Настоящее изобретение относится к способу изготовления запечатанной пачки для хранения и дозирования потребительских изделий, в частности курительных изделий, например сигарет.
Курительные изделия, например сигареты, обычно упакованы в пачки с откидной крышкой, выдвижные пачки с оболочкой, в пачки с жестким корпусом или в пачки с мягким корпусом. Обычным методом сохранения свежести упомянутых курительных изделий является запечатывание пачек, особенно пачек с откидными крышками, в защитный материал, например в полипропиленовую обертку. В качестве альтернативы курительные изделия могут запечатываться в пачке только из запечатываемого материала, без использования дополнительных защитных слоев.
Например, ЕР-А-751069 раскрывает способ изготовления такой запечатанной пачки. На первой стадии способный запечатываться материал вводят в U-образный карман устройства для упаковки курительных изделий. На второй стадии группу курительных изделий перемещают в U-образный карман. На третьей стадии способный запечатываться материал обертывают вокруг группы курительных изделий. На завершающей стадии способный запечатываться материал запечатывают вокруг группы курительных изделий, таким образом образуя запечатанную пачку.
Способ уровня техники имеет недостаток, который заключается в том, что способный запечатываться материал уплотняется, когда курительные изделия уже содержатся в запечатываемом материале. Таким образом, запечатывание способного запечатываться материала происходит против курительных изделий и может потенциально подвергать курительные изделия воздействию нежелательного количества локального тепла.
Другой способ, устраняющий данный недостаток, раскрыт в ЕР-А-1686060. В данном случае курительные изделия также вводятся в способный запечатываться материал, выполненный U-образным. Затем этот материал запечатывается отдельно от группы курительных изделий, чтобы он при этом не опирался на курительные изделия. Недостаток данного способа заключается в том, что требуются дополнительные операции сгиба, а также дополнительный запечатываемый материал.
Настоящее изобретение описывает новый и усовершенствованный способ изготовления запечатанной пачки, содержащей курительные изделия, который устраняет упомянутые недостатки и сохраняет качество содержащихся в пачке курительных изделий.
В частности, способ изготовления запечатанной пачки, содержащей потребительские изделия, такие как курительные изделия, по изобретению включает стадии:
- получения группы курительных изделий;
- обеспечения рукава;
- обертывания способного запечатываться материала вокруг наружной поверхности рукава;
- по меньшей мере частичного запечатывания способного запечатываться материала при обертывании его вокруг рукава в его дне и вдоль его длины;
- проталкивания группы курительных изделий через рукав таким образом, чтобы отделить частично запечатанный материал от рукава;
- запечатывания частично запечатанного материала в верху таким образом, чтобы образовать запечатанную пачку.
Форма рукава и группирование курительных изделий в нем определяют форму запечатанной пачки. Запечатанная пачка может иметь поперечное сечение, которое не имеет углов или имеет некоторое количество углов, образуя, например, окружность, овал, эллипс, полукруг, полуэллипс, треугольник, квадрат, прямоугольник, шестиугольник, восьмиугольник или любую другую форму. Особенно предпочтительными являются круглая или эллипсоидная формы, формы, включающие линии симметрии, такие как два полукруга или полуэллипса, соединенные друг с другом вдоль их основных линий, образуя форму с двумя углами и двумя закругленными кромками в симметрии друг с другом, или прямоугольники, которые образуют пачки, имеющие форму параллелепипеда.
В одной запечатанной пачке по изобретению обычно содержится множество изделий, например 20. Однако запечатанная пачка по изобретению может также содержать только одно изделие, например эксклюзивный курительный продукт, такой как сигара, или дорогую пряность, такую как ваниль или корицу.
Посредством выбора соответствующих измерений пачка может быть выполнена с возможностью размещения, например, десяти, пятнадцати, шестнадцати, семнадцати, восемнадцати, девятнадцати, двадцати, двадцати одного или двадцати пяти курительных изделий. Данные изделия могут размещаться в различных порядках в зависимости общего количества курительных изделий. Например, курительные изделия могут размещаться в один ряд по шесть, семь, восемь, девять или десять; в два ряда по пять, шесть, семь, восемь, девять или десять; в два ряда по 5-6, 6-7, 7-8; в три ряда по 5-5-5, 5-6-5, 6-5-6, 5-6-7, 6-7-6, 7-5-7, 7-6-7, 7-7-7, 8-9-8; в четыре ряда по четыре, пять или шесть.
