Изобретение в определенных примерных случаях относится к способу получения и/или транспортирования покрытого стеклянного изделия. В определенных примерных случаях один или более слоев на полимерной основе для временной защиты формируют на покрытом стеклянном субстрате для защиты энергосберегающего и/или солнцезащитного покрытия на нем во время транспортировки, разрезания, обтачивания острых кромок, мойки и манипулирования перед тепловой обработкой (например, термическим отпуском). Для уменьшения зазоров и/или капилляров, которые могут образовываться вблизи стеклянного субстрата, жидкое покрытие может быть нанесено над, между и/или под защитным(-и) слоем(-ями) на стеклянном субстрате и/или на, между или под защитным(-и) слоем(-ями). Типично слой(слои) для временной защиты может(-гут) быть удален(-ы) путем отслаивания перед тепловой обработкой.
В технологии известно употребление покрытых изделий в плане оконных блоков, таких как оконные блоки с изоляционным стеклом (IG). Например, см. Патент США №6632491, описание которого приведено здесь для сведения. К примеру, в патенте '491 представлено покрытие для регулирования солнечного света (например, энергосберегающее покрытие) на внутренней поверхности одного из стеклянных субстратов оконного блока с изоляционным стеклом (IG), чтобы защищать внутренность помещения от инфракрасного (ИК, IR) излучения и генерируемого таковым тепла. Покрытые стеклянные субстраты блоков с изоляционным стеклом (IG) часто должны быть подвергнуты тепловой обработке (например, отпуску) перед сборкой блока с изоляционным стеклом (IG), чтобы соответствовать определенным законодательным предписаниям.
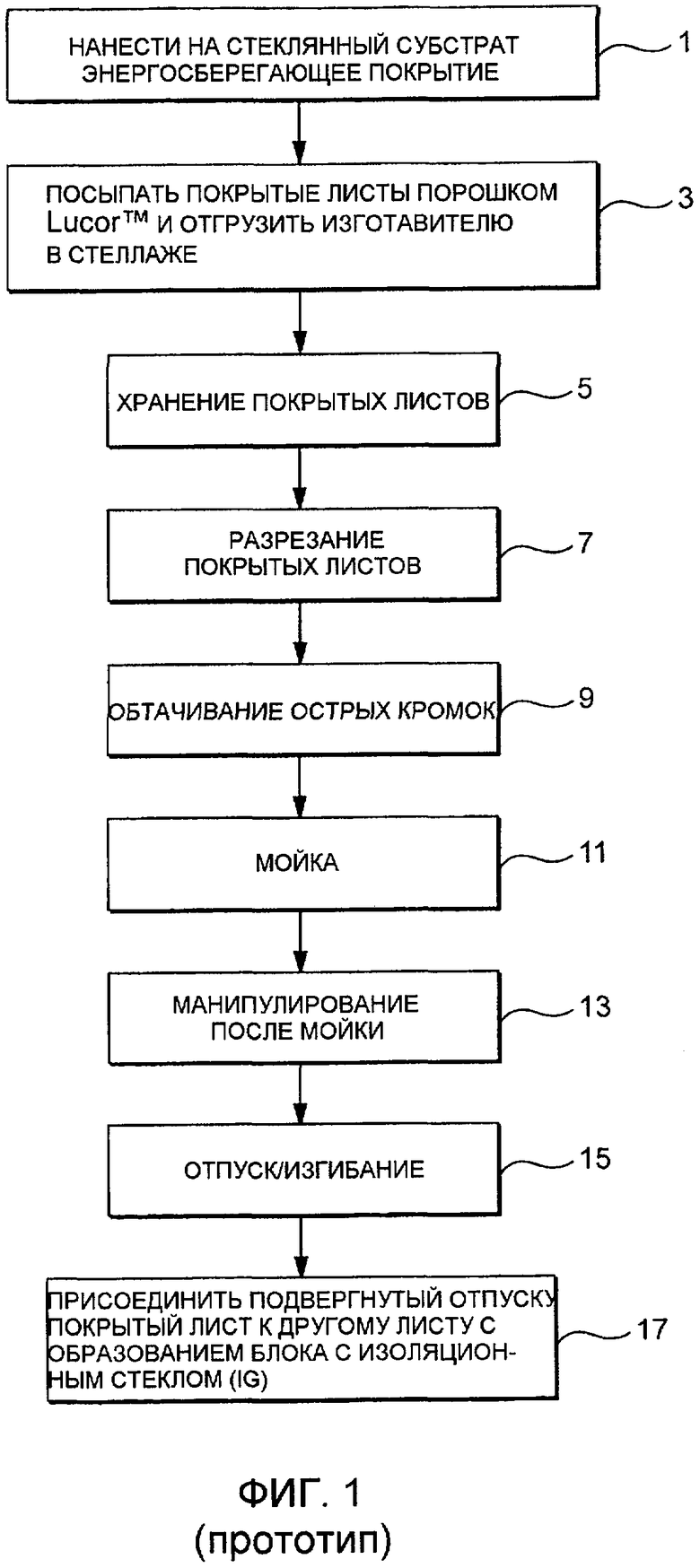
Фиг.1 представляет собой блок-схему, иллюстрирующую порядок технологических стадий, выполняемых во время традиционного производства оконного блока с изоляционным стеклом (IG). Во-первых, стеклянный субстрат покрывают энергосберегающим и/или солнцезащитным покрытием (стадия 1). Пример энергосберегающего покрытия типично представляет собой многослойное покрытие, которое включает, по меньшей мере, один слой, отражающий инфракрасное (IR) излучение, из такого материала как серебро, которое сэндвичеобразно расположено между, по меньшей мере, парой диэлектрических слоев. Покрытие типично наносят путем напыления или тому подобным. После нанесения покрытия на стеклянный субстрат покрытый лист посыпают порошком Lucor™ в целях защиты (стадия 3). Как известно в технологии, порошок Lucor помогает отделить покрытые листы друг от друга во время отгрузки на предприятие для изготовления блока с изоляционным стеклом (IG), поскольку во время отгрузки множество покрытых листов типично завернуто единой стопой в стеллаже. В частности, порошок предназначен для того, чтобы снизить вероятность повреждения (процарапывания), возникающего во время отгрузки покрытых листов.
Когда посыпанные порошком покрытые листы прибывают к изготовителю блока с изоляционным стеклом (IG), изготовитель типично складирует покрытые листы в стеллажах или на поддоне (стадия 5). Когда листы готовы к употреблению, каждый из покрытых листов разрезают на более мелкие куски(кусок) (стадия 7) и обтачивают острые кромки (стадия 9), как известно в технологии. После разрезания и обтачивания острых кромок покрытые листы моют на моечной станции с использованием воды и, необязательно, мыла некоторого сорта (стадия 11). После мойки типично имеет место период переноски (манипулирования) вымытых листов, где покрытые листы переносятся операторами, причем некоторые из них имеют привычку носить рукавицы (стадия 13).
После этого покрытые листы помещают в печь и подвергают термическому отпуску в таковой (стадия 15). Термический отпуск на производственном предприятии типично включает тепловую обработку покрытого листа с использованием температуры(-тур) печи, по меньшей мере, 580 градусов Цельсия, более предпочтительно, по меньшей мере, около 600 градусов Цельсия и еще более предпочтительно, по меньшей мере, 620 градусов Цельсия. Примером температуры печи при тепловой обработке является температура от 600 до 700 градусов Цельсия. Этот отпуск и/или изгибание могут иметь место в течение периода, по меньшей мере, 4 минут, по меньшей мере, 5 минут или более в различных ситуациях.
К сожалению, вышеописанный процесс соответственно фиг.1 нежелателен в том отношении, что покрытые стеклянные листы в ходе процесса часто повреждаются. Покрытые стеклянные листы иногда являются менее прочными, будучи в закаленном состоянии (то есть до отпуска). Так, стеклянные листы, снабженные энергосберегающими покрытиями на таковых, весьма чувствительны к повреждению во время каждой из стадий 3, 5, 7, 9, 11 и 13, иллюстрированных на фиг.1. В этом отношении наиболее уязвимой для повреждения (например, процарапывания) является покрытая сторона покрытых листов.
Например, покрытые листы часто процарапываются по одной или более из причин: (а) трения с другими листами или тому подобными во время отгрузки; (b) щипцов, используемых работниками при манипулировании со стеклом во время проведения стадий 7 и 9 и/или подготовки к таковым; (с) истирания, вызванного рукавицами, которые носят работники для манипулирования со стеклом, во время любой из стадий 3, 5, 7, 9, 11 и 13; (d) щеток во время стадии 11 мойки; и (e) других типов трения/истирания, имеющих место во время любой из стадий 3, 5, 7, 9, 11 и 13. Дополнительно существенной причиной повреждения является также коррозия, зачастую вызываемая условиями высокой влажности, кислотным дождем и/или другими материалами, которые склонны накапливаться на покрытых изделиях во время транспортировки, хранения и/или манипулирования.
В то время как повреждения вышеназванных типов часто происходят до тепловой обработки (например, отпуска), отпуск покрытых листов типично усугубляет такое повреждение. Например, ничтожный участок коррозии, который был вызван предварительным отжигом, может привести к значительному дефекту при тепловой обработке, из-за которого покрытый лист должен быть отбракован. То же самое справедливо для повреждения в виде царапины, поскольку царапины в покрытии создают возможность окисления глубоко внутри покрытия и, возможно, в слое(-ях) серебра во время тепловой обработки (например, отпуска), так как тепловую обработку типично проводят в кислородсодержащей атмосфере. Таким образом, повреждение покрытого изделия часто проявляет тенденцию усугубляться после тепловой обработки. Соответственно этому можно видеть, что производственные выходы пригодной продукции заметно снижаются вследствие повреждений, полученных перед тепловой обработкой, которые чаще всего имеют место на покрытых листах стекла.
В свете вышеизложенного можно видеть, что существует потребность в технологии лучшей защиты покрытых стеклянных листов в производственных стадиях, предшествующих тепловой обработке (например, перед отпуском). В частности, требуется повышенная защита от механического абразивного воздействия и повреждений, обусловленных условиями окружающей среды. В течение многих лет в этом направлении были предприняты многочисленные попытки.
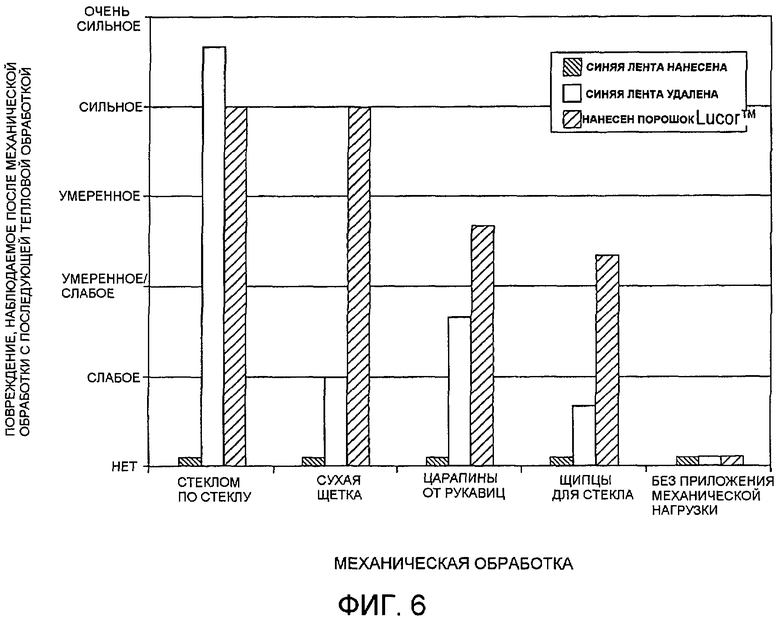
Посыпание покрытых листов разделительным порошком Lucor проводят в попытке лучше защитить покрытые стеклянные листы в производственных стадиях перед тепловой обработкой. К сожалению, порошок Lucor не обеспечивает защиты от коррозионного повреждения и также не особенно эффективен в защите от повреждений в виде царапин, происходящих от применения щипцов, щеток, рукавиц и тому подобного (например, см. фиг.6).
Предпринимались также попытки герметизировать стеллажи во время отгрузки. Однако запечатывание стеллажей является трудоемким процессом и проявило себя лишь отчасти эффективным во время отгрузки. Более того, оно практически не обеспечивает защиты во время разрезания, обтачивания острых кромок, мойки и в процессе манипулирования после мойки.
Нежелательно также соблюдение специальных требований к условиям обработки, поскольку это серьезно ограничивает круг предприятий-изготовителей, способных выполнить такую обработку. Более того, это существенно повышает стоимость изготовления и в этом плане весьма нежелательно.
