Изобретение относится к области строительства, а именно к способу изготовления створки оконного блока, рамочный элемент которой является обрамлением для стеклопакета, которая соединяется с рамой (коробкой) посредством шарнирной или скользящей связи, крепится к раме при помощи фурнитуры и служит для обеспечения функции открывания окна.
По известной (Учебник для ВУЗов «Проектирование современных оконных систем гражданских строений», И.В.Борискина, А.А.Плотников, А.В.Захаров, 2003 г., глава 2.2.4. «Технология производства окон из ПВХ»; Справочник проектировщика «Современные светопрозрачные конструкции гражданских зданий», том II. «Оконные конструкции из ПВХ», И.В.Борискина, А.А.Плотников, Н.В.Шведов, 2005 г., гл.5.2.) технологии изготовления оконного блока базовой конструкции из ПВХ профилей створка изготавливается из следующих комплектующих:
- ПВХ профиль для изготовления рамочной конструкции (рамочный элемент) створки;
- профиль армирования (усилитель) ПВХ профиля;
- уплотнитель притвора в месте примыкания створки к рамке;
- уплотнитель стеклопакета;
- фурнитура для крепления створки к раме;
- штапик для крепления стеклопакета в створке;
- фальцевые вкладыши;
- подкладки под стеклопакет;
- крепежные детали (саморезы) для крепления профиля армирования и фурнитуры к ПВХ профилю и фурнитуры в пазу створки;
- стеклопакет, который состоит из следующих частей:
а) стекло;
б) дистанционная рамка;
в) осушитель воздуха (молекулярное сито или силикагель);
г) герметик,
а технологический процесс изготовления створки включает в себя последовательное выполнение нижеуказанных операций:
1. Нарезание ПВХ профиля на «ус» на заготовки по размерам, рассчитанным таким образом, чтобы после сварки получить необходимый размер створки.
2. Нарезание профиля армирования (ПА).
3. Установка ПА в камеру армирования ПВХ профиля и крепление ПА с помощью саморезов.
4. Сверление и фрезерование в заготовках ПВХ профиля отверстий для водоотвода (дренажные отверстия), вентиляции (выравнивания ветрового давления), установки фурнитуры, крепления ручки и т.д.
5. Сварка профильных заготовок с образованием рамочного элемента створки и последующее удаление облоя (сварочный наплав).
6. Закатывание по периметру створки уплотнений притвора.
7. Закатывание по периметру створки уплотнений стеклопакета.
8. Установка и крепление в специальный (фурнитурный) паз створки фурнитуры.
9. Установка в створку фальцевых вкладышей.
10. Нарезание «на ус» профиля штапика по заданным размерам.
11. Изготовление стеклопакета, которое включает: нарезание стекла по заданным размерам, его промывание и высушивание; изготовление из дистанционного профиля рамки (дистанционная рамка); засыпание в дистанционную рамку осушителя; нанесение герметика (первого слоя) на торцы дистанционной рамки; сборку стеклопакета, включающую наклеивание на стекла дистанционной рамки, спрессовывание стеклопакета и герметизацию его торцов герметиком (второго слоя).
12. Установку стеклопакета в створку с расклиниванием створки стеклопакетом при помощи подкладок.
13. Установку штапика.
После установки в створку стеклопакета и штапика створка готова для установки в раму.
Основной недостаток известного способа изготовления створки, влияющий на качество готовой продукции, - большое количество технологических операций, что обусловливает:
1) возможность допущения большего количества ошибок при проведении этих операций и более сложную систему контроля ошибок (необходимость контроля большего количества параметров);
2) необходимость точного совмещения большого количества размеров:
- размеров заготовок ПВХ профиля с размерами профиля армирования;
- размеров сварного рамочного элемента створки с размерами заготовок штапика;
- размеров стекла в стеклопакете с размерами дистанционной рамки;
- размеров изготовленного стеклопакета с размерами рамочного элемента створки.
