Изобретение относится к керамической и авиационной отраслям промышленности и может быть использовано в производственном процессе керамических обтекателей летательных аппаратов.
Существующий процесс производства керамического обтекателя, использующий склеивание керамической оболочки и шпангоута, построен таким образом, что при наличии дефекта клеевого соединения, например, непроклея, изделие отбраковывается и утилизируется. Отсутствие способа разборки клеевого соединения обтекателя приводит к тому, что выбрасываются дорогостоящие компоненты изделия (керамическая оболочка и металлический шпангоут).
Опыт показывает, что для разборки обтекателей необходимо выполнить две операции:
- уничтожить адгезионный слой клеевого соединения со стороны металла или керамики;
- снять оболочку со шпангоута путем приложения осевой нагрузки.
Одним из способов уничтожения адгезионного слоя является его выдержка при температуре, выше той, при которой начинаются процессы термодеструкции. Результаты исследований показывают, что деструктивные процессы в кремнийорганических герметиках, которые используются в узле соединения керамического обтекателя, начинаются при температурах около 300°С.
Известны способы разборки различных соединений, использующие нагрев [Патент РФ №2106233, МПК В23Р 19/02, опубл. 10.03.1998; Патент РФ №2116878, МПК В23Р 19/02, опубл. 10.08.1998]. Среди таких способов можно выделить способ разделения композиционного материала титан-сталь [Патент РФ №2305624, МПК B26F 3/06, опубл. 10.09.2007]. Недостатком данного способа является неприменимость его для разборки клеевого соединения металлического шпангоута и керамической оболочки. Длительное тепловое воздействие на все соединение приведет к распору керамической оболочки металлическим шпангоутом вследствие разницы ТКЛР материалов.
Наиболее близким по технической сущности является способ разделения композиционных прочносоединенных монолитных материалов со сплошной границей раздела, в том числе соединений металл-керамика [Патент РФ №2093351, МПК B26F 3/00, опубл. 20.10.1997]. Способ включает создание разрушающего усилия в объеме монолита путем приложения одновременно по всему периметру поверхности соединения материалов импульсной нагрузки с образованием ударной волны. Ударная волна, направленная вглубь монолита, обеспечивает создание на границе разнородных материалов напряжений, превышающих силы их сцепления. Данный способ используется для минимизации затрат в процессах утилизации и переработки. Для случаев, когда необходимо сохранить в целостности составляющие элементы соединения, этот способ малоприменим. Особенно это касается соединений с керамикой, являющейся хрупким материалом, чувствительным к большим импульсным нагрузкам.
Техническим результатом заявляемого изобретения является исключение разрушения керамической оболочки при тепловом воздействии на соединение. Указанный технический результат достигается тем, что в способе разборки обтекателя летательного аппарата, содержащего керамическую оболочку и металлический шпангоут, включающем нагрев соединения, нагрев нагревателем соединения керамической оболочки с металлическим шпангоутом эластичным клеем осуществляют через локальный участок шпангоута до полного уничтожения адгезионного слоя на этом участке с последующим перемещением нагревателя по всей поверхности шпангоута, после чего к керамической оболочке для съема ее со шпангоута прикладывают осевую нагрузку, направленную от торца обтекателя.
Сущность способа заключается в том, что тепло к клеевому слою с помощью нагревателя подводится локально (через нагрев локального участка шпангоута) с последующим перемещением нагревателя по всей внутренней поверхности металлического шпангоута. Эластичное клеевое соединение, коим является кремнийорганический герметик, позволяет релаксировать локально возникающие напряжения в клее, обусловленные разницей в ТКЛР материалов шпангоута и оболочки. Для исключения сильного прогрева всего шпангоута, приводящего к распору оболочки, могут использоваться следующие приемы:
- чередование интервалов нагрева локального участка с интервалами охлаждения всего шпангоута;
- принудительное охлаждение участков шпангоута, которые не подвергаются в данный момент нагреву;
- уменьшение площади нагреваемых локальных участков.
