Изобретение относится к совместной экструзии двух или более потоков пластмассовых материалов или их аналогов, например, с целью введения их в установку для формования или подобную ей; данное изобретение, в частности, направлено на решение проблем, связанных с улучшением управления процессом совместной экструзии, с обеспечением более однородного формования экструдируемых материалов, с расширением диапазона используемых материалов, температур проведения процесса экструдирования и прочих условий.
С особой ссылкой на инжекционные системы одновременного впрыска по меньшей мере двух материалов данное изобретение касается усовершенствования способа и установки для объединения различных потоков материалов, причем в этом случае для обеспечения однородности получающегося литого изделия профиль скоростей объединенной струи, образующейся в системе подачи расплава, аналогичен профилю скоростей объединенной струи в инжекционном гнезде литейной формы.
Самая общая проблема в области инжекционного формования с одновременным впрыском заключается в необходимости сохранения однородности передней кромки сердцевинного (среднего) слоя по отношению к его толщине по мере поступления последующих порций сердцевинного (среднего) слоя в полость литейной формы. В случае скошенности передней кромки часть формованного изделия, находящаяся в области наибольшего проникновения внутреннего слоя, будет неоднородна по своим свойствам.
Обычно передняя кромка сердцевинного (среднего) слоя скашивается по мере протекания через центральный цилиндрический канал известных в данной области техники наконечников для одновременного впрыска, расположенный в указанном наконечнике ниже области объединения, и по мере протекания внутреннего слоя через цилиндрический литник литейной формы. Типичные такие наконечники описаны, например, в патентах США 4895504 и 4892690.
Степень скошенности зависит от профиля скоростей комбинированного потока, который является причиной возникновения градиента скорости между радиально самой внутренней и самой периферийной зонами переднего края. Степень скошенности также зависит от общего осевого отрезка цилиндрического потока между областью объединения и концом цилиндрического литника литейной формы.
Чтобы свести к минимуму скошенность передней кромки, в конструкции известных наконечников предусмотрен короткий осевой отрезок потока между областью объединения и концом цилиндрического литника литейной формы. Обычно указанный осевой отрезок потока составляет приблизительно от 5 мм до 25 мм, а получающаяся в результате длина скошенности передней кромки превышает 1,8 мм в случае более короткого осевого отрезка потока и 9 мм в случае более длинного осевого отрезка потока. Такой короткий осевой отрезок потока требует, чтобы средства объединения являлись частью конструкции наконечника.
Другой проблемой в рассматриваемой области техники является то, что величина внешнего диаметра наконечника совместного впрыска материалов, расположенного рядом с литником, больше, чем диаметры наконечников, применяемых для инжекционного формования отдельных материалов. Это увеличение в размере требует отверстия большого размера в форме, что создает сложности при обеспечении необходимого охлаждения гнезда формы вокруг литника. В некоторых известных в данной области техники решениях используют комбинированные средства, имеющие участок в форме конуса или усеченного конуса, для уменьшения внешнего диаметра возле литника, но даже в этом случае диаметр наконечника возле литника может вдвое превышать размер наконечника, используемого для одного материала.
Задачей настоящего изобретения является создание нового, усовершенствованного способа и установки для осуществления совместной экструзии, которые лишены указанных выше и иных недостатков, присущих известным техническим решениям в данной области техники, и которые благодаря совершенно иной конструкции наконечника в экструдере, управляемом с помощью дросселя, значительно усовершенствованы, работают более гибко и равномерно.
Задачей настоящего изобретения также является создание новой экструзионной установки, в которой создается комбинированный поток, профиль скоростей которого внутри области смешивания экструдируемых материалов и ниже ее по течению имеет по существу нулевой градиент скорости в сечении передней кромки сердцевинного (среднего) слоя, причем такой профиль скоростей позволяет избежать скошенности передней кромки сердцевинного (среднего) слоя во время прохождения потока от области объединения до конца литника гнезда формы, что являлось характерным для ранее известных в данной отрасли техники наконечников.
Задачей настоящего изобретения также является создание новой установки, в которой средства объединения настолько удалены от выпускной области наконечника, что не возникает никаких помех для конструкции литейной формы и ее охлаждения.
Задачей также является получение новых результатов вследствие радикального изменения конструкции ранее известных в данной области техники цилиндрических наконечников и переход на конструкцию экструдера с дроссельными или ограничительными иглами, прутами или стержнями, стимулирующими кольцевую экструзию и в случае внутреннего сердцевинного формования создающими концентрические внешние и внутренние кольцевые экструзионные потоки, где кольцевой поток, формирующий сердцевину, окружен кольцевыми, одновременно экструдируемыми внешними и внутренними движущимися слоями.
Задачей также является создание такого нового экструдера, в котором остающийся след от литника на отформованной части столь же мал, как и след, оставляемый на изделии в системах для формования одного материала.
Кроме того, задачей настоящего изобретения является создание нового способа совместной экструзии и установки для его осуществления, в которых профиль скоростей объединенного потока пластмассы ниже области объединения практически тот же, что и профиль скоростей объединенного потока в полости формы, что и позволяет улучшить свойства изделия и время осуществления цикла.
Задача будут также объяснена далее и более детально сформулирована в прилагаемой формуле изобретения.
Указанная задача решается тем, что предложен способ совместного экструдирования нескольких пластмасс с целью их инжекции через зону литника (G) в полость (M) формы для производства литых изделий, включающий объединение потоков (C1, C2) таких текущих пластмасс по меньшей мере с одним средним потоком (IA), который предназначен для сердцевины получаемого формованного пластмассового изделия, находящейся внутри внутренних (IL) и внешних потоков (OL) пластмассы, предназначенных служить покровными пластмассовыми слоями; ограничение протекания объединенных струй по концентрическим кольцевым путям протекания внутри и вдоль вытянутого в продольном направлении канала потока (E, E') по направлению к зоне (G, G') литника формы, при этом кольцевой сердцевинный поток заключен во внутренние и внешние кольцевые слои (IL, OL) потоков покровной пластмассы; разветвление в зоне (G, G') литника концентрических кольцевых потоков в противоположных поперечных направлениях для инжекции в соответствующие противоположные поперечные секции полости (M).
Ограничение можно осуществлять путем установки дроссельной иглы (T, T') по центру внутри и вдоль канала потока (E, E') в направлении к периферическому концевому отверстию в зоне (G, G') литника.
Дроссельную иглу (T, T') можно жестко фиксировать или же устанавливать с возможностью перемещения в продольном направлении, что позволяет изменять положения периферического конца иглы и выходного отверстия экструдера в зоне (G, G') литника.
Поток может быть отрегулирован так, чтобы кольцевой средний сердцевинный слой (IA) протекал по пути по существу с нулевым градиентом на профиле (VP---VP4) скоростей потока в поперечном сечении канала потока (E, E').
Поток через зону (G, G') литника формы и внутри полости (M) можно регулировать так, чтобы поддерживать протекание среднего сердцевинного слоя (IA) по существу при нулевом градиенте на соответствующем поперечном сечении профиля (VP---VP4) скоростей потока.
Температуры текущих сердцевинного (IA), внешнего и внутреннего (OL, IL) потоков пластмассы можно регулировать так, чтобы они имели в пределах полости (M) по существу одинаковые значения или различные значения.
Температуру сердцевинного потока пластмассы можно регулировать так, чтобы она имела более низкое значение, чем температура (температуры) внешнего и внутреннего потока пластмассы.
Объединение потоков (C1, C2) можно осуществлять путем их протекания по последовательным каналам между параллельными плоскостями.
Дроссельная игла (T, T') может сужаться к периферийному концу (T'').
Поток может быть отрегулирован так, чтобы обеспечивать большую или меньшую струю внутреннего потока (IL) по сравнению с внешним потоком (OL).
Кольцевые потоки в канале потока (E, E') могут быть заключены между концентрическими цилиндрическими оболочками.
Указанная задача решается также тем, что предложено устройство для совместного экструдирования нескольких пластмасс с целью их инжекции через зону (G, G') литника в полость (M) формы для получения формованного изделия, включающее источники (S1, S2) потоков текущей пластмассы; средства объединения потоков (C1, C2) таких текущих пластмасс по меньшей мере с одним средним потоком (IA), который должен служить внутренней сердцевиной получаемого формованного пластмассового изделия, для которого внутренние и внешние потоки (IL, OL) пластмассы должны служить покровными пластмассовыми слоями; пустотелый, вытянутый в продольном направлении канал потока (E, E'), соединенный со средствами объединения, для приема этих внешних и внутренних потоков (OL, IL); средства ограничения потока (T, T'), расположенные вдоль и внутри канала потока (E, E'), чтобы вынуждать эти объединенные потоки (C1, C2) течь по концентрическим кольцевым путям внутри и вдоль вытянутого в продольном направлении канала потока (E, E') трубчатого экструдера в зону (G, G') литника формы, причем кольцевой сердцевиннный поток (IA) окружен внутренними и внешними кольцевыми потоками (IL, OL) покровных слоев пластмассы; средства, расположенные в зоне литника, для разветвления указанных концентрических кольцевых потоков (IL, OL) в противоположных поперечных направлениях для инжекции их в соответствующие противоположные поперечные зоны полости (M).
Ограничитель потока может включать вытянутую в продольном направлении дроссельную иглу (T, T'), расположенную внутри канала потока (E, E') по центру вдоль по направлению к периферийному концевому отверстию в зоне (G, G') литника.
Дроссельная игла (T, T') может быть установлена в фиксированном положении или же с возможностью перемещения в продольном направлении для изменения положений периферийного конца иглы и выходного отверстия экструдера в зону (G, G') литника.
Устройство может иметь средства регулирования потока таким образом, чтобы кольцевой средний сердцевинный слой протекал по пути по существу с нулевым градиентом на соответствующем профиле скоростей потока в сечении канала потока (E, E').
Поток через зону (G, G') литника и внутри полости (M) может быть отрегулирован так, чтобы поддерживать протекание внутреннего центрального слоя (IA) по пути по существу с нулевым градиентом на соответствующем поперечном сечении профиля (VP---VP4) скоростей потока.
Устройство может иметь средства регулирования температур текущих сердцевинного (IA), внешнего и внутреннего потоков пластмассы, установленных так, чтобы температура имела по существу одинаковое значение в пределах полости (M).
Температуры текущих сердцевинного, внешнего и внутреннего потоков пластмассы могут быть отрегулированы так, чтобы они имели различные значения в пределах полости.
Температура пластмассы в сердцевинном потоке может быть отрегулирована так, чтобы ее значение было ниже, чем температура (температуры) пластмассы во внешнем и внутреннем слоях.
Объединение потоков можно осуществлять путем их протекания по последовательным каналам между параллельными плоскостями.
Дроссельная игла (T, T') может быть сужена к периферийному концу (T'').
Поток можно регулировать так, чтобы обеспечивать больший или меньший внутренний поток (IL) по сравнению с внешним потоком (OL).
Кольцевые потоки внутри канала потока (E, E') могут быть заключены между концентрическими цилиндрическими оболочками.
Сердцевинный слой может не протекать по пути с нулевым градиентом скоростей через зону (G, G') литника и непосредственно перед ней.
Дроссельная игла (T, T') может заканчиваться непосредственно перед стороной зоны (G, G') литника, обращенной к полости формы.
Устройство может иметь средства (R) регулирования потока, чтобы обеспечить протекание передней кромки сердцевинного слоя вдоль нулевого градиента скоростей перед тем или после того, как передняя кромка другого слоя сместилась из области нулевого градиента.
Предпочтительные и наилучшие варианты выполнения и конструкции установки для осуществления нового способа, отвечающего данному изобретению, более подробно описаны ниже.
Далее изобретение будет описано со ссылками на чертежи.
На фиг. 1 показано поперечное сечение всей системы, включая источник материалов, систему распределения и объединения материалов, и полость формы.
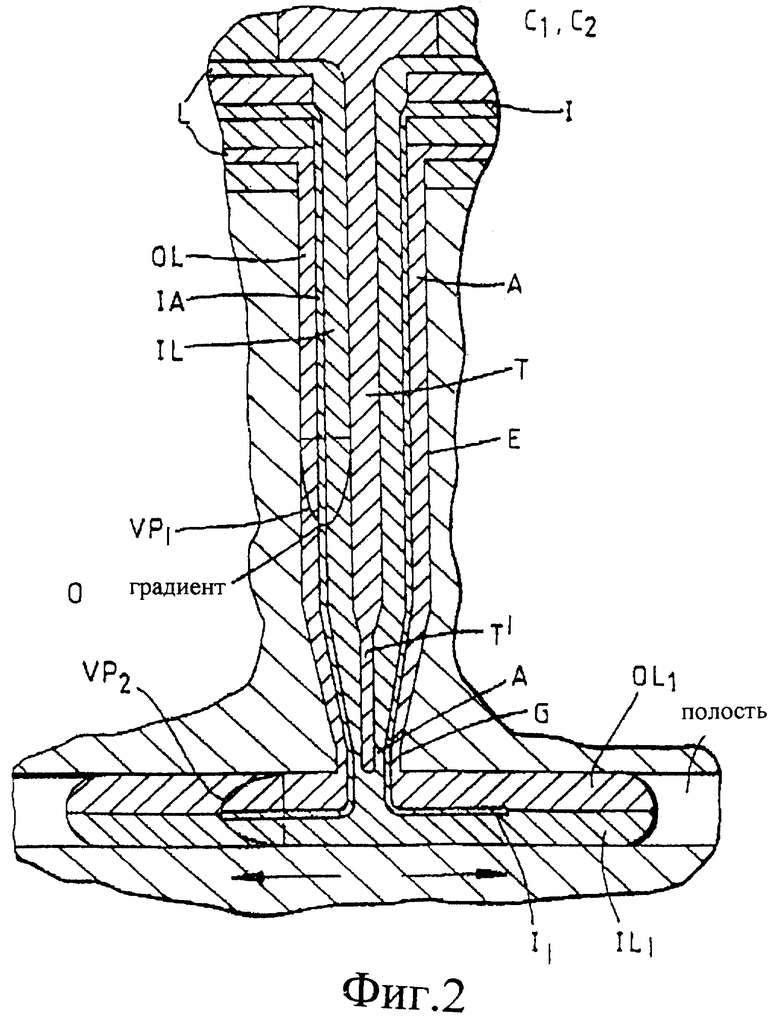
На фиг. 2 представлено поперечное сечение потока на участке от зоны объединения материалов до полости формы, где показано, что сердцевинный (средний) слой течет вдоль профиля скоростей, характеризующегося нулевым градиентом, в соответствии со способом и установкой, отвечающими данному изобретению.
