Область техники, к которой относится изобретение
Настоящее изобретение относится к индексируемой режущей пластине и державке для такой режущей пластины.
Уровень техники
Известны вращающиеся режущие инструменты, содержащие державки и сменные режущие пластины, зажатые в ней зажимным винтом. Однако при использовании такого вращающегося режущего инструмента с высокими скоростями возникают проблемы устойчивости из-за большой величины центробежных сил, созданных в результате высокой скорости вращения, с которой работает вращающийся режущий инструмент. Кроме того, центробежная сила может привести к сдвигу зажимного винта. Из-за этих проблем использование обычных способов для зажимания является ограниченным и недостаточно полагаться исключительно на зажимной винт для разъемного закрепления режущей пластины в державке или в кассете. Использование наружных зажимов только усугубляет проблему, поскольку дополнительная масса зажимов создает еще большие центробежные силы, еще ухудшая проблемы с устойчивостью. Следовательно, инструменты для высокоскоростной механической обработки требуют выполнения блокирующего соединения для поглощения значительной части центробежной силы и уменьшения напряженности на элементы крепления.
Известные блокирующие соединения, например, шпунтовые соединения, в которых опорная поверхность режущей пластины представляет собой прямоугольный шпунт, который взаимодействует с соответствующим пазом приемной поверхности основного корпуса инструмента.
Такое зажимное устройство представлено в патентах США 5944456, 6203251; 5924826 или в Международной публикации WO 95/29026.
Однако этот тип конструкции характеризуется чрезмерно высокой напряженностью на основном корпусе инструмента, особенно, в нижней области паза в результате эффекта надреза.
Сопрягаемые зубчатые поверхности представляют другое известное зажимное устройство. В заявке на патент Германии 35 33 125 A; патенте США 6244790; патенте США 6102630 или заявке на патент США 2004/0101371 описаны сопрягаемые опорные поверхности индексируемой режущей пластины и приемная поверхность инструмента, характеризуемые зубчатостью при взаимном контакте.
Однако такое зажимное устройство может создавать избыточное сжатие, которое может приводить к неопределенному позиционированию индексируемой режущей пластины в корпусе инструмента.
В патенте США 6196769 описан вращающийся режущий инструмент для высокоскоростной механической обработки, содержащий режущую пластину, устанавливаемую с возможностью замены в корпусе инструмента. По меньшей мере, части опорной поверхности режущей пластины и приемной поверхности корпуса инструмента имеют V-образную форму и взаимодействуют друг с другом, если смотреть в поперечном разрезе, перпендикулярном оси вращения ротационного режущего инструмента. Для поддержания в радиальном направлении, опорная поверхность корпуса инструмента расположена таким образом, что установленная режущая пластина наклонена под таким углом, что опорная поверхность корпуса инструмента и приемная поверхность режущей пластины входят во взаимный контакт только в двух точках.
Задачей настоящего изобретения является создание режущей пластины и режущего инструмента для нее, которые могут значительно уменьшить или устранить вышеупомянутые недостатки.
Еще одна задача настоящего изобретения заключается в создании режущей пластины и режущего инструмента для нее, которые могут быть использованы при высокоскоростной механической обработке.
Раскрытие изобретения
В соответствии с настоящим изобретением предложена режущая пластина, имеющая продольную ось и содержащая верхнюю поверхность, нижнюю поверхность и периферийную поверхность, проходящую между верхней поверхностью и нижней поверхностью, причем, по меньшей мере, один участок пересечения между верхней поверхностью и периферийной поверхностью образует режущую кромку; при этом
нижняя поверхность содержит, по меньшей мере, две нижних упорных поверхности, смещенных друг от друга в продольном направлении и образующие между ними первый, не равный нулю, угол.
Предпочтительно, нижние упорные поверхности являются шлифованными.
В соответствии с предпочтительным вариантом осуществления настоящего изобретения, режущая пластина является индексируемой.
Как правило, первый, не равный нулю, угол составляет от около 70° до 150°, предпочтительно от около 115° до 145°, более предпочтительно от около 125° до 135°, и наиболее предпочтительно около 130°.
По меньшей мере, одна из нижних упорных поверхностей образует большую упорную поверхность, периферийная поверхность содержит, по меньшей мере, одну боковую упорную поверхность, которая образует с большей нижней упорной поверхностью второй, не равный нулю, угол, при этом второй, не равный нулю, угол составляет от около 40° до 80°, предпочтительно от около 60° до 80°, более предпочтительно от около 65° до 75°, и наиболее предпочтительно около 70°.
Предпочтительно, боковая упорная поверхность является шлифованной.
Как правило, режущая пластина содержит сквозное отверстие, которое проходит между верхней поверхностью и нижней поверхностью.
Кроме того, периферийная поверхность, как правило, также содержит торцевую упорную поверхность, причем торцевая упорная поверхность является обычно перпендикулярной боковой упорной поверхности.
Предпочтительно, торцевая упорная поверхность является шлифованной.