Совмещение большого количества размеров увеличивает вероятность возникновения ошибок, так как даже при попадании размеров в соответствующие поля допусков происходит «наложение полей допусков», влияющее на качество готового изделия.
Указанный недостаток способа является следствием большого количества используемых для изготовления створки комплектующих, кроме того, большое количество комплектующих увеличивает номенклатуру закупок и, соответственно, размер склада сырья и материалов; усложняет осуществление входного контроля комплектующих; увеличивает расход финансовых и энергетических ресурсов предприятия.
Вышеописанная технология относится к изготовлению створки оконного блока базовой конструкции, характеризующейся наличием штапика и специального паза в створке для фурнитуры, предназначенной для крепления створки к раме.
Наиболее близким по совокупности существенных признаков является принятый за прототип способ изготовления створки известной (RU, Патент №98213, U1) конструкции оконного блока, функцию створки в котором выполняет стеклопакет с дистанционной рамкой между соседними стеклами, изготовленной из профиля с пазом для фурнитуры, необходимой для закрепления стеклопакета в раме, и с прикрепленным по периметру стекла закрывающим внутренний притвор наличником с установленным в его паз уплотнением.
Способ изготовления створки такого оконного блока предусматривает, в том числе:
- изготовление стеклопакета, которое включает: нарезание стекла по заданным размерам, его промывание и высушивание, изготовление дистанционной рамки, засыпание в дистанционную рамку осушителя; сборку стеклопакета, включая установку по периметру между стеклами и крепление к стеклам дистанционной рамки, герметизацию торцов стеклопакета;
- установку в паз дистанционной рамки фурнитуры, предназначенной для крепления створки в раме оконного блока;
- изготовление рамочных конструкций наличников, закрывающих наружный и внутренний притворы;
- закатывание уплотнения в наличник, закрывающий внутренний притвор;
- приклеивание наличников к стеклу.
К причинам, препятствующим достижению нижеуказанного технического результата при осуществлении принятого за прототип способа изготовления створки, относится большое количество технологических операций, что является следствием большого числа комплектующих - для изготовления дистанционной рамки и наличников используют различные ПВХ профили.
Задача, на решение которой направлено заявленное изобретение, состоит в совершенствовании технологий производства окон из ПВХ профилей.
Технический результат, получаемый в результате осуществления изобретения, заключается в снижении себестоимости готовой продукции и повышении ее качества.
Указанный технический результат достигается за счет того, что в способе изготовления створки оконного блока, предусматривающем изготовление стеклопакета, представляющего собой конструкцию из стекол с расположенной по периметру между ними и соединенной с ними дистанционной рамкой, в пазу которой установлена фурнитура, необходимая для закрепления створки в раме оконного блока, и прикрепление с наружной стороны стекол, по их периметру, закрывающих внутренний и наружный притворы наличников, с предварительно установленным в паз наличника, закрывающий внутренний притвор, уплотнения, дистанционную рамку и рамочные конструкции наличников получают в результате разделения на три части рамочного элемента створки, изготовленного путем сварки нарезанных на «ус» заготовок исходного ПВХ профиля.
Преимущества заявленного способа изготовления сворки оконного блока - это уменьшение количества комплектующих и, как следствие, сокращение количества необходимых для изготовления створки технологических операций. Уменьшение количества технологических операций не только уменьшает а) вероятность допущения ошибок и б) количество контролируемых параметров, но и сокращает ресурсы предприятия, расходуемые на весь технологический процесс изготовления изделия.
При применении заявленного способа требуется совмещать лишь размеры сваренного рамочного элемента створки и стекла. Совмещение всех остальных размеров (размеров стеклопакета и наличников) обеспечивается уже тем, что все рамочные элементы (дистанционная рамка и рамочные конструкции наличников) мы получаем из одного ПВХ профиля, разделяя его уже после сварки и зачистки сварных швов. Таким образом, точность размеров обеспечивается еще на этапе изготовления исходного ПВХ профиля створки в процессе экструзии, где гораздо проще добиться необходимой точности.