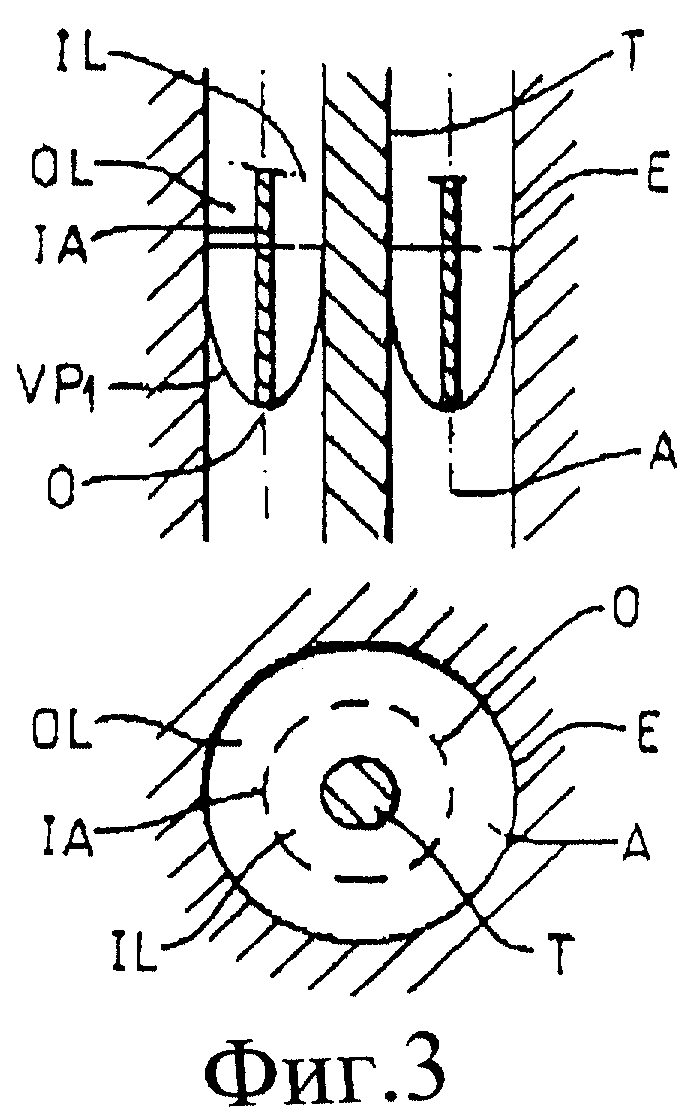
На фиг. 3 представлено поперечное сечение канала кольцевого потока, соответствующего данной установке, а также показано протекание сердцевинного (среднего) слоя вдоль профиля скоростей с нулевым градиентом.
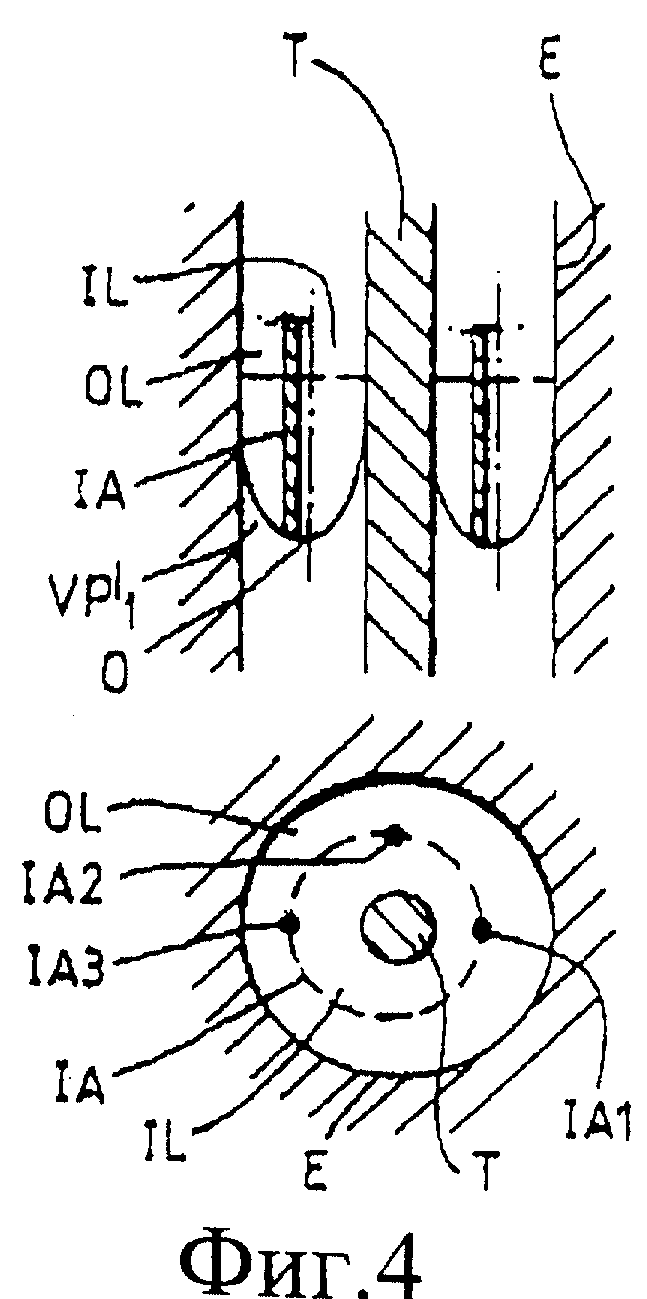
На фиг. 4 представлено поперечное сечение канала кольцевого потока, как и на фиг. 3, но в случае отклонений распределения внешнего и внутреннего кольцевых текущих слоев, что вызывает смещение сердцевинного (среднего) слоя от середины кольцевых диаметров.
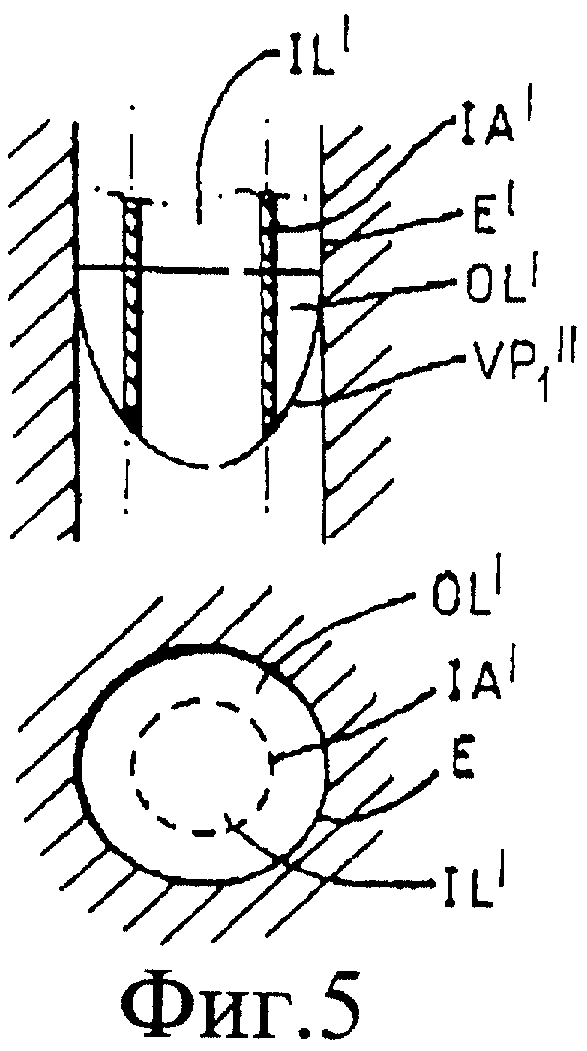
На фиг. 5 представлено поперечное сечение цилиндрического потока в известном техническом решении, иллюстрирующее в отличие от предлагаемого изобретения, представленного на фиг. 3 и 4, сердцевинный (средний) слой в области высокого градиента скоростей.
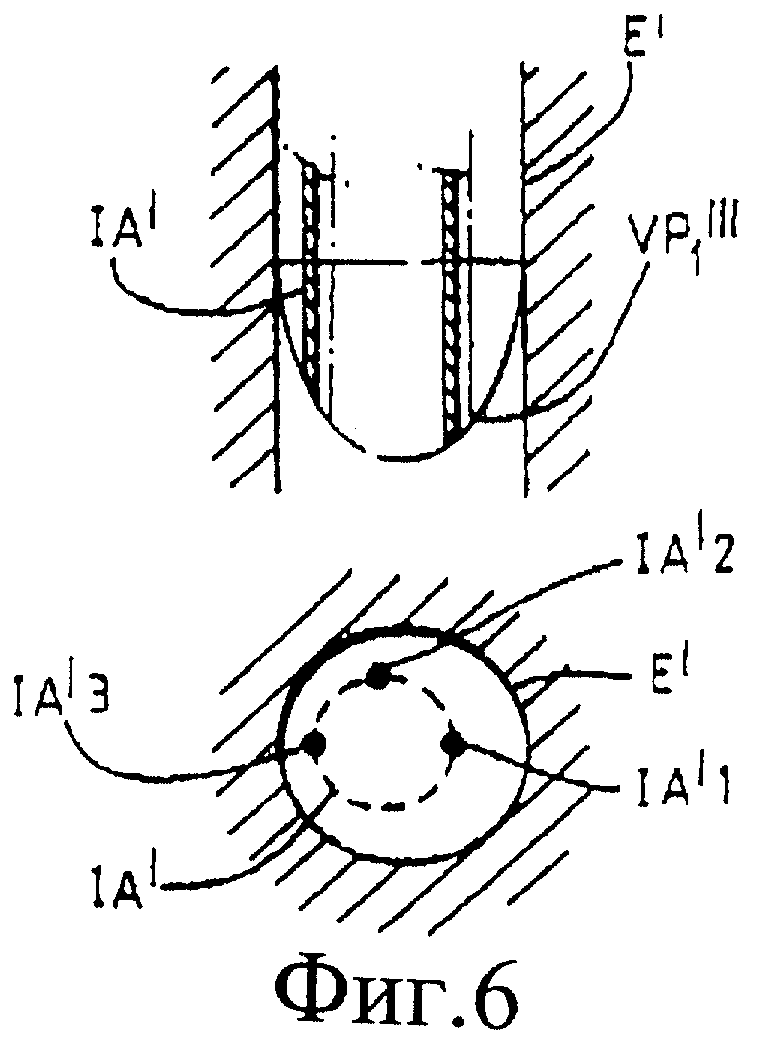
Фиг. 6 подобна фиг. 5, но показывает цилиндрический поток в случае известного технического решения при отклонении распределения внешних и внутренних слоев.
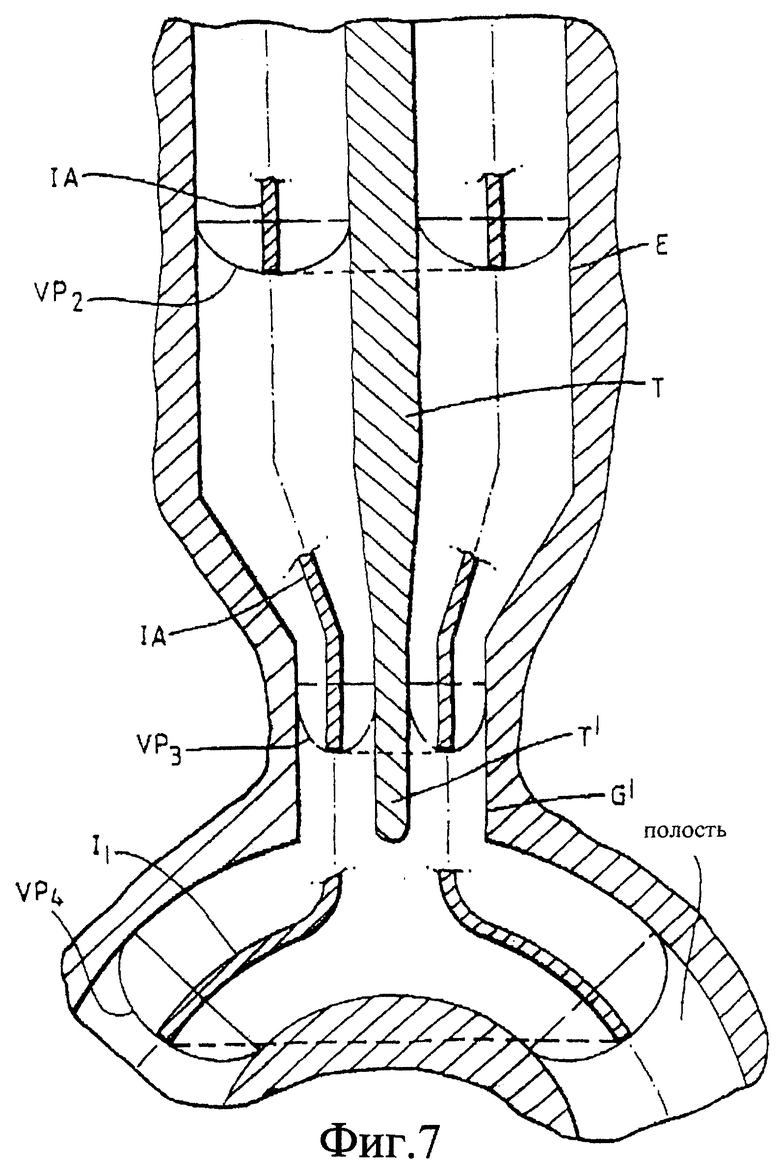
На фиг. 7 представлено сечение, демонстрирующее профиль скоростей сердцевинного (среднего) слоя в кольцевом потоке в зоне наконечника, в области литника и в полости формы.
