Предпосылки создания изобретения
[0001] Настоящее изобретение относится к способу изготовления рукоятки ручного инструмента.
[0002] Рукоятки ручных инструментов часто изготавливают из двух или более материалов или двух или более взаимно соединенных частей. Такие рукоятки обычно имеют жесткое тело и одну или более поверхностных деталей, установленных на ней. Тело рукоятки выполнено большим по размеру, из более твердого материала и является телом рукоятки, на котором закрепляются или размещаются другие детали ручного инструмента. Поверхностную деталь в свою очередь размещают обычно на теле рукоятки в качестве поверхностного слоя, который покрывает, по край ней мере, часть тела рукоятки. Поверхностная деталь меньше по размеру, чем тело рукоятки и часто выполнена из более мягкого материала. Поверхностная деталь может быть, например, захватной деталью, целью которой является удерживание рукоятки пользователем при работе с ручным инструментом. Захватная деталь в этом случае выполнена обычно из более мягкого материала, чем тело рукоятки, что обеспечивает удобство при использовании ручного инструмента. Коэффициент трения захватной детали может быть также больше, чем коэффициент трения тела рукоятки. Как вариант, поверхностный слой может быть выполнен цветным, и рукоятка или ее часть также могут быть выполнены желаемых цветов.
[0003] В известном уровне техники рукоятки такого рода, выполненные из двух или более материалов или двух или более частей, обычно изготавливаются посредством двухкомпонентных или многокомпонентных форм для инжектирования или других многокомпонентных форм. Обычно в процессе производства сначала отливают тело рукоятки из более твердого материала и большего по размеру в желобе первой формы. Затем тело рукоятки затвердевает и его помещают в желоб второй формы, в которой отливаются поверхностные детали рукоятки на теле рукоятки. Таким образом, разница между желобами первой и второй форм такова, что создает пространство, требуемое для изготовления поверхностной детали.
[0004] Способ изготовления рукоятки, известный из уровня техники, имеет недостаток, при котором тело рукоятки, которое больше по размеру, переносят из первой формы во вторую форму. Перенос тела рукоятки является достаточно громоздким из-за размеров и веса и поэтому требует сложного оборудования. В дополнение возможность перекашивания, возникающего в связи с усадкой и затвердеванием, особенно заметно в больших деталях, в связи с чем возникают затруднения при установке тела рукоятки в желоб второй формы. Для успешной отливки поверхностной детали желоб второй формы должен иметь очень точную геометрию тела рукоятки, что проблематично при указанных перекашиваниях. Другими словами, указанные перекашивания часто невозможно предусмотреть, что приводит в результате к разбросу качества.
Краткое описание изобретения
[0005] Целью настоящего изобретения является способ, решающий указанные проблемы. Эта цель достигается способом согласно п.1 формулы изобретения и рукояткой согласно п.13 формулы изобретения.
[0006] Предпочтительные варианты воплощения данного изобретения раскрыты в зависимых пунктах формулы.
[0007] Настоящее изобретение основано на идее, что сначала изготавливают поверхностную деталь рукоятки, которая обычно меньше и легче тела рукоятки. Поверхностную деталь изготавливают, например, посредством инжекционного литья, а после изготовления переносят в желоб формы для изготовления тела рукоятки. Тело рукоятки может одновременно служить черенком для топора, садовых ножниц, грабель и другого садового инвентаря, и, соответственно, нет больше необходимости отдельно изготавливать черенок. Другими словами, согласно данному изобретению сначала изготавливают обычно небольшие и легкие поверхностные детали, которые затем помещают в форму, в которой изготавливают тело рукоятки. Поверхностные детали размещают в желобе формы преимущественно по стенкам желоба. Согласно данному изобретению отливку тела рукоятки выполняют таким образом, что расплавленная масса течет под поверхностной деталью, одновременно прижимая поверхностную деталь к стенке желоба формы. Для прохождения расплавленной массы под поверхностной деталью поверхностная деталь прижата к стенке желоба формы таким образом, что не может двигаться в желобе формы в результате эффекта продвижения расплавленной массы.
