Область техники, к которой относится изобретение
Настоящее изобретение относится к зажимному устройству режущего инструмента для зажатия режущей пластины в корпусе режущего инструмента.
Уровень техники
Фрезы, в частности, торцевые фрезы, обычно содержат множество режущих пластин, которые расположены по периферии корпуса режущего инструмента. Каждая режущая пластина удерживается в гнезде под режущую пластину соответствующим удерживающим средством. Обычно режущая пластина удерживается зажимным винтом, который проходит через сквозное отверстие режущей пластины и находится в резьбовом зацеплении с резьбовым отверстием в гнезде под режущую пластину.
Для того чтобы увеличить производительность и экономическую эффективность режущего инструмента, необходимо установить как можно больше режущих пластин для заданного диаметра инструмента. Для этого необходимо уменьшить расстояние между двумя следующими режущими пластинами.
Когда режущие пластины установлены радиально по отношению к оси вращения режущего инструмента, расстояние, необходимое для зажимных винтов, является относительно большим. С одной стороны, толщина корпуса режущего инструмента позади каждой режущей пластины должна быть достаточной для расположения в ней резьбового отверстия. С другой стороны, значительное расстояние должно оставаться перед каждой режущей пластиной для свободного введения зажимного винта в сквозное отверстие режущей пластины и свободного зацепления головки зажимного винта отверткой без препятствий со стороны корпуса режущего инструмента.
Ввиду вышеизложенного, когда необходима фреза со сверхмелким шагом, предпочтительно закреплять режущие пластины с помощью клинового зажима. В зажимах такого типа зажимной винт по существу направлен в радиальном направлении и поэтому занимает меньше места на периферии фрезы.
Известно несколько типов фрез с клиновым зажимом. В некоторых случаях зажимной винт проходит через сквозное отверстие в клину. В других случаях зажимной винт прижимает клин со стороны. В этих типах зажимных устройств режущая пластина удерживается в своем гнезде посредством расклинивающего усилия, действующего на нее клином, который зажат зажимным винтом.
Такие типы зажимных устройств имеют недостаток, состоящий в том, что режущая пластина удерживается в своем гнезде только с помощью давления, оказываемого на нее клином. В случае небольшой незатянутости зажимного винта в результате вибрации или недосмотра и с добавлением центробежных сил, направленных радиально наружу и действующих на режущую пластину в результате вращения режущего инструмента, режущая пластина может потерять контакт со стенками своего гнезда и вылететь из него во время механической обработки.
Задачей настоящего изобретения является создание режущего инструмента и зажимного устройства для него, которое значительно снижает или устраняет вышеуказанные недостатки.
Другой задачей настоящего изобретения является безопасное и надежное зажимное устройство для зажатия режущей пластины в корпусе режущего инструмента.
Еще одной задачей настоящего изобретения является создание зажимного устройства, которое может выгодно использоваться в фрезах с сверхмелким шагом.
Раскрытие изобретения
В соответствии с настоящим изобретением предлагается зажимное устройство для зажатия режущей пластины в корпусе режущего инструмента. Зажимное устройство содержит:
прихват, установленный в гнезде под прихват и имеющий зажимной выступ, продолжающийся назад от задней поверхности прихвата; и
режущую пластину, содержащую отверстие с удерживающей поверхностью режущую пластину и установленную в гнезде под режущую пластину; при этом
зажимной выступ выполнен с возможностью прижатия к удерживающей поверхности пластину для надежного удержания режущей пластины в гнезде под режущую пластину после закрепления прихвата в корпусе режущего инструмента.
Предпочтительно, после закрепления прихвата в корпусе режущего инструмента, прихват движется при комбинированном вращательном и поступательном перемещении.
Обычно корпус режущего инструмента содержит глухое резьбовое отверстие, продолжающееся внутрь корпуса режущего инструмента и имеющее резьбу, направленную в первом направлении;
прихват содержит верхнюю поверхность и нижнюю поверхность, продолжающиеся между двумя боковыми стенками, сквозное резьбовое отверстие, продолжающееся от верхней поверхности к нижней поверхности, и имеющее резьбу, направленную во втором направлении, противоположном первому направлению;
зажимной винт, имеющий верхний резьбовой участок, нижний резьбовой участок и безрезьбовой промежуточный участок между ними, причем нижний резьбовой участок имеет резьбу, направленную в первом направлении и находящуюся в резьбовом зацеплении с глухим резьбовым отверстием корпуса режущего инструмента, а верхний резьбовой участок имеет резьбу, направленную во втором направлении и находящуюся в резьбовом зацеплении со сквозным резьбовым отверстием прихвата; и
при вращении зажимного винта в первом направлении прихват втягивается в гнездо под прихват к глухому резьбовому отверстию, а зажимной выступ прихвата прижимается к удерживающей поверхности пластины, тем самым надежно прижимая режущую пластину в гнездо под режущую пластину.
Предпочтительно, прихват имеет переднюю поверхность на переднем участке, которая продолжается между верхней поверхностью, нижней поверхностью и двумя боковыми стенками,
передняя поверхность прихвата содержит переднюю стенку, переходящую в верхнюю поверхность посредством продолжающегося вперед скользящего выступа с вогнутой поверхностью скольжения на его переднем нижнем участке, имеющей первый радиус кривизны и плавно переходящей в переднюю стенку прихвата;
гнездо под прихват имеет две боковые стенки, продолжающиеся назад от передней стенки гнезда, а верхний конец передней стенки гнезда имеет выпуклую поверхность скольжения, направленную вверх и назад и имеющую второй радиус кривизны;
при вращении зажимного винта в первом направлении и установлении первичного контакта между вогнутой поверхностью скольжения прихвата и выпуклой поверхностью скольжения гнезда под прихват, прихват движется при комбинированном вращательном и поступательном перемещении.
При необходимости, второй радиус кривизны меньше, чем первый радиус кривизны.
В некоторых вариантах осуществления вращательное перемещение представляет собой вращение прихвата вокруг выпуклой поверхности скольжения гнезда под прихват в направлении вращения прихвата; а
поступательное перемещение представляет собой перемещение прихвата к глухому резьбовому отверстию.
Обычно, отверстие режущей пластины является сквозным отверстием.
Фактически, боковые стенки прихвата являются плоскими, параллельными друг другу и имеют первое расстояние между ними;
боковые стенки гнезда являются плоскими, параллельными друг другу и имеют второе расстояние между ними; и
первое расстояние немного меньше второго расстояния.
При необходимости, зажимной выступ имеет цилиндрический участок, переходящий в заднюю стенку прихвата, и наклонный участок, продолжающийся назад от цилиндрического участка.
В некоторых вариантах осуществления наклонный участок является коническим.
При необходимости, задняя поверхность прихвата выполнена с продолжающейся в продольном направлении выемкой в ее нижнем участке.
Кроме того, при необходимости, выпуклая поверхность скольжения заканчивается, на ее продольном конце, расширением корпуса режущего инструмента.
Предпочтительно, верхняя поверхность прихвата является вогнутой при виде сбоку прихвата.
Кроме того, предпочтительно, задний конец верхней поверхности прихвата является выпуклым в направлении спереди назад прихвата.
Более того, предпочтительно, задний конец верхней поверхности прихвата закрывает отверстие режущей пластины в зажатом положении режущей пластины.
При необходимости, задний конец верхней поверхности прихвата находится на расстоянии, равном одной шестой расстояния от тангенциальной опорной поверхности режущей пластины.
Обычно, зажимной винт содержит паз под ключ в его концевом участке.
В другом варианте, изобретение относится к режущему инструменту, имеющему новое зажимное устройство.
В еще одном варианте, изобретение относится к узлу режущего инструмента, регулируемому между разобранным и собранным состояниями.
Краткое описание чертежей
Для лучшего понимания настоящего изобретения и для демонстрации того, как оно может быть реализовано на практике, далее будет сделана ссылка на сопровождающие чертежи, на которых:
Фиг. 1 представляет собой вид в перспективе режущего инструмента, использующего зажимное устройство согласно настоящему изобретению.
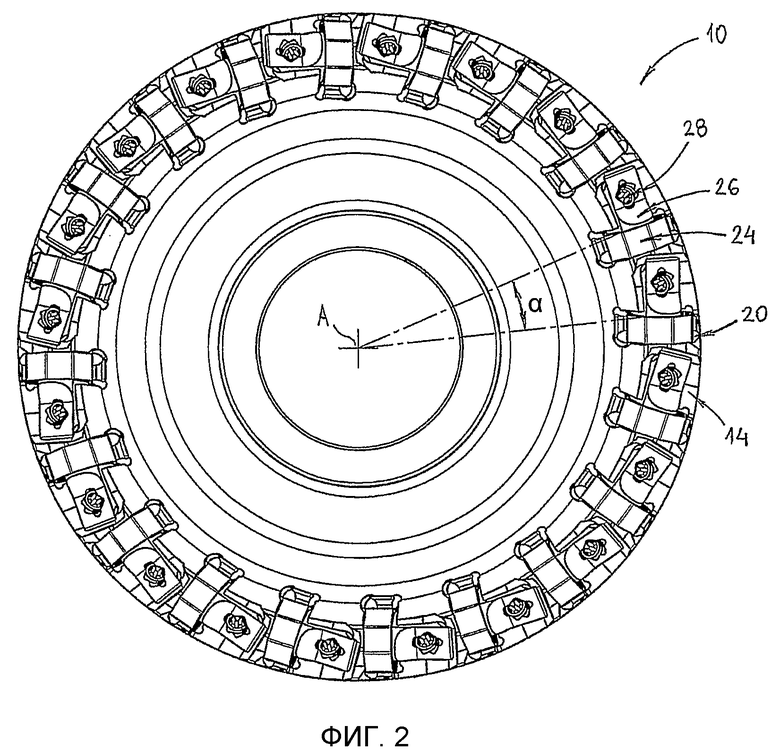
Фиг. 2 представляет собой вид сверху режущего инструмента по фиг. 1.