Термин "пачка", используемый в данном документе, включает любую группу упакованных потребительских изделий - либо запечатанную либо незапечатанную.
Термин "шов", используемый в данном документе, включает любой тип участка, линии или места, в котором запечатывается запечатываемый материал.
Термин "запечатывание", используемый в данном документе, включает любой тип соединения частей запечатываемого материала таким образом, чтобы сделать это соединение достаточно газонепроницаемым. Запечатывание может быть осуществлено, например, посредством приложения или генерирования тепла, такого как термическое склеивание, сварка или т.п. способы, или посредством применения ультразвука, давления, электромагнитных полей или т.п.
Термин "газонепроницаемый", используемый в данном документе, следует понимать как являющийся достаточно газонепроницаемым для того, чтобы поддерживать разность давлений между внутренним пространством пачки и внешней средой в течение длительного периода до момента, когда пачка будет впервые открыта.
Термин "сохранить качество" необходимо понимать как потребительские изделия, у которых по существу нет разницы между состоянием, в котором находятся изделия в пачках, когда они выпускаются из фабрики, и состоянием, в котором они находятся в момент первого открытия пачки, имея в виду все важные качества изделия, такие как вкус, запах, наличие микроорганизмов, внешнее качество на вид и на ощупь, влагосодержание и все другие физические, химические или биологические свойства.
Предпочтительно, потребительские изделия были слегка сжаты перед тем, как они проталкиваются в рукав. Это эффективно компенсирует толщину рукава, когда потребительские изделия снова отделяются от рукава, предпочтительно образуя плотно упакованную запечатанную пачку.
В соответствии со способом по изобретению трубчатая обертка уплотняется с двух сторон, то есть вдоль ее длины, и в ее дне, когда ее обертывают вокруг рукава, а не вокруг курительных изделий. Только после этого курительные изделия вводят в трубчатую обертку. Таким образом, курительные изделия не будут подвергаться воздействию тепла во время данных двух уплотнительных операций.
Способ, соответствующий данному изобретению, особенно предпочтителен, если группу курительных изделий образуют сигареты с фильтром, содержащие фильтрующий конец и табачный стержневой конец. В таком случае предпочтительно, чтобы сигареты с фильтром проталкивались в частично запечатанный материал табачным стержнем вперед. В этом случае окончательное запечатывание способного запечатываться материала будет осуществляться против фильтрующих концов группы курительных изделий, а сигаретные фильтры обычно нечувствительны к теплу.
В другом предпочтительном варианте осуществления способа по изобретению способный запечатываться материал обертывается вокруг рукава таким образом, что первый и второй концы способного запечатываться материала перекрываются для образования бокового шва, который затем уплотняется. В данном варианте осуществления перекрывающиеся области способного запечатываться материала, запечатанные вдоль бокового шва, затем сгибаются к плоской поверхности, причем при запечатывании перекрывающиеся области образуют нижний шов. Затем плоская поверхность отделяется от рукава таким образом, чтобы обеспечить проталкивание группы курительных изделий через внутренний канал рукава в частично запечатанный материал. Данный вариант осуществления является особенно эффективным с точки зрения изготовления.
Обычно множество рукавов размещается на периферии пошагово поворачиваемого колеса упаковочной машины, делающего остановки в положениях, в которых осуществляются определенные стадии способа по изобретению. На этом колесе данные стадии обычно выполняются одновременно на разных пачках.
В другом предпочтительном варианте осуществления способа по изобретению рядом с рукавом размещается держатель. Группа курительных изделий проталкивается через внутренний канал рукава для проталкивания курительных изделий совместно с частично запечатанным материалом из рукава в держатель. Затем трубчатая обертка, удерживаемая держателем, закрывается в ее верха посредством сгибания перекрывающихся областей частично запечатанного материала к концам курительных изделий, содержащихся в трубчатой обертке, для образования нижнего шва. Затем трубчатая обертка уплотняется вдоль верхнего шва для образования запечатанной пачки. Данный вариант осуществления также является особенно эффективным с точки зрения изготовления. Обычно множество держателей прикрепляются в цепочку для дополнительной обработки. После каждой окончательной уплотнительной операции цепочка с держателями поворачивается в следующее положение для приема следующей пачки.
