Данное изобретение относится к способу внесения вспомогательного материала в путь течения загруженного избыточным распылением мокрого лака потока неочищенного газа до того, как поток неочищенного газа пройдет по меньшей мере через один фильтрующий элемент для отделения избыточного распыления из потока неочищенного газа.
Такой способ известен, например, из DE 102005048579 А1.
В этом известном устройстве происходит сухое отделение избыточного распыления мокрого лака из потока неочищенного газа камеры распыления в фильтровальной установке, после того как с помощью распылительной установки ранее текучий, в виде частиц, обозначенный как «слой фильтрующего материала» вспомогательный материал был отдан в поток неочищенного газа.
Этот вспомогательный материал служит для того, чтобы в качестве предохранительного слоя осаждаться на поверхностях фильтрующего элемента и предотвращать, что эти поверхности заклеиваются вследствие липких частиц избыточного распыления. Посредством периодической очистки фильтрующих элементов фильтровальной установки смесь из вспомогательного материала и избыточного распыления мокрого лака попадает от фильтрующих элементов в приемный резервуар вспомогательного материала, из которого она может откачиваться, чтобы подводиться к распылительной установке для нового применения в качестве вспомогательного материала. Далее, смесь из вспомогательного материала и избыточного распыления мокрого лака, находящаяся в приемном резервуаре вспомогательного резервуара, может завихряться с помощью импульсов сжатого воздуха, испускаемых из пневматического копья, чтобы тем самым подниматься из приемного резервуара вспомогательного материала к фильтрующим элементам и там осаждаться.
В этом известном способе возникает опасность, что при неправильной эксплуатации вспомогательный материал попадет в область нанесения покрасочной установки, в которой поток неочищенного газа загружается избыточным распылением мокрого лака.
В основу данного изобретения положена задача создания способа вышеназванного типа, в котором внесение вспомогательного материала в область нанесения покрасочной установки надежно предотвращается также и при неправильной эксплуатации.
Эта задача в способе с признаками ограничительной части пункта 1 формулы изобретения решена посредством следующих этапов процесса:
- определение, имеется ли достаточное течение неочищенного газа по меньшей мере через один фильтрующий элемент, и
- блокировка внесения вспомогательного материала в путь течения потока неочищенного газа, если устанавливают, что достаточное течение неочищенного газа отсутствует.
При этом под достаточным течением неочищенного газа следует понимать такой поток неочищенного газа, в котором за единицу времени заданное минимальное количество неочищенного газа проходит по меньшей мере через один фильтрующий элемент для отделения избыточного распыления.
Если такое достаточное течение неочищенного газа по меньшей мере через один фильтрующий элемент отсутствует, то возникает опасность, что внесенный в путь течения потока неочищенного газа вспомогательный материал попадет в область нанесения покрасочной установки против нормального направления течения потока неочищенного газа.
Посредством предлагаемой блокировки внесения вспомогательного материала в путь течения неочищенного газа при отсутствии достаточного потока неочищенного газа также в случае таких неполадок в работе надежно предотвращается внесение вспомогательного материала в область нанесения покрасочной установки.
Если внесение вспомогательного материала в путь течения потока неочищенного газа происходит посредством завихрения вспомогательного материала, находящегося в приемном резервуаре вспомогательного материала, с помощью установки завихрения, то при отсутствии достаточного потока неочищенного газа работа установки завихрения, предпочтительно, блокируется.
Если внесение вспомогательного материала в путь течения потока неочищенного газа происходит посредством очистки вспомогательного материала по меньшей мере с одного фильтрующего элемента, то при отсутствии достаточного потока неочищенного газа очистка по меньшей мере одного фильтрующего элемента, предпочтительно, блокируется.
Если внесение вспомогательного материала в путь течения неочищенного газа происходит посредством подачи с помощью распылительного устройства, то при отсутствии достаточного потока неочищенного газа работа распылительного устройства, предпочтительно, блокируется.
Для определения отсутствия достаточного потока неочищенного газа есть множество возможностей.
Так, например, может быть предусмотрено, что отсутствие достаточного потока неочищенного газа устанавливается на основании падения давления по меньшей мере на одном фильтрующем элементе. Если измеренное падение давления является слишком незначительным, то достаточный поток неочищенного газа отсутствует.