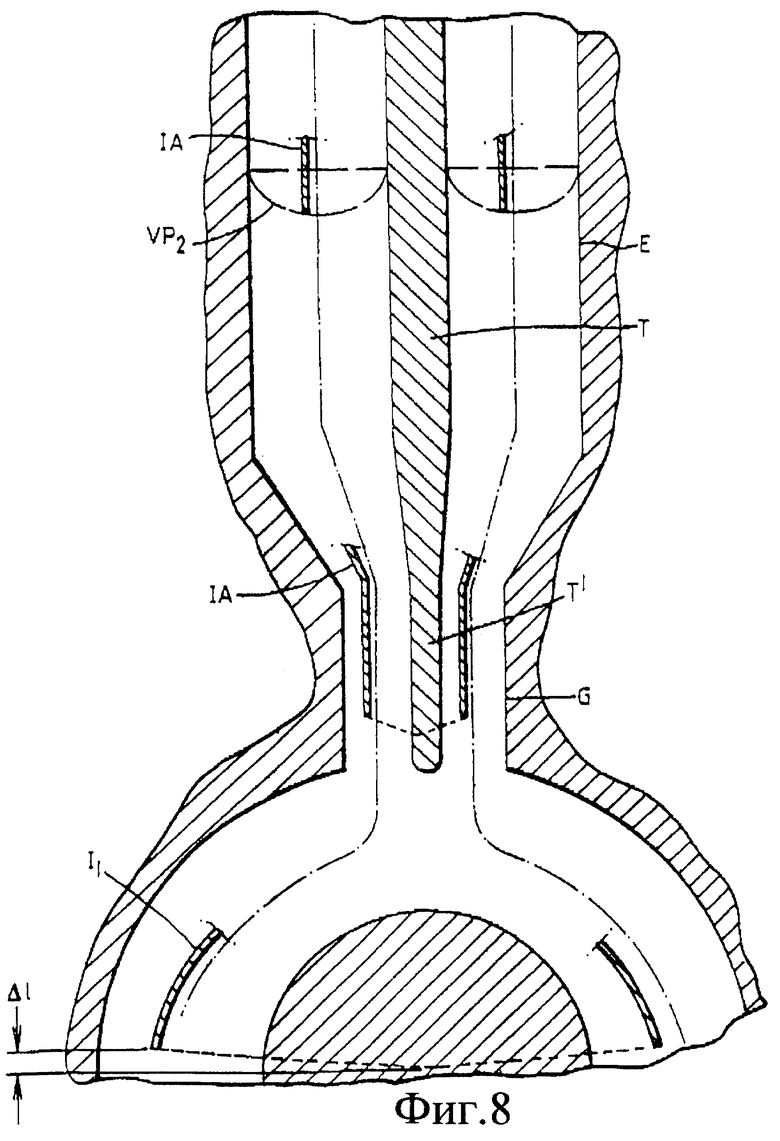
Фиг. 8 аналогична фиг. 7, но иллюстрирует воздействие отклонения в распределении внутренних и внешних слоев потока на относительное положение передней кромки сердцевинного (среднего) слоя в полости формы.
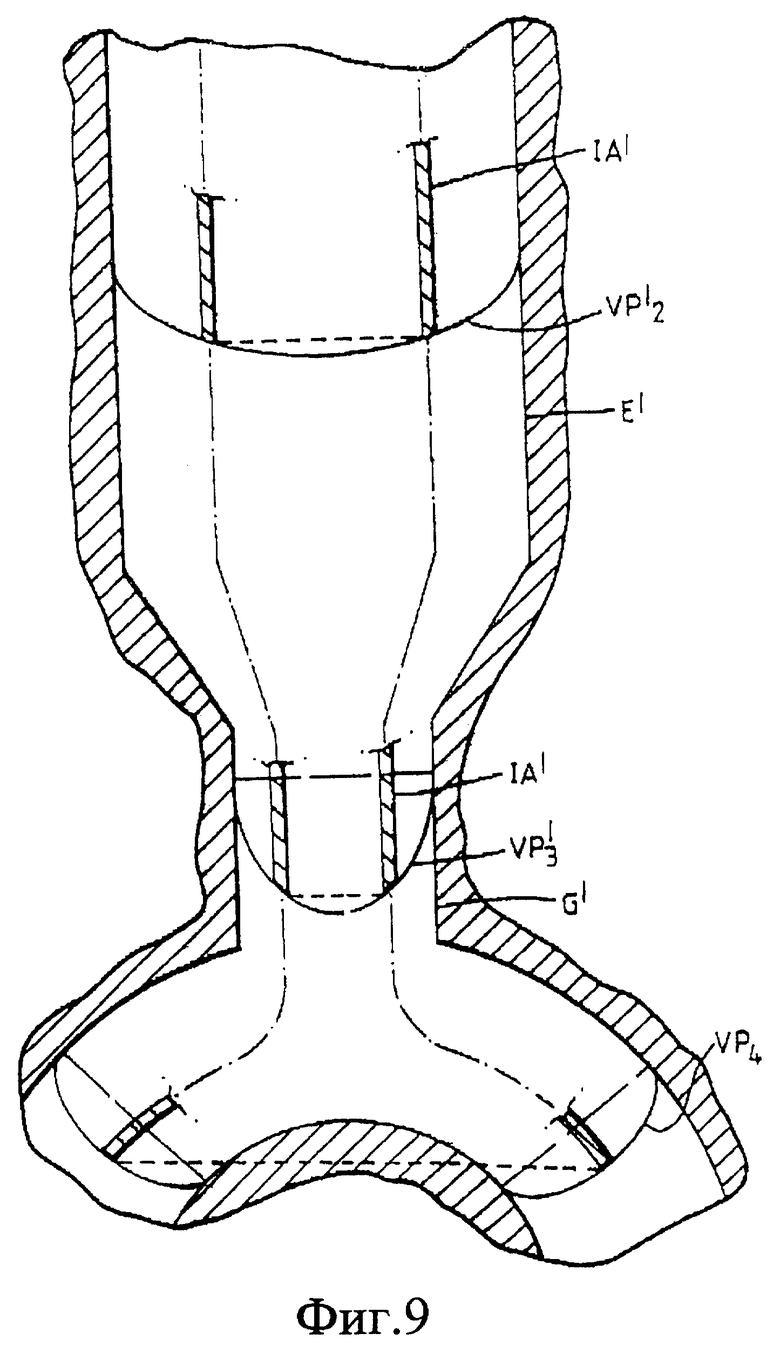
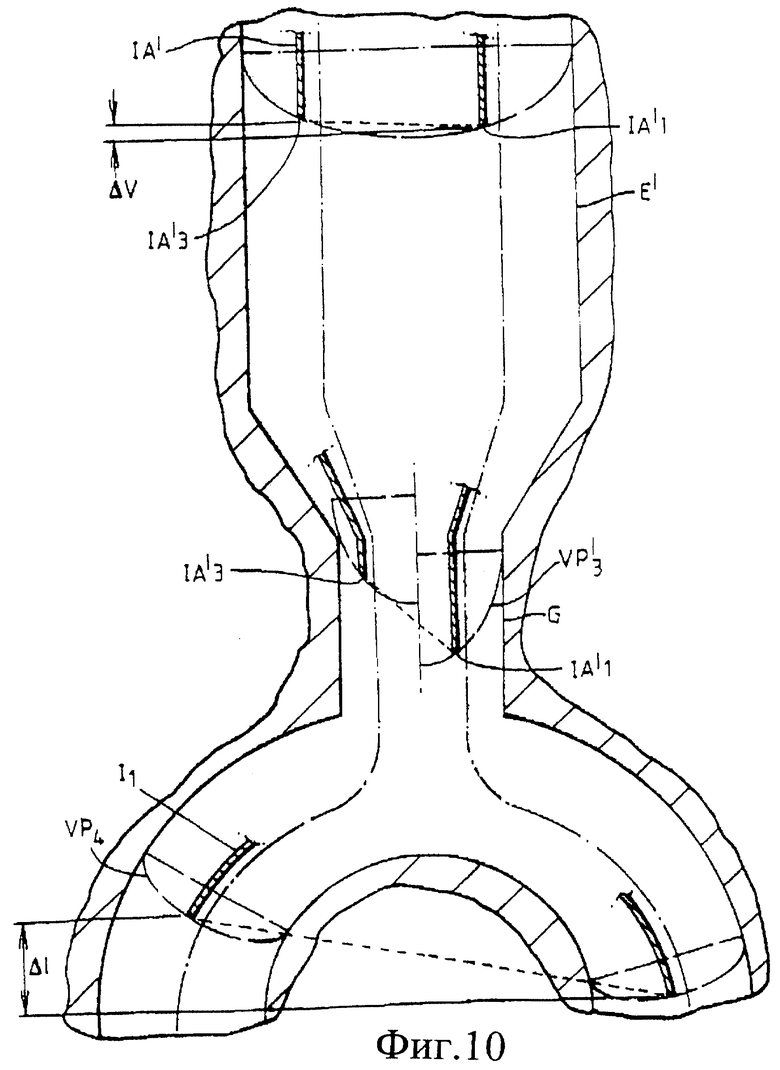
Фиг. 9 и 10 подобны фиг. 7 и 8 соответственно, но иллюстрируют ранее известный в данной отрасли техники цилиндрический поток в наконечнике и полости.
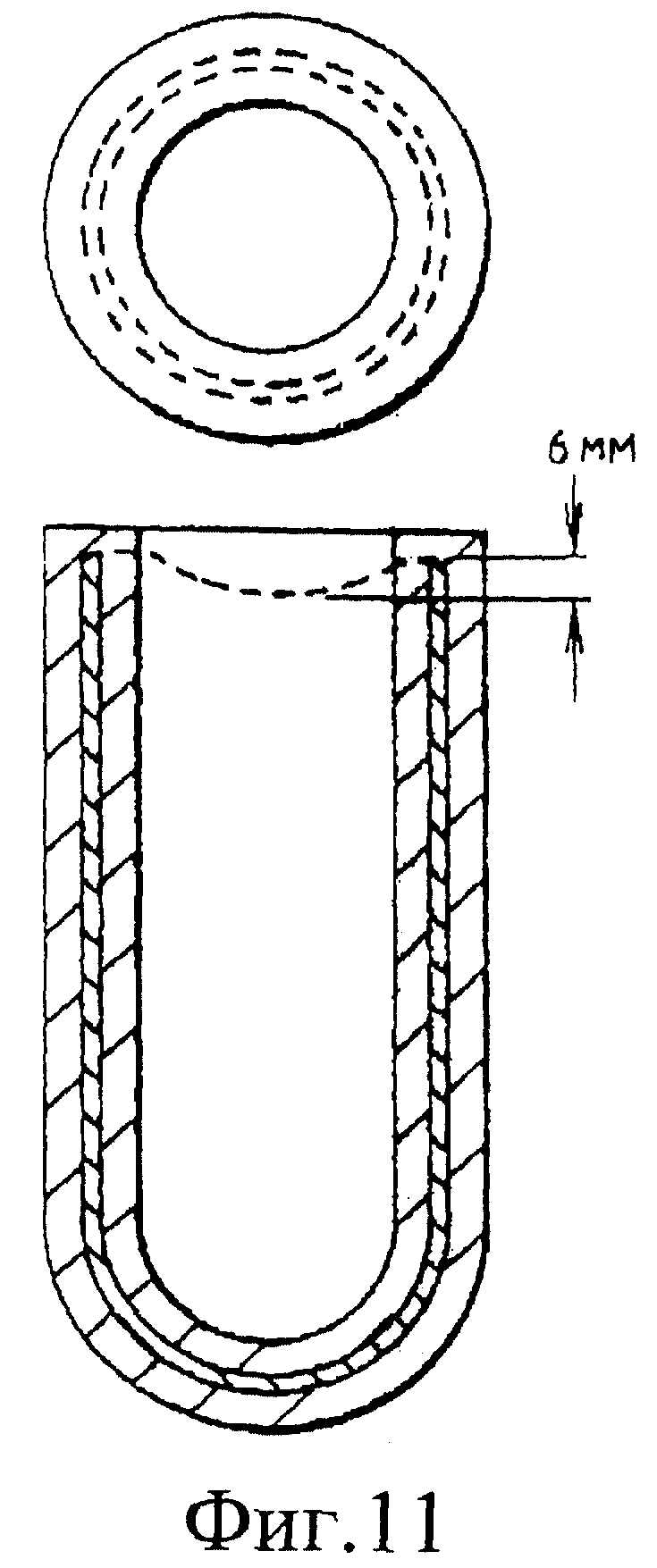
На фиг. 11 представлено поперечное сечение формованного изделия, выполненного в соответствии с данным изобретением, на изделии видна скошенность передней кромки, вызванная длиной кольцевого потока в литнике от зоны объединения до стороны, выходящей в полость, в соответствии с фиг. 8, равной 75 мм, и при отклонении распределения внешних и внутренних слоев, равном 10%.
