Область техники, к которой относится изобретение
Настоящее изобретение относится к лопатке газотурбинного двигателя для воздушного судна и к способу ее изготовления.
Уровень техники
Для обычных лопаток вентилятора, выполненных из композиционного материала и используемых в газотурбинных двигателях для воздушных судов, используются препреги (полуфабрикаты композиционного пластика) с матрицами из термоотверждающегося полимера (см., например, патентный документ 1).
При изготовлении лопаток вентилятора, состоящих из подобного композиционного материала, плоские препреги, разделенные на множество слоев, сначала подвергают ламинированию в прямом направлении толщины профиля с криволинейной поверхностью, получаемого посредством сигналов управления лазерным излучением для образования формы поверхности лопатки. Данный профиль затем подвергают воздействию тепла и давления в автоклаве и формуют как одно целое.
С другой стороны, в случае лопаток с относительно малым закручиванием относительно центральной оси, таких как лопатки статора газотурбинного двигателя для воздушного судна, формование с образованием одного целого для получения формы поверхности лопатки выполняют посредством размещения препрегов, имеющих матрицы из листообразного термопластичного полимера, в двух пресс-формах в ламинированном состоянии и подачи тепла и давления (см., например, патентный документ 2).
Патентный документ 1: Патент США No.5375978
Патентный документ 2: Нерассмотренная заявка на патент Японии, первая публикация No. 2003-254298
Патентный документ3: Патент США No.6843565
Раскрытие изобретения
Проблемы, решаемые изобретением
Тем не менее, в отношении способа, описанного в вышеупомянутом патентном документе 1, следует отметить, что вследствие использования термоотверждающегося композиционного материала для достижения соответствующего качества необходимо ламинировать препреги в прямом направлении на поверхностях пресс-форм для получения заданной формы поверхности лопатки. В случае относительно толстого компонента, такого как лопатка вентилятора для газотурбинных двигателей, используемых в воздушных судах, не только имеет место очень большое число операций ламинирования, но также необходимо выполнить точное отделение по плоскости каждого слоя для образования трехмерной формы криволинейной поверхности. Для ламинирования данных разделенных по плоскостям препрегов в надлежащих положениях на трехмерной криволинейной поверхности требуется использование лазера или т.п., и операции являются чрезвычайно сложными (см., например, патентный документ 3).
Вследствие вышеуказанных причин способ, описанный в вышеупомянутом патентном документе 1, требует очень большого рабочего времени и является дорогостоящим. Кроме того, что касается термоотверждающегося композиционного материала, то предельные температуры при использовании и хранении находятся в строго заданном интервале, и управление материальными потоками представляет собой трудную задачу. Кроме того, вследствие того, что каждый слой препрега отделен по плоскости, в армированном волокне на границах возникают разрывы непрерывности.
С другой стороны, в отношении способа, описанного в патентном документе 2, следует отметить, что несмотря на то, что формование с образованием одного целого может быть выполнено посредством использования композиционного материала препрега с матрицей из термопластичного полимера, в случае сравнительно толстых лопаток с большим закручиванием относительно центральной оси, таких как лопатки вентилятора, волокно извивается, и имеет место тенденция к возникновению пустот, когда ламинат, полученный плоским ламинированием препрегов, размещают в пресс-форме. Следовательно, трудно выполнить формование с получением соответствующей формы.
Настоящее изобретение было сделано с учетом вышеуказанных обстоятельств, и его задача состоит в том, чтобы предложить лопатку газотурбинного двигателя для воздушного судна, позволяющую легко выполнить ее формование даже тогда, когда она является толстой и имеет форму лопатки с большим закручиванием относительно центральной оси, и способ ее изготовления, пригодный для массового производства.
Средства решения проблемы
В настоящем изобретении приняты нижеприведенные средства для решения вышеуказанных проблем.
Лопатка газотурбинного двигателя для воздушного судна, относящаяся к первому изобретению, представляет собой лопатку газотурбинного двигателя для воздушного судна, которая имеет трехмерную форму поверхности лопатки, закрученную относительно центральной оси под углом 45 градусов или более и 70 градусов или менее, при этом лопатка выполнена из множества препрегов композиционного материала, которые содержат армированное волокно и которые отформованы с образованием одного целого после ламинирования в направлении толщины, и указанное армированное волокно проходит непрерывно без разрывов в каждом слое указанных препрегов композиционного материала.
За счет ламинирования препрегов композиционного материала при заданном числе слоев в заданных положениях данное изобретение обеспечивает возможность регулирования толщины детали лопатки. Кроме того, за счет того, что армированное волокно проходит непрерывно без разрывов в каждом слое вышеупомянутых препрегов композиционного материала, можно предотвратить разрывы в армированном волокне в каждом слое и снижение прочности компонента.
Кроме того, допустимо использовать термопластичный полимер в качестве матриц препрегов композиционного материала.
Кроме того, допустимо размещение пленки из термопластичного полимера между препрегами композиционного материала.
За счет размещения пленки из термопластичного полимера между вышеупомянутыми препрегами можно воспрепятствовать возникновению расслаивания.
Поскольку термопластичный композиционный материал может быть повторно расплавлен даже в том случае, если он однажды был отвержден, данное изобретение обеспечивает возможность подвода тепла и приложения давления на втором этапе формования и третьем этапе формования даже после подвода тепла и приложения давления на первом этапе формования, и существует возможность получения составляющей одно целое лопатки газотурбинного двигателя для воздушного судна без граничных поверхностей между деталями лопатки.