[0008] Преимущество настоящего изобретения заключается в том, что большее тело рукоятки не нужно перемещать в ходе его изготовления, достаточно переместить меньшие поверхностные детали. В этом случае перенос деталей в двух- или многокомпонентную форму становится проще и легче. Кроме этого, поскольку поверхностные детали обычно меньше по размерам, чем тело рукоятки, перекашивание, возникающее в связи с усадкой и затвердеванием, меньше у поверхностных деталей, чем у тела рукоятки. Это также уменьшает варианты различного качества рукоятки, поскольку легче изготовить форму поверхностных деталей соответствующих желобу формы.
Краткое описание чертежей
[0009] Далее изобретение будет подробно описано на примерах вариантов воплощения со ссылками на прилагаемые чертежи, на которых:
Фиг.1 - этап способа, согласно изобретению, при котором поверхностные детали и сердечник установлены в форме.
Фиг.2A, 2B и 2C - этап способа изготовления тела рукоятки и
Фиг.3 - готовая рукоятка и ее извлечение из формы.
Подробное описание изобретения
[0010] На фиг.1 показано устройство, необходимое для способа изготовления рукоятки, согласно данному изобретению, и первый этап способа. Согласно фиг.1 сначала изготавливается поверхностная деталь 4. Поверхностная деталь 4 может быть изготовлена, например, посредством инжекционного литья в отдельной инжекционной форме для поверхностной детали или, как вариант, любым другим способом изготовления. Согласно фиг.1 поверхностная деталь 4 может быть выполнена в виде рукава или трубчатой формы, объемной детали или в виде полосы или любой другой конфигурации, которая может быть размещена на теле рукоятки. Поверхностную деталь 4 в виде рукава изготавливают для, по крайней мере, частичного покрытия тела рукоятки 2 в готовом изделии. Поверхностная деталь 4 преимущественно является захватной деталью, которая предназначена для удержания ручного инструмента пользователем при работе инструментом. Поверхностную деталь или захватную деталь 4 преимущественно выполняют из более мягкого материала, чем тело рукоятки, на котором она установлена.
[0011] В соответствии с фиг.1 изготовленную поверхностную деталь 4 переносят и размещают в форме, которая в этом варианте воплощения содержит первую часть 6 формы и вторую часть 10 формы. Первая и вторая части 6, 10 формы имеют канавки и образуют желоб 8 формы, когда первая и вторая части 6, 10 формы соединены и форма закрыта. Первая часть 6 формы снабжена плавильным каналом 12 для подачи расплавленной массы в желоб 8 формы. Сначала изготовленную поверхностную деталь 4 устанавливают в желоб 8, когда форма открыта. Поверхностную деталь 4 устанавливают в желоб 8 формы таким образом, что она не может перемещаться при введении расплава. В данном варианте воплощения поверхностная деталь 4 установлена, как показано на фиг.2A, в конце желоба 8 формы, по направлению течения расплавленного материала. Другими словами, поверхностная деталь 4 установлена в конце желоба 8 формы, противоположном каналу 12, по которому поступает расплавленная масса в желоб 8 формы. Поверхностная деталь 4 установлена в желобе 8 формы таким образом, что поток расплавленной массы по существу прижимает поверхностную деталь 4 к концу. В другом варианте выемка может быть полнена в желобе 8 формы, в которую устанавливают поверхностную деталь 4 без возможности перемещения. Желоб 8 формы может быть также выполнен с выступом, к которому устанавливается поверхностная деталь 4 и прижимается под действием потока расплавленной массы. Противодействующая поверхность может быть образована, например, посредством формы стенки желоба или даже посредством сердечника в форме. Поверхностную деталь 4 размещают также в желобе 8 формы с возможностью опоры на стенки желоба 8 формы.
[0012] После установки поверхностной детали 4 на место форму закрывают посредством соединения первой части 6 и второй части 10 формы. Согласно фигуре устройство для изготовления также включает сердечник 14, который размещают в желобе 8 формы после закрытия формы для заполнения части желоба 8 формы. Сердечник 14 может быть размещен в желобе формы также до закрытия формы перед ее заполнением. В варианте выполнения по фиг.1 сердечник 14 устанавливают через отверстие на конце закрытой формы в желоб 8 формы и затем через поверхностную деталь 4 в форме рукава, как показано на фиг.2A. На фиг.2A показано, что в желобе 8 формы между поверхностной деталью 4 и сердечником 14 есть зазор, в который поступает расплавленная масса при заливке. Сердечник 14 может быть использован, когда заливается полая часть, но сердечник можно не применять при отливке сплошного изделия.