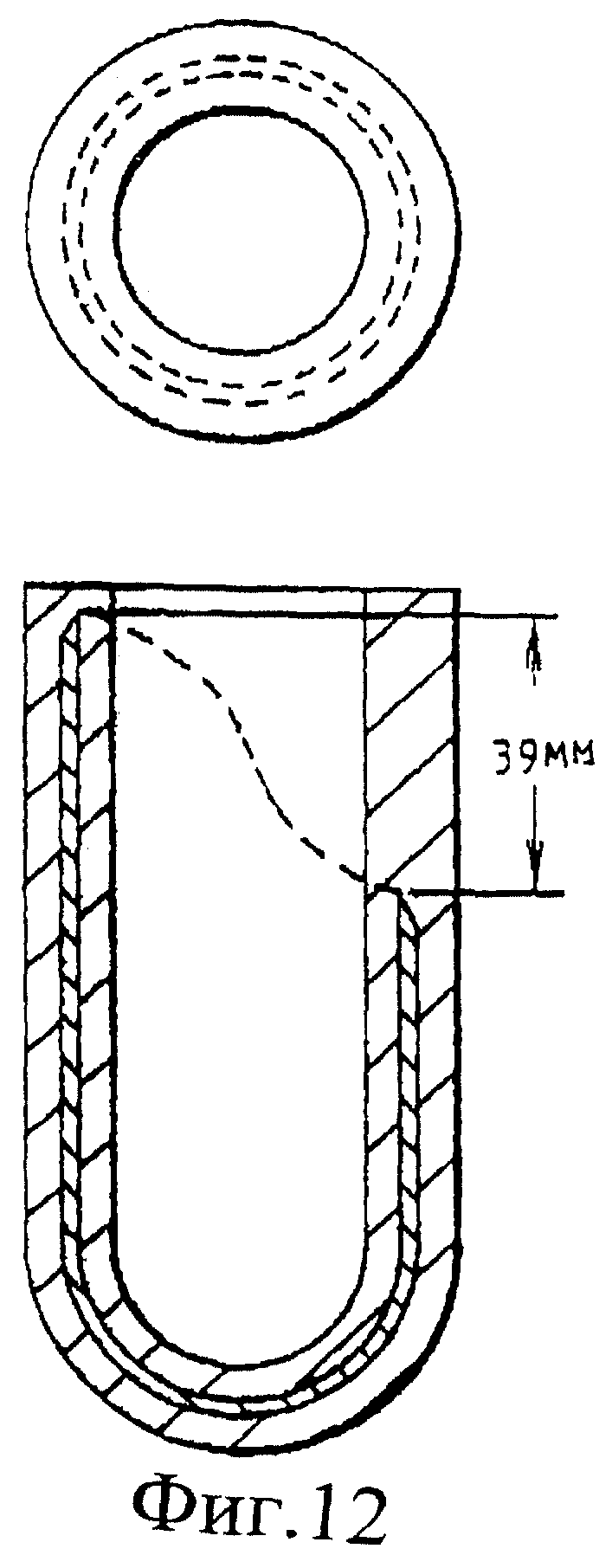
На фиг. 12 представлен вид, аналогичный фиг. 11, но для формованного изделия, выполненного по известному техническому решению для случая цилиндрического наконечника, приведенного на фиг. 10, показывающее степень скошенности передней кромки, которое вызвано 10% отклонением распределения внутреннего и внешнего цилиндрического потока.
На фиг. 13 представлено поперечное сечение усовершенствованного экструдера, сконструированного в соответствии с данным изобретением, и в котором поток от питателя проходит через средства объединения, представляющие собой плоский диск, снабженный устройствами в виде жестко установленного дроссельного клапана, через наконечник кольцевого потока и через литник в полость формы.
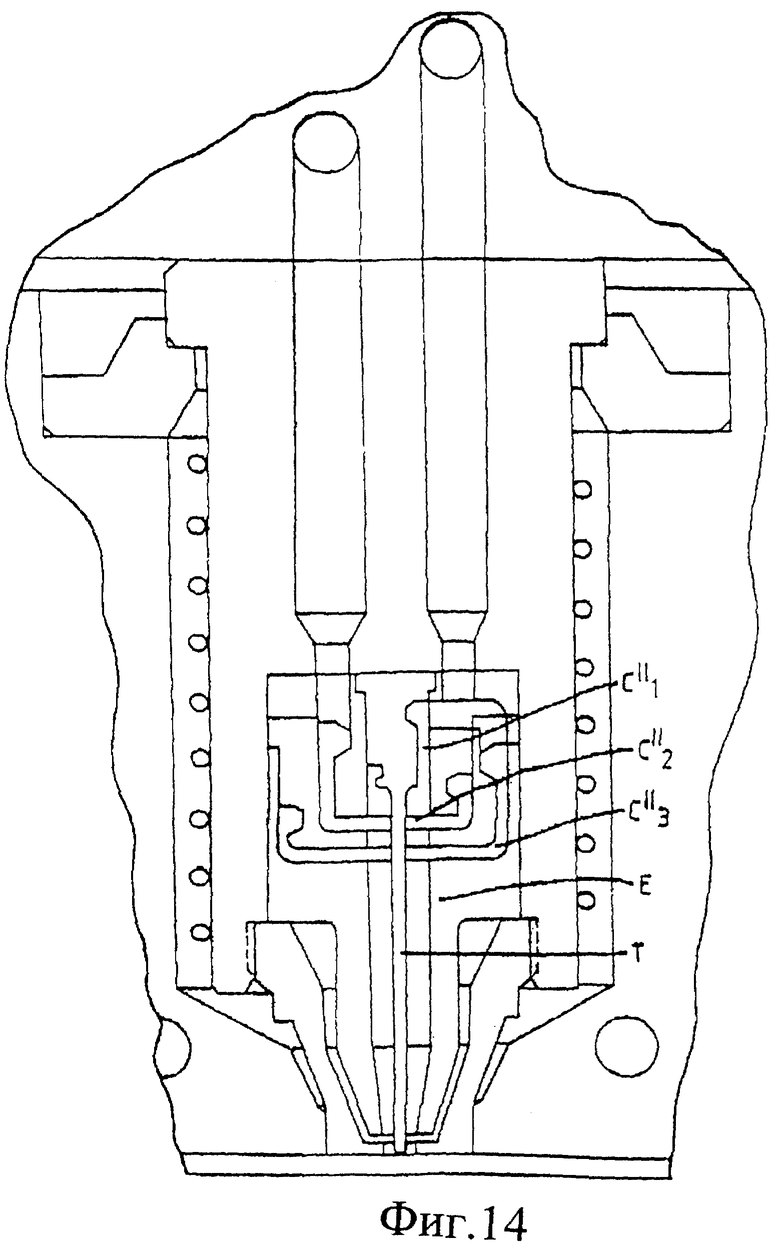
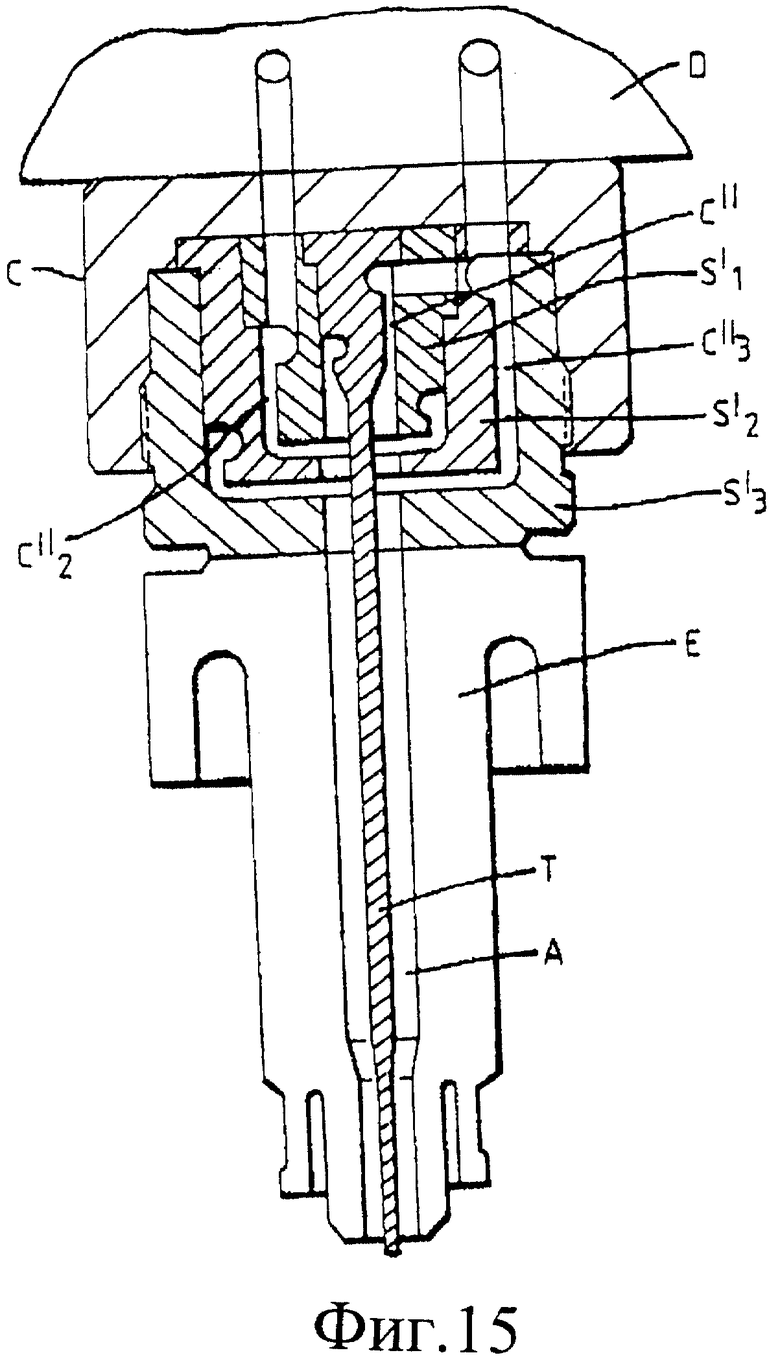
На фиг. 14 представлено поперечное сечение последующей модификации установки, в которой имеются осевые средства объединения, с жестко установленным устройством в виде дроссельного клапана, представляющим собой часть самого наконечника.
На фиг. 15 более подробно представлено поперечное сечение осевых средств объединения с жестко установленным устройством в виде дроссельного клапана, приведенным на фиг. 14, причем указанное средство объединения состоит из трех концентрических осевых цилиндров, расположенных вокруг жестко установленного по центру устройства в виде дроссельного клапана, которое проходит через зону объединения, отдельный наконечник и через литник в форму.
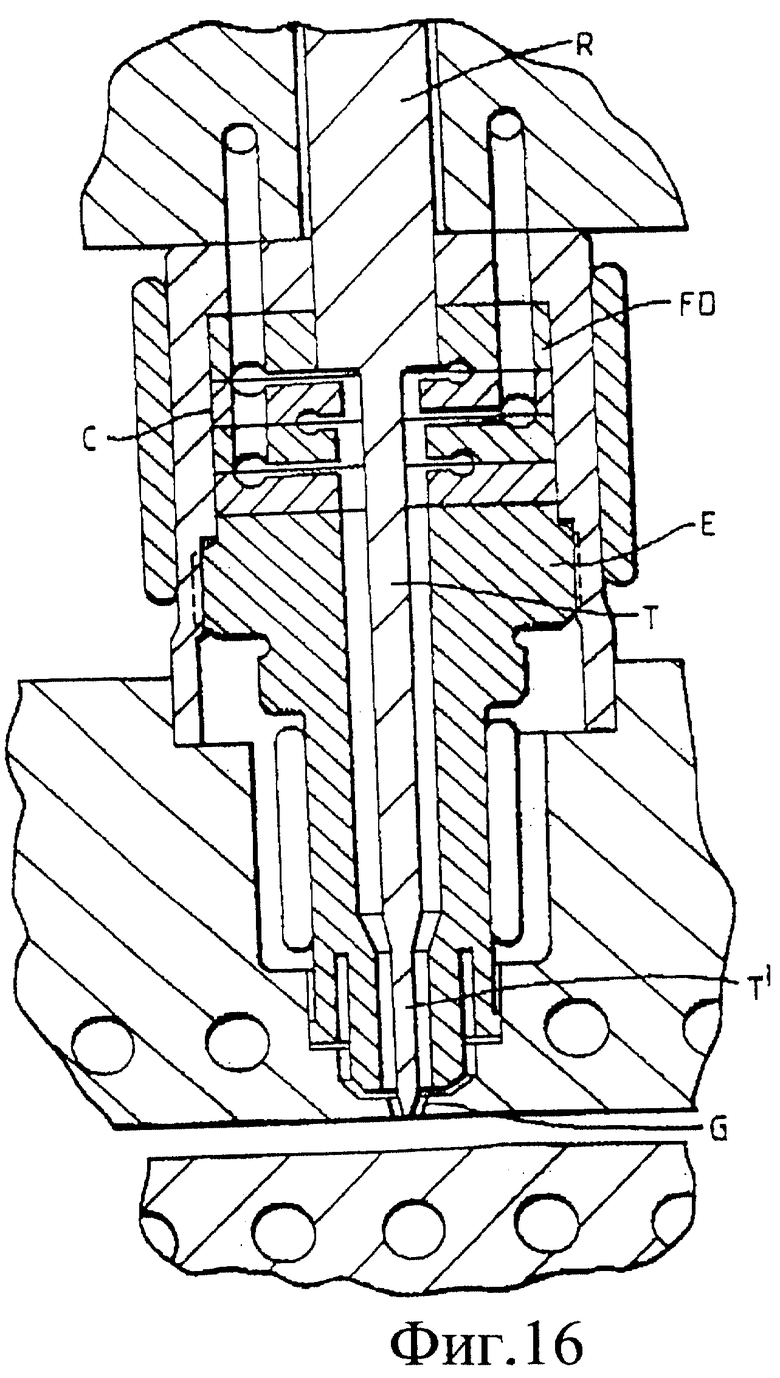
На фиг. 16 приведен вид, подобный изображенному на фиг. 13, но иллюстрирующий подвижный дроссельный клапан.
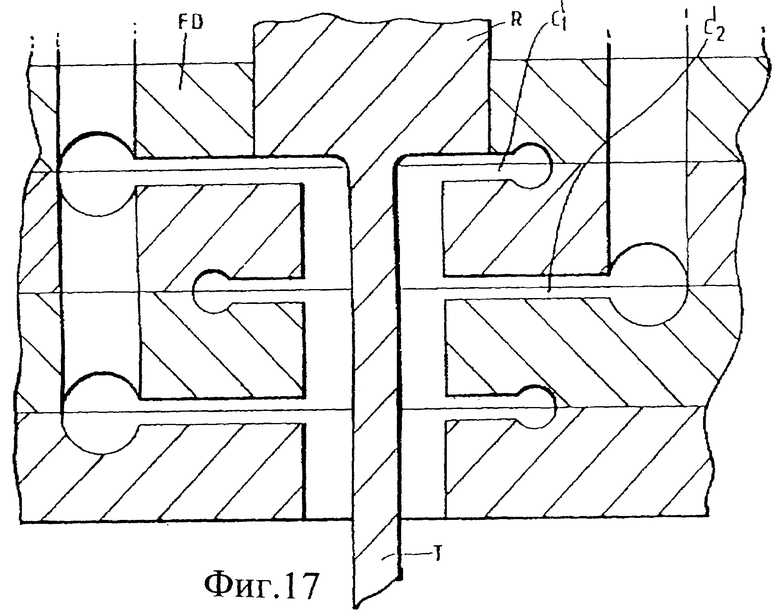
На фиг. 17 показано увеличенное поперечное сечение средств объединения и подвижного дроссельного клапана, показанных на фиг. 16.