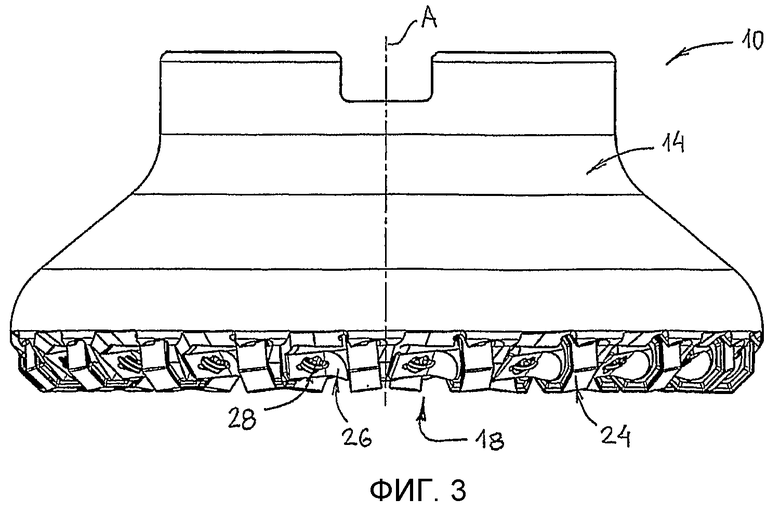
Фиг. 3 представляет собой вид сбоку режущего инструмента по фиг. 1.
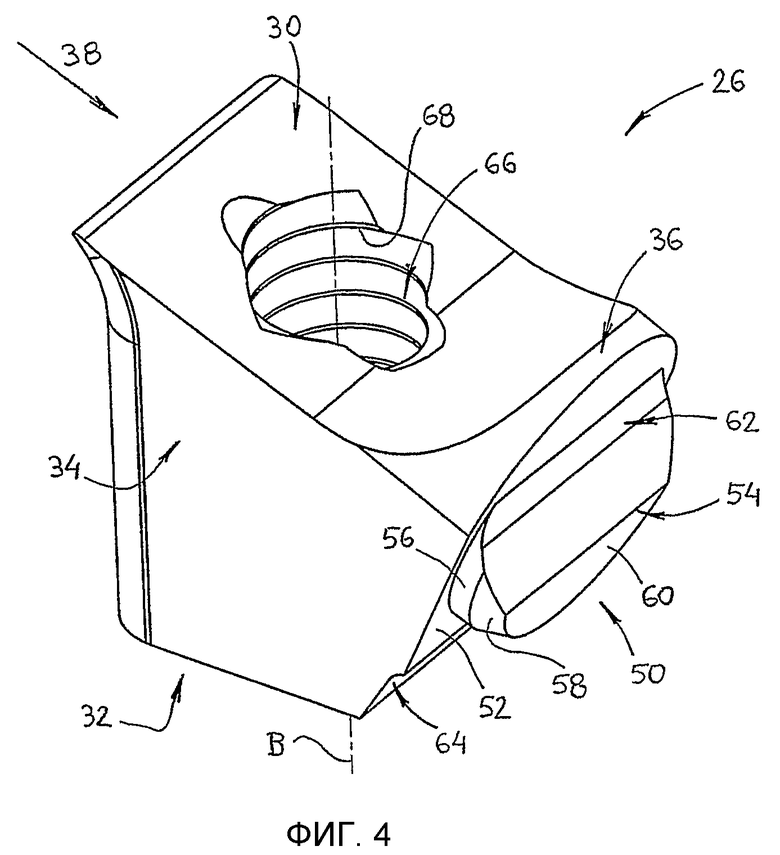
Фиг. 4 представляет собой вид сверху в перспективе сзади прихвата по фиг. 1.
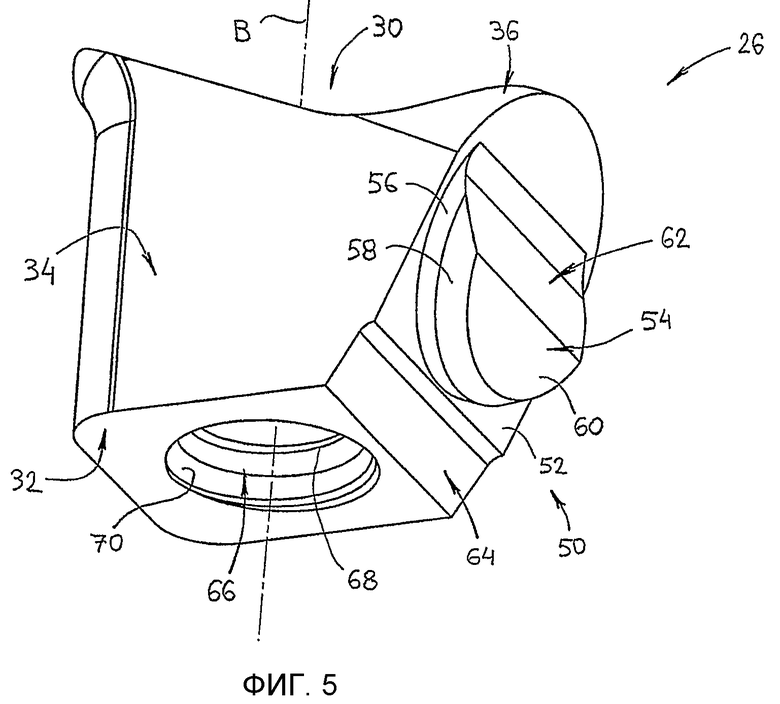
Фиг. 5 представляет собой вид снизу в перспективе сзади заднего обзора прихвата по фиг. 1.
Фиг. 6 представляет собой вид сверху в перспективе спереди прихвата по фиг. 1.
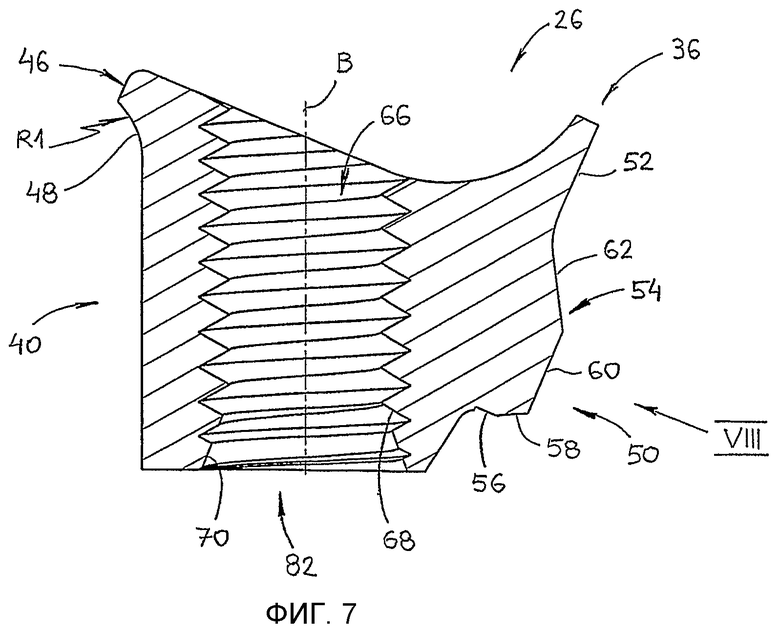
Фиг. 7 представляет собой вид в разрезе по линии VII-VII на фиг. 8.