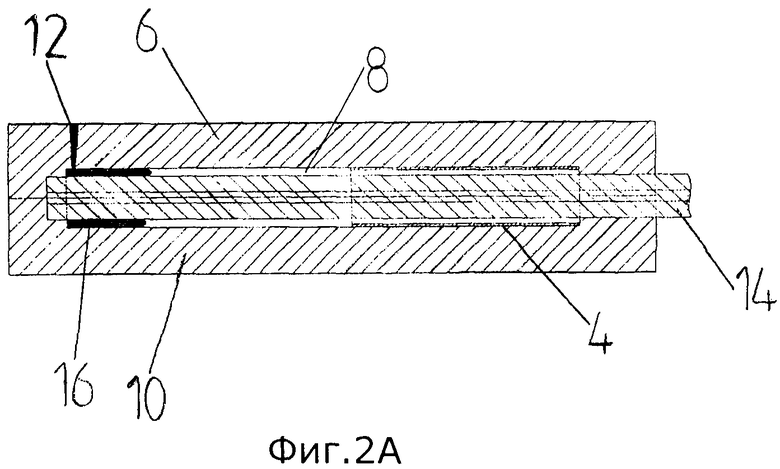
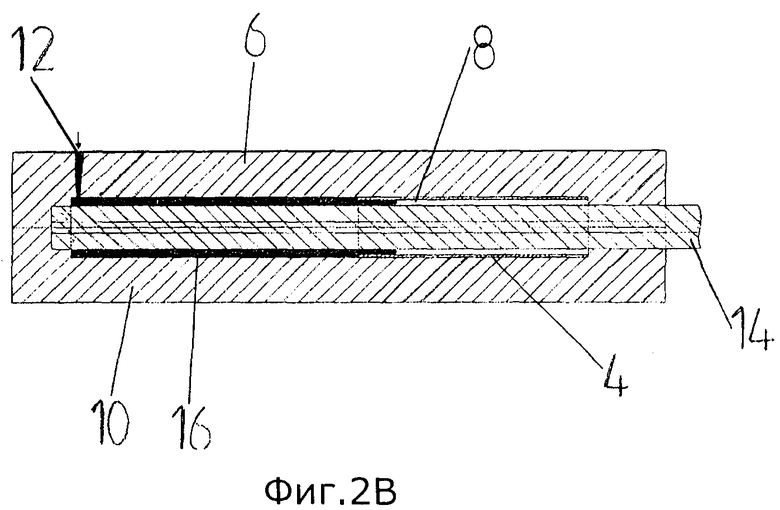
[0013] Фигуры 2A, 2B и 2C иллюстрируют процесс изготовления тела 2 рукоятки. Согласно фиг.2A расплавленная масса 16 начинает поступать в желоб формы по каналу 12 для изготовления тела рукоятки. Согласно фиг.2B расплавленная масса 16 поступает в желоб 8 формы и заполняет его. Расплавленная масса 16 течет по желобу 8 формы в пространстве между стенками желоба и сердечником 14. Когда расплавленная масса, как показано на фиг.2B, достигает поверхностной детали 4, которая установлена с опорой в стенку и неподвижна в конце желоба 8 формы, расплавленная масса 16 поступает в пространство между поверхностной деталью 4 и сердечником 14, т.е. под поверхностную деталь 4. В желобе формы расплавленная масса 16 поступает во все доступные места. В этом случае для расплавленной массы 16 легче проходить под поверхностной деталью 4, чем внедряться между поверхностной деталью 4 и стенкой желоба 8 формы. При этом расплавленная масса 16 прижимает поверхностную деталь 4 сильнее к стенке желоба 8 формы. Кроме этого, начало потока расплавленной массы 16 продвигается таким образом, что новая масса всегда входит в середину потока. Расплавленная масса наружного слоя потока, которая находится в контакте со стенкой желоба формы, не перемещается. Таким образом, на участке, где расплавленная масса 16 может легко проходить между поверхностной деталью 4 и стенкой желоба 8 формы, не возникнет сильного движения в направлении расплавленной массы 16. Поскольку поверхностная деталь 4 находится в конце желоба формы, как показано на фиг.2В, поступление расплавленной массы 16 не может сдвинуть ее вперед. Однако расплавленная масса 16 прижимает или подталкивает поверхностную деталь 4 к стенке желоба 8 формы.