Кроме того, предпочтительно, большая нижняя упорная поверхность соединена с меньшей нижней упорной поверхностью, при этом большая нижняя упорная поверхность и соответствующая меньшая нижняя упорная поверхность находятся на одной и той же нижней упорной плоскости.
Предпочтительно, режущая пластина имеет вращательную симметрию в 180° вокруг оси симметрии режущей пластины, причем ось симметрии проходит между верхней поверхностью и нижней поверхностью режущей пластины и перпендикулярно основной плоскости, которая проходит через самые нижние крайние точки нижней поверхности, если смотреть с торца режущей пластины.
Обычно, первая большая нижняя упорная поверхность отделена от ее соответствующей первой меньшей нижней упорной поверхности второй большей нижней упорной поверхностью.
Кроме того, в соответствии с настоящим изобретением предложен режущий инструмент, содержащий державку и, по меньшей мере, одну режущую пластину, установленную в ней и зажатую зажимным винтом;
при этом режущая пластина имеет продольную ось и содержит верхнюю поверхность, нижнюю поверхность и периферийную поверхность, проходящую между верхней поверхностью и нижней поверхностью, причем, по меньшей мере, один участок пересечения между верхней поверхностью и периферийной поверхностью образует режущую кромку, при этом сквозное отверстие проходит между верхней поверхностью и нижней поверхностью,
нижняя поверхность содержит первую и вторую большие нижние упорные поверхности, смещенные друг от друга в продольном направлении и образующие первый, не равный нулю, угол между ними,
каждая из больших нижних упорных поверхностей соединена с парой боковых поверхностей, которые соединяются друг с другом на удаленном конце от соответствующей большей нижней упорной поверхности, каждая пара боковых поверхностей содержит боковую упорную поверхность и торцевую упорную поверхность, причем боковая упорная поверхность расположена смежно нижнему участку соответствующей большей нижней упорной поверхности, а торцевая упорная поверхность расположена удаленно от соответствующей большей нижней упорной поверхности;
державка имеет продольную ось и содержит, по меньшей мере, одно гнездо с резьбовым отверстием для удерживания режущей пластины, при этом, по меньшей мере, одно гнездо содержит:
по существу направленную в радиальном направлении боковую опорную поверхность, по существу направленную в осевом направлении торцевую упорную поверхность, и наклонную нижнюю опорную поверхность, направленную в поперечном направлении к боковой опорной поверхности и к торцевой опорной поверхности, при этом наклонная нижняя опорная поверхность выполнена с нижней выемкой, расположенной по существу в самой наружной в радиальном направлении центральной области наклонной нижней опорной поверхности;
когда режущая пластина установлена в гнезде и удерживается зажимным винтом, который проходит через сквозное отверстие и посредством резьбы взаимодействует с резьбовым отверстием, рабочие упорные поверхности режущей пластины опираются на гнездо таким образом, что
указанная большая нижняя упорная поверхность режущей пластины опирается на наклонную нижнюю опорную поверхность гнезда, указанная боковая упорная поверхность режущей пластины опирается на боковую опорную поверхность гнезда, указанная торцевая упорная поверхность режущей пластины опирается на торцевую опорную поверхность гнезда, а указанная нерабочая большая нижняя упорная поверхность режущей пластины расположена в нижней выемке гнезда без опоры.
Кроме того, также в соответствии с настоящим изобретением предложена режущая пластина, имеющая продольную ось и содержащая верхнюю поверхность, нижнюю поверхность и периферийную поверхность, проходящую между верхней поверхностью и нижней поверхностью, причем, по меньшей мере, один участок пересечения между верхней поверхностью и периферийной поверхностью образует режущую кромку; при этом
периферийная поверхность имеет боковую упорную поверхность, которая проходит по существу параллельно продольной оси, и торцевую упорную поверхность, которая проходит по существу перпендикулярно продольной оси и соединяется с боковой упорной поверхностью,
нижняя поверхность содержит большую нижнюю упорную поверхность, торцевая упорная поверхность расположена смежно нижнему участку большей нижней упорной поверхности, при этом торцевая упорная поверхность расположена удаленно от большей нижней упорной поверхности, и
большая нижняя упорная поверхность образует второй, не равный нулю, угол с боковой упорной поверхностью.
Как правило, второй, причем не равный нулю, угол составляет от около 40° до 80°, предпочтительно от около 60° до 80°, более предпочтительно от около 65° до 75° и наиболее предпочтительно около 70°.
Кроме того, как правило, режущая пластина также содержит сквозное отверстие, которое проходит от верхней поверхности к нижней поверхности.
Предпочтительно, большая нижняя упорная поверхность соединена с меньшей нижней упорной поверхностью, расположенной удаленно от большей нижней упорной поверхности, при этом большая нижняя упорная поверхность и соответствующая меньшая нижняя упорная поверхность находятся на нижней упорной плоскости.