Кроме того, альтернативно или дополнительно отсутствие достаточного потока неочищенного газа может определяться на основании режима работы вентилятора, расположенного ниже по потоку от фильтрующего элемента.
Кроме того, рабочее состояние нагнетателя может контролироваться посредством устройства контроля потока, посредством частотного преобразователя и/или посредством измерения падения давления на вентиляторе.
Кроме того, альтернативно или дополнительно отсутствие достаточного потока неочищенного газа может также определяться посредством расходомера, который может быть расположен, прежде всего, ниже по потоку от по меньшей мере одного фильтрующего элемента.
Предлагаемый способ продлевает стабильность процесса при неисправностях и служит для защиты чувствительных элементов установки при неполадках в работе.
Предлагаемый способ подходит для применения в сухой отделительной системе избыточного распыления мокрого лака для покрасочных камер в автомобильной промышленности и во всей области промышленных покрасочных установок для того, чтобы поддерживать лакокрасочный процесс и избегать или по меньшей мере уменьшать ущерб.
Далее, данное изобретение относится к устройству для внесения вспомогательного материала в путь течения загруженного избыточным распылением мокрого лака потока неочищенного газа до того, как поток неочищенного газа пройдет по меньшей мере через один фильтрующий элемент для отделения избыточного распыления из потока неочищенного газа.
В основе данного изобретения положена задача создания такого устройства, в котором внесение вспомогательного материала в область нанесения покрасочной установки также и при неполадках в работе надежно предотвращается.
Эта задача в устройстве с признаками ограничительной части пункта 11 формулы изобретения решена согласно изобретению посредством того, что устройство содержит следующее:
- определительное устройство для определения, имеется ли достаточное течение неочищенного газа по меньшей мере через один фильтрующий элемент, и
- блокировочное устройство для блокировки внесения вспомогательного материала в путь течения потока неочищенного газа, если определительное устройство определяет отсутствие достаточного течения неочищенного газа.
При этом устройство может содержать, прежде всего, устройство управления, которое в качестве определительного устройства служит для определения наличия достаточного потока неочищенного газа и/или в качестве блокировочного устройства для блокировки внесения вспомогательного материала в путь течения потока неочищенного газа.
Другие предпочтительные варианты осуществления устройства согласно изобретению являются предметом пунктов формулы изобретения 13-21, признаки и преимущества которых уже разъяснены выше в связи с особенными вариантами осуществления способа согласно изобретению.
Предлагаемое устройство для внесения вспомогательного материала в путь течения загруженного избыточным распылением мокрого лака потока неочищенного газа подходит, прежде всего, для применения в устройстве для отделения избыточного распыления мокрого лака из содержащего частицы избыточного распыления неочищенного газа, которое содержит по меньшей мере один фильтрующий элемент для отделения избыточного распыления из неочищенного газа и по меньшей мере одно устройство согласно изобретению для внесения вспомогательного материала в путь течения загруженного избыточным распылением мокрого лака потока неочищенного газа.
Предлагаемое устройство для отделения избыточного распыления мокрого лака годится, прежде всего, для применения в установке для покраски предметов, прежде всего кузовов транспортных средств, которое содержит по меньшей мере одну область нанесения для нанесения мокрого лака на подлежащие покраске предметы и по меньшей мере одно устройство согласно изобретению для отделения избыточного распыления мокрого лака.
Другие признаки и преимущества изобретения являются предметом последующего описания и графического изображения примеров осуществления.
На чертежах показаны:
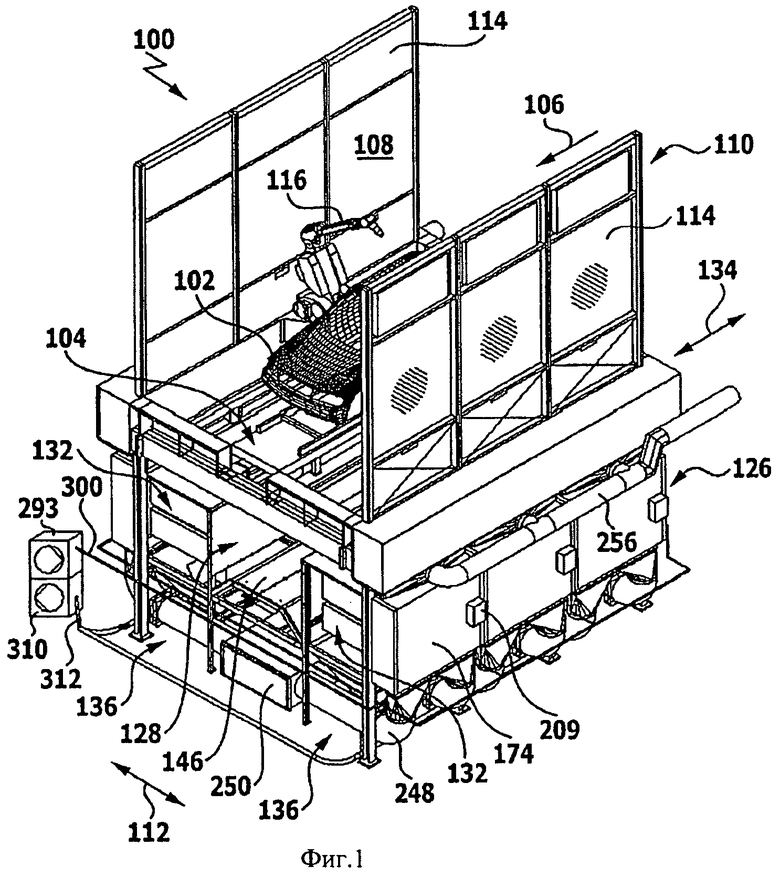
Фиг.1 - схематичное изображение в перспективе покрасочной камеры с расположенным под ней устройством для отделения избыточного распыления мокрого лака из содержащего частицы избыточного распыления потока неочищенного газа, которое содержит расположенную под покрасочной камерой проточную камеру и на обеих сторонах проточной камеры три фильтрующих модуля;
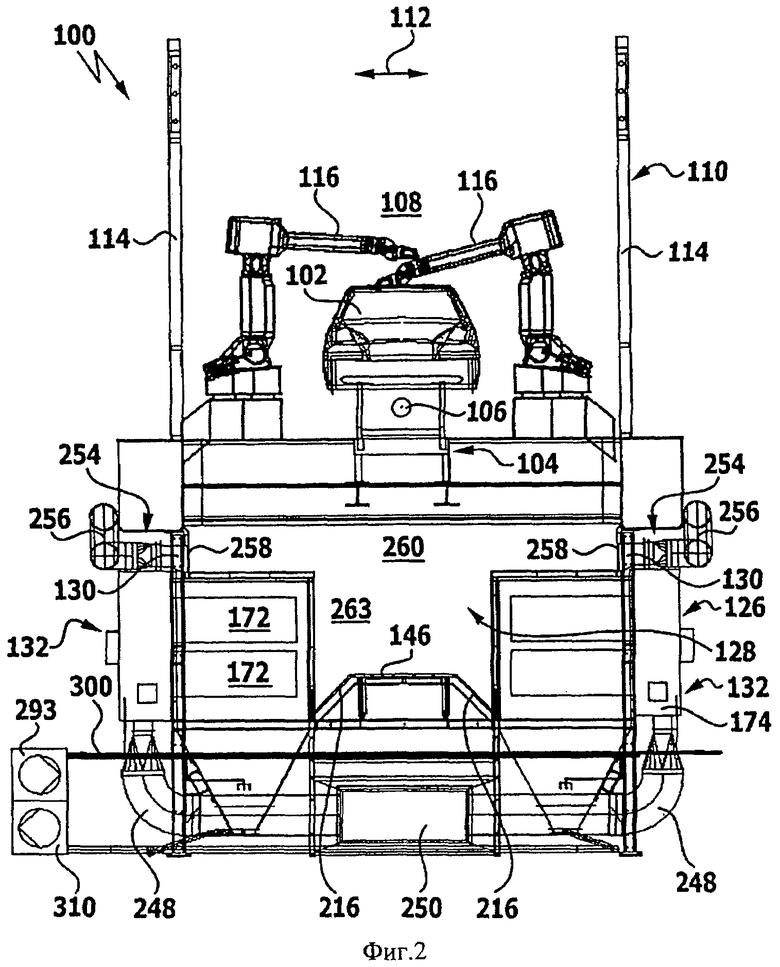
Фиг.2 - схематичный вертикальный разрез через представленную на фиг.1 установку;
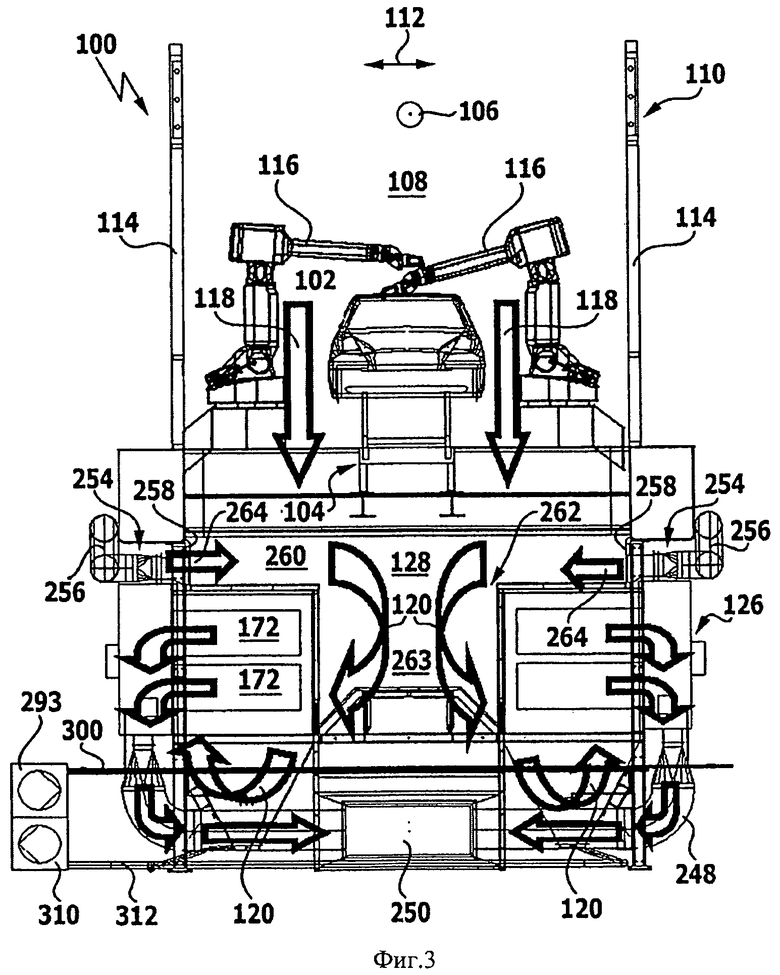