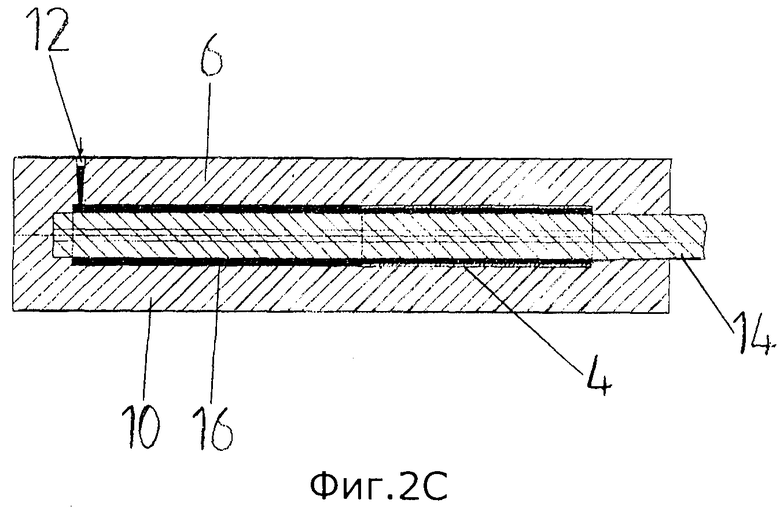
[0014] В соответствии с фиг.2A и фиг.2B изготовление тела рукоятки осуществляют посредством заливки расплавленной массы 16 под поверхностную деталь 4. Другими словами, изготовление тела рукоятки выполняется как нижний слой, например посредством инжекционного плавления. В этом случае сначала может быть изготовлена поверхностная деталь 4, а затем тело рукоятки. Согласно фиг.2C изготовление тела рукоятки завершается, когда заполняется желоб 8 формы. Расплав оставляют охлаждаться и затвердевать, в результате поверхностная деталь и 4 тело рукоятки будут связаны друг с другом, образуя двухкомпонентную конструкцию.
[0015] Затем форму открывают путем разъединения первой части 6 и второй части 10 формы, как показано на фиг.3. Сердечник 14 извлекают из тела рукоятки 2 и поверхностной детали 4. Затем рукоятку, содержащую тело рукоятки 2 и поверхностную деталь 4, размещенную на ней, извлекают из формы. Таким образом, рукоятка готова. Согласно вышеупомянутому необходимо отметить, что рукоятка может иметь две или более поверхностных детали 4, которые выполняются одновременно в желобе 8 формы до изготовления тела рукоятки 2. Кроме этого, поверхностная деталь 4 преимущественно меньше и легче тела рукоятки 2.
[0016] Посредством вышеописанного способа можно изготавливать рукоятки ручного инструмента, которые содержат тело рукоятки и поверхностную деталь, выполненную на нем. В этой связи рукоятка может одновременно служить черенком для топора, садовых ножниц, грабель и другого садового инвентаря или рукоятки другого ручного инструмента. Поверхностная деталь 4 может быть, например, захватывающей деталью, целью которой является удерживание рукоятки пользователем при работе с ручным инструментом. Как вариант, поверхностная деталь может быть покрыта цветным слоем, посредством чего рукоятка или ее часть выполнены одного цвета или различными цветами или другим покрытием, покрывающим, по крайней мере, часть тела рукоятки 2. Поверхностная деталь 4 преимущественно выполнена из более мягкого материала, чем тело рукоятки 2, но, как вариант, она выполнена из материала такой же твердости, как и тело рукоятки 2, или даже более твердого материала.
