Изобретение относится к области машиностроения, авиационной и ракетно-космической отраслям промышленности и может быть использовано в процессе производства узлов, агрегатов и конструкций летательных аппаратов (ЛА).
В настоящее время при производстве конструкций головных обтекателей ЛА для сборки деталей переходного металлического шпангоута широко используются комбинированные клеемеханические байонетные соединения металлических деталей, в которых в качестве адгезива используются эластомерные клеи-герметики. Данный тип узла соединения позволяет обеспечить необходимую несущую способность конструкции обтекателя, сохраняя при этом герметичность его внутреннего объема.
Существующий производственный процесс построен таким образом, что при необходимости доработки одной из деталей узла клеемеханического соединения или же использовании детали в другой конструкции, узел целиком утилизируется, а детали изготавливаются заново. Отсутствие способа разборки узла клеемеханического соединения приводит к потере дорогостоящих деталей, зачастую изготовленных из специальных сплавов, и дополнительным необоснованным затратам на изготовление новых.
Известен ряд способов разборки соединений различного типа [Патент РФ №2466010, МПК В25В 21/00, опубл. 10.11.2012; Пантент РФ №2116878, МПК В23Р 19/02, опубл. 10.08.1998, Патент РФ №2106233, МПК В23Р 19/02, В23Р 1/02, опубл. 10.03.1998]. Среди них можно выделить способ демонтажа узлов из немагнитных токопроводящих деталей в переменном магнитном поле под действием электродинамических сил [Авторское свидетельство SU №441762, МПК В23Р 19/00, H01F 17/02, опубл. 15.11.1985]. Недостатком данного способа является отсутствие возможности его применения для разборки магнитных токопроводящих деталей. Кроме того, возникающие при взаимодействии контуров токов, индуцируемых в деталях, силы не могут быть преобразованы во вращающее усилие, необходимое для поворота деталей байонетного соединения.
Наиболее близким по технической сущности является способ разборки обтекателя летательного аппарата [Патент РФ №2466003, МПК7 B26F 3/00, B26F 3/06, опубл. 10.11.2012] путем нагрева соединения керамической оболочки эластичным клеем с металлическим шпангоутом, осуществляемого через локальный участок шпангоута до полного уничтожения адгезионного слоя на этом участке с последующим перемещением нагревателя по всей поверхности шпангоута, с последующим приложением осевой нагрузки к керамической оболочке, направленной от торца обтекателя, для съема ее со шпангоута.
Недостатком способа является то, что после выжигания остатки адгезива, сохраняясь в «замке» соединения, препятствуют повороту деталей байонетного соединения для его разборки. При этом необходимый поворот деталей соединения осуществить без их повреждения практически невозможно. Помимо этого, данный способ приводит к локальному перегреву деталей соединения, деформациям и изменению их физико-механических свойств материала.
Задачей заявляемого изобретения является исключение повреждений, деформаций и локального перегрева металлических деталей в процессе разборки узла клеемеханического байонетного соединения.
Задача решается тем, что предложен способ разборки клеемеханического байонетного соединения металлических деталей, включающий нагрев соединения, отличающийся тем, что перед нагревом одну из деталей узла соединения жестко закрепляют на опоре, затем узел помещают в индуктор, нагрев осуществляют переменным магнитным полем средней частоты до температуры перехода адгезива в вязкотекучее состояние, после чего осуществляют разборку узла соединения путем приложения вращательного усилия к незакрепленной детали узла до поворота байонетного соединения.
Сущность способа заключается в том, что одна деталь клеемеханического байонетного соединения жестко крепится к устойчивой опоре и помещается внутрь специально изготовленного индуктора, генерируемого переменное магнитное поле средней частоты. В результате воздействия магнитного поля происходит индукционный нагрев металлических деталей соединения и, как следствие, нагрев адгезива. Нагрев продолжается до достижения температуры перехода адгезива в вязкотекучее состояние, после чего незакрепленную к опоре деталь соединения проворачивают относительно жестко закрепленной и снимают. Применение индукционного нагрева узла соединения обеспечивает равномерны нагрева его деталей, что позволяет исключать зоны локального перегрева.
Зачастую оказывается, что детали одного клеемеханического соединения имеют разные ферромагнитные свойства, например титан (парамагнетик) и никелевый сплав (ферромагнетик до температуры ~400°C). В этом случае, как правило, более дорогостоящая не ферромагнитная деталь подвергается нагреву значительно меньше, а разогрев адгезива преимущественно происходит от ферромагнитной детали, что позволяет избежать образования окислов на поверхности дорогостоящих деталей при разборке.