Кроме того, также в соответствии с настоящим изобретением предложен режущий инструмент, содержащий державку и, по меньшей мере, одну режущую пластину, установленную в ней и зажатую зажимным винтом;
при этом режущая пластина имеет продольную ось и содержит верхнюю поверхность, нижнюю поверхность и периферийную поверхность, проходящую между верхней поверхностью и нижней поверхностью, при этом, по меньшей мере, один участок пересечения между верхней поверхностью и периферийной поверхностью образует режущую кромку, при этом сквозное отверстие проходит между верхней поверхностью и нижней поверхностью,
периферийная поверхность содержит боковую упорную поверхность, которая проходит по существу параллельно продольной оси, и торцевую упорную поверхность, которая проходит по существу перпендикулярно продольной оси и соединяется с боковой упорной поверхностью,
нижняя поверхность имеет большую нижнюю упорную поверхность, при этом боковая упорная поверхность расположена смежно нижнему участку большей нижней упорной поверхности, а торцевая упорная поверхность расположена удаленно от большей нижней упорной поверхности;
державка имеет продольную ось и содержит, по меньшей мере, одно гнездо с резьбовым отверстием для удерживания режущей пластины, причем гнездо содержит:
по существу направленную в радиальном направлении боковую опорную поверхность, по существу направленную в осевом направлении торцевую опорную поверхность, и наклонную нижнюю опорную поверхность, направленную в поперечном направлении к боковой опорной поверхности и к торцевой опорной поверхности, при этом наклонная нижняя опорная поверхность выполнена с нижней выемкой, расположенной по существу в самой наружной в радиальном направлении центральной области наклонной нижней опорной поверхности;
когда режущая пластина установлена в гнезде и удерживается зажимным винтом, который проходит через сквозное отверстие и посредством резьбы взаимодействует с резьбовым отверстием, рабочие упорные поверхности режущей пластины опираются на гнездо таким образом, что
большая нижняя упорная поверхность режущей пластины опирается на наклонную нижнюю опорную поверхность гнезда, боковая упорная поверхность режущей пластины опирается на боковую опорную поверхность гнезда, а торцевая упорная поверхность режущей пластины опирается на торцевую опорную поверхность гнезда.
Режущая пластина предпочтительно дополнительно содержит меньшую нижнюю упорную поверхность, расположенную удаленно от большей нижней упорной поверхности, причем меньшая нижняя упорная поверхность и большая нижняя упорная поверхность находятся на нижней упорной плоскости, при этом когда режущая пластина установлена в гнездо и удерживается зажимным винтом, большая нижняя упорная поверхность и меньшая нижняя упорная поверхность находятся на противоположных концах нижней выемки гнезда и опираются на наклонную нижнюю опорную поверхность гнезда.
Кроме того, меньшая нижняя упорная поверхность предпочтительно является шлифованной.
Краткое описание чертежей
Для лучшего понимания настоящего изобретения и демонстрации того, как оно может быть осуществлено на практике, будет сделана ссылка на прилагаемые чертежи, на которых:
Фиг.1 представляет собой вид сбоку режущего инструмента, содержащего режущую пластину и державку в соответствии с первым вариантом осуществления настоящего изобретения;
Фиг.2 представляет собой вид в перспективе с пространственным разнесением элементов режущей пластины и гнезда державки, показанных на фиг.1;
Фиг.3 представляет собой вид сверху в перспективе режущей пластины, показанной на фиг.2;
Фиг.4 представляет собой вид снизу в перспективе режущей пластины, показанной на фиг.2;
Фиг.5 представляет собой вид сверху режущей пластины, показанной на фиг.2;
Фиг.6 представляет собой вид сбоку режущей пластины, показанной на фиг.2;
фиг.7 представляет собой вид снизу режущей пластины, показанной на фиг.2;
Фиг.8 представляет собой вид с торца режущей пластины, показанной на фиг.2;
Фиг.9 представляет собой вид режущей пластины в поперечном разрезе, выполненном по линии IX-IX на фиг.5;
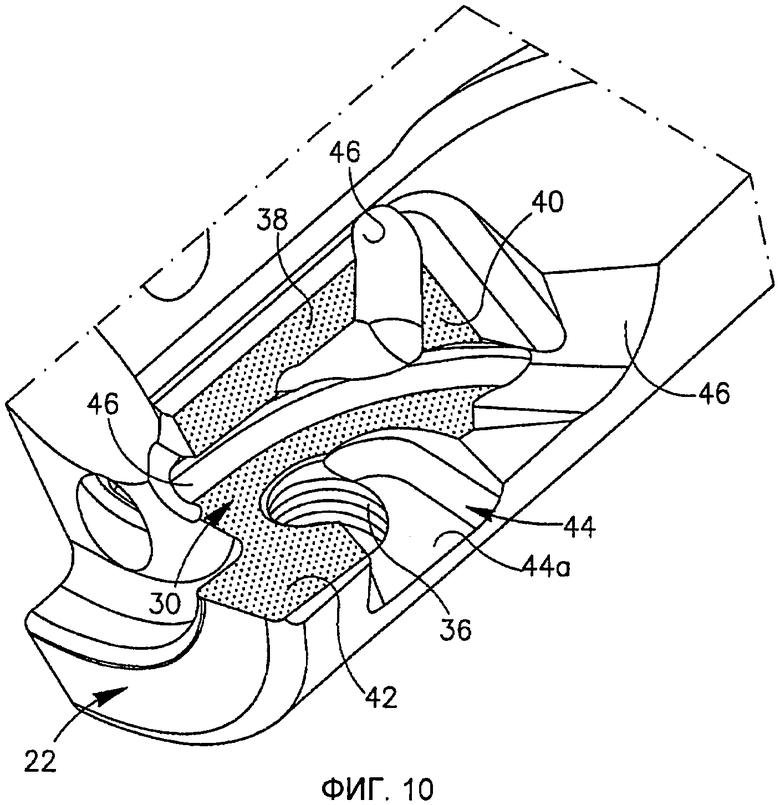
Фиг.10 представляет собой вид в перспективе гнезда, показанного на фиг.2;
