Предпосылки создания изобретения
Изобретение относится к способу формирования зажимного кольца, используемого на трубе при выполнении трубного соединения.
Кроме того, изобретение относится к зажимному кольцу, используемому на трубе при выполнении трубного соединения.
Известен способ выполнения трубного соединения между концом трубы, выполненной из пластичного материала с запоминающими свойствами, и соединительной деталью. Наличие запоминающих свойств означает, что пластиковые трубы со способностью памяти после расширения автоматически стремятся вернуть в целом свою первоначальную форму и очертания. Например, пластиковые трубы, которые производятся из сшитого полиэтилена, обладают активными запоминающими свойствами при комнатной температуре. Чтобы соединить такие трубы, один конец трубы расширяется, в него вставляется фланцевый соединитель, образующий часть соединительной детали трубы, обычно выполненной из металла, которая удерживается в указанном конце трубы до тех пор, пока труба не сжимается до такой степени, что становится способной крепко удерживать соединительную деталь. Зажимное кольцо, выполненное из эластичного материала, который может представлять собой такой же эластичный материал, что и тот, из которого сделана труба, расширяется и сжимается на конце трубы в целях дополнительного усиления крепления и герметизации давления в районе трубного соединения. Зажимное кольцо расширяется одновременно с концом трубы, при этом зажимное кольцо располагается вокруг упомянутого конца трубы. Такое решение раскрыто, например, в EP 0530387. Согласно EP 0530387, зажимное кольцо было изготовлено из экструдированной трубы путем отрезания от трубы достаточно короткой части для получения зажимного кольца. В WO 2007/006863 зажимное кольцо изготавливалось способом литья под давлением.
Краткое описание изобретения
Задачей изобретения является создание нового способа формирования зажимного кольца и новое зажимное кольцо.
Способ согласно изобретению отличается тем, что труба экструдируется из пластичного материала, имеющего запоминающие свойства, при этом при экструзии трубы ее внутренний диаметр имеет меньшую величину, чем внешний диаметр трубы, на которую перед выполнением трубного соединения устанавливается зажимное кольцо, экструдированная труба разрезается для формирования части трубы, причем внутренний диаметр части указанной части трубы увеличивают за счет удаления материала из внутренней части указанной части трубы, но только в такую часть трубы, что на ее конце образуется стопорная кромка, в результате чего указанная часть трубы образует зажимное кольцо.
Кроме того, зажимное кольцо согласно изобретению отличается тем, что зажимное кольцо сформировано из экструдированной трубы путем отрезания от трубы достаточно короткой ее части, при этом труба экструдируется из пластичного материала с запоминающими свойствами и имеет меньший внутренний диаметр, чем внешний диаметр трубы, на которую перед выполнением трубного соединения устанавливается зажимное кольцо, причем внутренний диаметр этой части трубы увеличен за счет удаления материала из внутренней части указанной части трубы, но только в такую часть трубы, где зажимное кольцо содержит стопорную кромку на конце указанной части трубы.
Согласно изобретению труба изготавливается путем экструзии. От экструдированной трубы отрезается часть. При экструзии трубы ее внутренний диаметр имеет меньшую величину, чем внешний диаметр трубы, на которую перед выполнением трубного соединения устанавливается зажимное кольцо. Внутренний диаметр этой части трубы увеличивается за счет удаления материала из внутренней части указанной части трубы, но только в той части трубы, где образуется стопорная кромка. При выполнении трубного соединения на трубе используется зажимное кольцо. Зажимное кольцо изготавливается быстрым, простым и легким способом.
В одном варианте осуществления изобретения зажимное кольцо снабжено фаской на своей входной части. Предпочтительно образование фаски происходит на том же этапе изготовления, что и частичное расширение внутреннего диаметра. Фаска помогает при установке зажимного кольца на конец трубы при трубном соединении.
Хотя зажимное кольцо имеет простую конструкцию, оно снабжено стопорной кромкой. Стопорная кромка обеспечивает правильную установку зажимного кольца на конец трубы при выполнении трубного соединения и после его выполнения.
