Изобретение относится к формированию волокнистых матов, например, предназначенных для тепло- и звукоизоляции, а более конкретно оно относится к устройству для улучшения распределения волокна, которое собирают на приемном элементе.
Формование волокон, особенно минеральных волокон, например стеклянных волокон, полученных по способу вытяжки волокна, заключающемуся в вытяжке материала, например стеклянного, посредством центрифугирования и воздействия потоков высокотемпературного газа.
Способ вытяжки волокна, обычно используемый в настоящее время, является способом, называемым внутренним центрифугированием. Он заключается во введении нити из материала, пригодного к вытяжке, в расплавленном состоянии в центрифугу, также называемую волокноформующим устройством (спиннером), вращаемую с высокой скоростью и снабженную очень большим количеством отверстий по ее периферии, через которые материал продавливают в виде элементарных нитей под действием центробежной силы. Посредством кольцевой горелки эти элементарные нити затем подвергают воздействию кольцевого потока газа для вытяжки при высоких температуре и скорости, следующего по стенке центрифуги, благодаря чему уменьшают их диаметр и преобразуют их в волокно.
Кроме того, вытяжной поток газа обычно ограничивают окружающим слоем холодного газа, направляя его в канал соответствующим образом в виде трубчатого потока. Этот слой газа создают с помощью дутьевой короны, которой окружена кольцевая горелка. С ее помощью также обеспечивают возможность способствования охлаждению волокна, механическую прочность которого таким образом повышают насколько возможно за счет отпуска.
Также является обычным дополнительная установка кольцевого индуктора под устройством для центрифугирования для способствования поддержанию теплового баланса волокноформующего устройства. С помощью этого индуктора обеспечивают возможность нагрева низа периферического пояса волокноформующего устройства, который в меньшей степени нагревается вытяжными газами, так как он находится дальше от кольцевой горелки и подвергается охлаждению окружающим воздухом.
Сформованные волокна переносят вытяжным потоком газа к приемной транспортерной ленте, обычно состоящей из газопроницаемой ленты, на которой волокна смешиваются в виде мата.
Для скрепления волокон вместе обычно наносят связующее, напыляемое на волокна во время их перемещения к приемной транспортерной ленте. Распыление связующего осуществляют, например, с помощью проклеивающей короны, охватывающей поток газа и содержащей множество распылительных отверстий.
Затем связующее отверждают, например, посредством тепловой обработки за приемной транспортерной лентой.
Одна из проблем, с которой сталкиваются при изготовлении этих матов, относится к распределению волокон во всем мате, которое желательно должно быть как можно более равномерным. Неравномерность распределения волокон в мате может приводить в результате к образованию мест с меньшей, чем это желательно, плотностью, и этот недостаток обычно корректируют в производстве увеличением средней плотности мата. Всегда желательно уменьшать плотность продукта, чтобы он был менее тяжелым, и чтобы каждая его часть обладала хорошими изоляционными свойствами, особенно - теплоизоляционными свойствами. С этой целью были проведены продолжительные изыскания на производственной линии для создания способа выравнивания распределения волокон в мате.
Известным способом улучшения равномерности распределения волокон является использование устройства, называемого «ковш», описанного во французской заявке на патент FR 2544754, которое состоит из направляющего канала, расположенного на пути потока газа под центрифугой и над устройством для распыления связующего. Посредством этого канала обеспечивают возможность направления волокон; каналу сообщают колебательное (осцилляционное) движение для направления потока волокна попеременно с одной стороны на другую сторону транспортерной ленты для приема волокон.
Однако это колебательное движение с достаточно резкими изменениями скорости при каждом проходе, с одной стороны, не выглядит оптимальным относительно транспортирования волокна в потоке воздуха, и, с другой стороны, увеличивается трение волокон о стенки устройства, что ведет к ухудшению его механических свойств.
Другой известный способ заключается в подаче воздуха к тубулярному потоку газа по существу в перпендикулярном направлении для его перемещения в поперечном направлении.
В патенте FR 1244530, таким образом, описаны две форсунки, расположенные за устройством для распыления связующего в диаметрально противоположных местах от потока газа, и струи воздуха из этих форсунок подают по очереди для сообщения потоку волокна движения вперед и назад при его укладке на приемную транспортерную ленту.
В патенте США № 4266960 показано два устройства, каждое из которых подает плоскую воздушную струю, поступающую с большой скоростью перпендикулярно в тубулярный поток газа; два устройства расположены с каждой стороны потока газа таким образом, что ориентация воздушных струй делит тубулярный поток на несколько расходящихся потоков.
Эти различные дутьевые средства с помощью сжатого воздуха, таким образом, понуждают воздух к тому, чтобы он был направлен по существу перпендикулярно к тубулярному (трубчатому) потоку волокон для разделения трубчатого потока и/или изменения его ориентации.
Целью изобретения является создание устройства для изготовления волокнистых матов, для улучшения распределения волокна в мате, в частности, с сохранением требуемого качества волокон на выходе процесса вытяжки, чтобы это устройство не обладало недостатками прототипа, в частности, недостатками «ковшового» устройства; и обеспечение возможности получения равномерных матов желаемой поверхностной плотности, обладающих заданной изоляционной или теплоизоляционной способностью.
Согласно изобретению устройство, более конкретно предназначенное для использования в установке для формирования волокнистых матов, волокна которых формуют из материала, пригодного к вытяжке методом внутреннего центрифугирования посредством вытяжки потоком газа, содержит направляющий канал для направления волокон, имеющий продольную ось X, а также первую часть, служащую входом канала, через который вводят волокно в канал, вторую часть, или центральную часть, и третью часть, служащую выходом канала, отличающееся тем, что оно содержит шарнирные средства, выполненные с возможностью механического воздействия на третью часть канала с обеспечением изменения ее размера и/или положения, по меньшей мере, одной из ее частей (участка) относительно упомянутой продольной оси X.
Размер третьей части канала, который можно изменять, обычно и предпочтительно соответствует ее поперечному сечению (в плоскости, перпендикулярной к продольной оси X). Это сечение обычно является круглым, но может быть, в равной степени, эллиптическим или иметь любую другую форму.
С помощью устройства, таким образом, можно, посредством модификации выходного сечения направляющего канала, способствовать и приспосабливать расширение потока волокон для управления, в конечном счете, распределением волокон в мате. Размер выходного сечения, в частности, выбирают в соответствии с диаметром устройства для центрифугирования, высотой падения волокна из устройства для центрифугирования на приемную транспортерную ленту и количеством устройств для центрифугирования, расположенных над приемной транспортерной лентой, таким образом, чтобы, в зависимости от ширины транспортерной ленты, волокно распределялось по всей ширине транспортерной ленты и не приклеивалось к стенкам кожуха установки, которым ограждена транспортерная лента.