[0017] Для специалиста в данной области очевидно, что технологические преимущества основной идеи данного изобретения могут быть воплощены различными путями. Таким образом, настоящее изобретение и варианты его воплощения не ограничиваются описанными вариантами и могут меняться в объеме формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РУКОЯТКА ДЛЯ РУЧНОГО ИНСТРУМЕНТА | 2005 |
|
RU2366565C2 |
| РУЧНОЙ ИНСТРУМЕНТ | 2017 |
|
RU2735529C2 |
| ПРОТЕКТОР РУЧКИ ДЛЯ РУЧНОГО ИНСТРУМЕНТА | 2011 |
|
RU2558707C2 |
| РУЧНОЙ ИНСТРУМЕНТ | 2022 |
|
RU2785922C1 |
| РУЧНОЙ ИНСТРУМЕНТ (ВАРИАНТЫ) И РУЧКА ДЛЯ РУЧНОГО ИНСТРУМЕНТА | 2007 |
|
RU2446029C2 |
| РУКОЯТКА РУЧНОГО ИНСТРУМЕНТА ДЛЯ ХРАНЕНИЯ СМЕННЫХ НАКОНЕЧНИКОВ И РУЧНОЙ ИНСТРУМЕНТ С РУКОЯТКОЙ ДЛЯ ХРАНЕНИЯ СМЕННЫХ НАКОНЕЧНИКОВ | 2000 |
|
RU2243880C2 |
| ВСПОМОГАТЕЛЬНАЯ РУКОЯТКА | 2010 |
|
RU2522405C2 |
| ЭЛЕКТРИЧЕСКАЯ РУЧНАЯ МАШИНА С ВИБРОИЗОЛИРОВАННОЙ РУКОЯТКОЙ | 2007 |
|
RU2466855C2 |
| РУЧНОЙ ИНСТРУМЕНТ ДЛЯ СТОМАТОЛОГИЧЕСКИХ ИЛИ ХИРУРГИЧЕСКИХ ЦЕЛЕЙ | 2006 |
|
RU2372874C2 |
| РУЧНОЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2719981C1 |

Изобретение относится к способу изготовления рукоятки ручного инструмента, содержащей тело рукоятки и захватную деталь, предназначенную для удержания ручного инструмента пользователем. Согласно изобретению сначала изготавливают захватную деталь и размещают ее в желобе формы. Затем расплавленную массу заливают в желоб формы для изготовления тела рукоятки, при этом расплавленная масса проходит под захватной деталью и прижимает ее к стенке желоба формы. Повышается качество рукоятки и облегчается процесс ее изготовления. Предназначена для удержания ручного инструмента пользователем. 2 н. и 15 з.п. ф-лы, 3 ил.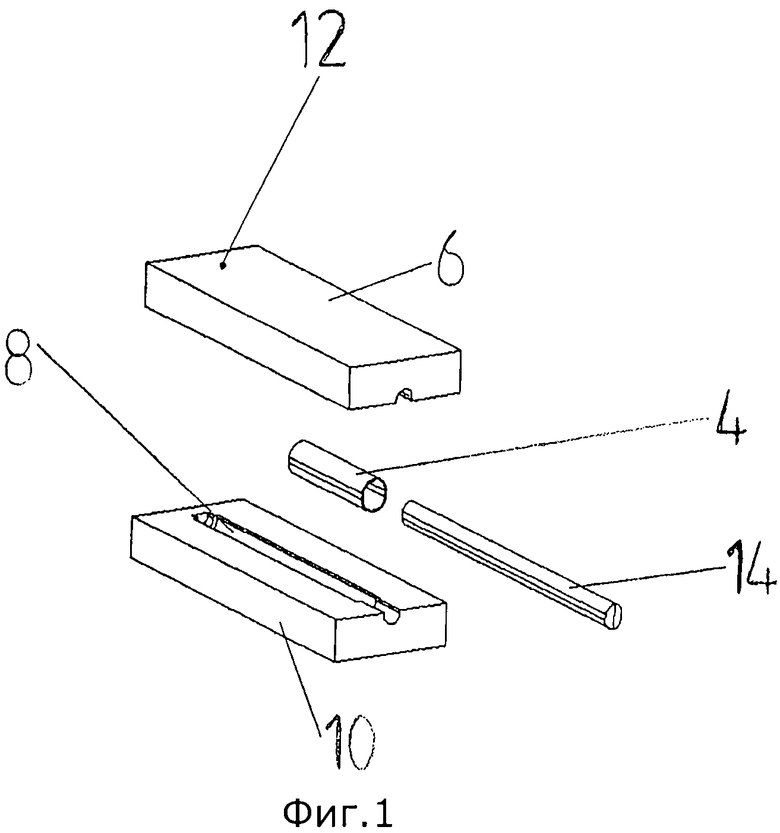
1. Способ изготовления рукоятки ручного инструмента, содержащей тело (2) рукоятки и одну или более поверхностных деталей (4), установленных, по крайней мере, частично на теле (2) рукоятки, отличающийся тем, что а) изготавливают поверхностную деталь (4), устанавливают ее в желоб (8) формы (6, 10) и б) подают расплавленную массу (16) в желоб (8) формы для изготовления тела (2) рукоятки, предназначенной для образования тела рукоятки в виде рукоятки топора, заступа, грабель, пару рукояток секатора или подобного садового инструмента, таким образом, что расплавленная масса (16) протекает под поверхностной деталью (4) и поверхностную деталь (4) прижимает к стенке желоба (8).