Фиг.3 - схематичный вертикальный поперечный разрез, соответствующий фиг.2, через представленную на фиг.1 установку, при этом дополнительно стрелками показаны соответствующее направление течения неочищенного газа, отходящий воздух, выходящий из фильтрующих модулей, и приточный воздух, подводимый в камеру потока для выработки поперечных воздушных завес;
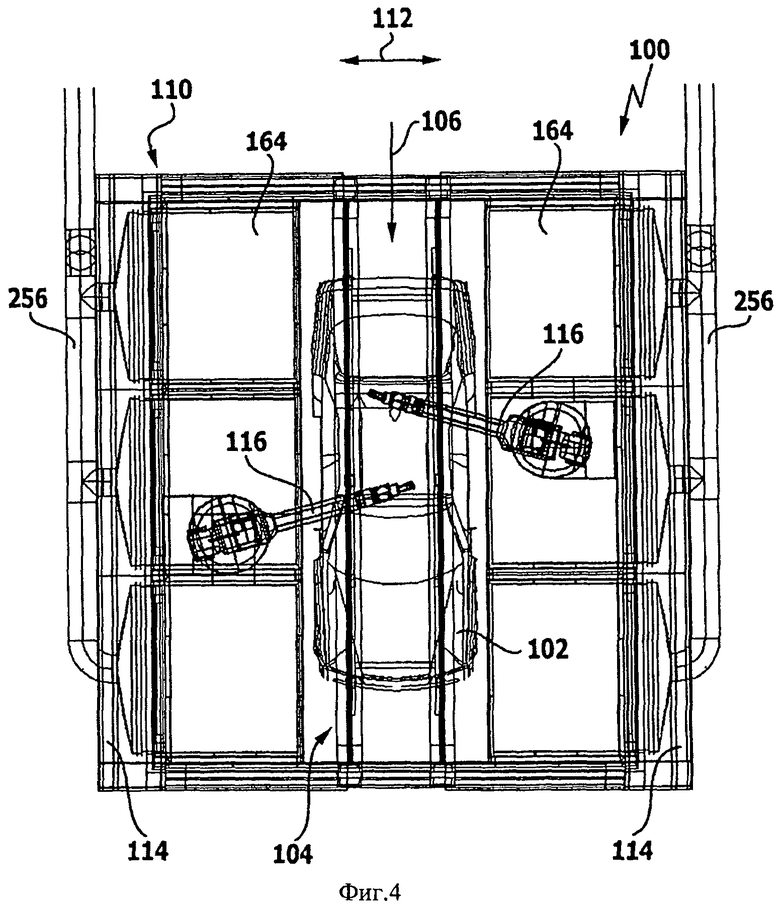
Фиг.4 - схематичный вид сверху на представленную на фиг.1-3 установку;
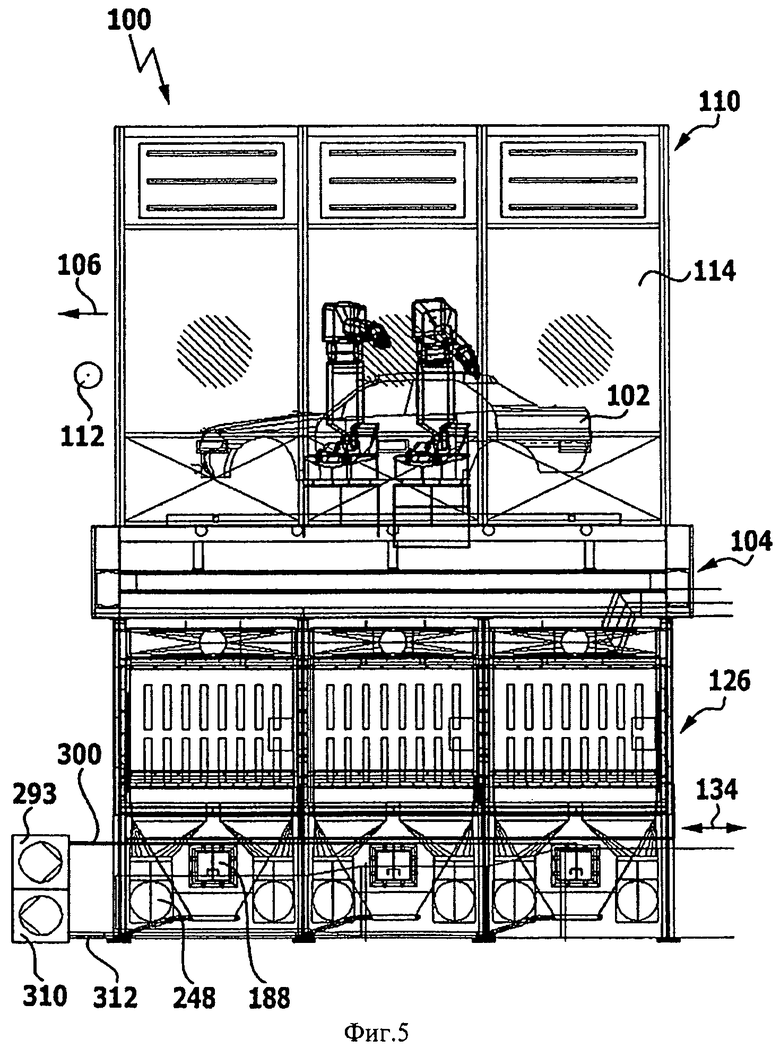
Фиг.5 - схематичный вид сбоку на представленную на фиг.1-4 установку;
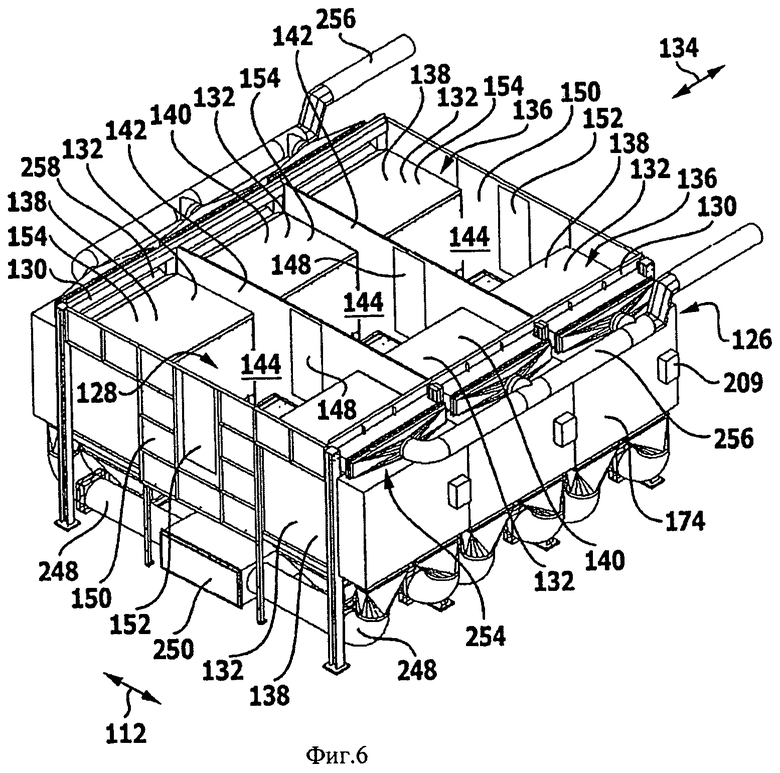
Фиг.6 - схематичное изображение в перспективе устройства для отделения избыточного распыления мокрого лака из содержащего частицы избыточного распыления потока неочищенного газа, которое расположено под покрасочной камерой представленной на фиг.1-5 установки и которое имеет поперечные разделительные стенки, разделяющие камеру потока на следующие друг за другом вдоль продольного направления проточной камеры участки;
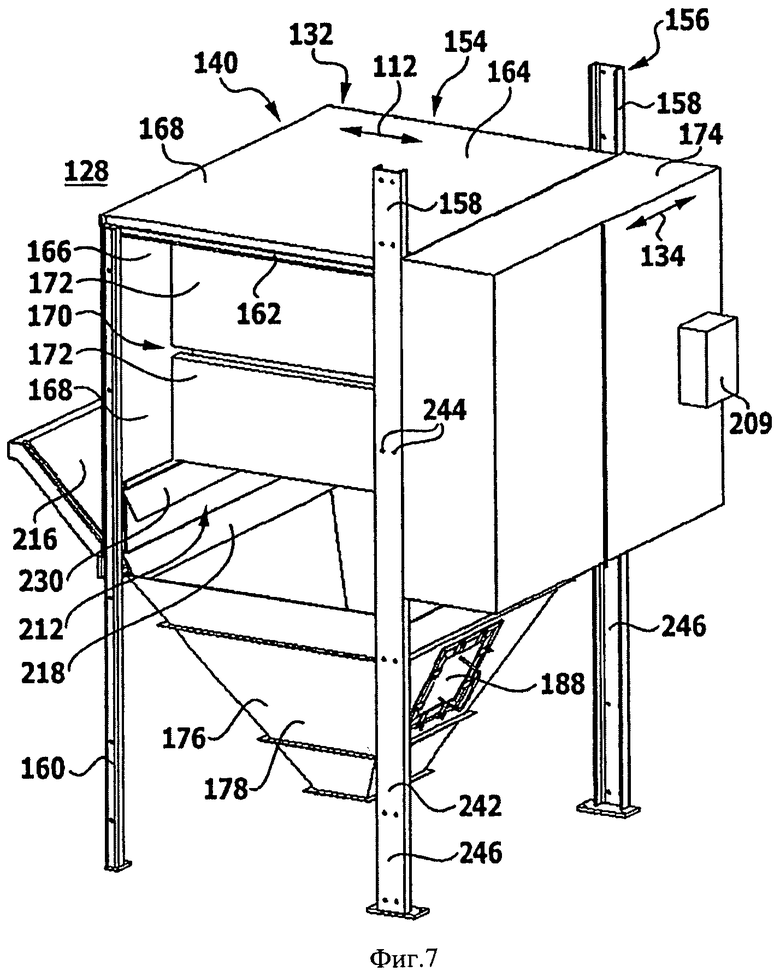
Фиг.7 - схематичное изображение в перспективе отдельного фильтрующего модуля, который предусмотрен для расположения между двумя соседними другими фильтрующими модулями (средний модуль);
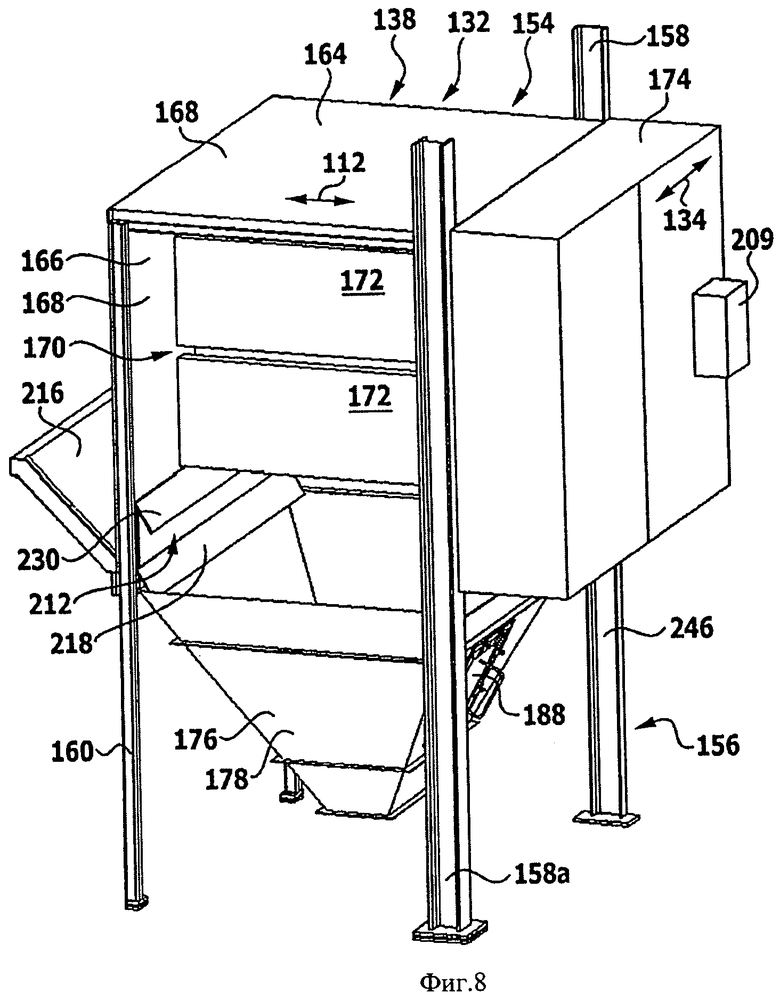
Фиг.8 - схематичное изображение в перспективе отдельного модуля, который предусмотрен для расположения рядом с другим фильтрующим модулем и на противолежащей стороне образует конец ряда фильтрующего модуля (угловой модуль);
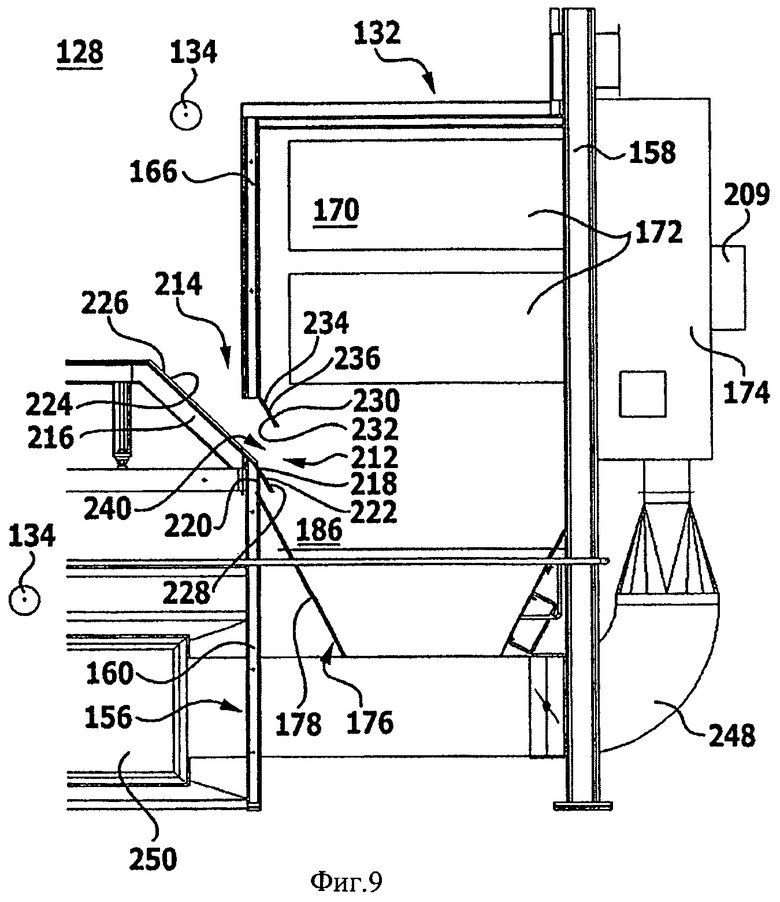
Фиг.9 - схематичный вертикальный разрез через фильтрующий модуль;
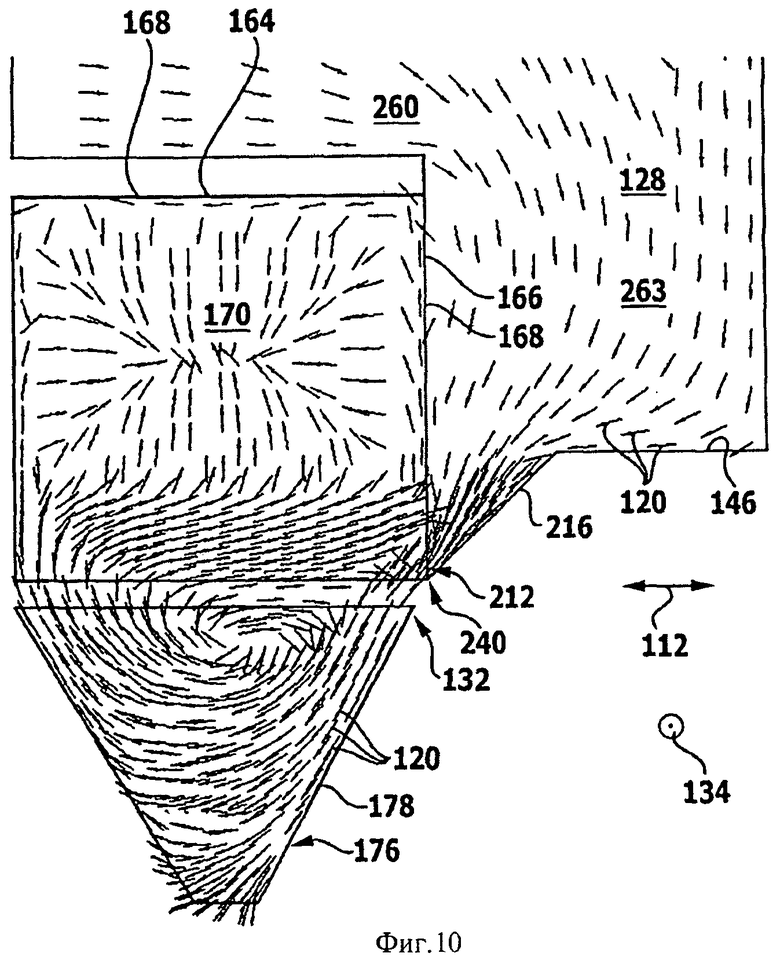
Фиг.10 - схематичный вертикальный разрез через фильтрующий модуль и граничащую область проточной камеры, в котором стрелками показано соответствующее локальное направление течения потока неочищенного газа;
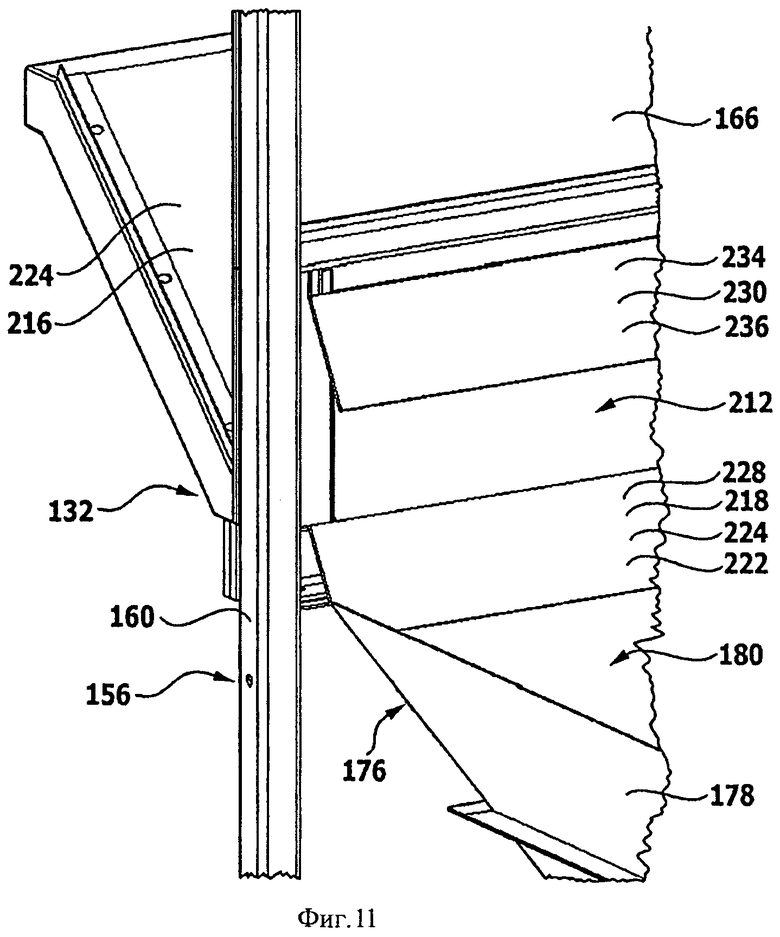
Фиг.11 - схематичное изображение в перспективе краевой области впускного отверстия фильтрующего модуля;
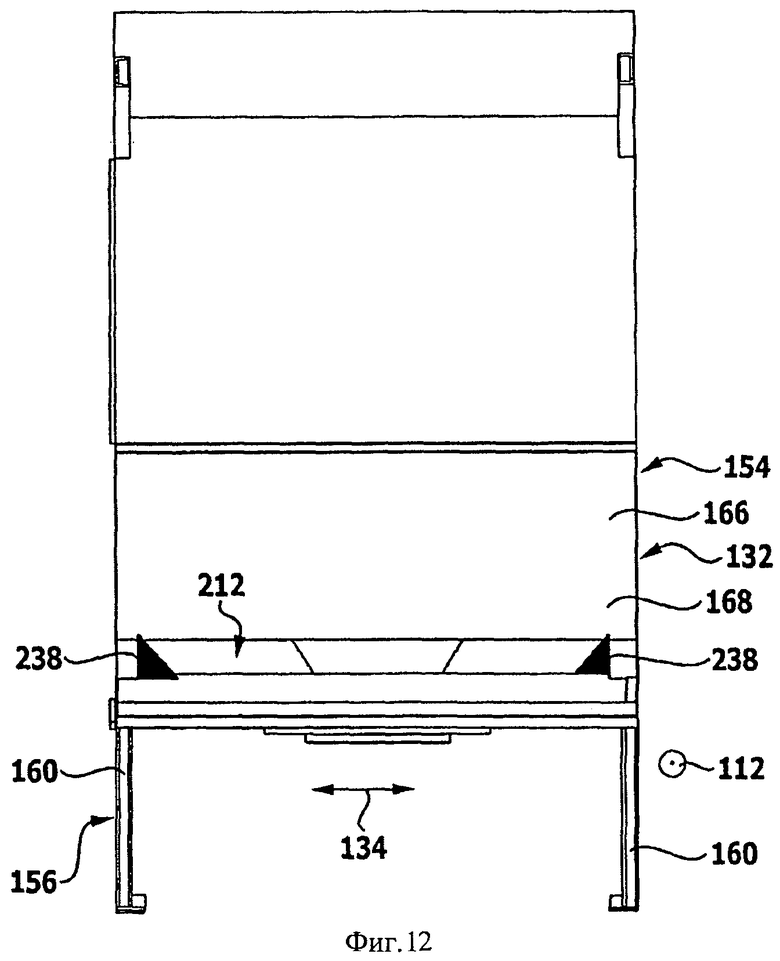
Фиг.12 - схематичный вид спереди фильтрующего модуля;
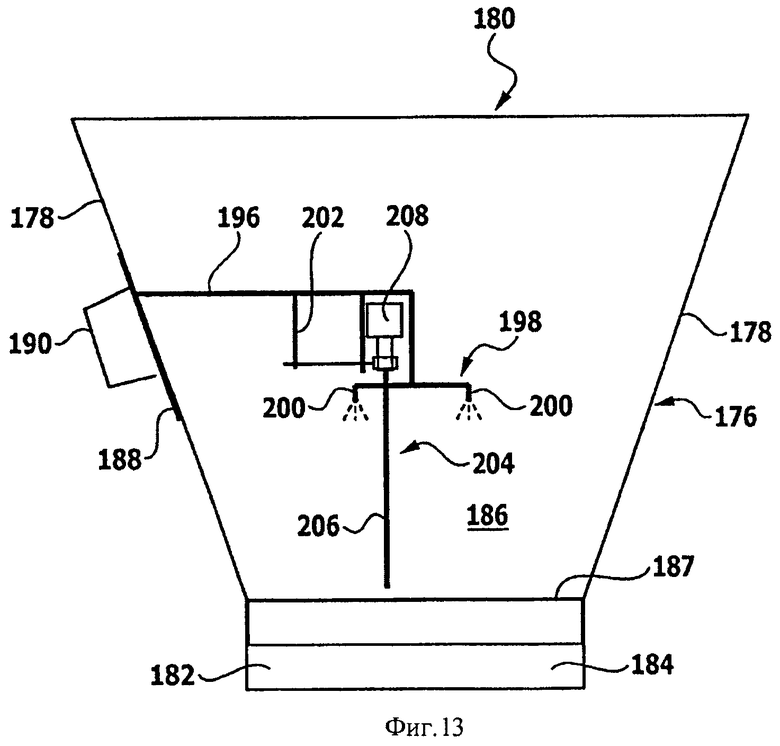
Фиг.13 - схематичный вертикальный разрез через приемный резервуар вспомогательного материала с расположенным внутри резервуара датчиком уровня заполнения и устройством завихрения;
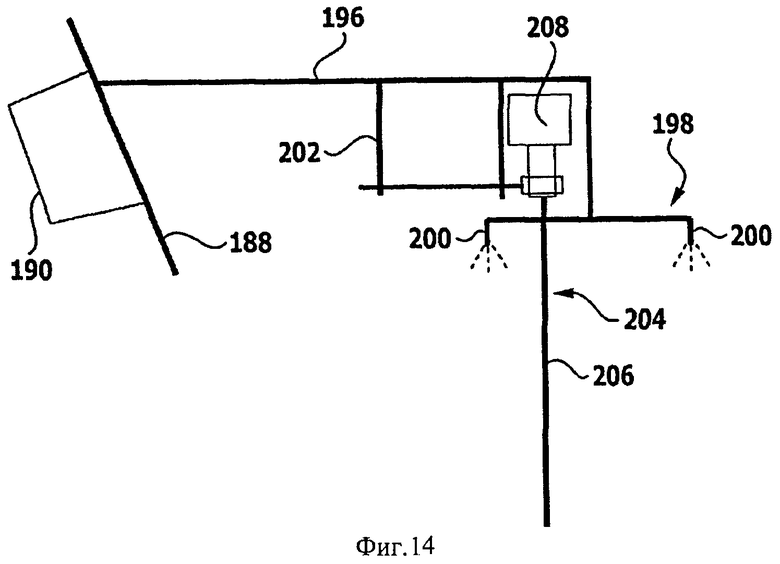
Фиг 14 - схематичный вид сбоку смотрового лючка представленного на фиг.13 приемного резервуара вспомогательного материала с закрепленным на смотровом лючке датчиком уровня заполнения и устройством завихрения;
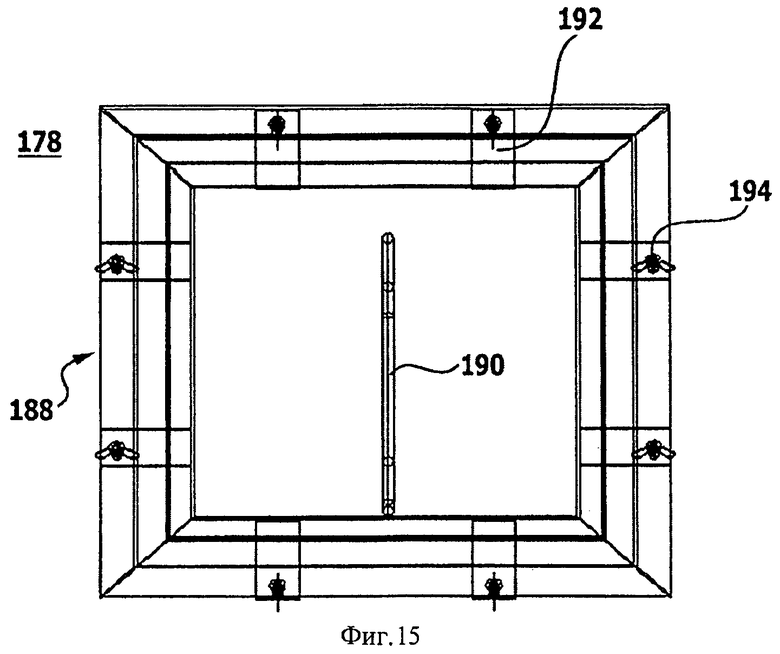
Фиг.15 - схематичный вид сверху на наружную сторону представленного на фиг.14 смотрового лючка;
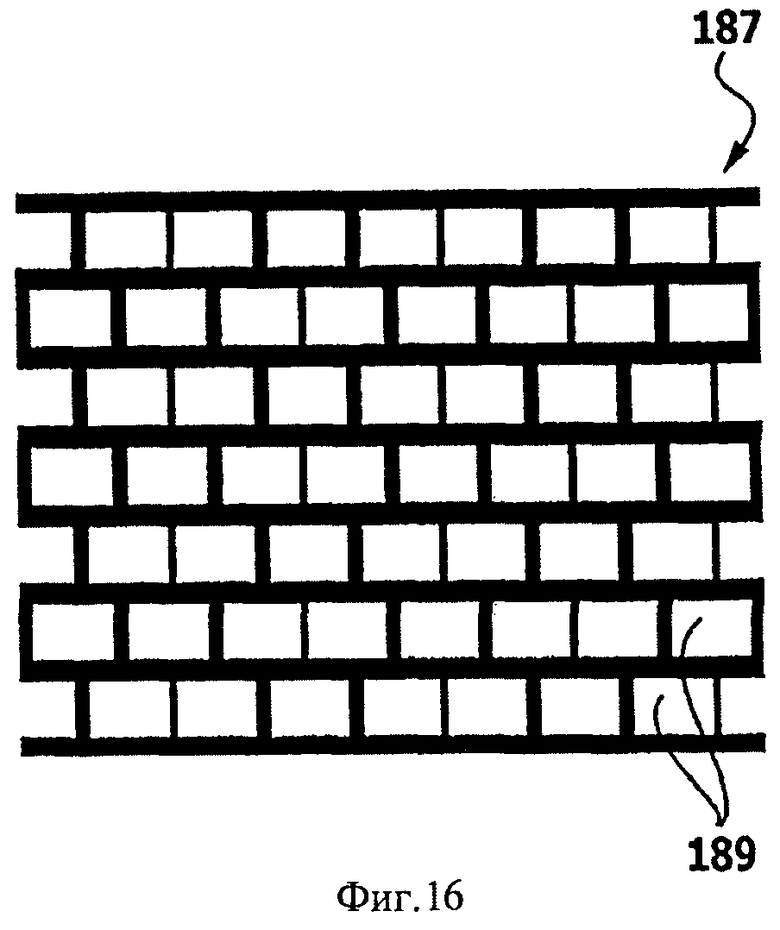
Фиг.16 - схематичный вид сверху на улавливающую решетку, расположенную в представленном на фиг.13 приемном резервуаре вспомогательного материала;
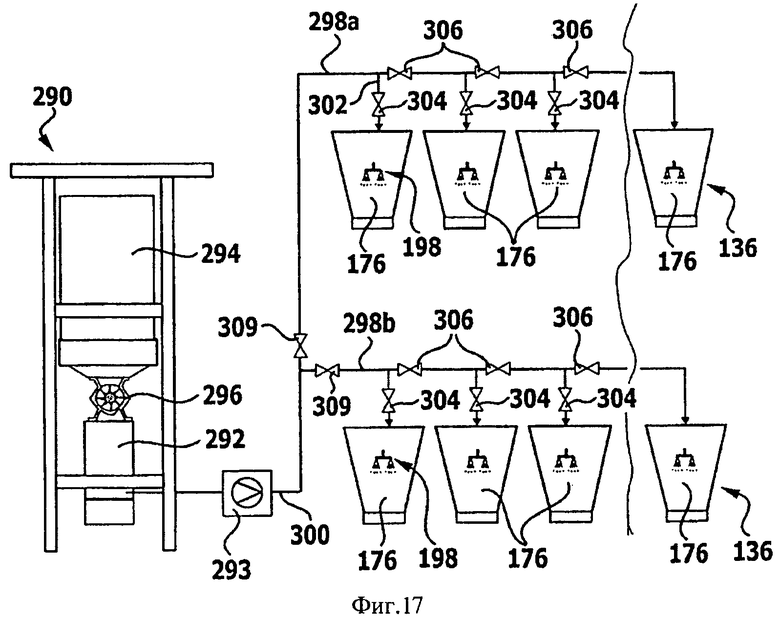
Фиг.17 - схематичное изображение устройства для подачи свежего вспомогательного материала из промежуточного резервуара к находящимся в рабочем положении приемным резервуарам вспомогательного материала изображенного на фиг.13 типа;
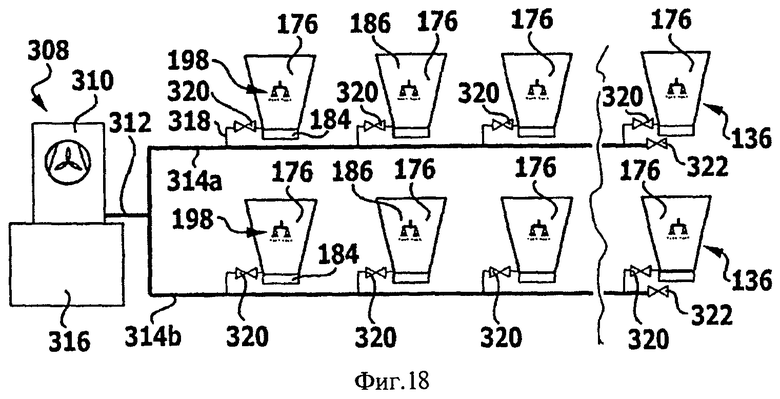
Фиг.18 - схематичное изображение отводящего устройства для отвода перемешанного с избыточным распылением вспомогательного материала из приемных резервуаров вспомогательного материала к сборному резервуару;
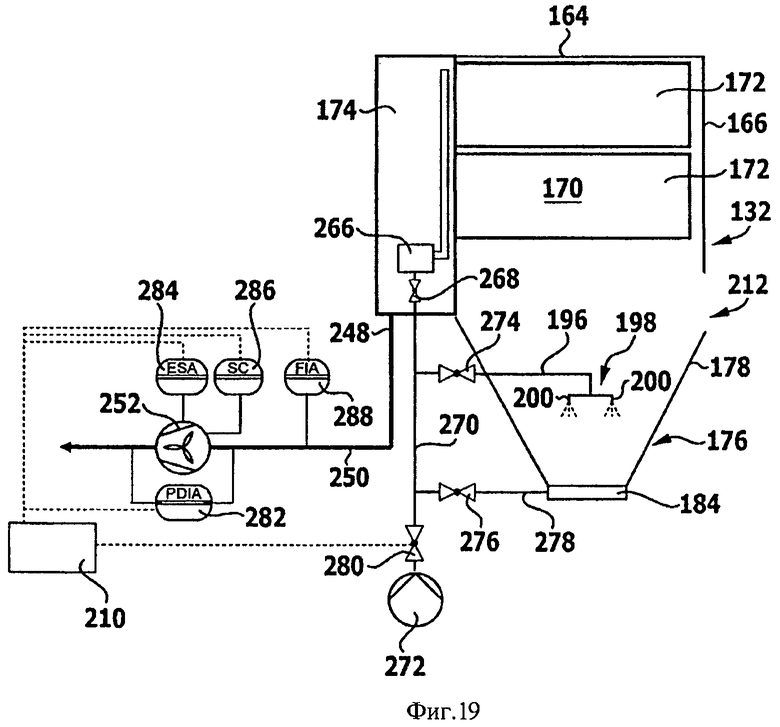
Фиг.19 - схематичное изображение фильтрующего модуля и расположенного ниже по потоку от фильтрующего модуля вытяжного трубопровода с вентилятором, а также различных устройств для контроля режима работы вентилятора и устройства для подачи сжатого воздуха к фильтрующим элементам, устройству завихрения и флюидному дну фильтрующего модуля;
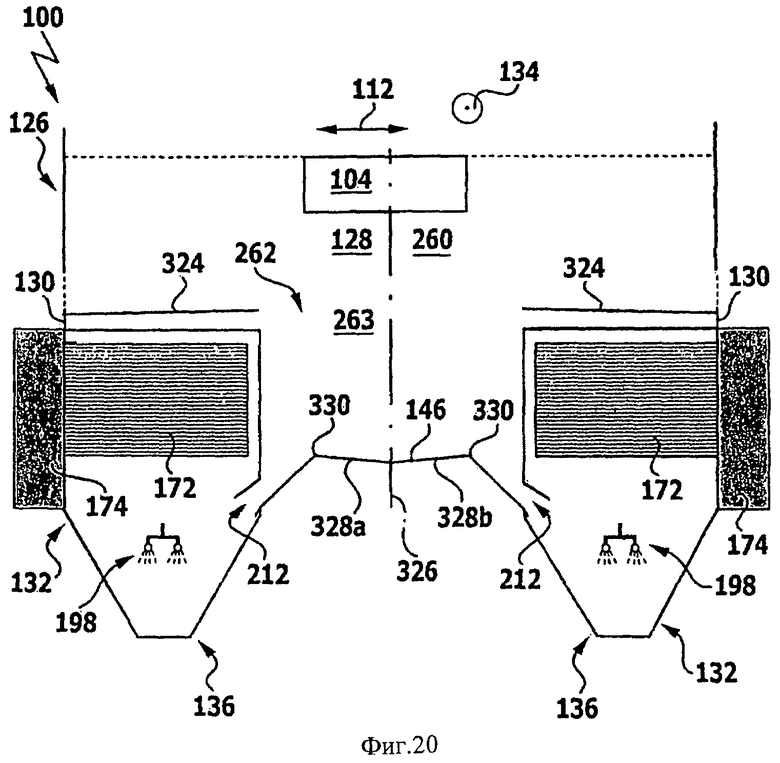
Фиг.20 - схематичный вертикальный разрез через вторую форму осуществления устройства для отделения избыточного распыления мокрого лака из содержащего частицы избыточного распыления отходящего воздуха, которое содержит направляющие щитки потока для направления воздушного потока и мостик для прохода с наклонной верхней стороной между фильтрующими модулями;
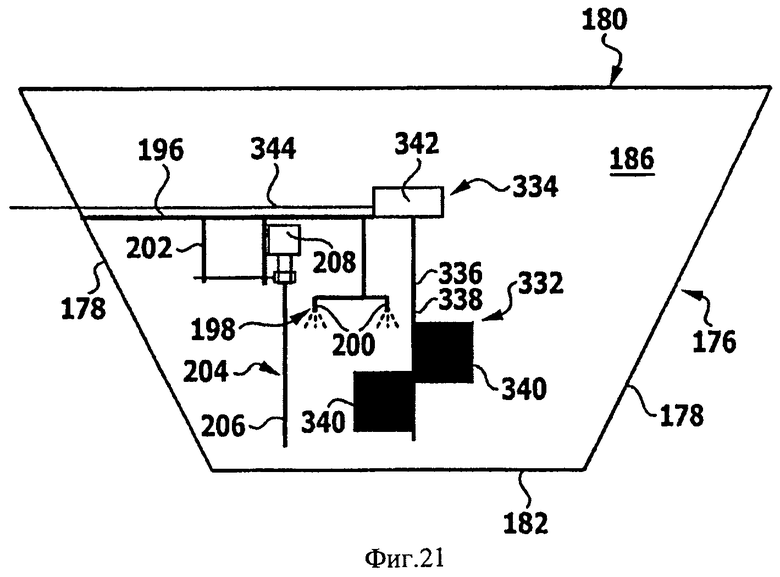
Фиг.21 - схематичный вертикальный разрез через альтернативную форму осуществления приемного резервуара для вспомогательного материала, который снабжен смесительным аппаратом с пневматическим приводом для перемешивания материала, находящегося в приемном резервуаре вспомогательного материала, и выравнивания подаваемого материала;
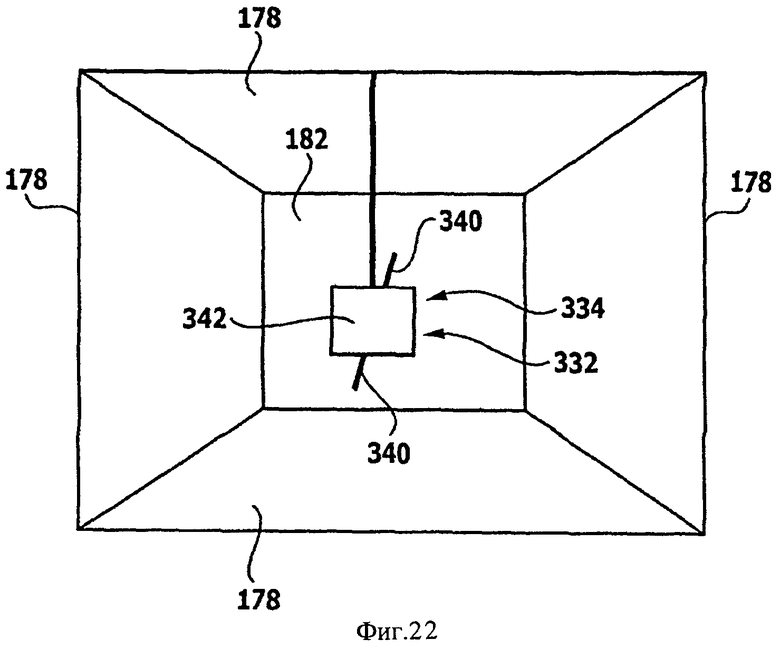