Заявленная технология изготовления створки оконного профиля, как правило, предполагает осуществление следующих промежуточных операций:
- фрезерование в заготовках исходного ПВХ, перед соединением их с образованием рамочного элемента створки, отверстий для установки фурнитуры и/или вентиляции, и/или водоотвода;
- засыпание осушителя в дистанционную рамку перед ее установкой между стеклами стеклопакета;
- герметизацию торцов стеклопакета после установки дистанционной рамки между его стеклами.
При этом соединение дистанционной рамки со стеклами стеклопакета и прикрепление к стеклам наличников производится с помощью клея-герметика, а крепление фурнитуры в пазу дистанционной рамки производят саморезами.
Для пояснения сущности заявленного изобретения представлены следующие графические материалы:
- фиг.1:
а) сечение исходного ПВХ профиля 1 для изготовления рамочного элемента створки по заявленной технологии;
б) промежуточный результат разделения рамочного элемента створки из исходного ПВХ профиля;
б) сечение профилей трех рамочных элементов (дистанционная рамка 2 и два наличника 3, 4), полученных в результате разделения рамочного элемента створки из исходного ПВХ профиля;
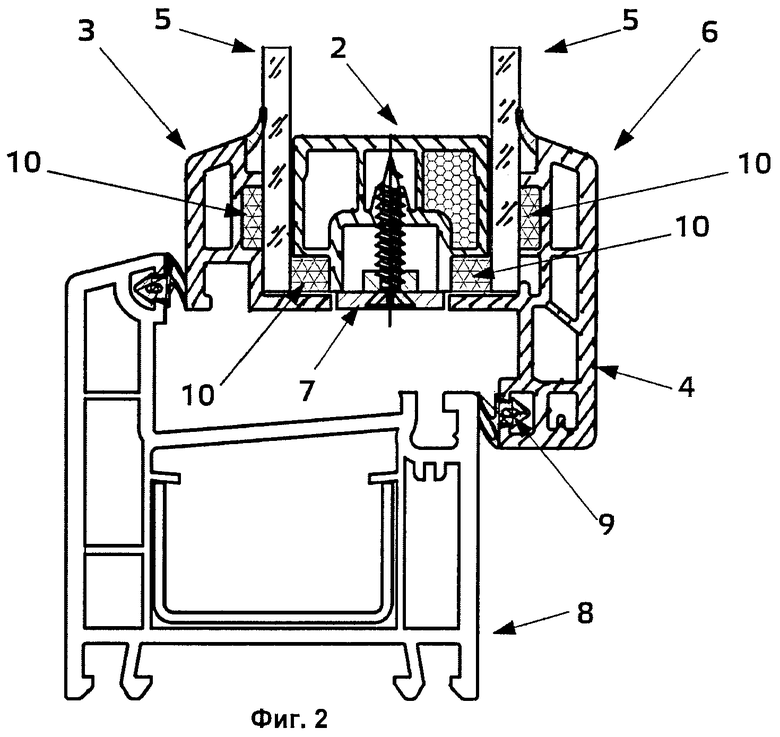
- фиг.2 - конструкция оконного блока, изготовленного по заявленной технологии.
Сведения, подтверждающие возможность осуществления заявленного изобретения с получением вышеуказанного технического результата, заключаются в том, что способ изготовления створки включает последовательность следующих операций:
1. Нарезание исходного ПВХ профиля (фиг.1а) на «ус» на заготовки по размерам, рассчитанным таким образом, чтобы после сварки получить необходимый по размеру рамочный элемент створки.
ПВХ профиль изготавливают путем переработки технологической композиции на основе суспензионной поливинилхлоридной смолы методом экструзии. Профили отрезаются на двухголовочном или одноголовочном усорезном станке с углом реза 90-20° и длиной обрабатываемого профиля до 6100 мм в зависимости от модели станка.