В попытках решения вышеназванных проблем во время отгрузки были использованы одноразовые защитные панели (или остекления, которыми можно «пожертвовать»). В частности, стеклянные листы проводили через установку для нанесения покрытий с выключенным грунтовальным устройством и затем загружали на транспортный стеллаж на конце таковой, причем стеллаж после этого заворачивали для защиты. Поскольку одноразовая защитная панель находится на конце стеллажа, во время отгрузки достигается некоторая несущественная защита прочих панелей в стеллаже. На предприятии-изготовителе одноразовые защитные панели выбрасывают. Однако этот способ нежелателен в том отношении, что он требует простоя установки для нанесения покрытий, сбора отходов стекла и расточительного расходования объема/пространства/веса при отгрузке, что в совокупности ведет к существенному возрастанию расходов.
Патент США №6682773 на имя Medwick представляет способ, где водорастворимый временный защитный слой наносят на покрытый стеклянный лист в виде жидкого раствора. В частности, защитный слой представляет собой водную покровную композицию, содержащую полимер поливинилового спирта, который после этого может быть удален промыванием водой. К сожалению, способ согласно Патенту '773 является в высшей степени нежелательным потому, что: (а) покрытие наносят в жидкой форме, и это требует применения сложного процесса термической сушки, на который затрачиваются ценное время и производственная площадь; и (b) покрытие типично является водорастворимым и удаляется при мойке, тем самым оставляя покрытый лист доступным для потенциального повреждения во время манипулирования после мойки и/или обработки. Таким образом, можно видеть, что способ Патента '773 является весьма нежелательным.
Патент США №6461731 предлагает защитный слой из алмазоподобного углерода (DLC), нанесенный поверх энергосберегающего покрытия. Однако слой из алмазоподобного углерода (DLC) согласно Патенту '731 нельзя практично и в достаточной степени удалить перед отпуском.
Патент США №4710426 представляет защитный полимерный слой на покрытом листе. Однако изоцианат, используемый в системе согласно Патенту '426, препятствует практичному удалению полимерного слоя приемлемым образом.
В свете вышеизложенного можно видеть, что существует потребность в технологии лучшей защиты покрытых стеклянных листов в производственных стадиях перед тепловой обработкой (например, перед отпуском) эффективным путем так, что защитный(-ые) слой (слои) может(-гут) быть легко удален(-ы) в стадии обработки перед отпуском. В частности, в стадиях, подготовительных для тепловой обработки (например, термического отпуска), требуется повышенная защита против механического истирания и повреждений, обусловленных воздействием окружающей среды.
В определенных примерных вариантах осуществления настоящего изобретения временное защитное покрытие наносят на стеклянный субстрат, который покрыт многослойным энергосберегающим покрытием. Временное защитное покрытие включает один или более слоев и размещено на стеклянном субстрате, по меньшей мере, поверх энергосберегающего покрытия.
В определенных примерных вариантах осуществления временное защитное покрытие скомпоновано так, что оно может быть нанесено поверх энергосберегающего покрытия эффективным путем без необходимости применения любого сорта длительной процедуры отверждения. В этом отношении временное защитное покрытие предпочтительно наносят в твердой форме (то есть, в противоположность жидкой форме) так, что не требуется никакого существенного отверждения защитного покрытия. Более того, в определенных примерных вариантах осуществления настоящего изобретения временное защитное покрытие скомпоновано так, что оно может быть легко удалено простым отслаиванием его непосредственно перед тепловой обработкой (например, непосредственно перед отпуском). В определенных примерных вариантах осуществления временное защитное покрытие создано так, что оно не является водорастворимым, поэтому оно остается и защищает покрытый энергосберегающим слоем стеклянный субстрат во время стадии(-й) мойки и после этого во время, по меньшей мере, некоторой(-ых) стадии(-й) манипулирования после мойки.
В определенных примерных вариантах осуществления настоящего изобретения представлен способ изготовления окна, способ, включающий: формирование многослойного энергосберегающего и/или солнцезащитного покрытия на стеклянном субстрате; нанесение, по меньшей мере, двух гибких защитных слоев в нежидкой форме на стеклянный субстрат поверх, по меньшей мере, части энергосберегающего покрытия; нанесение, по меньшей мере, одного защитного покрытия в жидкой форме, до и/или после размещения гибких защитных листов, чтобы уменьшить один или более зазоров, образованных между энергосберегающим покрытием и гибким(-и) защитным(-и) листом(-ами) и/или между гибкими защитными листами; разрезание, обтачивание острых кромок и/или мойка покрытого изделия с защитным покрытием и защитными листами на таковом, и до или после разрезания, обтачивания острых кромок и/или мойки отслаивания защитных листов и, по меньшей мере, части защитного покрытия с верхней поверхности энергосберегающего и/или солнцезащитного покрытия.