Кроме того, это устройство, выполненное таким образом, чтобы оно оставалось по существу фиксированным внутри волокноформующей установки (спиннера), является, таким образом, более простым в использовании, и при его применении обеспечивается большая доступность к другим элементам, входящим в состав волокноформующей установки, в сравнении со стандартным «ковшовым» устройством, которому сообщают колебательные (осциллирующие) движения во время волокноформования. В частности, оно обладает следующими преимуществами:
- не требуется устанавливать амплитуду колебаний;
- чистку проклеивающей короны во время волокноформования выполнять легче;
- распределение связующего получается более равномерным при нанесении его на падающий поток в по существу фиксированном и неподвижном направлении, за счет колебаний;
- трение волокна о стенки определенно уменьшено.
Третья часть канала устройства согласно изобретению обычно является перемещаемой, по меньшей мере, частично, в частности, таким образом, чтобы ее размеры можно было изменять. Эта третья часть может быть также перемещаемой полностью или частично относительно продольной оси, например, в плоскости, по существу перпендикулярной к этой оси.
Так как с помощью устройства согласно изобретению обеспечивают более равномерное распределение волокон в мате, то при его использовании можно уменьшить плотность этого мата, при этом продукт получается, таким образом, менее тяжелым и менее дорогостоящим в изготовлении, но при этом сохраняющим те же изоляционные свойства. Благодаря уменьшению плотности также можно, при одной и той же производительности по расплавленному материалу, пригодному к вытяжке, увеличить количество изготавливаемых матов.
Для изменения сечения выхода направляющего канала третья часть канала может иметь форму гибкой юбки, состоящей из растяжимой мембраны. Изменение размеров юбки можно, например, производить путем надувания или применения любых других механических действий. Юбке можно, например, придавать форму тора или, в более общем виде, форму любого объема, получаемого в результате вращения любой фигуры вокруг оси, расположенной в ее плоскости. Введением воздуха в тор обеспечивают возможность надувания структуры, таким образом изменяя выходное сечение направляющего канала.
Для изменения сечения выхода направляющего канала третья часть канала предпочтительно содержит множество боковых панелей, расположенных таким образом, чтобы была образована сплошная стенка; при этом с помощью шарнирных средств можно одновременно воздействовать на подвижность боковых панелей относительно оси X.
Каждая боковая панель предпочтительно имеет два противоположных боковых края, из которых один перекрывает боковой край соседней боковой панели, и подвижность боковых панелей состоит в повороте боковых панелей по направлению к оси X или от нее; посредством перекрытия боковых панелей обеспечивают возможность скольжения одной боковой панели по другой для обеспечения возможности их совместного наклона. Перемещение боковых панелей для увеличения или уменьшения выходного сечения канала может быть поглощено соответственно при раскрывании или смыкании лепестков венчика цветка. Альтернативно боковые панели могут быть разъединены, т.е. не перекрывать друг друга.
Согласно одному отличительному признаку изобретения боковые панели можно наклонять максимум на 10°, а предпочтительно - максимум на 7°, относительно оси X и в направлении расхождения относительно оси X.
Боковые панели можно также наклонять максимум на 10°, а предпочтительно - максимум на 7°, относительно оси X и в направлении схождения к оси X.
Степенью наклона и схождения или расхождения выхода канала относительно оси X регулируют расширение потока волокна соответствующим образом.
Шарнирные средства механически воздействуют на третью часть канала таким образом, чтобы понуждать ее к изменению ее размера, в частности действия, оказываемые ими совместно на подвижность боковых панелей относительно оси X, могут быть очень разнообразными. Большую часть времени они будут представлять собой механические системы, с помощью которых можно одновременно прикладывать давление к каждой из боковых панелей. Каждой из этих механических систем можно механически и/или электрически, и/или гидравлически управлять.
Эти шарнирные средства могут состоять из кольца фиксированного диаметра, основная плоскость которого перпендикулярна к продольной оси X, при этом упомянутое кольцо можно также перемещать путем параллельного перемещения относительно упомянутой продольной оси X, и охватывать стенку, сформированную боковыми панелями, прикладывая сжимающее усилие к последней. Это кольцо, которое можно перемещать путем параллельного перемещения, может быть преимущественно жестко прикреплено к боковым панелям посредством соединительных средств. В частности, боковые панели могут быть снабжены продолговатыми окошками, расположенными в продольном направлении, в которых эти соединительные средства могут скользить. Регулированием положения по высоте кольца, которое можно перемещать путем параллельного перемещения, можно регулировать степень наклона боковых панелей. С помощью кольца можно также вносить вклад в модификацию положения третьей части канала относительно продольной оси: путем перемещения кольца в его плоскости можно сообщать боковым панелям общее перемещение, посредством которого можно вносить вклад в оптимизацию распределения волокна в мате.
Шарнирные средства могут также состоять из кольца, окружающего стенку, сформированную боковыми панелями, посредством которого можно прикладывать усилие к последней, при этом диаметр кольца может быть варьируемым. В этом случае более просто обеспечить кольцо, основная плоскость которого является фиксированной и перпендикулярной к продольной оси X. Кольцо с варьируемым диаметром предпочтительно жестко прикреплено к боковым панелям. Благодаря противодействию диаметра кольца можно, таким образом, понуждать к наклону боковые панели в направлении к продольной оси X, а следовательно, увеличивать схождение выхода канала относительно этой же оси, тогда как увеличением упомянутого диаметра, наоборот, понуждают к увеличению расхождения выхода канала относительно этой оси. Можно использовать любое устройство, с помощью которого можно получить кольцо с варьируемым диаметром, например устройства типа диафрагм, типа скользящего узла или надувного тора. В последнем случае внутренний диаметр тора (или, в более общем виде, объема, получаемого в результате вращения любой фигуры вокруг оси, расположенной в ее плоскости), состоящего из гибкой мембраны, которую можно надувать, можно, путем надувания, уменьшать, таким образом прикладывая усилие к боковым панелям, посредством которого их можно наклонять к продольной оси.
Предпочтительно шарнирные средства состоят из кольца, которое можно перемещать вращением и которое соединено с боковыми панелями для одновременного воздействия на них, при этом при вращении кольца создается усилие, прикладываемое к части боковых панелей, при этом угол поворота соответствует желаемому углу наклона боковых панелей относительно оси Х.