Фиг.22 - схематичный вид сверху на приемный резервуар вспомогательного материала с представленным на фиг.21 смесительным аппаратом с пневматическим приводом;
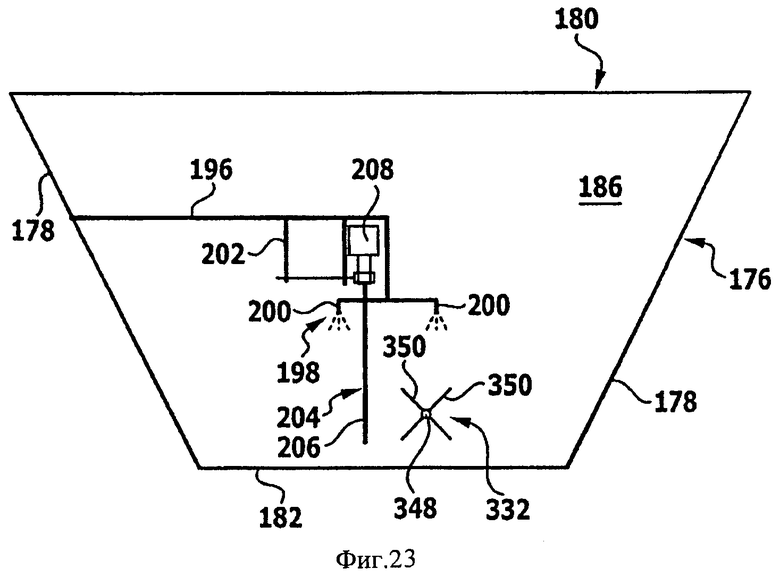
Фиг.23 - схематичный вертикальный разрез через другую альтернативную форму осуществления приемного резервуара вспомогательного материала, который снабжен валом с электрическим приводом и лопастями для перемешивания материала, находящегося в приемном резервуаре вспомогательного материала, и для выравнивания подаваемого материала;
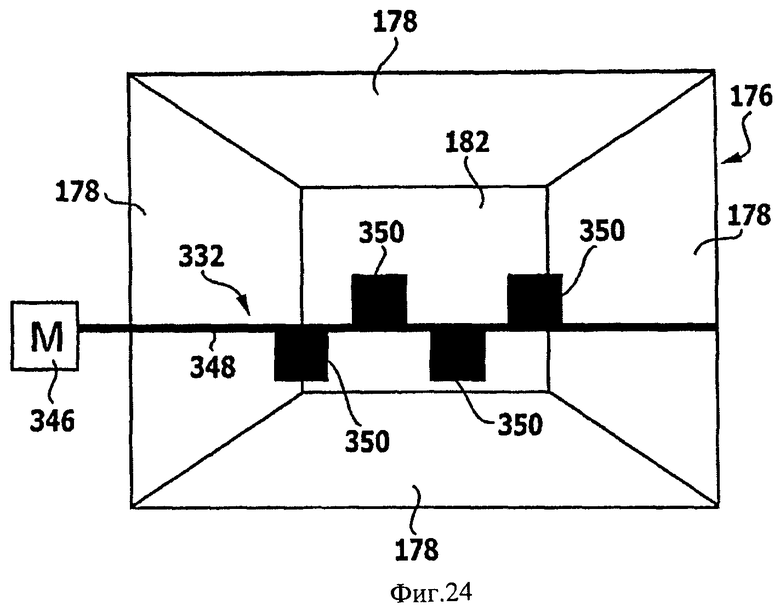
Фиг.24 - схематичный вид сверху на представленный на фиг.23 приемный резервуар вспомогательного материала с валом с электрическим приводом.
Одинаковые или функционально эквивалентные элементы на чертежах обозначены одними и теми же ссылочными позициями.
Установка для окрашивания распылением кузовов 102 транспортных средств, обозначенная на фиг.1-19 в целом как 100, содержит изображенное чисто схематично подающее устройство 104, с помощью которого кузова 102 транспортных средств могут перемещаться вдоль направления 106 подачи через область 108 нанесения покрасочной камеры, обозначенной в целом как 110.
Область 108 нанесения является внутренним пространством покрасочной камеры 110, которая в горизонтальном поперечном направлении 112, проходящим перпендикулярно направлению 106 подачи, которое соответствует продольному направлению покрасочной кабины 110, по обеим сторонам транспортного устройства 104 ограничено в каждом случае стенкой 114 камеры.
По обеим сторонам транспортного устройства 104 в покрасочной камере 110 расположены устройства 116 для окрашивания распылением, например, в форме покрасочных роботов.
С помощью кругооборота циркуляционного воздуха (изображенного только выборочно) вырабатывается воздушный поток, который по существу вертикально сверху вниз пронизывает область нанесения 108, как это указано стрелками 118 на фиг.3.
Этот воздушный поток поглощает в области 108 нанесения избыточное распыление лака в форме частиц избыточного распыления. При этом понятие «частица» содержит как твердые, так и жидкие частицы, прежде всего капельки.
При использовании мокрого лака избыточное распыление мокрого лака состоит из капелек лака. Большинство частиц избыточного распыления имеет наибольший размер в диапазоне примерно от 1 мкм примерно до 100 мкм.
Загруженный частицами избыточного распыления поток отходящего воздуха из области 108 нанесения далее обозначается как поток неочищенного газа. Направление движения потока неочищенного газа изображено на фиг.3 стрелками 120.
Поток неочищенного газа выходит из покрасочной камеры 110 вниз и попадает в обозначенное в целом как 126 устройство для отделения избыточного распыления мокрого лака из потока неочищенного газа, которое расположено под областью 108 нанесения.
Устройство 126 содержит по существу прямоугольную проточную камеру 128, которая простирается в направлении 106 подачи по всей длине покрасочной камеры 110 и в поперечном направлении ограничена вертикальными боковыми стенками 130, которые по существу находятся на одной линии с боковыми стенками 114 камеры, так что проточная камера 128 имеет по существу ту же самую горизонтальную площадь поперечного сечения, что и покрасочная камера 110 и по существу расположена полностью внутри вертикальной проекции основной поверхности покрасочной камеры 110.
Как лучше всего можно увидеть из фиг.6, на обеих сторонах проточной камеры 128 в каждом случае расположены несколько, например три, фильтрующих модулей 132, которые образуют два ряда 136 модулей, простирающихся в продольном направлении 134 (которое соответствует направлению 106 подачи) устройства 126 для отделения избыточного распыления мокрого лака.
Каждый из рядов 136 модулей содержит два боковых модуля 138, которые в каждом случае образуют конец ряда 136 модулей, и по меньшей мере один средний модуль 140, расположенный между двумя соседними фильтрующими модулями 132.
Во избежание продольного течения потока неочищенного газа в продольном направлении 134 проточной камеры 128 и во избежание течения неочищенного газа между отдельными фильтрующими модулями 132 в поперечном направлении 112 могут быть предусмотрены вертикальные поперечные разделительные стенки 142, простирающиеся в поперечном направлении 112, которые в каждом случае расположены между двумя следующими друг за другом в продольном направлении 134 фильтрующими модулями 132 и разделяют проточную камеру 128 на следующие друг за другом в продольном направлении 134 участки 144 проточной камеры.
Посредством этих поперечных разделительных стенок 142 возможна определенная регулировка течения неочищенного газа для каждого отдельного модуля 132 независимо от течения неочищенного газа через другие фильтрующие модули 132.