Фиг.11 представляет собой вид режущего инструмента в поперечном разрезе, выполненном по линии XI-XI на фиг.1;
Фиг.12 представляет собой вид режущего инструмента в поперечном разрезе, выполненном по линии XII-XII на фиг.1; и
Фиг.13 представляет собой вид с торца режущей пластины в соответствии со вторым вариантом осуществления настоящего изобретения.
Подробное описание изобретения
Со ссылкой на фиг.1-12 показан режущий инструмент 20 с продольной осью А, определяющей продольное направление и направление R вращения. Режущий инструмент 20 содержит державку 22, две режущие пластины 24 и два зажимных винта 26 в соответствии с первым вариантом осуществления настоящего изобретения. Державка 22 содержит передний режущий участок 28. Передний режущий участок 28 державки 22 содержит два гнезда 30, выполненных по периметру 32 державки 22. Однако другие варианты осуществления изобретения могут иметь одно, три или более гнезд 30. Каждое из гнезд 30 открывается по касательной вперед и радиально наружу к периметру 32. Так как эти два гнезда 30 являются идентичными, будет описано только одно из них.
Указанная режущая пластина 24 съемно закреплена в гнезде 30 державки 22 посредством зажимного винта 26. Режущая пластина 24 по существу имеет форму шестиугольной призмы, что можно отметить по виду режущей пластины 24 сверху и виду снизу. В других вариантах осуществления режущая пластина может иметь другие формы, такие как, например, призма (с боковыми гранями - параллелограммами). Кроме того, в других вариантах осуществления настоящего изобретения, режущая пластина может быть заменена с помощью патрона или кассеты, установленных съемно или несъемно, с резцом или режущей пластиной. Зажимной винт 26 может быть любым винтом, известным из уровня техники. В положении зажима зажимной винт 26 проходит через сквозное отверстие 34 режущей пластины 24, и посредством резьбы взаимодействует с резьбовым отверстием 36 в гнезде 30 державки 22.
Для специалиста в данной области техники понятно, что режущая пластина 24 может быть зажата другими способами, например, зажимом, в случае которого в режущей пластине не выполняют сквозное отверстие 34 и, соответственно, гнездо 30 державки 22 не выполняют с резьбовым отверстием 36.
Режущий инструмент 20 является, при необходимости, вращающимся режущим инструментом, в частности для фрезерования, предпочтительно для высокоскоростного фрезерования и более предпочтительно для фрезерования на очень высокой скорости со скоростями вращения от около 50000-60000 оборотов в минуту.
На фиг.2 показан вид в перспективе в разобранном состоянии державки 22 с гнездом 30 для режущей пластины 24 и для зажимного винта 26. Гнездо 30 содержит по существу направленную в радиальном направлении боковую опорную поверхность 38, по существу направленную в осевом направлении торцевую опорную поверхность 40 и наклонную нижнюю опорную поверхность 42 для поддержания соответствующих поверхностей режущей пластины 24, как описано ниже. Нижняя опорная поверхность 42 выполнена с наклоном в том смысле, что она не образует прямой угол относительно боковой опорной поверхности 38, если смотреть с торца державки 22. Кроме того, гнездо 30 содержит нижнюю выемку 44 и другие выемки 46 для исключения участков для нежелательного контакта между державкой 22 и режущей пластиной 24.
Режущая пластина 24 содержит три пары поверхностей, причем поверхности каждой пары расположены на противоположных сторонах режущей пластины 24. Первая пара содержит верхнюю поверхность 48 и нижнюю поверхность 50. Режущая пластина 24 является односторонней или нереверсивной, в том смысле, что верхняя поверхность и нижняя поверхность являются непохожими. Вторая пара содержит две идентичные торцевые поверхности 52, а третья пара содержит две идентичные поверхности 54. Торцевые поверхности 52 и боковые поверхности 54 составляют периферийную поверхность 56 режущей пластины 24 и они проходят между верхней поверхностью 48 и нижней поверхностью 50. Продольная ось L делит пополам режущую пластину 24 между двумя боковыми поверхностями 54. В соответствии с первым вариантом осуществления изобретения, режущая пластина 24 является индексируемой.
