Изобретение относится к авиационной технике, в частности к способам изготовления лопастей воздушного винта и стекло-, угле-, боро- и оргволокна и полимерного связующего, применяемых на летательных аппаратах, судах на воздушной подушке и т.п.
Цель изобретения уменьшение коробления пера лопасти по углам крутки путем подбора оптимальной схемы сборки.
Указанная цель достигается тем, что разбивают перо лопасти на n сечений, выбирают наиболее эффективные сечения, разбивают каждое сечение на m элементов, подсчитывают условную сумму моментов действующих в каждом сечении, выбирают компенсирующие слои с уточненными углами армирования, выкладывают слои армирующего препрега по уточненной схеме, полимеризуют в пресс-форме, контролируют размеры пера лопасти, в случае необходимости производят дополнительную коррекцию.
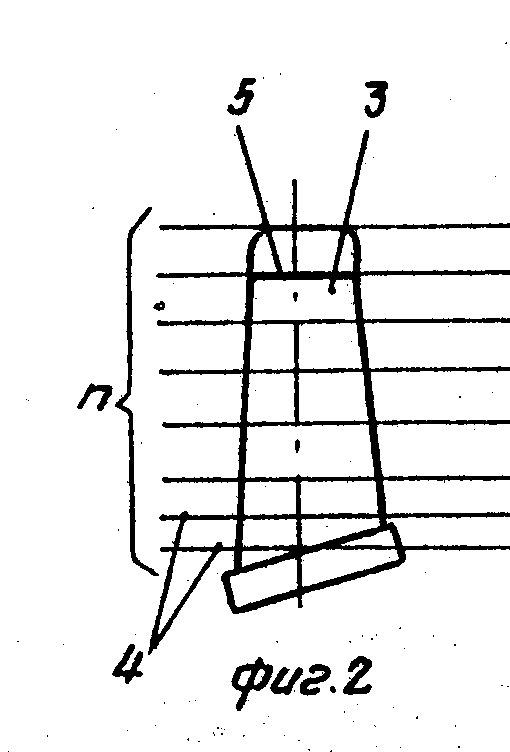
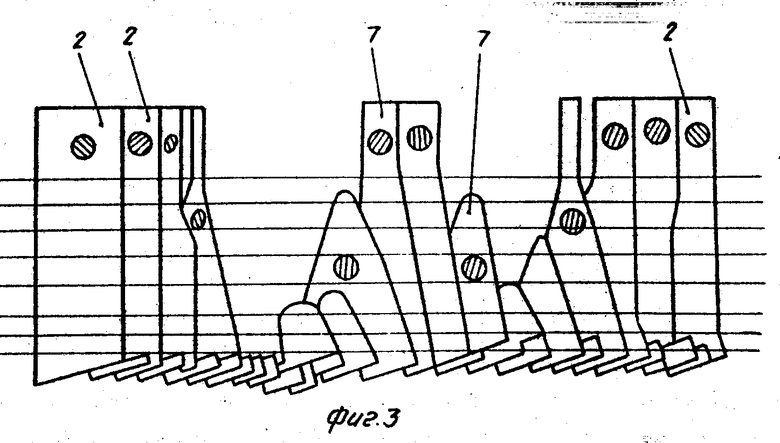
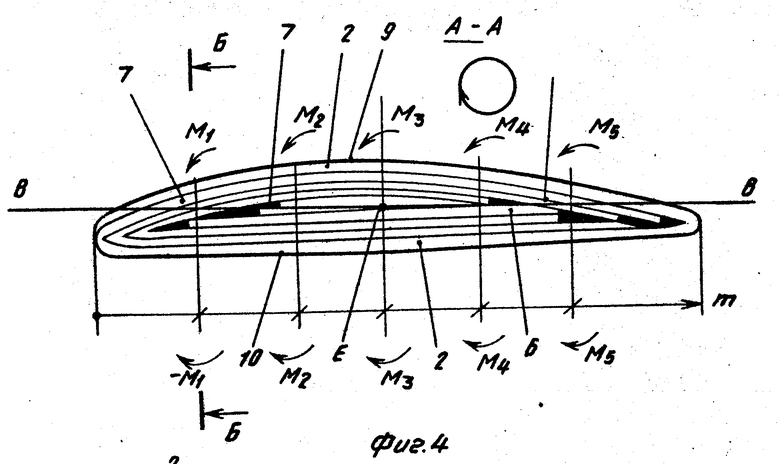
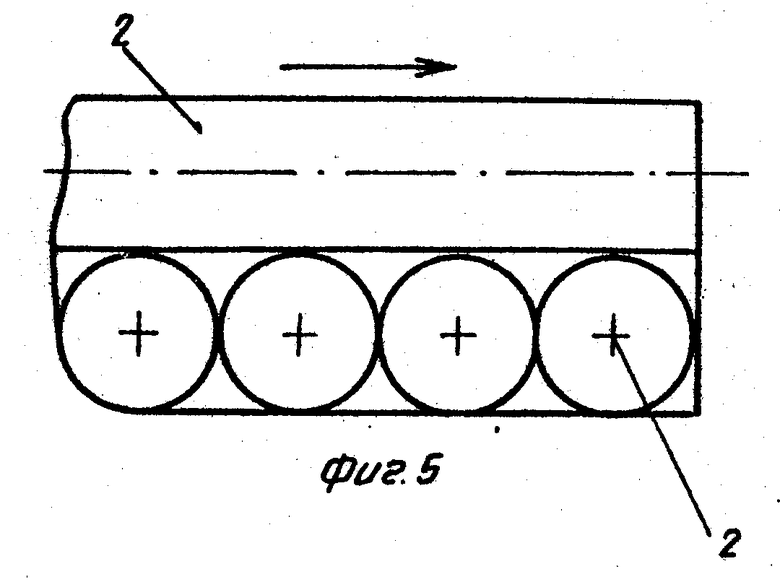
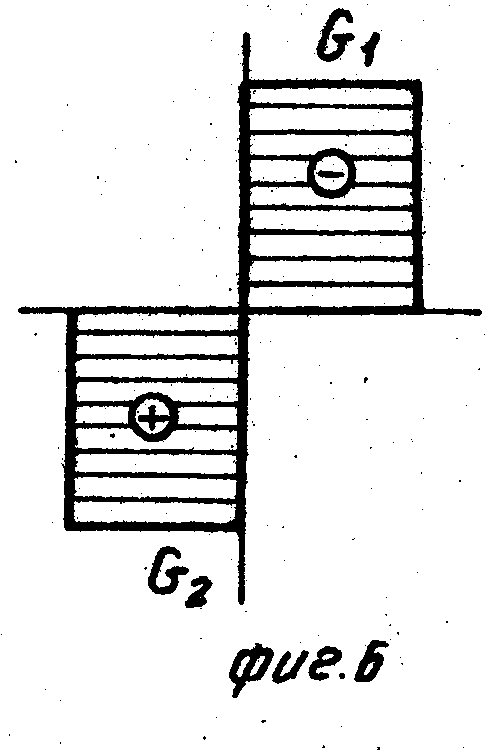
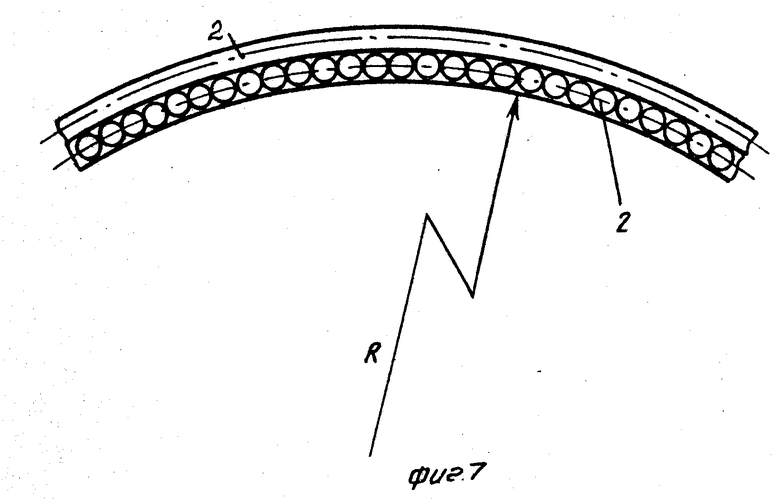
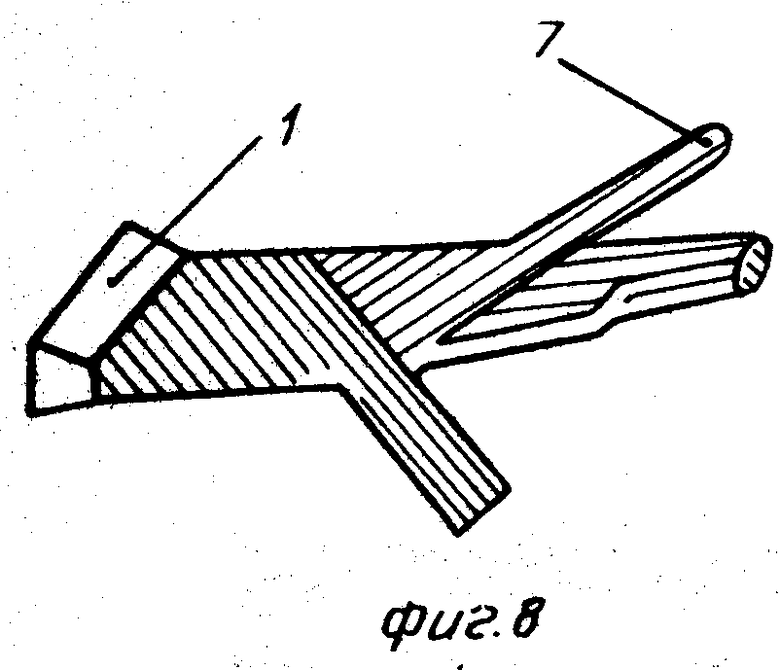
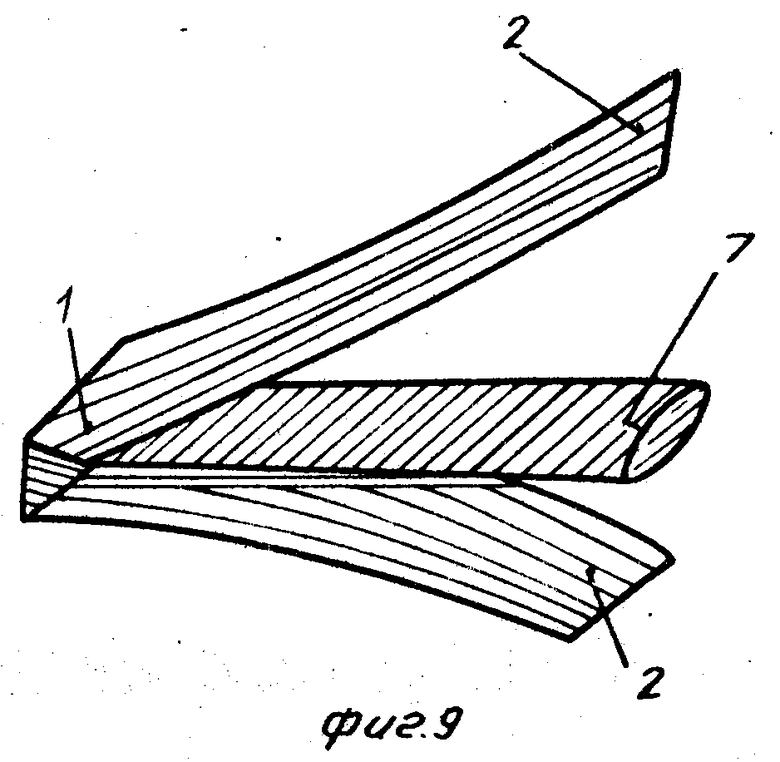
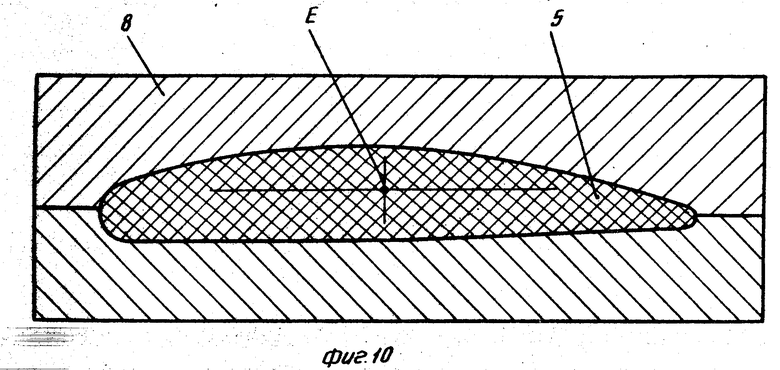
На фиг. 1 показана лопасть с контрольным сечением по А-А и разрезом по Б-Б на фиг.4; на фиг.2 разбивка лопасти на n сечений; на фиг.3 схема сборки лопасти из листов армированного материала; на фиг.4 контрольное сечение с разбивкой на m элементов, разрез А-А на фиг.1; на фиг.5 укладка двух слоев с углом армирования α 90о; на фиг.6 эпюра напряжений (теоретическая); на фиг.7 деформация двух слоев с углом армирования α 90о (практическая); на фиг.8 армирование компенсирующим слоем α 45о; на фиг.9 симметричное армирование пера лопасти относительно оси В-В на фиг.4; на фиг.10 пресс-форма с полимеризуемой лопастью.