Способ изготовления лопаток газотурбинного двигателя для воздушного судна, относящийся ко второму изобретению, включает: этап ламинирования, на котором из множества препрегов композиционного материала, содержащих армированное волокно и имеющих термопластичный полимер в качестве их матриц, образуют ламинат посредством ламинирования препрегов на плоской поверхности в направлении толщины; первый этап формования, на котором вышеупомянутый ламинат подвергают нагреву и воздействию давления и отформовывают в пластинчатую форму; второй этап формования, на котором вышеупомянутый ламинат, отформованный в пластинчатую форму, снова подвергают нагреву и воздействию давления и отформовывают в деталь лопатки с трехмерной формой криволинейной поверхности; и третий этап формования, на котором множество вышеупомянутых деталей лопатки накладывают друг на друга и впоследствии соединяют в одно целое посредством подвода тепла и приложения давления для получения трехмерной формы поверхности лопатки.
В данном изобретении процесс формования разделен на три этапа, а именно на первый этап формования, второй этап формования и третий этап формования. Поскольку на первом этапе формования ламинат формуют в пластинчатую форму, на этапе ламинирования, который представляет собой предшествующий этап, будет достаточно, если препреги композиционного материала, имеющие плоскую форму, будут ламинированы на плоской поверхности, и отсутствует необходимость в выполнении ламинирования с образованием сложной трехмерной формы криволинейной поверхности, а также в выполнении точного отделения каждого слоя по плоскости. Кроме того, поскольку операции ламинирования, относящиеся к вышеупомянутым препрегам композиционного материала, имеющих плоскую форму, выполняются легче, чем операции ламинирования, относящиеся к деталям лопаток, отформованных в трехмерную форму криволинейной поверхности, существует возможность минимизации погрешности формования по отношению к форме поверхности лопатки.
Соответственно, можно легко и быстро выполнить операции ламинирования, а также избежать разрывов непрерывности армированного волокна в каждом слое. То есть армированное волокно проходит непрерывно без разрывов в каждом слое препрегов композиционного материала. Кроме того, поскольку выполнено разделение на сравнительно тонкие детали лопатки до второго этапа формования, даже в случае сравнительно толстого компонента, такого как лопатка вентилятора, трехмерная форма может быть придана легко и с высокой точностью. Кроме того, поскольку существует возможность отделения каждой детали лопатки параллельно до второго этапа формования, данный способ изготовления пригоден для массового производства.
В способе изготовления лопаток газотурбинного двигателя для воздушного судна, относящемся к настоящему изобретению, на втором этапе формования множество деталей лопатки может быть соответственно отформовано в трехмерную форму криволинейной поверхности, которую образуют, когда лопатка газотурбинного двигателя для воздушного судна многократно разделена в направлении толщины.
Данное изобретение позволяет легко выполнять операции формования, которые обеспечивают придание конечной формы изделию на втором этапе формования и третьем этапе формования.
В способе изготовления лопаток газотурбинного двигателя для воздушного судна, относящемся к настоящему изобретению, на этапе ламинирования в вышеупомянутом способе изготовления препреги композиционного материала могут быть ламинированы в положениях, соответствующих толщине вышеупомянутых деталей лопатки, и при количестве слоев, соответствующем толщине деталей лопатки, для образования ламината.
Эффекты изобретения
В соответствии с настоящим изобретением можно легко выполнить формование даже при формах лопаток, которые являются толстыми и которые имеют большое закручивание относительно центральной оси.
Краткое описание чертежей
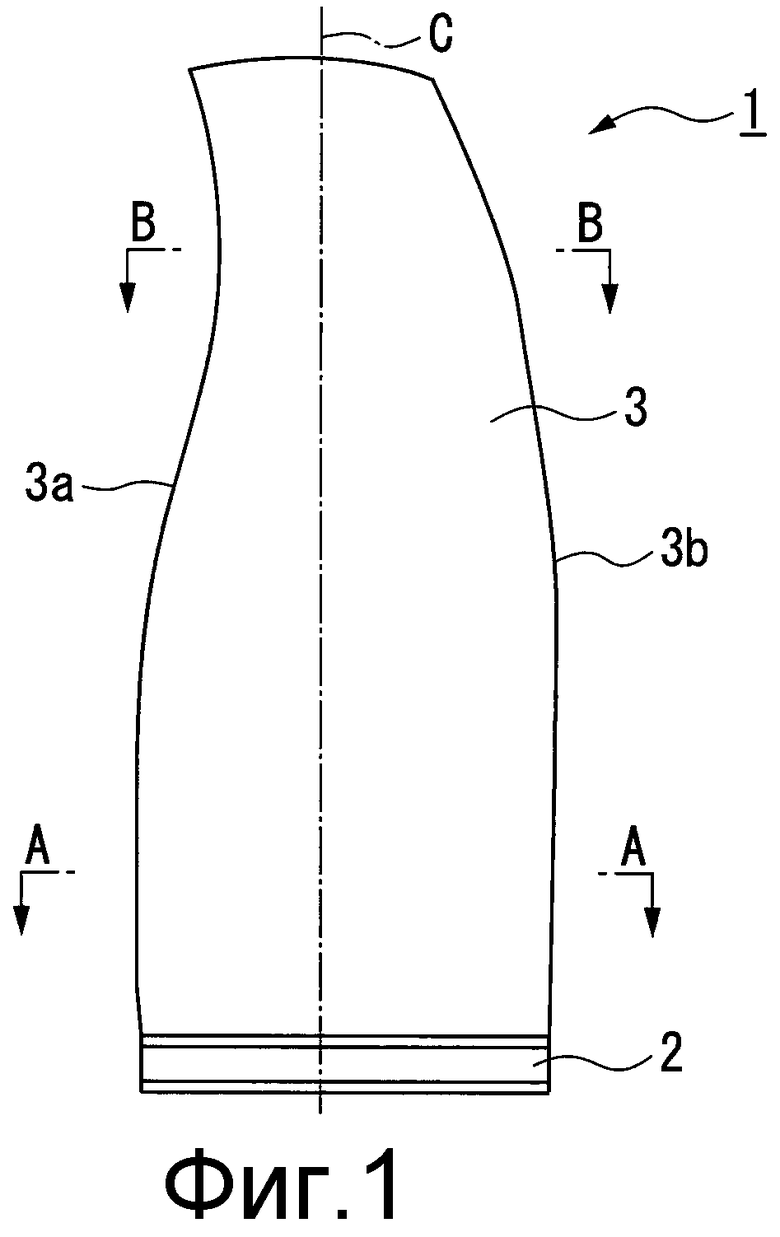
Фиг.1 представляет собой вид сбоку, который показывает лопатку вентилятора, относящуюся к одному варианту осуществления настоящего изобретения.