Идентичные основные режущие кромки 58 образованы на пересечении верхней поверхности 48 с каждой из боковых поверхностей 54. Идентичные вспомогательные режущие кромки 60 образованы на пересечении верхней поверхности 48 с каждой из торцевых поверхностей 52. Каждая из основных режущих кромок 58 соединяется со смежной вспомогательной режущей кромкой 60 посредством угловой режущей кромки 62. Каждая из основных режущих кромок 58, вспомогательных режущих кромок 60 и угловых режущих кромок 62 может также содержать фасочную поверхность, которая известна из уровня техники. Каждая из основных режущих кромок 58, смежной меньшей режущей кромки 60 и угловой режущей кромки 62 образуют между ними режущий участок 64.
Каждая из основных режущих кромок 58 содержит наклонную поверхность 66, соединенную с ней на верхней поверхности 48 и заднюю поверхность 68, соединенную с ней на боковой поверхности 54. Аналогично, каждая из вспомогательных режущих кромок 60 содержит наклонную поверхность 70, соединенную с ней на верхней поверхности 48, и заднюю поверхность 72, соединенную с ней на торцевой поверхности 52.
Режущая пластина 24 имеет ось S симметрии, которая проходит между верхней поверхностью 48 и нижней поверхностью 50 режущей пластины 24 перпендикулярно продольной оси L и перпендикулярно основной плоскости P, которая проходит через самые нижние крайние точки Е1, E2 нижней поверхности 50, как видно на фиг.8. Режущая пластина 24 предпочтительно имеет вращательную симметрию в 180° вокруг оси S симметрии. Как лучше всего видно на фиг.5 и 7, вырез 74 образован на противоположных углах режущей пластины 24, которые являются расположенными на расстоянии от центра относительно угловых режущих кромок 62.
Режущая пластина 24 содержит боковую упорную поверхность 76, расположенную на каждой боковой поверхности 54. Боковая упорная поверхность 76 проходит по существу параллельно продольной оси L режущей пластины 24. Боковая упорная поверхность 76 предназначена для опирания на боковую опорную поверхность 38 гнезда 30, показанного на фиг.2 и 10. Предпочтительно, боковая упорная поверхность 76 является шлифованной.
Режущая пластина 24 содержит торцевую упорную поверхность 78, которая расположена на каждой торцевой поверхности 52. Торцевая упорная поверхность 78 пересекается продольной осью L и является смежной и направленной в поперечном направлении к боковой упорной поверхности 76. Торцевая упорная поверхность 78 предназначена для опирания на торцевую опорную поверхность 40 гнезда 30. Торцевая упорная поверхность 78 является предпочтительно шлифованной, и при необходимости проходит по существу перпендикулярно продольной оси L режущей пластины 24.
При данном установочном положении только одна боковая упорная поверхность 76 опирается на боковую опорную поверхность 38 гнезда 30 и только одна упорная торцевая поверхность 78 опирается на торцевую опорную поверхность 40 гнезда 30, когда режущая пластина 24 удерживается в гнезде 30.
Нижняя поверхность 50 режущей пластины 24 выполнена с первой группой разнесенных нижних упорных поверхностей. Первая группа включает в себя первую большую упорную поверхность 80 и, по меньшей мере, одну соответствующую первую меньшую нижнюю упорную поверхность 82. Как первая большая нижняя упорная поверхность 80, так и первая меньшая упорная нижняя упорная поверхность 82 находятся на общей первой нижней упорной плоскости 84 и, таким образом, являются копланарными. Кроме того, копланарные нижние упорные поверхности 80, 82 выполнены и имеют такие размеры, чтобы опираться на наклонную нижнюю опорную поверхность 42 гнезда 30, когда режущая пластина 24 установлена в гнезде 30.
Конструктивное выполнение первой большей нижней упорной поверхности 80 и соответствующей первой меньшей нижней упорной поверхности 82 такое, что оно обеспечивает надежное и устойчивое опирание нижней поверхности 50 режущей пластины 24 на наклонной нижней опорной поверхности 42 гнезда 30. Это достигается посредством подбора трех разнесенных упорных точек (не показаны), которые расположены или на первой большей нижней упорной поверхности 80, или на первой меньшей нижней упорной поверхности 82. Три точки прилегания являются вершинами воображаемого треугольника. Ось S вращательной (осевой) симметрии в 180° режущей пластины 24, которая является также осью сквозного отверстия 34, проходит через этот воображаемый треугольник.