2. Фрезерование в заготовках исходного профиля отверстий для водоотвода, вентиляции, установки фурнитуры, крепления ручки и т.д. при помощи специальных фрез.
3. Сварка заготовок ПВХ профиля с получением рамочного элемента створки с последующим удалением облоя (зачистка сварных швов).
Соединение профильных заготовок между собой в углах производится при помощи сварки на одно-, двух- и четырехголовочных сварочных машинах с нагревательными элементами, поверхность которых покрывается тефлоновой пленкой определенной толщины. Сварочные машины должны обеспечивать заданную программу параметров сварки: температуры, времени и давления прижима.
4. Разделение (распиливание) рамочного элемента створки на три рамочных элемента (фиг.1б):
- дистанционная рамка,
- наличник, закрывающий внутренний притвор,
- наличник, закрывающий наружный притвор.
Разделение (распиливание) рамочного элемента створки производится при помощи фрезерного станка с вертикальным расположением вала. На валу находится наборная фреза, при помощи которой последовательно, в два прохода, отделяются наличники и срезаются лишние перегородки профиля дистанционной рамки.
5. Изготовление стеклопакета, которое включает: нарезание стекла по заданным размерам, его промывание и высушивание; засыпание в дистанционную рамку осушителя; нанесение герметика первого слоя на торцы дистанционной рамки; сборка стеклопакета, которая включает установку и наклеивание на стекла дистанционной рамки, опрессовывание стеклопакета и герметизацию его торцов герметиком второго слоя.
Производство стеклопакетов осуществляется на стандартных производственных линиях для изговления стеклопакетов, которые включают в себя: станок для нарезания стекла; станок для засыпки в дистанционную рамку осушителя, станок для нанесения на дистанционную рамку герметика первого слоя; автоматическую линию со станциями мойки стекла, сборки стеклопакета, опрессовки стеклопакета и нанесения герметика второго слоя.
6. Закатывание уплотнения в специальный паз наличника, закрывающий внутренний притвор.
Укладка уплотнителя осуществляется вручную с допуском на сжатие по длине. В зависимости от типа устанавливаемый уплотнитель непрерывно прокладывается через углы или надрезается по углам и стыкуется без зазора, при этом по всему периметру наличника должен обеспечиваться равномерный сплошной уплоняющий контур без разрывов.
7. Нанесение герметика на наличники и приклеивание их к стеклу, полимеризация герметика в течение 1,5-2 часов.
Нанесение герметика осуществляется при помощи стандартных машин или вручную при помощи специального инструмента.
8. Установка и крепление фурнитуры в паз дистанционной рамки.
Установка и крепление фурнитуры в паз производится либо вручную, либо на стандартных «фурнитурных станциях».
Полученная в результате указанных операций створка готова к установке в раму оконного блока.