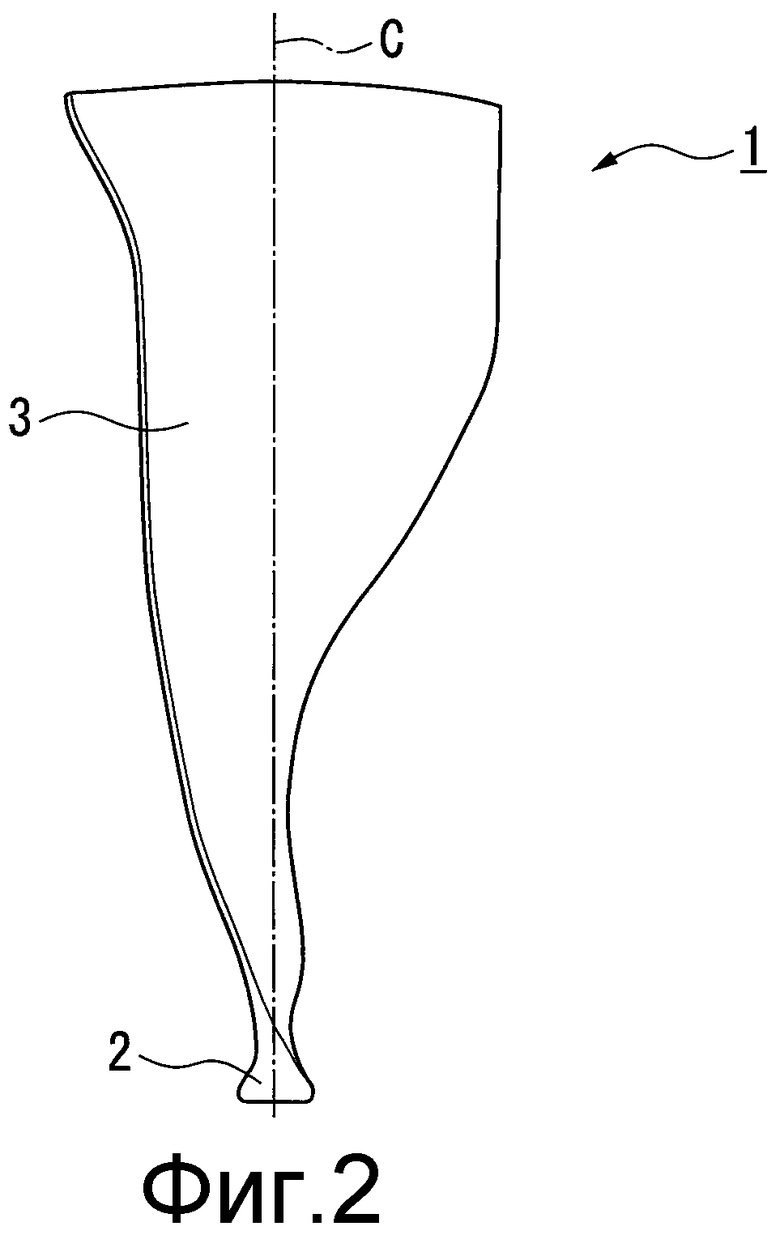
Фиг.2 представляет собой вид спереди, который показывает лопатку вентилятора, относящуюся к одному варианту осуществления настоящего изобретения.