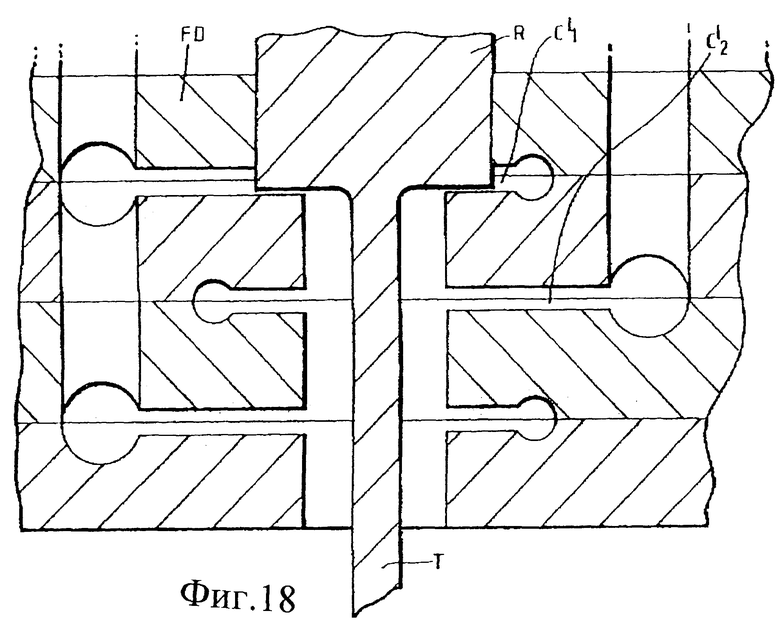
Фиг. 18 и 19 являются кольцевыми по отношению к фиг. 17 и демонстрируют клапан в центральном положении, а положения дросселя для случаев пониженной и повышенной скоростей потока внутреннего слоя соответственно.
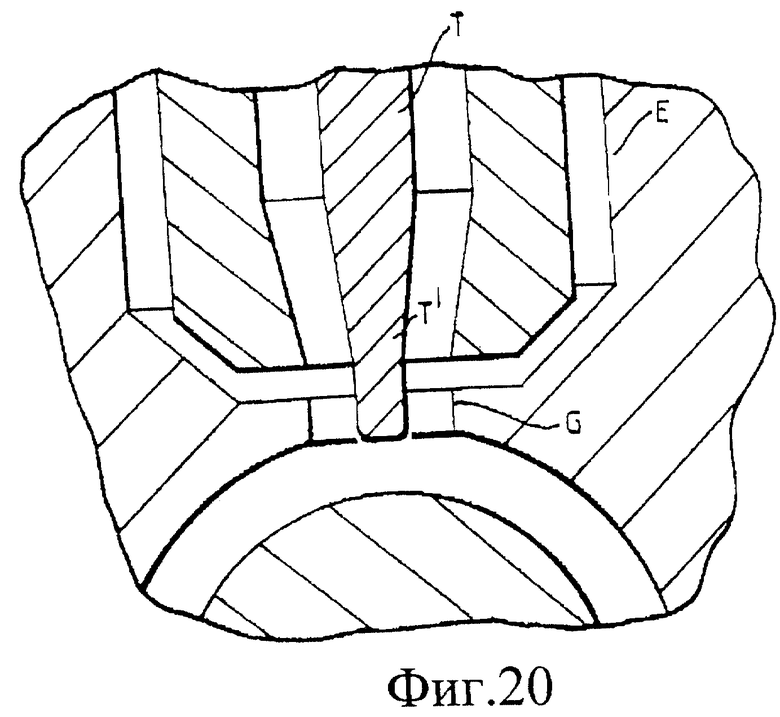
На фиг. 20 в увеличенном виде представлены относительные расположения конца наконечника и литника формы, в то время как дроссельный клапан поддерживает поступление необходимого кольцевого потока в полость формы.
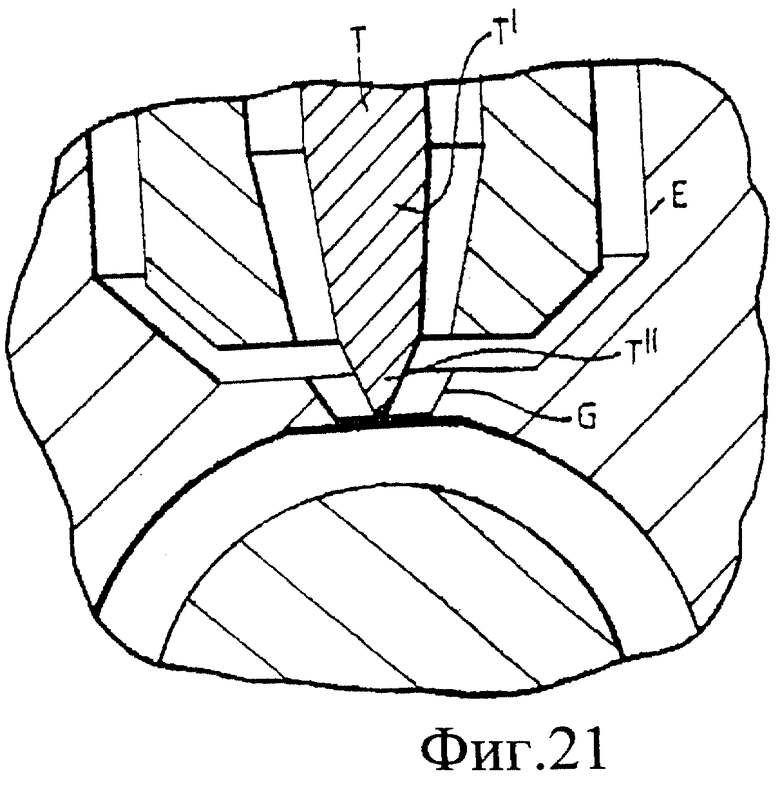
Фиг. 21 аналогична фиг. 20, но на ней изображен конический клапан, соответствующий коническому литнику, что позволяет получить уменьшенный след от литника на отформованном изделии.
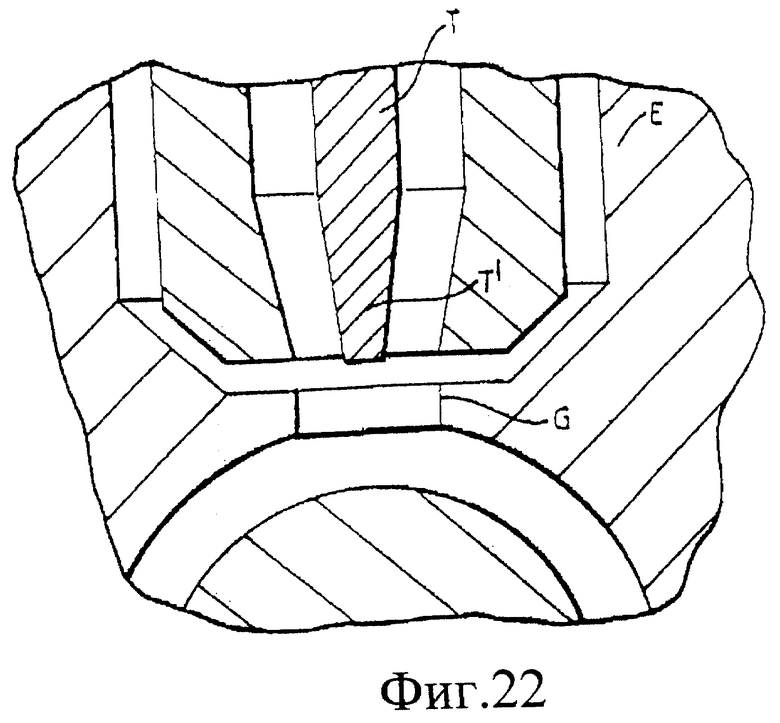
Фиг. 22 также подобна фиг. 20, но в этом случае дроссельный клапан заканчивается непосредственно перед литником, что позволяет осуществлять формование пластмасс, требующее открытого литника.
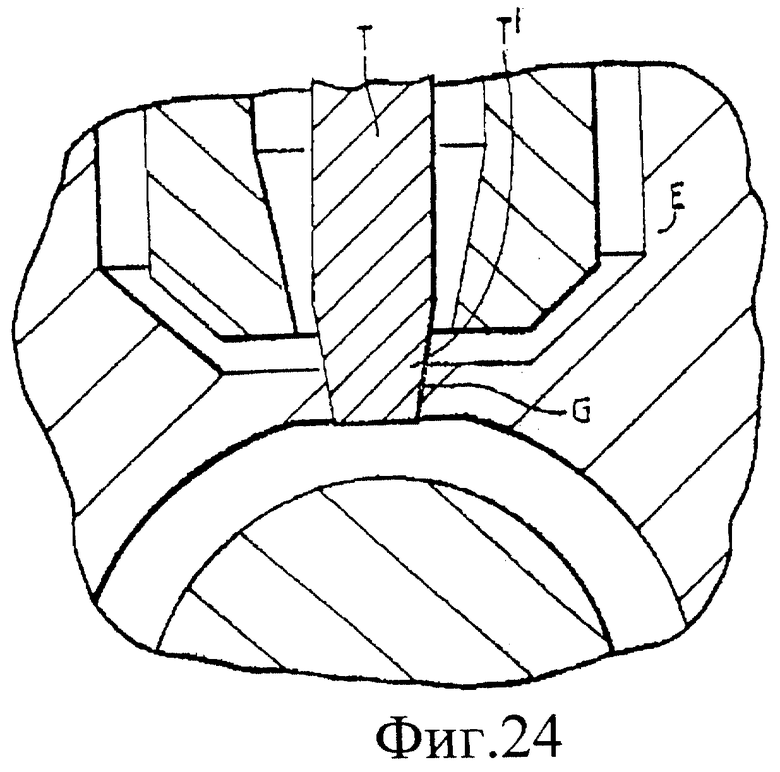
Фиг. 23 также аналогична фиг. 20 и 22, но в этом случае дроссельный клапан выполняет функцию задвижки и показан в открытом состоянии, в то время как на фиг. 24 он показан в закрытом состоянии.
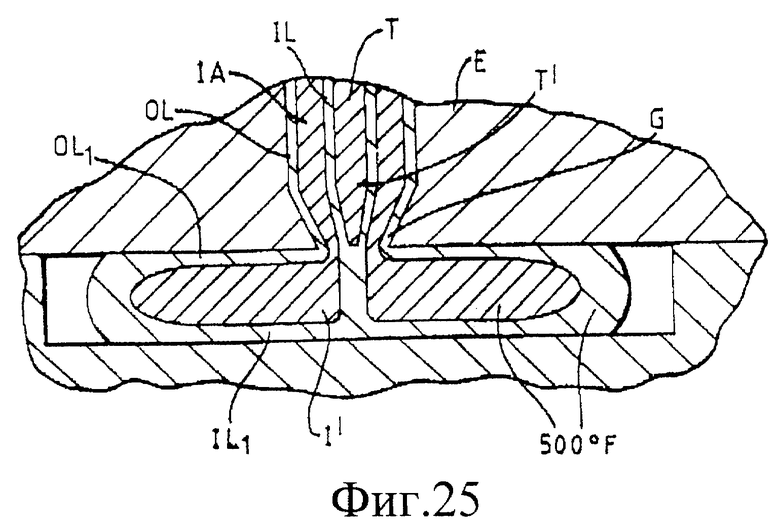
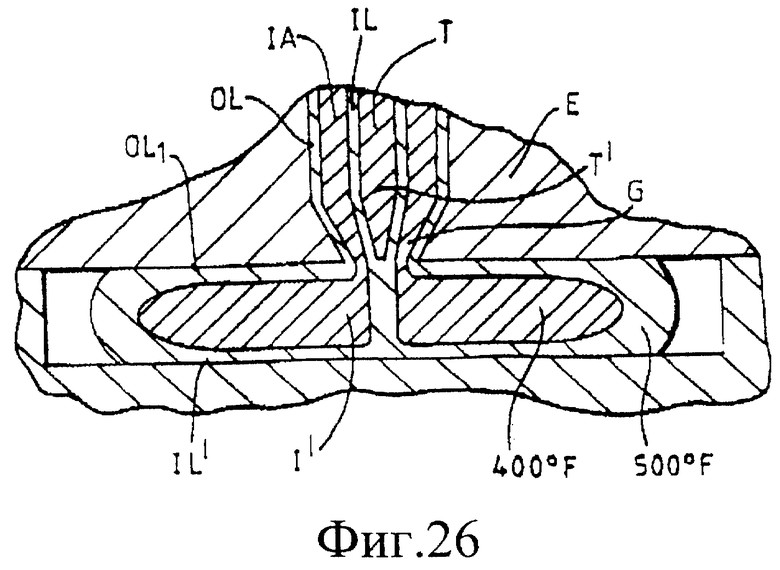
На фиг. 25 показано поперечное сечение конечной части наконечника, отвечающего настоящему изобретению, показан литник и частично наполненная полость формы; видны внешние слои и сердцевинный (средний) слой, находящиеся при одинаковой температуре, в то время как на фиг. 26 температура впрыскиваемых внешних слоев существенно выше температуры сердцевинного (среднего) слоя.