Изготовленная описанным выше способом возможная конструкция створки (фиг.2) состоит из стекол 5 стеклопакета, расположенного между ними дистанционной рамки 2 с осушителем воздуха 6 и пазом для установки фурнитуры 7, предназначенной для крепления створки к раме 8, наличника 4, закрывающего внутренний притвор, с уплотнителем 9 и наличника 3 для закрытия наружного притвора. Для изоляции торцов стеклопакета и приклеивания наличников к стеклам применяется герметик 10.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОКОННЫЙ БЛОК И СТВОРКА ОКОННОГО БЛОКА | 2011 |
|
RU2461696C1 |
| АДАПТИВНЫЙ ИЗОЛИРУЮЩИЙ СТЕКЛОПАКЕТ (ВАРИАНТЫ) | 2019 |
|
RU2708215C1 |
| Утепленная алюминиевая стоечно-ригельная профильная конструкция | 2022 |
|
RU2811767C1 |
| ПРОФИЛЬ И СИСТЕМА ПРОФИЛЕЙ ДЛЯ СВЕТОПРОЗРАЧНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2566493C1 |
| ОКОННЫЙ СТЕКЛОБЛОК-ЭЛЕКТРОГЕНЕРАТОР | 2013 |
|
RU2533698C1 |
| КОМПЛЕКТ ПРОФИЛЕЙ ДЛЯ СБОРКИ ОКОННЫХ ИЛИ ДВЕРНЫХ БЛОКОВ | 2003 |
|
RU2216631C1 |
| БЛОК СВЕТОПРОЗРАЧНОГО ЗАПОЛНЕНИЯ ПРОЕМА ЗДАНИЯ | 2013 |
|
RU2530873C1 |
| Способ утепления балкона с остеклением алюминиевой профильной системой | 2019 |
|
RU2708293C1 |
| СИСТЕМА ПРОФИЛЕЙ ДЛЯ СБОРКИ ОКОННЫХ И/ИЛИ ДВЕРНЫХ БЛОКОВ | 2003 |
|
RU2250336C1 |
| ПЛАСТМАССОВЫЙ РАМНЫЙ ПРОФИЛЬ С УПЛОТНИТЕЛЬНОЙ ПРОКЛАДКОЙ | 1998 |
|
RU2125640C1 |
Изобретение относится к области строительства, а именно к способу изготовления створки оконного блока. Технический результат, получаемый в результате осуществления изобретения, заключается в снижении себестоимости готовой продукции и повышении ее качества и достигается за счет того, что в способе изготовления створки оконного блока, предусматривающем изготовление стеклопакета, представляющего собой конструкцию из стекол с расположенной по периметру между ними и соединенной с ними дистанционной рамкой, в пазу которой установлена фурнитура, необходимая для закрепления створки в раме оконного блока, и прикрепление с наружной стороны стекол, по их периметру, закрывающих внутренний и наружный притворы наличников, с предварительно установленным в паз наличника, закрывающий внутренний притвор, уплотнения, дистанционную рамку и рамочные конструкции наличников получают в результате разделения на три части рамочного элемента створки, изготовленного путем сварки нарезанных на «ус» заготовок исходного ПВХ профиля. 7 з.п. ф-лы, 4 ил.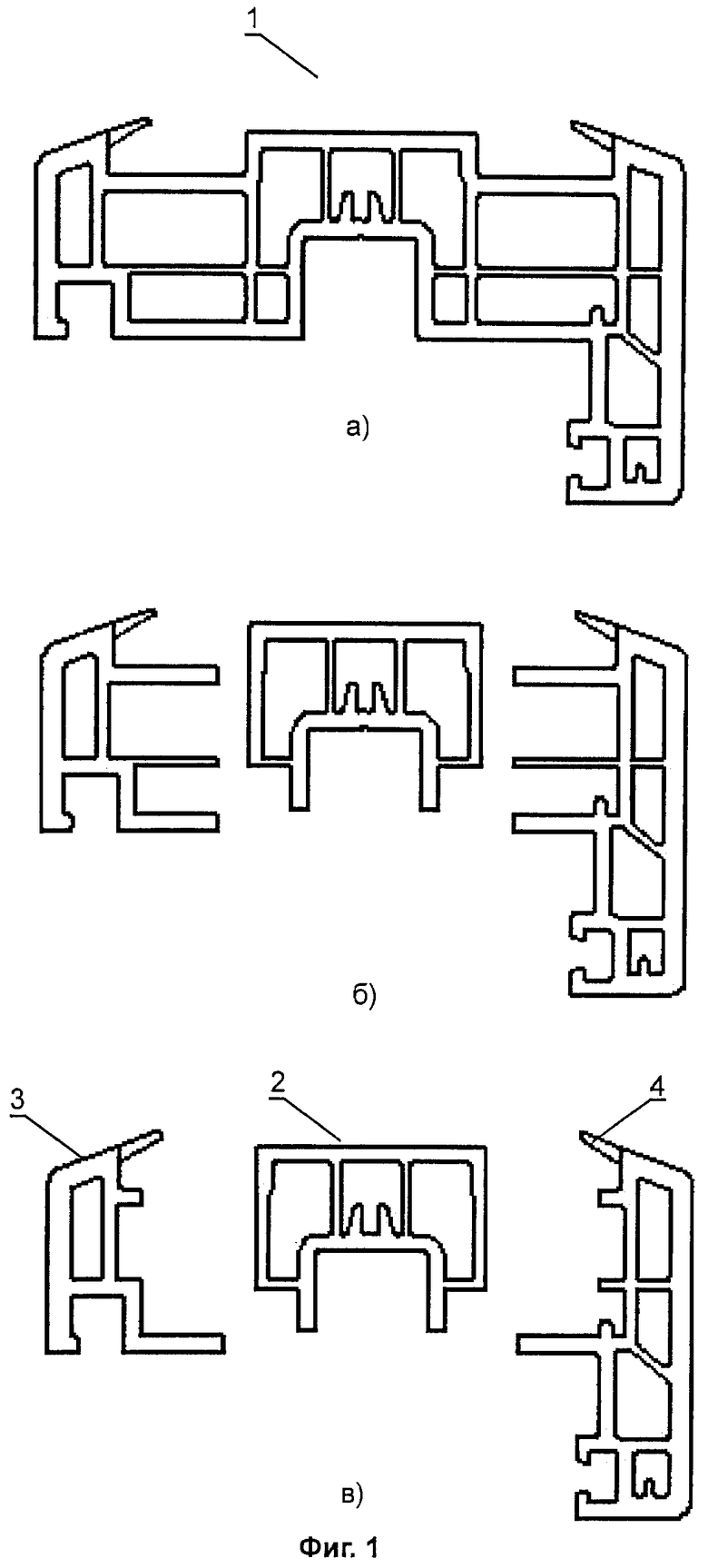