Способ изготовления композиционных лопастей 1 воздушного винта основан на послойной выкладке слоев 2 армирующего препрега, с углами армирования ± α последующей полимеризацией.
Разбивают перо 3 лопасти 1 на n сечений 4, выбирают из них наиболее эффективное сечение 5, разбивают каждое сечение лопасти 1 на m элементов 6, подсчитывают условную сумму моментов действующих в каждом сечении, выбирают компенсирующие слои 7, выкладывают слои 2 армирующего препрега по уточненной схеме, полимеризуют в пресс-форме 8, контролируют перо 3 лопасти, в случае необходимости, производят дополнительную коррекцию.
Дополнительными позициями обозначены верхний пакет 9, нижний пакет 10 лопасти 1.
Изготовление композиционных лопастей воздушного винта происходит следующим образом.
Предварительно проводят анализ предлагаемой схемы сборки. Разбивают перо лопасти на n сечений (см. фиг.2), выбирают наиболее эффективное сечение, как правило, его берут за контрольное сечение. Контрольное сечение 5 (см. фиг.1) сечение, относительно которого располагаются по углам крутки другие сечения 4. Оно используется для установки лопастей в стаканы втулки и по нему контролируют углы установки лопастей на разных режимах работы винта с допуском по углу установки порядка 10-20'. Разбивают контрольное сечение 5 на m элементов (см. фиг.4), подсчитывают условную сумму моментов, действующих в данном сечении относительно оси Е. Рассматривают число слоев 2 наполнителя в каждом элементе 6 сечения относительно оси В-В, т.е. в каждом пакете 9 верхнем и пакете 10 нижнем. Рассматривают, сколько слоев и с каким армированием, продольным α 0о по оси лопасти 1, поперечным α 90о и угловым α 15-55о; схема армирования слоев по сечениям лопасти выбирается из расчета требуемой жесткости лопасти на кручение (см. фиг.3). Однако из-за разной толщины лопасти 1 как по длине пера 3, так и по длине сечений 4 и 5 слои имеют разную длину и ширину, поэтому нужно рассматривать каждый элемент 6 и определять момент, действующий от него. На фиг.5 представлены два слоя с армированием α 90о, а на фиг. 6 представлена теоретическая эпюра напряжений в слоях. Практическая эпюра не симметричная из-за разных коэффициентов термического расширения армирующих нитей (тканей) и связующего (см. фиг.7), где изображена пластина из двух слоев, скрепленных связующим, и полимеризованная.
Для пластины из двух слоев можно, меняя угол армирования, влиять на внутренние напряжения, деформирующий момент. Режим охлаждения пресс-формы, усилие прессования тоже влияют на деформацию. Рассматривают число слоев в каждом элементе 6 сечения, в каждом из пакетов, верхнем пакете 9, нижнем пакете 10 относительно оси ВВ.
Если слоев не равное число, то возникает деформирующий момент в сторону большей толщины относительно оси Е сечения 5, если слоев равное число, но у одного из них меньшая ширина, возникает деформирующий момент, если число слоев одинаковое, но в верхнем пакете имеется больше слоев, с поперечным (или угловым) армированием, тоже возникнет момент.