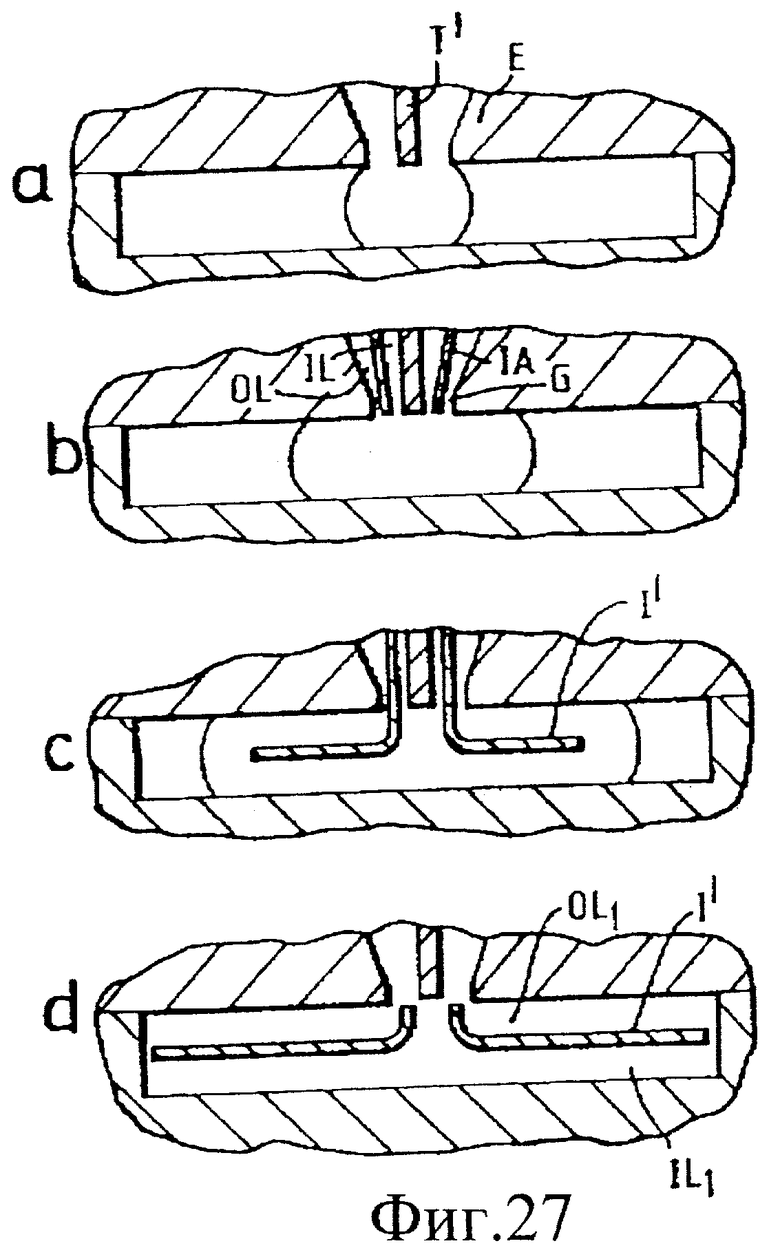
Фиг. 27, a - d иллюстрирует последовательность заполнения формы сердцевинным (средним) слоем, равномерно распределяемым по всему формуемому изделию.
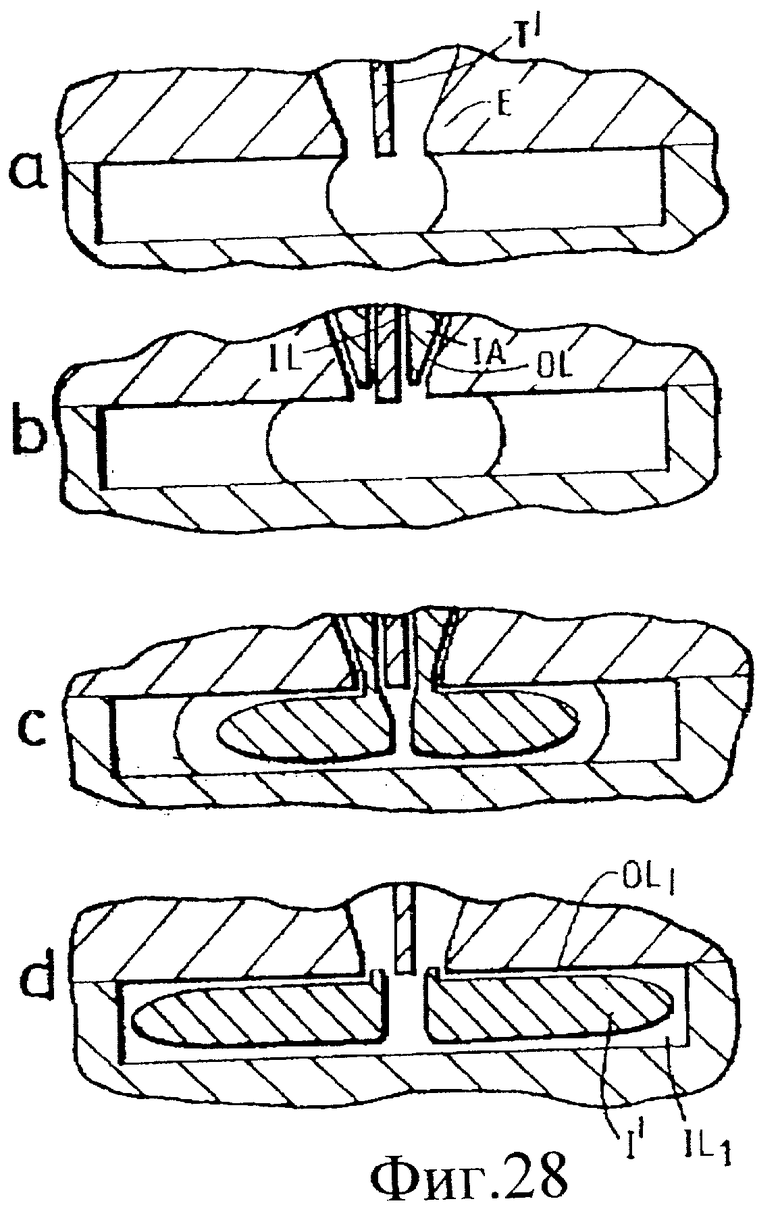
Фиг. 28, a - d аналогична фиг. 27,a - d, но демонстрирует последовательность заполнения формы сердцевинным (средним) слоем в случае, когда максимальное количество сердцевины впрыскивают в изделие с помощью применения жестко установленного дроссельного клапана.
Фиг. 29,a - d также аналогична фиг. 27 и 28, но иллюстрирует последовательность заполнения формы сердцевинным (средним) слоем, когда максимальное количество сердцевины впрыскивают в изделие с помощью средств объединения, сконструированных так, чтобы создавать более высокую скорость потока внешнего слоя по сравнению с внутренним кольцевым слоем для получения более толстого внешнего слоя формуемого изделия со стороны литника.
На фиг. 30 представлена противоположная картина.
На фиг. 31 показано поперечное сечение зоны литника и полости формы, где иллюстрируется последовательность заполнения формы при использовании подвижного дроссельного клапана, при этом на фиг. 31,b показано возрастание кольцевого потока внутреннего слоя относительно кольцевого внешнего слоя и, следовательно, вследствие этого впрыскивание большего количества материала сердцевинного (среднего) слоя в сторону формуемого изделия, ближайшую к литнику.
На фиг. 32 показано поперечное сечение области литника и полости формы, где показана последовательность заполнения формы при таком движении дроссельного клапана, которое снижает кольцевой поток внутреннего слоя относительно внешнего кольцевого слоя (т.е. ситуация, противоположная той, которая показана на фиг. 31) при потоке, показанном на фиг. 32,b, и таким образом впрыскивают большее количество материала сердцевинного (среднего) слоя в сторону формуемого изделия, более удаленную от литника.
На фиг. 33 представлен график зависимости скорости/средней скорости от доли потока в кольцевом канале и полости формы.
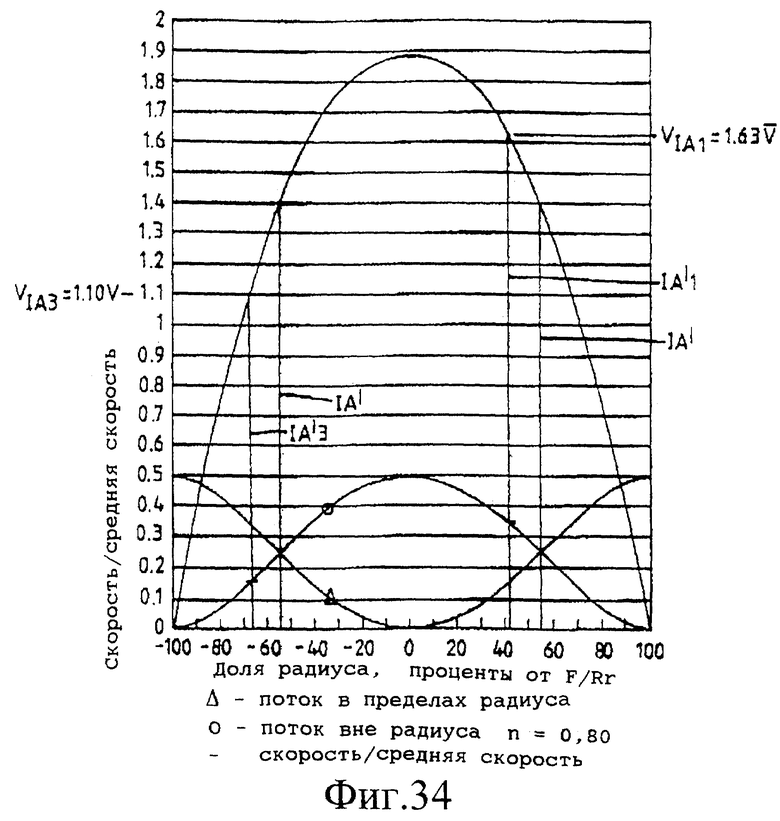
На фиг. 34 представлен для сравнения с результатами, приведенными на фиг. 33, график зависимости скорости/средней скорости от доли потока в известном цилиндрическом канале.
Со ссылкой на фиг. 1 и описание изобретения в части применения его к системам для формования пластмасс с одновременным впрыскиванием (например, ПЭТ, EVOH, поликарбонаты и т.п.) по меньшей мере двух материалов в полость формы указанная система включает соответствующие источники каждого материала S1 и S2, средства, например коллектор D, для подачи каждого потока материала к средствам объединения C, расположенным перед каждым литником формы, и новые средства E управления наконечником экструдера, представляющие собой дроссельный клапан и предназначенные для подачи объединенного потока через литник внутрь формы M. Источники каждого материала S1 и S2 показаны в виде возвратно-поступательных винтовых инжекционных узлов; средства подачи потоков материалов представляют собой блок коллекторов, имеющий для каждого материала соответствующие отдельные каналы потоков C1 и C2, устроенные таким образом, что потоки сбалансированы и равны друг другу; средство объединения потоков C расположено над дроссельным наконечником E, содержащим внутреннюю дроссельную иглу T такой же длины, который подает объединенный поток материалов к области каждого литника G литейной формы M. Для описанных здесь вариантов выполнения изобретения на фиг. 2 показано, что потоки, образующие каждый слой L формуемого изделия, объединяют в кольцевом канале A средств объединения C таким образом, что передняя кромка сердцевинного (среднего) слоя I расположена в зоне объединенного потока, характеризуемой нулевым градиентом скоростей, что далее будет объяснено более подробно. Средства E, представляющие собой вытянутую в продольном направлении насадку экструдера, имеющую под средствами объединения материалов C центральную продольную дроссельную иглу или ограничитель потока T, обеспечивают непрерывную подачу кольцевого потока материалов, поступающего из средств объединения.
В варианте изобретения, представленном на фиг. 2, трехслойный объединенный поток формируется двумя материалами L и I, каждый из которых имеет свой собственный источник; первый материал L, образующий внешние или покровные слои OL1 и IL1 формуемого изделия, образует внутренний и внешний слои OL и IL кольцевого потока объединенной струи A, причем указанный поток формируется благодаря наличию центрального дросселя T; второй материал I, образующий сердцевинный (средний) слой I1 формуемого изделия, образует средний или внутренний кольцевой слой IA кольцевого потока объединенной струи материалов A. Первый материал L поступает через свой собственный канал к средствам объединения C, где поток этого материала разделяется на два потока, один из которых образует вышеупомянутый внутренний кольцевой слой IL потока объединенной кольцевой струи, а второй образует вышеупомянутый внешний кольцевой слой OL. Второй материал I поступает через свой собственный канал к средствам объединения C, предназначенным для формирования из него среднего или промежуточного кольцевого слоя IA концентрического кольцевого потока объединенной струи, как это также показано на схеме фиг. 3 поперечного сечения канала кольцевого потока. Предпочтительно, как показано, чтобы дроссельная игла или центральный ограничитель имели меньший диаметр T' на открытом конце наконечника, удаленном от экструдера и находящемся в инжекционной зоне литника формы. Таким образом, устройство наконечника предусматривает внутреннее отверстие, которое окружает дроссельный игольчатый клапан и тем самым образует кольцевой канал для подачи объединенной струи материалов к литнику, причем вышеуказанный профиль скоростей не изменяется. При размещении сердцевинного (среднего) слоя материала таким образом, чтобы он находился в зоне нулевого градиента скоростей VP1, передняя кромка сердцевинного (среднего) слоя не скашивается, несмотря на наличие определенного осевого участка потока между средствами объединения и литником формы. Осевая длина наконечника в отличие от известных в данной отрасли техники, таким образом, может составлять любую величину, требуемую для обеспечения хорошего охлаждения формы. Внешний диаметр такого наконечника обычно не превышает диаметра наконечника, применяемого при формовании изделия из одного материала, что, следовательно, не требует внесения изменений в конструкцию формы и в процесс ее охлаждения. Более того, данный вариант изобретения также облегчает переоборудование формы, предназначенной для формования одного единственного материала, для ее применения в процессе совместной инжекции. В области литника G, примыкающей непосредственно к удаленному концу ограничителя или дроссельной иглы, стержня или элемента T', кольцевые потоки разделяются в горизонтальном направлении, и поток впрыскивается в противоположные направления соответствующих открытых секций полости формы, как показано стрелками на фиг. 2.