Предпочтительно, способным запечатываться материалом является однослойная пластмассовая пленка, например, выполненная из ориентированного полипропилена или полиэтилентерефталата.
Такая запечатанная пачка может быть использована, например, для обеспечения запечатанных сменных пачек для заполняемой наружной упаковки, такой как стандартная пачка с откидной крышкой, выдвижная пачка с оболочкой, специальная пачка, выполненная из пластмассы или металла, или другая пригодная упаковка для размещения запечатанной пачки курительных изделий. Это предпочтительно уменьшает общее количество требуемого материала, таким образом делая данный вариант осуществления особенно эффективным по стоимости, одновременно уменьшающим количество получаемых отходов. При необходимости пластмассовая пленка может быть металлизирована для обеспечения улучшенных защитных свойств, например для повышения газонепроницаемости запечатанной пачки.
В другом варианте осуществления способа по изобретению способным запечатываться материалом является многослойная пленка, например ламинированная пленка, содержащая ламинированную структуру из ориентированного полипропилена - алюминия - ориентированного полипропилена или ламинированную структуру из полиэтилентерефталата - алюминия - полиэтилентерефталата. Конечно, в качестве верхнего защитного слоя возможно также использование других материалов, помимо алюминия, например сополимера этилен-винилового спирта или поливинилиденхлорида.
Другие подходящие, способные запечатываться материалы включают, помимо прочих, ламинированный материал металл/пластик, ламинированный материал пластик/металл/пластик, ламинированный материал пластик/бумага/пластик, или их комбинации; металлизированную полимерную пленку, металлизированную бумагу, металлизированный картон, непрозрачную полимерную пленку без содержания металла, металл, сплав и любые их комбинации. Предпочтительно использовать материал, содержащий один слой алюминия, такой как чистая алюминиевая фольга или ламинированный материал алюминий/пластик или комбинаций, или ламинированный материал пластик/алюминий/пластик, или их комбинации. В качестве пластика могут использоваться обычные полимеры или смеси полимеров. Другие пригодные полимеры включают, помимо прочих, полиолефины, предпочтительно полиэтилен и полипропилен, поликарбонаты, полиуретаны и полистиролы. Материалы оболочки могут также содержать добавки, такие как красители, ароматические вещества, дезинфицирующие вещества, наполнители и стабилизаторы. Предпочтительно, если самый наружный слой материала оболочки содержит красители.
Ламинированная структура способного запечатываться материала предпочтительно является такой, что лицевая сторона способного запечатываться материала уплотняется с обратной стороной такого же способного запечатываться материала.
В предпочтительном варианте осуществления способа по изобретению самый наружный слой способного запечатываться материала является пригодным для печатания. Это является предпочтительным, принимая во внимание снабжение изделия торговой маркой или т.п. Могут быть использованы различные технологии печати. Глубокая реверсивная печать может быть предпочтительной так, чтобы рисунок и графика были защищены наружным слоем. В данном случае наружный слой должен быть, по меньшей мере, частично прозрачным, чтобы через него была видна печать.
В соответствии с предпочтительным вариантом осуществления способа по изобретению способный запечатываться материал содержит по меньшей мере одну отрывную полоску для открытия запечатанной пачки. Это обеспечивает удобное открытие запечатанной пачки. Данная отрывная полоска может размещаться в разных положениях в горизонтальном направлении для обеспечения разного уровня доступа в зависимости от длины конкретного изделия.
Отрывная полоска обычно содержит ушко, которое может удобно захватываться для открытия запечатанной пачки. В зависимости от конечного использования запечатанной пачки может быть использовано другое положение ушка. Например, если запечатанная пачка используется с различными заполняемыми упаковками, такими как пачки с откидными крышками, выдвижные пачки с оболочкой, мягкие пачки или другие упаковки, имеющие разные способы открытия и соответственно различные способы получения доступа к ушку. В данном случае запечатанная пачка может содержать две или более отрывные полоски, например три или четыре, таким образом, по меньшей мере, одна отрывная полоска находится в удобном положении, независимо от того в какую заполняемую упаковку заправляется запечатанная пачка.