2. Способ по п.1, отличающийся тем, что поверхностная деталь (4) меньше и легче, чем тело (2) рукоятки.
3. Способ по п.1 или 2, отличающийся тем, что поверхностная деталь (4) является захватной деталью, которая удерживается пользователем при использовании ручного инструмента.
4. Способ по п.1, отличающийся тем, что поверхностную деталь (4) устанавливают в желоб (8) формы без возможности перемещения на стадии б).
5. Способ по п.4, отличающийся тем, что поверхностную деталь (4) устанавливают в конце желоба (8) формы в углубление, выполненное в желобе (8) формы, для поверхностной детали (4) или на противоположной поверхности желоба (8) формы.
6. Способ по п.1, отличающийся тем, что поверхностная деталь (4), по крайней мере, частично выполнена в виде рукава, который размещают, по крайней мере, частично на часть тела (2) в готовом изделии.
7. Способ по п.1, отличающийся тем, что поверхностную деталь (4) изготавливают путем инжекционного литья в отдельной форме для поверхностной детали.
8. Способ по п.1, отличающийся тем, что поверхностную деталь (4) изготавливают из более мягкого материала, чем тело (2).
9. Способ по п.1, отличающийся тем, что до этапа б) в желоб (8) формы устанавливают сердечник (14).
10. Способ по п.9, отличающийся тем, что сердечник (14) устанавливают для того, чтобы обеспечить, по меньшей мере, частично полую часть тела (2).
11. Способ по п.9, отличающийся тем, что сердечник (14) устанавливают в желоб (8) формы таким образом, что на этапе б) расплавленная масса (16) протекает между поверхностной деталью (4) и сердечником (14).
12. Способ по п.1, отличающийся тем, что тело (2) рукоятки изготавливают на этапе б) посредством заполнения формы.
13. Рукоятка ручного инструмента, содержащая тело (2) рукоятки и одну или более поверхностных деталей (4), выполненных, по крайней мере, частично на теле (2) рукоятки, отличающаяся тем, что рукоятка изготовлена способом по любому из пп.1-12.
14 Рукоятка по п.13, отличающаяся тем, что поверхностная деталь (4) меньше и легче, чем тело (2) рукоятки.
15. Рукоятка по п.13, отличающаяся тем, что поверхностная деталь (4) является захватной частью, которая удерживается пользователем при использовании ручного инструмента.
16. Рукоятка по п.13, отличающаяся тем, что поверхностная деталь (4), по крайней мере, частично выполнена в виде рукава, плоской части или поверхностного слоя.
17. Рукоятка по п.13, отличающаяся тем, что поверхностная деталь (4) выполнена из материала, который мягче тела (2) рукоятки.
| Способ изготовления рукоятей | 1988 |
|
SU1613316A1 |
| RU 2007135993 А1, 10.04.2009 | |||
| МНОГОРАЗОВАЯ ФОРМООБРАЗУЮЩАЯ РУЧКА | 2001 |
|
RU2245090C2 |
| КЛЕЩИ С САМОРЕГУЛИРУЕМОЙ УСТАНОВКОЙ, ПРИГОДНЫЕ ДЛЯ ПОЛЬЗОВАНИЯ ОДНОЙ РУКОЙ | 1999 |
|
RU2261168C2 |
| ЕР 0854011 В1, 28.03.2001 | |||
| УСТРОЙСТВО И СПОСОБ ИНЖЕКЦИОННОГО ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАССЫ | 2003 |
|
RU2318665C2 |
| СПОСОБ УПРАВЛЕНИЯ СОВМЕСТНОЙ ЭКСТРУЗИЕЙ ПЛАСТМАСС ПРИ ПОМОЩИ ДРОССЕЛЬНОГО КЛАПАНА С ЦЕЛЬЮ ИХ ФОРМОВАНИЯ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1996 |
|
RU2175288C2 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ С ПЛАСТМАССОЙ | 2000 |
|
RU2245791C2 |
| W0 9614533 А1, 17.05.1996. | |||