В других примерных вариантах осуществления настоящего изобретения представлен способ получения оконного блока с изоляционным стеклом (IG), способ, включающий: формирование многослойного энергосберегающего покрытия на стеклянном субстрате, в котором энергосберегающее покрытие включает, по меньшей мере, один отражающий инфракрасное (IR) излучение слой, включающий серебро, сэндвичеобразно расположенный между, по меньшей мере, первым и вторым диэлектрическими слоями; приклеивание, по меньшей мере, двух гибких защитных листов в нежидкой форме к верхней поверхности энергосберегающего покрытия с помощью, по меньшей мере, одного адгезивного слоя с образованием защищенного покрытого изделия; нанесение, по меньшей мере, одного защитного покрытия в жидкой форме непосредственно на энергосберегающее покрытие и/или поверх одного из гибких защитных листов, чтобы сократить один или более зазоров, образованных между энергосберегающим покрытием и гибким(-и) защитным(-и) листом(-ами) и/или между гибкими защитными листами; последующее нанесение и отверждение защитного покрытия, отгрузку защищенного покрытого изделия предприятию-изготовителю оконных блоков с изоляционным стеклом (IG); на предприятии-изготовителе разрезание защищенного покрытого изделия с приданием надлежащей формы и размера при сохранении защитных листов на таковом, обтачивание острых кромок защищенного покрытого изделия с защитными листами на таковом, и/или мойку защищенного покрытого изделия с защитными листами на таковом, чтобы при последовательных разрезании, обтачивании острых кромок и/или мойке защитные листы и защитное покрытие оставались, по меньшей мере, частично приклеенными к верхней поверхности энергосберегающего покрытия; после названных разрезания, обтачивания острых кромок и/или мойки отслаивание защитных листов с верхней поверхности энергосберегающего покрытия с образованием незащищенного покрытого изделия и также удаление, по меньшей мере, части защитного покрытия в ходе отслаивания защитных листов; после отслаивания защитных листов с верхней поверхности энергосберегающего покрытия термический отпуск покрытого изделия, включающего стеклянный субстрат и энергосберегающее покрытие; и после названного отпуска соединение подвергнутого отпуску покрытого изделия, включающего стеклянный субстрат и энергосберегающее покрытие, с еще одним стеклянным субстратом с образованием оконного блока с изоляционным стеклом (IG).
Эти и прочие признаки и преимущества могут быть лучше и более полно поняты с привлечением нижеследующего подробного описания примерных иллюстративных вариантов осуществления в комбинации с чертежами, где:
фиг.1 представляет блок-схему, иллюстрирующую общеупотребительный способ изготовления оконного блока с изоляционным стеклом (IG);
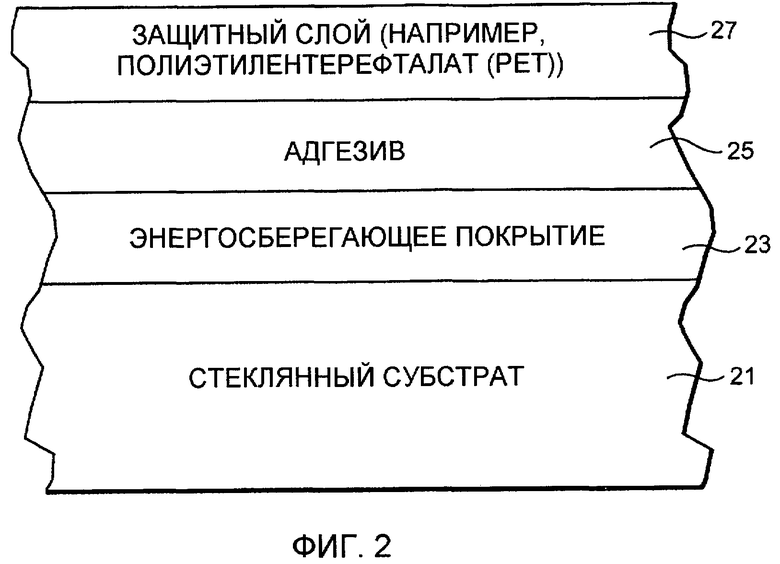
фиг.2 представляет вид поперечного сечения покрытого изделия согласно примерному варианту осуществления;
фиг.3 представляет блок-схему, иллюстрирующую определенные примерные стадии, выполняемые в примерном варианте осуществления;
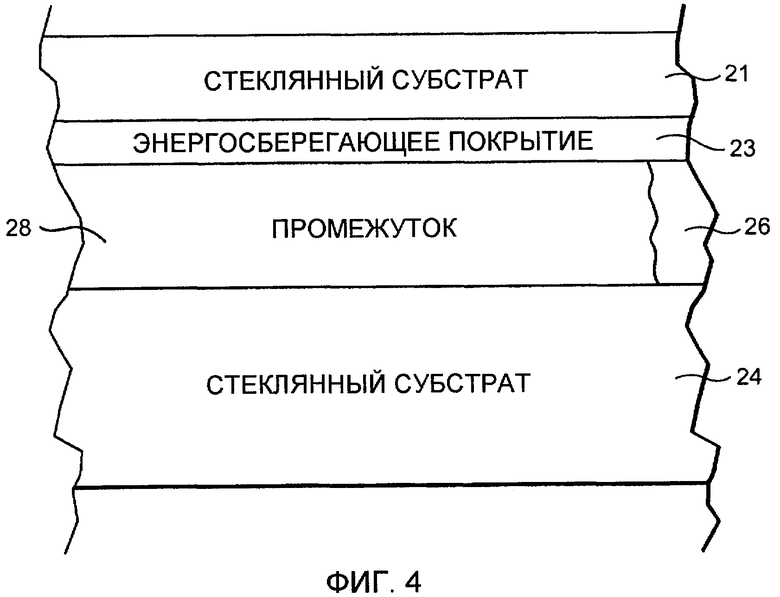
фиг.4 представляет вид поперечного сечения покрытого изделия в блоке с изоляционным стеклом (IG) согласно примерному варианту осуществления;
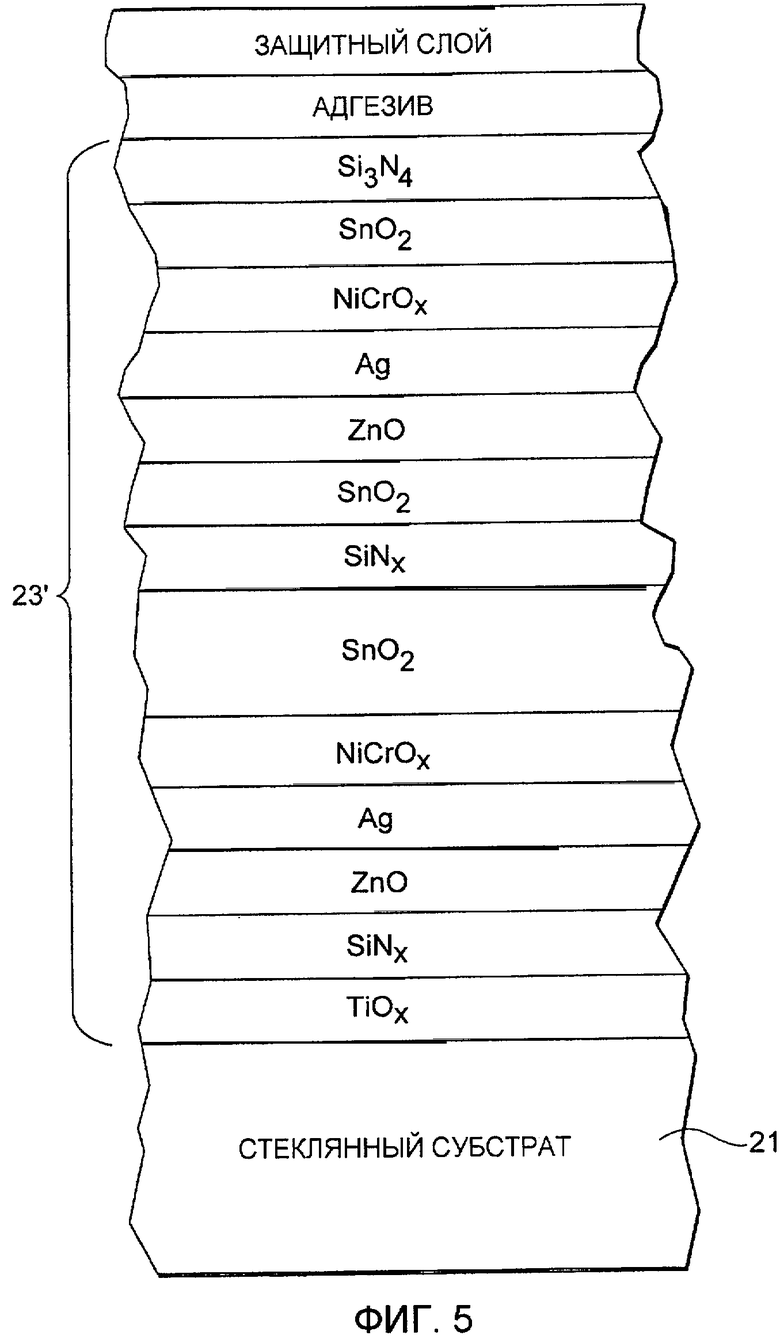
фиг.5 представляет вид поперечного сечения покрытого изделия согласно примерному варианту осуществления;
фиг.6 представляет график, иллюстрирующий улучшенную механическую прочность, связанную с определенными примерными вариантами осуществления, по сравнению с традиционными изделиями с нанесением только разделительного порошка Lucor;
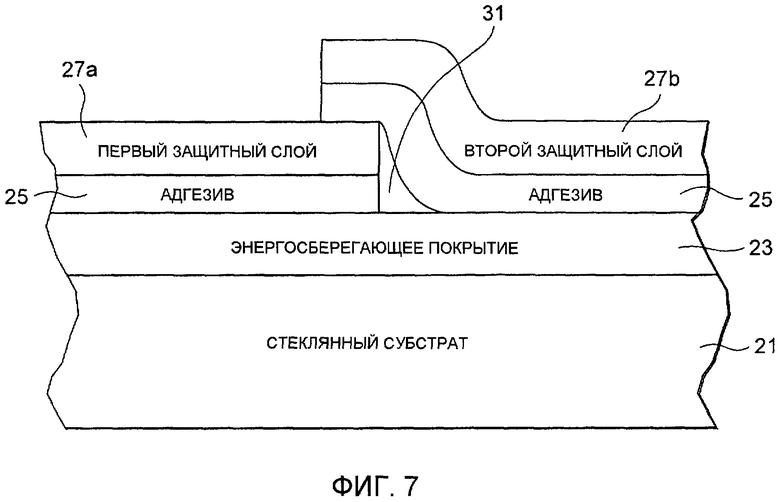
фиг.7 представляет вид поперечного сечения покрытого изделия, который показывает зазор или капилляр, образованный на стеклянном субстрате, когда на таковой нанесены два перекрывающихся защитных слоя;
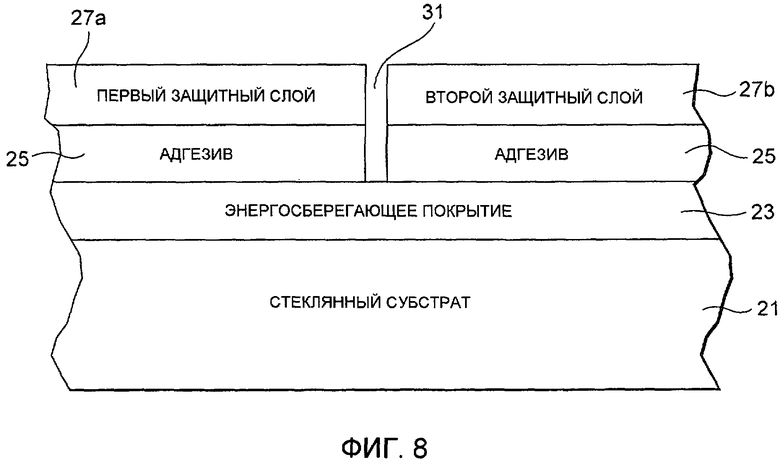
фиг.8 представляет вид поперечного сечения покрытого изделия, который показывает зазор или капилляр, образованный на стеклянном субстрате, когда на таковой нанесены два примыкающих защитных слоя;
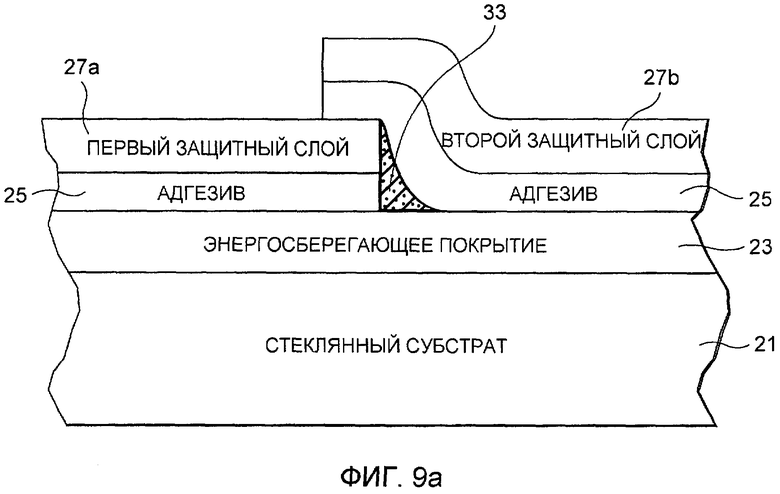
фиг.9а представляет вид поперечного сечения покрытого изделия, где жидкое покрытие и два перекрывающихся защитных слоя нанесены на покрытый стеклянный субстрат согласно примерному варианту осуществления;
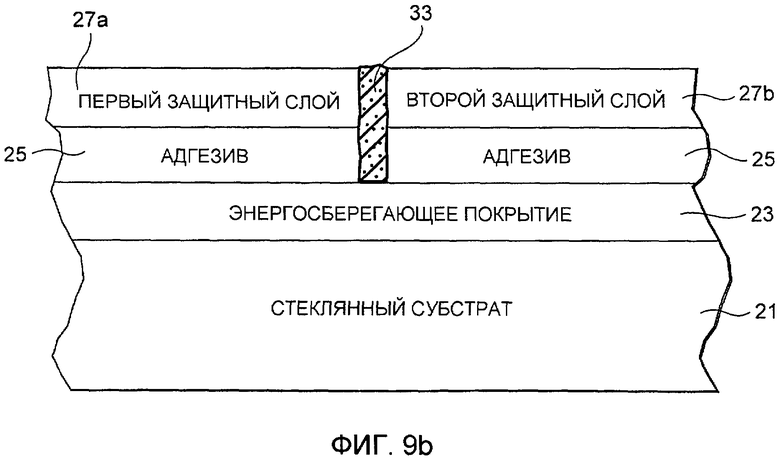
фиг.9b представляет вид поперечного сечения покрытого изделия, где жидкое покрытие и два примыкающих защитных слоя нанесены на покрытый стеклянный субстрат согласно примерному варианту осуществления;
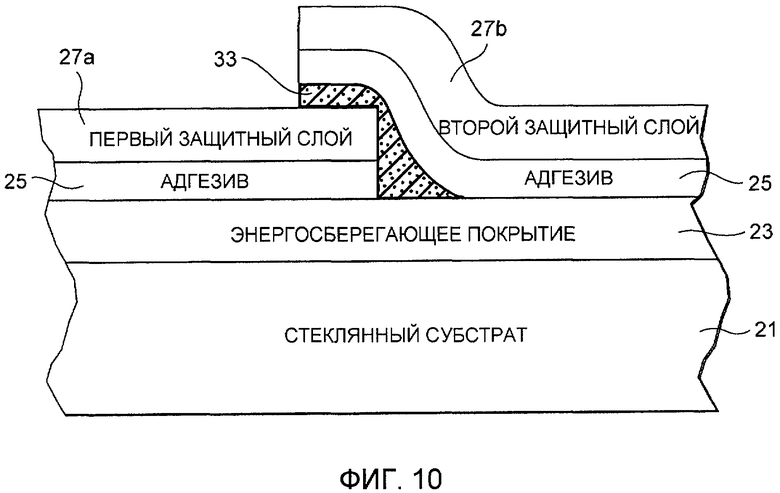
фиг.10 представляет вид поперечного сечения покрытого изделия, где жидкое покрытие нанесено на первый защитный слой и где второй защитный слой перекрывается с первым защитным слоем, поблизости от области, в которой первый защитный слой покрыт согласно примерному варианту осуществления;
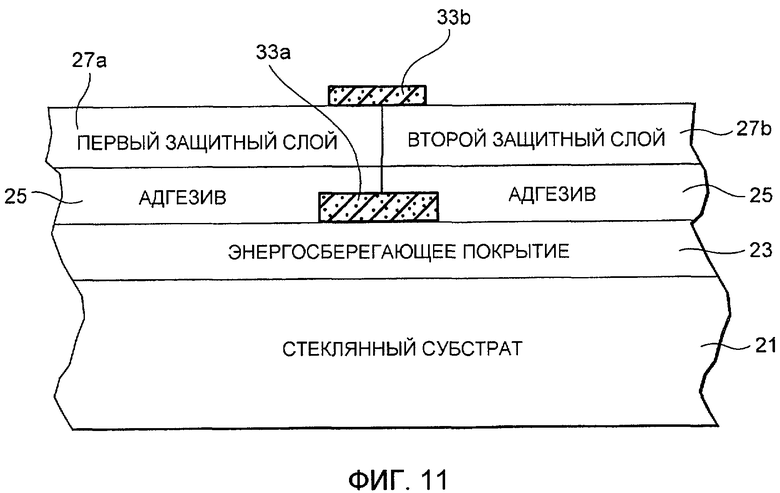
фиг.11 представляет вид поперечного сечения покрытого изделия, где первое жидкое покрытие нанесено на покрытый стеклянный субстрат под двумя примыкающими защитными слоями и где второе жидкое покрытие нанесено поверх соседних защитных слоев согласно примерному варианту осуществления;
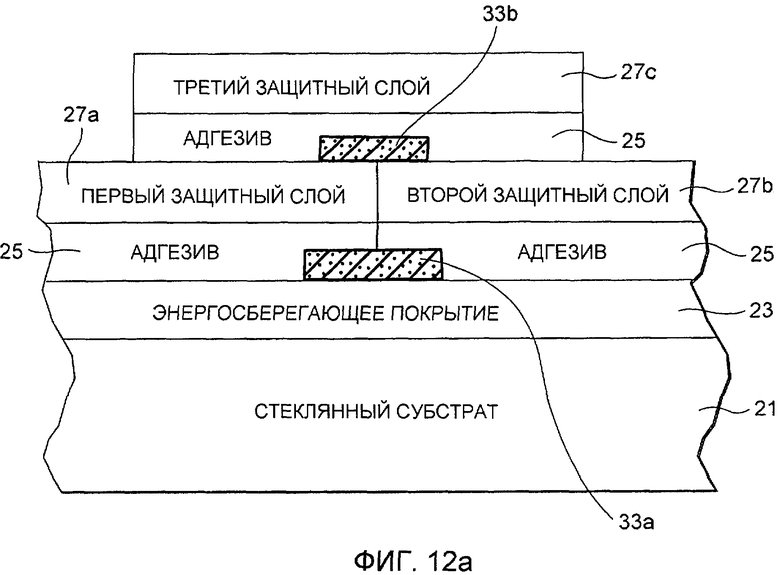
фиг.12а представляет вид поперечного сечения покрытого изделия, где первое жидкое покрытие нанесено на покрытый стеклянный субстрат под двумя соседствующими защитными слоями, где второе жидкое покрытие нанесено поверх примыкающих защитных слоев и где третий защитный слой нанесен поверх второго жидкого покрытия согласно примерному варианту осуществления;
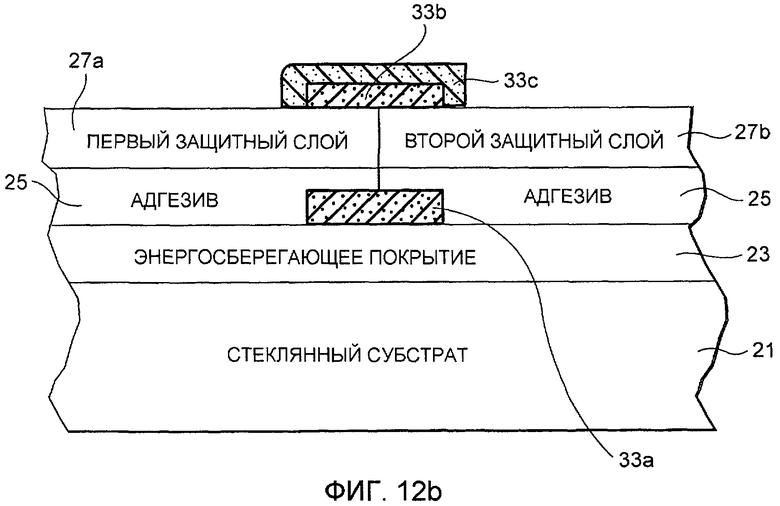
фиг.12b представляет вид поперечного сечения покрытого изделия, где первое жидкое покрытие нанесено на покрытый стеклянный субстрат под двумя соседствующими защитными слоями, где второе жидкое покрытие нанесено поверх примыкающих защитных слоев и где третье жидкое покрытие нанесено поверх второго жидкого покрытия согласно примерному варианту осуществления; и
фиг.13а-13с представляют блок-схемы, иллюстрирующие определенные примерные стадии, выполняемые в определенных примерных вариантах осуществления.