Как лучше всего можно увидеть из фиг.2, между обоими рядами 136 модулей предусмотрен мостик 146 для прохода оператора.
Чтобы иметь возможность проходить насквозь через участки мостика 146, которые расположены в участках 144 проточной камеры, в поперечных разделительных стенках 142 предусмотрены проходные дверцы 148 (фиг.6).
Передние стенки 150 проточной камеры 128, закрывающие проточную камеру 128 на своем переднем или же заднем конце, снабжены дверцами 152 для обслуживания, через которые оператор может снаружи попасть в проточную камеру 128.
Каждый из фильтрующих модулей 132 выполнен в виде предварительно смонтированного узла 154, который изготавливается на месте, удаленном от места монтажа покрасочной установки, и как узел транспортируется к месту монтажа покрасочной установки. На месте монтажа предварительно смонтированный узел 154 располагается в предусмотренном рабочем положении и соединяется с одним или несколькими соседними предварительно смонтированными узлами 154 или с поперечными разделительными стенками 142, расположенными между ними, а также с несущей конструкцией области 108 нанесения.
Конструкция фильтрующего модуля 132 описывается на примере среднего модуля 140 со ссылкой на фиг.7 и 9-16:
Модуль содержит несущую конструкцию 156 из двух вертикальных задних опор 158 и двух вертикальных передних опор 160, которые на своем верхнем конце через горизонтальные поперечины 162 в каждом случае соединены с одной из задних опор 158 (фиг.7).
Далее, передние опоры 160 на своих передних концах соединены друг с другом с помощью другой (не изображенной) поперечины.
Задние опоры 158 также соединены между собой с помощью (не изображенных) поперечин или с помощью (не изображенной) соединительной рамы.
Поперечины на верхнем конце несущей конструкции 156 поддерживают горизонтальную верхнюю стенку 164.
На передних сторонах передних опор 160 удерживается вертикальная передняя стенка 166 фильтрующего модуля 132.
Верхняя стенка 164 и передняя стенка 166 образуют разделительные стенки 168 фильтрующего модуля 132, которые отделяют приемную область 170 фильтрующего элемента, расположенную внутри фильтрующего модуля 170, от области проточной камеры 128, находящейся вне фильтрующего модуля 132.
В приемной области 170 фильтрующего элемента фильтрующего модуля 132 расположены несколько, например десять, фильтрующих элементов 172 в два ряда друг над другом, которые отстоят в горизонтальном направлении от общей основной части 174, которая удерживается на задних сторонах задних опор 158.
Фильтрующие элементы 172 могут быть выполненными, например, из пластин спеченного полиэтилена, которые на своей наружной поверхности снабжены мембраной из политетрафторэтилена (ПТФЭ).
Покрытие из ПТФЭ служит для того, чтобы повысить класс фильтра фильтрующих элементов 172 (то есть уменьшить их фильтрационную способность) и затем предотвратить постоянное прилипание отделенного избыточного распыления мокрого лака.
Как основной материал фильтрующих элементов 172, так и их покрытие из ПТФЭ имеют пористость, так что неочищенный газ может проникать через поры во внутреннее пространство соответствующего фильтрующего элемента 172.
Чтобы предотвратить заклеивание фильтрующих поверхностей, эти поверхности далее снабжены предохранительным слоем из введенного в неочищенный газ вспомогательного материала. Этот, предпочтительно имеющий форму частиц, вспомогательный материал обычно обозначается как материал «предварительного покрытия».
Предохранительный слой образуется при работе устройства 126 посредством осаждения введенного в поток 120 неочищенного газа вспомогательного материала на фильтрующих поверхностях и предотвращает заклеивание фильтрующих поверхностей вследствие налипшего избыточного распыления мокрого лака.
Вспомогательный материал из потока 120 неочищенного газа также осаждается на внутренних сторонах верхней стенки 164 и передней стенки 166 фильтрующего модуля 132, где он также предотвращает прилипание избыточного распыления мокрого лака.
В качестве вспомогательного материала может принципиально применяться любая среда, которая является в состоянии впитывать жидкую часть излишнего распыления мокрого лака.
Прежде всего, в качестве вспомогательных материалов принимаются во внимание, например, известь, буровая мука, силикаты алюминия, оксиды алюминия, оксиды кремния, порошковое лакокрасочное покрытие или подобное.
Кроме того, альтернативно или дополнительно в качестве вспомогательного материала для впитывания и/или связывания излишнего распыления могут также применяться частицы с полой структурой и большой внутренней поверхностью относительно их наружных размеров, например цеолиты или другие полые, например шарообразные, тела из полимеров, стекла или силикатов алюминия и/или натуральные или синтетически произведенные волокна.
Кроме того, альтернативно или дополнительно в качестве вспомогательного материала для впитывания и/или связывания избыточного распыления могут также применяться химически реагирующие с избыточным распылением частицы, например химически реактивные частицы из аминовой, эпоксидной, карбоксильной, гидроксильной или изосионатовой групп, химически реактивные частицы из дополнительно обработанного окстилсиланом оксида алюминия или твердые или жидкие мономеры, олигомеры или полимеры, силаны, силанолы или силоксаны.
Предпочтительно, вспомогательный материал состоит из множества частиц вспомогательного материала, которые имеют средний диаметр в диапазоне, например, примерно от 10 мкм примерно до 100 мкм.
Чтобы иметь возможность добавлять вспомогательный материал к потоку неочищенного газа без опасности того, что вспомогательный материал попадет в область 108 нанесения покрасочной установки 100, каждый фильтрующий модуль 132 снабжен закрепленным на несущей конструкции 156 приемным резервуаром 176 вспомогательного материала, который имеет, например, воронкообразный вид в форме перевернутой усеченной пирамиды (фиг.13).
Четыре трапециевидные боковые стенки 178 приемного резервуара 176 вспомогательного материала наклонены по отношению к вертикалям под углом по меньшей мере примерно 60°.
Высота приемного резервуара 176 вспомогательного материала составляет, например, примерно 1,1 м.
Верхние края боковых стенок 178 окружают входное отверстие 180 приемного резервуара 176 вспомогательного материала, через которое в приемный резервуар 176 вспомогательного материала может входить загруженный избыточным распылением поток 120 неочищенного газа и снова выходить из него.
Направленное по существу горизонтально дно 182 выполнено в виде пористого флюидного дна 184, через которое проходит газообразная среда, прежде всего сжатый воздух, чтобы флюидизировать расположенный во внутреннем пространстве 186 приемного резервуара 176 вспомогательный материал и выравнивать локально различные уровни заполнения вспомогательного материала внутри приемного резервуара 176 вспомогательного материала.
Во время работы установки 100 флюидное дно включается периодически, например три раза в минуту каждый раз примерно на две секунды.
Чтобы не допустить повреждения флюидного дна 184 вследствие падающих вниз больших предметов, на расстоянии примерно 20 см над флюидным дном 184 расположена улавливающая решетка или удерживающая решетка 187, которая простирается в горизонтальном направлении через все поперечное сечение внутреннего пространства 186 приемного резервуара 176 вспомогательного материала и имеет множество рядов сотообразных или прямоугольных сквозных отверстий для прохода вспомогательного материала через удерживающую решетку 187. Сквозные отверстия расположены из ряда в ряд со смещением по отношению друг к другу и имеют размер, например, примерно 30 мм × 30 мм (фиг.16).
Чтобы в целях обслуживания сделать возможным доступ к внутреннему пространству 186 приемного резервуара 176 вспомогательного материала, одна из боковых стенок 178 снабжена смотровым отверстием, которое при работе фильтрующего модуля 132 закрыта смотровым лючком 188 с рукояткой 190 (смотри фиг.13-15).
Как можно увидеть на фиг.15, смотровой лючок 188 съемно закреплен на соотнесенной боковой стенке 178 приемного резервуара 176 вспомогательного материала с помощью клемм 192 с гайками-барашками 194.
На смотровом лючке 188 закреплен трубопровод 196 сжатого воздуха, который ведет к устройству 198 завихрения (фиг.14).
Устройство 198 завихрения служит для того, чтобы отдавать импульсы сжатого воздуха в находящийся под ним вспомогательный материал, чтобы осуществлять завихрение этого вспомогательного материала и, тем самым, вводить в направляемый через приемный резервуар 176 вспомогательного материала поток неочищенного газа.
Кроме того, посредством завихрения вспомогательного материала с помощью устройства 198 завихрения достигается гомогенизация смеси из вспомогательного материала и связанного с ней избыточного распыления, присутствующей в приемном резервуаре 176 вспомогательного материала.
Во время работы установки 100 устройство 198 завихрения приводится в действие периодически, например четыре раза в минуту, каждый раз примерно на 5 секунд.
Устройство 198 завихрения содержит несколько, например две, выходные форсунки 200 для сжатого воздуха, которые выполнены в виде конических форсунок и в каждом случае могут формировать конус сжатого воздуха, расширяющийся вниз ко дну 182 приемного резервуара 176 вспомогательного материала.
Предпочтительно, выходные форсунки 200 выполнены и расположены так, что сформированные выходными форсунками 200 конусы сжатого воздуха вместе полностью покрывают поверхность дна приемного резервуара 176 вспомогательного материала.
Далее, на трубопроводе 196 сжатого воздуха расположено крепление 202 для датчика 204 уровня заполнения, который содержит имеющий форму стержня сенсорный элемент 206 и корпус 208 датчика с расположенной в нем электроникой датчика (фиг.14).
Датчик 204 уровня заполнения выполнен в виде аналогового, прежде всего емкостного, датчика и служит для того, чтобы вырабатывать сигнал, который в каждом случае соответствует значению из множества дискретных величин уровня заполнения или из континуума величин уровня заполнения для возможности как можно точного расчета уровня заполнения вспомогательного материала в приемном резервуаре 176 вспомогательного материала.
Стержнеобразный сенсорный элемент 206 датчика 204 уровня заполнения направлен по существу вертикально и расположен как можно дальше от боковых стенок 178 приемного резервуара 176 вспомогательного материала, вблизи от центра внутреннего пространства 186 приемного резервуара 176 вспомогательного материала, чтобы как можно меньше вносить искажений в результат измерения датчика 204 уровня заполнения вследствие краевых эффектов (фиг.13).
Стержнеобразный сенсорный элемент 206 датчика 204 уровня заполнения направлен по существу перпендикулярно горизонтальному дну 182 приемного резервуара 176 вспомогательного материала.
Сигнал, который вырабатывается датчиком 204 уровня заполнения, передается по (не изображенному) сигнальному проводу на электрическую коробку 209 выводов фильтрующего модуля 132, которая расположена на основном корпусе 174 фильтрующих элементов 172 (смотри фиг.7), а оттуда - на устройство управления установки 100, которое изображено схематично на фиг.19 и обозначено позицией 210.
Чтобы целенаправленно направлять во внутреннее пространство 186 приемного резервуара 176 вспомогательного материала поступающий в фильтрующий модуль 132 поток неочищенного газа и предотвращать прямой доступ потока неочищенного газа из проточной камеры 128 к фильтрующим элементам 172, каждый фильтрующий модуль 132 снабжен щелевидным впускным отверстием 212, которое выполнено в виде впускного канала 214, который, например, как можно видеть, прежде всего, на фиг.9, имеет проточное поперечное сечение, сужающееся в направлении течения потока неочищенного газа до места сужения 240.
Кроме того, альтернативно или дополнительно может быть также предусмотрено, что впускной канал 214 имеет проточное поперечное сечение, расширяющееся в направлении течения потока неочищенного газа от места сужения 240.
Впускной канал 214 по направлению вниз ограничивается наклонной направляющей поверхностью 216, которая простирается вверх под наклоном от передних опор 160 несущей конструкции 156 под углом, например, от примерно 40° до примерно 65° по отношению к горизонталям, а также граничащей с нижним концом наклонной направляющей поверхности 216 нижней направляющей пластины 218, которая наклонена по отношению к горизонтали сильнее, чем наклонная направляющая поверхность 216, например под углом от примерно 55° до примерно 70°, и которая через верхний, по существу вертикально направленный участок 220 боковой стенки 178 приемного резервуара 176 вспомогательного материала выступает наружу и вдается во внутреннее пространство 186 приемного резервуара 176 вспомогательного материала.
Таким образом, нижняя направляющая пластина 216 действует как удерживающий элемент 222, который удерживает на расстоянии вспомогательный материал из приемного резервуара 176 вспомогательного материала от впускного отверстия 212, и препятствует, чтобы завихренный вспомогательный материал попадал наружу из приемного резервуара 176 вспомогательного материала на стороне впускного отверстия 212 вдоль боковой стенки 178.
Кроме того, нижняя направляющая пластина 218 предотвращает обрыв течения неочищенного газа после прохождения наклонной направляющей поверхности 216 и гарантирует направленное течение неочищенного газа в приемный резервуар 176 вспомогательного материала.
Нижняя направляющая пластина 218 имеет глубину (то есть протяженность в направлении течения потока неочищенного газа), например, примерно 100 мм.
Наклонная направляющая поверхность 216 и нижняя направляющая пластина 218 простираются в продольном направлении 134 проточной камеры 128 по существу по всей длине впускного отверстия 212, примерно, от 1 м до 2 м, которая приблизительно соответствует протяженности всего фильтрующего модуля 132 в продольном направлении 134.
Верхняя сторона наклонной направляющей поверхности 216 и верхняя сторона нижней направляющей пластины 218 вместе образуют нижнюю направляющую поверхность 224 впускного отверстия 212, которая ограничивает впускное отверстие 212 вниз и на своем верхнем участке 226, образованном посредством наклонной направляющей поверхности 216, имеет по отношению к горизонталям наклон примерно от 40° до примерно 65°, а на своем нижнем участке 228, образованном посредством нижней направляющей пластины 218, имеет по отношению к горизонталям более сильный наклон от примерно 55° до примерно 70°.
По направлению вверх впускное отверстие 212 ограничивается нижним краем передней стенки 166 и верхней направляющей пластиной 230, отстоящей от нижнего края передней стенки 166 наискось вниз во внутреннее пространство фильтрующего модуля 132.
Верхняя направляющая пластина 230, так же как и нижняя направляющая пластина 218, наклонена по отношению к горизонтали под углом, например, от примерно 55° до примерно 70° и простирается в продольном направлении фильтрующего модуля по существу по всей ширине впускного отверстия 212, например 1 м или 2 м.
Верхняя направляющая пластина 230 имеет глубину (то есть протяженность вдоль направления течения потока неочищенного газа), например, примерно 150 мм.
Нижняя сторона верхней направляющей пластины 230 образует верхнюю направляющую поверхность 232, которая ограничивает впускное отверстие 212 наверх и наклонена по отношению к горизонтали под углом, например, от примерно 55° до примерно 70°.
Посредством этой верхней направляющей поверхности 232 для потока неочищенного газа достигается то, что течение неочищенного газа не обрывается на передней стенке 166 фильтрующего модуля 132, а направляется непосредственно вовнутрь приемного резервуара 176 вспомогательного резервуара.
Далее, верхняя направляющая пластина 230 служит в качестве фильтрующего экранирующего элемента 234, так как он выполнен и расположен на впускном отверстии 212 так, что он предотвращает течение поступающего в фильтрующий модуль 132 неочищенного газа непосредственно к фильтрующим элементам 172.
Далее, верхняя направляющая пластина 230 служит в качестве отклоняющего элемента 236, который удерживает на расстоянии от впускного отверстия 212 очищенный фильтрующими элементами 172 материал, содержащий вспомогательный материал и связанные со вспомогательным материалом частицы избыточного распыления.
Материал, падающий от фильтрующих элементов 172 на верхнюю сторону направляющей пластины 230, посредством наклонного положения направляющей пластины 230 направляется в приемный резервуар 176 вспомогательного материала.