Предпочтительно, способный запечатываться материал содержит средство повторного закрывания для обеспечения многократного открытия и повторного закрытия запечатанной пачки. Таким средством повторного закрывания может быть, например, этикетка с липкой поверхностью. Открытие с возможностью повторного закрытия улучшает защиту сигарет, остающихся в запечатанной пачке.
И наконец, другим объектом изобретения является запечатанная пачка, содержащая курительные изделия, полученная в соответствии с любым из вышеописанных вариантов осуществления способа по изобретению.
Ниже описан предпочтительный вариант осуществления способа изготовления запечатанной пачки курительных изделий по изобретению, со ссылкой на прилагаемые чертежи, на которых:
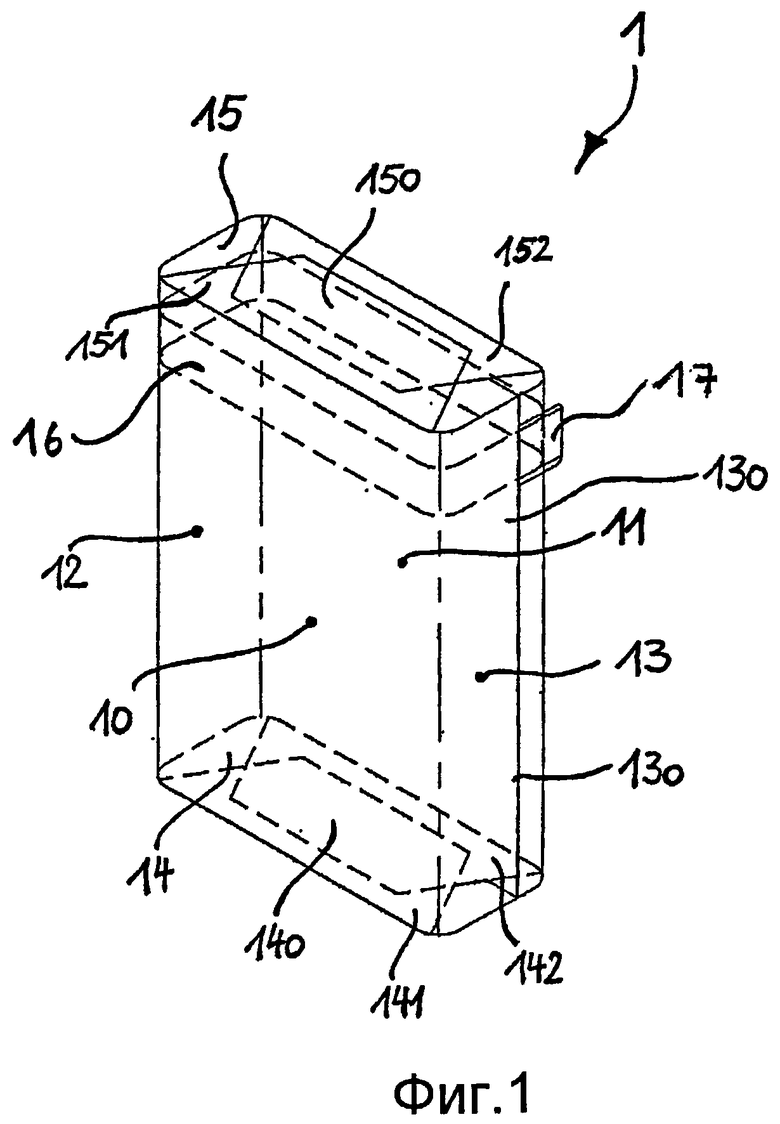
Фиг.1 - вариант запечатанной пачки, полученной способом по изобретению;
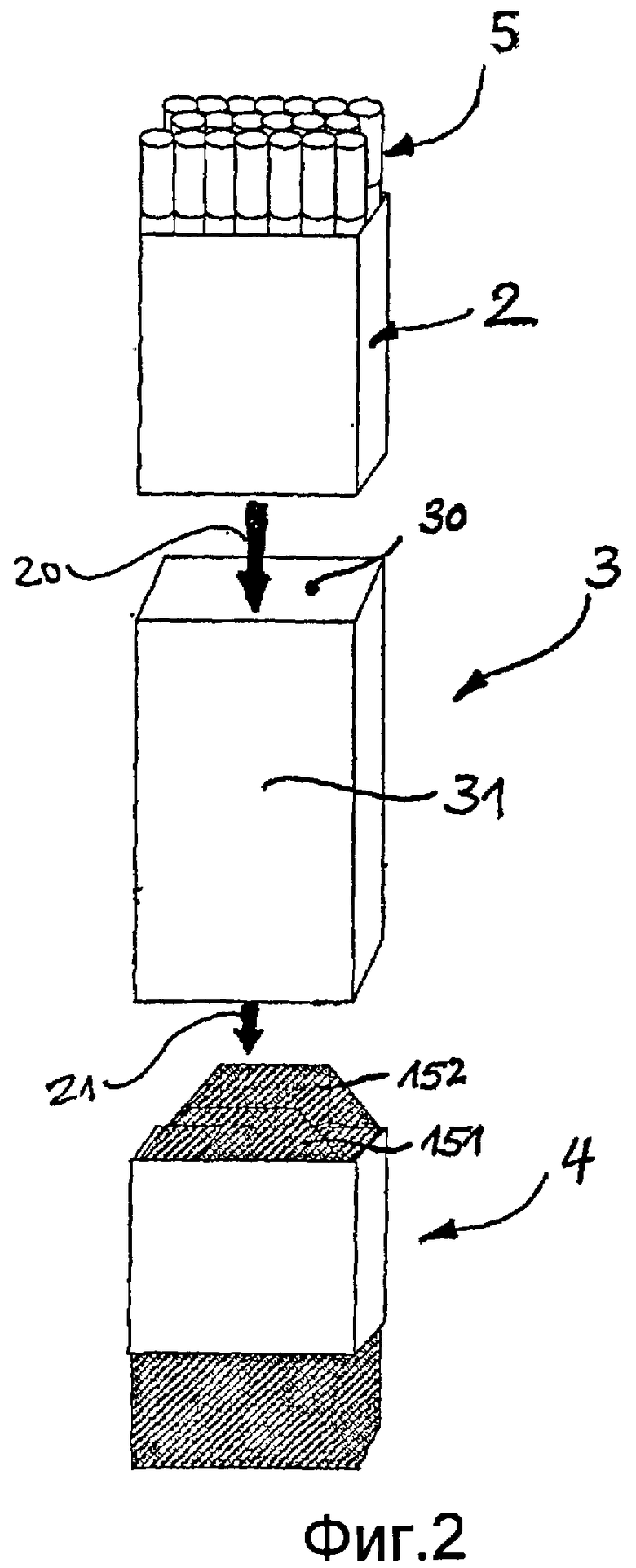
Фиг.2 - схематичный вид элементов устройства, используемого в одном варианте способа по изобретению; и
Фиг.3 - схематичный вид рукава, используемого в варианте способа по Фиг.2.
На Фиг.1 показан вариант выполнения запечатанной пачки, полученной способом по изобретению. Запечатанная пачка 1 выполнена из одного листа способного запечатываться материала и содержит переднюю часть 10, заднюю часть 11, две боковые части 12 и 13, дно 14 и верх 15. Кроме того, запечатанная пачка 1 содержит отрывную полоску 16 с ушком 17. Отрывная полоска 16 предназначена для открытия запечатанной пачки 1, чтобы обеспечить доступ к содержащимся в ней курительным изделиям. Запечатанная пачка 1 также содержит