В определенных вариантах осуществления настоящего изобретения на стеклянный субстрат, который покрыт многослойным энергосберегающим покрытием, наносят временное защитное покрытие, имеющее один или более слоев. Временное защитное покрытие типично создают на субстрате поверх многослойного энергосберегающего покрытия, где энергосберегающее покрытие типично включает, по меньшей мере, один слой, отражающий инфракрасное (IR) излучение, из материала, включающего серебро или тому подобное. В определенных примерных ситуациях отражающий(-ие) инфракрасное (IR) излучение слой(слои) может(-гут) быть сэндвичеобразно размещен(-ы) между, по меньшей мере, парой диэлектрических слоев.
В определенных примерных вариантах осуществления временное защитное покрытие скомпоновано так, что оно может быть нанесено поверх энергосберегающего покрытия эффективным образом без необходимости проведения любого сорта длительной процедуры отверждения (например, без необходимости конвективной воздушной сушки, радиационной тепловой сушки, конвективной тепловой сушки, тепловой сушки, вакуумной сушки и/или радиационного отверждения, такого как отверждение ультрафиолетовым (UV), инфракрасным (IR) или радиочастотным (RF) облучением). В этом отношении временное защитное покрытие предпочтительно наносят в форме твердого листа и/или ленты (то есть, в противоположность жидкой форме), чтобы исключить необходимость подлинного отверждения. Например, временное защитное покрытие может быть без труда нанесено путем ламинирования или тому подобного эффективным и надежным путем.
В определенных примерных вариантах осуществления настоящего изобретения временное защитное покрытие создано так, что оно может быть без труда удалено простым отслаиванием его непосредственно перед тепловой обработкой (например, непосредственно перед отпуском). Оно может быть отслоено вручную (оператором) или, альтернативно, может быть сорвано роботом в определенных других вариантах осуществления настоящего изобретения. Таким образом, определенные примерные варианты осуществления настоящего изобретения позволяют изготовителю более энергично обращаться с покрытыми стеклянными листами и/или обрабатывать таковые перед тепловой обработкой без опасений нанести существенные повреждения. Это позволяет повысить производственный выход пригодных изделий и снизить затраты.
Было найдено, что применение описываемого здесь защитного слоя позволяет повысить производственные выходы пригодной продукции, по меньшей мере, на 50% и также сократить существенные дефекты, возникающие после тепловой обработки, по меньшей мере, на 50%, более предпочтительно, по меньшей мере, на 75% (например, по сравнению с ситуацией, где используют только разделительный порошок Lucor, как указано выше).
Более того, неожиданно и непредсказуемо было обнаружено, что защитный слой обеспечивает дополнительные упрочнение/защиту даже после того, как он был удален. Представляется, что это может быть обусловлено остаточным материалом из адгезивного слоя, который может оставаться на покрытии после отслаивания защитного слоя. Этот остаточный материал из адгезивного слоя, оставшийся на покрытии для целей упрочнения после удаления защитного слоя и большей части адгезивного слоя, затем выгорает во время тепловой обработки (например, отпуска), так что он не создает оптических проблем или тому подобного. Эти остаточные дополнительные упрочнение/защита являются весьма благоприятными в обработке/манипулировании, которые происходят между моментом удаления защитного слоя и тепловой обработкой. Этот неожиданный результат представляет существенное преимущество в технологическом отношении.
В определенных примерных вариантах осуществления временное защитное покрытие не растворяется в воде, так что оно остается на стеклянном субстрате с энергосберегающим покрытием и защищает таковое во время стадии(-ий) мойки и после этого во время, по меньшей мере, некоторых стадий манипулирования после мойки. Таким образом, покрытый лист не является в значительной мере чувствительным к повреждению (например, процарапыванию и/или коррозии) во время мойки или во время определенных процедур манипулирования после мойки.
Фиг.2 представляет вид поперечного сечения покрытого изделия на промежуточной стадии согласно примерному варианту осуществления настоящего изобретения. Покрытое изделие на фиг.2 называется покрытым изделием на «промежуточной стадии», поскольку оно типично существует во время только конкретной стадии процесса изготовления перед тем, как конечный продукт будет закончен и продан. Как показано на фиг.2, покрытое изделие включает стеклянный субстрат 21, который несет на себе энергосберегающее покрытие 23. На субстрате 21 поверх энергосберегающего покрытия нанесен(-ы) защитный(-ые) слой (слои) 27, который(-е) необязательно приклеен(-ы) к энергосберегающему покрытию адгезивным слоем 25.
В различных вариантах осуществления настоящего изобретения энергосберегающее покрытие 23 может представлять собой пригодное энергосберегающее покрытие любого типа. Например, и без ограничения, в качестве покрытия 23 может быть использовано любое из покрытий, представленных в любом из следующих Патентов США: №№6461731; 6447891; 6602608; 6576349; 6514620; 6524714; 5688585; 5563734; 5229194; 4413877 и 3682528, которые все приведены здесь для сведения. В определенных примерных вариантах осуществления верхний слой энергосберегающего покрытия представляет собой или включает нитрид кремния, который может быть или может не быть легирован металлом, таким как алюминий (Al) и/или нержавеющая сталь.
В определенных примерных вариантах осуществления настоящего изобретения адгезив 25 представляет собой самоклеящийся материал (PSA). В определенных примерах адгезивный слой 25 может представлять собой или включать материал на основе акриловой кислоты. В определенных вариантах осуществления адгезив 25 обеспечивает низкий уровень адгезии защитного слоя 27 к верхней поверхности энергосберегающего покрытия, тем самым создавая возможность легкого удаления защитного слоя 27 и большей части, если не всего, адгезивного слоя 25 путем отслаивания, когда это желательно. Как разъясняется выше, неожиданно было найдено, что защитный слой создает дополнительные упрочнение/защиту даже после того, как он был удален. Представляется, что это может быть обусловлено остаточным материалом из адгезивного слоя 25, который может оставаться на покрытии после отслаивания защитного слоя 27 и, по меньшей мере, части слоя 25. Этот остаточный материал из адгезивного слоя 25, оставшийся на покрытии для целей упрочнения после удаления защитного слоя и большей части адгезивного слоя, затем выгорает во время тепловой обработки (например, отпуска), так что он не создает оптических проблем или тому подобного.
В определенных примерных вариантах осуществления настоящего изобретения защитный слой 27 может представлять собой или включать полиэтилен. В некоторых примерах могут быть также использованы другие пригодные материалы. В определенных примерных вариантах осуществления настоящего изобретения защитный слой 27 имеет коэффициент пропускания видимого света менее 70% (измеренный относительно всех длин волн видимого света), более предпочтительно менее 60% и наиболее предпочтительно менее 50% (таким образом, оптические свойства покрытого изделия являются неблагоприятными, когда на таковом находится защитный слой 27). В определенных примерных случаях защитный слой 27 может иметь синий цвет или быть окрашенным иным образом. Синий или сине-зеленый цвет слоя 27 является преимущественным в том, что он позволяет операторам таким, какие выполняют отслаивание, четко видеть кромки слоя 27 и также позволяет работникам на последующих стадиях манипулирования без труда определить, находится ли все еще защитный слой 27 на покрытом субстрате или уже нет. Это полезно для предотвращения такой ситуации, когда покрытые изделия со слоями 27 на таковых помещают в печь для тепловой обработки, прежде чем слой 27 будет удален путем отслаивания или тому подобным. В определенных примерных вариантах осуществления настоящего изобретения защитный слой 27 имеет толщину около 1-3 мил (0,025-0,075 мм), более предпочтительно около 2 мил (0,05 мм) толщиной, и он находится в форме твердого гибкого листа, чтобы его можно было хранить в виде рулона или тому подобного перед нанесением поверх энергосберегающего покрытия. В одном примерном варианте осуществления настоящего изобретения слои 25, 27 могут быть приобретены в фирме Nitto Denko в виде лент из пленки под торговым наименованием 5057А.
Фиг.3 представляет блок-схему, иллюстрирующую определенные стадии, проводимые согласно примерному варианту осуществления настоящего изобретения во время изготовления оконного блока с изоляционным стеклом (IG). Во-первых, стеклянный субстрат 21 покрывают энергосберегающим покрытием 23 (стадия 1). Пример энергосберегающего покрытия 23, которое может быть использовано, обсуждается выше. Энергосберегающее покрытие типично представляет собой многослойное покрытие 23, которое включает, по меньшей мере, один слой, отражающий инфракрасное (IR) излучение, из такого материала как серебро, который сэндвичеобразно размещен между, по меньшей мере, парой диэлектрических слоев. Покрытие 23 типично наносят способом напыления или тому подобным. После нанесения покрытия 23 на стеклянный субстрат 21 листообразный защитный слой 27 приклеивают к верхней поверхности энергосберегающего покрытия 23 с помощью слоя 25 самоклеящегося материала (стадия 2) с образованием покрытого листа, показанного на фиг.2. В определенных примерных вариантах осуществления настоящего изобретения защитный слой 27 может храниться в рулоне (не показан). В таких примерах листовой материал 27, подаваемый с рулона, может быть введен в зазор между подпружиненным валиком (не показан) и покрытым изделием с энергосберегающим покрытием на таковом. В зазоре валик прижимает слой 27 защитного листа вниз к верхней поверхности энергосберегающего покрытия, тем самым приклеивая слой 27 к верхней поверхности энергосберегающего покрытия с помощью адгезивного слоя 25. В определенных примерных вариантах осуществления настоящего изобретения покрытие наносят при температуре поверхности покрытого изделия от 60 до 120 градусов Фаренгейта (F) (15,6-48,9°С), более предпочтительно от около 90 до 120 градусов Фаренгейта (32,2-48,9°С), наиболее предпочтительно от около 90-110 градусов Фаренгейта (32,2-43,3°С) и иногда при температуре выше 100 градусов Фаренгейта (37,8°С). Это обусловлено тем, что покрытый лист находится при повышенной температуре, созданной устройством для нанесения покрытий, используемым для нанесения энергосберегающего покрытия на субстрат. Альтернативно для нанесения защитного слоя 27 на энергосберегающее покрытие с помощью адгезивного слоя 25 может быть использован настольный ламинатор с применением типичной технологии ламинирования.
После того как защитный слой 27 был нанесен поверх энергосберегающего покрытия, покрытое изделие размещают на стеллаже вместе с многочисленными другими такими же изделиями и после этого стеллаж отгружают с устройства для нанесения покрытий на предприятие-изготовитель в стеллаже (стадия 4). Необязательно, в определенных примерных вариантах осуществления настоящего изобретения можно покрывать или посыпать покрытые изделия порошком Lucor™ в целях защиты даже после того, как был нанесен защитный слой 27. Разделительный порошок Lucor может способствовать разделению покрытых листов между собой во время отгрузки на предприятие-изготовитель блока с изоляционным стеклом (IG).
Когда покрытые листы поступают на предприятие-изготовитель блока с изоляционным стеклом (IG), изготовитель типично хранит покрытые листы в стеллаже или на поддоне с защитным(-и) слоем(-ями) 27 на таковых (стадия 5). Когда листы готовы к употреблению, каждый из покрытых листов разрезают на более мелкие куски (стадия 6) и обтачивают острые кромки (стадия 9) со слоями 25, 27, все еще находящимися на таковых. После разрезания и обтачивания острых кромок покрытые листы моют на станции мойки с использованием воды и, необязательно, некоторого сорта мыла, опять же со слоями 25, 27, по-прежнему находящимися на таковых (стадия 11). Типично защитный слой 27 не растворяется в воде, так что слой 27 не удаляется во время стадии 11 мойки. Это является преимущественным в том, что обеспечивает защиту покрытых листов от абразивного истирания щетками, употребляемыми во время мойки, и также позволяет защитному слою 27 продолжать защищать покрытый лист во время манипулирования 13 после мойки. После мойки типично имеет место такой период манипулирования после мойки, где покрытый лист переносится оператором, причем некоторые работники имеют привычку пользоваться рукавицами (стадия 13).