Нижняя поверхность 50 режущей пластины 24 также выполнена со второй группой разнесенных нижних упорных поверхностей. Эта вторая группа содержит вторую большую нижнюю упорную поверхность 86 и соответствующую вторую меньшую упорную поверхность 88, которые являются копланарными и находятся на общей второй нижней упорной плоскости 90. Как лучше всего видно на фиг.7, первая большая нижняя упорная поверхность 80 и вторая большая нижняя упорная поверхность 86 смещены в продольном направлении друг относительно друга в том плане, что первая большая нижняя упорная поверхность 80 предпочтительно находится на первой стороне плоскости Р1 с вращательной симметрией в 180°, которая является перпендикулярной продольной оси L и содержит ось S симметрии, а вторая большая нижняя упорная поверхность 86 предпочтительно находится на второй, противоположной стороне плоскости Р1.
В одном варианте осуществления изобретения первая большая нижняя упорная поверхность 80, первая меньшая нижняя упорная поверхность 82, вторая большая нижняя упорная поверхность 86 и вторая меньшая нижняя упорная поверхность 88 являются шлифованными.
Нижняя выемка 44 гнезда 30 предотвращает одновременное опирание первой нижней упорной плоскости 84 и второй нижней упорной плоскости 90 на гнездо 30 державки 22. Таким образом, когда режущая пластина 24 установлена в гнезде 30 с первой группой нижних упорных поверхностей 80, 82 (лежащих на первой нижней упорной плоскости 84) опирающихся на наклонную нижнюю опорную поверхность 42, по меньшей мере, участок второй большей нижней упорной поверхности 86 (лежащей на второй нижней упорной плоскости 90) размещается в нижней выемке 44 без опоры, то есть, без опирания на нижнюю часть 44a или любую другую часть нижней выемки 44. Первая нижняя упорная плоскость 84 или вторая нижняя упорная плоская поверхность 90, и боковая упорная поверхность 76, которые одновременно опираются на гнездо 30, когда режущая пластина съемно закреплена в державке 22, в дальнейшем упоминается как «соединенные».
В соответствии со вторым вариантом осуществления настоящего изобретения, как показано на фиг.13, режущая пластина 124 содержит только одну нижнюю упорную плоскость 184 и, таким образом, только одну группу нижних упорных поверхностей. Как видно на фиг.13, нижняя упорная плоскость 184 содержит большую нижнюю упорную поверхность 180, при этом понимается, что нижняя упорная плоская поверхность 184 также содержит меньшую упорную поверхность (не показана на фиг.13), не отличающуюся от меньшей упорной поверхности 82.
Нижняя поверхность 50 режущей пластины 24 также выполнена с парой промежуточных поверхностей 92 и парой переходных поверхностей 94, которые сопрягаются между наклонными первой и второй большими нижними упорными поверхностями 80, 86. Как лучше всего видно на фиг.3 и 4, переходные поверхности 94 направлены в поперечном направлении к боковым опорным поверхностям 76, и в поперечном направлении к первой и второй большим нижним упорным поверхностям 80, 86.
Верхняя поверхность 48 режущей пластины 24 выполнена с дополнительным средством 96 для направления стружки. Поскольку верхняя поверхность 48 режущей пластины 24 не является предметом настоящего изобретения, она может иметь другие формы в других дополнительных вариантах осуществления изобретения и в дальнейшем здесь не описана.
Как видно с торца режущей пластины 24, первая нижняя упорная плоскость 84 и вторая нижняя упорная плоскость 90 выполнены с наклоном друг относительно друга под первым, не равным нулю, углом α. Как правило, первый, не равный нулю, угол α составляет от около 70° до 150°. В соответствии с конкретным вариантом осуществления настоящего изобретения, первый, не равный нулю, угол α составляет около 130°. В настоящем описании термин «около» в отношении углов означает в пределах указанной величины.
Как показано на фиг.9, каждая из боковых упорных поверхностей 76 режущей пластины 24 выполнена с наклоном под вторым, не равным нулю, углом β к соответствующей большей нижней упорной поверхности 80, 86, которая находится на соответствующих первой и второй нижних упорных плоскостях 84, 90. Обычно, второй, не равный нулю, угол β является острым и составляет от 40° до 80°. В соответствии с конкретным вариантом осуществления настоящего изобретения угол β составляет около 70°. Боковая опорная поверхность 38 и наклонная нижняя опорная поверхность 42 державки 22 имеют соответствующие ориентации.
На фиг.10 конкретно показана боковая упорная поверхность 38, торцевая упорная поверхность 40 и наклонная нижняя упорная поверхность 42, которые поддерживают режущую пластину 24 и выемки 44, 46, выполненные в гнезде 30.
На фиг.11 и 12 показаны поперечные сечения режущего инструмента 20, иллюстрирующие одно гнездо 30 без установленной в нем режущей пластины, и режущую пластину 24, съемно закрепленную в другом гнезде 30. На фиг.12 видно, что боковая опорная поверхность 38 гнезда 30 и наклонная нижняя опорная поверхность 42 гнезда 30 наклонены под вторым, не равным нулю, углом β друг относительно друга для сопряжения с режущей пластиной 24, которая имеет тот же самый угол β между боковой упорной поверхностью 76 и соответствующей большей нижней упорной поверхностью 80, 86.