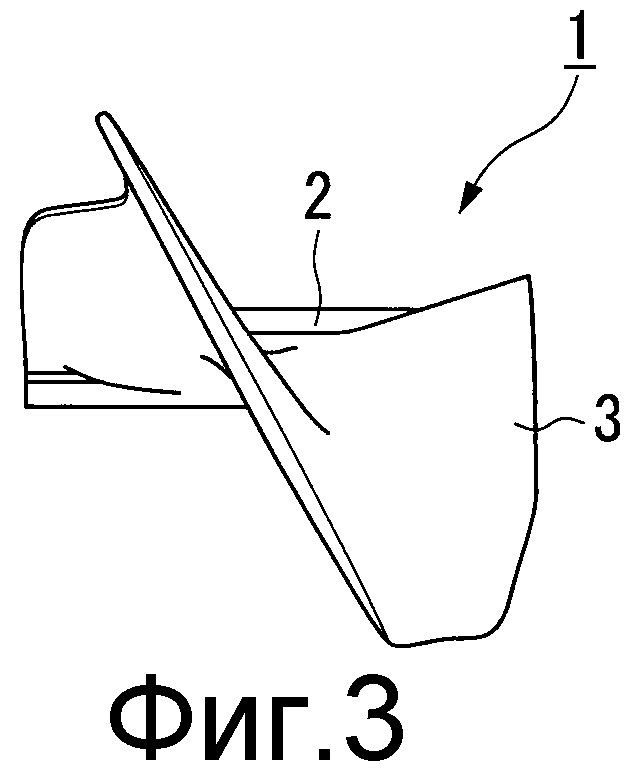
Фиг.3 представляет собой вид в плане, который показывает лопатку вентилятора, относящуюся к одному варианту осуществления настоящего изобретения.
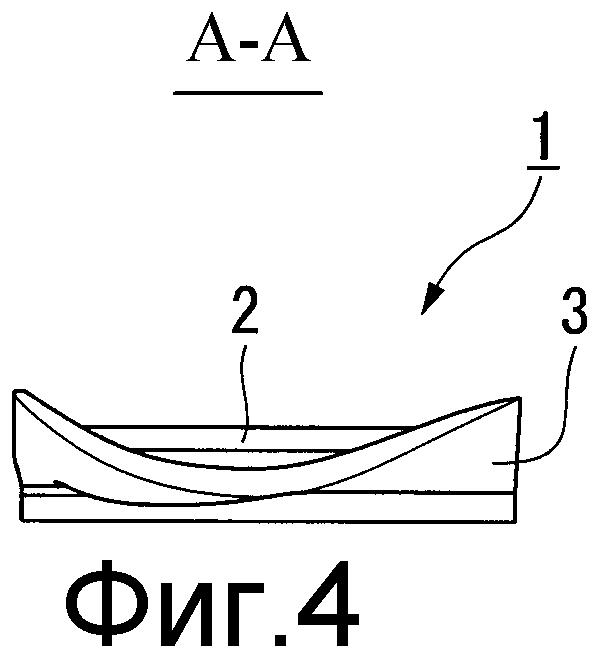
Фиг.4 представляет собой сечение по линии А-А на фиг.1.
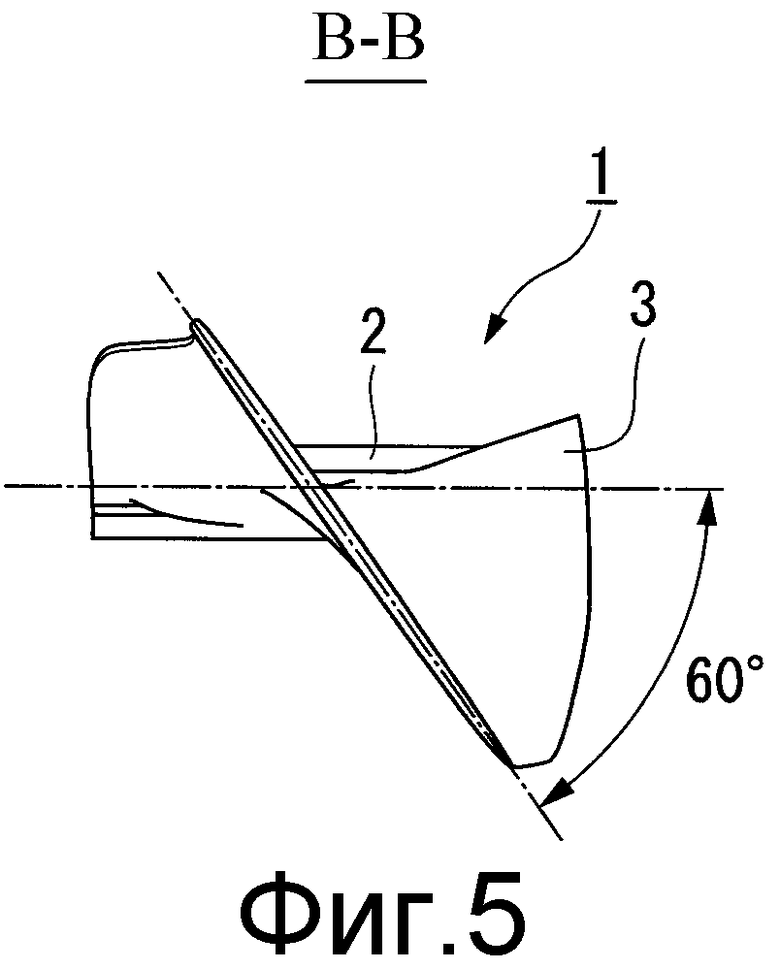
Фиг.5 представляет собой сечение по линии В-В на фиг.1.