Непосредственно перед помещением покрытого изделия в печь для тепловой обработки (например, печь для термического отпуска и/или изгибания) защитный слой 27 и, по меньшей мере, часть адгезивного слоя 25 оператор или робот отслаивает от покрытого стеклянного субстрата, тем самым оставляя на стеклянном субстрате 21 энергосберегающее покрытие 23 (стадия 14). Как разъясняется выше, остаточные части адгезивного слоя 25 можно оставлять на субстрате поверх энергосберегающего слоя даже после стадии отслаивания. Как упомянуто выше, такие остаточные части адгезивного слоя 25 могут способствовать защите покрытого изделия непосредственно до и во время внесения покрытого изделия в печь. После этого, как только покрытое изделие, включающее стеклянный субстрат с энергосберегающим покрытием на таковом, помещают в печь, покрытое изделие подвергают тепловой обработке в степени, достаточной для термического отпуска и/или горячего изгибания покрытого изделия (стадия 15). Термический отпуск на производственном предприятии типично включает тепловую обработку покрытого листа с использованием температуры(-тур) печи, по меньшей мере, 580 градусов Цельсия, более предпочтительно, по меньшей мере, около 600 градусов Цельсия и еще более предпочтительно, по меньшей мере, 620 градусов Цельсия. Этот отпуск может происходить в течение периода времени, по меньшей мере, 4 минут, по меньшей мере, 5 минут или более в различных ситуациях. Как упомянуто выше, во время такой тепловой обработки любая остаточная часть адгезивного слоя 25 выгорает.
Альтернативно в определенных вариантах осуществления настоящего изобретения существует возможность отслаивать защитный слой 27 (и, по меньшей мере, часть адгезива 25) непосредственно перед введением покрытого изделия в моечную машину на производственном предприятии с выполнением отпуска или изгибания.
Покрытое изделие, включающее субстрат 21 и энергосберегающее покрытие 23 в монолитной форме, в определенных примерных вариантах осуществления может иметь коэффициент пропускания видимого света, по меньшей мере, 70% после удаления слоев 25, 27, и/или после тепловой обработки.
После тепловой обработки покрытый лист присоединяют к еще одному стеклянному или пластмассовому листу с помощью, по меньшей мере, одной прокладки и/или герметика с образованием оконного блока с изоляционным стеклом (IG) (стадия 17). Типично оконный блок с изоляционным стеклом (IG) может включать два разделенных между собой субстрата 21, 24, как показано на фиг.4. Примеры оконных блоков с изоляционным стеклом (IG) иллюстрированы и описаны, например, в Патентах США №№5770321, 5800933, 6524714, 6541084 и US 2003/0150711. Фиг.4 иллюстрирует, что оконный блок с изоляционным стеклом (IG) может включать покрытый стеклянный субстрат, включающий стеклянный субстрат 21 и покрытие 23, соединенные с еще одним стеклянным субстратом через прокладку(-ки) 26, герметик(-и) или тому подобные с промежутком 28, сформированным между таковыми. Этот промежуток 28 между субстратами в вариантах исполнения блока с изоляционным стеклом (IG) в некоторых примерах может быть заполнен газом, таким как аргон (Ar), или, альтернативно, может быть заполнен воздухом. Пример блока с изоляционным стеклом (IG) может включать пару разнесенных друг от друга прозрачных стеклянных субстратов с толщиной около 4 мм каждый, один из которых здесь в определенных примерных случаях снабжен покрытием, где промежуток между субстратами может составлять от около 5 до 30 мм, более предпочтительно от около 10 до 20 мм и наиболее предпочтительно около 16 мм. В определенных примерных вариантах осуществления блока с изоляционным стеклом (IG) согласно настоящему изобретению покрытие исполнено так, что полученный блок с изоляционным стеклом (IG) (например, в порядке справки, пара прозрачных стеклянных субстратов толщиной 4 мм, разделенных между собой промежутком 16 мм с газообразным аргоном (Ar) в промежутке) имеет U-фактор (коэффициент теплопотерь) не более 1,25 Вт/(м2К), более предпочтительно не более 1,20 Вт/(м2К), еще более предпочтительно не более 1,15 Вт/(м2К) и наиболее предпочтительно не более 1,10 Вт/(м2К). В определенных примерных вариантах осуществления настоящего изобретения оконный блок с изоляционным стеклом (IG) может иметь коэффициент пропускания видимого света от 50-80%, более предпочтительно от 60-75%.
В свете вышеизложенного можно видеть, что защитный слой 27 и, необязательно, адгезив 25 служат для защиты покрытого листа от повреждения (например, процарапывания, коррозии и тому подобного) во время отгрузки, выгрузки, разрезания, обтачивания острых кромок и шлифовки, роботизированной переноски и переноски вручную. Примером полезности являются существенно более высокие производственные выходы пригодной продукции. В то время как эти защитные слои были использованы ранее для защиты защищающих от ультрафиолетового (UV) излучения покрытий и тому подобных во время отгрузки, они до сих не применялись для защиты энергосберегающих покрытий во время стадий изготовления и тому подобных, как здесь обсуждается.
ПРИМЕР
Только в качестве примера, и без ограничения, приготовили и испытали пример покрытого изделия. С привлечением фиг.5 на стеклянный субстрат 21 напылили энергосберегающее покрытие 23'. Материалы, использованные для энергосберегающего покрытия 23', перечислены ниже, в порядке удаления наружу от стеклянного субстрата; и в расположенной справа колонке перечислены приблизительные значения толщины в примере.
Примерные материалы/толщины для энергосберегающего покрытия 23'
Дальнейшие подробности, преимущества и характеристики этого энергосберегающего покрытия 23' можно найти в документе US с серийным номером 10/797561, который приведен здесь для сведения. Неожиданно было обнаружено, что характеристики сцепления между адгезивом 25 и нитридом кремния (верхний слой вышеназванного энергосберегающего покрытия) являются очень хорошими.
После напыления покрытия 23' на стеклянный субстрат 21 на верхнюю поверхность энергосберегающего покрытия наклеили полиэтиленовый защитный слой 27 (включающий 27а и/или 27b) с помощью адгезивного слоя 25 на основе акриловой кислоты. В этом отношении использовали окрашенную в синий цвет ленту 5057А от фирмы Nitto Denko. Этот покрытый лист, включающий слои 25, 27 согласно примеру, затем подвергли многочисленным испытаниям и сравнили с каждым из: (а) такого же покрытия, еще не покрытого слоями 25, 27, и (b) такого же покрытия, которое было предварительно покрыто подобными слоями 25, 27, но где слои были оторваны. Результаты таких испытаний проиллюстрированы на фиг.6.
Что касается разнообразных испытаний, иллюстрированных на фиг.6, щеточный тест представлял собой испытание на истирание, где для растирания покрытого листа использовали сухую щетку, чтобы имитировать ситуацию, где неожиданно прекратилось поступление воды в установку для мойки покрытого листа. Испытание на повреждение рукавицами представляло собой испытание на истирание с использованием истирающего материала, подобного таковому, обычно употребляемому в рукавицах работников, переносящих стекло. Тест со щипцами для стекла включал подвергание покрытого листа контакту со щипцами для переноски стекла.
На фиг.6 показано, что покрытые листы со слоями 25, 27 на таковых были гораздо менее повреждены в разнообразных испытаниях на истирание, чем покрытые изделия без таких слоев на таковых. На фиг.6 также показано, что защитный слой обеспечивает дополнительные упрочнение/защиту даже после того, как он был удален (см. образцы «синяя лента удалена», изображенные светлоокрашенными столбцами на фиг.6). Представляется, что это может быть обусловлено остаточным материалом из адгезивного слоя, который может оставаться на покрытии после отслаивания с защитного слоя. Эти дополнительные упрочнение/защита являются весьма благоприятными в особенности в плане обработки/манипулирования, которые происходят в период времени между удалением защитного слоя и тепловой обработкой.
Таким образом, в определенных примерных вариантах осуществления незащищенное покрытое изделие после отслаивания защитного слоя и, по меньшей мере, части адгезивного слоя является, по меньшей мере, в 3 раза более устойчивым (более предпочтительно, по меньшей мере, в 5 раз более устойчивым) к процарапыванию в условиях абразивного истирания при щеточном тесте и/или в испытании на повреждение рукавицами, чем сравнительное покрытое изделие, включающее стеклянный субстрат и энергосберегающее покрытие, которое никогда не имело нанесенного на таковое адгезивного слоя и защитного листа.
МНОЖЕСТВЕННЫЕ ЗАЩИТНЫЕ СЛОИ
Вышеописанные примерные варианты осуществления были успешно использованы в связи со снабженными энергосберегающим покрытием стеклянными субстратами. Например, см. Патентные Публикации США №№2005/0210921 и 2006/0065350, приведенные здесь для сведения. Однако все еще возможны дальнейшие усовершенствования этих базовых способов. Например, было бы полезным реализовать множество различных размеров покрытых стеклянных изделий. Вышеописанный защитный слой в настоящее время имеется в продаже с размерами по ширине приблизительно до 2,6 метров. Например, полимерные пленки (например, полиэтиленовые пленки), имеющие покрытия из самоклеящегося материала (PSA) на одной стороне пленки, которые имеют различные значения прочности сцепления или липкости и которые остаются по существу химически инертными в отношении покрытой стеклянной поверхности, были использованы в производстве многочисленных покрытых стеклянных изделий с разнообразными размерами. Но чтобы нанести покрытие на определенное более крупное по размеру стекло, например, потребовались бы более габаритные защитные слои. Например, в случае европейского большеразмерного стекла была бы нужна ширина 3,21 метра. Прочие большеразмерные панели подобным образом могут нуждаться во множественных защитных слоях.
В настоящее время невозможно нанести адгезивные самоклеящиеся материалы на пленки такой ширины. Соответственно этому широко употреблялись приспособления для применения двух или более рулонов пленки. Было обнаружено, что при укладке всех материалов внахлест с перекрыванием образуется маленький зазор, который действует как капилляр для переноса вдоль стыка используемой при раскройке жидкости, шлифовального охлаждающего средства и промывной воды. В результате отложений из воды происходит коррозия или остаются следы на напыленном покрытии, которые как таковые проявляются в виде волосной линии на покрытии после отпуска. Подобные линии наблюдались, когда пленки наносили одну за другой (например, соприкасаясь примерно через 25 мм).
В качестве примера и без ограничения эти компоновки визуально представлены на фиг.7 и 8. В частности, фиг.7 представляет вид поперечного сечения покрытого изделия, который показывает зазор, или капилляр, сформированный на стеклянном субстрате, когда на таковой нанесены два перекрывающихся защитных слоя, и фиг.8 представляет вид поперечного сечения покрытого изделия, который показывает зазор, или капилляр, сформированный на стеклянном субстрате, когда на таковой нанесены два примыкающих защитных слоя. Как должно быть принято во внимание, между первым и вторым защитными слоями 27а, 27b образуется зазор 31. Этот зазор формирует капилляр, как отмечено выше, типично вне зависимости от того, нанесены ли первый и второй защитные слои 27а, 27b с перекрыванием внахлест (фиг.7), или же в примыкающей компоновке (например, соединение встык или почти встык) (фиг.8).
Для разрешения этой и/или других проблем выше и ниже первого и второго защитных слоев 27а, 27b наносили защитные покрытия в жидкой форме. Жидкое покрытие помогало сократить зазоры, образующиеся между перекрывающимися и/или примыкающими защитными слоями (например, жидкое покрытие эффективно заполняет зазоры). Сокращение размеров зазоров (и иногда полное устранение таковых), в свою очередь, уменьшает (и иногда даже предотвращает) появление соответствующих капилляров.
Были использованы оба покрытия: на основе растворителя и отверждаемого ультрафиолетовым (UV) излучением. Жидкие покрытия были выбраны, по меньшей мере, на основе определенных характеристик. Эти характеристики включают, например, хорошую адгезию к защитным слоям, хорошую адгезию к покрытому стеклу и способность отслаиваться от покрытого стекла без оставления остатков. Альтернативно или дополнительно были признаны приемлемыми также материалы, которые иногда удалялись не полностью при отслаивании, но, тем не менее, могли быть начисто смыты или выжжены во время отпуска.