Чтобы сечение 5 или любое другое 4 было нейтральным, нужно чтобы сумма условных моментов всех элементов справа от оси Е была равна сумме условных моментов слева.
Нейтральное сечение не будет подвергнуто деформации после полимеризации или подвергнуто в меньшей степени. Желательно провести анализ элементов m в остальных сечениях n, выбрать и ввести в схему сборки лопасти компенсирующие слои 7 с противоположными углами армирования (см. фиг.8), изменить углы армирования в отдельных слоях на противоположные (см. фиг.9), увеличить или уменьшить на 10-20о углы армирования в других слоях, изменить длину отдельных слоев 2, например ширину слоев в отдельных сечениях (см. фиг.3).
Желательно добиться скомпенсированности слоев в сечения наиболее эффективных: контрольном сечении 5 и сечениях около него.
Ограничения, возникающие при введении компенсирующих слов, следующие:
обеспечить расчетную толщину заполнения наполнителем сечений с целью обеспечения оптимальных физико-механических свойств, а именно плотности, отсутствия перепрессовок, толщина одного слоя до прессования 0,35 мм, полосе 0,275 ± 0,02 мм;
обеспечить расчетную (требуемую) жесткость по сечениям лопасти и осевую прочность, т.к. введение дополнительных слоев, изменение армирования влияет на жесткость как отдельных сечений, так и прочность лопасти в осевом направлении.
Формируют и полимеризуют в пресс-форме 10 около 10-15 шт. лопастей, зачищают облой, контролируют геометрию лопастей. Как правило, без коррекции изменение угла по сечениям порядка 40' до 1o20', а после коррекции 10-30', что соответствует точности установки лопастей во втулку изменяемого шага с круглым комлем. Следует отметить, что коррекция особенно важна для моноблоков, двухлопастного винта фиксированного шага диаметром 0,4-0,8 м. Изготовление в пресс-форме лопастей более 10 шт. необходимо с целью исключения влияния геометрии пресс-формы, режима полимеризации и охлаждения на размеры лопастей (их геометрию). При необходимости коррекций может быть несколько, опробовано несколько схем сборки.
Работа лопасти воздушного винта происходит следующим образом. На лопасть действуют центробежная сила, изгибающий момент от элементов сечения лопасти и аэродинамических сил.
Изготовление лопастей может производиться из следующих материалов: армирующий наполнитель Т-25(ВМ)-78 ТУ6-11-380-76, связующее ЭДТ-10П.
С точки зрения технико-экономического эффекта, создаваемого при использовании изобретения, внедрение дает следующие преимущества:
уменьшение коробления лопастей по длине;
значительно меньшее коробление перьев лопастей по углам крутки;
снижение коробления сечений перьев лопастей относительно контрольного сечения, что улучшает аэродинамическую уравновешенность винта, уравновешивает тягу от каждой лопасти.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА ОСЕВОГО ВОЗДУШНОГО НАГНЕТАТЕЛЯ СУДНА НА ВОЗДУШНОЙ ПОДУШКЕ | 2021 |
|