Ввиду вышеописанного, режущий инструмент 20 в соответствии с настоящим изобретением может иметь преимущества при наличии следующих особенностей:
во-первых, второй, не равный нулю, угол β, который образован между боковой опорной поверхностью 38 гнезда 30 и наклонной нижней опорной поверхностью 42 гнезда 30, создает составляющую силы 98, направленную радиально внутрь (фиг.11), которая действует на режущую пластину 24 во время механической обработки, уменьшая, таким образом, поперечную силу, действующую на зажимной винт 26, особенно при механической обработке с очень высокими скоростями. Таким образом, зажимной винт 26 надежно зажимает режущую пластину 24 и обеспечивается более надежная работа режущего инструмента 20.
Во-вторых, боковая упорная поверхность 76 режущей пластины 24 может быть шлифованной, обеспечивая, таким образом, точное радиальное размещение режущей пластины относительно недорогим и простым способом.
В-третьих, торцевая упорная поверхность 78 режущей пластины 24 может быть шлифованной, обеспечивая, таким образом, точное осевое размещение режущей пластины 24.
В-четвертых, большие нижние упорные поверхности 80, 86 и меньшие нижние упорные поверхности 82, 88 могут быть шлифованными. Так как каждая из основных нижних упорных поверхностей 80, 86 является копланарной ее соответствующей меньшей нижней упорной поверхностью 82, 88 обеспечивается точное размещение нижней поверхности режущей пластины 24.
В-пятых, местоположение больших нижних упорных поверхностей 80, 86, разнесенных относительно их соответствующих меньших нижних упорных поверхностей 82, 88, обеспечивает устойчивое и надежное опирание режущей пластины 24.
Таким образом, ввиду вышеизложенного, достигается устойчивое и точное размещение режущей пластины 24, обеспечивая возможность использования режущего инструмента 20 для точной механической обработки с очень высокими скоростями.
При необходимости, державка 22 может быть выполнена с указанным отверстием 100 для подачи охлаждающего средства непосредственно к рабочей режущей части 64 режущей пластины 24. Из-за существующих на практике производственных причин каждое отверстие 100 для охлаждающего средства соединено с меньшим глухим отверстием 102.
Хотя настоящее изобретение описано в некоторой степени конкретности, следует понимать, что могут быть выполнены различные изменения и дополнения, не выходящие за рамки сущности или объема изобретения, заявленного ниже.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕГО | 2009 |
|
RU2483843C2 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2010 |
|
RU2495733C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2314180C2 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ И ДЕРЖАВКА ДЛЯ НЕГО | 2010 |
|
RU2509628C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И ОКРУГЛАЯ ДВУХСТОРОННЯЯ РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕГО | 2009 |
|
RU2505382C2 |
| ЛЕЗВИЕОБРАЗНАЯ РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ НЕЕ | 2018 |
|
RU2756938C2 |
| ЗАЖИМНОЕ УСТРОЙСТВО РЕЖУЩЕГО ИНСТРУМЕНТА | 2009 |
|
RU2501633C2 |
| ОТРЕЗНОЙ СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ С ИМЕЮЩЕЙ ОДНУ РЕЖУЩУЮ КРОМКУ СПЛОШНОЙ РЕЖУЩЕЙ ПЛАСТИНОЙ И ДЕРЖАВКА С ЖЕСТКИМ ГНЕЗДОМ ПОД ПЛАСТИНУ | 2016 |
|
RU2729677C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕГО | 2013 |
|
RU2610648C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕГО | 2005 |
|
RU2359786C2 |











Режущий инструмент содержит державку и по меньшей мере одну режущую пластину, установленную в ней и зажатую зажимным винтом. Режущая пластина имеет продольную ось и содержит верхнюю поверхность, нижнюю поверхность и периферийную поверхность, причем по меньшей мере один участок пересечения между верхней поверхностью и периферийной поверхностью образует режущую кромку. Нижняя поверхность содержит две группы нижних упорных поверхностей, каждая из которых содержит большую нижнюю упорную поверхность и меньшую нижнюю упорную поверхность. По меньшей мере две нижние упорные плоскости образуют первый, не равный нулю, угол (α) между ними, и когда режущая пластина установлена в державке, первая группа нижних упорных поверхностей опирается на нижнюю опорную поверхность державки, а вторая группа нижних упорных поверхностей остается без опоры. Технический результат: повышение точности и надежности позиционирования режущей пластины в гнезде. 5 з.п. ф-лы, 13 ил.