Преимущественно устройство содержит механические исполнительные средства для воздействия на поворот перемещаемого кольца, причем этими исполнительными средствами управляют вручную или с помощью электронных средств управления.
Согласно другому отличительному признаку изобретения все части направляющего канала образуют канал со сплошной стенкой таким образом, что внутрь устройства не может проникать разрушительный захваченный воздух в поперечном направлении потока.
Преимущественно первая часть направляющего канала, противоположная центральной части, имеет форму раструба (конического раскрытия) для облегчения ввода и направления волокна в канал.
Кроме того, первая часть канала содержит стенку, которая имеет на своем свободном торце предпочтительно профиль с вогнутостью, обращенной внутрь устройства. Кривизна стенки может иметь постоянный или переменный радиус кривизны геометрической формы, являющейся соответственно круглой или в форме эллипса, или параболической. Благодаря такому профилю обеспечивают возможность захода окружающего воздуха наилучшим образом в канал, который скользит вдоль внутренней стенки канала, создавая направляющий тракт для волокна и действуя как барьер или защита от волокна, исключая, таким образом, прилипание волокна к стенке.
Согласно еще одному отличительному признаку изобретения боковые панели третьей части имеют с внутренней стороны канала вогнутую форму для способствования предоставлению цилиндрической формы внутренней части канала.
Изобретение также относится к установке для формирования волокнистого мата, содержащей устройство для центрифугирования материала, пригодного к вытяжке, в частности стекла, снабженное волокноформующим устройством, производящим элементарные нити упомянутого материала, и газовое вытяжное устройство, подающее поток газа с высокой температурой и преобразующее элементарные нити в волокна в форме трубчатого потока, отличающейся тем, что она содержит устройство с направляющим каналом для улучшения распределения потока волокна, как это описано выше, согласно изобретению.
Установка обычно содержит индуктор, расположенный под устройством для центрифугирования, при этом устройство с направляющим каналом расположено вблизи индуктора и под индуктором.
Во время работы установки продольная ось X направляющего канала предпочтительно фиксирована относительно оси (А) падения потока волокон. Но продольная ось X направляющего канала может быть, скорее, расположена параллельно или может быть наклонена относительно оси (А) падения потока волокон.
Предпочтительно шарнирные средства направляющего канала можно приводить в действие во время работы волокноформующей установки для динамического корректирования распределения волокна.
Предпочтительно направляющий канал содержит боковые панели, проходящие по существу параллельно оси канала и расположенные по кругу и с возможностью их наклона с обеспечением их схождения или их расхождения относительно центральной оси канала, а их боковые края расположены таким образом, что край одной боковой панели перекрывает снаружи край соседней боковой панели, причем канал расположен в установке таким образом, что направление перекрытия боковых панелей выполнено в направлении, противоположном направлению вращения устройства для центрифугирования и, следовательно, в направлении, противоположном направлению вращения потока внутри канала. Благодаря этому волокна не могут прилипать в зазоре между наложенными друг на друга боковыми панелями, так как вращаемый поток, таким образом, следует вдоль внутренних сторон боковых панелей, и исключается риск попадания волокон непосредственно в зазор.