Жидкие материалы, включающие жидкое покрытие, могут быть нанесены разнообразными путями на стекло и/или защитный(-ые) слой(слои). Например, можно набрызгивать, экструдировать и/или накатывать жидкое покрытие на стекло и/или защитный(-ые) слой(слои). Разнообразные жидкие покрытия были найдены приемлемыми на основании, например, вышеописанных характеристик. В частности, разнообразные материалы на основе растворителей или отверждаемые ультрафиолетовым (UV) излучением были протестированы и идентифицированы как пригодные для употребления в описываемых здесь примерных вариантах осуществления. Например, были признаны пригодными маски на основе растворителей, имеющиеся на рынке в продаже от фирмы Socomor Aeronautic Finishing Solutions, включающие таковые материалы в серии, обозначенной торговым наименованием SOCOMASK, и, в частности, SOCOMASK PRT-18, как продукт на основе растворителя, продаваемый фирмой General Chemical Corp., в том числе такие материалы в серии с присвоенными торговыми наименованиями COSCOAT, DiscCoat и Stripcoat, и, в частности, COSCOAT 4300. Для отверждаемых ультрафиолетовым (UV) излучением материалов были найдены хорошо подходящими для определенных примерных вариантов осуществления продукты Magna-Cryl 3400, имеющиеся в продаже от фирмы Beacon Adhesives, Inc., и, в частности, Magna-Cryl 3401. Отверждаемые ультрафиолетовым (UV) излучением полимеры для временного маскирования, продаваемые под торговым наименованием SpeedMask® на рынке фирмой Dymax Corporation®, в особенности в серии 723, также были показаны как хорошо пригодные для определенных примерных вариантов осуществления. Могут быть также применимыми определенные модификации серии 723 с пониженной вязкостью, которые производятся по заказу для вариантов употребления с нанесением путем набрызгивания. Для таких материалов вязкость обычно варьирует в диапазоне от около 500 сантипуаз (сП, cps) до около 2500 сП при комнатной температуре.
С привлечением теперь фиг.9а-12b представлено описание разнообразных конфигураций защитного(-ых) слоя(-ев) и жидкого(-их) покрытия(-ий). Фиг.9а представляет вид поперечного сечения покрытого изделия, где жидкое покрытие и два перекрывающихся защитных слоя нанесены на покрытый стеклянный субстрат (например, покрытый энергосберегающим покрытием) согласно примерному варианту осуществления. На фиг.9а показан стеклянный субстрат 21 с энергосберегающим покрытием 23. Жидкое покрытие 33 наносят на покрытый стеклянный субстрат 21, по меньшей мере, вблизи области, где перекрываются первый и второй защитные слои 27а, 27b. Следует отметить, что термин «жидкий» как употребляемый здесь означает «текучий», а именно, по меньшей мере, частично текучий.
Подобным образом, фиг.9b представляет вид поперечного сечения покрытого изделия, где жидкое покрытие и два примыкающих защитных слоя нанесены на покрытый стеклянный субстрат согласно примерному варианту осуществления. Жидкое покрытие 33 наносят на покрытый стеклянный субстрат 21, по меньшей мере, поблизости от области, где соприкасаются первый и второй защитные слои 27а, 27b.
Таким образом, фиг.9а-b в совокупности показывают, как определенные примерные варианты осуществления облегчают нанесение, по меньшей мере, двух защитных слоев «сторона-к-стороне» (например, соединением встык или почти встык) или в перекрывающейся конфигурации для защиты покрытых стеклянных изделий, которые являются более крупногабаритными, чем полимерные пленки. В качестве примера и без ограничений в компоновке «соединения почти встык» зазор между двумя полимерными пленками может быть, например, настолько узким, что составляет долю миллиметра, между около 5-10 мм, или даже ширину в несколько дюймов. В перекрывающейся конфигурации величина перекрывания может варьировать, например, от около 1 мм до примерно нескольких дюймов. С точки зрения операций после изготовления (например, операции шлифования кромок) перекрывающаяся конфигурация была признана как действующая особенно хорошо при перекрывании примерно на 1 дюйм (25,4 мм).
Кроме того, в порядке примера и без ограничения, в плане вышеперечисленных материалов, покрытия на основе растворителей были определены как действующие в особенности хорошо для компоновки соединения встык, тогда как отверждаемые ультрафиолетовым (UV) излучением покрытия были признаны как действующие особенно хорошо для перекрывающейся конфигурации (например, поскольку не содержат растворителей, которые задерживались бы под многослойными полимерными пленками). Разумеется, должно быть принято во внимание, что хотя определенные примерные варианты осуществления действуют в особенности хорошо с материалами, которые могут быть удалены отслаиванием, настоящее изобретение этим не ограничивается. Например, могут быть использованы защитные покрытия, которые могут быть селективно нанесены с конфигурациями соединений встык или внахлест и при необходимости удалены водой, щелочью и/или выжиганием при температурах отпуска.
Фиг.10 представляет вид поперечного сечения покрытого изделия, где жидкое покрытие наносят на первый защитный слой и где второй защитный слой перекрывается с первым защитным слоем поблизости от области, в которой первый защитный слой нанесен в виде покрытия согласно примерному варианту осуществления. Как было описано выше, жидкое покрытие 33 наносят, по меньшей мере, в области поблизости от места, где первый защитный слой 27а перекрывается вторым защитным слоем 27b. Однако жидкое покрытие 33 скорее может быть нанесено на один или на оба из первого защитного слоя 27а и второго защитного слоя 27b, нежели на покрытую стеклянную поверхность.
Фиг.11 представляет вид поперечного сечения покрытого изделия, где первое жидкое покрытие нанесено на покрытый стеклянный субстрат под двумя защитными слоями и где второе жидкое покрытие нанесено поверх примыкающих защитных слоев согласно примерному варианту осуществления. На фиг.11 первое жидкое покрытие 33а наносят, по меньшей мере, под соприкасающимися концами первого и второго защитных слоев 27а, 27b. Кроме того, второе жидкое покрытие 33b наносят, по меньшей мере, поверх соприкасающихся концов первого и второго защитных слоев 27а, 27b. Должно быть принято во внимание, что хотя первый и второй защитные слои показаны на фиг.11 как непосредственно примыкающие друг к другу, настоящее изобретение этим не ограничивается. Например, как описано выше, первый и второй защитные слои могут быть в раздвинутом положении с образованием зазора между ними, как отмечено выше.
Фиг.12а представляет вид поперечного сечения покрытого изделия, где первое жидкое покрытие нанесено на покрытый стеклянный субстрат под двумя примыкающими защитными слоями, где второе жидкое покрытие нанесено поверх соседствующих защитных слоев и где третий защитный слой нанесен поверх второго жидкого покрытия согласно примерному варианту осуществления. Первое жидкое покрытие 33а наносят, по меньшей мере, под соприкасающимися концами первого и второго защитных слоев 27а, 27b. Кроме того, второе жидкое покрытие 33b наносят, по меньшей мере, поверх соприкасающихся концов первого и второго защитных слоев 27а, 27b. Третий защитный слой 27с наносят на второе жидкое покрытие 33b так, чтобы, по меньшей мере, частично покрывать второе жидкое покрытие 33b и, по меньшей мере, частично охватывать первый и второй защитные слои 27а, 27b.
Фиг.12b представляет вид поперечного сечения покрытого изделия, где первое жидкое покрытие нанесено на покрытый стеклянный субстрат под двумя защитными слоями, где второе жидкое покрытие нанесено поверх примыкающих защитных слоев и где третье жидкое покрытие нанесено поверх второго жидкого покрытия согласно примерному варианту осуществления. Первое жидкое покрытие 33а наносят, по меньшей мере, под соприкасающимися концами первого и второго защитных слоев 27а, 27b. Кроме того, второе жидкое покрытие 33b наносят, по меньшей мере, поверх соприкасающихся концов первого и второго защитных слоев 27а, 27b. Третье жидкое покрытие 33с наносят на второе жидкое покрытие 33b так, чтобы, по меньшей мере, частично покрывать второе жидкое покрытие 33b. Оно также может, по меньшей мере, частично охватывать первый и второй защитные слои 27а, 27b. Должно быть принято во внимание, что хотя первый и второй защитные слои показаны на фиг.12а и 12b как непосредственно примыкающие друг к другу, настоящее изобретение этим не ограничивается. Например, как описано выше, первый и второй защитные слои могут быть в раздвинутом положении с образованием зазора между ними, как отмечено выше.
Должно быть принято во внимание, что вышеназванные конфигурации представлены в качестве примера и без ограничения. Другие компоновки могут быть использованы вместо показанных и описанных здесь конфигураций или в дополнение к таковым. Также должно быть принято во внимание, что описываемые здесь способы могут быть использованы в определенных примерных случаях с покрытыми стеклянными субстратами и/или непокрытыми стеклянными субстратами. Также должно быть принято во внимание, что вышеописанные адгезивные слои могут быть сформированы непосредственно на защитных листах или могут представлять собой отдельные слои, наносимые на энергосберегающее покрытие на стеклянном субстрате. В последнем случае, например, некоторые из вышеописанных примерных вариантов осуществления могут быть модифицированы так, чтобы защитные слои и/или жидкие покрытия скорее наносились на адгезивный слой, нежели непосредственно на энергосберегающее покрытие.
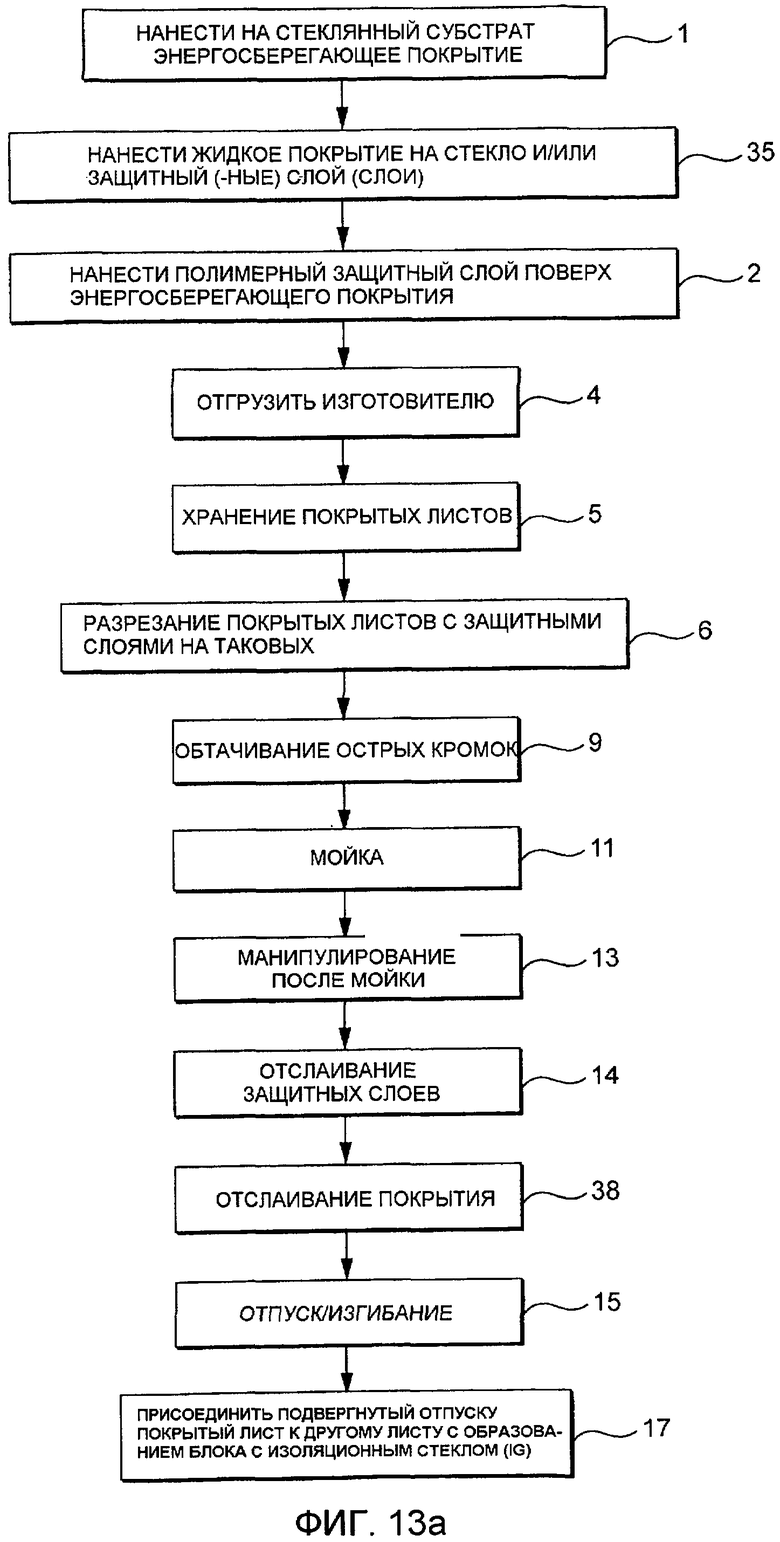
На фиг.13а-13с представлены блок-схемы, иллюстрирующие определенные примерные стадии, выполняемые в определенных примерных вариантах осуществления. Фиг.13а-13с подобны фиг.3. Однако фиг.13а требует дополнительной стадии нанесения жидкого покрытия на стеклянный субстрат (или на сформированное на таковом энергосберегающее покрытие) и/или защитный(-е) слой(слои) (стадия 35). В конечном итоге может потребоваться отслаивание этого покрытия (стадия 38), или, как описано выше, таковое может быть удалено во время мойки, обжига и т.д. Процесс, показанный в фиг.13а, может быть использован для получения, например, промежуточных продуктов, показанных и описанных с привлечением фиг.9а, 9b и 10.