Краткое описание фигур
В дальнейшем изобретение будет описано более подробно с помощью предпочтительных вариантов его осуществления со ссылкой на сопровождающие чертежи, на которых
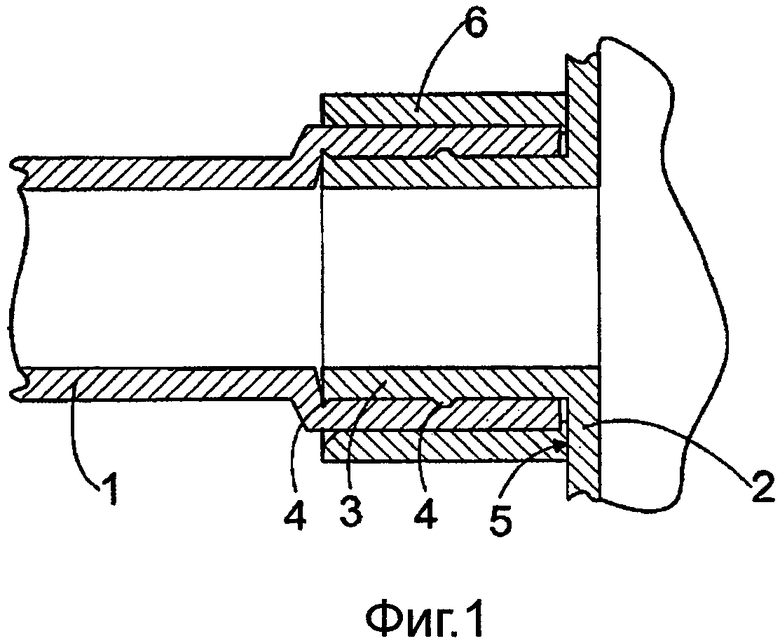
На фиг.1 схематично показано трубное соединение в разрезе,
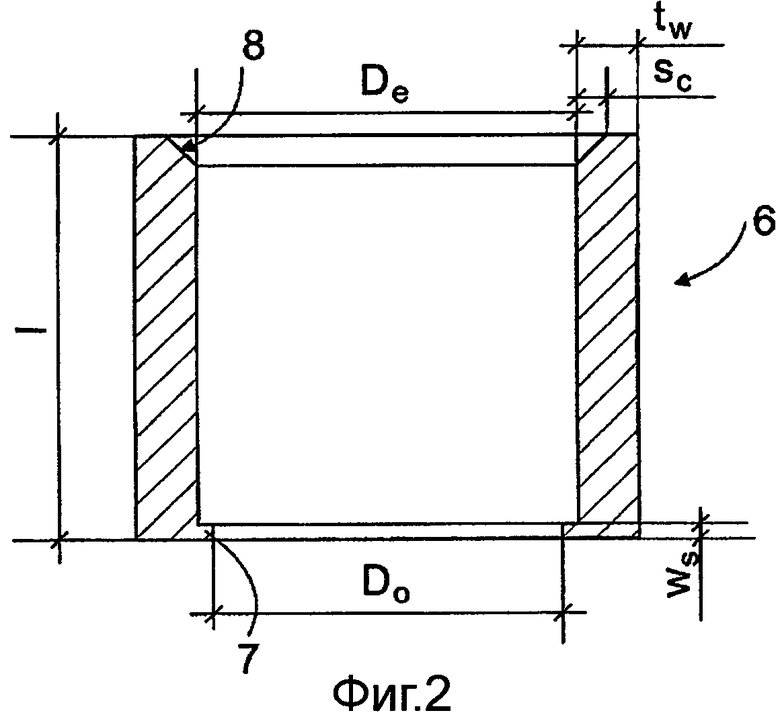
На фиг.2 схематично показан вид сбоку в разрезе зажимного кольца, и
На фиг.3 представлена схема с этапами изготовления зажимного кольца.
Подробное описание изобретения
На фиг.1 показана труба 1, выполненная из пластичного материала с запоминающими свойствами, например, из сшитого полиэтилена PEX или любого другого сшитого полиэтилена, и соединительная деталь 2, выполненная из металла. Соединительная деталь 2 содержит штуцерный конец 3. Штуцерный конец 3 содержит радиально выступающие фланцы 4. Штуцерный конец 3 заканчивается радиальной опорной поверхностью 5.
Внешний диаметр штуцерного конца 3 превышает внутренний диаметр нерасширенной трубы 1. На конец трубы 1 устанавливается эластичное зажимное кольцо 6. В ненапряженном состоянии зажимное кольцо 6 имеет внутренний диаметр, который соответствует внешнему диаметру нерасширенной трубы 1.
При выполнении трубного соединения, показанного на фиг.1, с помощью расширительного инструмента конец трубы 1 и прилегающее зажимное кольцо 6 расширяются одновременно. Сразу после этого штуцерный конец 3 вставляется в конец трубы, пока его опорная поверхность 5 не упрется в конец трубы 1 и зажимное кольцо 6. Затем конец трубы 1 и зажимное кольцо 6 автоматически сжимаются или стягиваются, за счет чего образуется плотный контакт между внутренней поверхностью трубы и, в частности, фланцем. Плотный контакт образуется также между внутренней поверхностью трубы 1 и внешней поверхностью штуцерного конца 3.