Предпочтительно, в частности, когда устройство с направляющим каналом расположено, по меньшей мере, непосредственно под индуктором, оно состоит из жаростойкого материала и не попадает в магнитное поле, генерируемое посредством индуктора.
Установка может содержать устройство для подачи связующего, расположенное ниже по потоку от устройства для улучшения распределения волокна.
Кроме того, устройство для подачи воздуха к потоку, например пневмопушка, может быть обеспечено и расположено под устройством для подачи связующего; в определенных условиях, относящихся, в частности, к ширине приемной транспортерной ленты, можно дополнительно улучшать распределение волокна в мате.
Слова «выше по потоку» и «ниже по потоку» в остальной части описания следует понимать как «самая высоко расположенная часть» и, соответственно, «самая низко расположенная часть» элемента относительно части установки, которая, при расположении ее на месте для ее работы, принимает поток материала для формования волокна сверху вниз. А слова «горизонтальный» и «вертикальный», относящиеся к элементам направляющего канала, следует воспринимать с учетом диспозиции направляющего канала, который проходит по существу вертикально.
Наконец, изобретение относится к способу изготовления волокнистого мата с использованием устройства согласно изобретению для улучшения распределения волокна в мате.
Другие преимущества и отличительные особенности изобретения ниже описаны более подробно со ссылками на прилагаемые чертежи, на которых представлено:
на фиг. 1 - частичный схематический вид в разрезе установки для формирования волокнистых матов, содержащей устройство для улучшения распределения волокна согласно изобретению;
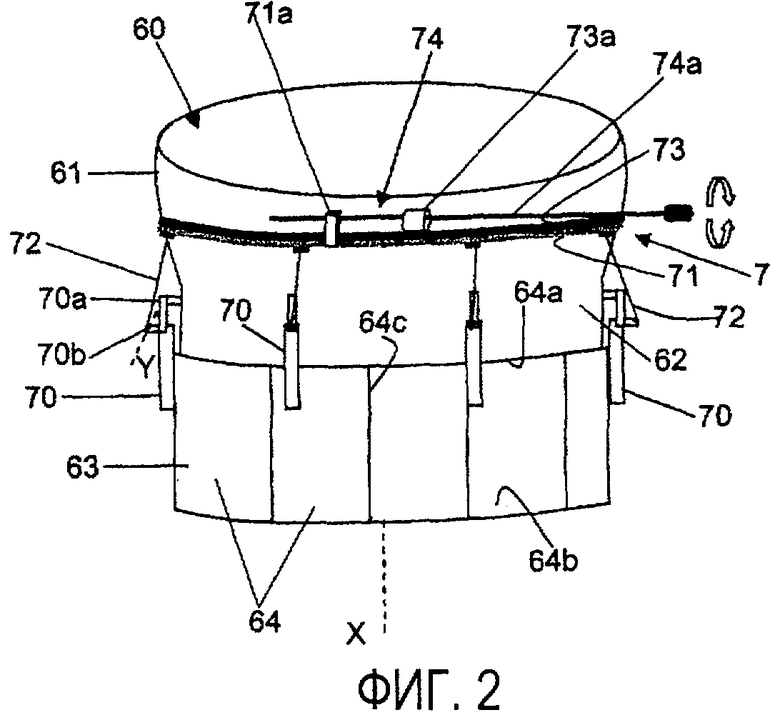
на фиг. 2 - вид в профиль одного варианта осуществления устройства согласно изобретению;
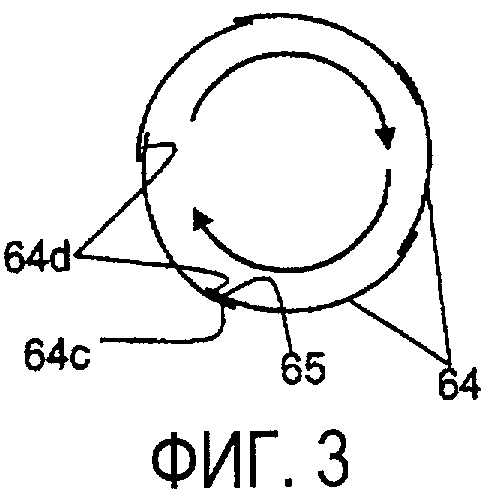
на фиг. 3 - схематический вид в сечении и снизу устройства согласно изобретению;
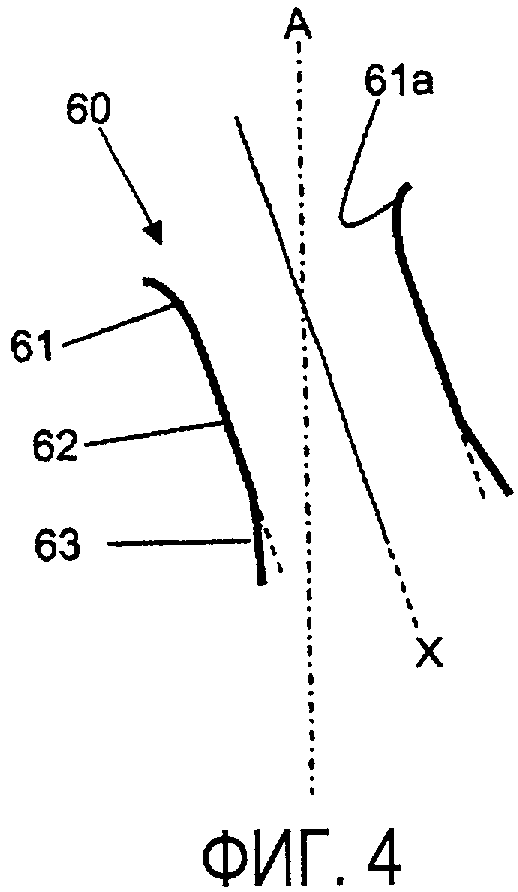
на фиг. 4 - схематический вид в вертикальном и частичном сечении устройства согласно изобретению, введенного в волокноформующую установку;
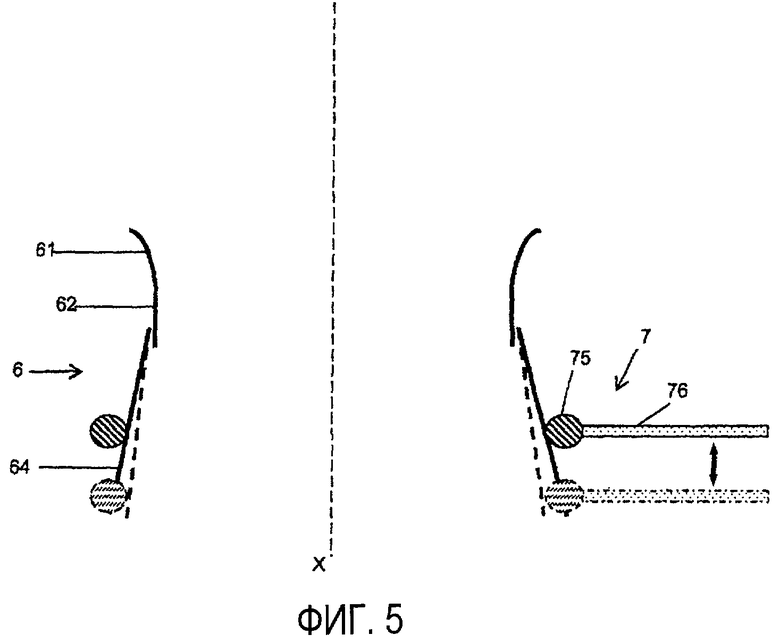
на фиг. 5 - схематический вид в сечении одного варианта осуществления устройства согласно изобретению;
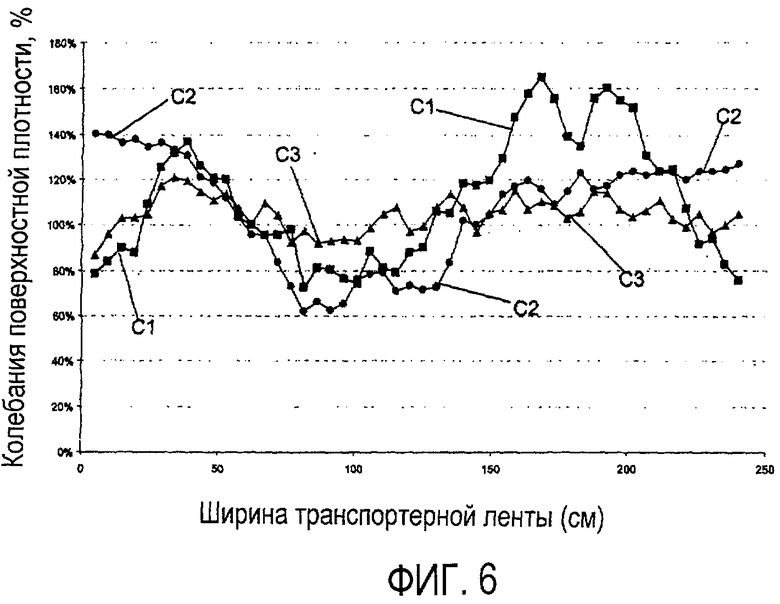
на фиг. 6 - кривые отклонений поверхностной плотности от номинальной поверхностной плотности волокнистого мата по ширине приемной транспортерной ленты.
Представления, показанные на чертежах, являются схематическими, и они выполнены не в масштабе для облегчения их чтения.
На фиг. 1 представлен частичный вид (во фронтальном сечении) установки для формирования волокнистых войлоков согласно изобретению.