При работе фильтрующего модуля 132 как верхняя направляющая поверхность 232, так и верхняя сторона верхней направляющей пластины 230 снабжены покрытием из вспомогательного материала, так что эти поверхности верхней направляющей пластины 230 можно легко чистить, и избыточное распыление не налипает непосредственно на верхнюю направляющую пластину 230.
Как лучше всего можно увидеть на фиг.12, фильтрующий модуль 132 также содержит два защитных элемента 238 в форме примерно треугольных щитков, которые закрывают левую и правую нижние угловые области впускного отверстия 212 так, что вспомогательный материал и избыточное распыление из потока неочищенного газа удерживаются на расстоянии от этих угловых областей впускного отверстия 212 и предотвращаются отложения вспомогательного материала и частиц избыточного распыления в этих угловых областях и вне фильтрующего модуля на наклонной направляющей поверхности 216.
Верхние стороны защитных элементов 238 направлены наискось к вертикалям и наискось к горизонталям и в каждом случае имеют нормаль к поверхности, которая направлена вверх во внутреннее пространство фильтрующего модуля 132.
Посредством вышеописанного варианта осуществления геометрии впускного отверстия 212 достигается то, что впускное отверстие 212 имеет место сужения 240, на котором проточное поперечное сечение впускного отверстия 212 является наименьшим и поэтому скорость неочищенного газа является наибольшей.
Предпочтительно, скорость неочищенного газа в месте сужения составляет от примерно 2 м/с до примерно 8 м/с, прежде всего от примерно 3 м/с до примерно 5 м/с.
Таким образом, эффективно предотвращается попадание вспомогательного материала из внутренней части фильтрующего модуля 132, образующего закрытый бокс, в проточную камеру 128, а оттуда - в область 108 нанесения. Поэтому завихрение вспомогательного материала в приемном резервуаре 176 вспомогательного материала и очистка фильтрующих элементов 172 могут происходить в любой момент без необходимости прерывания подачи неочищенного газа к фильтрующему модулю 132 или даже работы устройств 116 для окрашивания распылением в области 108 нанесения.
Далее, благодаря тому, что поток неочищенного газа выходит из впускного отверстия 212 по направлению в приемный резервуар 176 вспомогательного материала, гарантируется, что во внутреннем пространстве 186 происходит изменение направления потока неочищенного газа. Благодаря этому потоком неочищенного газа захватывается достаточное количество вспомогательного материала, выработанное посредством завихрения из находящегося в приемном резервуаре 176 вспомогательного материала подаваемого материала.
Течение неочищенного газа из проточной камеры 128 через впускное отверстие 212 во внутреннее пространство фильтрующего модуля 132 изображено на фиг.10, как результат симуляции течения. Из него можно ясно видеть, что во внутреннем пространстве фильтрующего модуля 132 образуется круговой поток, горизонтально проходящая ось которого лежит несколько глубже, чем верхний край приемного резервуара 176 вспомогательного материала.
На противоположной впускному отверстию 212 стороне приемного резервуара 176 вспомогательного материала загруженный вспомогательным материалом поток неочищенного газа снова вытекает из приемного резервуара 176 вспомогательного материала и затем распределяется по всей глубине приемного пространства 170 фильтрующего элемента, так что вокруг фильтрующих элементов 172 образуется завихрение, и вследствие высокой динамики, которую получил поток неочищенного газа в месте сужения 240, гарантируется гомогенное распределение вспомогательного материала на отдельные фильтрующие элементы 172.
Так на пути течения поступающего потока неочищенного газа почти не находятся элементы фильтрующего модуля 132, почти полностью предотвращается загрязнение элементов клейким лаком и, несмотря на это, получают благоприятное для фильтрации обтекание фильтрующих элементов 172.
Благодаря тому, что среднее направление течения потока неочищенного газа, поступающего через место сужения 240 в фильтрующий модуль 132, наклонено под углом более чем 40° по отношению к горизонтали, предотвращают образование воздушного шлюза в нижней области приемного пространства 170 фильтрующего элемента, который немедленно перемещал бы очищенный фильтрующими элементами 172 материал снова назад к фильтрующим элементам 172 и мог бы привести к образованию противоположных друг другу воздушных вихрей внутри фильтрующего модуля 132.
Чтобы иметь возможность просто и стабильно соединить друг с другом два фильтрующих модуля 132, расположенных рядом друг с другом в одном ряде 136 модулей, или чтобы иметь возможность соединить один фильтрующий модуль 132 с граничащей поперечной разделительной стенкой 142, несущая конструкция 156 каждого фильтрующего модуля 132 содержит по меньшей мере одну заднюю опору 158, которая имеет по существу плоскую поверхность 242 прилегания, направленную вертикально и в поперечном направлении 112, которая может прилегать к соответствующей поверхности 242 прилегания соседнего фильтрующего модуля 132 или к соседней поперечной разделительной стенке 142 (фиг.7).
Далее, на поверхности 242 прилегания предусмотрены сквозные отверстия для прохождения средств крепления, с помощью которых служащие в качестве соединительного элемента 246 задние опоры 158 имеют возможность соединения с соединительным элементом 246 соседнего фильтрующего модуля 132 или с соседней поперечной разделительной стенкой 142.
Предпочтительно, служащая в качестве соединительного элемента 246 задняя опора 158 имеет примерно U-образный профиль.
Как можно увидеть на фиг.7, каждый средний модуль 140 имеет две служащие в качестве соединительных элементов 246 задние опоры 158 с U-образными профилями, обратные стороны которых обращены друг к другу для того, чтобы средний модуль 140 на обеих сторонах имел возможность соединения с граничащим следующим модулем 132 или с поперечной разделительной стенкой 142.
Как можно увидеть на фиг.8, каждый угловой модуль 138 имеет только одну выполненную в виде соединительного элемента 246 заднюю опору 158 с U-образным профилем; противолежащая задняя опора 158а, которую нет необходимости соединять ни с соседним фильтрующим модулем 132, ни с соседней поперечной разделительной стенкой 142, для повышения своей механической прочности может вместо U-образного профиля иметь Т-образный профиль.
В остальном угловые модули 138 относительно конструкции и функции совпадают с ранее подробно описанными средними модулями 140.
При работе каждого фильтрующего модуля 132 поток 120 неочищенного газа покрывает фильтрующие поверхности фильтрующих элементов 172, при этом на фильтрующих поверхностях осаждается как привнесенный вспомогательный материал, так и привнесенное избыточное распыление мокрого лака, и отфильтрованный неочищенный газ в виде потока отходящего воздуха попадает через пористые поверхности фильтра во внутренние пространства фильтрующих элементов 172, которые соединены с полым пространством внутри основной части 174, от которой фильтрующие элементы 172 находятся на расстоянии. Из этого полого пространства очищенный поток отходящего воздуха попадает в трубу 248 для отвода воздуха, которая ведет от основной части 174 фильтрующих элементов 172 каждого фильтрующего модуля 132 к вытяжному каналу 250, расположенному примерно по центру под камерой 128 потока и проходящему параллельно продольному направлению 134 проточной камеры 128 (смотри, прежде всего, фиг.2 и 3).
Как можно увидеть из схематичного изображения фиг.19, очищенный от избыточного распыления мокрого лака отходящий воздух попадает из вытяжного канала 250 в вытяжной вентилятор 252, откуда очищенный воздух через (не изображенный) охладительный регистр и (не изображенный) подводящий трубопровод, расположенный над областью 108 нанесения (не изображенной) воздушной камеры, подводится к так называемому пленуму.
Из этой воздушной камеры очищенный отходящий воздух через фильтрующую крышку попадает назад в область 108 нанесения.
От подводящего трубопровода ответвляется (не изображенный) отводящий трубопровод, через который часть очищенного потока отходящего воздуха отводится (например, через трубу) в окружающую среду.
Эта отведенная в окружающую среду часть потока отходящего воздуха заменяется свежим воздухом, который подается в проточную камеру 128 по двум устройствам 254 создания воздушной завесы, которые в каждом случае через трубопровод 256 приточного воздуха соединены с (не изображенной) установкой приточного воздуха (фиг.1-3).
Каждое из устройств 256 создания воздушных завес содержит соответственно простирающуюся в продольном направлении 134 проточной камеры 128 камеру приточного воздуха, которая по трубопроводу 256 приточного воздуха снабжается приточным воздухом и через щель 258, простирающуюся вдоль продольного направления 134 и по существу в вертикальном направлении имеет протяженность в диапазоне, например, от примерно 15 см до примерно 50 см, переходит в верхний участок 260 проточной камеры 128, который вверху ограничен областью 108 применения, а внизу - верхними стенками 164 фильтрующих модулей 132.
Щель 258 каждой камеры приточного воздуха расположена чуть выше верхних стенок 164 фильтрующих модулей 132, так что посредством поступления приточного воздуха из камер приточного воздуха в по существу горизонтальном направлении вдоль верхних сторон верхних стенок 164 фильтрующих модулей 132 в проточную камеру 128 на верхней стороне фильтрующих модулей 132 в каждом случае образуется воздушная завеса, которая, исходя от приданого устройства 254 создания воздушной завесы, направлена к месту сужения 262 между верхними краями расположенных друг против друга рядов 136 модулей и вследствие этого предотвращает попадание загруженного избыточным распылением мокрого лака потока 120 неочищенного газа из области 108 нанесения на верхнюю сторону фильтрующих модулей 132 и осаждение избыточного распыления мокрого лака из потока 120 неочищенного газа на верхней стороне фильтрующих модулей 132.
На месте сужения 262 проточной камеры 128 резко уменьшается горизонтальное поперечное сечение проточной камеры 128, через которое протекает неочищенный газ, так что скорость потока неочищенного газа в находящемся ниже места сужения 262 нижнем участке 263 проточной камеры 128 значительно ниже, чем в находящемся выше места сужения 262 верхнем участке 260 проточной камеры 128.
Среднее направление течения воздуха в поперечных воздушных завесах, вырабатываемых устройствами 254 создания воздушной завесы на верхней стороне фильтрующих элементов 132, наглядно объяснено на фиг.3 стрелками 264.
Большая часть проведенного через область 108 нанесения воздуха циркулирует, таким образом, в контуре рециркуляционного воздуха, который содержит область 108 применения, проточную камеру 128, фильтрующие модули 132, трубы 248 для отвода воздуха, вытяжной канал 250, вытяжной вентилятор, а также подводящий трубопровод и воздушную камеру над областью 108 нанесения, при этом предотвращают постоянный нагрев воздуха, циркулирующего в контуре рециркуляционного воздуха, посредством подачи свежего воздуха через устройства 254 создания воздушной завесы.
Так как отделение избыточного распыления мокрого лака из потока 120 неочищенного газа происходит с помощью фильтрующих элементов 172 всухую, то есть без промывания чистящей жидкостью, воздух, циркулирующий в контуре рециркуляционного воздуха, не увлажняется при отделении избыточного распыления мокрого лака, так что для удаления влаги из воздуха, циркулировавшего в контуре рециркуляционного воздуха, не требуются никакие устройства.
Далее, не требуются устройства для отделения избыточного распыления мокрого лака из промывочно-чистящей жидкости.
Благодаря тому, что горизонтальное поперечное сечение проточной камеры 128, через которое может протекать неочищенный газ, является значительно меньшим, чем на верхнем участке 260 проточной камеры 128, вследствие наличия фильтрующих модулей 132 на нижнем участке 263 проточной камеры 128, расположенном ниже места сужения 262 (например, на нижнем участке 263 составляет только от примерно 35% до примерно 50% горизонтальной площади поперечного сечения проточной камеры 128 на верхнем участке 260 проточной камеры), непрерывно увеличивается скорость потока неочищенного газа на его пути от области 108 нанесения через проточную камеру 128 до впускных отверстий 212 фильтрующих модулей 132, так что получают увеличивающийся профиль скоростей в потоке неочищенного газа.
Этот увеличивающийся профиль скоростей влечет за собой то, что выходящие из фильтрующих модулей 132 частицы не могут попадать в область 108 нанесения.
При этом скорость потока неочищенного газа в области 108 нанесения и на верхнем участке 260 проточной камеры 128 составляет, например, примерно до 0,6 м/с, в то время как скорость на нижнем участке 263 проточной камеры 128 находится в диапазоне от примерно 0,6 м/с до примерно 3 м/с, а во впускных отверстиях 212 фильтрующих модулей 132 увеличивается до максимального значения в диапазоне от примерно 3 м/с до примерно 5 м/с.
Вследствие того, что фильтрующие элементы 172 полностью закрыты в фильтрующих модулях 132, возможна активация фильтрующих элементов 172 посредством нанесения вспомогательного материала и очистка фильтрующих элементов 172 в любой момент во время текущего покрасочного процесса в области 108 нанесения.
Если изменяется ширина покрасочной камеры 110, то есть ее протяженность в поперечном направлении 112, то, тем не менее, применяются равновеликие фильтрующие модули 132; подгонка устройства 126 для отделения избыточного распыления мокрого лака в этом случае происходит только посредством увеличения расстояния обоих рядов 136 модулей друг от друга и посредством расширения мостика 146 для прохода.
Таким образом, профиль скоростей потока неочищенного газа при таком расширении покрасочной камеры 110 изменяется только в области до мостика 146 для прохода; отсюда, прежде всего, при прохождении впускных отверстий 212 фильтрующих модулей 132 профиль скоростей зависит еще только от количества протекающего за единицу времени неочищенного газа, а не от геометрии проточной камеры 128.
Расстояние (доступных для прохода) верхних стенок 164 фильтрующих модулей 132 от нижнего края кузовов 102 транспортных средств, перемещаемых через покрасочную камеру 110 из соображений техобслуживания, составляет по меньшей мере примерно 1,5 м.
Фильтрующие элементы 172 очищаются посредством импульсов сжатого воздуха в заданных временных интервалах, когда их загрузка избыточным распылением мокрого лака и вспомогательным материалом достигает предварительно заданной величины.
Эта очистка может (в зависимости от роста падения давления на фильтрующих элементах 172) происходить, например, от одного до шести раз за 8-часовую рабочую смену, то есть примерно каждые 1-8 часов.
Требуемые импульсы сжатого воздуха вырабатываются с помощью устройства 266 пульсирующей подачи воздуха, которое расположено на основной части 174 фильтрующих элементов 172 каждого фильтрующего модуля 132, при этом устройство 266 пульсирующей подачи воздуха в состоянии выдавать импульсы сжатого воздуха в трубопроводы сжатого воздуха, которые проходят внутри соответствующей основной части 174 и от устройства 266 пульсирующей подачи воздуха ведут во внутренние пространства фильтрующих элементов 172 (фиг.19).
Из внутренних пространств фильтрующих элементов 172 импульсы сжатого воздуха через пористые поверхности фильтров попадают в приемное пространство 170 фильтрующего элемента, при этом образованный на поверхностях фильтра предохранительный слой из вспомогательного материала и осажденного на нем избыточного распыления мокрого лака отделяется от поверхностей фильтра, так что поверхности фильтра снова возвращаются в свое очищенное первоначальное состояние.
Устройство 266 пульсирующей подачи воздуха содержит пульсирующий клапан 268, через который сжатый воздух из подводящего трубопровода 270 сжатого воздуха является подводимым к устройству 266 пульсирующей подачи воздуха, который подается компрессором 272 (смотри фиг.19).
К этому подводящему трубопроводу 270 сжатого воздуха через пневмоклапан 274 также подключен трубопровод 196 сжатого воздуха, который ведет к выходным форсункам 200 устройства 198 завихрения.
Далее, к подводящему трубопроводу 270 сжатого воздуха через снабженный пневмоклапаном 276 трубопровод 278 сжатого воздуха также подключено флюидное дно 184 каждого приемного резервуара 176 вспомогательного материала.
Посредством открытия пульсирующего клапана 268, пневмоклапана 274 или же пневмоклапана 276 может попеременно или одновременно начаться очистка фильтрующих элементов 172, завихрение вспомогательного материала в приемном резервуаре 176 вспомогательного материала или же флюидизация вспомогательного материала в приемном резервуаре 176 вспомогательного материала посредством флюидного дна 184.
