологическую линзу, включающую силикон-содержащий компонент. Силикон-содержащий компонент - это любой компонент, который содержит по меньшей мере один блок [-Si-O-] в мономере, макромере или форполимере. Предпочтительно полное содержание силикона и прикрепленного к нему кислорода в настоящем силикон-содержащем компоненте составляет более чем приблизительно 20 весовых процентов, а более предпочтительно -более чем 30 весовых процентов относительно полной молекулярной массы силикон-содержащего компонента. Полезные для целей настоящего изобретения силикон-содержащие компоненты предпочтительно содержат полимеризуемые функциональные группы, такие как акрилатную, метакрилатную, акриламидную, метакриламидную, винильную, N-виниллактамовую, N-виниламидную и стирильную функциональные группы.
В некоторых вариантах осуществления края офтальмологической линзы, также называемые герметично закрывающим вставку слоем, который окружает вставку, могут быть образованы из стандартных гидрогелевых композиций для офтальмологической линзы. Примеры материалов с характеристиками, которые могут обеспечивать приемлемое сочетание с множеством материалов вставки, могут, без ограничений, включать в себя материалы семейства Narafilcon (включая Narafilcon А и Narafilcon В) и семейства Etafilcon (включая Etafilcon А). Ниже приведено более полное с технической точки зрения описание природы материалов, которые могут применяться в целях настоящего изобретения. Специалисту в данной области будет понятно, что другие материалы, отличные от описанных ниже, также позволяют образовать приемлемую оболочку или частичную оболочку для герметизированных и герметично закрывающих вставок и должны рассматриваться как последовательные и включенные в объем формулы изобретения.
Подходящие силикон-содержащие компоненты включают в себя соединения формулы I
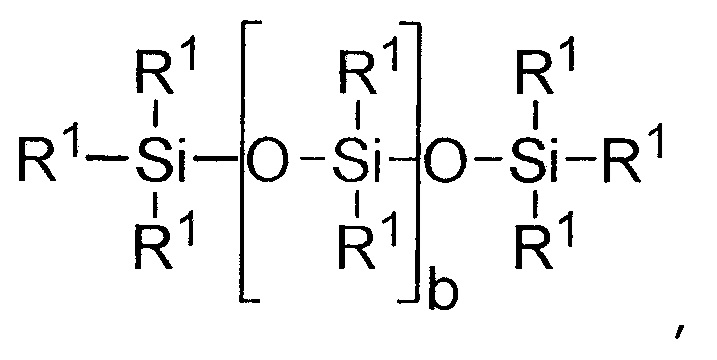
где R1 независимо выбран из группы, состоящей из моновалентных реакционноспособных групп, моновалентных алкильных групп или моновалентных арильных групп, причем каждая из них может дополнительно содержать функциональные группы, выбранные из гидрокси, амино, окса, карбокси, алкилкарбокси, алкокси, амидо, карбамата, карбоната, галогена или их комбинаций; моновалентные силоксановые цепи содержат 1-100 повторяющихся блоков Si-O, которые могут дополнительно содержать функциональные группы, выбранные из алкила, гидрокси, амино, окса, карбокси, алкилкарбокси, алкокси, амидо, карбамата, галогена или их комбинаций;
где b равно от 0 до 500, причем предполагается, что если b отлично от нуля, то b представляет собой распределение с модой, равной указанному значению;
причем по меньшей мере один R1 содержит моновалентную реакционноспособную группу, а в некоторых вариантах осуществления от одного до трех R1 содержат моновалентные реакционноспособные группы.
Используемый в настоящем документе термин «моновалентные реакционноспособные группы» относится к группам, способным к участию в реакциях свободнорадикальной и/или катионной полимеризации. Неограничивающие примеры свободнорадикальных реакционноспособных групп включают в себя (мет)акрилаты, стирилы, винилы, виниловые эфиры, C1-6алкил(мет)акрилаты, (мет)акриламиды, С1-6алкил(мет)акриламиды, N-виниллактамы, N-виниламиды, С2-12алкенилы, С2-12алкенилфенилы, С2-12алкенилнафтилы, С2-6алкенилфенил-С1-6алкилы, O-винилкарбаматы и O-винилкарбонаты. Неограничивающие примеры катионных реакционноспособных групп включают в себя винилэфирные или эпоксидные группы, а также их смеси. В одном варианте осуществления свободнорадикальные реакционноспособные группы содержат (мет)акрилат, акрилокси, (мет)акриламид и их смеси.