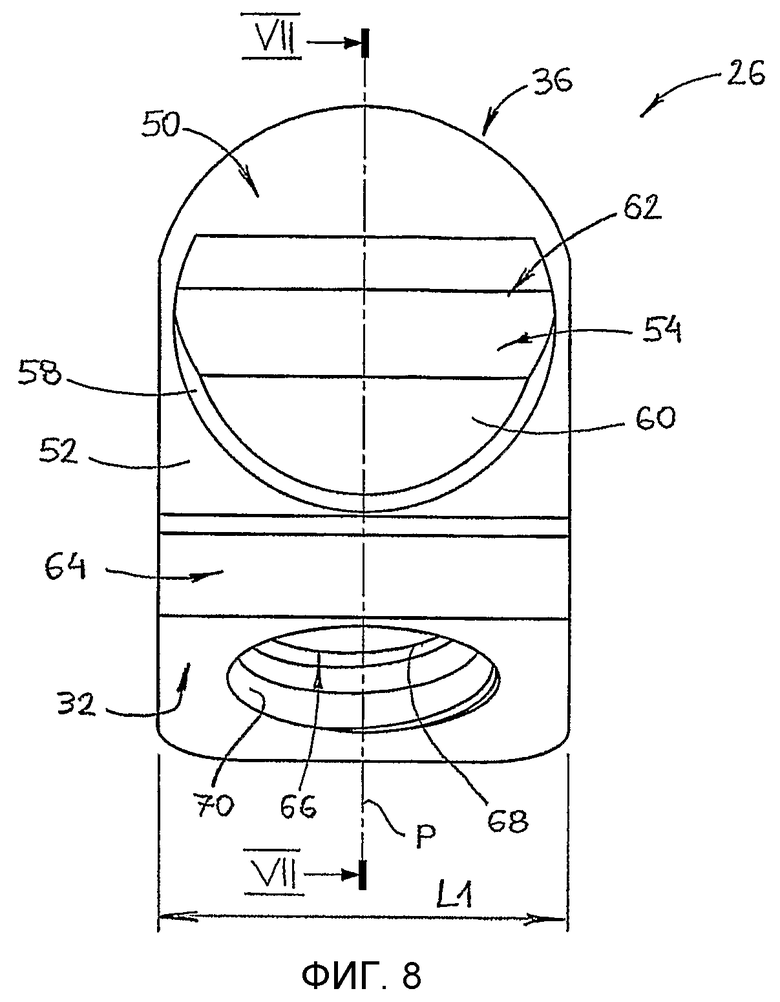
Фиг. 8 представляет собой вид сзади прихвата по фиг. 1, если смотреть в направлении VIII на фиг. 7.
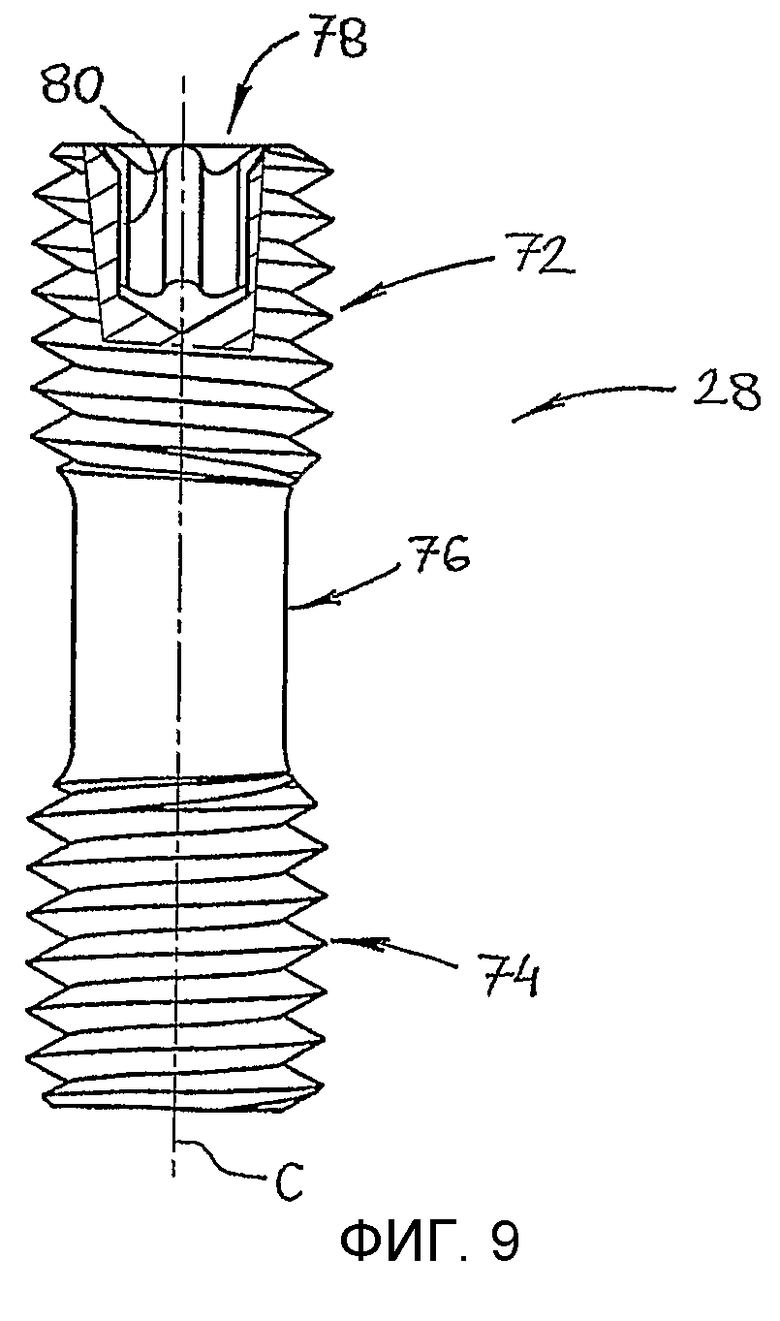
Фиг. 9 представляет собой вид сбоку прихвата по фиг. 1.
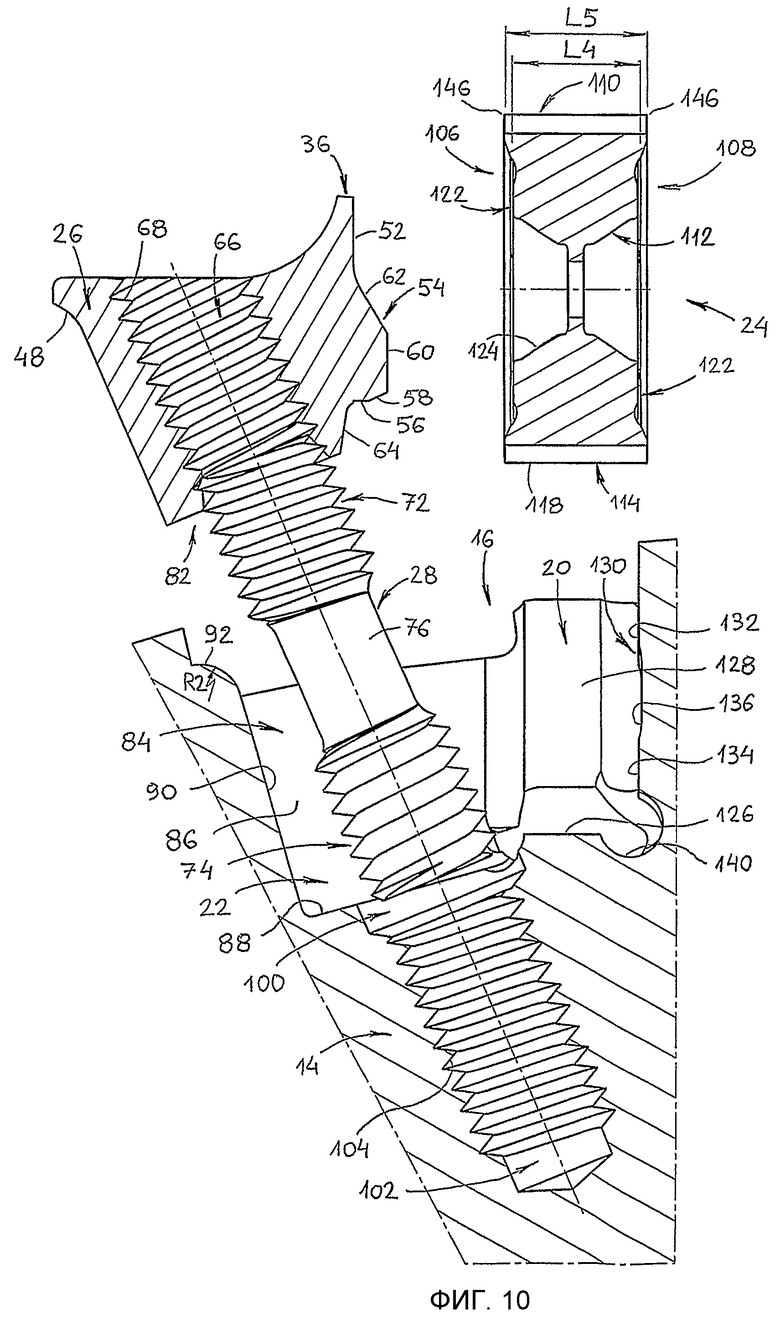
Фиг. 10 представляет собой вид в разрезе с пространственным разнесением элементов зажимного устройства и режущей пластины по фиг.1 по плоскости симметрии прихвата.