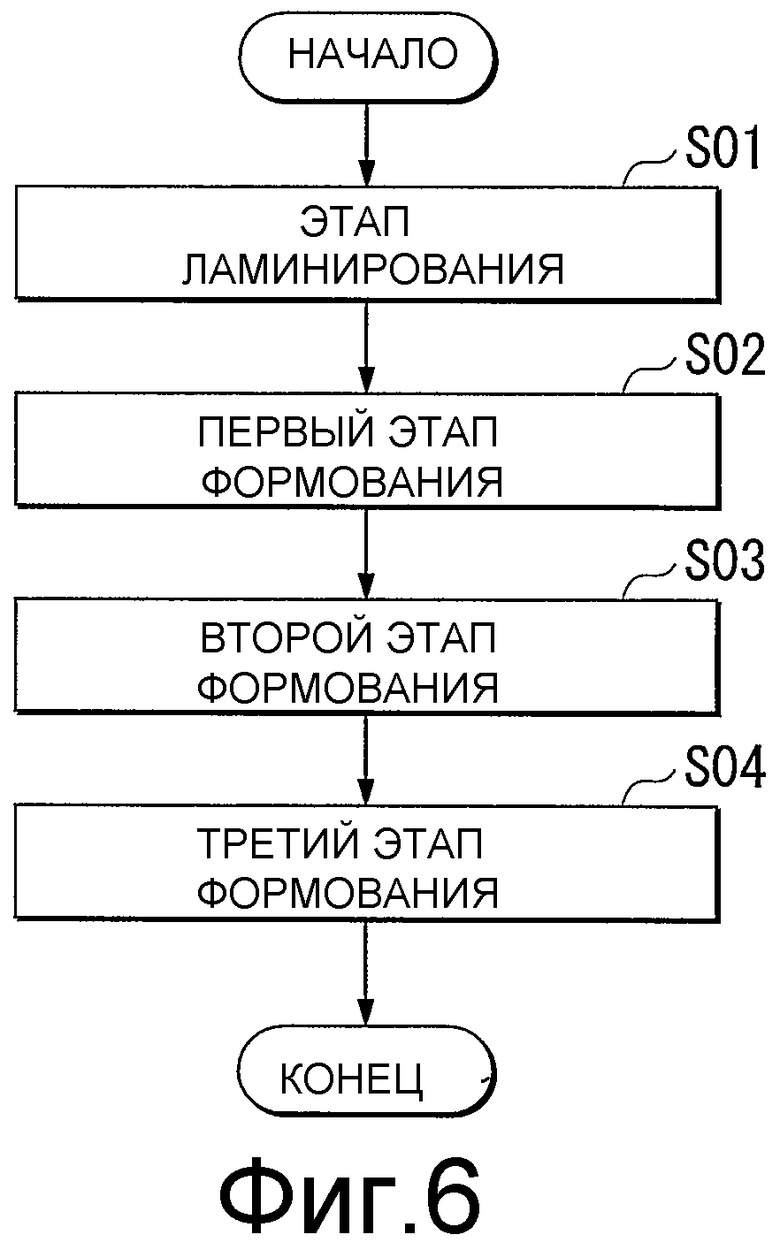
Фиг.6 представляет собой схему последовательности операций, которая показывает способ изготовления лопатки вентилятора, относящейся к одному варианту осуществления настоящего изобретения.
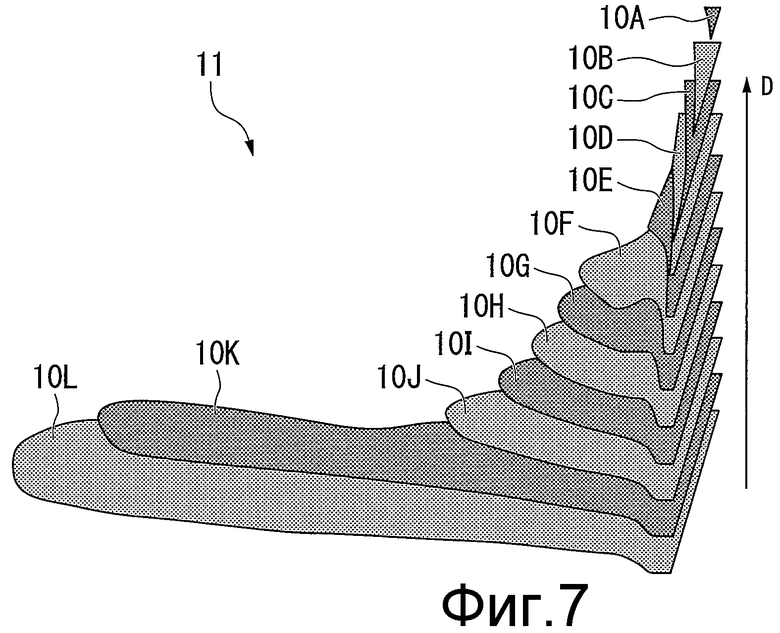
Фиг.7 представляет собой разъясняющий вид, который показывает ламинат в способе изготовления лопатки вентилятора, относящейся к одному варианту осуществления настоящего изобретения.