Подходящие моновалентные алкильные и арильные группы включают в себя незамещенные моновалентные С1-16алкильные группы, С6-14арильные группы, такие как замещенные и незамещенные метил, этил, пропил, бутил, 2-гидроксипропил, пропоксипропил, полиэтиленоксипропил, а также их комбинации и т.п.
В одном варианте осуществления b равно 0, один R1 представляет собой моновалентную реакционноспособную группу, а по меньшей мере три R1 выбраны из моновалентных алкильных групп, имеющих от 1 до 16 атомов углерода, или в другом варианте осуществления - из моновалентных алкильных групп, имеющих от 1 до 6 атомов углерода. Неограничивающие примеры силикон-содержащих компонентов в настоящем варианте осуществления включают в себя 2-метил-, 2-гидрокси-3-[3-[1,3,3,3-тетраметил-1-[(триметилсилил)окси]дисилоксанил]пропокси]пропиловый эфир (SiGMA),
2-гидрокси-3-метакрилоксипропилоксипропил-трис(триметилсилокси)силан,
3-метакрилоксипропилтрис(триметилсилокси)силан (TRIS),
3-метакрилоксипропилбис(триметилсилокси)метилсилан и
3-метакрилоксипропилпентаметилдисилокеан.
В другом варианте осуществления b равно от 2 до 20, от 3 до 15 или в некоторых вариантах осуществления от 3 до 10; по меньшей мере один концевой R1 представляет собой моновалентную реакционноспособную группу, а остальные R1 выбраны из моновалентных алкильных групп, имеющих от 1 до 16 атомов углерода, или в другом варианте осуществления - из моновалентных алкильных групп, имеющих от 1 до 6 атомов углерода. В еще одном варианте осуществления b равно от 3 до 15, один концевой R1 содержит моновалентную реакционноспособную группу, другой концевой R1 содержит моновалентную алкильную группу, имеющую от 1 до 6 атомов углерода, а остальные R1 содержат моновалентную алкильную группу, имеющую от 1 до 3 атомов углерода. Неограничивающие примеры силикон-содержащих компонентов этого варианта осуществления включают в себя полидиметилсилоксан (ММ 400-1000) с концевой (моно-(2-гидрокси-3-метакрилоксипропил)-пропил-эфирной группой (OH-mPDMS) и полидиметилсилоксаны (ММ 800-1000) с концевыми моно-н-бутильными и концевыми монометакрилоксипропильными группами (mPDMS).
В другом варианте осуществления b равно от 5 до 400 или от 10 до 300, оба концевых R1 содержат моновалентные реакционноспособные группы, а остальные R1 независимо выбраны из моновалентных алкильных групп, имеющих от 1 до 18 атомов углерода, которые могут иметь эфирные связи между атомами углерода и могут дополнительно содержать атомы галогенов.
В одном варианте осуществления, когда желательно использовать силикон-гидрогелевую офтальмологическую линзу, офтальмологическую линзу настоящего изобретения изготавливают из реакционной смеси, содержащей по меньшей мере приблизительно 20 и предпочтительно от приблизительно 20 до 70% вес. силикон-содержащих компонентов в расчете на общую массу реакционноспособных компонентов мономера, из которого изготавливают полимер.
В другом варианте осуществления от одного до четырех R1 содержат винилкарбонат или карбамат формулы II

где Y означает O-, S- или NH-; и R означает водород или метил; d равно 1, 2, 3 или 4; и q равно 0 или 1.