Установка 1 содержит (известным образом, сверху вниз, в направлении потока материала в расплавленном состоянии, пригодного к вытяжке) устройство 10 для внутреннего центрифугирования, производящее элементарные нити из материала, пригодного к вытяжке, вытяжное устройство 20, подающее поток газа, с помощью которого преобразуют элементарные нити в волокна, кольцевой индуктор 30, расположенный под устройством 10 для центрифугирования, устройство 40 для подачи связующего, транспортерную ленту 50 для приема волокна, на которой собирают волокно путем отсоса для формирования мата.
Согласно изобретению установка также содержит устройство 6 для улучшения распределения волокна на приемной транспортерной ленте 50. Это устройство расположено между индуктором 30 и устройством 40 для подачи связующего.
Устройство 10 для центрифугирования содержит центрифугу, называемую также волокноформующим устройством (спиннером), вращаемую с высокой скоростью и снабженную очень большим количеством отверстий в ее периферической стенке, через которые продавливают расплавленный материал в форме элементарных нитей под действием центробежной силы.
Вытяжное устройство 20 содержит кольцевую горелку, посредством которой подают поток газа с высокими температурой и скоростью, следующий по стенке 12 центрифуги. Эту горелку используют для поддержания высокой температуры стенки центрифуги и способствуют утонению элементарных нитей для преобразования их в волокна, которые падают в виде по существу трубчатого (тубулярного) потока 2 с осью А.
Вытягивающий поток газа обычно направляют по тракту, ограниченному окружающим слоем холодного газа. Этот слой газа образуют с помощью дутьевой короны 21, которой окружена кольцевая горелка. С ее помощью также способствуют охлаждению волокон, таким образом повышая их механическую прочность путем отпуска.
С помощью кольцевого индуктора 30 нагревают низ устройства для центрифугирования для способствования поддержанию теплового баланса волокноформующего устройства.
Устройство 6 для улучшения распределения волокна содержит направляющий канал 60, проходящий вдоль продольной оси X, с помощью которого обеспечивают возможность пропуска трубчатого потока, пропускаемого через канал, и шарнирные средства 7, с помощью которых можно изменять выходное сечение направляющего канала 60 для обеспечения и регулирования расхождения потока волокна на выходе канала для окончательного управления распределением волокна. Устройство описано более подробно ниже. Устройство 6 для улучшения распределения волокна зафиксировано относительно других устройств волокноформующей установки.
Устройство 40 для подачи связующего состоит из проклеивающей короны, через которую проходит трубчатый поток волокон. Корона содержит множество форсунок, посредством которых на поток волокна наносят распылением связующее.
Устройство 6 согласно изобретению может быть, если это необходимо, объединено с известной дутьевой системой 41 для подачи сжатого воздуха, показанной пунктирными линиями на фиг. 1, например, с пневмопушками, которые располагают под проклеивающей короной 40.
Поток волокна затем осаждают на приемной транспортерной ленте 50.
На фиг. 2 показано устройство согласно изобретению более подробно.
Направляющий канал 60 со сплошной стенкой содержит первую, расположенную выше по потоку, часть 61, предназначенную для образования входа канала для потока волокна; вторую центральную часть 62 и третью, расположенную ниже по потоку, часть 63, предназначенную для образования выхода канала для выпуска потока волокон.
Расположенная выше по потоку часть 61 имеет форму, расширяющуюся по направлению к вытяжному устройству для образования входа и для более легкого направления потока волокон в канал. Более конкретно, стенка 61a преимущественно имеет профиль, изогнутый по направлению к внутренней части устройства, к оси X, вогнутость которого может иметь постоянный или переменный радиус кривизны, например, в виде круга или эллипса (см. фиг. 4).
Центральная часть 62 имеет цилиндрическую форму с продольной осью X; она является продолжением первой части 61 и предпочтительно образует единую часть с упомянутой первой частью.
Расположенная ниже по потоку часть 63 прикреплена к центральной части 62 для обеспечения продолжения канала. Согласно изобретению расположенная ниже по потоку часть 63 имеет круглое сечение, которое можно изменять. Это сечение можно изменять во время работы волокноформующей установки.
Таким образом, канал 60 имеет по существу трубчатую форму с расширяющейся горловиной на одном из свободных торцов и противоположный свободный торец, который имеет либо расширяющуюся, либо сужающуюся форму, согласно соответственно диаметру, задаваемому посредством расположенной ниже по потоку части 63, относительно диаметра центральной части 62.
Изменение диаметра этой, расположенной ниже по потоку части 63 обеспечивают благодаря использованию особенной конфигурации составляющих элементов и благодаря использованию шарнирных средств 7, пригодных для воздействия на подвижность составляющих элементов.
Согласно одному, приведенному в качестве примера, варианту осуществления, который никоим образом не является ограничительным, нижняя часть 63 состоит из множества боковых панелей 64, проходящих параллельно оси X и расположенных по кругу, и предпочтительно снабженных вогнутостью, обращенной внутрь канала, для облегчения возможности придания цилиндрической формы внутренней части канала.
Боковые панели 64 содержат верхнюю часть 64a, нижнюю часть 64b и противоположные боковые края 64c и 64d. Часть 64a боковых панелей частично покрывают центральную часть 62 канала для обеспечения продолжения закрытости по всей периферии канала для предотвращения какого-либо проникновения захваченного воздуха. Нижняя часть 64b соответствует выходу канала 60.
Боковые панели перекрывают одна другую таким образом, чтобы боковой край 64c одной боковой панели перекрывал с наружной стороны канала боковой край 64d соседней боковой панели, как это показано на фиг. 3, на которой приведен вид в сечении снизу нижней части 63 канала.
Предпочтительно устройство располагают в волокноформующей установке таким образом, чтобы направление наложения было противоположно направлению вращения устройства для центрифугирования и, следовательно, противоположно направлению вращения потока внутри канала (показано стрелками внутри канала). Таким образом, благодаря тому, что поток волокна при вращении следует вдоль внутренних сторон боковых панелей, исключается риск попадания волокон в зазор 65 между наложенными друг на друга боковыми панелями.
Боковые панели 64 связаны с шарнирными средствами 7, которые задействуются одновременно, обеспечивая прижим верхних частей 64a боковых панелей для их наклона.
Так как наклон боковых панелей является функцией силы, прикладываемой к ним, наклон боковых панелей относительно оси X является варьируемой величиной, в диапазоне от угла α, который можно изменять от -10° в направлении расхождения относительно оси X, до +10° в направлении схождения к оси X, при базовом угле 0°, соответствующем параллельному расположению боковых панелей относительно оси X и центральной части 62.