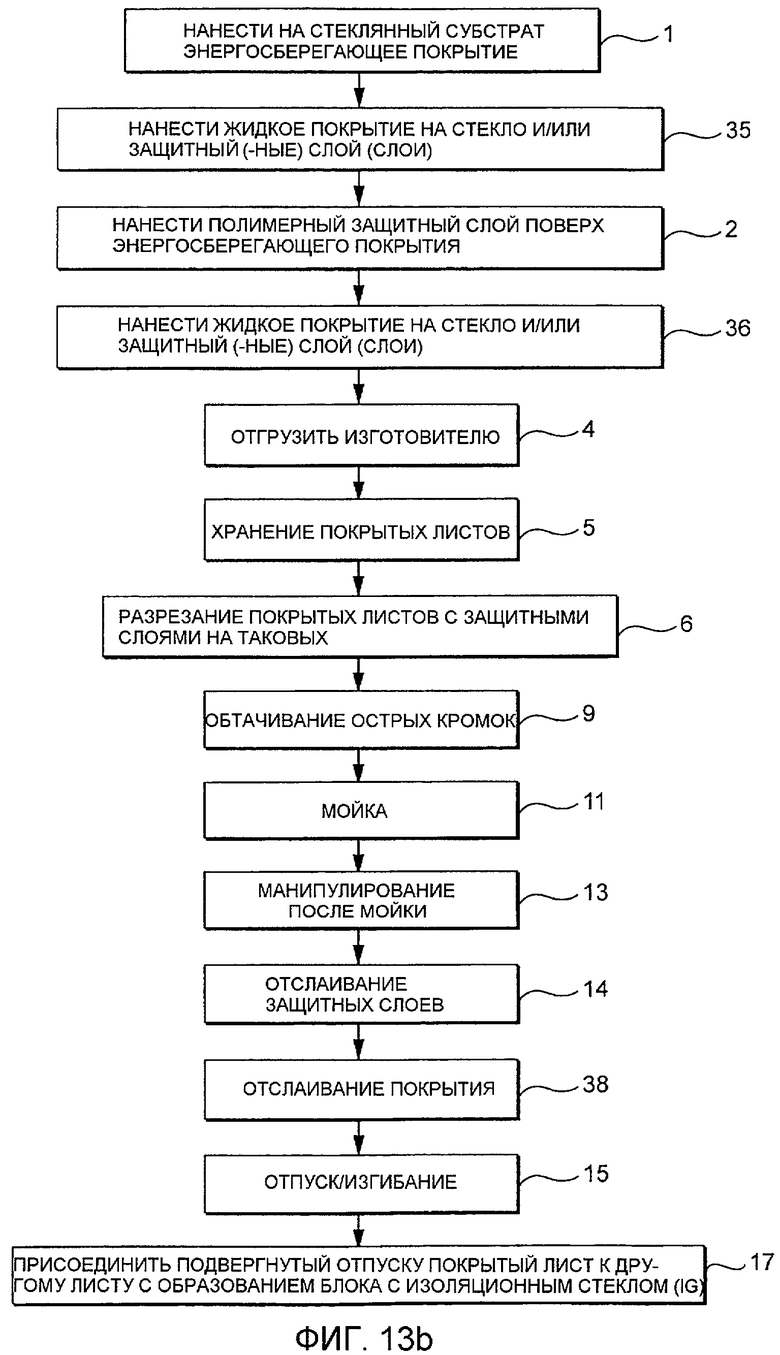
В дополнение к таковым стадиям, представленным на фиг.13а, фиг.13b также требует, чтобы жидкое покрытие было нанесено на стекло (или на сформированное на таковом энергосберегающее покрытие) и/или на защитный(-е) слой(слои) (стадия 36). Может потребоваться выполнение этой стадии после того, как защитные слои размещены на энергосберегающем покрытии, для создания надлежащего уплотнения с помощью жидкого(-их) покрытия(-ий). Дополнительно могут оказаться необходимыми множественные акты отслаивания (например, в стадии 38). Процесс, показанный на фиг.13b, может быть использован для получения, например, промежуточных продуктов, показанных и описанных с привлечением фиг.11. В определенных примерных вариантах осуществления защитное(-ые) покрытие(-я) 33 (после нанесения в жидкой форме и последующего отверждения до твердой или квазитвердой формы) отслаивают вместе с нижележащим(-и) и/или вышележащим(-и) защитным(-и) слоем(-ями) 27.
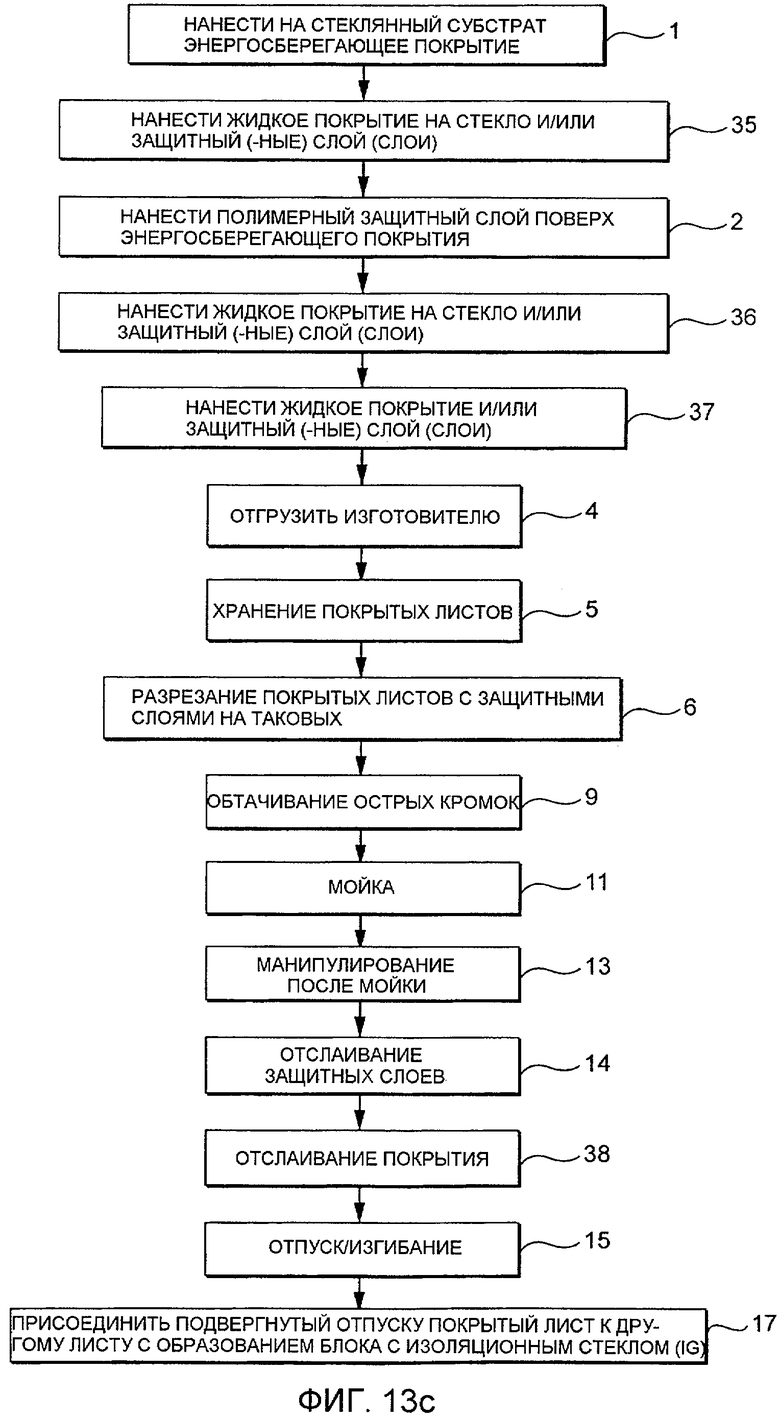
Наконец, в дополнение к таковым стадиям, представленным на фиг.13b, фиг.13с также требует, чтобы были нанесены дополнительное жидкое покрытие и/или защитный слой (стадия 37). Дополнительное жидкое покрытие и/или защитный слой могут быть нанесены на жидкое покрытие, которое существует на верхней поверхности первого и второго защитных слоев. Процесс, показанный на фиг.13с, может быть использован, например, для получения промежуточных продуктов, показанных и описанных с привлечением фиг.12а и 12b.
В свете вышеизложенного должно быть принято во внимание, что определенные примерные варианты осуществления имеют отношение к средствам полного покрытия панелей временными защитными слоями пленки, включающим два или более рулонов защитных слоев (например, полимерных пленок) в сочетании с одним или более жидкими покрытиями на основе растворителей или отверждаемых ультрафиолетовым (UV) излучением. Эти способы также могут быть использованы для изготовления блоков с изоляционным стеклом (IG).
В определенных примерных вариантах осуществления настоящего изобретения представлен способ изготовления окна, способ, включающий: формирование многослойного энергосберегающего покрытия на стеклянном субстрате; создание комбинации из (i), по меньшей мере, одного гибкого защитного листа в нежидкой форме и (ii) мокрого защитного покрытия, которое является мокрым во время нанесения, на стеклянном субстрате поверх, по меньшей мере, части энергосберегающего покрытия; нанесение мокрого защитного покрытия в жидкой форме до и/или после того, как, по меньшей мере, один гибкий защитный лист будет нанесен на субстрат поверх энергосберегающего покрытия; и после названного создания и нанесения стадии разрезания, обтачивания острых кромок и/или мойки покрытого изделия. В определенных примерных вариантах осуществления узкая лента третьего нежидкого защитного листа (например, состоящего из усадочной полиолефиновой пленки (TPF) или включающего таковую) может быть нанесена поверх жидкого защитного покрытия, которое перекрывает обе стороны зазора в конфигурации соединения встык. В определенных примерных вариантах осуществления узкая лента третьего нежидкого защитного листа (например, состоящего из усадочной полиолефиновой пленки (TPF) или включающего таковую) может быть предварительно покрыта жидким адгезивом перед нанесением таковой поверх энергосберегающего покрытия.
В то время как изобретение было описано в связи с тем, что в настоящее время рассматривается как наиболее практичный и предпочтительный вариант исполнения, должно быть понятно, что изобретение не ограничивается раскрытым вариантом осуществления, но, напротив, предполагается охватывающим разнообразные модификации и эквивалентные компоновки, входящие в рамки смысла и области прилагаемых пунктов формулы изобретения.