Между названными пневмоклапанами и компрессором 272 в подводящем трубопроводе 270 сжатого воздуха расположен запорный клапан 280, который является настраиваемым посредством устройства 210 управления на локальном щите управления.
Посредством закрытия запорного клапана 280 устройство 210 управления закрывает подачу сжатого воздуха от компрессора к указанным потребителям сжатого воздуха фильтрующего модуля 132 или всех фильтрующих модулей 132, если оно устанавливает, что достаточный поток неочищенного газа через фильтрующие элементы 172 отсутствует.
Чтобы определить, имеется ли достаточный поток неочищенного газа через фильтрующие элементы 172, может быть, например, предусмотрено, что устройство 210 управления контролирует режим работы вытяжного вентилятора 252.
Этот контроль рабочего режима вытяжного вентилятора 252 может происходить, например, с помощью дифференциального манометра (PDIA) 282, который измеряет падение давления между стороной нагнетания и стороной всасывания вытяжного вентилятора 252.
Альтернативно или дополнительно к этому рабочий режим вытяжного вентилятора 252 может контролироваться устройством 210 управления также с помощью прибора 284 контроля потока (ESA) и/или с помощью частотного преобразователя (SC) 286.
Далее, может быть предусмотрено, что отсутствие достаточного течения неочищенного газа через фильтрующие элементы 172 определяется с помощью расходомера (FIA) 288, который измеряет течение газа через вытяжной канал 250 или через одну или несколько труб 248 для отвода воздуха.
Далее существует возможность определения отсутствия достаточного потока неочищенного газа через фильтрующие элементы 172 посредством измерения падения давления на фильтрующих элементах 172 одного фильтрующего модуля 132 или всех фильтрующих модулей 132.
Если устройство 210 управления на основании переданных ему сигналов дифференциального манометра 282, прибора 284 регулирования тока, частотного преобразователя 284 и/или расходомера 288 устанавливает, что поток неочищенного газа через фильтрующие элементы 172 находится ниже предварительно заданного порогового значения, посредством закрытия запорного клапана 280 закрывается подача сжатого воздуха по меньшей мере к одному из фильтрующих модулей 132.
Таким образом, предотвращается попадание вспомогательного материала в траекторию течения неочищенного газа и, прежде всего, через впускное отверстие 212 фильтрующего модуля 132 в проточную камеру 128 и оттуда в область 108 нанесения вследствие завихрения с помощью устройства 189 завихрения, вследствие очистки фильтрующих элементов 172 или вследствие флюидизации вспомогательного материала в приемном резервуаре 176 вспомогательного материала.
Это блокирование подачи сжатого воздуха может происходить для всех фильтрующих модулей 132 вместе или для отдельных фильтрующих модулей 132 отдельно друг от друга. В последнем случае определение отсутствия достаточного течения неочищенного газа через фильтрующие элементы 172 происходит для каждого из фильтрующих модулей отдельно, и либо для каждого фильтрующего модуля 132 предусмотрен собственный компрессор 272, либо подводящие трубопроводы 270 сжатого воздуха к отдельным фильтрующим модулям 132 выполнены с возможностью запирания или открытия по отдельности через переключаемые отдельно друг от друга запорные клапаны 280.
У вышеописанного устройства 126 для отделения избыточного распыления мокрого лака вспомогательный материал добавляется в поток неочищенного газа исключительно внутри фильтрующих модулей 132 посредством завихрения вспомогательного материала в соответствующем приемном резервуаре 176 вспомогательного материала.
Для того чтобы иметь возможность подачи свежего вспомогательного материала в жестко смонтированные в своем рабочем положении внутри фильтрующих модулей 132 приемные резервуары 176 вспомогательного материала, устройство 126 для отделения избыточного распыления мокрого лака содержит схематично изображенное на фиг.17 устройство 290 подачи вспомогательного материала, которое содержит промежуточный резервуар 292, который может быть выполнен в виде емкости с функцией флюидизации (blowpots) или в виде простого резервуара для флюидизации.
Сами по себе емкости с функцией флюидизации известны, например, из JP 02123025 А или JP 06278868 А и до сих пор в покрасочных установках применялись для того, чтобы подавать порошковое лакокрасочное покрытие к находящимся вблизи распылителей резервуарам нанесения. Речь идет о относительно маленьких запирающихся резервуарах с воздухопроницаемым дном, через которое воздух направляется в резервуар для флюидизации порошка и его подачи.
В то время как емкость с функцией флюидизации может опорожняться посредством нагнетания псевдоожижающего воздуха, в другом случае для подачи материала к резервуару для флюидизации подключается насос-дозатор 293 порошка (смотри фиг.1), такой как, например, так называемый DDF-насос, описанный в WO 03/024612 или другой насос-дозатор, работающий по аэрозольному принципу с переменой режимов всасывания/нагнетания, такой как известный, например, из ЕР 1427536 В1, WO 2004/087331 A1 или из фиг.3 DE 10130173 A1.
Для заполнения промежуточного резервуара 292 над ним расположен больший по размеру накопительный резервуар (бочка или мягкий контейнер «Big Bag») 294 для свежего вспомогательного материала, из которого в самом простом случае материал может сыпаться в промежуточный резервуар (бункер) 292 через закрывающееся заслонкой отверстие. Для того чтобы иметь возможность непрерывного наполнения промежуточного резервуара 292 также во время подачи материала и избежать потерь времени при эксплуатации, предпочтительно между накопительным резервуаром 294 и промежуточным резервуаром 292 расположено механическое устройство 296 подачи, например лопастной затвор или шнековый транспортер. При использовании такового устройства подачи можно предпочтительным образом также регулировать количество заполняющего вещества, в случае с лопастным затвором на основании заранее определенного количества заполняющего вещества на ячейку.
Промежуточный резервуар 292 соединен с каждым из приемных резервуаров 176 вспомогательного материала через разветвляющийся на две ветви 298а, 298b главный трубопровод 300, от которого отводные трубопроводы 302 ведут в каждом случае к одному из приемных резервуаров 176 вспомогательного материала. При этом каждая из ветвей 298а, 298b главного трубопровода 300 ведет в каждом случае к приемным резервуарам 176 вспомогательного материала одного ряда 136 модулей.
Предпочтительно, главный трубопровод 300 состоит из гибких шлангов.
Для этого могут применяться шланги с внутренним диаметром до примерно 14 мм, прежде всего от примерно 6 мм до примерно 12 мм.
Отводные трубопроводы 302 могут быть выполнены в форме труб и снабжаться механическим пережимным клапаном 304, при этом в направлении течения потока вспомогательного материала позади ответвления соответствующего отводного трубопровода 302 расположен в каждом случае второй пережимной клапан 306.
Другие пережимные клапаны 309 расположены на разветвлении обеих ветвей 298а, 298b главного трубопровода 300 для того, чтобы иметь возможность по мере надобности открывать или закрывать эти обе ветви 298а, 298b.
При эксплуатации устройства 290 подачи вспомогательного материала главный трубопровод 300 и все отводные трубопроводы 302 сначала являются пустыми. Если необходимо загрузить определенный приемный резервуар 176 вспомогательного материала свежим вспомогательным материалом, главный трубопровод запирается посредством закрытия приданного пережимного клапана 306 позади места ответвления соответствующего отводного трубопровода 302, упомянутый отводной трубопровод 302 открывается посредством открытия приданного пережимного клапана 304, и затем вспомогательный материал подается из промежуточного резервуара 292 в упомянутый приемный резервуар 176 вспомогательного материала.
Затем опорожняется и промывается вышеописанная траектория движения в упомянутый приемный резервуар 176 вспомогательного материала. Это дает преимущество в том, что количество загружаемого материала всегда точно определено и дозировано, и что траектория движения не может быть заблокирована, так как в загруженных приемных резервуарах 176 вспомогательного материала постоянно происходит промывка.
Каждый из отводных трубопроводов 302 переходит в одну из боковых стенок 178 приданного приемного резервуара 176 вспомогательного материала, предпочтительно в области рядом с верхним краем приемного резервуара 176 вспомогательного материала, чтобы через отводной трубопровод 302 могло подаваться по возможности большее количество вспомогательного материала.
Отводной трубопровод 302, который ведет к последнему приемному резервуару 176 вспомогательного материала ряда 136 модулей, не нуждается в размещении пережимных клапанов, так как для загрузки этого последнего приемного резервуара 176 вспомогательного материала должны быть открыты лишь все расположенные на главном трубопроводе 300 выше по течению от этого приемного резервуара 176 вспомогательного материала пережимные клапаны 306 и 309.
Вместо вышеописанных расположений пережимных клапанов на ответвлениях проводящей системы вспомогательного материала могут быть предусмотрены сами по себе известные механические распределительные блоки с пережимными клапанами или другие формы порошковых распределителей.
Чтобы перед подачей свежего вспомогательного материала к приемному резервуару 176 вспомогательного материала извлечь накопленный в нем смешанный с избыточным распылением вспомогательный материал, и иметь возможность его передачи на удаление или последующую утилизацию, устройство 126 для отделения излишнего распыления мокрого лака также содержит схематично изображенное на фиг.18 отводящее устройство 308 для вспомогательного материала.
Со своей стороны, отводящее устройство 308 для вспомогательного материала содержит всасывающий вентилятор 310, например пылевой всасывающий вентилятор, который перемещает использованный вспомогательный материал из главного трубопровода 312, который разветвляется на две ветви 314а, 314b, в сборный резервуар 316, расположенный под всасывающим вентилятором 310.
Соответственно одна из ветвей 314а, 314b главного трубопровода 312 ведет к приемному резервуару 176 вспомогательного материала ряда 136 модулей и через соответственно запирающийся с помощью запорного клапана 320 отводной трубопровод 318 присоединяется к каждому из приемных резервуаров 176 вспомогательного материала упомянутого ряда 136 модулей.
На конце каждой ветви 314а, 314b главного трубопровода 312 расположен в каждом случае шаровый кран 322, через который при необходимости имеется возможность подачи транспортирующего воздуха в главный трубопровод 312, чтобы облегчить отсасывание вспомогательного материала из главного трубопровода 312 к всасывающему вентилятору 310.
Отводные трубопроводы 318 переходят в каждом случае чуть выше флюидного дна 184 во внутреннее пространство 186 соответствующего приемного резервуара 176 вспомогательного материала, предпочтительно в угловой области приемного резервуара 176 вспомогательного материала, в которой две боковые стенки 178 граничат друг с другом.
Особо благоприятным для эффективного и по возможности полного отсасывания использованного вспомогательного материала из приемного резервуара 176 является, если отводной трубопровод 318 разветвляется на два отсасывающих трубопровода, каждый из которых на другой угловой области переходит во внутреннее пространство 186 приемного резервуара 176 вспомогательного материала.
Если требуется опорожнить определенный приемный резервуар 176 вспомогательного материала от перемешанного с избыточным распылением использованного вспомогательного материала, то для этого открывается пережимной клапан 320 приданного отводного трубопровода 318 и материал, имеющийся в приемном резервуаре 176 вспомогательного материала, с помощью всасывающего вентилятора 310 всасывается через отводной трубопровод 318 и главный трубопровод 312 и перемещается в сборный резервуар 316.
Процесс отсасывания завершается закрытием приданного запорного клапана 320.
Во время процесса отсасывания на длительное время приводится в действие флюидное дно 184 упомянутого приемного резервуара 176 вспомогательного материала, то есть во время всего процесса отсасывания через него протекает сжатый воздух, чтобы флюидизировать подлежащий отсасыванию материал и делать его хорошо текучим.
Далее, отсасывание использованного материала из приемного резервуара 176 вспомогательного материала может усиливаться тем, что во время процесса отсасывания непрерывно или с интервалами (например, 6×5 секунд в минуту) приводится в действие устройство 198 завихрения упомянутого приемного резервуара 176 вспомогательного материала, так как посредством подачи подлежащего отсасыванию материала со сжатым воздухом сверху через выходные форсунки 200 материал разрыхляется и движется по направлению к выходным отверстиям отводного трубопровода 318.
Если отсасывание использованного вспомогательного материала из приемного резервуара 176 вспомогательного материала функционирует небезупречно, что можно распознать по тому, что приданный датчик 204 уровня заполнения сообщает о более не падающем уровне заполнения, работа устройства 126 для отделения избыточного распыления мокрого лака не должна прерываться. Напротив, вместо этого вспомогательный материал может отсасываться из другого приемного резервуара 176 вспомогательного материала, который подключен на той же ветви 314а или 314b главного трубопровода 312. Таким образом, во многих случаях может устраняться блокада транспортировки материала из блокированного приемного резервуара 176 вспомогательного материала, так что затем материал может отсасываться из ранее блокированного приемного резервуара 176 вспомогательного материала.
Материал, отсосанный из приемного резервуара 176 вспомогательного материала, который содержит вспомогательный материал вместе с частицами избыточного распыления, может удаляться или, при необходимости, после подготовки использоваться повторно по меньшей мере частично в установке для нанесения покрытия.
Далее, может быть предусмотрено выбирать вещества вспомогательного материала таким образом, что они после использования могут использоваться для иных целей, чем для нанесения покрытия на заготовки. Например, использованный вспомогательный материал может применяться в качестве изоляционного материала или, например, термически использоваться в производстве кирпича, или цемента, или подобного, при этом связанное с вспомогательным материалом избыточное распыление мокрого лака может использоваться также как энергоноситель при необходимом для производства процессе сгорания.
После отсасывания использованного вспомогательного материала из приемного резервуара 176 вспомогательного материала тот же самый резервуар с помощью вышеописанного подающего устройства 290 вспомогательного материала заполняется свежим вспомогательным материалом, а именно, например, до первого уровня заполнения примерно в 50% от общей вместимости приемного резервуара 176 вспомогательного материала.
Благодаря скоплению избыточного распыления мокрого лака, которое имеет меньшую плотность, чем вспомогательный материал, в смеси из вспомогательного материала и избыточного распыления, которая присутствует в приемном резервуаре 176 вспомогательного материала, плотность этой смеси постоянно уменьшается во время работы фильтрующего модуля 132, так что предохранительный слой, образующийся на фильтрующих элементах 172 фильтрующего модуля 132, постоянно увеличивается в объеме.
Поэтому уровень заполнения материала в приемном резервуаре 176 непосредственно перед процессом очистки фильтрующих элементов 172 постоянно уменьшается.
При предварительно заданном остаточном уровне заполнения, который соответствует, например, примерно 10% вместимости приемного резервуара 176 вспомогательного материала, смешанный с избыточным распылением вспомогательный материал отсасывается из приемного резервуара 176 вспомогательного материала, как описано выше. За счет отсасывания перед процессом очистки фильтрующих элементов достигается то, что ставший непригодным материал, который накопился в приемном резервуаре 176 вспомогательного материала и не образует предохранительный слой на фильтрующих элементах 172, преимущественно извлекается из приемного резервуара 176 вспомогательного материала.
Альтернативно этому способу действия может также предусматриваться, что уровень заполнения материала в приемном резервуаре 176 вспомогательного материала каждый раз измеряется после процесса очистки фильтрующих элементов 172 фильтрующего модуля 132, и процесс отсасывания начинается, когда достигнут предварительно заданный наивысший уровень заполнения, например 90% максимальной вместимости приемного резервуара 176 вспомогательного материала.
В каждом случае уровень заполнения материала в приемном резервуаре 176 вспомогательного материала, который запускает процесс отсасывания, определяется с помощью датчика 204 уровня заполнения, который расположен в соответствующем приемном резервуаре 176 вспомогательного материала.
Изображенная на фиг.20 в схематичном поперечном разрезе вторая форма осуществления установки 100 для покраски кузовов 102 транспортных средств отличается от вышеописанной первой формы осуществления тем, что над фильтрующими модулями 132 расположены отдельные направляющие листы 324 поперечных воздушных завес, которые служат для того, чтобы направлять подведенный устройствами 254 создания воздушных завес приточный воздух к месту сужения 262 между верхним участком 260 и нижним участком 263 проточной камеры 128.