Шарнирные средства 7 регулируются таким образом, чтобы тогда, когда они не прикладывают силу к верхней части 64a, наклон боковых панелей являлся расходящимся относительно оси X и имел максимальное угловое значение.
Согласно варианту осуществления, не ограничивающему объем изобретения, шарнирные средства 7, показанные на фиг. 2, содержат удерживающие угловые листы 70, кольцо 71, присоединенное к удерживающим угловым листам, которое можно поворачивать посредством механических соединений 72, фиксированное кольцо 73, поддерживающее перемещаемое кольцо 71, и исполнительную систему 74, посредством которой можно осуществлять поворот со скольжением перемещаемого кольца 71 относительно фиксированного кольца.
Удерживающие угловые листы 70 прикреплены к боковым панелям 64 и обычно жестко прикреплены к ним, например, привинчиванием или сваркой.
Угловые листы 70 используют для удерживания боковых панелей в положении, при этом угловые листы поддерживают посредством механических соединений 72 с помощью перемещаемого кольца 71, которое, в свою очередь, поддерживают фиксированным кольцом 73.
Каждый угловой лист перемещают, наклоняя его относительно центральной части 62 канала, для точной установки каждой боковой панели, наклоняемой относительно центральной части 62. Каждый угловой лист 70, таким образом, содержит седло 70a, приваренное к центральной части 62, и шарнир 70b с осью Y, перпендикулярной к оси X, вокруг которой можно поворачивать угловой лист.
С помощью фиксированного кольца 73, которым поддерживают перемещаемое кольцо, обеспечивают возможность поворота со скольжением перемещаемого кольца 71 посредством вращения фиксатора, пригодного для скольжения.
Кроме того, фиксированное кольцо 73 используют для удерживания перемещаемого кольца 71 на месте относительно направляющего канала 60, так как его обычно жестко прикрепляют при окружении им расположенной выше по потоку части 61 канала.
Использование кольца для соединения в одно целое всех боковых панелей обеспечивает возможность одновременного воздействия на боковые панели.
Механическое соединение 72 каждого углового листа 70 к перемещаемому кольцу 71 достигают посредством соединительного стержня, проходящего в вертикальной плоскости и в наклоненном состоянии в этой плоскости (см. фиг. 2). Один из его концов соединен с кольцом 71, тогда как его противоположный конец присоединен к шарниру 70b углового листа.
Соединительный стержень отражает разницу по высоте между удерживающим угловым листом, расположенным на части 64a канала, и кольцом, расположенным на части 61. Он создан для перемещения в вертикальной плоскости, и с его помощью можно преобразовывать вращение со скольжением в горизонтальной плоскости кольца в поворотное перемещение удерживающих угловых листов вокруг каждой оси Y.
Более конкретно, расстояние между двумя концами соединительного стержня остается постоянным, а удерживающий угловой лист прикреплен как к боковой панели, так и к центральной части 62, поэтому вращение кольца 71 в одном или другом направлении неизбежно ведет к изменению наклона соединительного стержня, который при этом занимает либо более вертикальное положение, либо больше наклоняется к горизонтальному положению. Чем больше вертикальный наклон, тем большее усилие прикладывается к удерживающему угловому листу, и затем происходит поворот углового листа в направлении против часовой стрелки, ведущий к наклону боковой панели к оси X. С другой стороны, чем ближе наклон соединительного стержня подходит к горизонтальной плоскости, тем большее происходит ослабление натяжения, прикладываемого к угловому листу, понуждающего угловой лист к повороту в направлении по часовой стрелке, ведущее к наклону боковой панели в направлении от оси X.
Наконец, исполнительная система 74, посредством которой оказывают воздействие на подвижность кольца 71, содержит две точки крепления, которые соответственно расположены на фиксированном кольце 73 и на перемещаемом кольце 71, гайку 73a и соответственно гайку 71а, с которой сопряжен резьбовой стержень 74а. Затягивание или ослабление затяжки стержня обеспечивает скольжение гайки 73а подвижного кольца с вращением относительно другой гайки 71а, остающейся зафиксированной, обеспечивая скольжение подвижного кольца с вращением в одном или другом направлении.
Стержень может быть приведен в действие вручную оператором или электронным средством управления в ответ на команду, сообщенную программируемым микроконтроллером.
Шарнирные средства 7 (см. фиг. 5) согласно другому, не ограничивающему объем изобретения варианту осуществления состоят из кольца 75 фиксированного диаметра, представленного в разрезе, основная плоскость которого перпендикулярна к продольной оси X. Кольцо 75 является перемещаемым в направлении, параллельном упомянутой продольной оси (в направлении, показанном стрелкой), благодаря валу 76, жестко прикрепленному к кольцу 75. Кольцо 75 охватывает стенку, сформированную боковыми панелями, причем оно прикладывает сжимающее усилие к последним. Посредством регулирования положения кольца 75 по высоте обеспечивают возможность регулирования степени наклона боковых панелей. На фиг. 5 показано схематически два положения кольца 75: первое «верхнее» положение, представленное сплошными линиями, и второе «нижнее» положение, представленное пунктирными линиями. В обоих случаях боковые панели 64 представлены также сплошными линиями, когда кольцо 75 находится в верхнем положении, и пунктирными линиями, когда кольцо 75 находится в нижнем положении. На фиг. 5 четко показано, что путем опускания кольца 75 обеспечивают возможность наклона боковой панели к оси X и таким образом обеспечивают возможность уменьшения отхода боковой панели от этой оси. Возможно также перемещение кольца 75 в его плоскости и, таким образом, в плоскости, перпендикулярной к оси X, для сообщения перемещения боковым панелям и, таким образом, всей третьей части канала.
Ось X устройства согласно изобретению обычно расположена параллельно оси А подачи потока волокна. Однако так как устройство согласно изобретению не связано с индуктором, турбулентность окружающего воздуха может воздействовать на ориентацию потока, входящего в устройство. Может быть также подходящим условием наклон, как «ковшового» устройства в прототипе, устройства согласно изобретению относительно оси А, как это схематически показано на фиг. 4, для корректирования ориентации потока волокна, из-за недостаточной равномерности аспирации с правого и левого краев транспортерной ленты 50.
На фиг. 6 представлены три кривые, характеризующие отклонения (%) поверхностной плотности мата из волокна от номинального базового значения поверхностной плотности (в данном примере - 848 г/м2), как функции ширины приемной транспортерной ленты (от 0 см с левого края транспортерной ленты до 240 см правого края транспортерной ленты), где кривые соответствуют базовой конфигурации направляющего канала и двум конфигурациям вариантов осуществления устройства согласно изобретению, соответственно.