Изобретение относится к способу получения и/или транспортирования покрытого стеклянного изделия. В определенных примерных вариантах осуществления настоящего изобретения представлен способ получения окна, способ, включающий: формирование многослойного энергосберегающего и/или солнцезащитного покрытия на стеклянном субстрате; нанесение, по меньшей мере, двух гибких защитных листов в нежидкой форме на стеклянный субстрат поверх, по меньшей мере, части энергосберегающего и/или солнцезащитного покрытия; нанесение, по меньшей мере, одного защитного покрытия в жидкой форме до и/или после того, как размещены гибкие защитные листы, чтобы уменьшить один или более зазоров, образованных между энергосберегающим и/или солнцезащитным покрытием и гибким(-и) защитным(-и) листом(-ами) и/или между гибкими защитными листами; и выполнение одной или более операций разрезания, обтачивания острых кромок и/или мойки покрытого изделия с защитным покрытием и защитными листами на таковом, и отслаивание защитных листов и, по меньшей мере, части защитного покрытия от верхней поверхности энергосберегающего и/или солнцезащитного покрытия. Затем может быть выполнена тепловая обработка (например, термический отпуск), и подвергнутое тепловой обработке покрытое изделие может быть использовано в оконном блоке или тому подобном. Технический результат заключается в отсутствии или сокращении зазоров, образующихся между перекрывающимися и/или примыкающими защитными слоями. 3 н. и 16 з.п. ф-лы, 17 ил., 1 пр.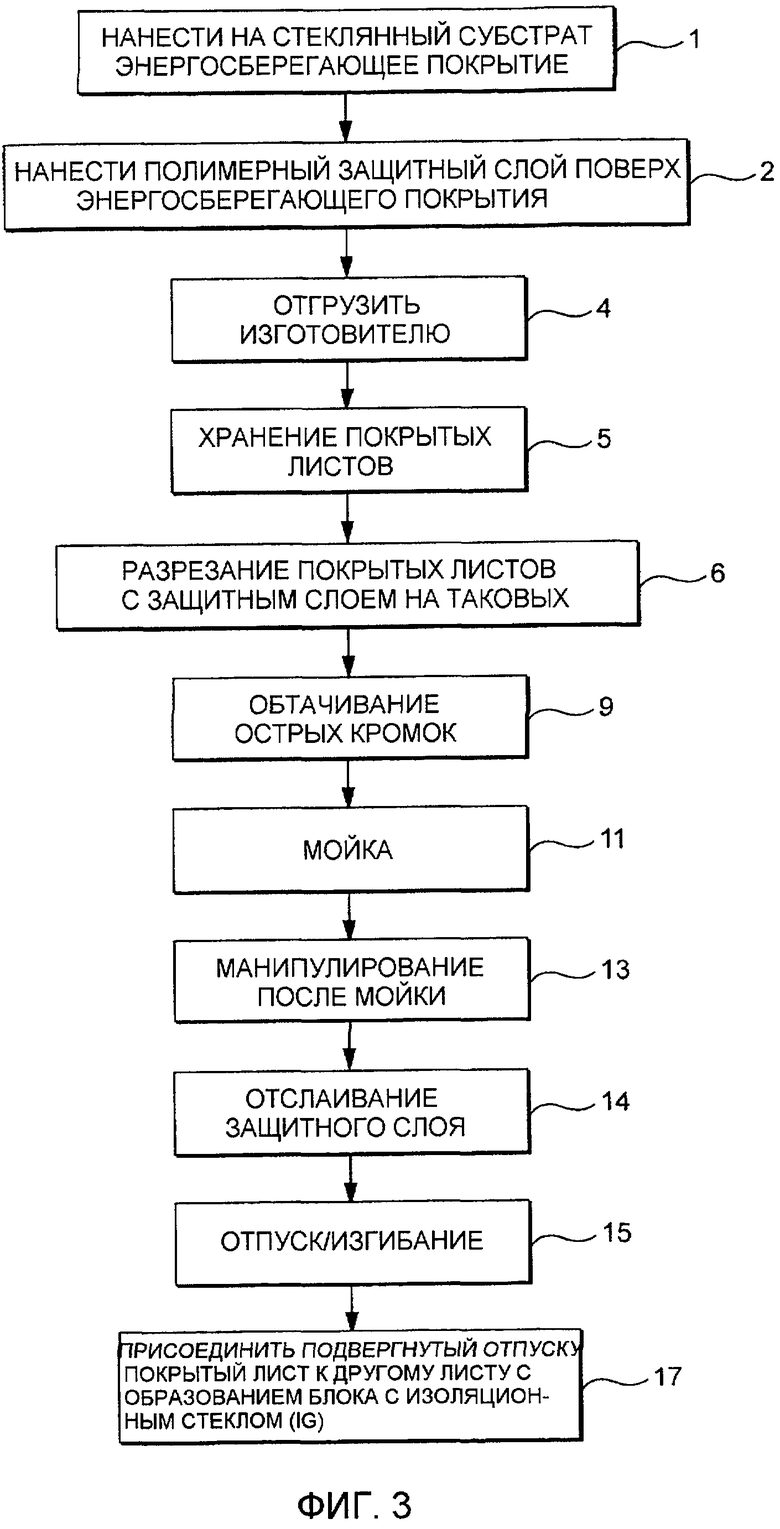
1. Способ получения оконного блока с изоляционным стеклом (IG), в котором формируют многослойное энергосберегающее покрытие на стеклянном субстрате, причем энергосберегающее покрытие включает, по меньшей мере, один отражающий инфракрасное (IR) излучение слой, включающий серебро, сэндвичеобразно размещенный между, по меньшей мере, первым и вторым диэлектрическими слоями, приклеивают, по меньшей мере, два гибких защитных листа в нежидкой форме на верхнюю поверхность энергосберегающего покрытия с помощью, по меньшей мере, одного адгезивного слоя с образованием защищенного покрытого изделия, наносят, по меньшей мере, одно защитное покрытие в жидкой форме непосредственно на энергосберегающее покрытие и/или поверх, по меньшей мере, одного из гибких защитных листов для уменьшения одного или более зазоров, образованных между энергосберегающим покрытием и гибким/ми защитным/ми листом/ами и/или между гибкими защитными листами, осуществляют после нанесения и отверждения защитного покрытия отгрузку защищенного покрытого изделия изготовителю оконных блоков с изоляционным стеклом (IG), на предприятии-изготовителе разрезают защищенное покрытое изделие на куски с надлежащими формами и размерами с защитными листами на таковых, обтачивают острые кромки на защищенном покрытом изделии с защитными листами на нем и/или моют защищенное покрытое изделие с защитными листами на нем, чтобы после разрезания, обтачивания острых кромок и/или мойки защитные листы и защитные покрытия оставались, по меньшей мере, частично приклеенными к верхней поверхности энергосберегающего покрытия, после разрезания, обтачивания острых кромок и/или мойки выполняют отслаивание защитных листов от верхней поверхности энергосберегающего покрытия с образованием незащищенного покрытого изделия и также удаляют, по меньшей мере, часть защитного покрытия при отслаивании защитных листов, после отслаивания защитных листов с верхней поверхности энергосберегающего покрытия осуществляют термический отпуск покрытого изделия, включающего стеклянный субстрат и энергосберегающее покрытие, и после названного отпуска присоединяют покрытое изделие, включающее стеклянный субстрат и энергосберегающее покрытие, к еще одному стеклянному субстрату с образованием оконного блока с изоляционным стеклом (IG).
2. Способ по п.1, в котором защитные листы включают полиэтилен.
3. Способ по п.1, в котором, по меньшей мере, одно защитное покрытие, наносимое первоначально в жидкой форме, включает жидкое покрытие на основе растворителей или таковое, отверждаемое ультрафиолетовым (UV) излучением.
4. Способ по п.1, в котором, по меньшей мере, одно защитное покрытие, наносимое первоначально в жидкой форме, наносят набрызгиванием, экструдированием или накатыванием валиком.
5. Способ по п.1, в котором, по меньшей мере, два гибких защитных листа включают первый защитный лист и второй защитный лист, приклеиваемые к верхней поверхности энергосберегающего покрытия так, что первый и второй защитные листы перекрываются друг с другом, по меньшей мере, на частях кромок таковых.
6. Способ по п.5, в котором первый и второй защитные листы перекрывают, по меньшей мере, на 1 дюйм (25,4 мм).
7. Способ по п.5, в котором, по меньшей мере, одно жидкое покрытие наносят на верхнюю поверхность энергосберегающего покрытия поблизости от места, при этом первый и второй защитные листы перекрываются или будут перекрываться.
8. Способ по п.5, в котором, по меньшей мере, одно защитное покрытие, наносимое первоначально в жидкой форме, наносят на верхнюю поверхность первого защитного листа поблизости от места, при этом первый и второй защитные листы перекрываются или будут перекрываться.
9. Способ по п.1, в котором, по меньшей мере, два гибких защитных листа включают первый защитный лист и второй защитный лист, приклеенные к верхней поверхности энергосберегающего покрытия в слегка раздвинутом состоянии так, что между первым и вторым защитными слоями образуется зазор.
10. Способ по п.9, в котором первый и второй защитные листы размещают на расстояние около 5-10 мм.
11. Способ по п.9, в котором первое жидкое покрытие наносят непосредственно на верхнюю поверхность энергосберегающего покрытия поблизости от места, где сформирован или будет сформирован зазор между первым и вторым защитными слоями.
12. Способ по п.11, в котором второе жидкое покрытие наносят на верхнюю поверхность первого и второго защитных слоев поблизости от места, где сформирован или будет сформирован зазор между первым и вторым защитными слоями.
13. Способ по п.12, в котором третий защитный слой приклеивают к первому и второму защитным слоям так, что третий защитный слой приклеивается поверх, по меньшей мере, второго жидкого покрытия.
14. Способ по п.12, в котором третье жидкое покрытие приклеивают к первому и второму защитным слоям так, что третье жидкое покрытие приклеивается поверх второго жидкого покрытия.
15. Способ получения оконного блока, в котором напыляют многослойное энергосберегающее и/или солнцезащитное покрытие на стеклянный субстрат, причем покрытие включает, по меньшей мере, один отражающий инфракрасное (IR) излучение слой, сэндвичеобразно размещенный между, по меньшей мере, первым и вторым диэлектрическими слоями, приклеивают, по меньшей мере, два защитных листа в нежидкой форме к верхней поверхности покрытия с образованием защищенного покрытого изделия, наносят, по меньшей мере, одно защитное покрытие, первоначально в жидкой форме, непосредственно на покрытие и/или поверх, по меньшей мере, одного из гибких защитных листов для уменьшения одного или более зазоров, образованных между покрытием и гибким/ми защитным/ми листом/ами и/или между гибкими защитными листами, отверждают защитное покрытие, после отверждения защитного покрытия и нанесения защитных листов разрезают защищенное покрытое изделие, по меньшей мере, по одной форме и одному размеру, с защитными листами и защитным покрытием на таковом, и после этого моют защищенное покрытое изделие с защитными листами и защитным покрытием на нем, чтобы после разрезания и мойки, по меньшей мере, защитные листы, по меньшей мере, частично оставались на стеклянном субстрате, после названных разрезания и мойки отслаивают защитные листы от верхней поверхности покрытия с образованием по существу незащищенного покрытого изделия, после отслаивания защитных листов от верхней поверхности покрытия вносят незащищенное покрытое изделие в печь и осуществляют тепловую обработку в печи незащищенного покрытого изделия, включающего стеклянный субстрат и покрытие, и после отпуска используют подвергнутое отпуску покрытое изделие для изготовления оконного блока.
16. Способ по п.15, в котором защитные листы включают полиэтилен.
17. Способ по п.15, в котором защитное покрытие при первоначальном нанесении включает жидкое покрытие на основе растворителей или таковое, отверждаемое ультрафиолетовым (UV) излучением.
18. Способ получения окна, способ, в котором формируют многослойное энергосберегающее и/или солнцезащитное покрытие на стеклянном субстрате, наносят, по меньшей мере, два гибких защитных листа в нежидкой форме на стеклянный субстрат поверх, по меньшей мере, части энергосберегающего и/или солнцезащитного покрытия, наносят, по меньшей мере, одно защитное покрытие в жидкой форме до и/или после того, как размещены гибкие защитные листы для уменьшения одного или более зазоров, образованных между энергосберегающим и/или солнцезащитным покрытием и гибким/ми защитным/ми листом/ами и/или между гибкими защитными листами, разрезают, обтачивают острые кромки и/или моют покрытые изделия, необязательно с защитным покрытием и защитными листами на таковом, и отслаивают защитные листы и, по меньшей мере, части защитного покрытия от верхней поверхности энергосберегающего и/или солнцезащитного покрытия до или после разрезания, обтачивают острые кромки и/или моют.
19. Способ по п.18, также включающий после отслаивания защитных листов от верхней поверхности энергосберегающего покрытия термический отпуск покрытого изделия, включающего стеклянный субстрат и энергосберегающее покрытие, и после названного отпуска применение покрытого изделия в оконном блоке.
| WO 2005100276 A1, 27.10.2005 | |||
| Аппарат К.С.Тернового и С.И.Билыка для вправления переломов лодыжек с подвывихами и вывихами стопы | 1986 |
|
SU1371702A1 |
| WO 2006036605 A1, 06.04.2006 | |||
| СПОСОБ ПРОФИЛАКТИКИ ИНФЕКЦИОННО-ВОСПАЛИТЕЛЬНЫХ ОСЛОЖНЕНИЙ У ЖЕНЩИН С СУБМУКОЗНОЙ МИОМОЙ МАТКИ ПОСЛЕ ГИСТЕРОРЕЗЕКТОСКОПИИ | 2013 |
|
RU2565444C2 |