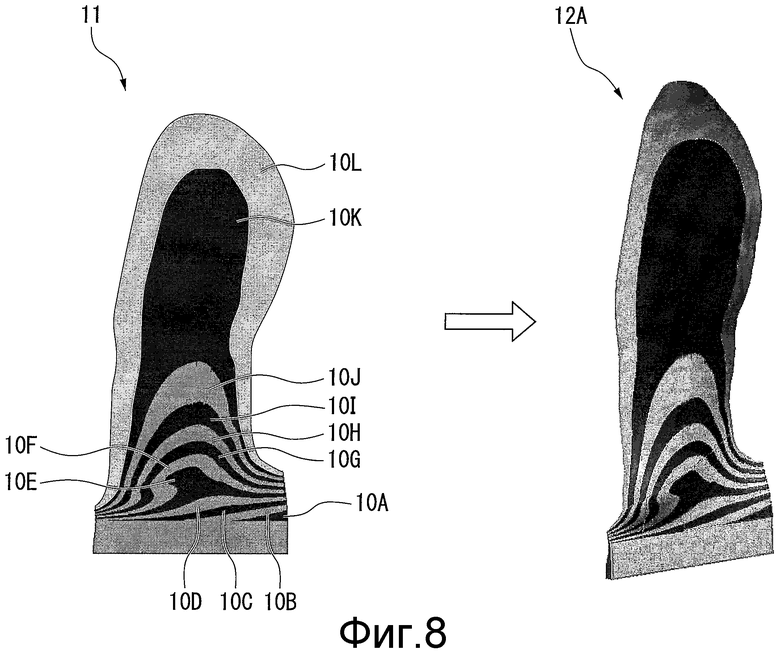
Фиг.8 представляет собой поясняющий вид, который показывает состояние, в котором деталь лопатки отформована из ламината в способе изготовления лопатки вентилятора, относящейся к одному варианту осуществления настоящего изобретения.
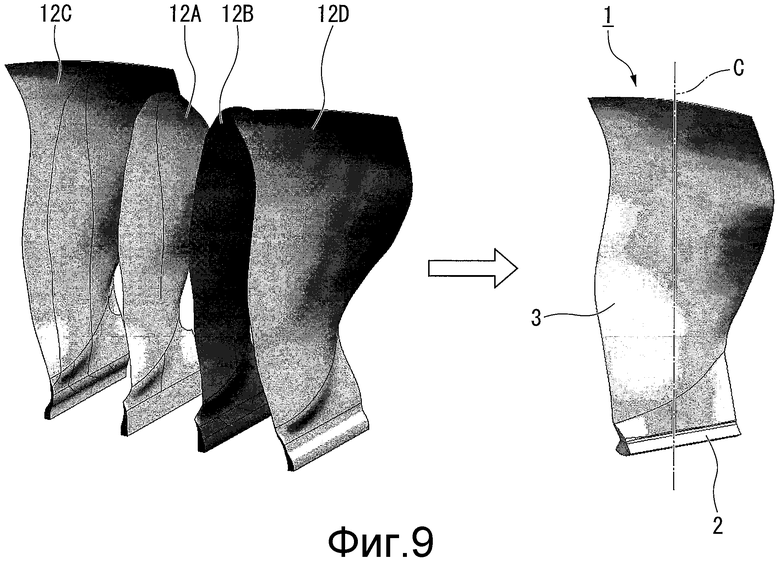
Фиг.9 представляет собой поясняющий вид, который показывает лопатку вентилятора, отформованную посредством ламинирования деталей лопатки в способе изготовления лопатки вентилятора, относящейся к одному варианту осуществления настоящего изобретения.
Описание ссылочных позиций
1 - лопатка вентилятора (лопатка)
10А-10L - листовой материал
11 - ламинат (пластина)
12А-12D - детали лопатки
Предпочтительный вариант осуществления изобретения
Один вариант осуществления настоящего изобретения будет описан ниже со ссылкой на фиг.1-9.
Как показано на фиг.1-5, лопатка 1 вентилятора (лопатка газотурбинного двигателя для воздушного судна) по данному варианту осуществления выполнена с базовой частью 2, которая входит в контактное взаимодействие с диском (не показан на чертежах), и лопаточной частью 3, которая продолжается от базовой части 2. Лопаточная часть 3 изогнута с заданным аэродинамическим профилем от переднего края 3а до заднего края 3b и имеет трехмерную форму поверхности лопатки, которая закручена под углом, составляющим приблизительно 60 градусов, относительно центральной оси С.
Как описано ниже, для данной лопатки 1 вентилятора множество препрегов (препрегов композиционного материала) 10А-10L ламинируют на плоской поверхности и формуют с образованием пластинчатой формы, после чего детали 12А-12D лопатки, которые подверглись формованию с деформированием в трехмерную форму криволинейной поверхности, также формуют с образованием одного целого.
Далее способ изготовления лопатки 1 вентилятора, относящейся к данному варианту осуществления, будет описан подробно.
Способ изготовления лопатки 1 вентилятора, относящейся к данному варианту осуществления, представляет собой способ, который особенно хорошо подходит для лопатки 1 вентилятора, имеющей трехмерную форму поверхности лопатки, которая закручена под углом, составляющим 45 градусов или более и 70 градусов или менее, относительно центральной оси С.
Как показано на фиг.6-9, данный способ изготовления включает: этап (S01) ламинирования, на котором ламинат 11 образуют посредством ламинирования множества препрегов 10А-10L на плоской поверхности в направлении D толщины; первый этап (S02) формования, на котором ламинат 11 формуют в пластинчатую форму посредством подвода тепла и приложения давления; второй этап (S03) формования, на котором подводят тепло и прикладывают давление к ламинату 11, который был отформован в пластинчатую форму, и деформируют его с образованием детали 12А-12D лопатки с трехмерной формой криволинейной поверхности; и третий этап (S04) формования, на котором множество деталей 12А-12D лопатки, которые были образованы, накладывают друг на друга и подводят тепло и прикладывают давление для соединения их в одно целое.