В данном варианте изобретения и вариантах, описываемых далее, где материал, формирующий сердцевинный (средний) слой формуемого изделия, располагают таким образом, чтобы он являлся средним слоем объединенного потока материалов, изделие можно легко отливать в том случае, если температура плавления материала сердцевинного (среднего) слоя ниже температуры плавления материала внешних слоев формуемого изделия. В случае формования из одного слоя, с другой стороны, температура материала, поступающего из источника, должна быть достаточно высокой, чтобы 1) понизить его вязкость и облегчить течение материала между стенками инжекционной камеры и чтобы 2) получить литое изделие с хорошим внешним видом наружных поверхностей. Так как материал в случае формования однослойного изделия подают из единственного источника материала, то температура внутреннего слоя этого материала является той температурой, которая необходима для обеспечения легкого течения материала и хорошего внешнего вида изделия, а время охлаждения, требующееся для охлаждения внутренней части формуемого изделия, зависит от температуры плавления материала, обеспечиваемой в источнике. При использовании данного изобретения, однако, температура сердцевинного (среднего) слоя может значительно отличаться от температуры материала внешнего слоя, что приводит к некоторым неожиданным усовершенствованиям по сравнению с однослойным формованием. Несмотря на то, что некоторые известные в данной отрасли техники системы также обеспечивают этот эффект, данное изобретение в части способа и устройства для его реализации особенно упрощает использование этого эффекта и повышает его эффективность.
Преимущества, которые обеспечиваются за счет того, что температура внешних слоев поддерживается нормальной или немногим выше нормальной, а температура сердцевинного (среднего) слоя соответственно более низкой, включают:
1) давление заполнения полости формы будет ниже, так как вязкость внешнего слоя будет ниже нормальной;
2) внешний вид поверхности изделия будет лучше, так как температура плавления внешнего слоя выше;
3) время охлаждения, а следовательно, и время цикла, будет меньше, если относительное увеличение температуры плавления внешнего слоя ниже, чем соответствующее уменьшение температуры плавления сердцевинного (среднего) слоя, таким образом общее количество тепла объединенного расплава меньше, чем обычное для случая формования из одного материала;
4) повышенная вязкость расплава материала сердцевинного (среднего) слоя приведет к повышению объема этого сердцевинного (среднего) слоя по сравнению с пониженным объемом внешнего слоя в том случае, если это является желательным свойством формуемого изделия;
5) можно использовать материал сердцевинного (среднего) слоя с более высоким коэффициентом термического расширения по сравнению с материалами внешних слоев без возникновения чрезмерных внутренних напряжений в формованном изделии, и т.д.
Другие преимущества можно получить за счет варьирования относительных температур расплава материалов сердцевинного (среднего) слоя и внешних слоев. Одной из причин этого является управление относительной усадкой слоев в том случае, если материалы сердцевинного (среднего) слоя и внешних слоев имеют различные коэффициенты термического расширения. Другая причина заключается в том, чтобы получать изделия с меньшими внутренними напряжениями, используя различие в температуре для снижения разницы относительной усадки сердцевинного (среднего) слоя и внешних слоев, не воздействуя при этом на внешний вид поверхности формуемых изделий.
Возвращаясь к распределению потока, показанному на фиг. 2 и 3, конструкция экструдера, отвечающая настоящему изобретению, может быть приспособлена для распределенных с отклонениями или асимметричных внешних и внутренних слоев кольцевого потока, как показано на фиг. 4, может способствовать смещению кольцевого потока сердцевинного (среднего) слоя IA по отношению к середине кольцевых диаметров, ограниченных внутренними и внешними слоями IL и OL. Из профиля скоростей VP1, приведенного на фиг. 4, очевидно, что сердцевина, хотя и смещенная, тем не менее близка к области нулевого градиента скоростей и по-прежнему обеспечивает получение более хороших результатов. Это происходит в противоположность случаю цилиндрических потоков, получаемых для известных в технике наконечников E', показанных на фиг. 5 и 6, для симметричных и асимметричных условий и в том случае, когда сердцевинный слой находится в областях с высоким градиентом скоростей в профилях VP''1 и VP'''1 при соответствующих ранее обсуждавшихся ограничениях и недостатках.
В дроссельном или ограниченном по центру экструдере совместного впрыска, приведенном на фиг. 7, экструдер E показан присоединенным к кольцевому литнику G' и полости формы, также показаны все профили скоростей кольцевого сердцевинного слоя IA в кольцевой области экструдера (VP2) и в зоне кольцевого потока в литнике (VP2) и в полости (VP3), все это демонстрирует сохранение нулевого градиента в потоке, а также процесс инжекции в полость формы, отвечающие данному изобретению. Эти преимущества существенным образом реализуются в случае недостаточного выравнивания или отклонений распределения внешнего и внутреннего слоев потока. На фиг. 8 показан эффект отклонений распределения внешнего и внутреннего слоев потока на относительное положение Δl передней кромки сердцевинного (среднего) слоя в полости литейной формы.
На фиг. 9 и 10 представлены известные в данной отрасли техники цилиндрические наконечники, соответствующие вариантам предложенного в изобретении экструдера, показанным на фиг. 7 и 8 соответственно, и данные чертежи иллюстрируют нежелательно высокий градиент скоростей в потоке сердцевинного (среднего) слоя в области наконечника E' (VP'2) и литника (VP'1) и нулевой градиент в профиле скоростей, достигаемый лишь в полости формы (VP'4).
На фиг. 10 показано развитие скошенности передней кромки сердцевины, вызванное возникновением различия в скоростях в сечении распределенной с отклонением передней кромки сердцевины по мере ее протекания через экструдер E'. Если скорость течения передней кромки струи IA'1 выше, чем скорость течения струи IA'3, скос Δl получается ко времени вхождения сердцевины в полость формы через литник G'. Даже в том случае, если сердцевинный слой I1 остается сдвинутым по отношению к центральной линии потока в полости, различие в скоростях в поперечном сечении скошенной передней кромки в полости формы остается незначительным, и, следовательно, возрастание величины Δl в пределах полости формы является малым по сравнению с величиной Δl, получающейся в случае известного экструдера E'.
Далее для доказательства значительного преимущества данного способа формования и отклонений, получаемых при использовании конструкции с кольцевым потоком, отвечающей данному изобретению, по сравнению с известными в технике цилиндрическими наконечниками на фиг. 11 показана минимально допустимая скошенность передней кромки, полученной в случае формованного изделия при 10% отклонении распределения внутреннего и внешнего потоков для кольцевого потока, отвечающего настоящему изобретению (фиг. 8), при длине кольцевого потока, равной 75 мм, считая от области объединения C до стороны литника G, примыкающей к полости формы; при этом на фиг. 12 показана значительно большая скошенность передней кромки формованного изделия, чем это допустимо при использовании известных наконечников с цилиндрическим потоком, при том же самом 10% отклонении распределения и при такой же длине цилиндрического потока, составляющей 75 мм, считая от области объединения до стороны литника, примыкающей к полости формы (фиг. 10).
Для получения минимально допустимой (6 х 6 мм) скошенности передней кромки, как показано на фиг. 11, при использовании известного технического решения длина объединенного потока в центральном канале, считая от зоны объединения до поверхности формованного изделия, не должна превышать примерно 11 мм, если отклонение распределения внутреннего и внешнего потока такое, как показано на фиг. 6 и 34. Для обеспечения минимальной степени охлаждения формы в области литника короткая длина центрального канала, соответствующего известному техническому решению, требует, чтобы средства объединения имели форму конуса или усеченного конуса. Такая форма также требует, чтобы диаметр удаленного конца наконечника был приблизительно в два раза больше внешнего диаметра наконечника, используемого для случая формования одного материала, что создает помехи охлаждению изделия возле литника.
На фиг. 13 представлен другой вариант выполнения данного изобретения, в котором средства объединения трех слоев состоят из четырех плоских дисков FD, окружающих центральную жестко установленную иголку дроссельного клапана T-T', которая образует стенку канала внутреннего потока для внутреннего слоя объединенной струи. Каналы потоков C'1, C'2 и т.д. образованы между тремя соответствующими плоскими поверхностями дисков FD, которые равномерно распределяют каждый слой потока с получением однородного потока соответствующего материала, текущего из каждого канала в зону объединения C, так что каждый слой объединенной струи материалов равномерно размещается по кольцу по мере протекания от средств объединения через средства E экструдирования с ограничительным или дроссельным наконечником и через литник G в полость формы.
Более того, средства объединения в виде трубопровода могут представлять собой часть устройства самого наконечника экструдера, как это показано, например, на фиг. 14, где осевые объединяющие каналы C''1, C''2 и т.п. расположены в верхней части самого экструдера E, а жестко установленный дроссельный клапан T расположен внутри наконечника экструдера и вытянут вдоль него.
В другом варианте изобретения (показанном на фиг. 15) использованы три концентрических оболочки S'1, S'2 и S'3, окружающие центральную дроссельную иглу T', которая образует стенку канала внутреннего потока для внутреннего слоя объединенной струи. Каналы потока, образованные между оболочками и между самой внутренней оболочкой и иглой дроссельного клапана, предназначены для получения однородного потока соответствующего материала, протекающего из каждого канала в зону объединения таким образом, что каждый слой объединенной струи материалов располагается равномерно по кольцу по мере его протекания от средств объединения через средства наконечника в полость формы. В данном варианте выполнения изобретения средства объединения C представляют собой отдельный узел, расположенный между коллектором подачи D и наконечником экструдера E. Это позволяет использовать для данного наконечника экструдера такую же конструкцию, как и в случае формования одного материала. Средства объединения коаксиальны с наконечником экструдера, так что дроссельная игла T и цилиндрическая стенка наконечника экструдера образуют равномерный кольцевой канал A.
Хотя описанные выше центральные вытянутые в продольном направлении ограничители или дроссельные иглы показаны как жестко установленные, например в случае варианта изобретения, приведенного на фиг. 13, они также для различных случаев дроссельного регулирования и прочих похожих целей могут быть сделаны подвижными, например, за счет примыкающего стержня R, как показано на фиг. 16, что создает дополнительные возможности их регулирования, отсутствующие в случае известных цилиндрических наконечников.
Подвижная дроссельная или ограничительная игла клапана T-T' может изменять долю материала внешних слоев во внутреннем слое кольцевого потока по отношению к внешнему слою кольцевого потока объединенной струи ниже зоны объединения материалов. Изменение относительных объемов внешних слоев сдвигает положение сердцевинного (среднего) слоя в полости формы с получением изделия с регулируемой толщиной внешнего слоя на обеих сторонах формуемого изделия. Если поток внешнего слоя равномерно распределен между внутренним и внешним слоями кольцевого потока, толщина внешнего слоя будет одинаковой на обеих сторонах формуемого изделия. Если поток внешнего слоя смещен по направлению к внутреннему или внешнему слою кольцевого потока, то толщина внешнего слоя формуемого изделия будет аналогичным образом иметь отклонение в сторону соответствующей поверхности формуемого изделия, полученного из смещенных кольцевых слоев. Материал из внутреннего слоя кольцевого потока формирует внешний слой части изделия отформованной стенкой полости формы, расположенной напротив литника, а материал из внешнего слоя кольцевого потока формирует внешний слой части изделия отформованной стенкой полости формы, примыкающей к литнику.
Подвижную иглу дроссельного клапана обычно применяют в тех случаях, когда преимуществом является изменение относительной доли материала внешних слоев во внутреннем слое кольцевого потока по отношению к внешнему слою кольцевого потока во время каждой инжекции. Подвижную дроссельную иглу не используют для открывания или прекращения потока любого материала в любом слое. В тех случаях, когда соотношение толщин внешнего слоя на обеих поверхностях формованного изделия может оставаться фиксированным, в данном варианте выполнения изобретения применяют неподвижную иглу дроссельного клапана.
Как видно на увеличенных разрезах, приведенных на фиг. 17, 18 и 19, дроссельный клапан T показан установленным с помощью стержня R в нейтральное положение, дисковые каналы C'1, C'2 и т.д. открыты для обеспечения баланса между потоками внутреннего и внешнего слоя (фиг. 17); дроссельный клапан T показан установленным в нижнее положение для уменьшения скорости потока внутреннего слоя по отношению к скорости внешнего слоя потока (фиг. 18); дроссельный клапан показан в верхнем положении (фиг. 19) для создания более высокой скорости потока внутреннего слоя по сравнению со скоростью потока внешнего слоя.
Обращаясь теперь к устройству удаленного или литникового конца наконечника экструдера, который можно регулировать изменением положения дроссельной иглы, положение, показанное на фиг. 20, позволяет игле дроссельного клапана поддерживать поступление кольцевого потока в полость формы, как описано ранее. Чтобы уменьшить высоту следа от литника, удаленный конец иглы дроссельного клапана T' имеет дополнительное коническое заострение в зоне T'', представляющей собой сторону литника G, обращенную к полости формы, как показано на фиг. 21. Конфигурация этого удаленного конца в отношении длины литника, заостренности и диаметра такая же, как и конфигурация, используемая в случае формования изделий из одного материала с уменьшенной высотой следа от литника, так как единственным материалом, находящимся в зоне литника в начальный и конечный период цикла, является материал внешнего слоя.
Тем не менее, при формовании некоторых материалов, таких как ПЭТ (полиэтилентерефталат), требуется, чтобы поток в литнике был цилиндрическим, а не кольцевым. В варианте данного изобретения, предназначенном для таких материалов и приведенном на фиг. 22, игла дроссельного клапана заканчивается в конце средств наконечника с тем, чтобы цилиндрический поток проходил только через литник G, тем самым сводя к минимуму возможные вредные воздействия на переднюю кромку сердцевинного (среднего) слоя.
Чтобы след от литника на изделии отсутствовал, подвижная игла дроссельного клапана может иметь форму удаленного конца, соответствующую длине литника, характер заостренности и диаметр такие же, как при формовании изделия из одного материала с отсутствием следа от литника на этом формованном изделии.