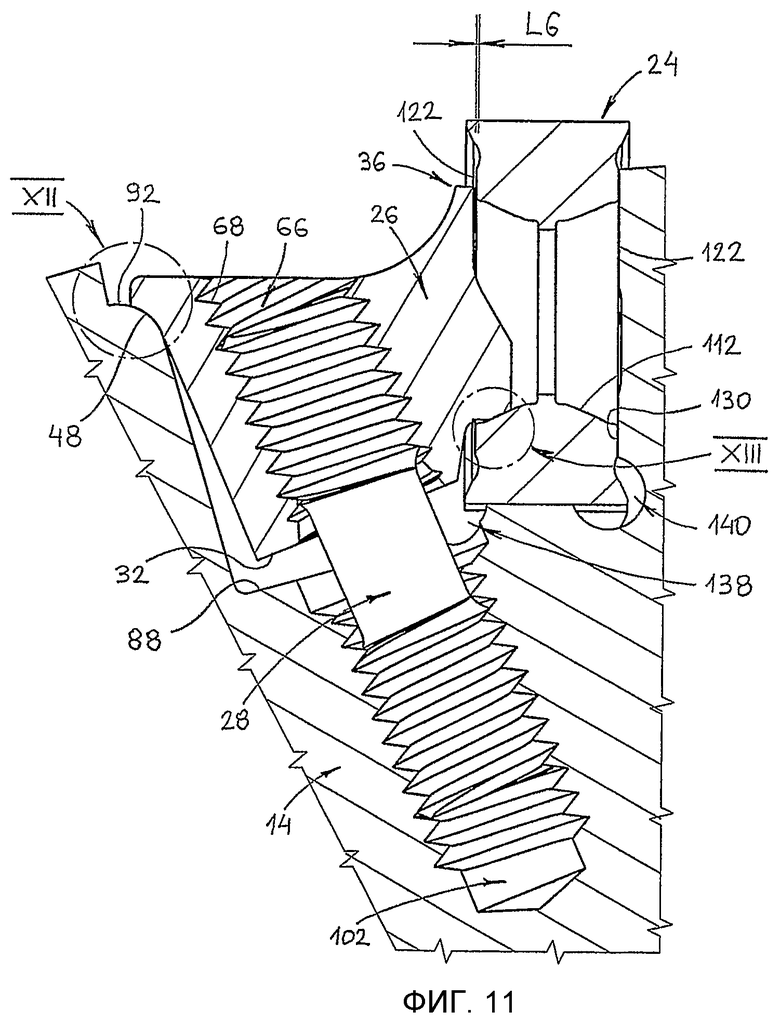
Фиг. 11 представляет собой зажимное устройство по фиг. 10 в собранном состоянии.
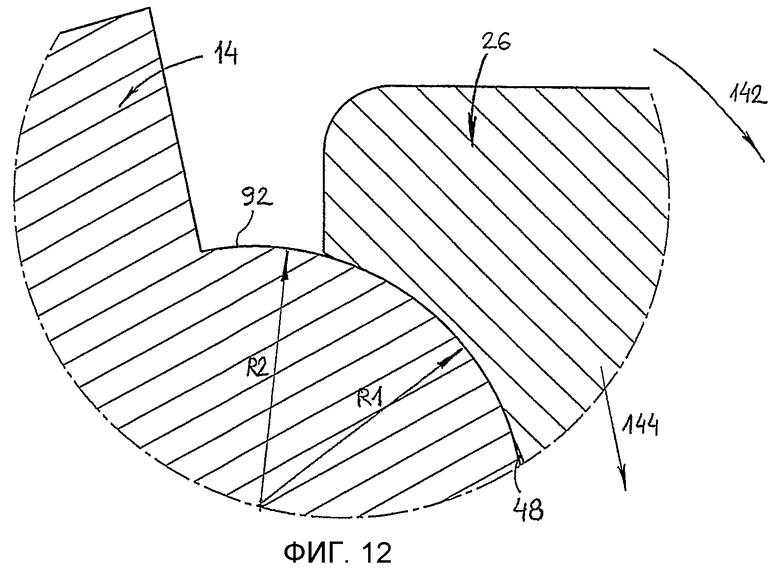
Фиг. 12 представляет собой увеличенное вид участка XII, обведенного кружком на фиг. 11.
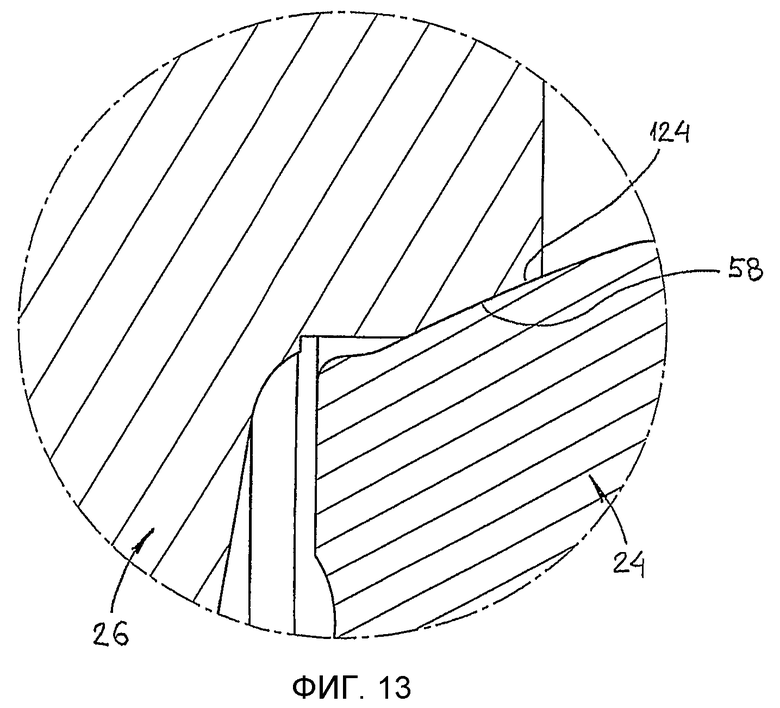
Фиг. 13 представляет собой увеличенный вид участка XIII, обведенного кружком на фиг. 11.
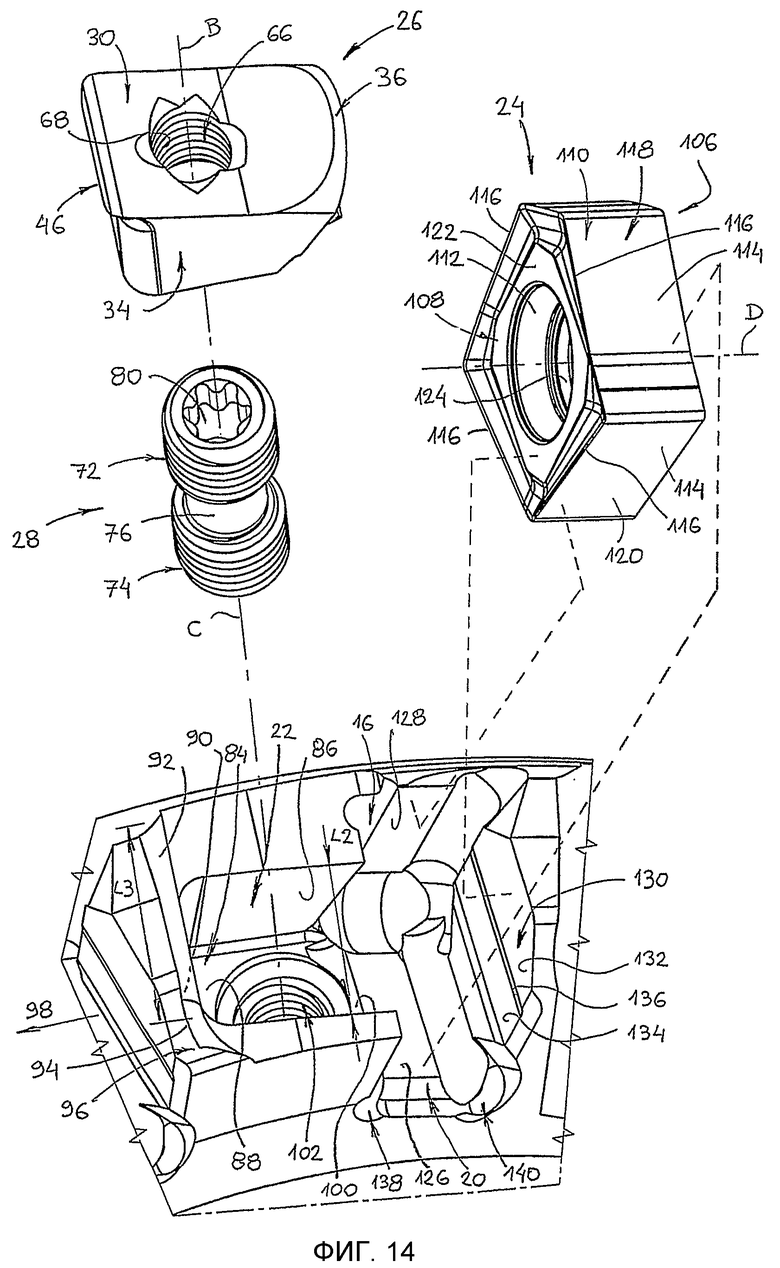
Фиг. 14 представляет собой увеличенный вид в перспективе с пространственным разнесением элементов зажимного устройства по фиг. 1.