Силикон-содержащие винилкарбонатные или винилкарбаматные мономеры конкретно включают в себя 1,3-бис[4-(винилоксикарбонилокси)бут-1-ил]тетраметилдисилоксан; 3-(винилоксикарбонилтио)пропил-[трис(триметилсилокси)силан]; 3-[трис(триметилсилокси)силил]пропилаллилкарбамат; 3-[трис(триметилсилокси)силил]пропилвинилкарбамат; триметилсилилэтилвинилкарбонат; триметилсилилметилвинилкарбонат и

Если желательно получить биомедицинские устройства с модулем упругости менее приблизительно 200, только один R1 должен содержать моновалентную реакционноспособную группу, и не более двух из оставшихся групп R1 содержат моновалентные силоксановые группы.
Другой класс силикон-содержащих компонентов включает в себя полиуретановые макромеры следующих формул:
Формулы IV-VI
(*D*A*D*G)a *D*D*E1;
Е(*D*G*D*A)a *D*G*D*EX или;
E(*D*A*D*G)a *D*A*D*E1,
где D означает алкильный бирадикал, алкилциклоалкильный бирадикал, циклоалкильный бирадикал, арильный бирадикал или алкиларильный бирадикал, имеющий от 6 до 30 атомов углерода;
где G означает алкильный бирадикал, циклоалкильный бирадикал, алкилциклоалкильный бирадикал, арильный бирадикал или алкиларильный бирадикал, имеющий от 1 до 40 атомов углерода и который может содержать в основной цепи эфирные, тио- или аминные связи;
* означает уретановую или уреидовую связь;
a равно по меньшей мере 1; и
А означает бивалентный полимерный радикал следующей формулы:
Формула VII
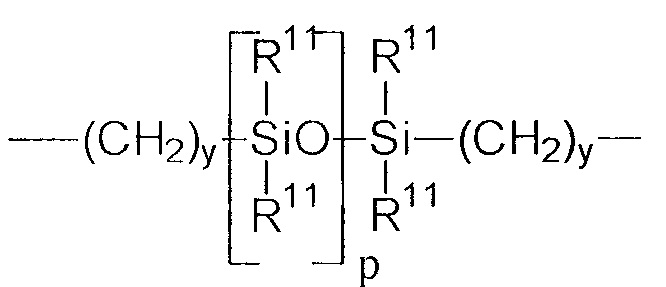
где R11 независимо означает алкильную или фтор-замещенную алкильную группу, имеющую от 1 до 10 атомов углерода, которая может содержать эфирные связи между атомами углерода; y равно по меньшей мере 1; и p обеспечивает молекулярную массу фрагмента от 400 до 10000; каждый из Е и Е1 независимо означает полимеризуемый ненасыщенный органический радикал, представленный формулой VIII

где R12 представляет собой водород или метил; R13 представляет собой водород, алкильный радикал, имеющий от 1 до 6 атомов углерода, или радикал -CO-Y-R15, в котором Y представляет собой -O-,Y-S- или -NH-; R14 представляет собой бивалентный радикал, имеющий от 1 до 12 атомов углерода; X означает -СО- или -ОСО-; Z означает -О- или -NH-; Ar означает ароматический радикал, имеющий от 6 до 30 атомов углерода; w равно от 0 до 6; x равно 0 или 1; y равно 0 или 1; и z равно 0 или 1.
Предпочтительный силикон-содержащий компонент представляет собой полиуретановый макромер, представленный формулой IX

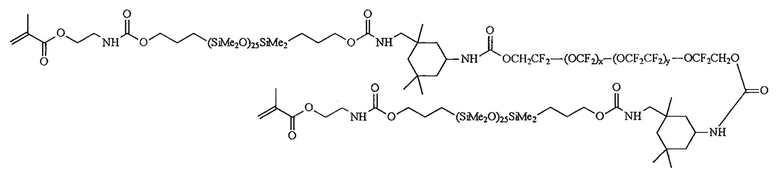
где R16 представляет собой бирадикал диизоцианата после удаления изоцианатной группы, такой как бирадикал изофорондиизоцианата. Другой подходящий силикон-содержащий макромер представляет собой соединение формулы X (в которой x+y представляет собой число в диапазоне от 10 до 30), образованной при реакции фторэфира, полидиметилсилоксана с концевой гидроксильной группой, изофорондиизоцианата и изоцианатоэтилметакрилата.