Поскольку детали 12А-12D лопатки отформовывают посредством одних и тех же операций на этапе (S01) ламинирования, первом этапе (S02) формования и втором этапе (S03) формования, деталь 12А лопатки будет описана на данных этапах, если не указано иное.
На этапе (S01) ламинирования плоские препреги 10А-10L ламинируют в направлении D толщины. В данном случае в препрегах 10А-10L используются, например, листы термопластичного полимера, образующего матрицу, которые содержат углеродное волокно (армированное волокно) с заданной степенью ориентации. Как показано на фиг.7, соответствующие препреги 10А-10L имеют разные размеры. Затем ламинат 11 образуют в соответствии с толщиной отформованной детали 12А лопатки посредством ламинирования препрегов заданных размеров в заданных положениях при заданном числе слоев.
На первом этапе (S02) формования ламинат 11 размещают в пресс-форме (не показана на чертежах), которую нагревают до заданной температуры, и прикладывают заданное давление. В это время препреги 10А-10L размягчаются, ламинат 11 соединяется в одно целое за счет сплавления граничных поверхностей, и образуется пластинчатый компонент.
На втором этапе (S03) формования пластинчатый компонент размещают в пресс-форме (не показана на чертежах) с трехмерной формой, которую нагревают до заданной температуры и прикладывают заданное давление. В это время каждый слой в пластинчатом компоненте размягчается, и деталь 12А лопатки с трехмерной формой криволинейной поверхности образуется за счет перемещения и межслойного смещения волокна в слоях, как показано на фиг.8. Остальные детали 12В, 12С и 12D лопатки также образуют посредством тех же операций.
В данном случае соответствующие детали 12А-12D лопатки отформованы с трехмерными формами криволинейных поверхностей, которые образованы, когда лопатка 1 вентилятора многократно разделена в направлении толщины. Следовательно, на этапе (S01) ламинирования размер, положение при ламинировании и число слоев препрегов 10А-10L варьируются в зависимости от детали лопатки. Кроме того, пресс-формы, используемые на втором этапе (S03) формования, также соответствуют по форме трехмерным формам криволинейных поверхностей, которые должны быть получены. Трехмерные формы криволинейных поверхностей деталей 12А-12D лопатки, полученных данным способом, образуют трехмерную форму криволинейной поверхности, которая закручена под углом, составляющим приблизительно 60 градусов, относительно центральной оси С.
На третьем этапе (S04) формования детали 12А-12D лопатки, отформованные с образованием их соответственно заданных трехмерных форм криволинейных поверхностей, накладывают друг на друга и размещают внутри пресс-формы (не показана на чертежах). В этом случае обращают внимание на то, чтобы избежать какой-либо ошибки в порядке ламинирования, так что заданную трехмерную форму криволинейной поверхности получают посредством ламинирования деталей 12А-12D лопатки.
Далее, пресс-форму нагревают до заданной температуры и прикладывают заданное давление. Поскольку в это время детали 12А-12D лопатки размягчаются и сплавляются на их граничных поверхностях, составляющую одно целое лопатку 1 вентилятора получают, как показано на фиг.9.
В соответствии с данной лопаткой 1 вентилятора и данным способом изготовления процесс формования разделен на три этапа, а именно первый этап (S02) формования, второй этап (S03) формования и третий этап (S03) формования. Поскольку на первом этапе (S02) формования ламинат 11 формуют в пластинчатую форму, на этапе (S01) ламинирования, который представляет собой предшествующий этап, будет достаточно, если ламинирование будет выполнено на плоской поверхности, и отсутствует необходимость в выполнении ламинирования с образованием сложной трехмерной формы криволинейной поверхности и в выполнении точного отделения каждого слоя по плоскости.
Соответственно, операции ламинирования могут быть выполнены легко и быстро.
Кроме того, поскольку даже сравнительно толстый компонент, такой как лопатка вентилятора, разделен на сравнительно тонкие детали лопатки до второго этапа (S03) формования, трехмерная форма может быть придана легко и с высокой точностью. В результате формование может быть выполнено легко даже в случае лопатки 1 вентилятора, которая является толстой и большой и которая имеет большое закручивание.
В частности, поскольку детали 12А-12D лопатки соответственно отформовывают с образованием трехмерных форм криволинейных поверхностей, которые образуют, когда лопатка 1 вентилятора многократно разделена в направлении толщины, операции формования для деталей каждой лопатки на третьем этапе (S04) формования могут быть выполнены легко.
Кроме того, поскольку на этапе (S01) ламинирования препреги 10А-10L ламинируют в заданных положениях при заданном числе слоев в соответствии с толщиной детали 12А лопатки, существует возможность оптимального регулирования толщины детали 12А лопатки посредством препрегов 10А-10L.
Кроме того, поскольку препреги 10А-10L представляют собой листы термопластичного полимера, образующего матрицу, которые содержат углеродное волокно, они могут быть повторно расплавлены даже в том случае, если они однажды были отверждены. Соответственно, подвод тепла и приложение давления возможны на втором этапе (S03) формования и третьем этапе (S04) формования даже после подвода тепла и приложения давления на первом этапе (S02) формования. Следовательно, существует возможность получения составляющей одно целое лопатки 1 вентилятора без граничных поверхностей между деталями 12А-12D лопатки.