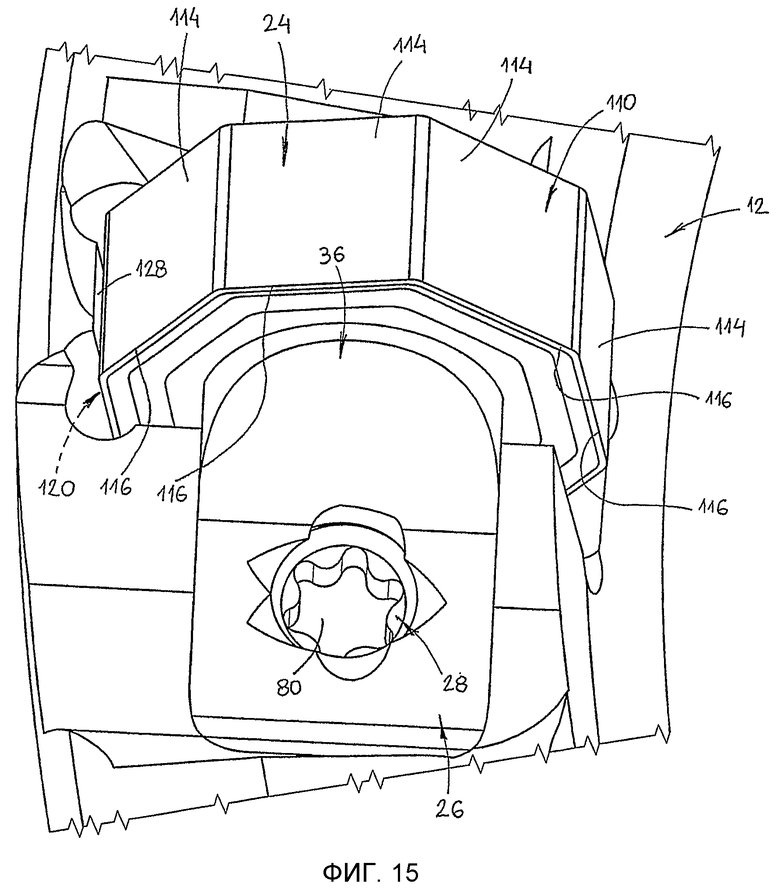
Фиг. 15 представляет собой вид в перспективе зажимного устройства по фиг. 14 в собранном состоянии.
Подробное описание изобретения
Со ссылкой на фиг. 1-3 показан режущий инструмент 10, в котором используется зажимное устройство 12 в соответствии с настоящим изобретением. Зажимное устройство 12 показано при использовании в торцевой фрезе. Однако настоящее изобретение не ограничивается использованием только в торцевых фрезах и зажимное устройство 12 согласно настоящему изобретению может быть также использовано и для других типов фрез и режущих инструментов.
Следует отметить, что термины, указывающие направления, упоминаемые в описании изобретения и формуле изобретения, например, «передний», «задний», «верхний», «нижний» и т.п., применяются для удобства распознавания положения различных поверхностей друг относительно друга. Эти термины определяются со ссылкой на чертежи и используются только для иллюстрации, а не ограничения объема приложенной формулы изобретения.
Режущий инструмент 10 имеет продольную ось А вращения, задающую направление спереди назад режущего инструмента 10, и направление R вращения. Режущий инструмент 10 содержит корпус 14 режущего инструмента с множеством гнезд 16, образованных на переднем конце 18 корпуса 14 режущего инструмента. Каждое гнездо 16 режущего инструмента содержит гнездо 20 под режущую пластину и гнездо 22 под прихват. Режущая пластина 24 удерживается в каждом гнезде 20 под режущую пластину прихватом 26. Прихват 26 удерживается в гнезде 22 под прихват зажимным винтом 28. Режущая пластина 24 может быть предпочтительно выполнена из твердосплавных порошков прессованием, спеканием или литьем под давлением.
На фиг. 1 и 14 показаны одно зажимное устройство 12 и относящаяся к нему режущая пластина 24, извлеченные из гнезда 16 режущего инструмента, а именно режущая пластина 24 показана извлеченной из гнезда 20 под режущую пластину, а прихват 26 и зажимной винт 28 показаны извлеченными из их гнезда 22 под прихват. Как хорошо видно на фиг. 14, гнездо 20 под режущую пластину переходит в соответствующее гнездо 22 под прихват и образует гнездо 16 режущего инструмента.
Со ссылкой на фиг. 4-15. Как показано, прихват 26 содержит верхнюю поверхность 30, нижнюю поверхность 32, противоположную верхней поверхности 30 и две боковые стенки 34, которые продолжаются между верхней поверхностью 30 и нижней поверхностью 32. Согласно одному варианту осуществления две боковые стенки 34 являются плоскими, параллельными друг другу и находятся на первом расстоянии L1 между ними. Кроме того, нижняя поверхность 32 может быть плоской.
Как показано на фиг. 4-7, верхняя поверхность 30 является вогнутой при виде сбоку прихвата 26, таким образом обеспечивая свободный отвод стружки по ней во время обработки металла резанием. В некоторых вариантах осуществления, как хорошо видно на фиг. 11 и 15, задний конец 36 верхней поверхности 30 прихвата является выпуклым, если смотреть в направлении 38 спереди назад прихвата 26 (см. фиг. 4) по соображениям описанным ниже.
Прихват 26 дополнительно содержит на своем переднем участке 40 переднюю поверхность 42, которая продолжается между верхней поверхностью 30, нижней поверхностью 32 и двумя боковыми стенками 34. Передняя поверхность 42 имеет переднюю стенку 44, которая переходит в верхнюю поверхность 30 посредством продолжающегося вперед скользящего выступа 46.
Как хорошо видно на фиг. 7, скользящий выступ 46 имеет вогнутую поверхность 48 скольжения в его переднем нижнем участке. Вогнутая поверхность 48 скольжения имеет первый радиус R1 кривизны и плавно переходит в переднюю стенку 44 прихвата. Согласно одному варианту осуществления, передняя стенка 44 прихвата является плоской.
Прихват 26 содержит заднюю поверхность 50, противоположную передней поверхности 42. Задняя поверхность 50 имеет заднюю стенку 52 прихвата и зажимной выступ 54, продолжающийся назад от задней стенки 52. В одном варианте осуществления зажимной выступ 54 содержит цилиндрический участок 56, который переходит в заднюю стенку 52 и наклонный участок 58, продолжающийся назад от цилиндрического участка 56. Задний конец наклонного участка 58 переходит в заднюю стенку 60 выступа. Зажимной выступ 54 дополнительно содержит вырезанный участок 62, который переходит, в его верхнем участке, в заднюю стенку 52, а в его крайнем заднем участке, в заднюю стенку 60 выступа.
Согласно одному варианту осуществления наклонный участок 58 является коническим. Однако, согласно другому варианту осуществления, наклонный участок 58 может быть наклонен другим образом. Кроме того, зажимной выступ 54 необязательно должен содержать цилиндрический участок 56, и наклонный участок 58 может продолжаться назад непосредственно от задней стенки 52 прихвата.
В некоторых вариантах осуществления задняя поверхность 50 прихвата может содержать, в ее нижнем участке, продолжающуюся в продольном направлении выемку 64 для обеспечения задней поверхности 50 прихвата достаточного зазора при зажатии различных режущих пластин одним и тем же прихватом 26.
Согласно одному варианту осуществления прихват 26 является симметричным по отношению к плоскости Р симметрии, которая делит пополам прихват 26 между двумя боковыми стенками 34 и параллельна им.
Сквозное резьбовое отверстие 66 продолжается между верхней поверхностью 30 прихвата и нижней поверхностью 32 прихвата. Сквозное резьбовое отверстие 66 является симметричным по отношению к оси В сквозного отверстия. Ось В сквозного отверстия лежит на плоскости Р симметрии и может быть параллельна передней стенке 44 прихвата.
Резьба 68 продолжается в сквозном резьбовом отверстии 66. Для правостороннего затягивания зажимного винта 28, то есть, затягивания зажимного винта 28 в направлении по часовой стрелке, резьба 68 должна быть левосторонней. Понятно, что, если требуется левостороннее затягивание зажимного винта 28, то есть, затягивание зажимного винта 28 в направлении против часовой стрелки, то тогда резьба 68 должна быть правосторонней.
Резьба 68 может продолжаться между нижней поверхностью 32 прихвата и верхней поверхностью 30 прихвата. Однако необязательно, чтобы резьба 68 продолжалась до верхней поверхности 30 прихвата, и она может продолжаться только вдоль участка сквозного резьбового отверстия 66. Кроме того, сквозное резьбовое отверстие 66 может быть только частично резьбовым, так что зацепление зажимного винта 28 с резьбой 68 ограничено заданной длиной для ограничения введения зажимного винта 28 в прихват 26 (не показан на чертежах).
В некоторых вариантах осуществления сквозное резьбовое отверстие 66 имеет расширение 70 в его нижнем участке для содействия более легкому первоначальному зацеплению зажимного винта 28 с резьбой 68 сквозного резьбового отверстия 66.