Формула X
Другие силикон-содержащие компоненты, подходящие для использования в рамках настоящего изобретения, включают в себя макромеры, содержащие полисилоксановые, полиалкиленэфирные, диизоцианатные, полифторуглеводородные, полифторэфирные и полисахаридные группы; полисилоксаны с полярной фторированной привитой или боковой группой, имеющей атом водорода, прикрепленный к концевому дифторзамещенному атому углерода; гидрофильные силоксанилметакрилаты, содержащие эфирные и силоксанильные связи, а также поперечно-сшиваемые мономеры, содержащие полиэфирные и полисилоксанильные группы. Любой из перечисленных выше полисилоксанов также может быть использован в качестве силикон-содержащего компонента в рамках настоящего изобретения.
ПРОЦЕССЫ
Следующие этапы способа предложены как примеры процессов, которые можно реализовать в соответствии с некоторыми аспектами настоящего изобретения. Следует понимать, что порядок представления этапов способа не считается ограничивающим, и для реализации настоящего изобретения могут использоваться и другие последовательности. Кроме того, не все из этапов необходимы для реализации настоящего изобретения, и в различные варианты осуществления настоящего изобретения могут быть включены дополнительные этапы. Специалисту в данной области может быть очевидно, что на практике возможны дополнительные варианты осуществления, и такие способы находятся в рамках объема формулы изобретения.
На Фиг. 10 представлена блок-схема с примерами этапов, которые можно использовать для реализации настоящего изобретения. На этапе 1001 образуется передний криволинейный элемент, такой как, например, передний криволинейный элемент 310, изображенный на Фиг. 3, а на этапе 1002 образуется задний криволинейный элемент, такой как, например, элемент 340, изображенный на Фиг. 3. Эти этапы образования 1001 и 1002 могут проводиться либо по порядку, либо одновременно.
На этапе 1003 на любой или оба из переднего криволинейного элемента вставки и заднего криволинейного элемента вставки можно нанести проводящий материал. На этапе 1004 по меньшей мере на часть любого или обоих из электрического компонента и проводящего материала можно нанести герметизирующий агент. Такое нанесение герметизирующего агента на проводящий материал на этапе 1004 можно проводить в течение всего процесса герметизации, тогда как нанесение на этапе 1004 можно проводить только один раз после прикрепления компонента к проводящему материалу на этапе 1003.
На этапе 1005 на любой или оба из переднего криволинейного элемента и заднего криволинейного элемента можно нанести адгезивный или герметизирующий материал. В некоторых вариантах осуществления нанесение этого материала может включать размещение предварительно сформированного элемента на одном или обоих элементах вставки. В некоторых дополнительных вариантах осуществления может быть более одного переднего криволинейного элемента или более одного заднего криволинейного элемента, или более чем по одному из обоих элементов. В этих вариантах осуществления этап 1005 повторяют до тех пор, пока все применимые элементы офтальмологической вставки не будут скомбинированы во вставке.
Комбинация передних криволинейных элементов и задних криволинейных элементов на этапе 1005 по существу создает полость, в которой может быть размещено, например, активное оптическое устройство 220, как показано на Фиг. 2. На этапе 1006 указанную полость можно по меньшей мере частично заполнить жидкостью. В некоторых вариантах осуществления жидкости могут выполнять множество функций, и при повторении этапа 1006 можно добавлять множество жидкостей. Например, как показано на Фиг. 3, две несмешивающиеся жидкости 350 и 360 могут создать офтальмологическую линзу менискового типа.