Более того, если потребуется, дроссельный клапан можно отрегулировать таким образом, чтобы он при необходимости служил в качестве задвижки между литником и полостью формы; на фиг. 23 он показан в открытом состоянии, а на фиг. 24 в закрытом положении.
Ранее было упомянуто, что новые конструкции, соответствующие настоящему изобретению, обеспечивают большую гибкость в отношении применения при сходных или различных температурах. При экструзии в полость формы, представленной на фиг. 25 и подобной ранее обсуждавшейся, приведенной на фиг. 2, показано, что данная система работает при горизонтально текущих кольцевых внешних слоях OL и IL с заключенным внутри них кольцевым сердцевинным (средним) слоем IA, имеющем ту же температуру расплава, например около 260oC (500oF) для пластмасс типа АБС (акрилонитрил-бутадиен-стирольных), в момент поперечного разветвления потока в противоположные боковые стороны камеры и заполнения полости формы внешними слоями OL1 и IL1, охватывающими или покрывающими материал сердцевины I', при той же самой температуре. На фиг. 26, с другой стороны, данная система легко обеспечивает экструзию и формование при более низкой температуре материала сердцевины I', например 204oC (400oF), по причине, уже объясненной выше, и более высокой температуре внешних слоев OL1 и IL1, например 260oC (500oF); и так далее для любых вариантов в зависимости от свойств пластмассового материала и требуемых эффектов при формовании.
Далее по порядку исследована последовательность заполнения полости формы кольцеобразно экструдируемым материалом для случая сердцевинного слоя I (EVOH, например), как показано на фиг. 27,a - d, где видно прекрасное однородное распределение при разветвлении концентрических кольцевых потоков пластмассы в противоположные стороны от дроссельного или ограничительного элемента T' при их инжекции в противоположные стороны полости формы (где относительно толстые внешние слои состоят, например, из ПЭТ), и которое достигается при использовании конструкции настоящего изобретения. На фиг. 28,a - d та же последовательность заполнения показана для случая инжекции в форму максимального количества материала сердцевины I' (например, поликарбоната), что достигается при использовании жестко установленной иглы T' дроссельного клапана, как изображено на чертеже; такое приспособление создает поток внешнего слоя (например, из вторичной поликарбонатной пластмассы), равномерно распределенный между внутренним и внешним кольцевыми слоями IL и OL.
Такая гибкость возможностей регулируемого дроссельного узла, отвечающего настоящему изобретению, далее показана на фиг. 29,a - d, где вновь показана последовательность заполнения полости формы для случая максимального количества материала сердцевины в формуемом изделии, но при использовании дроссельного клапана такого устройства, при котором внешний слой потока OL имеет более высокую скорость по сравнению со скоростью внутреннего кольцевого слоя IL, что обеспечивает более толстый внешний слой OL в формуемом изделии со стороны литника по сравнению с внутренним слоем IL1 (фиг. 29,d). Операции, приведенные на фиг. 30,a - d, приводят к обратной картине, т.е. к формированию более толстого слоя IL1 по сравнению с толщиной слоя OL в формованном изделии со стороны литника (фиг. 30,d). Положение подвижной дроссельной иглы R, показанное на фиг. 20, обеспечит увеличение OL и OL1 в соответствии с фиг. 29. Положение подвижной дроссельной иглы, показанное на фиг. 19, обеспечит увеличение IL и IL1 в соответствии с фиг. 30. В вариантах изобретения с жестко установленной дроссельной иглой, например T для фиг. 15, относительное различие в толщинах OL1 и IL1 можно получить за счет соответствующей конструкции средств объединения в части каналов C'1 и C'3 в соответствии с фиг. 13 и канала C''1 в соответствии с фиг. 14 и 15.
На фиг. 31,a - d и 32,a - d показаны аналогичные эскизы разрезов, демонстрирующие последовательность заполнения полости формы при использовании подвижного элемента в клапане дросселя и соответствующего возрастания внутреннего или внешнего слоя кольцевого потока со стороны литниковой зоны или соответственно с противоположной стороны формованного изделия при инжекции большего количества сердцевинного (среднего) слоя I'.
Корректировка относительных скоростей потока OL, IA и IL происходит во время каждой экструзии. Соотношения объемов и скоростей потока сердцевинного слоя и покровных слоев регулируют с помощью S1 и S2, в то время как соотношение между скоростями потоков покровных слоев регулируют корректировкой подвижного дросселя R, приведенного, например, на фиг. 17. Во время каждой экструзии S1, S2 и R регулируют для получения сердцевинного слоя I' с передней кромкой LE1, протекающего вдоль линии потока, где имеющееся V/ препятствует прорыву LE1 через фронт потока покровных слоев FF. По мере поступления FF далее внутрь полости формы от литника G, скорость потока слоя сердцевины IA возрастает по отношению к скорости потока покровных слоев OL и IL, и относительные скорости потоков OL и IL устанавливают ближе к нейтральному положению R с тем, чтобы создать переднюю кромку LE2 сердцевины вдоль максимальной скорости потока в камере. Проникновение LE2, текущего с большей скоростью, чем LE1, в полость формы будет меньшим, таким же или более глубоким, чем LE1, в зависимости от согласования во времени регулировки S1, S2 и R в течение экструзии. Подвижная дроссельная игла позволяет создать LE1 до образования LE2, так что больший объем сердцевинного слоя можно впрыснуть в полость формы по сравнению с известными техническими решениями, при которых можно создавать лишь одну переднюю кромку сердцевины в каждом цикле экструзии.
препятствует прорыву LE1 через фронт потока покровных слоев FF. По мере поступления FF далее внутрь полости формы от литника G, скорость потока слоя сердцевины IA возрастает по отношению к скорости потока покровных слоев OL и IL, и относительные скорости потоков OL и IL устанавливают ближе к нейтральному положению R с тем, чтобы создать переднюю кромку LE2 сердцевины вдоль максимальной скорости потока в камере. Проникновение LE2, текущего с большей скоростью, чем LE1, в полость формы будет меньшим, таким же или более глубоким, чем LE1, в зависимости от согласования во времени регулировки S1, S2 и R в течение экструзии. Подвижная дроссельная игла позволяет создать LE1 до образования LE2, так что больший объем сердцевинного слоя можно впрыснуть в полость формы по сравнению с известными техническими решениями, при которых можно создавать лишь одну переднюю кромку сердцевины в каждом цикле экструзии.
Сравнение графиков доли потока и профиля скоростей, приведенных на фиг. 33 и 34, для случая дросселируемого кольцевого канального потока, отвечающего настоящему изобретению, и известного цилиндрического канала соответственно демонстрирует графически значительно более высокие характеристики в случае, отвечающем настоящему изобретению.
На фиг. 33 показан профиль скоростей Vр = V/ и объемная доля кольцевого потока на участке между каналом, образованным иглой дроссельного клапана, и цилиндрической стенкой корпуса экструдера, представленными как -50% и +50% соответственно на горизонтальной оси графика. Средний диаметр потока обозначен как "0" на горизонтальной оси. Профиль скоростей и доля потока получены на основе Power Lw модели потоков неньютоновской жидкости (Ref. J.S. Brydson, Flow Properties of Polymer Melts, second edition, George Godwin Limited in association with the Plastics and Rubber Institute).
и объемная доля кольцевого потока на участке между каналом, образованным иглой дроссельного клапана, и цилиндрической стенкой корпуса экструдера, представленными как -50% и +50% соответственно на горизонтальной оси графика. Средний диаметр потока обозначен как "0" на горизонтальной оси. Профиль скоростей и доля потока получены на основе Power Lw модели потоков неньютоновской жидкости (Ref. J.S. Brydson, Flow Properties of Polymer Melts, second edition, George Godwin Limited in association with the Plastics and Rubber Institute).
Если проект и конструкция каналов C'1, C'2 и т.д., как показано на фиг. 13 и т.д., в средствах объединения материалов обеспечивают образование идеальных кольцевых потоков внутреннего и внешнего кольцевых слоев, передняя кромка сердцевинного потока будет отцентрована по среднему диаметру потока, и, следовательно, он будет иметь скорость Vm, равную 1,44 • на среднюю скорость  объединенного кольцевого потока.
объединенного кольцевого потока.
В реальной конструкции установки и при ее работе кольцевое распределение внутреннего и внешнего кольцевых слоев не идеально, и 10% отклонение распределения не является неожиданным в случае нормальных допустимых отклонений при производстве канала, в распределении температур проведения процесса и различиях в свойствах расплава пластмассы. Действие такого отклонения распределения показано на фиг. 4, где кольцевой центральный слой IA смещен от среднего диаметра кольцевого канала. Три потока IA1, IA2 и IA3 на фиг. 33 соответствуют трем точкам кольцевого сердцевинного слоя, показанным на фиг. 4 как IA1, IA2 и IA3. Максимальное различие скоростей между точками на передней кромке сердцевины такое же, как и между потоками IA1 и IA2. Можно показать, что скошенность передней кромки рассчитывается по следующему уравнению:
Δl = ΔV×L,
где Δl - скошенность передней кромки;
ΔV - различие в скорости /  ;
;
L - полная длина объединенного потока.
В случае рассмотренного выше отклонения распределения
Для примера, показанного на фиг. 11, L = 75 мм, и, следовательно, Δl = 6 мм, как показано на фиг. 11.
Поскольку создание идеального кольцевого потока в действительности невозможно, как было отмечено выше, то действие 10% отклонения распределения, как показано на фиг. 6, при котором сердцевинный слой смещается от среднего диаметра потока, приведет к потоку с высокой и низкой скоростью передней кромки сердцевины, соответствующей IA'1 и IA'3 на фиг. 6 и фиг. 34. Используя прежние расчеты, разница между высокой и низкой скоростями передней кромки сердцевины, равная 0,53 , приведет к 39,8 мм скошенности в полости формы, как показано на фиг. 12, в том случае, если длина цилиндрического канала между зоной объединения и стороной литника, обращенной к полости формы, равна 75 мм. Это значение почти в 10 раз больше, чем величина минимально допустимой скошенности в большинстве случаев.
, приведет к 39,8 мм скошенности в полости формы, как показано на фиг. 12, в том случае, если длина цилиндрического канала между зоной объединения и стороной литника, обращенной к полости формы, равна 75 мм. Это значение почти в 10 раз больше, чем величина минимально допустимой скошенности в большинстве случаев.
Очевидно, что в известных технических решениях требовалось ограничение охлаждения гнезда формы, чтобы укоротить длину объединенного потока. Чтобы получить такую же скошенность 6 мм, как показана на фиг. 11, длина потока в известном техническом решении должна быть около 11 мм в случае 10% отклонения распределения. Это приблизительно такая длина, которая используется в существующих формовочных системах.
Скошенность передней кромки, равная 6 мм, близка к максимально допустимой скошенности сердцевинного слоя, используемого в качестве слоя газового барьера в заготовках контейнеров из ПЭТ. Таким образом, кольцевой комбинированный поток ниже средств объединения позволяет повысить до 75 мм расстояние между зоной объединения и литником формы. Это позволяет проводить охлаждение формы в зоне литника в должном объеме.
На фиг. 34 представлены профиль скоростей и объемная доля для известных в технике каналов кругового потока между областью объединения и литником формы. Стенка канала потока представлена -100% и +100% на горизонтальной оси. Средний диаметр потока, т.е. 50% объема потока протекает внутри этого диаметра, а 50% протекает между этим диаметром и стенкой канала, показан как IA' на фиг. 5 и фиг. 34. Для потоков, где сердцевинный слой IA' течет между внутренним цилиндрическим слоем IL', который имеет ту же объемную скорость потока, что и внешний кольцевой слой OL' на фиг. 5, передняя кромка центрального слоя будет течь вдоль линии, находящейся на среднем диаметре потока. Если поток, образованный средствами объединения, является идеально кольцевым, то скошенности передней кромки сердцевины во время выхода передней кромки из литника в полость камеры не будет.




Изобретение относится к совместной экструзии двух или более потоков пластмасс или их аналогов с целью введения их в установку для формования. Способ включает объединение потоков пластмасс по меньшей мере с одним средним потоком, который предназначен для сердцевины получаемого формованного пластмассового изделия. Сердцевина находится внутри внутренних и внешних потоков пластмассы, предназначенных служить покровными пластмассовыми слоями. Затем осуществляют ограничение протекания объединенных струй по концентрическим кольцевым путям протекания внутри и вдоль вытянутого в продольном направлении канала потока по направлению к зоне литника формы. При этом кольцевой сердцевинный поток заключен во внутренние и внешние кольцевые слои потоков покровной пластмассы. Затем производят разветвление в зоне литника концентрических кольцевых потоков в противоположных поперечных направлениях для инжекции в соответствующие противоположные поперечные секции полости. Устройство для осуществления способа содержит источники потоков текущей пластмассы, средства объединения потоков с по меньшей мере одним средним потоком, пустотелый вытянутый в продольном направлении канал потока, соединенный со средствами объединения, для приема внешних и внутренних потоков, средства ограничения потока. Средства ограничения расположены вдоль и внутри канала потока, чтобы вынуждать объединенные потоки течь по концентрическим кольцевым путям внутри канала потока трубчатого экструдера в зону литника формы. Устройство содержит также средства для разветвления концентричных кольцевых потоков в противоположных поперечных направлениях для инжекции их в соответствующие противоположные поперечные зоны полости. Средства для разветвления расположены в зоне литника. Изобретение обеспечивает получение однородного литого изделия, расширение диапазона используемых материалов и температур проведения процесса. 2 с. и 27 з.п. ф-лы, 34 ил.
| US 4035466 А, 12.07.1977 | |||
| US 5040963 А, 20.08.1991 | |||
| US 4863665 А, 05.09.1989 | |||
| РЫЧАЖНЫЙ МЕХАНИЗМ ДЛЯ СТАТИЧЕСКОГО НАГРУЖЕНИЯ | 0 |
|
SU311160A1 |
| 0 |
|
SU161189A1 | |
| DЕ 4032499 А1, 16.04.1992 | |||
| Литьевая форма для изготовления двухцветных изделий | 1976 |
|
SU596457A1 |