Зажимной винт 28 имеет ось С и содержит верхний резьбовой участок 72, нижний резьбовой участок 74 и безрезьбовой промежуточный участок 76 между ними. Верхний резьбовой участок 72 и нижний резьбовой участок 74 имеют разнонаправленную резьбу. Согласно одному варианту осуществления верхний резьбовой участок 72 имеет левостороннюю резьбу, а нижний резьбовой участок 74 - правостороннюю резьбу.
Концевой участок 78 верхнего резьбового участка 72 имеет паз 80 под ключ для введения подходящего ключа (не показан) и вращения зажимного винта 28. Паз 80 под ключ может быть выполнен для приема торцевого ключа или ключа типа «Торкс».
Со ссылкой на фиг. 10-15 описан узел зажимного устройства 12.
На первом этапе вводят верхний резьбовой участок 72 винта в резьбовое зацепление, сразу после нескольких поворотов, с нижним участком 82 сквозного резьбового отверстия 66 прихвата 26. Этот этап обеспечивает первоначальное зацепление между прихватом 26 и зажимным винтом 28.
На втором этапе зажимной винт 28 вместе с прихватом 26 вводят в гнездо 22 под прихват в основном участке 84 гнезда 16 режущего инструмента.
Гнездо 22 под прихват ограничено двумя боковыми стенками 86, противоположными друг другу. Согласно одному варианту осуществления боковые стенки 86 гнезда являются плоскими, параллельными друг другу и находятся на втором расстоянии L2 между ними. Практически второе расстояние L2 аналогично первому расстоянию L1, но немного больше него. Стенка 88 основания гнезда продолжается между боковыми стенками 86 гнезда.
Две боковые стенки 86 гнезда переходят, в их переднем участке, в переднюю стенку 90 гнезда, которая может быть плоской. Верхний конец передней стенки 90 гнезда образует выпуклую поверхность 92 скольжения, которая направлена вверх и назад и имеет второй радиус R2 кривизны.
Второй радиус R2 кривизны аналогичен первому радиусу R1 кривизны. Второй радиус R2 кривизны может быть большим, равным или меньшим, чем первый радиус R1 кривизны. Согласно одному варианту осуществления, второй радиус R2 кривизны немного меньше, чем первый радиус R1 кривизны для создания единственного линейного контакта между выгнутой поверхностью 48 скольжения прихвата 26 и выпуклой поверхностью 92 скольжения гнезда 22 под прихват. Единственный линейный контакт может обеспечить перемещение прихвата 26 по выпуклой поверхности 92 скольжения гнезда 22 под прихват, а также свободное скольжение между ними. Выпуклая поверхность 92 скольжения может иметь продольный размер третьей длины L3, которая аналогична второму расстоянию L2 между боковыми стенками 86 гнезда. В некоторых вариантах осуществления третья длина L3 может быть больше, чем второе расстояние L2.
Выпуклая поверхность 92 скольжения может заканчиваться, на продольном конце 94, расширением 96 корпуса режущего инструмента. Расширение 96 корпуса режущего инструмента имеет два назначения. Во-первых, оно обеспечивает дополнительное боковое опорное усиление для гнезда 22 под прихват. Во-вторых, оно усиливает тангенциальную опору корпуса 14 режущего инструмента для режущей пластины 224 (см. фиг. 1), которая удерживается тангенциально впереди, в тангенциально переднем направлении 98, и смежно основному участку 84 гнезда 16 режущего инструмента.
Гнездо 22 под прихват имеет, в его нижнем участке 100, глухое резьбовое отверстие 102 с резьбой 104. Резьба 104 совпадает по размеру и направлению с нижним резьбовым участком 74 винта.
Зажимной винт 28 находится в резьбовом зацеплении на несколько витков с глухим резьбовым отверстием 102. Это осуществляется с помощью соответствующего ключа (не показан), который вставляется через сквозное резьбовое отверстие 66 прихвата 26 в паз 80 под ключ. На этом этапе зажимное устройство 12 зацепляется с корпусом 14 режущего инструмента и занимает положение, готовое для приема режущей пластины 24 в гнездо 20 под режущую пластину.
Режущая пластина 24 имеет форму, которая подходит для удерживания ее зажимным устройством 12 согласно настоящему изобретению. Обычно режущая пластина является двухсторонней. Однако, односторонняя режущая пластина также может быть закреплена зажимным устройством 12.
Режущая пластина 24 имеет по существу призматическую форму и содержит переднюю поверхность 106, заднюю поверхность 108, противоположную передней поверхности 106, и периферийную поверхность 110 между ними. Сквозное отверстие 112 пластины, имеющее ось D, продолжается между передней поверхностью 106 и задней поверхностью 108.
Периферийная поверхность 110 пластины разделена на боковые грани 114. В варианте осуществления, показанном на фиг. 15, периферийная поверхность 110 разделена на восемь одинаковых боковых граней 114, чтобы ее можно было восемь раз повернуть относительно оси D сквозного отверстия пластины. В других вариантах осуществления (например, показанном на фиг. 14) режущая пластина может быть по существу квадратной. В этом случае периферийная поверхность 110 пластины будет разделена на четыре одинаковые боковые грани 114 пластины, чтобы ее можно было повернуть четыре раза относительно оси D сквозного отверстия пластины.
Режущие пластины, показанные на фиг.14 и 15, являются также переставными. Это означает, что после того как они были повернуты на определенный угол относительно оси D сквозного отверстия, они могут быть перевернуты и, таким образом, могут менять места между передней поверхностью 106 пластины и задней поверхностью 108 пластины. В этом положении они могут быть повернуты на определенный угол относительно оси D сквозного отверстия, четыре раза для режущей пластины, показанной на фиг. 14, и восемь раз для режущей пластины, показанной на фиг. 15.
Две режущие пластины 24, показанные на фиг. 14 и 15, имеют соответственно четыре и восемь боковых граней 114. Предпочтительно, каждая режущая пластина может быть закреплена в одном и том же гнезде под режущую пластину и зажата зажимным устройством 12 согласно настоящему изобретению. Однако понятно, что режущие пластины других форм, имеющие разное количество боковых граней, например, шесть, могут быть в равной мере закреплены зажимным устройством согласно настоящему изобретению. В этом случае может потребоваться небольшое изменение гнезда под режущую пластину.
Пересечение передней и задней поверхностей 106 и 108 пластины с боковыми гранями 114 пластины образует режущие кромки 116 режущей пластины 24. В варианте осуществления, показанном на фиг. 14, режущая пластина 24 имеет четыре боковые грани и восемь режущих кромок 116. В этом случае четыре режущие кромки 116 соединены с передней поверхностью 106 пластины, и четыре режущие кромки 116 соединены с задней поверхностью 108 пластины.
В варианте осуществления, показанном на фиг. 15, режущая пластина 24 имеет восемь боковых граней и шестнадцать режущих кромок 116. В этом случае восемь режущих кромок 116 соединены с передней поверхностью 106 пластины, и восемь режущих кромок 116 соединены с задней поверхностью 108 пластины. В других вариантах осуществления режущая пластина может иметь разное количество режущих кромок.
На фиг. 14 ориентация режущей пластины 24 соответствует ориентации гнезда 20 под режущую пластину. Однако, для ясности, поскольку режущая пластина 24 имеет одинаковую переднюю и заднюю поверхности 106 и 108 и четыре одинаковые боковые грани 114 и поскольку активные опорные поверхности режущей пластины 24 не видны на этом чертеже, направление опорных поверхностей было противоположным, и три пунктирные линии, соединяющие режущую пластину 24 и гнездо 20 под режущую пластину, показывают положение опорных поверхностей режущей пластины по отношению к соответствующим опорным поверхностям гнезда 20 под режущую пластину.
В показанном варианте осуществления первая боковая грань 114 пластины служит осевой опорной поверхностью 118 пластины, а вторая боковая грань 114 пластины служит радиальной опорной поверхностью 120 пластины. Задняя поверхность 108 пластины имеет тангенциальную опорную поверхность 122, которая продолжается вокруг сквозного отверстия 112 пластины. Нижний передний участок сквозного отверстия 112 пластины служит удерживающей поверхностью 124 пластины.
Гнездо 20 под режущую пластину содержит осевую опорную поверхность 126, смежную глухому резьбовому отверстию 102, радиальную опорную поверхность 128, расположенную радиально снаружи от осевой опорной поверхности 126 и по существу перпендикулярную ей, и тангенциальную опорную поверхность 130, расположенную позади осевой и радиальной опорных поверхностей 126 и 128 и по существу перпендикулярную им.
В одном варианте осуществления тангенциальная опорная поверхность 130 гнезда содержит верхний тангенциальный опорный участок 132, который является копланарным нижнему тангенциальному опорному участку 134 и отделен от него тангенциальной разгрузочной канавкой 136. Такая конструкция обеспечивает лучшую равномерную тангенциальную опору для режущей пластины 24.
Аналогичным образом, при необходимости, осевая опорная поверхность 126 гнезда может содержать два осевых опорных участка гнезда, которые отделены осевой разгрузочной канавкой (не показана). Аналогично, при необходимости, радиальная опорная поверхность 128 гнезда может содержать два радиальных опорных участка гнезда, которые отделены радиальной разгрузочной канавкой (не показана).