На этапе 1007 между первой частью формы для литья и второй частью формы для литья или на поверхность любой из первой и второй частей формы для литья можно нанести реакционную смесь мономера, которая будет находиться между двумя частями в результате последующих этапов обработки. На этапе 1008 комбинированную вставку помещают в полость, образованную первой частью формы для литья и второй частью формы для литья, или на поверхность, которая позднее будет находиться в полости, образованной первой частью формы для литья и второй частью формы для литья. В некоторых предпочтительных вариантах осуществления комбинированную вставку 104, изображенную на Фиг. 1, помещают в часть формы для литья 101 и 102, изображенной на Фиг. 1, с использованием механического размещения. Механическое размещение может включать в себя, например, использование робота или другого автоматического устройства, такого как, например, устройство, известное в отрасли для размещения компонентов при поверхностном монтаже. Размещение вставки 104 человеком также входит в объем настоящего изобретения. Соответственно можно эффективно использовать любой способ механического размещения при условии, что он позволяет разместить вставку 104 внутри части формы для литья так, что полимеризация содержащейся в части формы для литья реакционной смеси позволит включить вставку в итоговую офтальмологическую линзу. В некоторых вариантах осуществления в или на вставке также может быть установлено процессорное устройство, МЭМС, НЭМС или другой компонент, которые находятся в электрическом соединении с источником энергии.
На этапе 1009 первую часть формы для литья можно расположить в непосредственной близости от второй части формы для литья для образования формирующей офтальмологическую линзу полости, причем по меньшей мере часть реакционной смеси мономера и источник энергии находятся в полости. На этапе 1010 находящуюся внутри полости реакционную смесь мономера можно полимеризовать. Полимеризацию можно провести, например, путем воздействия одного или обоих из актиничного излучения и тепла. На этапе 1011 офтальмологическую линзу извлекают из формы для литья.
Хотя настоящее изобретение можно использовать для получения жестких или мягких контактных линз, изготовленных из любого известного материала для офтальмологических линз или материала, подходящего для изготовления таких офтальмологических линз, офтальмологические линзы настоящего изобретения предпочтительно представляют собой мягкие контактные линзы с содержанием воды приблизительно от 0 до 90 процентов. Более предпочтительно офтальмологические линзы изготавливают из мономеров, содержащих любые или обе из гидроксильных групп и карбоксильных групп, или изготавливают из силикон-содержащих полимеров, таких как силоксаны, гидрогели, силикон-гидрогели, а также их комбинации. Материал, применимый для формирования офтальмологических линз настоящего изобретения, можно изготовить путем взаимодействия смесей макромеров, мономеров и их комбинаций вместе с добавками, такими как инициаторы полимеризации. Подходящие материалы, без ограничений, включают в себя силикон-гидрогели, изготовленные из силиконовых макромеров и гидрофильных мономеров.
ПРИБОР
На Фиг. 11 представлен вариант осуществления 1100 автоматического прибора 1110 с одним или более механизмами 1111 переноса вставки 1114. Как показано, множество частей формы для литья, каждая с соответствующей вставкой 1114, находятся на поддоне 1112 и передаются на механизм переноса субстрата 1111. Варианты осуществления могут включать в себя один механизм, отдельно размещающий многоэлементные вставки 1114, или множество механизмов (не показаны), одновременно размещающих многоэлементные вставки 1114 во множестве частей формы для литья, а в некоторых вариантах осуществления - в каждой форме для литья.
Другой аспект некоторых вариантов осуществления включает в себя прибор для поддержки многоэлементной вставки 1114, в то время как вокруг этих компонентов отливается тело офтальмологической линзы. Точки удержания можно закрепить полимеризованным материалом такого же типа, из которого будет образовано тело офтальмологической линзы.
На Фиг. 12 представлен контроллер 1200, который можно использовать в некоторых вариантах осуществления настоящего изобретения. Контроллер 1200 включает в себя один или более процессоров 1210, которые могут включать в себя один или более процессорных компонентов, связанных с устройством обмена данными 1220. В некоторых вариантах осуществления контроллер 1200 можно использовать для передачи энергии в источник энергии, размещенный в офтальмологической линзе. В некоторых вариантах осуществления все перечисленные выше компоненты могут быть размещены внутри многоэлементной вставки, где множество элементов герметично соединены с образованием внутренних и внешних областей вставки.