1. Режущий инструмент (20), содержащий державку (22) и по меньшей мере одну режущую пластину (24), установленную в ней и зажатую зажимным винтом,
при этом режущая пластина (24) имеет продольную ось (L) и содержит верхнюю поверхность (48), нижнюю поверхность (50) и периферийную поверхность (56), проходящую между верхней поверхностью (48) и нижней поверхностью (50), причем по меньшей мере один участок пересечения между верхней поверхностью (48) и периферийной поверхностью (56) образует режущую кромку (58, 60, 62), при этом
нижняя поверхность (50) содержит две группы нижних упорных поверхностей, каждая из которых содержит большую нижнюю упорную поверхность (80, 86) и меньшую нижнюю упорную поверхность (82, 88),
причем большая нижняя упорная поверхность (80) и меньшая нижняя упорная поверхность (82) первой группы нижних упорных поверхностей отделены по меньшей мере большей нижней упорной поверхностью (86) второй группы нижних упорных поверхностей, и
большая нижняя упорная поверхность (86) и меньшая нижняя упорная поверхность (88) второй группы нижних упорных поверхностей отделены по меньшей мере большей нижней упорной поверхностью (80) первой группы нижних упорных поверхностей,
причем каждая из групп нижних упорных поверхностей расположена на нижней упорной плоскости (84, 90),
по меньшей мере две нижние упорные плоскости образуют первый, не равный нулю, угол (α) между ними, и
когда режущая пластина установлена в державке, первая группа нижних упорных поверхностей опирается на нижнюю опорную поверхность державки, а вторая группа нижних упорных поверхностей остается без опоры,
при этом режущая пластина содержит сквозное отверстие (34), проходящее между верхней поверхностью (48) и нижней поверхностью (50),
каждая из больших нижних упорных поверхностей (80, 86) соединена с парой периферийных поверхностей, которые соединены на удаленном конце от соответствующей большей нижней упорной поверхности (80, 86),
каждая из пар периферийных поверхностей содержит боковую упорную поверхность (76) и торцевую упорную поверхность (78), причем боковая упорная поверхность (76) расположена смежно нижнему участку соответствующей большей нижней упорной поверхности (80, 86), а торцевая упорная поверхность (78) расположена удаленно от соответствующей большей нижней упорной поверхности (80, 86),
державка (22) имеет продольную ось (А) и содержит по меньшей мере одно гнездо (30) с резьбовым отверстием (36) для удерживания режущей пластины (24), при этом по меньшей мере одно гнездо (30) содержит
по существу, направленную в радиальном направлении боковую опорную поверхность (38), по существу, направленную в осевом направлении торцевую опорную поверхность (40), и наклонную нижнюю опорную поверхность (42), направленную в поперечном направлении к боковой опорной поверхности (38) и к торцевой опорной поверхности (40), причем наклонная нижняя опорная поверхность (42) выполнена с нижней выемкой (44), расположенной, по существу, в самой наружной в радиальном направлении центральной области наклонной нижней опорной поверхности (42),
когда по меньшей мере одна режущая пластина (24) установлена по меньшей мере в одном гнезде (30) и удерживается зажимным винтом (26), который проходит через сквозное отверстие (34) и посредством резьбы взаимодействует с резьбовым отверстием (36), рабочие упорные поверхности режущей пластины (24) опираются на гнездо (30) таким образом, что
указанная большая нижняя упорная поверхность (80) режущей пластины опирается на наклонную нижнюю опорную поверхность (42) гнезда, указанная боковая упорная поверхность (76) режущей пластины опирается на боковую опорную поверхность (38) гнезда, указанная торцевая упорная поверхность (78) режущей пластины опирается на торцевую опорную поверхность (40) гнезда, а указанная нерабочая большая нижняя упорная поверхность (86) режущей пластины расположена в нижней выемке (44) гнезда без опоры.
2. Режущий инструмент (20) по п.1, в котором нижние упорные поверхности (80, 82; 86, 88) выполнены шлифованными.
3. Режущий инструмент по п.1, в котором режущая пластина (24) выполнена индексируемой.
4. Режущий инструмент (20) по п.1, в котором первый, не равный нулю, угол (α) составляет от около 70° до 150°.
5. Режущий инструмент (20) по п.1, в котором периферийная поверхность (56) содержит по меньшей мере две боковые упорные поверхности (76),
каждая из боковых упорных поверхностей образует второй, не равный нулю, угол (β) со смежной нижней упорной поверхностью (80, 86) и
второй, не равный нулю, угол (β) составляет от около 40° до 80°.
6. Режущий инструмент (20) по п.1, в котором режущая пластина (24) имеет вращательную симметрию в 180° вокруг оси (S) симметрии режущей пластины (24) и
ось (S) симметрии проходит между верхней поверхностью (48) и нижней поверхностью (50) режущей пластины (24), и перпендикулярно базовой плоскости (Р), которая проходит через самые нижние крайние точки (E1, E2) нижней поверхности (50), если смотреть с торца режущей пластины (24).
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Фреза | 1986 |
|
SU1342629A1 |
| Режущая пластина | 1990 |
|
SU1754340A1 |
| МНОГОЛЕЗВИЙНЫЙ СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 1994 |
|
RU2071873C1 |