Конструкция опорных поверхностей гнезда не ограничена описанной выше, и могут понадобиться другие конструкции опорных поверхностей гнезда в зависимости от конструкции различных поверхностей режущей пластины, которые прижимаются.
На третьем этапе режущая пластина 24 помещается в гнездо 20 под режущую пластину так, что осевая опорная поверхность 118 пластины опирается на осевую опорную поверхность 126 гнезда, радиальная опорная поверхность 120 пластины опирается на радиальную опорную поверхность 128 гнезда, и тангенциальная опорная поверхность 122 пластины опирается на тангенциальную опорную поверхность 130 гнезда.
В показанных вариантах осуществления тангенциальные опорные поверхности 122 пластины расположены внутри, то есть углублены по отношению к крайним точкам 146 передней и задней поверхностей 106 и 108 пластины. А именно, как показано на фиг. 10, четвертое расстояние L4 между тангенциальными опорными поверхностями 122 короче, чем пятое расстояние L5 между крайними точками 146 передней и задней поверхностей 106 и 108 пластины, если смотреть сбоку режущей пластины 24.
Таким образом, гнездо 20 под режущую пластину имеет переднюю разгрузочную канавку 138 и заднюю разгрузочную канавку 140 для обеспечения достаточной разгрузки режущих кромок 116 режущей пластины 24, когда она удерживаются в гнезде 20 под режущую пластину. Передняя разгрузочная канавка 138 расположена перед осевой и радиальной опорными поверхностями 126 и 128 гнезда. Задняя разгрузочная канавка 140 расположена позади осевой и радиальной опорных поверхностей 126 и 128 гнезда.
На четвертом этапе зажимной винт 28 поворачивают в закрывающем направлении до тех пор, пока выгнутая поверхность 48 скольжения прихвата 26 не войдет в контакт с выпуклой поверхностью 92 скольжения гнезда 22 под прихват. Во время этого этапа зажимной выступ 54 прихвата 26 выступает в режущую пластину через отверстие 112, тем самым, предотвращая выпадение режущей пластины из гнезда 20 под режущую пластину. На этом этапе вращение зажимного винта 28 в закрывающем направлении вызывает прохождение зажимного винта 28 глубже в гнездо 22 под прихват.
При дальнейшем затягивании зажимного винта 28 прихват 26 движется при комбинированном вращательном и поступательном перемещении. Первое перемещение прихвата 26 представляет собой вращательное перемещение вокруг выпуклой поверхности 92 скольжения гнезда 22 под прихват во вращательном направлении 142 прихвата, как показано на фиг. 12. Второе перемещение прихвата 22 представляет собой поступательное перемещение в поступательном направлении 144 прихвата к глухому резьбовому отверстию 102.
Комбинированное перемещение вызывает прижатие наклонного участка 58 зажимного выступа 54 к удерживающей поверхности 124 сквозного отверстия 112 пластины. Прижатие осуществляется в направлении, которое обеспечивает и поддерживает плотное прижатие режущей пластины 24 к гнезду 20 под режущую пластину, а именно, к осевой 126, радиальной 128 и тангенциальной 130 опорным поверхностям гнезда.
Комбинированное перемещение прихвата 26 ограничено плоскостью, параллельной плоскости Р симметрии и параллельной боковым стенкам 86 гнезда. Это осуществляется путем обеспечения жестких допусков между первым расстоянием L1 между боковыми стенками 34 прихвата и вторым расстоянием L2 между боковыми стенками 86 гнезда. Таким образом, предотвращается перемещение прихвата 26 в направлении, которое не параллельно боковым стенкам 86 гнезда. Такое ограничение перемещения прихвата 26 гарантирует точное и однозначное позиционирование наклонного участка 58 зажимного выступа 54 на удерживающей поверхности 124 пластины.
Таким образом, в описанном выше процессе узел режущего инструмента, содержащий корпус 14 режущего инструмента, прихват 26, зажимной винт 28 и режущую пластину 24, может быть отрегулирован из разобранного состояния, в котором эти четыре элемента отделены друг от друга, в собранное состояние, в котором прихват 26 удерживается в гнезде 22 под прихват посредством зажимного винта 28, при этом режущая пластина 24 удерживается в гнезде 20 под режущую пластину зажимным выступом 54 прихвата 26, прижатым к удерживающей поверхности 124 режущей пластины 24, тем самым, удерживая режущую пластину в гнезде 16 режущего инструмента.
Прижатие наклонного участка 58 к удерживающей поверхности 124 пластины аналогично закреплению обычного стопорного винта в уровне техники на удерживающей поверхности 124 пластины такого же типа. Аналогичное закрепление означает то, что не требуется специального конструктивного исполнения сквозного отверстия 112 режущей пластины и что обычная режущая пластина может быть использована с режущим инструментом 10 согласно настоящему изобретению, в котором такая же режущая пластина 24 может быть закреплена посредством обычного стопорного винта в других типах режущих инструментов.
Таким образом, достигается прочное и надежное закрепление режущей пластины 24. Кроме того, конструкция зажимного винта 28 такая, что его верхний резьбовой участок 72 и его нижний резьбовой участок 74 имеют резьбу разного направления, и она обеспечивает осевое перемещение прихвата 26 к глухому резьбовому отверстию 102. Благодаря такому перемещению прихват 26 фактически вклинивается между выпуклой поверхностью 92 скольжения и режущей пластиной 24 и поэтому оказывает большее зажимное усилие на режущую пластину 24.
Как объяснено выше, задний конец 36 верхней поверхности 30 прихвата является выпуклым, если смотреть на прихват 26 в направлении 38 спереди назад. Конструкция прихвата 26 обеспечивает уплотнение сквозного отверстия 112 режущей пластины от проникновения стружки, образующейся при механической обработке, а также предотвращает попадание стружки между прихватом 26 и режущей пластиной 24.
Как хорошо видно на фиг. 11, задний конец 36 верхней поверхности 30 прихвата находится напротив тангенциальной опорной поверхности 122 режущей пластины и может быть немного отделен от нее шестым расстоянием L6 для обеспечения того, чтобы контакт между прихватом 26 и режущей пластиной 24 возникал сначала между наклонным участком 58 зажимного выступа 54 и удерживающей поверхностью 124 сквозного отверстия 112 пластины. Кроме того, как видно из фиг. 11 и 14, даже хотя режущая пластина 24 может иметь сквозное отверстие 112, подходящее для размещения зажимного винта, в настоящем изобретении сквозное отверстие 112 режущей пластины свободно от зажимного винта, который проходит полностью через прихват для прикрепления режущей пластины к зажимному отверстию, выполненному в гнезде под режущую пластину.
Таким образом, в режущем инструменте 10 согласно настоящему изобретению обеспечивается фреза со сверхмелким шагом и относительно небольшим углом α шага (см. фиг. 2). В одном варианте осуществления режущий инструмент диаметром 125 мм может иметь угол α, равный 18°, и удерживать двадцать режущих пластин 24, что больше по сравнению с аналогичными режущими инструментами в известном уровне техники.
Хотя настоящее изобретение описано достаточно подробно, следует понимать, что могут быть выполнены различные изменения и дополнения в пределах сущности и объема изобретения, определенного в формуле изобретения.