Процессоры 1210 связаны с устройством обмена данными 1220, выполненным с возможностью передачи энергии через канал обмена данными. Устройство обмена данными 1220 можно использовать для электронного управления одним или более автоматическими устройствами, используемыми для размещения вставки в части формы для литья офтальмологической линзы, передачи цифровых данных к и от компонента, установленного на или в среде вставки и помещенного внутрь части формы для литья офтальмологической линзы или компонента, встроенного в офтальмологическую линзу. Устройство обмена данными 1220 также можно использовать для обмена данными, например, с одним или более компонентами прибора контроллера или производственного оборудования.
Процессор 1210 также может осуществлять обмен данными с устройством хранения данных 1230. Устройство хранения данных 1230 может содержать любое соответствующее устройство хранения информации, включая, без ограничений, комбинации магнитных устройств хранения данных, таких как накопители на магнитных лентах и жестких дисках, оптических устройств хранения данных и/или полупроводниковых устройств памяти, таких как оперативные запоминающие устройства (ОЗУ) и постоянные запоминающие устройства (ПЗУ).
В устройстве хранения данных 1230 может храниться программа 1240 для управления процессором 1210. Процессор 1210 выполняет инструкции программы 1240 и посредством этого функционирует в соответствии с настоящим изобретением. Например, процессор 1210 может принимать информацию, описывающую размещение вставки или размещение компонента. В устройстве хранения данных 1230 в одной или более базах данных 1250 и 1260 также могут храниться офтальмологические данные. Базы данных могут включать в себя индивидуальные конфигурации вставок, метрологические данные и конкретные управляющие последовательности для управления подачей энергии в и из вставки.
ЗАКЛЮЧЕНИЕ
В настоящем изобретении, как описано выше и дополнительно определено в приведенных ниже пунктах формулы изобретения, предложены способы герметизации и герметичного закрытия компонентов внутри и на многоэлементных вставках и приборе для реализации таких способов, а также офтальмологические линзы, образованные с многоэлементными вставками.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОЭЛЕМЕНТНОЕ ВСТАВНОЕ УСТРОЙСТВО С КЛЕЕВЫМ ГЕРМЕТИЗИРУЮЩИМ УПЛОТНИТЕЛЕМ ДЛЯ ОФТАЛЬМОЛОГИЧЕСКИХ УСТРОЙСТВ | 2013 |
|
RU2578835C2 |
| МНОГОЭЛЕМЕНТНОЕ ВСТАВНОЕ УСТРОЙСТВО С КЛЕЕВЫМ ГЕРМЕТИЗИРУЮЩИМ УПЛОТНИТЕЛЕМ ДЛЯ ОФТАЛЬМОЛОГИЧЕСКИХ УСТРОЙСТВ | 2013 |
|
RU2651356C2 |
| МНОГОЭЛЕМЕНТНОЕ ВСТАВНОЕ УСТРОЙСТВО С ФИКСИРУЮЩИМ ГЕРМЕТИЗИРУЮЩИМ УПЛОТНИТЕЛЕМ ДЛЯ ОФТАЛЬМОЛОГИЧЕСКИХ УСТРОЙСТВ | 2013 |
|
RU2639016C2 |
| КРЕПЛЕНИЕ И ИНКАПСУЛЯЦИЯ В ОФТАЛЬМОЛОГИЧЕСКИХ УСТРОЙСТВАХ С ЭЛЕКТРОПИТАНИЕМ С КОЛЬЦЕОБРАЗНЫМИ ВСТАВКАМИ | 2014 |
|
RU2677536C2 |
| ГЕРМЕТИЗАЦИЯ ОФТАЛЬМОЛОГИЧЕСКИХ УСТРОЙСТВ СО ВСТРОЕННОЙ ЭЛЕКТРОНИКОЙ И КОЛЬЦЕОБРАЗНЫМИ ВСТАВКАМИ | 2014 |
|
RU2647990C2 |
| ОФТАЛЬМОЛОГИЧЕСКИЕ ЛИНЗЫ СО ВСТАВКАМИ, СОДЕРЖАЩИМИ ОКРАШЕННЫЙ УЗОР | 2014 |
|
RU2642112C2 |
| ОФТАЛЬМОЛОГИЧЕСКИЕ ЛИНЗЫ С РИСУНКАМИ, СОДЕРЖАЩИЕ ВСТАВКИ | 2014 |
|
RU2642171C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИНКАПСУЛИРОВАНИЯ ЖЕСТКОЙ ВСТАВКИ В КОНТАКТНУЮ ЛИНЗУ С ЦЕЛЬЮ КОРРЕКЦИИ АСТИГМАТИЗМА У ПАЦИЕНТОВ | 2014 |
|
RU2647988C2 |