боковой шов 130, который образован при помощи участка, на котором перекрываются первый и второй концы листа способного запечатываться материала (на фиг.1 виден только наружный перекрывающий конец). Запечатанная пачка 1 также содержит области короткой стороны и области 141, 142 длинной стороны в дне, которые перекрываются и уплотняются друг с другом на участке перекрытия, образуя нижний шов 140. Запечатанная пачка 1 также содержит в верху области короткой стороны и области 151, 152 длинной стороны, которые перекрываются и уплотняются друг с другом на участке перекрытия, образуя верхний шов 150.
Фиг.2 изображает элементы варианта осуществления устройства, используемого при способе по изобретению. Другие элементы, известные специалисту в данной области техники, такие как приводные устройства, элементы управления или подобные элементы, не изображены для упрощения. В данном варианте осуществления группа курительных изделий 5 в заданном количестве, в данном примере двенадцать, и в заданном порядке размещения, в данном примере в порядке 7-6-7, расположена в сжимающем кармане 2 возле рукава 3. Внутренний канал 30 проходит через рукав 3. Внутренний канал 30, а также наружная поверхность 31 рукава 3 имеют форму прямоугольного параллелепипеда с прямоугольным поперечным сечением. В качестве альтернативы рукав 3 может иметь другое поперечное сечение, например треугольное, шестиугольное, круглое или другое. Наружная поверхность 31 рукава 3 имеет ширину 32 и глубину 33, которые соответствуют по существу внутренней ширине и глубине запечатанной пачки 1 (см. фиг.3).