1. Способ изготовления створки оконного блока, характеризующийся тем, что изготавливают стеклопакет, представляющий собой конструкцию из стекол с расположенной по периметру между ними и соединенной с ними дистанционной рамкой, в пазу которой установлена фурнитура, необходимая для закрепления створки в раме оконного блока; с наружной стороны стекол, по их периметру прикрепляют закрывающие внутренний и наружный притворы наличники, предварительно установив в паз наличника, закрывающий внутренний притвор, уплотнение; при этом дистанционную рамку и рамочные конструкции наличников получают в результате разделения на три части рамочного элемента створки, изготовленного путем сварки нарезанных на «ус» заготовок исходного ПВХ-профиля.
2. Способ по п.1, отличающийся тем, что в заготовках исходного ПВХ перед соединением их с образованием рамочного элемента фрезеруют отверстия для установки фурнитуры, и/или вентиляции, и/или водоотвода.
3. Способ по п.1, отличающийся тем, что перед установкой дистанционной рамки между стеклами стеклопакета в рамку засыпают осушитель.
4. Способ по п.1, отличающийся тем, что после установки дистанционной рамки между стеклами торцы стеклопакета герметизируют.
5. Способ по п.1, отличающийся тем, что дистанционную рамку соединяют со стеклами с помощью клея-герметика.
6. Способ по п.1, отличающийся тем, что наличники, закрывающие внутренний и наружный притворы, прикрепляют по периметру к стеклам стеклопакета с помощью клея-герметика.
7. Способ по п.1, отличающийся тем, что разделение исходного рамочного элемента створки на три части производят путем распиливания.
8. Способ по п.1, отличающийся тем, что крепление фурнитуры производят саморезами.
| 0 |
|
SU98213A1 | |
| US 5800660 A, 01.09.1998 | |||
| КОМПЛЕКТ ПРОФИЛЕЙ ДЛЯ СБОРКИ ОКОННЫХ ИЛИ ДВЕРНЫХ БЛОКОВ | 2003 |
|
RU2216631C1 |
| Буферное запоминающее устройство | 1980 |
|
SU942139A1 |