На пилотной установке, которую использовали для испытания устройства согласно изобретению, формировали волокнистый мат шириной 2400 мм. Использовали сканирующий прибор для определения поверхностной плотности по ширине мата вдоль заданной длины упомянутого мата для определения средней поверхностной плотности. Проводили несколько испытаний по определению средней поверхностной плотности и преобразовывали показания прибора в значения поверхностной плотности (массы волокна мата на единицу площади поверхности мата). Представленные кривые получены в результате такого пересчета.
Вычисляли также среднее значение этих средних величин поверхностной плотности и среднеквадратическое отклонение этих измеренных величин для определения коэффициента вариации поверхностной плотности (CV) по отношению среднеквадратического отклонения к среднему значению поверхностной плотности.
Измерения поверхностной плотности мата производили при различных углах наклона боковых панелей, при этом устройство было зафиксировано в положении, при котором общее направление X было параллельно оси А подачи потока:
- базовую кривую C1 получали при условиях: угол наклона боковых панелей составлял 0° относительно оси X, т.е. диаметр выхода 63 направляющего канала соответствовал диаметру центральной части 62, причем использовали дутьевую систему 41. Коэффициент вариации вычисленной поверхностной плотности (CV) составлял 25%.
- кривую C2 получали при условиях: угол наклона боковых панелей расходился наружу на 5° относительно оси X, причем дутьевую систему 41 использовали при тех же условиях, что и при определении кривой C1. Коэффициент вариации вычисленной поверхностной плотности (CV) составлял 23%.
- кривую C3 получали при условиях: угол наклона боковых панелей расходился наружу на 5° относительно оси X точно так же, как и при определении кривой C2, но дутьевую систему 41 модифицировали относительно условий, имевших место при определении кривых C1 или C2, в частности, путем снижения давления подаваемого воздуха. Коэффициент вариации вычисленной поверхностной плотности (CV) составлял 7%.
Отмечено, что при определении кривой C1 поток волокна, рассеиваемый дутьевой системой 41 на выходе из направляющего канала, не распределялся равномерно по ширине транспортерной ленты. Распределение имело следующий вид:
- на двух концах транспортерной ленты было меньшее количество волокна (наличие пустот, коэффициент вариации составлял до 80%);
- то же самое было на левом и правом краях транспортерной ленты, но по мере приближения к центру было избыточное количество волокна (всплески кривой, доходившие до 140% и даже до 160%);
- при этом в центре транспортерной ленты содержалось заметно меньшее количество волокна (впадина, составлявшая приблизительно 80%).
При получении кривой C2 поток волокна расширялся у расширенного выхода направляющего канала (расширение угла составляло 5° согласно одному варианту осуществления изобретения). Наблюдали, что можно было компенсировать недостаток волокна на концах транспортерной ленты; коэффициент значительно превышал 100% относительно упомянутых впадин кривой С1, хотя, тем не менее, имели место потери волокна в середине транспортерной ленты (коэффициент был немного ниже, чем у кривой C1). Использование такой конфигурации устройства согласно изобретению, тем не менее, обеспечивало возможность выравнивания распределения волокна в сравнении с базовым устройством при определении кривой C1. Кроме того, коэффициент вариации поверхностной плотности улучшался в точках, переходя от 25% к 23%.
Уменьшение давления воздуха, подаваемого дутьевой системой 41 согласно последней конфигурации, при которой получали кривую C3, обеспечивало возможность дополнительного выравнивания распределения в сравнении с кривой C2; кривая C3 существенно более стабильна относительно значения 100%. Кроме того, коэффициент вариации поверхностной плотности даже уменьшился до 7%.
Применение устройства согласно изобретению, таким образом, ведет к лучшему распределению волокна. Кроме того, благодаря объединению его с дутьевой системой прототипа, например системой 41, применение устройства позволяет снизить потребление сжатого воздуха.
Устройство (6) для установки для формирования волокнистых матов, волокна которых формуют из материала, пригодного к вытяжке методом внутреннего центрифугирования с помощью потока газа, содержит направляющий канал для направления волокон, имеющий продольную ось (Х), а также первую часть (61), образующую вход канала, через который волокна вводятся в канал, вторую часть, или центральную часть, (62) и третью часть (63), образующую выход канала. Устройство также содержит шарнирные средства, выполненные с возможностью механического воздействия на третью часть (63) канала с обеспечением изменения ее размера и/или положения, по меньшей мере, одного из ее участков, относительно упомянутой продольной оси (X). Технический результат - обеспечение возможности получения равномерных матов с заданными поверхностной плотностью, изоляционной или теплоизоляционной способностью. 3 н. и 17 з.п. ф-лы, 6 ил.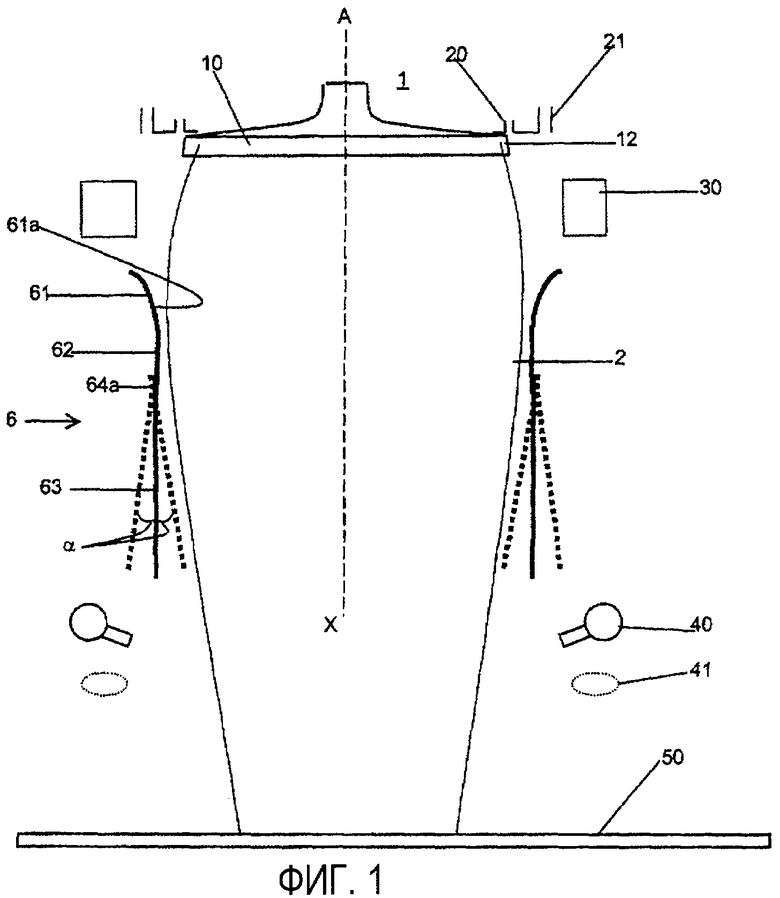
1. Устройство (6) для установки для формирования волокнистых матов, волокна которых формуют из материала, пригодного к вытяжке методом внутреннего центрифугирования с помощью потока газа, содержащее направляющий канал (60) для направления волокон, имеющий продольную ось (X), а также первую часть (61), образующую вход канала, через который волокна вводятся в канал, вторую часть, или центральную часть, (62) и третью часть (63), образующую выход канала, отличающееся тем, что оно содержит шарнирные средства (7), выполненные с возможностью механического воздействия на третью часть (63) канала с обеспечением изменения ее размера и/или положения по меньшей мере одного из ее участков относительно продольной оси (X).