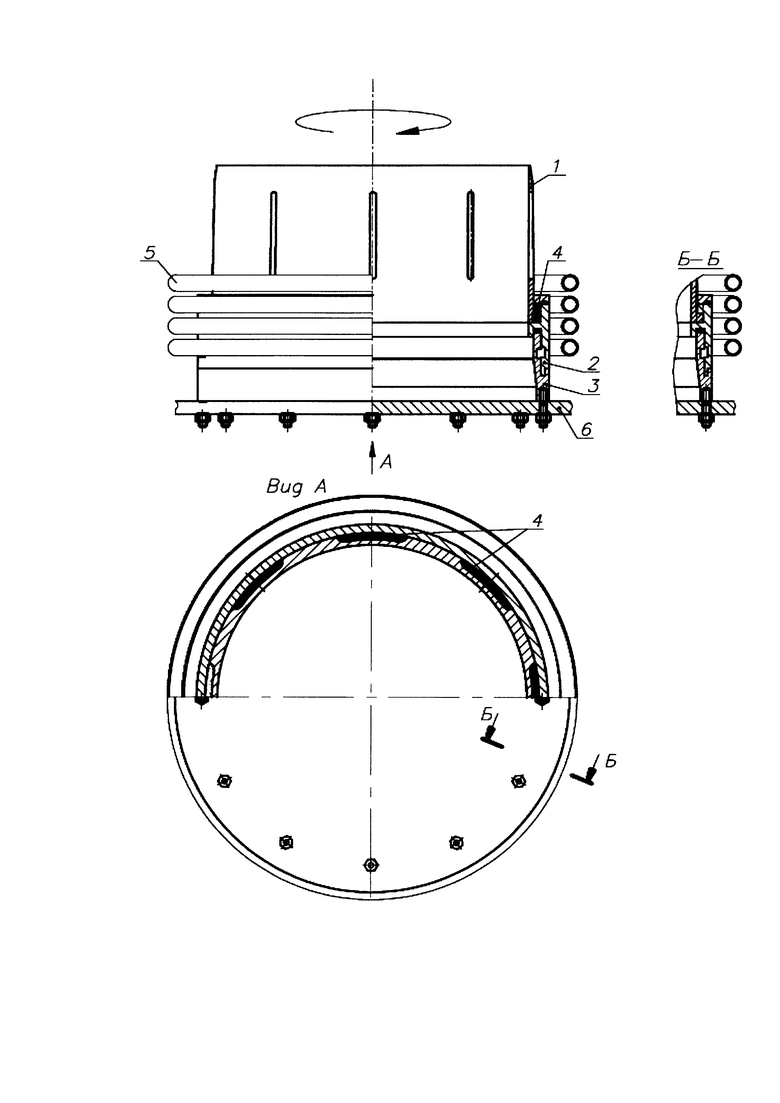
Способ иллюстрирует фигура. Клеемеханическое байонетное соединение цилиндрического шпангоута 1, изготовленного из сплава 32НКД, и титанового кольца 2, собранное с помощью эластомерного клея-герметика Виксинт У-2-28, жестко крепится к опоре 6 с помощью переходного кольца 3. Равномерный нагрев деталей 1 и 2 соединения осуществляется в зоне клея-герметика 4 переменным магнитным полем, генерируемым индуктором 5, до достижения клеем-герметиком температуры перехода в вязкотекучее состояние (для Вискинт У-2-28 значение данной температуры составляет около 300°C). После чего, путем приложения к шпангоуту 1 вращающего усилия, совершают его поворот относительно кольца 2 на необходимую для разборки байонетного соединения величину и снимают.
Предлагаемый способ разборки узла клеемеханического байонетного соединения металлических деталей успешно опробован авторами на нескольких десятках узлов соединения реальных конструкций летательных аппаратов. Предлагаемый способ позволяет исключить повреждения, деформации и локальный перегрев деталей узла клеемеханического соединения. Кроме того, предлагаемый способ разборки является экономически обоснованным, поскольку позволяет сохранять дорогостоящие детали узлов клеемеханического соединения и использовать их повторно после разборки.