Как показано на фиг.3, рукав 3 может удерживаться рядом с его верхним концом, таким образом, рукав имеет длину 34 между участком, где рукав 3 удерживается, и нижним концом рукава 3. Данная длина 34 соответствует, по меньшей мере, длине курительных изделий, упакованных в способный запечатываться материал, плюс длина нижних областей 141, 142 способного запечатываться материала, из которого изготовлена пачка 1.
На первой стадии листовой способный запечатываться материал обертывается вокруг наружной поверхности 31 рукава 3. Листовой материал может подаваться в виде непрерывного материала из рулона и отрезаться по заданному размеру на дополнительной стадии перед обертыванием его вокруг наружной поверхности 31 рукава 3. Затем способный запечатываться материал уплотняется вдоль бокового шва 130 (см. фиг.1). Запечатывание вдоль бокового шва 130 может осуществляться также посредством первого запечатывания способного запечатываться материала только на ограниченном участке бокового шва 130, чтобы прихватить способный запечатываться материал и стабилизировать его вокруг рукава, затем процесс запечатывания может завершаться вдоль всего бокового шва 130. В качестве альтернативы процесс запечатывания может осуществляться вдоль всего бокового шва 130 за одну стадию.
Как только способный запечатываться материал запечатан вдоль бокового шва 130, пластина (не показана), имеющая плоскую поверхность, проталкивается через внутренний канал 30 в нижний конец рукава 3. Затем две области короткой стороны (не показаны) и две области 141, 142 длинной стороны (см. фиг.1) сгибают к опорной поверхности таким образом, чтобы они перекрывались, образуя нижний шов 140. Затем осуществляют запечатывание вдоль нижнего шва 140 к плоской поверхности пластины таким образом, чтобы образовать запечатанное дно 14 (см. фиг.1). Запечатывание также может осуществляться либо в две стадии либо за одну стадию, как описано выше. Затем пластина удаляется из рукава 3. Таким образом, поскольку во время запечатывания бокового шва 130 и нижнего шва 140 в рукаве 3 отсутствуют курительные изделия, табак не может подвергаться воздействию тепла, выделяемого при операции запечатывания.
На следующей стадии, указанной первой стрелкой 20, группу курительных изделий 5, находящихся в сжимающем кармане 2, проталкивают через внутренний канал 30 рукава 3. Это осуществляется вперед табачными стержневыми концами курительных изделий для отделения частично запечатанного материала от рукава 3, поскольку передние концы курительных изделий 5, проходящие через внутренний канал 31 рукава 3, упираются в запечатанное дно 14 частично запечатанного материала.
Затем частично запечатанный материал, содержащий курительные изделия, проталкивается в держатель 4, который находится рядом с рукавом 3. Затем верх пачки 1 закрывается посредством сгибания двух областей короткой стороны и двух областей 151, 152 длинной стороны (см. фиг.1) к фильтрам курительных изделий 5 таким образом, чтобы перекрываться, когда частично запечатанный материал удерживается держателем 4. Затем осуществляется запечатывание вдоль верхнего шва 150 (см. фиг.1) к фильтрам, когда частично запечатанный материал удерживается держателем 4, таким образом изготавливается запечатанная пачка 1, содержащая курительные изделия.
Как уже было упомянуто выше, если сменные пачки должны изготавливаться для заполняемой наружной упаковки, например для жестких пачек с откидной крышкой, способным запечатываться материалом является, например, однослойная пластмассовая пленка, например, выполненная из ориентированного полипропилена или полиэтилентерефталата. При необходимости пластмассовая пленка может быть металлизирована для обеспечения улучшенных защитных свойств.