| СПОСОБ И АППАРАТУРА ДЛЯ ИНКАПСУЛИРОВАНИЯ ЖЕСТКОЙ ВСТАВКИ В КОНТАКТНУЮ ЛИНЗУ ДЛЯ КОРРЕКТИРОВКИ ЗРЕНИЯ У ПАЦИЕНТОВ С АСТИГМАТИЗМОМ | 2014 |
|
RU2639785C2 |
| СПОСОБ ПРОИЗВОДСТВА ГИДРОГЕЛЕВЫХ ОФТАЛЬМОЛОГИЧЕСКИХ УСТРОЙСТВ С ЭЛЕКТРОННЫМИ ЭЛЕМЕНТАМИ | 2014 |
|
RU2605419C2 |



Изобретение относится к способу образования офтальмологической линзы, к способу формирования многоэлементной вставки для офтальмологической линзы, согласно которому формируют по меньшей мере первый задний и передний криволинейные элементы вставки. Размещают проводящий материал на одном или обоих из первого переднего и заднего криволинейного элемента вставки. Прикрепляют электронный компонент к одному или обоим из первого переднего и заднего криволинейного элемента вставки. Прикрепление выполняют к проводящему материалу. Наносят первый материал для образования первого герметизирующего уплотнителя на поверхность любого или обоих из первого переднего и заднего криволинейного элемента вставки. Комбинируют первый задний криволинейный элемент вставки с первым передним криволинейным элементом вставки для формирования первого элемента офтальмологической вставки. Комбинирование приводит к герметизации первой полости, внутренней относительно комбинации первого заднего и переднего криволинейного элемента вставки, первым материалом. Изобретение обеспечивает повышение функциональных возможностей офтальмологической линзы. 2 н. и 18 з.п. ф-лы, 13 ил., 1 табл.
1. Способ формирования многоэлементной вставки для офтальмологической линзы, содержащий:
формирование по меньшей мере первого заднего криволинейного элемента вставки;
формирование по меньшей мере первого переднего криволинейного элемента вставки;
размещение проводящего материала на одном или обоих из первого переднего криволинейного элемента вставки и первого заднего криволинейного элемента вставки;
прикрепление электронного компонента к одному или обоим из первого переднего криволинейного элемента вставки и первого заднего криволинейного элемента вставки, причем прикрепление выполняют к проводящему материалу;
нанесение первого материала для образования первого герметизирующего уплотнителя на поверхность любого или обоих из первого переднего криволинейного элемента вставки и первого заднего криволинейного элемента вставки;
комбинирование первого заднего криволинейного элемента вставки с первым передним криволинейным элементом вставки для формирования первого элемента офтальмологической вставки, причем комбинирование приводит к герметизации первой полости, внутренней относительно комбинации первого заднего криволинейного элемента вставки и первого переднего криволинейного элемента вставки, первым материалом.
2. Способ по п.1, дополнительно содержащий этапы, на которых:
формируют по меньшей мере один второй задний криволинейный элемент вставки;
наносят второй материал для формирования второго герметизирующего уплотнителя на любом или обоих из первого переднего криволинейного элемента вставки и второго заднего криволинейного элемента вставки;
комбинируют первый элемент офтальмологической вставки со вторым задним криволинейным элементом вставки для формирования второго элемента офтальмологической вставки, причем комбинирование приводит к герметизации второй полости, внутренней относительно комбинации первого элемента офтальмологической вставки и второго заднего криволинейного элемента вставки, первым материалом.