Способ иллюстрирует фигура. Нагрев шпангоута 1 осуществляется локально нагревателем 2. Для локального нагрева шпангоута можно использовать различные способы: радиационный, контактный, индукционный и пр. Через шпангоут тепло передается клеевому соединению 3. Время нагрева в локальном месте («пятне» нагрева), необходимое для уничтожения адгезионного слоя соединения, определяется экспериментально. Уничтожение адгезионного слоя по всей поверхности осуществляют путем перемещения «пятна» нагрева. После этого оболочку 4 снимают со шпангоута 1 путем приложения осевой нагрузки F, направленной от торца обтекателя.
Способ реализован следующим образом. Нагрев шпангоута, соединенного с керамической оболочкой кремнийорганическим герметиком У-2-28, производится локально с помощью газовой горелки. Площадь «пятна» нагрева - около 10 см2. Мощность нагрева и время, необходимое для уничтожения адгезионного слоя на локальном участке, подбирается отдельно для каждого вида обтекателя. Во время нагрева температура поверхности металлического шпангоута не превышает 500°С. Перемещение нагревателя по поверхности шпангоута осуществляется вручную. После нагрева всей поверхности соединения к оболочке прикладывается осевая нагрузка с помощью создания давления в резиновом мешке, установленном во внутренней полости обтекателя.
Для исключения сильного прогрева всего шпангоута можно применить принудительное охлаждение поверхности шпангоута. Для этого используется рубашка водяного охлаждения, выполненная, например, в виде плоского резинового мешка с проточной водой. Во время нагрева какого-либо участка шпангоута к его остальной части прикладывается рубашка охлаждения.
Исследования показывают, что нагрев соединения до температур 400-500°С не меняет физико-механические свойства составных элементов (металлического шпангоута и керамической оболочки). Поэтому их можно использовать для сборки нового обтекателя.
Предлагаемый способ может найти широкое применение для разборки клеевых соединений различных оболочек вращения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ разборки эластомерного клеевого соединения обтекателя летательного аппарата | 2018 |
|
RU2676622C1 |
| СПОСОБ РАЗБОРКИ УЗЛА КЛЕЕМЕХАНИЧЕСКОГО БАЙОНЕТНОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2015 |
|
RU2604557C1 |