В качестве альтернативы способным запечатываться материалом может быть многослойная пленка, например ламинированная пленка, содержащая ламинированную структуру из ориентированного полипропилена - алюминия - ориентированного полипропилена или ламинированную структуру из полиэтилентерефталата - алюминия - полиэтилентерефталата. В качестве верхнего защитного слоя, конечно, вместо алюминия можно использовать другие материалы, например сополимер этилен-винилового спирт или поливинилиденхлорид. Возможно также использование других комбинаций, например комбинаций бумажных слоев с алюминиевым слоем.
Самый наружный слой способного запечатываться материала может быть пригодным для печатания. Это является предпочтительным, принимая во внимание снабжение изделия торговой маркой или т.п. Могут быть использованы различные технологии печати. Однако глубокая реверсивная печать может быть предпочтительной, так чтобы рисунок и графика были защищены наружным слоем. В данном случае наружный слой должен быть, по меньшей мере частично прозрачным, чтобы через него была видна печать.
Данный способ изготовления запечатанной пачки, содержащей курительные изделия, может быть использован для различных типов сигарет, например курительных изделий, отличающихся по смеси, периметру или длине для разного количества курительных изделий (от 5 до 30), а также для разного порядка размещения заданного количества курительных изделий.
Возможно также раздельное использование разных запечатанных пачек курительных изделий могут использоваться совместно, например пачка из 13 курительных изделий большого размера и пачка из 7 более коротких курительных изделий в различных применениях, например в заполняемой упаковке.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПАКОВКА С КУРИТЕЛЬНЫМИ ИЗДЕЛИЯМИ | 1997 |
|
RU2189928C2 |
| ЕМКОСТЬ С АДГЕЗИВНОЙ ЭТИКЕТКОЙ | 2012 |
|
RU2615953C2 |
| УПРОЧНЕННАЯ ПОВТОРНО ЗАПЕЧАТЫВАЕМАЯ ВНУТРЕННЯЯ УПАКОВКА ДЛЯ ЕМКОСТИ | 2013 |
|
RU2620948C2 |
| УПАКОВКА ДЛЯ КУРИТЕЛЬНЫХ ТАБАЧНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023638C1 |
| ЕМКОСТЬ С АДГЕЗИВНОЙ ЭТИКЕТКОЙ С ОБЛАСТЬЮ, СВОБОДНОЙ ОТ АДГЕЗИВА | 2013 |
|
RU2738285C2 |
| ЕМКОСТЬ С АДГЕЗИВНОЙ ЭТИКЕТКОЙ С ОБЛАСТЬЮ, СВОБОДНОЙ ОТ АДГЕЗИВА | 2013 |
|
RU2622803C2 |
| УПАКОВКА ДЛЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 1997 |
|
RU2202504C2 |
| УПАКОВКА С ОТРЫВНЫМ ЯЗЫЧКОМ И ОТРЫВНОЙ ЭТИКЕТКОЙ | 2013 |
|
RU2612922C2 |
| ПОВТОРНО ЗАПЕЧАТЫВАЕМЫЙ КОНТЕЙНЕР, ИМЕЮЩИЙ ТАКТИЛЬНО ОЩУЩАЕМЫЕ ЭЛЕМЕНТЫ | 2013 |
|
RU2630633C2 |
| ПОВТОРНО ЗАПЕЧАТЫВАЕМЫЙ ЛАМИНИРОВАННЫЙ МАТЕРИАЛ ДЛЯ ТЕРМОСВАРИВАЕМОЙ УПАКОВКИ | 2010 |
|
RU2491173C1 |

Способ предназначен для запечатывания потребительских изделий, в частности курительных изделий. Способ состоит из получения группы курительных изделий, обеспечения рукава, содержащего внутренний канал и наружную поверхность, обертывания способного запечатываться материала вокруг наружной поверхности рукава, а также в, по меньшей мере, частичном запечатывании материала во время его обертывания вокруг рукава в его дне и по его длине. Затем проталкивают группу изделий через канал рукава в частично запечатанный материал, чтобы отделить частично запечатанный материал от рукава, и запечатывают частично запечатанный материал в верху с получением запечатанной пачки. Запечатанная пачка, содержащая курительные изделия, получена вышеупомянутым способом. Сигаретная упаковка содержит от одной до трех запечатанных пачек, выполненных как указано выше. Группа изобретений обеспечивает повышение качества курительных изделий за счет снижения воздействия температуры при запечатывании. 3 н. и 10 з.п. ф-лы, 3 ил.