RU2762959C1 |
| Безлонжеронная лопасть винта вертолёта и способ её изготовления | 2018 |
|
RU2683410C1 |
| КОМПОЗИЦИОННАЯ ЛОПАСТЬ ВОЗДУШНОГО ВИНТА | 1991 |
|
RU2040432C1 |
| ЛОПАСТЬ ВОЗДУШНОГО ВИНТА ЛЕТАТЕЛЬНОГО АППАРАТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2749051C1 |
| Лопасть воздушного винта многоконтурной конструкции | 2021 |
|
RU2767574C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТИ РУЛЕВОГО ВИНТА ВЕРТОЛЕТА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2016 |
|
RU2614163C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2015 |
|
RU2616465C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО ИЗДЕЛИЯ | 2015 |
|
RU2697451C2 |
| БЕЗЛОНЖЕРОННАЯ ЛОПАСТЬ ВИНТА ВЕРТОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2547672C1 |
| БЕЗЛОНЖЕРОННАЯ ЛОПАСТЬ ВИНТА ВЕРТОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2739269C1 |
Изобретение относится к авиационной технике, в частности к способам изготовления лопастей воздушного винта из стекло-,угле-, боро- и оргволокна и полимерного связующего, применяемых на летательных аппаратах, судах на воздушной подушке и т.п. Цель изобретения - стабилизация Эксплуатационных характеристик путем уменьшения коробления пера лопасти по углам крутки за счет подбора оптимальной схемы сборки. Способ изготовления лопастей 1 основан на послойной выкладке слоев 2 армирующего препрега, с углами апмирования ± α и последующей полимеризацией. Предварительно разбивают перо 3 лопасти на n сечении 4, выбирают наиболее эффективное сечение 5 под КПД, разбивают каждое сечение на m элементов 6, подсчитывают сумму условных моментов действующих в каждом сечении, выбирают компенсирующие слои 7, выкладывают слои армирующего препрега по уточненной схеме, полимеризуют в пресс-форме, контролируют перо лопасти, в случае необходимости производят дополнительную коррекцию. 10 ил.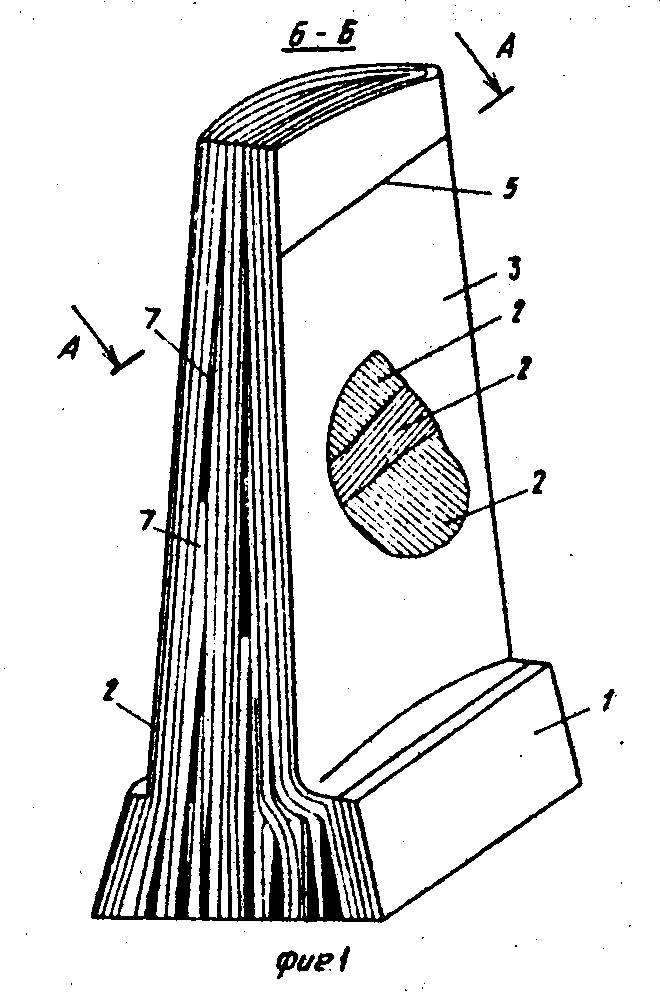
СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОПЛАСТИКОВЫХ КОМПОЗИЦИОННЫХ ЛОПАСТЕЙ воздушного винта, основанный на послойной выкладке слоев композиционного материала с углами армирования ± α последующей полимеризацией и контроле, отличающийся тем, что, с целью стабилизации эксплуатационных характеристик винта путем уменьшения коробления пера лопасти по углам крутки за счет подбора оптимальной схемы сборки, предварительно разбивают перо лопасти на n сечений, из которых выбирают наиболее эффективное ее сечение по КПД, после чего разбивают эффективное сечение на m элементов и подсчитывают сумму условных моментов, действующих в этом сечении, затем уменьшают этот момент путем изменения угла армирования в отдельных слоях, а слои выкладывают по всей лопасти по данной уточненной схеме, и после контроля лопасти в случае необходимости производят дополнительное уточнение схемы сборки.
| Патент США N 4789304, кл | |||
| Приспособление для автоматического тартания | 1922 |
|
SU416A1 |