Даже хотя режущая пластина, которая, как описано, зажимается зажимным устройством согласно настоящему изобретению, имеет сквозное отверстие, следует понимать, что режущая пластина не обязательно должна иметь сквозное отверстие. В том случае, когда режущая пластина не имеет сквозного отверстия, она может иметь отверстие или углубление такой формы, которая позволяет ему иметь удерживающую поверхность, к которой прижимается зажимной выступ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2010 |
|
RU2495733C1 |
| РЕЖУЩАЯ ПЛАСТИНА | 2008 |
|
RU2455128C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2008 |
|
RU2454302C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2314180C2 |
| ДЕРЖАВКА И СПОСОБ ЗАКРЕПЛЕНИЯ РЕЖУЩЕЙ ПЛАСТИНЫ В НЕЙ | 2012 |
|
RU2603406C2 |
| РЕЖУЩАЯ ГОЛОВКА ДЛЯ ВРАЩАЮЩЕГОСЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2350433C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕГО | 2009 |
|
RU2500507C2 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА | 2012 |
|
RU2579867C2 |
| ДЕРЖАТЕЛЬ И ЛЕЗВИЕ ДЛЯ СТАНОЧНОЙ ОБРАБОТКИ | 2021 |
|
RU2837423C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕГО | 2011 |
|
RU2575060C2 |

Зажимное устройство предназначено для закрепления режущей пластины в корпусе режущего инструмента и содержит прихват с зажимным выступом, режущую пластину, имеющую отверстие и установленную в гнезде, которое переходит в гнездо под прихват, причем корпус имеет глухое резьбовое отверстие с резьбой первого направления, при этом прихват имеет сквозное резьбовое отверстие с резьбой второго направления, противоположного первому, зажимной винт, удерживающий прихват в гнезде под прихват и имеющий верхний и нижний резьбовые участки и безрезьбовой промежуточный участок между ними, причем нижний резьбовой участок имеет резьбу первого направления, а верхний резьбовой участок - второго направления. При этом прихват имеет скользящий выступ с вогнутой поверхностью скольжения на его переднем нижнем участке, взаимодействующий с выпуклой поверхностью скольжения на корпусе. После установления первичного контакта между вогнутой поверхностью скольжения прихвата и выпуклой поверхностью скольжения корпуса прихват имеет возможность движения в виде комбинированного вращательного и поступательного перемещений. Технический результат - повышение надежности крепления режущей пластины в гнезде корпуса. 12 з.п. ф-лы, 15 ил.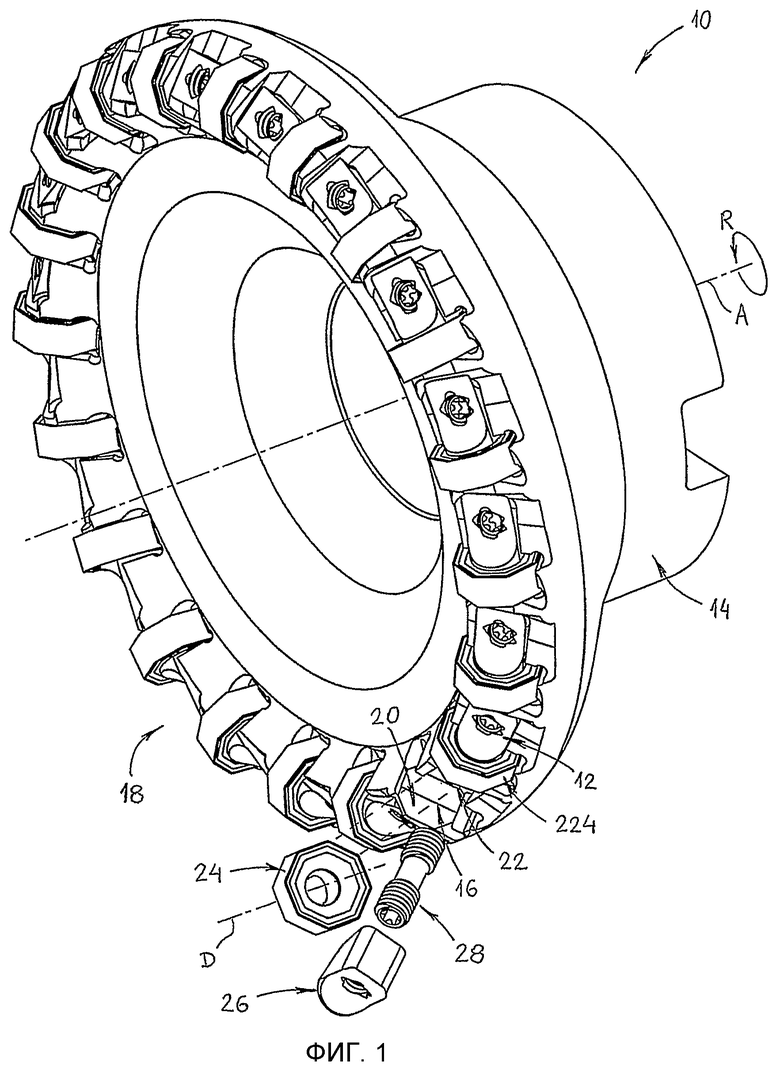
1. Зажимное устройство (12) для зажатия режущей пластины (24) в корпусе (14) режущего инструмента (10), содержащее:
прихват (26), установленный в гнезде (22) под прихват и содержащий зажимной выступ (54), продолжающийся назад от его задней поверхности (50);
режущую пластину (24), содержащую отверстие (112) с удерживающей поверхностью (124) и установленную в гнезде (20) под режущую пластину, которое переходит в гнездо под прихват;
причем корпус (14) режущего инструмента содержит глухое резьбовое отверстие (102), продолжающееся внутрь него и имеющее резьбу (104), направленную в первом направлении;
при этом прихват (26) содержит верхнюю поверхность (30) и нижнюю поверхность (32), продолжающиеся между двумя боковыми стенками (34), сквозное резьбовое отверстие (66), продолжающееся от верхней поверхности к нижней поверхности и имеющее резьбу (68), направленную во втором направлении, противоположном первому направлению;
зажимной винт (28), удерживающий прихват (26) в гнезде (22) под прихват и имеющий верхний резьбовой участок (72), нижний резьбовой участок (74) и безрезьбовой промежуточный участок (76) между ними, причем нижний резьбовой участок имеет резьбу, направленную в первом направлении и находящуюся в резьбовом зацеплении с глухим резьбовым отверстием корпуса режущего инструмента, а верхний резьбовой участок имеет резьбу, направленную во втором направлении и находящуюся в резьбовом зацеплении со сквозным резьбовым отверстием прихвата;
при этом прихват (26) имеет переднюю поверхность (42) на переднем участке (40), которая продолжается между верхней поверхностью (30), нижней поверхностью (32) и двумя боковыми стенками (34);
причем передняя поверхность (42) прихвата содержит переднюю стенку (44), которая переходит в верхнюю поверхность (30) посредством продолжающегося вперед скользящего выступа (46) с вогнутой поверхностью (48) скольжения на его переднем нижнем участке, имеющей первый радиус (R1) кривизны и плавно переходящей в переднюю стенку прихвата;
при этом гнездо (22) под прихват имеет две боковые стенки (86), продолжающиеся назад от передней стенки (90) гнезда, а верхний конец передней стенки гнезда имеет выпуклую поверхность (92) скольжения, направленную вверх и назад и имеющую второй радиус (R2) кривизны;
причем зажимной выступ (54) выполнен с возможностью прижатия к удерживающей поверхности (124) пластины для надежного удержания режущей пластины (24) в гнезде (20) под режущую пластину после закрепления прихвата (26) в корпусе (14) режущего инструмента;
при этом при вращении зажимного винта в первом направлении прихват втягивается в гнездо под прихват к глухому резьбовому отверстию, а зажимной выступ прихвата прижимается к удерживающей поверхности пластины, тем самым надежно прижимая режущую пластину в гнездо под режущую пластину; и
после установления первичного контакта между вогнутой поверхностью (48) скольжения прихвата и выпуклой поверхностью (92) скольжения гнезда под прихват, прихват (26) имеет возможность движения в виде комбинированного вращательного (142) и поступательного (144) перемещений.
2. Устройство (12) по п.1, в котором отверстие режущей пластины (24) выполнено сквозным (112).
3. Устройство (12) по п.1, в котором зажимной выступ (54) имеет цилиндрический участок (56), переходящий в заднюю стенку (52) прихвата, и наклонный участок (58), продолжающийся назад от цилиндрического участка.
4. Устройство (12) по п.3, в котором наклонный участок (58) выполнен коническим.
5. Устройство (12) по п.1, в котором задняя поверхность (50) прихвата (26) выполнена с продолжающейся в продольном направлении выемкой (64) в ее нижнем участке.
6. Устройство (12) по п.1, в котором верхняя поверхность (30) прихвата выполнена вогнутой при виде сбоку на прихват (26).
7. Устройство (12) по п.1, в котором задний конец (36) верхней поверхности (30) прихвата выполнен выпуклым в направлении (38) спереди назад прихвата.
8. Устройство (12) по п.7, в котором задний конец (36) верхней поверхности (30) прихвата закрывает отверстие (112) режущей пластины в зажатом положении режущей пластины (24).
9. Устройство (12) по п.8, в котором задний конец (36) верхней поверхности (30) прихвата находится на расстоянии от тангенциальной опорной поверхности (122) режущей пластины (24).
10. Устройство (12) по п.1, в котором второй радиус (R2) кривизны меньше первого радиуса (R1) кривизны.
11. Устройство (12) по п.1, в котором вращательное перемещение представляет собой вращение прихвата (26) вокруг выпуклой поверхности (92) скольжения гнезда (22) под прихват в направлении (142) вращения прихвата, а
поступательное перемещение (144) представляет собой перемещение прихвата (26) к глухому резьбовому отверстию (102).
12. Устройство (12) по п.1, в котором боковые стенки (34) прихвата выполнены плоскими, параллельными друг другу и имеют первое расстояние (L1) между ними, боковые стенки (86) гнезда являются плоскими, параллельными друг другу и имеют второе расстояние (L2) между ними, и первое расстояние (L1) немного меньше второго расстояния (L2).
13. Устройство (12) по п.1, в котором выпуклая поверхность (92) скольжения заканчивается, на ее продольном конце (94), расширением (96) корпуса режущего инструмента.
| US 5558042 А, 24.09.1996 | |||
| Режущий инструмент | 1981 |
|
SU990435A1 |
| Резец | 1980 |
|
SU997991A1 |
| Режущий инструмент | 1986 |
|
SU1371802A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ РЕЖУЩЕЙ ПЛАСТИНЫ ИЛИ КАССЕТЫ, ЕЕ СОДЕРЖАЩЕЙ, В СБОРНОМ РЕЖУЩЕМ ИНСТРУМЕНТЕ | 1995 |
|
RU2066600C1 |