Эти направляющие листы 324 поперечных воздушных завес наклонены под углом, например, примерно 1° по отношению к горизонтали к соседней боковой стенке 130 проточной камеры 128, так что попадающие сверху на направляющие листы 324 поперечных воздушных завес жидкости стекают не к месту сужения 262, а к боковым стенкам 130.
Таким образом, гарантируется, что вытекающий из области 108 нанесения лак, например, вследствие трещины шланга, или промывочная вода не попадают в нижний участок 263 проточной камеры 128 и оттуда в фильтрующие модули 132, а могут стекать на сторонах проточной камеры 128.
Далее, в этой форме осуществления мостик 146 для прохода подразделен между рядами 136 модулей на две выполненные по существу зеркально симметрично вертикальной к продольной средней плоскости 326 проточной камеры 128 половины 328а, 328b, которые в каждом случае под углом, например, примерно от 1° до примерно 3° наклонены по отношению к горизонталям по направлению к продольной средней плоскости 326 так, что попадающие сверху на мостик 146 для прохода жидкости, такие как, например, лак или промывочная вода, не попадают через боковые грани 330 мостика 146 для прохода к впускным отверстиям 212 фильтрующих модулей 132, а удерживаются в середине мостика 146 для прохода.
Как мостик 146 для прохода, так и направляющие листы 324 поперечных воздушных завес дополнительно в продольном направлении 134 проточной камеры 128 могут быть наклонены по отношению к горизонтали, так что находящиеся на этих элементах жидкости вследствие действия силы тяжести могут стекать к сливному отверстию.
В остальном изображенная на фиг.20 вторая форма осуществления установки 100 для покраски кузовов 102 транспортных средств относительно конструкции и действия совпадает с изображенной на фиг.1-19 первой формой осуществления, на вышестоящее описание которой в этом отношении приводится ссылка.
Приемные резервуары 176 вспомогательного материала фильтрующих модулей 132 вышеописанных установок 100 для покраски кузовов 102 транспортных средств альтернативно или дополнительно к изображенному на фиг.13 флюидному дну 184 могут также иметь другие находящиеся в приемном резервуаре 176 вспомогательного материала устройства 332 для перемешивания материала, например схематично изображенный на фиг.21 и 22 смесительный аппарат 334 с пневматическим приводом.
Смесительный аппарат 334 с пневматическим приводом содержит мешалку 336 по меньшей мере с расположенными по существу на вертикально направленном валу 338 мешалки без возможности поворота двумя лопастями 340 мешалки и изображенную на фиг.21 и 22 чисто схематически турбину 342 смесительного аппарата, с помощью которой вал 338 мешалки имеет возможность привода во вращательное движение вокруг своей вертикальной оси.
Лопасти 340 мешалки расположены на валу 338 мешалки на угловом расстоянии, например, примерно 180° и в осевом направлении вала 338 мешалки со смещением друг против друга.
К турбине 342 смесительного аппарата может подаваться сжатый воздух по подводящему трубопроводу 344 сжатого воздуха.
Если к турбине 342 смесительного аппарата подается сжатый воздух по подводящему трубопроводу 344 сжатого воздуха, то подведенный сжатый воздух приводит турбину 342 смесительного аппарата во вращательное движение вокруг ее вертикальной оси, после чего также приходит в движение соединенный с турбиной 342 смесительного аппарата без возможности поворота вал 338 мешалки.
При этом материал, находящийся в приемном резервуаре 176 вспомогательного материала, перемешивается посредством вращающихся лопастей 340 мешалки, и поверхность материала, находящегося в приемном резервуаре 176 вспомогательного материала, выравнивается. В приемном резервуаре 176 вспомогательного материала обрушаются своды материала, образованные посредством образования пустот.
Таким образом, достигается хорошее перемешивание материала в приемном резервуаре 176 вспомогательного материала и выравнивание уровня заполнения материала внутри приемного резервуара 176 вспомогательного материала.
Посредством пневматического привода смесительного аппарата 334 предотвращается искрообразование внутри приемного резервуара 176 вспомогательного материала и гарантируется достаточная взрывозащита.
Изображенная на фиг.23 и 24 альтернативная форма осуществления устройства 332 для перемешивания находящегося в приемном резервуаре 176 вспомогательного материала содержит электродвигатель 346, который расположен сбоку вблизи от приемного резервуара 176 вспомогательного материала, и ведомый вал 348 которого проведен через боковую стенку 178 приемного резервуара 176 вспомогательного материала и снабжен несколькими, например четырьмя, лопастями 350, которые расположены без возможности поворота на ведомом валу 348 и на угловом расстоянии, например, в каждом случае примерно 90°, а также в осевом направлении приводного вала 348 со смещением друг против друга.
Посредством вращения приводного вала 348 с помощью электродвигателя 346 вокруг своей направленной по существу горизонтально оси лопасти 350 приводятся в движение, посредством чего лопасти 350 перемешивают находящийся в приемном резервуаре 176 вспомогательного материала материал и выравнивают его поверхность, а также обрушают своды материала, образующиеся в приемном резервуаре 176 вспомогательного материала.
Реконструкция уже существующего устройства 126 для отделения избыточного распыления мокрого лака из содержащего частицы избыточного распыления потока неочищенного газа при использовании фильтрующих модулей 132 вышеописанных установок 100 может происходить следующим образом:
Сначала демонтируется часть существующей установки, так что высвобождается занимаемое фильтрующим модулем 132 в его рабочем положении пространство.
Затем фильтрующий модуль 132 располагается в высвобожденном таким образом рабочем положении и соединяется с несущей конструкцией для области 108 нанесения, прежде всего со стенками 114 камеры покрасочной камеры 110.
Затем эти этапы повторяются до тех пор, пока все фильтрующие модули не будут расположены в своих рабочих положениях и не соединятся с несущей конструкцией для области 108 нанесения.
Таким образом, например, существующее устройство для влажного отделения избыточного распыления мокрого лака может быть заменено на вышеописанное устройство 126 модульной конструкции для сухого отделения избыточного распыления мокрого лака без необходимости демонтажа области 108 нанесения установки 100 для покраски кузовов 102 транспортных средств.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФИЛЬТРУЮЩЕЕ УСТРОЙСТВО И СПОСОБ СЕПАРАЦИИ ИЗБЫТОЧНОГО РАСПЫЛЕНИЯ МОКРОГО ЛАКА | 2008 |
|
RU2466772C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ СЕПАРАЦИИ ИЗБЫТОЧНОГО РАСПЫЛЕНИЯ МОКРОГО ЛАКА | 2009 |
|
RU2488449C2 |
| ФИЛЬТРУЮЩЕЕ УСТРОЙСТВО И СПОСОБ ОТДЕЛЕНИЯ ПЕРЕРАСПЫЛА ЛАКА | 2011 |
|
RU2586698C2 |
| УСТАНОВКА ДЛЯ ЛАКИРОВАНИЯ ИЗДЕЛИЙ | 2006 |
|
RU2430791C1 |
| ОКРАСОЧНАЯ УСТАНОВКА И СПОСОБ ЭКСПЛУАТАЦИИ ОКРАСОЧНОЙ УСТАНОВКИ | 2012 |
|
RU2615521C2 |
| УСТАНОВКА ДЛЯ ЛАКИРОВАНИЯ ИЗДЕЛИЙ | 2006 |
|
RU2465069C1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ОБРАЗУЕМОГО ЖИДКИМ ЛАКОМ КРАСОЧНОГО ТУМАНА | 2006 |
|
RU2392062C2 |
| ФИЛЬТРУЮЩАЯ УСТАНОВКА И СПОСОБ ЭКСПЛУАТАЦИИ ФИЛЬТРУЮЩЕЙ УСТАНОВКИ | 2012 |
|
RU2609177C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ПЕРЕРАБОТКИ ВСПОМОГАТЕЛЬНОГО МАТЕРИАЛА И ПЕРЕРАБАТЫВАЮЩАЯ УСТАНОВКА | 2012 |
|
RU2613410C2 |
| МОДУЛЬНАЯ УСТАНОВКА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ ПРЕДМЕТОВ | 2011 |
|
RU2572897C2 |
Изобретение относится к способу внесения вспомогательного материала в путь течения загруженного избыточным распылением мокрого лака и может быть использовано в сухой отделительной системе избыточного распыления для покрасочных камер в автомобильной промышленности и во всей области промышленных лакокрасочных установок. В способе вносят вспомогательный материал в путь течения загруженного избыточным распылением мокрого лака потока неочищенного газа. Вспомогательный материал вносят до того, как поток газа пройдет по меньшей мере через один фильтрующий элемент, для отделения избыточного распыления из потока газа. Затем определяют имеется ли достаточное течение неочищенного газа по меньшей мере через один фильтрующий элемент. Если устанавливают, что достаточное течение неочищенного газа отсутствует, то блокируют внесение вспомогательного материала в путь течения потока неочищенного газа. Устройство для внесения вспомогательного материала содержит определительное устройство для определения, имеется ли достаточное течение неочищенного газа по меньшей мере через один фильтрующий элемент. Кроме того, устройство содержит блокировочное устройство для блокировки внесения вспомогательного материала в путь течения потока, если определительное устройство определяет отсутствие достаточного течения неочищенного газа. Также имеется устройство для отделения избыточного распыления мокрого лака из содержащего частицы избыточного распыления потока неочищенного газа и установка для покраски предметов, прежде всего кузовов транспортных средств. Техническим результатом изобретения является стабильность процесса при неисправностях и обеспечение возможности защиты чувствительных элементов установки при неполадках в работе. 4 н. и 19 з.п. ф-лы, 24 ил.
1. Способ внесения вспомогательного материала в путь течения загруженного избыточным распылением мокрого лака потока (120) неочищенного газа до того, как поток (120) неочищенного газа пройдет по меньшей мере через один фильтрующий элемент (172) для отделения избыточного распыления из потока (120) неочищенного газа, отличающийся следующими этапами способа:
- определение, имеется ли достаточное течение неочищенного газа по меньшей мере через один фильтрующий элемент (172), и
- блокировка внесения вспомогательного материала в путь течения потока (120) неочищенного газа, если устанавливают, что достаточное течение неочищенного газа отсутствует.
2. Способ по п.1, отличающийся тем, что внесение вспомогательного материала в путь течения потока (120) неочищенного газа происходит посредством завихрения вспомогательного материала, находящегося в приемном резервуаре (176) вспомогательного материала, посредством устройства (198) завихрения и что при отсутствии достаточного течения неочищенного газа работу устройства (198) завихрения блокируют.
3. Способ по п.1, отличающийся тем, что внесение вспомогательного материала в путь течения потока (120) неочищенного газа происходит посредством очистки вспомогательного материала по меньшей мере с одного фильтрующего элемента (172) и что при отсутствии достаточного течения неочищенного газа очистку по меньшей мере одного фильтрующего элемента (172) блокируют.
4. Способ по одному из пп.1-3, отличающийся тем, что отсутствие достаточного течения неочищенного газа определяют на основании падения давления по меньшей мере на одном фильтрующем элементе (172).
5. Способ по одному из пп.1-3, отличающийся тем, что отсутствие достаточного течения неочищенного газа определяют на основании режима работы расположенного ниже по потоку от по меньшей мере одного фильтрующего модуля (172) вентилятора (252).
6. Способ по п.5, отличающийся тем, что режим работы вентилятора (252) контролируют посредством устройства контроля потока.
7. Способ по п.5, отличающийся тем, что режим работы вентилятора (252) контролируют посредством частотного преобразователя (286).
8. Способ по п.5, отличающийся тем, что режим работы вентилятора (252) контролируют посредством измерения падения давления на вентиляторе (252).
9. Способ по п.1, отличающийся тем, что отсутствие достаточного течения неочищенного газа определяют посредством расходомера (288).
10. Способ по п.9, отличающийся тем, что применяют расходомер (288), расположенный ниже по потоку от по меньшей мере одного фильтрующего элемента (172).
11. Устройство для внесения вспомогательного материала в путь течения загруженного избыточным распылением мокрого лака потока (120) неочищенного газа до того, как поток (120) неочищенною газа пройдет по меньшей мере через один фильтрующий элемент (172) для отделения избыточного распыления из потока (120) неочищенного газа, отличающееся тем, что устройство содержит следующее:
- определительное устройство для определения, имеется ли достаточное течение неочищенного газа по меньшей мере через один фильтрующий элемент (172), и
- блокировочное устройство для блокировки внесения вспомогательного материала в путь течения потока (120) неочищенного газа, если определительное устройство определяет отсутствие достаточного течения неочищенного газа.
12. Устройство по п.11, отличающееся тем, что устройство содержит устройство (210) управления, которое служит в качестве определительного устройства для определения, имеется ли достаточное течение неочищенного газа, и/или в качестве блокировочного устройства для блокировки внесения вспомогательного материала в путь течения потока (120) неочищенного газа.
13. Устройство по п.11, отличающееся тем, что устройство содержит по меньшей мере одно устройство (198) завихрения для завихрения вспомогательного материала, находящегося в приемном резервуаре (176) вспомогательного материала, и что работа устройства (198) завихрения является блокируемой при отсутствии достаточного течения неочищенного газа.
14. Устройство по п.11, отличающееся тем, что устройство содержит чистящее устройство (266) для очистки вспомогательного материала по меньшей мере с одного фильтрующего элемента (172) и что работа чистящего устройства (266) является блокируемой при отсутствии достаточного течения неочищенного газа.
15. Устройство по п.11, отличающееся тем, что устройство содержит датчики давления для измерения падения давления по меньшей мере на одном фильтрующем элементе (172).
16. Устройство по п.11, отличающееся тем, что устройство содержит по меньшей мере одно устройство для контроля режима работы расположенного ниже по потоку от по меньшей мере одного фильтрующего элемента (172) вентилятора (252).
17. Устройство по п.16, отличающееся тем, что устройство содержит прибор (284) контроля потока для контроля режима работы вентилятора (252).
18. Устройство по п.16, отличающееся тем, что устройство содержит частотный преобразователь (286) для контроля режима работы вентилятора (252).
19. Устройство по п.16, отличающееся тем, что устройство содержит дифференциальный манометр (282) для измерения падения давления на вентиляторе (252).
20. Устройство по п.11, отличающееся тем, что устройство содержит по меньшей мере один расходомер (288).
21. Устройство по п.20, отличающееся тем, что по меньшей мере один расходомер (288) расположен ниже по потоку от по меньшей мере одного фильтрующего элемента (172).
22. Устройство для отделения избыточного распыления мокрого лака из содержащего частицы избыточного распыления потока неочищенного газа, содержащее по меньшей мере один фильтрующий элемент (172) для отделения избыточного распыления из потока (120) неочищенного газа и по меньшей мере одно устройство для внесения вспомогательного материала в путь течения загруженного избыточным распылением мокрого лака потока (120) неочищенного газа по одному из пп.11-21.
23. Установка для покраски предметов, прежде всего кузовов (102) транспортных средств, содержащая по меньшей мере одну область (108) нанесения для нанесения мокрого лака на подлежащие покраске предметы и по меньшей мере одно устройство (126) для отделения избыточного распыления мокрого лака по п.22.
| DE 102005048579 A1, 12.04.2007 | |||
| DE 102005013711 A1, 28.09.2006 | |||
| DE 4211465 A1, 14.10.1993 | |||
| DE 10361266 A1, 28.07.2005 | |||
| DE 3925818 A1, 07.02.1991 | |||
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Устройство для получения металлического порошка из расплава | 1989 |
|
SU1704925A1 |
| Способ токарной обработки | 1988 |
|
SU1704926A1 |
| УСТАНОВКА ДЛЯ ОКРАСКИ АВТОМОБИЛЯ | 1995 |
|
RU2128088C1 |