3. Способ по п.1, в котором:
первая полость содержит электронный компонент.
4. Способ по п.1, в котором:
электронный компонент является внешним относительно первой герметизированной полости.
5. Способ по п.1, дополнительно содержащий:
по меньшей мере частичное заполнение первой полости по меньшей мере первой жидкостью до ее герметизации или в процессе герметизации.
6. Способ по п.1, дополнительно содержащий:
по меньшей мере частичное заполнение первой полости по меньшей мере первой жидкостью после ее герметизации.
7. Способ по п.1, в котором:
первый материал представляет собой эпоксидный адгезив.
8. Способ по п.1, в котором:
первый материал предварительно формируют в форму для образования герметизирующего уплотнителя.
9. Способ по п.1, в котором:
первый герметизирующий уплотнитель образуют путем физического контакта по меньшей мере части любого или обоих из первого заднего криволинейного элемента вставки и первого переднего криволинейного элемента вставки с первым материалом.
10. Способ по п.9, в котором:
второй материал образует адгезивный герметизирующий уплотнитель второго материала между по меньшей мере частью обоих из первого переднего криволинейного элемента вставки и первого заднего криволинейного элемента вставки, причем адгезивный герметизирующий уплотнитель второго материала поддерживает физический контакт по меньшей мере части любого или обоих из первого заднего криволинейного элемента вставки и первого переднего криволинейного элемента вставки с первым материалом.
11. Способ по п.9, в котором:
первый самофиксирующий элемент поддерживает физический контакт по меньшей мере части любого или обоих из первого заднего криволинейного элемента вставки и первого переднего криволинейного элемента вставки с первым материалом.
12. Способ по п.1, в котором:
в процессе комбинирования самофиксирующий элемент жестко удерживает первый задний криволинейный элемент вставки относительно первого переднего криволинейного элемента вставки.
13. Способ по п.1, дополнительно содержащий:
нанесение герметизирующего агента на по меньшей мере часть электронного компонента после прикрепления электронного компонента к проводящему материалу.
14. Способ по п.1, дополнительно содержащий:
нанесение герметизирующего агента на по меньшей мере часть проводящего материала.
15. Способ по п.2, дополнительно содержащий:
нанесение герметизирующего агента на по меньшей мере часть проводящего материала.
16. Способ по п.1, дополнительно содержащий этапы, на которых:
наносят реакционную смесь на вогнутую поверхность, которая имеется на первой части формы для литья офтальмологической линзы;
размещают первый элемент офтальмологической вставки в контакте с реакционной смесью;
размещают вторую часть формы для литья офтальмологической линзы в непосредственной близости от первой части формы для литья офтальмологической линзы с образованием полости для офтальмологической линзы, причем реакционная смесь и первая офтальмологическая вставка размещены внутри полости;
полимеризуют реакционную смесь с образованием офтальмологической линзы;
извлекают офтальмологическую линзу.
17. Способ образования офтальмологической линзы, причем способ по п.2 дополнительно содержит:
нанесение реакционной смеси на поверхность, которая находится на первой части формы для литья офтальмологической линзы;
размещение второй офтальмологической вставки по п.2 в контакте с реакционной смесью;
размещение второй части формы для литья офтальмологической линзы в непосредственной близости к первой части формы для литья офтальмологической линзы с образованием полости для офтальмологической линзы, причем реакционная смесь и второй элемент офтальмологической вставки размещены внутри полости;
полимеризацию реакционной смеси с образованием офтальмологической линзы;
извлечение офтальмологической линзы.
18. Способ по п.16, в котором:
реакционная смесь содержит или образует гидрогель.
19. Способ по п.18, в котором:
вторая офтальмологическая вставка включает в себя элемент питания.
20. Способ по п.19, в котором:
вторая офтальмологическая вставка включает в себя офтальмологическую линзу типа «жидкостный мениск».
| US 2004084790 A1, 06.05.2004 | |||
| US 2012140167 A1, 07.06.2012 | |||
| US 2012218508 A1, 30.08.2012 | |||
| US 2010078837 A1, 01.04.2010. |