Способ может найти широкое применение в общем и специальном машиностроении для разборки комбинированных узлов клеемеханических байонетных соединений деталей из различных металлических материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ разборки эластомерного клеевого соединения обтекателя летательного аппарата | 2018 |
|
RU2676622C1 |
| СПОСОБ РАЗБОРКИ ОБТЕКАТЕЛЯ ЛЕТАТЕЛЬНОГО АППАРАТА | 2011 |
|
RU2466003C2 |
| Антенный обтекатель | 2022 |
|
RU2793304C1 |
| Антенный обтекатель | 2017 |
|
RU2659586C1 |
| Обтекатель | 2018 |
|
RU2690051C1 |
| АНТЕННЫЙ ОБТЕКАТЕЛЬ | 2011 |
|
RU2464679C1 |
| АНТЕННЫЙ ОБТЕКАТЕЛЬ | 2011 |
|
RU2451372C1 |
| Антенный обтекатель | 2016 |
|
RU2624793C1 |
| Антенный обтекатель | 2018 |
|
RU2694132C1 |
| АНТЕННЫЙ ОБТЕКАТЕЛЬ | 2012 |
|
RU2494504C1 |
Изобретение относится к разборке узла клеемеханического байонетного соединения металлических деталей. Одну из деталей узла байонетного соединения жестко закрепляют на опоре. Затем узел байонетного соединения помещают в индуктор для его нагрева переменным магнитным полем средней частоты до температуры перехода адгезива в вязкотекучее состояние. Осуществляют разборку узла байонетного соединения путем приложения вращательного усилия к незакрепленной детали узла до поворота байонетного соединения. В результате исключаются повреждения, деформации и локальный перегрев металлических деталей при разборке узла клеемеханического байонетного соединения. 1 ил.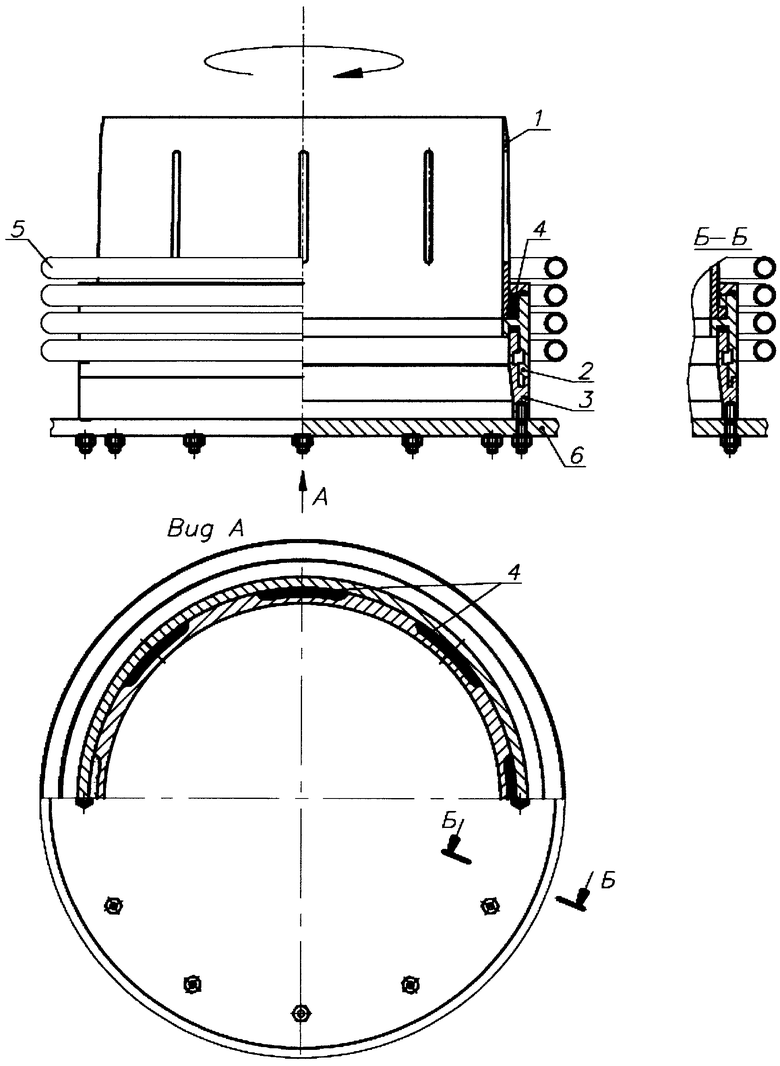
Способ разборки узла клеемеханического байонетного соединения металлических деталей, включающий нагрев узла байонетного соединения, отличающийся тем, что перед нагревом узла байонетного соединения одну из его деталей жестко закрепляют на опоре и затем узел байонетного соединения помещают в индуктор, нагрев внутри которого осуществляют переменным магнитным полем средней частоты до температуры перехода адгезива в вязкотекучее состояние, после чего осуществляют разборку узла байонетного соединения путем приложения вращательного усилия к незакрепленной детали узла до поворота байонетного соединения.
| СПОСОБ РАЗБОРКИ ОБТЕКАТЕЛЯ ЛЕТАТЕЛЬНОГО АППАРАТА | 2011 |
|
RU2466003C2 |
| Способ демонтажа клеевых соединений | 1988 |
|
SU1590309A1 |
| RU 2064393 C1, 27.07.1996 | |||
| US 20100162550 A1, 01.07.2010. | |||