В других отношениях технический объем настоящего изобретения не ограничен вышеописанным вариантом осуществления, и могут быть выполнены различные модификации, не выходящие за рамки объема настоящего изобретения.
Например, размер и количество слоев препрегов и деталей лопатки не ограничены данным вариантом осуществления и могут быть определены надлежащим образом в соответствии с толщиной, размером и формой лопатки вентилятора. Кроме того, отсутствует какая-либо необходимость в ограничении закручивания лопатки вентилятора 60 градусами.
Кроме того, применения лопатки вентилятора по настоящему изобретению не ограничены газотурбинными двигателями для воздушного судна, и настоящее изобретение также может быть применено для других лопаток газотурбинных двигателей.
Промышленная применимость
В соответствии с настоящим изобретением формование может быть выполнено легко даже при формах толстых лопаток, которые имеют большое закручивание относительно центральной оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ АРМИРОВАННЫХ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ МЕТОДОМ ТЕРМОШТАМПОВАНИЯ | 2018 |
|
RU2706614C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ ТУРБОМАШИНЫ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА, ЛОПАТКА ТУРБОМАШИНЫ И ТУРБОМАШИНА | 2010 |
|
RU2552652C2 |
| КРЕПЕЖНАЯ КОНСТРУКЦИЯ НАПРАВЛЯЮЩИХ ЛОПАСТЕЙ И ВЕНТИЛЯТОР | 2012 |
|
RU2554381C2 |
| СПОСОБ ЗАЩИТЫ ОТ ОГНЯ ДЕТАЛИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2015 |
|
RU2669429C1 |
| СОЕДИНИТЕЛЬНАЯ КОНСТРУКЦИЯ ДЛЯ ЛОПАТКИ И РЕАКТИВНЫЙ ДВИГАТЕЛЬ, ВКЛЮЧАЮЩИЙ ТАКУЮ КОНСТРУКЦИЮ | 2014 |
|
RU2655897C2 |
| СПОСОБ ФОРМОВАНИЯ ЛОПАТКИ СПРЯМЛЯЮЩЕГО АППАРАТА | 2016 |
|
RU2640889C1 |
| ТУРБИНА | 2015 |
|
RU2677021C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И ЛОПАТКА, ПОЛУЧЕННАЯ ПРИ ПОМОЩИ ЭТОГО СПОСОБА | 2006 |
|
RU2413590C2 |
| ЛОПАТКА РОТОРА ВЕНТИЛЯТОРА И ВЕНТИЛЯТОР | 2011 |
|
RU2541479C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ СЛОЖНОЙ ФОРМЫ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2009 |
|
RU2519116C2 |
При изготовлении лопатки газотурбинного двигателя из множества препрегов композиционного материала, содержащих армированное волокно и имеющих термопластичный полимер в качестве их матриц, образуют ламинат посредством ламинирования препрегов на плоской поверхности в направлении толщины. Изготовленный ламинат подвергают нагреву и воздействию давления и отформовывают в пластинчатую форму. Затем ламинат, отформованный в пластинчатую форму, снова подвергают нагреву и воздействию давления и отформовывают в деталь лопатки с трехмерной формой криволинейной поверхности. Множество деталей лопатки накладывают друг на друга и впоследствии соединяют в одно целое посредством подвода тепла и приложения давления для получения трехмерной формы поверхности лопатки. Изобретение позволяет упростить изготовление лопатки газотурбинного двигателя из композиционного материала. 2 з.п. ф-лы, 9 ил.
1. Способ изготовления лопаток газотурбинного двигателя, включающий:
этап ламинирования, на котором из множества препрегов композиционного материала, содержащих армированное волокно и имеющих термопластичный полимер в качестве их матриц, образуют ламинат посредством ламинирования препрегов на плоской поверхности в направлении толщины;
первый этап формования, на котором указанный ламинат подвергают нагреву и воздействию давления и отформовывают в пластинчатую форму;
второй этап формования, на котором указанный ламинат, отформованный в пластинчатую форму, снова подвергают нагреву и воздействию давления и отформовывают в деталь лопатки с трехмерной формой криволинейной поверхности;
и третий этап формования, на котором множество указанных деталей лопатки накладывают друг на друга и впоследствии соединяют в одно целое посредством подвода тепла и приложения давления для получения трехмерной формы поверхности лопатки.
2. Способ по п.1, в котором указанное множество деталей лопатки соответственно отформовывают в трехмерную форму криволинейной поверхности, которую образуют, когда лопатка газотурбинного двигателя многократно разделена в направлении толщины.
3. Способ по п.2, в котором на указанном этапе ламинирования указанные препреги композиционного материала ламинируют в положениях, соответствующих толщине указанных деталей лопатки, и при количестве слоев, соответствующем толщине указанных деталей лопатки, для образования ламината.
| US 6290895 B1, 18.09.2001 | |||
| Политехнический словарь/ Под ред | |||
| А.Ю.Ишлинского | |||
| - М.: Советская энциклопедия, 1980, стр.32 | |||
| Химическая энциклопедия/ Под ред | |||
| Н.С.Зефирова | |||
| - М.: Большая Российская энциклопедия, 1995, том 4, с.164 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОПЛАСТИКОВЫХ КОМПОЗИЦИОННЫХ ЛОПАСТЕЙ | 1991 |
|
SU1827982A1 |
| US 5279892 А, 18.01.1994 | |||
| Генератор случайного марковского процесса | 1987 |
|
SU1481755A1 |