1. Способ изготовления запечатанной пачки (1), содержащей потребительские изделия (5), такие как курительные изделия, включающий стадии:
получения группы курительных изделий (5);
обеспечения рукава (3), содержащего внутренний канал (30) и наружную поверхность (31);
обертывания способного запечатываться материала вокруг наружной поверхности (31) рукава (3);
по меньшей мере частичного запечатывания указанного материала во время его обертывания вокруг рукава (3), в его дне (14) и по его длине;
проталкивания группы курительных изделий (5) через внутренний канал (30) рукава (3) в указанный частично запечатанный материал, чтобы отделить частично запечатанный материал от рукава (3);
запечатывания частично запечатанного материала в его верху (15) с получением запечатанной пачки (1).
2. Способ по п.1, в котором группу курительных изделий (5) образуют сигареты с фильтром, каждая со стержневым концом и фильтрующим концом, причем группу курительных изделий (5) проталкивают стержневыми концами вперед через внутренний канал (30) рукава (3) в частично запечатанный материал, а запечатывание верха (15) выполняют против фильтрующих концов курительных изделий (5).
3. Способ по п.1, в котором способный запечатываться материал обертывают вокруг рукава (3) так, что первый и второй концы указанного материала перекрываются для образования бокового шва (130), который затем запечатывают, причем перекрывающиеся области (141, 142) частично запечатанного материала затем сгибают против плоской поверхности, расположенной в дне рукава (3), при этом перекрывающиеся области (141, 142) образуют нижний шов (140), который затем запечатывают для образования запечатанного дна (14) частично запечатанного материала, и в котором плоская поверхность затем удаляется из рукава (3), чтобы обеспечить проталкивание группы курительных изделий (5) через внутренний канал (30) рукава (3) в частично запечатанный материал.
4. Способ по любому из пп.1-3, в котором держатель (4) размещают возле рукава (3) с группой курительных изделий (5), проталкиваемой через внутренний канал (30) рукава (3), для проталкивания курительных изделий (5) совместно с частично запечатанным материалом из рукава (3) в держатель (4), в котором частично запечатанный материал, удерживаемый держателем (4), затем закрывается в его верху (15) посредством сгибания перекрывающихся областей (151, 152) частично запечатанного материала против концов курительных изделий для образования верхнего шва (150).
5. Способ по любому из пп.1-3, в котором способным запечатываться материалом является однослойная пластмассовая пленка, например, выполненная из ориентированного полипропилена или полиэтилентерефталата.
6. Способ по любому из пп.1-3, в котором способным запечатываться материалом является многослойная пленка, например ламинированная пленка, содержащая структуру из ориентированного полипропилена - алюминия - ориентированного полипропилена или полиэтилентерефталата - алюминия - полиэтилентерефталата.
7. Способ по любому из пп.1-3, в котором самый наружный слой способного запечатываться материала является пригодным для печатания.
8. Способ по любому из пп.1-3, в котором способный запечатываться материал содержит, по меньшей мере, одну отрывную полоску (16) для открытия запечатанной пачки (1).
9. Способ по любому из пп.1-3, в котором наружная поверхность рукава имеет ширину (32) и глубину (33), по существу, соответствующие внутренней ширине и глубине изготавливаемой пачки (1).
10. Способ по любому из пп.1-3, в котором запечатанная пачка (1) содержит средство повторного закрывания.
11. Запечатанная пачка (1), содержащая курительные изделия (5), полученная способом по любому из пп.1-10.
12. Сигаретная упаковка, содержащая от одной до трех запечатанных пачек по п.11.
13. Сигаретная упаковка по п.12, в которой курительные изделия в первой запечатанной пачке и изделия во второй запечатанной пачке включают курительные изделия разных типов, в частности, имеющих разную табачную смесь, аромат, периметр или длину или их комбинации.
| US 3590556 А, 06.07.1971 | |||
| УПОРНЫЙ ПОДШИПНИК СКОЛЬЖЕНИЯ | 1993 |
|
RU2088816C1 |
| Способ получения полиамидокислот и каталитическая композиция для получения полиамидокислот | 1979 |
|
SU920057A1 |
| Устройство для упаковывания групп сигарет в бумагу с получением мягких сигаретных пачек | 1985 |
|
SU1431671A3 |