На фиг.2 показано зажимное кольцо в разрезе. Внешний диаметр зажимного кольца может находиться, например, в пределах 12-150 мм. Длина I зажимного кольца 6 может быть, например, по существу равной диаметру зажимного кольца. Средняя толщина стенки tw зажимного кольца может находиться, например, в пределах 2-15 мм.
Зажимное кольцо 6 выполнено из сшитого полиолефина. Зажимное кольцо может быть выполнено из сшитого полиэтилена PEX или, например, сшитого полипропилена.
Один конец зажимного кольца 6 снабжен направленной внутрь стопорной кромкой 7. Стопорная кромка 7 представляет собой направленное радиально внутрь непрерывное кольцо. Стопорная кромка 7 обеспечивает правильное положение конца трубы 1 по отношению к зажимному кольцу 6.
Изготовление зажимного кольца показано на фиг.3. Сначала осуществляется экструзия трубы. Внутренний диаметр экструдированной трубы меньше, чем внешний диаметр трубы 1, на которую перед выполнением трубного соединения устанавливается зажимное кольцо 6. После экструзии от экструдированной трубы отрезается достаточно короткая часть. Внутренний диаметр указанной части трубы расширяется за счет удаления материала из внутренней части трубы. Материал предпочтительно удаляется путем механической обработки внутренней поверхности указанной части трубы. Механическая обработка осуществляется предпочтительно с помощью расширяющего сверла. На входной части зажимного кольца 6 также снимается фаска. Снятие фаски и рассверливание может быть выполнено в ходе одного этапа изготовления зажимного кольца 6.
Увеличение внутреннего диаметра трубы производится только на части ее длины I. Увеличение внутреннего диаметра указанной части трубы может быть выполнено, например, с помощью механической обработки, в ходе которой выполняется глухое отверстие глубиной приблизительно 95% от длины I трубы. При этом глухое отверстие оставляет небольшую кромку или выступ со стороны внутреннего диаметра указанной части трубы. Ширина ws стопорной кромки 7 может составлять, например, 0,3-3 мм в зависимости от длины указанной части трубы. Например, ширина ws стопорной кромки 7 может составлять от 2 до 20% длины I указанной части трубы. Первоначальный внутренний диаметр Do указанной части трубы может составлять, например, 10-45 мм. Увеличенный диаметр De части трубы может быть, например, на 0,2-2 мм больше, чем первоначальный внутренний диаметр трубы Do.
Для достижения конечного внутреннего диаметра удаляется предпочтительно 3-25% от первоначальной толщины стенки экструдированной трубы. В качестве примера можно упомянуть, что в одном варианте осуществления изобретения для получения кольца в ½ дюйма удаляется около 0,24 мм толщины стенки или же в среднем удаляется 7% от первоначальной толщины стенки экструдированной трубы.
Обрабатывающий инструмент, увеличивающий внутренний диаметр указанной части трубы, может также одновременно производить снятие фаски 7 на входе внутреннего диаметра части трубы. Обрабатывающий инструмент может представлять собой, например, расширяющее сверло, имеющее передний край, который увеличивает внутренний диаметр трубы, а также расширяющую часть, расположенную под углом к осевому направлению. Угол к осевому направлению, таким образом, представляет собой угол фаски, и его величина может составлять, например, от 30° до 60°. На фиг.2 угол фаски 8 составляет 45°.
Предпочтительно, внутренняя поверхность зажимного кольца является в основном прямой, что означает, что ее направление не отличается от осевого направления зажимного кольца. Тем не менее, в случае необходимости внутренняя поверхность зажимного кольца может быть слегка конической. В таком случае угол конуса внутренней поверхности зажимного кольца может находиться, например, в диапазоне от 0,1° до 2°.
Размер sc фаски может составлять, например, 20-80% от толщины tw стенки.
В некоторых случаях признаки, показанные в данном описании, могут как таковые быть использованы независимо от других признаков. Опять же признаки, показанные в данном описании, могут, при необходимости, быть объединены в целях обеспечения соответствия с различными сочетаниями.
