1
Изобретение относится к мотал то- обработке, в частности к фрезерованию.
Цель изобретения - повьш1ение производительности обработки за счет улучшения равномерности фрезерования, а также расширения возможности использования фрез за счет выбора оптимальной геометрии режущей части
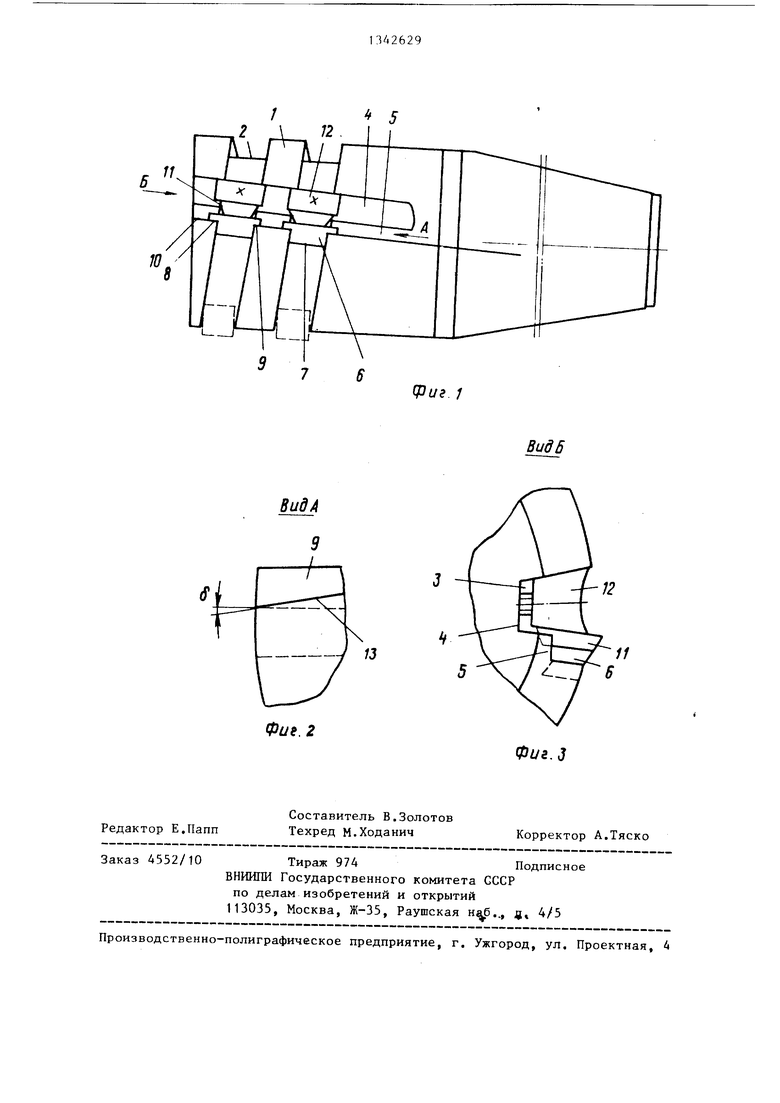
На фиг. 1 показана предлагаемая фреза, вид в плане; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1 .
В корпусе 1 фреты выполнена поперечная канавка 2 и продольный двухступенчатый паз 3, одна из ступеней 4 которого расположена ниже уровня дна поперечной нянтоно канавки, а другая 5 - выше дна поперечной канавки. Опорные вкладыши 6 Т- образной формы, выступом 7 установлены в поперечную винтовую канавку 2, а заплечиками 8 и 9 - на ступени 5 продольного паза и упираются в стенку 10 корпуса, образованную винтовой поверхностью продольного паза. Режущие пластины 11 установлены боковой поверхностью в поперечную винтовую канавку и поджимаются к опорным вкладышам с помощью клиньев 12, рас- положеиньгл в ступени 5 продольного газа. В одном из расположенных в направлении наклона винтовой линии продольного паза заплечиков вкладьпна на поверхности 13, контактирующей со стенкоГ 10 корпуса, имеется поднутрение f в плоскости, перпендикулярной оси фрезы. Наличие поднутрения на одном из заплечиков вкладьпиа обеспечивает более благоприятный с точки зрения жесткости его контакт с винтовой поверхностью продольного паза фрезы. Величина поднутрения выбирается в зависимости от угла накло на продольного паза.
Закрепление пластин осуществляется с помощью клиньев, которые, перемещаясь в радиальном направлении продольного пата, поджимают к базовым поверхностям поперечно винтовой канавки и плоскости вкладьша, имеющей соответствующи наклон в осевом
А 7.6292
и рал,иальн«м направлениях, что обеспечивает надежное фиксирование пластин и заданную геометрию по всей , длине рабочей части фрезы.