2. Устройство по п.1, отличающееся тем, что третья часть (63) состоит из множества боковых панелей (64), расположенных с образованием стенки третьей части, причем шарнирные средства (7) выполнены с возможностью совместного воздействия на подвижность боковых панелей относительно оси (X).
3. Устройство по п.2, отличающееся тем, что каждая боковая панель (64) имеет два противоположных боковых края (64с, 64d), один из которых перекрывает боковой край соседней боковой панели, причем подвижность боковых панелей состоит в повороте боковых панелей по направлению к оси (X) или от оси (X).
4. Устройство по п.3, отличающееся тем, что боковые панели (64) наклонены максимум на 10°, а предпочтительно - максимум на 7°, относительно оси (X) и в направлении расхождения относительно оси (X).
5. Устройство по п.3, отличающееся тем, что боковые панели (64) наклонены максимум на 10°, а предпочтительно - максимум на 7°, относительно оси (X) и в направлении схождения к оси (X).
6. Устройство по любому из пп.2-5, отличающееся тем, что шарнирные средства (7) состоят из кольца (75) фиксированного диаметра, основная плоскость которого перпендикулярна к продольной оси (X), причем кольцо выполнено с возможностью перемещения параллельно продольной оси (X) с охватыванием стенки, сформированной боковыми панелями, при оказывании сжимающего усилия на последнюю.
7. Устройство по любому из пп.2-5, отличающееся тем, что шарнирные средства (7) состоят из кольца, охватывающего стенку, сформированную боковыми панелями, при оказывании сжимающего усилия на последнюю, причем диаметр кольца является варьируемым.
8. Устройство по любому из пп.2-5, отличающееся тем, что шарнирные средства (7) состоят из кольца (71), выполненного с возможностью перемещения поворотом и соединенного с боковыми панелями (64) для одновременного воздействия на них, причем поворот кольца предназначен для создания усилия, прикладываемого к части (64а) боковых панелей (64), при этом угол поворота соответствует желаемому углу наклона боковых панелей относительно оси (X).
9. Устройство по п.8, отличающееся тем, что оно содержит механические исполнительные средства (74) для воздействия на поворот подвижного кольца (71), причем исполнительные средства выполнены с возможностью управления вручную или с помощью электронных средств управления.
10. Устройство по любому из пп.1-5, отличающееся тем, что все части (61, 62, 63) направляющего канала образуют канал со сплошной стенкой.
11. Устройство по любому из пп.1-5, отличающееся тем, что первая часть (61) канала содержит стенку (61 а), которая имеет на своем свободном торце изогнутый профиль с вогнутостью, обращенной внутрь устройства.
12. Устройство по любому из пп.1-5, отличающееся тем, что первая часть (61) канала, противоположная центральной части (62), имеет форму раструба.
13. Устройство по любому из пп.2-5, отличающееся тем, что боковые панели (64) имеют с внутренней стороны канала вогнутую форму для обеспечения цилиндрической формы внутренней стороны канала.
14. Установка для формирования волокнистого мата, содержащая устройство (10) для центрифугирования материала, пригодного к вытяжке, предпочтительно стекла, снабженное волокноформующим устройством (11), производящим элементарные нити упомянутого материала, и газовое вытяжное устройство (20), подающее поток газа с высокой температурой и преобразующее элементарные нити в волокна в форме трубчатого потока (2), отличающаяся тем, что она содержит устройство (6) с направляющим каналом по любому из пп.1-13.
15. Установка по п.14, отличающаяся тем, что под устройством (10) для центрифугирования расположен индуктор (30), причем устройство (6) с направляющим каналом расположено непосредственно под индуктором (30), выполнено из жаростойкого материала и не попадает в магнитное поле, генерируемое индуктором.
16. Установка по любому из пп.14 или 15, отличающаяся тем, что во время работы установки продольная ось (X) направляющего канала (60) фиксирована относительно оси (А) падения потока волокон.
17. Установка по п.16, отличающаяся тем, что продольная ось (X) направляющего канала (60) параллельна или наклонена относительно оси (А) падения потока волокон.
18. Установка по п.14, отличающаяся тем, что шарнирные средства (7) направляющего канала выполнены с возможностью приведения их в действие во время работы установки.
19. Установка по п.14, отличающаяся тем, что направляющий канал (60) содержит боковые панели (64), проходящие по существу параллельно центральной оси (X) канала и расположенные по кругу, при этом боковые панели выполнены с возможностью наклона со схождением или расхождением относительно центральной оси (X) канала, причем их боковые края расположены таким образом, что край одной боковой панели перекрывает снаружи край соседней боковой панели, при этом канал расположен в установке таким образом, что направление перекрытия боковых панелей выполнено в направлении, противоположном направлению вращения устройства для центрифугирования.
20. Способ изготовления волокнистого мата с использованием устройства по любому из пп.1-13 для улучшения распределения волокон в мате.
| WO 2006061545 A1, 15.06.2006 | |||
| WO 8103017 A1, 29.10.1981 | |||
| EP 1369393 A2, 10.12.2003 | |||
| JP 58079836 A, 13.05.1983 | |||
| СПОСОБ ФОРМИРОВАНИЯ И УПАКОВКИ ИЗОЛЯЦИОННЫХ ВОЙЛОЧНЫХ МАТОВ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2001 |
|
RU2256731C2 |