Для специалиста в данной области техники очевидно, что в ходе технического прогресса основная идея изобретения может быть осуществлена многими способами. Таким образом, изобретение и его варианты осуществления не ограничиваются вышеприведенными примерами, но могут меняться в пределах объема прилагаемых пунктов формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБНОЕ СОЕДИНЕНИЕ | 2006 |
|
RU2424463C2 |
| ЗАЖИМНОЕ СОЕДИНЕНИЕ ДЛЯ ТРУБ | 2013 |
|
RU2622341C2 |
| ЗАЖИМНОЕ КОЛЬЦО ДЛЯ ФИТТИНГА | 2008 |
|
RU2472057C2 |
| УСАДОЧНОЕ СТЯЖНОЕ КОЛЬЦО | 2015 |
|
RU2637357C1 |
| СЕГМЕНТНОЕ ЗАМКОВОЕ КОЛЬЦО, СОЕДИНЕНИЕ И СПОСОБ СБОРКИ ЭТОГО СОЕДИНЕНИЯ | 2005 |
|
RU2372544C2 |
| ЗАЖИМНОЕ УСТРОЙСТВО | 2004 |
|
RU2278363C2 |
| ЗАЖИМНОЕ УСТРОЙСТВО | 2004 |
|
RU2278364C2 |
| ПРОВОЛОЧНОЕ ЗАЖИМНОЕ КОЛЬЦО | 1997 |
|
RU2159385C2 |
| ТРУБНЫЙ КАЛИБРОВОЧНЫЙ БЛОК ДЛЯ МАШИН, ПРЕДНАЗНАЧЕННЫХ ДЛЯ ЭКСТРУЗИИ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ, ТАКИХ КАК ТРУБЫ | 1996 |
|
RU2165355C2 |
| ЗАЖИМНОЕ УСТРОЙСТВО, В ЧАСТНОСТИ ДЛЯ ГИБКИХ ТРУБОК | 2012 |
|
RU2584046C2 |

Группа изобретений относится к трубным соединениям. Описан способ формирования зажимного кольца. Для формирования зажимного кольца сначала экструдируется труба. Экструдированная труба разрезается для формирования части трубы. При экструдировании трубы ее внутренний диаметр формируется меньшим, чем внешний диаметр трубы, на которую перед выполнением трубного соединения устанавливается зажимное кольцо. Внутренний диаметр указанной части трубы увеличивается путем удаления материала из внутренней части указанной части трубы, но только в той части ее длины, где образуется стопорная кромка. Зажимное кольцо используется на трубе при выполнении трубного соединения. Технический результат заключается в упрощении изготовления. 2 н. и 5 з.п. ф-лы, 3 ил.
1. Способ формирования зажимного кольца, используемого на трубе при выполнении трубного соединения, при этом способ включает в себя:
экструзию трубы из пластичного материала с запоминающими свойствами,
причем при экструзии трубы ее внутренний диаметр формируют меньшим внешнего диаметра трубы, на которую перед выполнением трубного соединения устанавливается зажимное кольцо,
разрезание экструдированной трубы для формирования части трубы,
увеличение внутреннего диаметра указанной части трубы путем удаления материала из внутренней части указанной части трубы, но только на такую часть длины указанной части трубы, что на конце части трубы образуется стопорная кромка, в результате чего указанная часть трубы образует зажимное кольцо.
2. Способ по п.1, в котором материал удаляют путем механической обработки внутренней поверхности указанной части трубы.
3. Способ по п.2, в котором обработку выполняют расширяющим сверлом.
4. Способ по любому из предшествующих пунктов, в котором на входном конце зажимного кольца формируют фаску.
5. Способ по п.4, в котором формирование фаски производят на том же этапе изготовления, что и удаление материала из внутренней части указанной части трубы.
6. Зажимное кольцо, используемое на трубе при выполнении трубного соединения, причем зажимное кольцо сформировано из экструдированной трубы путем отрезания от трубы достаточно короткой ее части, при этом труба экструдируется из пластичного материала с запоминающими свойствами и ее внутренний диаметр является меньшим, чем внешний диаметр трубы, на которую перед выполнением трубного соединения устанавливается зажимное кольцо, причем диаметр указанной части трубы увеличен за счет удаления материала из внутренней части указанной части трубы, но только в такую часть длины трубы, что зажимное кольцо содержит стопорную кромку на конце указанной части трубы.
7. Зажимное кольцо по п.6, при этом зажимное кольцо содержит фаску, сформированную на входном конце зажимного кольца.
| WO 2007006863 A1, 18.01.2007 | |||
| СПОСОБ МУФТОКЛЕЕВОГО СОЕДИНЕНИЯ ТРУБ, ЭПОКСИДНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СОЕДИНИТЕЛЬНЫХ ЭЛЕМЕНТОВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2141600C1 |
| US 4304616 A, 08.12.1981 | |||
| US 5735554 A, 07.04.1998 | |||
| Фрикционный конический вариатор | 1984 |
|
SU1240981A1 |
| Способ защиты трехфазных потребителей от обрыва одной фазы | 1973 |
|
SU530387A1 |