| Способ испытания керамических оболочек | 2018 |
|
RU2697410C1 |
| УЗЕЛ КРЕПЛЕНИЯ КЕРАМИЧЕСКОЙ ОБОЛОЧКИ АНТЕННОГО ОБТЕКАТЕЛЯ С МЕТАЛЛИЧЕСКИМ ШПАНГОУТОМ | 2014 |
|
RU2559732C1 |
| Способ тепловых испытаний керамических оболочек | 2017 |
|
RU2649248C1 |
| Способ тепловых испытаний металлических шпангоутов керамических обтекателей | 2017 |
|
RU2649245C1 |
| Антенный обтекатель | 2018 |
|
RU2690040C1 |
| АНТЕННЫЙ ОБТЕКАТЕЛЬ | 2011 |
|
RU2464679C1 |
| СПОСОБ КОНТРОЛЯ УЗЛА СОЕДИНЕНИЯ КЕРАМИЧЕСКОГО ОБТЕКАТЕЛЯ | 2015 |
|
RU2584439C1 |
| Способ соединения керамического обтекателя с металлическим корпусом летательного аппарата | 2021 |
|
RU2764158C1 |
Изобретение относится к отрасли авиационной промышленности и может быть использовано при разборке обтекателей летательных аппаратов. Осуществляют нагрев с помощью нагревателя соединенных эластичным клеем керамической оболочки и металлического шпангоута обтекателя. Нагрев осуществляют через локальный участок шпангоута до полного уничтожения адгезионного слоя на этом участке. Обеспечивают перемещение нагревателя по всей поверхности шпангоута. Затем прикладывают осевую нагрузку к керамической оболочке, направленную от торца обтекателя. В результате исключается разрушение керамической оболочки при разборке обтекателя. 1 з.п. ф-лы, 1 ил.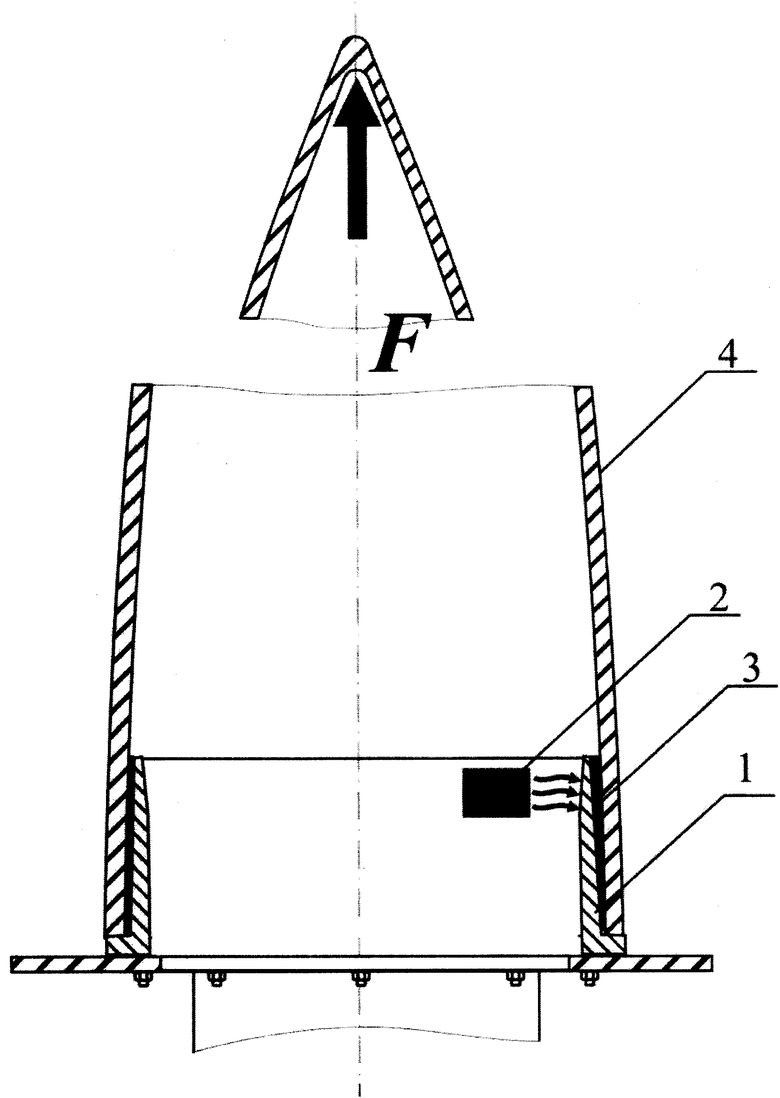
1. Способ разборки обтекателя летательного аппарата, содержащего керамическую оболочку и металлический шпангоут, отличающийся тем, что осуществляют нагрев с помощью нагревателя соединенных эластичным клеем керамической оболочки и металлического шпангоута через локальный участок шпангоута до полного уничтожения адгезионного слоя на этом участке с последующим перемещением нагревателя по всей поверхности шпангоута, после чего к керамической оболочке для съема ее со шпангоута прикладывают осевую нагрузку, направленную от торца обтекателя.
2. Способ по п.1, отличающийся тем, что во время нагрева локального участка шпангоута проводят принудительное охлаждение остальной поверхности шпангоута.
| СПОСОБ РАЗДЕЛЕНИЯ КОМПОЗИЦИОННЫХ ПРОЧНОСОЕДИНЕННЫХ МОНОЛИТНЫХ МАТЕРИАЛОВ СО СПЛОШНОЙ ГРАНИЦЕЙ РАЗДЕЛА | 1994 |
|
RU2093351C1 |
| Способ демонтажа клеевых соединений | 1988 |
|
SU1590309A1 |
| SU 2064393 A1, 27.07.1996 | |||
| RU 96102349 А, 20.04.1998 | |||
| CN 201082500 Y, 09.07.2008. | |||