Расположение пластин вдоль винтовой поверхности паза обеспечивает равномерное фрезерование за счет последовательного врезания режущих 10 пластин в заготовку. Кроме того,
предлагаемое конструктивное решение дает возможность использовать режущие пластины как без задних углов, так и с задними уг лами, что особен- 15 но важно при обработке вязких материалов .
Формула изобретения
20 1. Фреза, в корпусе которой выполнены продольнь е пазы и винтовая поперечная канавка, в которой установлены режущие пластины, опирающиеся на опорные вкладьмш и закрепленные
25 с помощью крепежных элементов, о т- ли чающаяся тем, что, с целью пов1)Гшения производительности обработки за счет улучшения равномерности фрезерования, продольные пазы
30 выполнены винтовыми и двухступенчатыми, одна ступень которых расположена выше уровня дна поперечной винтовой канавки и предназначена для размеше- ния на )1ей опорных вкладьш1ей, а гая - ниже уровня дна пштеречной
винтовой канавки и предназначена для размещения в ней кредежных элементов.
2.Фреза по п. 1, отлича ю- щ а я с я тем, что опорные вклады-
4Q щи выполнены Т-образной формы, причем выступ вкладыша размещен в поперечной винтовой канавке, а заплечики - с возможностью взаимодействия со стенкой корпуса, образованной jg ступенью продольного паза.
3.Фреза по пп. 1 и 2, отличающаяся тем, что в одном
из расположенных в направлении наклона винтовой линии продольного паза gQ заплечиков вкладьшш на поверхности, контактирующей со стенкой корпуса, выполнено поднутрение в плоскости, перпендикулярной оси фрезы.
1J
JO.
fpL/г 1
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗА | 1997 |
|
RU2116167C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1992 |
|
RU2080218C1 |
| ФРЕЗЕРНЫЙ ИНСТРУМЕНТ ДЛЯ ВЫРЕЗКИ ОКНА В ОБСАДНОЙ КОЛОННЕ СКВАЖИНЫ | 2009 |
|
RU2399747C1 |
| Фреза | 1982 |
|
SU1106602A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ ПОДНУТРЕННЫХ ПАЗОВ РЕЖУЩИМ ИНСТРУМЕНТОМ | 1997 |
|
RU2175592C2 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ФРЕЗЫ | 1993 |
|
RU2110370C1 |
| ФРЕЗЕРНЫЙ ИНСТРУМЕНТ | 2013 |
|
RU2638475C2 |
| ФРЕЗЕРНЫЙ ИНСТРУМЕНТ ДЛЯ ВЫРЕЗКИ ОКНА В ОБСАДНОЙ ТРУБЕ СКВАЖИНЫ | 2012 |
|
RU2499882C1 |
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2001 |
|
RU2279334C2 |
Изобретение относится к области металлообработки, в частности к фрезерованию. Цель изобретения - повышение производительности обработки за счет создания инструмента, улучшающего равномерность фрезерования. В корпусе выполнена поперечная канавка и продольный двухступенчатый паз, одна из ступеней которого расположена ниже уровня дна поперечной винтовой канавки, а другая - вьше уровня дна поперечной канавки. Опорные вкладыши Т-образной формы выступом размещены в поперечной винтовой канав- . ке, а заплечиками установлены на ступени продольного паза и упираются в стенку корпуса, образованную винтовой поверхностью продольного паза. Режущие пластины установлены боковой поверхностью в поперечную винтовую канавку ц поджимаются к опорным вкладышам с помощью клиньев, расположенных в ступени продольного паза. В одном из расположенных в няправлении винтовой линии продольного паза заплечиков вкладыша на поверхности, контактирующей со стенкой корпуса, выполнено поднутрение в плоскости, перпендикулярной оси фрезы Клинья, перемещаясь в радиальном направлении продольного паза, поджимают их к базовым поверхностям поперечной винтовой канавки и плоскости вкладыша, которая имеет соответствующий наклон в осевом и радиальном направлениях, что обеспечивает надежное фиксирование пластин и заданную геометрию по всей длине рабочей части фрезы. 2 3.п. ф-лы, 3 ил. СЛ
ВидА
Фиг. 2
Редактор Е.Папп
Составитель В.Золотев Техред М.Ходанич
Заказ 4552/10Тираж 974Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб.., ц 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.З
Корректор А.Тяско
| Громаков К.Г | |||
| и Андреев В.Н | |||
| Пути совершенствования металлорежущего инструмента | |||
| - М.: НИИмаш, 1972, с | |||
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
